 alexxlab
alexxlab |
19.11.13 Источник: http://kanalizaciyadoma.ru/ Сварка полипропиленовых труб своими руками выполнима, правда, много кто об этом даже не догадывается. Выполняется сварка при помощи нагретого инструмента в раструб и применяется для того чтобы соединить трубы и детали. Сварка труб из полипропилена Нагревание свариваемых поверхностей происходит при помощи нагретого металлического инструмента – сварочными насадками, покрытыми тефлоновым слоем. Совет! Необходимо совместить полипропиленовый фитинг с дроном до упора, при этом полипропиленовую трубу нужно совместить с гильзой так же до упора. Сделать это нужно очень быстро, настолько, насколько возможно. Сварка и пайка пластиковых труб В том случае, если производится сварка пластиковых труб своими руками, нужно помнить о том, что у полипропиленовой трубы, которая предназначена для муфтовой сварки, наружный диаметр немного превышает номинальный, при этом полипропиленовый фитинг имеет внутренний диаметр немного меньше, чем номинальный. Для того чтобы все получилось нужно специальное оборудование для сварки полипропиленовых труб, без которого вышеописанного не произойдет. Дальнейшее продвижение сварочной насадки происходит до упора фитинга в округлое основание сварочной насадки. При этом происходит оплавление наружного среза фитинга и также выдавливание валика (гранта), правда, он имеет незначительную высоту.  Важно помнить о том, что после того как будет найден упор, больше давить не нужно. Сварка труб ПВХ Если сварка пвх труб ручная, то держите фитинг и трубу, чтобы произошел нагрев. Если же используется механический аппарат для сварки труб, то просто зафиксируйте трубу фиксатором, который есть у всех приличных сварочных аппаратов. После того как произведен нагрев, нужно одновременно снять фитинг и вынуть трубу. Сделать это нужно настолько быстро, насколько это будет возможно. После этого труба совмещается с фитингом до упора. Само собой разумеется, что остывание поверхностей происходит очень быстро, при этом оно зависит от того, на какую глубину произошел прогрев. Монтаж труб В том случае, если монтаж полипропиленовых труб своими руками выполнен правильно, то получится цельная полипропиленовая деталь. Стыковая сварка пластиковых труб из полипропилена и полиэтилена Если проводилась стыковая сварка полиэтиленовых труб вручную, то это время используют для того, чтобы устранить возможные перекосы. Защищаемся от ошибок В том случае, если совмещая трубу и фитинг не ввести ее до самого упора, то останется промежуток между упором фитинга, расположенном внутри и торцом трубы. На установленном трубопроводе у такого соединения отмечается меньшая толщина стенки и большой внутренний диаметр. Срок эксплуатации такого участка снижается относительно всего трубопровода канализации автономной. Полипропиленовые трубы и фитинги, а также оборудование для монтажа и сварки Вы можете приобрести в магазинах «ИНСТАЛ». Разделы / Учебные материалы |



как сварить, сварка ПП своими руками, как правильно варить пропиленовые трубы, пошаговое руководство
Содержание:
Инструменты для сваривания ПП труб
Разнообразие насадок
Разрезание труб перед свариванием
Последовательность сварки труб ПП
В этой статье мы опишем, как сваривать полипропиленовые трубы и каким набором инструмента для этого потребуется обзавестись.
Соединение труб ПП осуществляется методом диффузионной сварки, которая подразумевает размягчение окончаний труб под воздействием конкретной температуры. Нагрев достигается благодаря воздействию электричества. Сперва до требуемой температуры нагреваются сами детали сварочного аппарата, далее на них надевается на некоторое время элементы для стыковки, а уже после расплавления эти части соединяются друг с другом.
Стоит отметить, что свариваемые трубы не должны различаться по своим свойствам.
Сварить пропиленовые трубы как можно лучше несложно, главное — выполнить такие этапы:
- Прогреть сварочное приспособление, трубу и фитинг до 260 ºC.
Помните, что 260 ºC – температура плавления фитингов и труб из ПП.
- Надеть фитинг на трубу четко по одной оси.
- Подождать несколько секунд, после чего соединение считается сваренным, образуя при этом единый элемент.

Получившееся готовое соединение является бесшовным, так как при сваривании структуры двух элементов объединяются, образуя единую деталь. Таким образом, сварить трубу из полипропилена как нельзя лучше, получив качественное соединение – легко.
Инструменты для сваривания ПП труб
Перед тем, как сварить полипропиленовые трубы, например, для системы подачи воды, нужно обзавестись стандартным набором инструментов:
- паяльник;
- рулетка;
- ножницы;
- крепежные болты для фиксации насадок к паяльнику;
- строительный уровень;
- шаблон для контроля отверстий;
- шестигранник.
Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт. Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.
Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC. Читайте также: «Какие бывают аппараты для сварки полипропиленовых труб – характеристики и преимущества вариантов».
Сразу после включения, на паяльнике загорается красный светодиод, который гаснет после достижения требуемой температуры. Это сигнал к тому, что инструментом можно пользоваться.
Разнообразие насадок
Деталями, которые нагревают поверхности труб и фитингов посредством контакта, являются насадки. Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Нестандартные же, большие насадки, всегда можно приобрести дополнительно в соответствующих магазинах.
Покрытие из тефлона не дает расплавленному пластику прилипать к сварочному аппарату. В то же время и поверхность таких насадок благоприятно воздействует на пластик, обеспечивая качественное соединение. Однако не забывайте, что нужно всегда держать тефлоновое покрытие насадок в чистоте.
В то же время и поверхность таких насадок благоприятно воздействует на пластик, обеспечивая качественное соединение. Однако не забывайте, что нужно всегда держать тефлоновое покрытие насадок в чистоте.
Насадка состоит из двух элементов:
- элемент с отверстием – для введения внутрь ПП трубы;
- элемент в форме выступающего цилиндра – для одевания фитинга.
Фитинг и труба одеваются с небольшим усилием, после чего происходит их нагрев до 260 ºC, при этом у фитинга прогревается внутренняя поверхность, а у трубы – наружная. Фиксация насадок проводится идущими в комплекте болтами.
Стоит отметить, что во время пользования паяльником, болты могут ослабевать, так что их нужно время от времени подтягивать.
Для закручивания болтов в комплекте предусмотрена специальная отвертка или шестигранник. Устанавливать насадки стоит лишь до начала нагревания аппарата, а их замену проводить под нагревом только в особых случаях.
Разрезание труб перед свариванием
Перед тем, как варить полипропиленовые трубы, их нужно нарезать на нужные отрезки. Если сечение труб не превышает 32 мм, потребуются ножницы, у которых лезвия выполнены из высококачественной стали. Как правило, они сопровождаются годичной гарантией, если только они использовались по назначению.
Стоит отметить, что на рынке можно встретить ножницы, которые позволяют разрезать трубы сечениями до 63 мм, а трубы, диаметр которых превышает этот порог всегда можно разрезать ножовкой по металлу.
Последовательность сварки труб ПП
Чтобы лучше понять, как правильно варить полипропиленовые трубы, следует подробнее рассмотреть последовательность подготовки паяльника к работе:
- Включить аппарат в сеть – засветится индикатор включения и индикатор регулятора температуры.
- Пока индикатор терморегулятора горит, можно судить, что идет процесс нагревания, обычно этот процесс длится 10-12 минут.

- Первый прогрев использует больше электроэнергии – насадки достигнут температуры в 300-320 ℃. Если сразу же начать им пользоваться, пластик деформируется не так, как следует.
В этой связи следует подождать, пока индикатор нагрева не засветится и не погаснет повторно. Лишь после этого можно перейти к сварке ПП труб своими руками.
Сварку проводят в такой последовательности:
- Трубу помещают в соответствующую насадку.
- Фитинг одевают на цилиндрический выступ с противоположной стороны. В обоих случаях потребуется производить несильный нажим.
- Обеими руками эти два элемента удерживают в таком положении столько, сколько требует технология. .
Продолжительность нагрева, последующего времени на соединение структур, и остывание, определяется сечением полипропиленовой трубы и глубины сварки. Приблизительные значения всегда можно найти в соответствующих справочных таблицах.
В процессе сваривания труб из полипропилена следует иметь в виду такие нюансы:
- Готовое соединение приобретет максимальную прочность лишь в случае четкого следования рекомендациям по продолжительности нагревания.
- Продолжительное неконтролируемое нагревание может стать причиной расплавления полипропилена и порчи свариваемых элементов.
- Нагрев, продолжительность которого не будет соответствовать таблице, и будет меньшим, станет причиной недостаточного расплавления элементов. Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы.
В процессе сваривания ПП труб нельзя:
- двигать детали в разные стороны, кроме оси одевания и снятия элементов;
- непосредственно после стыковки деталей пытаться улучшить их размещение – это уменьшит проходной диаметр в соединительном месте;
- пытаться изменить форму трубы (гнуть), когда идет остывание соединения.
Выше мы изложили информацию о том, как правильно сварить полипропиленовые трубы своими руками. Из прочитанного можно сделать вывод, что в данном процессе нет ничего затруднительного. Основное правило – это приготовить требуемый инструмент и выполнять сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
в труднодоступных местах без аппарата
Для того, чтобы описать все преимущества пластиковых труб, понадобится отдельная статья. Если постараться обойтись краткой характеристикой, то в числе основных преимуществ можно выделить высокую прочность, отсутствие коррозийных процессов, неподверженность любым патогенным организмам и длительный срок эксплуатации. При этом пластиковые трубы в несколько раз легче металлических и для их соединения не требуется горячая сварка. На сегодняшний день это лучший продукт из того, что могут предложить производители.
На сегодняшний день это лучший продукт из того, что могут предложить производители.
Эта статья будет полезна тем, перед кем стоял вопрос — как сварить полипропиленовые трубы? Описание процесса и какие инструменты необходимо использовать – вы узнаете в нашей статье.
Несмотря на кажущуюся простоту соединения пластиковых труб, есть некоторые нюансы, которые стоит учитывать. Во-первых, это обеспечит необходимую герметизацию стыков и швов. Во-вторых, сделает возможной эксплуатацию на протяжении нескольких десятилетий.
Фото 1 Сварочный аппарат для сварки полипропиленовых труб
Да, вы не ослышались, полипропиленовые трубы также свариваются друг с другом, но это не стандартная горячая сварка, но припой посредством специального инструмента.
Для начала понадобятся специальные фитинги, о разновидностях которых вы узнаете в нашей отдельной статье «Латунные фитинги для ПНД труб».
Имейте в виду, что фитинги нагреваются изнутри, тогда как трубы только снаружи.
Только в этом случае можно добиться оптимального размягчения структуры и надеть один элемент на другой. И только так будет обеспечена максимально высокая герметичность стыка.
Существует практика спаивания труб друг с другом без использования соединительных элементов. Это временная мера, которая применяется на короткий период времени. Прочность такого соединения минимальная, в связи с чем даже при малейшей механической нагрузке стык просто лопнет.
Таблица 1 Определение времени нагрева деталей
|
Глубина сварки мм |
Диаметр трубы, мм |
Время нагревания, с |
Время соединения, с |
Время остывания, мин |
|
14 |
20 |
6 |
4 |
2 |
|
16 |
25 |
7 |
4 |
2 |
|
18 |
32 |
8 |
6 |
4 |
|
20 |
40 |
12 |
6 |
4 |
|
23 |
50 |
18 |
6 |
4 |
|
26 |
63 |
24 |
8 |
6 |
|
28 |
75 |
30 |
10 |
8 |
|
30 |
90 |
40 |
11 |
8 |
|
33 |
110 |
50 |
12 |
8 |
Основные этапы
Для того, чтобы провести сварку (читай – спайку) полипропиленовых труб и элементов понадобится специальный сварочный аппарат с нагревательной насадкой муфта/дорн. В зависимости от размера трубы выбирается, соответственно, и диаметр насадки. На нагревательную пару с одной стороны (муфта) надевается фитинг, с другой (дорн) вставляется труба.
В зависимости от размера трубы выбирается, соответственно, и диаметр насадки. На нагревательную пару с одной стороны (муфта) надевается фитинг, с другой (дорн) вставляется труба.
Фото 2 Трубу нужно отрезать под углом 90 градусов к оси
Фото 3 Край ПП трубы нужно обязательно зачистить (снять фаску)
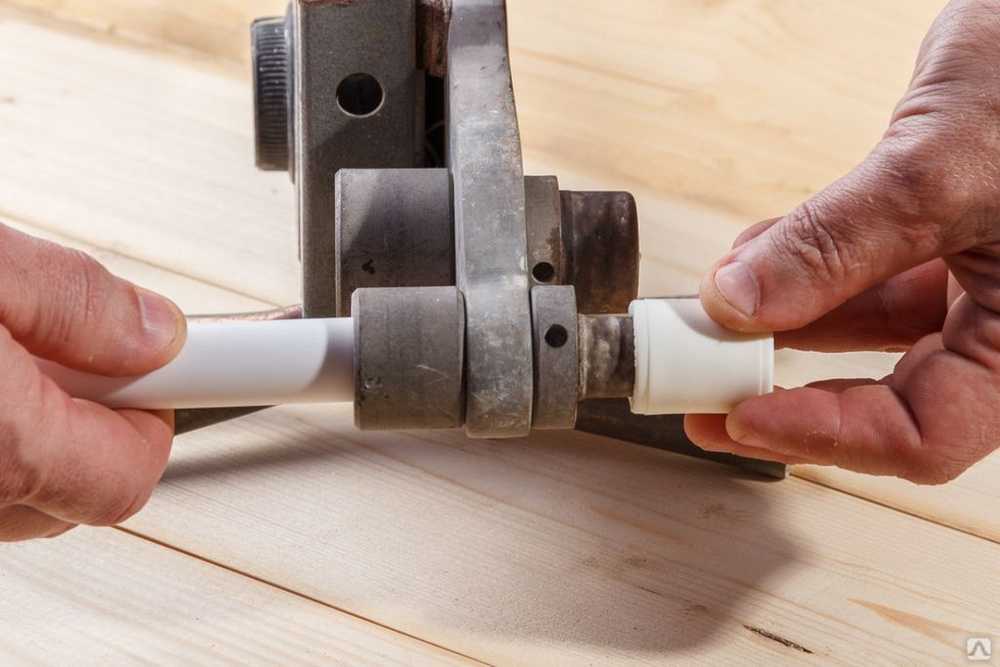
Фото 4 Когда аппарат нагреется нужно насадить фитинг на дорн, а трубу вставить в гильзу
Обязательно аппарат надежно закрепите на станке или станине. Любое отклонение затруднит припой труб, а сам аппарат может упасть от давления.
Работает агрегат от обычной розетки 220 В, при однократном применении использование отдельной линии не требуется. Далее выставляете необходимую температуру. При работе с пластиковыми трубами она должна составлять не менее 2600С.
После того, как аппарат нагрелся до заданной температуры, можно начинать пайку. Вставляете в дорн трубу, на муфту надеваете фитинг. Желательно эти два процесса проводить параллельно. Надеваете с небольшим давлением и до того момента, пока оба элемента не подойдут к ограничителю. Ждете определенное время, снимаете и вставляете друг в друга.
Вставляете в дорн трубу, на муфту надеваете фитинг. Желательно эти два процесса проводить параллельно. Надеваете с небольшим давлением и до того момента, пока оба элемента не подойдут к ограничителю. Ждете определенное время, снимаете и вставляете друг в друга.
Фото 5 Процесс сварки полипропиленовой трубы
Категорически запрещено при соединении трубы и фитинга прокручивать их относительно друг друга. Просто вставляете ровно и до упора. Только в этом случае герметичность будет 100-процентной.
Особенности
Ремонтируя уже существующую систему отопления с полипропиленовыми трубами, основная сложность возникает с водой, которая скапливается на стыке. Варить (паять) такие трубы категорически запрещено. При температуре пайки вода попросту превращается в пар и выступает конденсатом на самой трубе, а также образует воздушные поры. Буквально через несколько часов место стыка начнет протекать.
Специалисты рекомендуют использовать обычный хлебный мякиш, который используется как пробка в трубе. Уже после монтажа хлеб растворяется в воде и не создает никаких препятствий движению теплоносителя. Одна проблема – мякиш размокает практически моментально, но у вас будет около 10 секунд, так что при определенной сноровке можно справиться. О том, какой должна быть схема обвязки котла отопления, вы узнаете в нашей статье.
Время
И хотя речь идет всего о нескольких секундах, очень важно соблюсти точное время. Если не додержать или, что еще хуже, передержать, то серьезный урон будет нанесен герметичности стыка. Если в работе вы используете трубы диаметром до 20 миллиметров, время на нагрев не превышает 3 секунд, диаметр трубы от 32 мм потребует чуть больше – уже 7 секунд. Точное время нагрева выбирают по Таблице 1.
При выборе трубы учитывайте также такой фактор, как линейное расширение. Обычные пластиковые трубы без армирующего элемента удлиняются обычно на 305 мм в одной стыке. Если же в трубе присутствует армирующий элемент (об этом вы узнаете по маркировке), то расширяться труба не будет. Собственно, именно поэтому такие трубы называют стабильными.
Если же в трубе присутствует армирующий элемент (об этом вы узнаете по маркировке), то расширяться труба не будет. Собственно, именно поэтому такие трубы называют стабильными.
Если свариваются стабильные трубы, обязательно снимаются на конце трубы и металлический и пропиленовый слой. Если в качестве армирования используется стекловолокно, ничего снимать или срезать не следует.
Полезные советы
Фото 5 В процессе сварки труб запрещается поворот деталей по оси относительно друг друга
- При монтаже системы отопления и установке батарей весь контур представлен полипропиленовыми трубами, тогда как с самим котлом соединение осуществляется посредством металлического патрубка. Длина этого элемента может быть разной, но не должна быть менее 1500 см.
-
Если вы новичок и решили сделать трубопровод самостоятельно, обязательно перед тем как приступить к пайке потренируйтесь.
 Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим.
Речь идет не только о надевании труб на насадку, но и о скорости проведения работ. Напомним, что очень важно соблюдать временной режим. - Заранее разрежьте по схеме всю трубу и разложите все соединительные элементы – муфты, фитинги, тройники и т.д. Так работа будет идти гораздо быстрее и не придется уже в процессе разбираться, что зачем и куда это приложить.
- Все трубы должны быть чистыми и без жирных (масляных) пятен. Если такие вкрапления присутствуют, обязательно обезжирьте их, чтобы в дальнейшем стыки были герметичными.
- Уже после того, как сварены трубы и фитинги, остывание происходит в естественном режиме. Не стоит окунать трубу в воду или иным способом пытаться ее искусственно охладить. Все это приведет к искривлению материала а, как следствие, к нарушению прочности.
-
Обязательно обращайте внимание на то, насколько прямым является сваренный отрезок. Соблюдение соосности гарантирует точность соединение и отсутствие складок и прочих дефектов, которые могут снизить качество соединения.

Видео 1 Руководство как сварить трубы из полипропилена, работа паяльником
Видео 2 Особенности работы с пластиковыми трубами
110 фото предварительной подготовки и сварки
В современном производстве при изготовлении водопроводных труб чаще всего используется пластик. На замену металлу пришел практичный полипропилен.
Такие конструкции имеют ряд преимуществ:
- Длительное использование. Некоторые поставщики гарантируют эксплуатацию сроком до 50 лет.
- Устойчивость к коррозии.
- Небольшой вес.
- Легкость монтажа.
Каждый может справиться со сваркой полипропиленовых труб своими руками. Для этого необходимо приобрести соответствующее оборудование и ознакомиться с технологией установки.
Краткое содержимое статьи:
Виды труб из полипропилена
На рынке строительных материалов встречаются пластиковые трубы 4 цветов. Белые, зеленые и серые не отличаются по своим свойствам. Их обычно используют в помещениях.
Изделия черного цвета обладают особой устойчивостью к солнечным лучам, что позволяет использовать их для организации системы полива.
Специалисты выделяют несколько типов труб:
- Используемые в холодной воде. Такое оборудование выдерживает температуру до +45°С. Для маркировки применяется полоса, имеющая голубой цвет.
- Устойчивые к высоким температурам. Трубы, по которым течет горячая вода, должны выдерживать до +85°С. При покупке на изделии стоит искать красную полоску.
- Универсальные. Такой товар помечен сразу двумя полосками – голубого и красного цветов.
Полипропиленовые трубы имеют свою маркировку:
PN10. Данная отметка говорит о том, что водопровод предназначен только для холодной воды. При этом толщина изделия является небольшой.
При этом толщина изделия является небольшой.
PN16. Такие трубы выдерживают более высокую температуру, но также не предназначены для горячего водоснабжения.
PN20. Эта маркировка ставится на конструкции с толстыми стенками. Данный тип используется как для холодной, так и очень горячей воды.
PN25 имеют самую большую толщину стенок и дополнительную защиту в виде фольги или стекловаты. Такие трубы предназначены для отопительной системы.
Способы монтажа
Современные технологии позволяют прокладывать водопровод как открытого типа, когда конструкции прилегают к стене, так и закрытого, при этом изделия прячутся в специальных углублениях.
В любом случае понадобятся держатели, которые по форме напоминают клипсы. Они могут быть одинарными или двойными и устанавливаются на расстоянии в среднем по полметра друг от друга.
Предварительная подготовка
Нужно уделить особое внимание подготовке аппарата, чтобы в ходе работы верно выполнить все пункты инструкции сварки полипропиленовых труб:
Перед началом сварки на рабочую платформу устанавливаются необходимые насадки. Обычно это гильза и дорн. Далее следует выставить нужную температуру на регуляторе.
Обычно это гильза и дорн. Далее следует выставить нужную температуру на регуляторе.
Опытные рабочие рекомендуют +260°.
Следующим этапом является подключение к сети и ожидание нагрева.
Особое внимание нужно уделить правильному срезу трубы. Качество сварки зависит от отсутствия недостатков разреза. Этого можно добиться с помощью специальных ножниц.
После проведения разреза поверхности следует тщательно обезжирить и высушить.
Технология сварки полипропиленовых труб
Полипропилен, в качестве материала для производства водопроводных труб, является достаточно жестким по своим характеристикам. При монтаже понадобятся тройники, переходники, уголки и прочие фитинги. Данные детали припаиваются к основной конструкции путем нагревания до очень высокой температуры.
Существуют специальные фитинги, состоящие из двух частей. Одна соединяется с металлическими конструкциями, а вторая часть сделана из полипропилена.
Аппарат для сварки полипропиленовых труб часто называют паяльником.
По своей форме он является небольшой платформой с электрической спиралью внутри и насадками снаружи. Спираль нагревает рабочую поверхность.
Сварка пластиковых конструкций состоит их нескольких этапов:
Нагрев поверхностей до +260°. При такой высокой температуре происходит расплавление металла. Сварочная платформа при этом соединена с двумя металлическими насадками, которые имеют покрытие из тефлона.
Первая насадка называется дорн. Он имеет небольшой диаметр и служит для расплавления внутренней части детали. Вторая носит название гильза. Ее предназначение – нагревать наружную часть.
Через несколько секунд, когда соединяемые детали дойдут до нужного состояния, их следует плотно прижать друг к другу. При этом произойдет сварка конструкции.
Полезные замечания
Установка полипропиленовых водопроводных конструкций не требует особо сложных навыков и осуществляется в короткие сроки. При использовании качественного аппарата для сварки полипропиленовых труб можно быть уверенным, что процесс монтажа пройдет без неприятностей.
Однако, стоит обратить внимание на некоторые моменты:
Нужно внимательно измерять участки трубы перед резкой, так как при неправильной длине детали могут не сойтись друг с другом.
Сварка в труднодоступных местах, таких как углы, может привлечь дополнительные трудности. С ними можно справиться при использовании сразу двух комплектов насадок.
При выборе сварочного аппарата не стоит экономить денежные средства, так как использование дешевых насадок может привести к некачественной сварке конструкций. Лучше приобрести небольшой агрегат, который поможет существенно сэкономить силы и время при ремонте.
Фото сварки полипропиленовых труб
Также рекомендуем посетить:
- Костюм сварщика
- Типы сварочных аппаратов
- Как залудить паяльник
- Сварочный стол
- Сварочный аппарат своими руками
- Сварочный полуавтомат
- Сварочные провода
- Сварочные электроды
- Плазмотрон
- Как паять
- Сварочный аппарат для дома
- Споттер
- Как запаять радиатор
- Сварочная проволока
- Сварочный трансформатор
- Сварочная горелка
- Газовая сварка
- Сварочный аппарат
- Плазменный сварочный аппарат
- Сварочные работы
- Точечная сварка
- Дуговая сварка
- Как варить алюминий
- Сварочная маска
- Электрододержатель
- Какой сварочный аппарат выбрать
- Холодная сварка
- Сварочный инвертор
- Как сварить металл
- Сварочное оборудование
Сварка полипропиленовых труб своими руками
Содержание
- Способы применения аппарата
- Технология диффузионной сварки полипропиленовых труб
- Процесс сварки труб из металлопластика
С появлением нового высокопрочного синтетического материала полипропилена возникла реальная альтернатива замены им металла. В частности, это сразу стало заметно на примере сантехнических труб, которые теперь широко используют, даже не прибегая к профессиональной помощи. Дело в том, что прежние резьбовые и электросварные соединения уступили место простой и эффективной технологии диффузионной сварки.
В частности, это сразу стало заметно на примере сантехнических труб, которые теперь широко используют, даже не прибегая к профессиональной помощи. Дело в том, что прежние резьбовые и электросварные соединения уступили место простой и эффективной технологии диффузионной сварки.
Способы применения аппарата
Суть метода, нагрев деталей трубопровода в специальном инструменте, называемом паяльником, по форме отличающийся от обычного представления. Это специализированная станина с отверстиями в пластине нагреваемой электротоком. В ней имеются отверстия, называемые нагревательными элементами (парами).
Если раньше процесс сваривания требовал знаний и опыта, то сегодня он превратился в легкое действие, обеспечивая беспроблемную работу в домашних условиях. Теперь сварка существенно экономит время сборки трубопровода и деньги. Обычно у прибора должно быть стационарное положение, но если предстоит ремонт или прокладка нового трубопровода в труднодоступных местах, можно использовать его, держа в руках. В последнем случае монтаж следует проводить в паре с помощником, так как технология прогрева и монтажа требует оперативного соблюдения временного режима. Этого трудно добиться на весу, одновременно держа аппарат и производя монтаж одному человеку.
В последнем случае монтаж следует проводить в паре с помощником, так как технология прогрева и монтажа требует оперативного соблюдения временного режима. Этого трудно добиться на весу, одновременно держа аппарат и производя монтаж одному человеку.
Как правило, все основные коммуникации проходят по стенам, соответственно сваривать трубы и фитинги приходиться по месту. Очень часто изначально производится соединение с металлическими трубами с помощью тех же фитингов и муфт. Но основную работу по прокладке нового участка из пропилена можно выполнять фрагментами на заранее установленном на полу аппарате. Производят замер участка и развязки, затем осуществляют диффузионное сваривание под температурой на стене непосредственно. Для этой операции лучше использовать самое крайнее к сужению отверстие под нагревательные элементы.
Технология диффузионной сварки полипропиленовых труб
В общем случае, процесс соединения труб диаметром до 50 мм из пропилена одинаков, но различается по времени:
- нагрева;
- охлаждения.

Основным способом называют раструбовый метод. Для соединения участков труб используют муфты и другие фитинги, которые так же подвергают нагреву. В трубопроводах может применяться армированный тип труб, имеющих двойную изоляцию из полипропилена и алюминия. Их монтаж практически не отличается от обычных, за исключением предварительного снятия двух верхних слоев с оболочки с помощью специального инструмента – шейвера. Вместе с этим существует и другой способ, предполагающий соединение встык, но он эффективен только на диаметрах более 50 мм.
Процесс сварки труб из металлопластика
Металлопластиковые имеют много схожего полипропиленовыми, но слой алюминия у них спрятан глубже, что позволяет использовать слои полипропилена для диффузионной сварки. Процесс спайки проходит под оптимизированной температурой в 260 градусов Цельсия. Перед началом работ паяльник, рассчитанный на напряжение в 220 вольт, устанавливают для разогрева нагревательных втулок (нагревающих элементов). Обычно нужную температуру он набирает в течение 10 минут. В зависимости от наружного воздуха существует необходимость регулировать температуру и время нагрева.
Обычно нужную температуру он набирает в течение 10 минут. В зависимости от наружного воздуха существует необходимость регулировать температуру и время нагрева.
Пока разогревается прибор, специальными ножницами делаются разрезы строго под прямым углом и по размеру, зачищаются от пыли и грязи. Так же следует заранее приготовить фитинги: муфты, тройники и т.д.
Метод подготовки армированных труб несколько отличается. Как уже было отмечено их предварительно следует избавить на концах спайки от «лишних» слоев с помощью шейвера. Это делается для того, чтобы они плотно вошли в соединительные муфты.
Любая полипропиленовая труба должна быть размечена под соединение с фитингом, так, чтобы ее конец доходил до середины + 2 мм дополнительно. Для этого с помощью кондуктора или рулетки на конец наноситься разметка. В случаях использования шейвера, не нужно беспокоиться о точности, ведь он сам, как и нагревательные элементы контролирует глубину нарезки.
В разогретые гильзы (нагревательные элементы) с одной стороны следует вставить полипропиленовую трубу до отметки, а с другой раструб муфты до упора. Если они входят туго, то следует их слегка покачать, но далее не мешать процессу, так как это нарушит целостность соединения.
Если они входят туго, то следует их слегка покачать, но далее не мешать процессу, так как это нарушит целостность соединения.
Непосредственно процесс производят, ориентируясь на время согласно этой таблице.
Только специализированный паяльник сможет обеспечить точную выдержку времени и температуры, феном достичь того же результата просто невозможно.
После нагрева детали вынимают из гильз и без задержки соединяют меж собой прямым движением, соблюдая оси элементов. Некоторые производители наносят на продукцию специальные линии, благодаря им легче ориентироваться. Полученное соединение выдерживают по времени согласно параметрам.
В результате должно получиться соединение, где граница спайки обозначена равномерным наплывом вокруг неё.
особенности, техника и этапы, необходимое оборудование
Время на чтение: 3 мин
101
Не стоит впадать в уныние, когда в доме стал необходим ремонт трубопровода. Дорогостоящий вызов мастеров не обязателен.
Дорогостоящий вызов мастеров не обязателен.
Полипропиленовые трубы можно сварить самостоятельно. Для этого нужно придерживаться строгих правил. Следовать рабочим инструкциям и помнить особенности материала.
Содержание статьиПоказать
- Введение в тему
- Инструменты для сваривания полипропиленовых соединений
- Стадии работы
- Советы по самостоятельной спайке
- Итог
Введение в тему
Полипропилен дешевле металлических деталей и систем, но прослужит достаточно долго. По этому параметру он не так уж отстает от деталей, выполненных из металла.
Есть компании, которые обещают, что их изделия обладают крепостью и качеством для работы сроком свыше 10-20 лет.
Системы из полипропилена устойчивы к коррозийным изменениям, весят достаточно мало и легко монтируются без применения дополнительных механизмов.
Сборку можно провести в одиночку, однако наличие помощника сократит время монтажа. Это может сделать даже несведущий в таких работах человек. Достаточно выполнить все правила и следовать инструкциям.
Достаточно выполнить все правила и следовать инструкциям.
Термин «полимерная труба» подразумевает под собой те их виды, которые созданы на основе полимерных соединений – пластик, пластмасса, ПП, и прочие типы.
Они различаются по набору химических элементов в составе, технологиям процесса производства, но сварочная методика работы с ними едина.
Далее представлена информация по правилам работы со сварочными инструментами и принципы их использования. А также характерные особенности процесса полимерной сварки и спецоборудования для ее проведения.
Инструменты для сваривания полипропиленовых соединений
Для начала понадобятся трубы из подходящего вида полимерного соединения. Разметка на них выполняется маркером, подходящим для работы с подобными поверхностями.
Для разделения полипропиленовой трубы на части берутся специальные ножницы, предназначенные для резки пластиковых деталей. Сваривание проводится с помощью спецпаяльника, предназначенного для спайки пластиковых веществ.
Перед сваркой необходимо обработать детали обезжиривающей жидкостью.
Однако не следует использовать вещества на основе ацетона, поскольку он приводит к размягчению материала трубы.
В случае использования муфтового типа соединений в рабочий комплект включаются фитинги. Также потребуется строительный уровень.
Трубы, располагающиеся на расстоянии до пятидесяти сантиметров от котла, всегда остаются металлическими. Пластик присоединяется дальше, при помощи переходников.
Стадии работы
Этапы сварки полипропиленовых труб
Перед началом сварки полипропиленовых труб стоит провести пару тренировочных заходов.
- При помощи рабочих ножниц от трубы нужного диаметра отделяется пара кусков.
 Края срезов зачищаются, поверхность обрабатывается обезжиривающей жидкостью. При муфтовом соединении маркером производится разметка мест под фитинги.
Края срезов зачищаются, поверхность обрабатывается обезжиривающей жидкостью. При муфтовом соединении маркером производится разметка мест под фитинги. - Спецпаяльник крепится к столу. Работать с ним нужно строго по приложенной к нему инструкции. Подходящие насадки, закрепляются на сварочном инструменте. Настраивается рабочая температура. Средний уровень в градусах — 260-270.
- Когда лампы нагрева погаснут, трубы и фитинги помещаются на насадки. В таком положении их необходимо продержать указанный в правилах срок. При более длительном сроке нагрева паяльника, стоит увеличить и срок спайки.
- Время прогрева прибавляется и при работе в прохладной среде, где меньше +20 °С. От уровня нагрева напрямую зависит качество сварки. Недостаточный уровень даст слабое соединение, повышенный размягчит деталь.
- Когда пластик достаточно прогреется, детали быстро снимаются и прижимаются друг к другу. Давление должно быть не сильным, проворачивать детали не стоит, если вы не мастер полипропиленовой сварки.
- Для закрепления шва достаточно нескольких секунд. После этого изделие откладывается для остывания. Трогать его в это время не стоит, чтобы не повредить нестабильный еще стык.
Таблица соотношения показателей полипропиленовых деталей и сроков сварки:
Советы по самостоятельной спайке
При работе с полипропиленовыми деталями бракованный шов исправить невозможно. Для того чтобы получить качественное соединение, потребуется изъять испорченный участок трубы и перепаять все наново.
Включение в работу уже использованных фитингов запрещено. Фитинги – одноразовый элемент. При перепайке берутся новые.
Существует два типа сварки полипропиленовых труб: стык и муфта. В первом случае спайка происходит оплавлением краев пластиковых деталей.
Соединение происходит путем диффузии расплавленного материала. Во втором случае для соединения требуются спецпереходники (фитинги).
Для разовой работы сварочный инструмент можно арендовать либо взять на время у кого-то из друзей. Брать паяльник себе нужно в случае частого применения.
Здесь нужно помнить, что для личного применения не обязательна версия сварки с терморегулятором, достаточно показателя температур.
Выполняя муфтовый способ сварки, сначала надевается фитинг, после него – деталь. Отсчет срока нагрева начинается после закрепления всех деталей на нагревателе.
Только что сваренное соединение должно охладиться само. Охлаждать его при помощи дополнительных воздействий, таких как помещение в холодную воду, запрещено.
При верной сварке полипропиленовых труб на муфте образуется «наплыв» пластика. Качество шва можно проверить. Для этого сваренная часть разрезается в точке соединения. В месте обработки не должно быть пустот, разрывов, неровностей.
Итог
Самостоятельная сварка труб из полипропилена реальна, при следовании рабочей инструкции. Достоинство обработки изделий из полипропиленовых соединений – маленькая цена, позволяющая наработать опыт без больших трат.
Поэтому можно приобрести несколько экземпляров для тренировочной сварки. Работа с пластиковыми деталями не требует дополнительных защитных элементов или подготовки рабочей зоны.
Она требует только чистоты, порядка и спокойной рабочей обстановки.
как правильно сварить полипропиленовые трубы
Хотите отремонтировать или заменить коммуникации из полимерных труб? Согласитесь, неплохо сэкономить на вызове мастера, собрав новый трубопровод самостоятельно. Но вы не знаете, как можно соединить между собой отдельные элементы системы и что для этого нужно.
В нашей статье подробно описана технология сварки полипропиленовых труб – соединить их своими руками сможет любой начинающий сантехник. Мы расскажем, на что обратить внимание, как состыковать пластиковые элементы паяльником. Позвольте мне показать вам, в каких случаях используются другие методы.
В помощь начинающему мастеру мы подобрали подробные видеоролики, демонстрирующие пошаговый процесс сварки полипропилена, и фотоиллюстрации.
Содержание статьи:
- Трубы и монтажные принадлежности
- Способы соединения полимерных труб
- Соединительный инструмент
- Основные этапы технологии пайки
- Этап №1 — расчет материала и комплектующих Этап №
- 1 — пайка элементов трубопровода
- Краткая фотоинструкция по сварке ПП труб
- Типичные ошибки монтажа
- Сборка элементов без пайки
- Вариант №1 — установка компрессионного фитинга
- Вариант №2 — склейка элементов
- 2 Выводы и полезное видео по в теме
Трубы и монтажные принадлежности
Одно из неоспоримых достоинств полимерных труб — простота монтажа.
Установка элементов может производиться практически везде: открыто на стенах или скрыто под полом.
Если сварка водопроводных труб из полипропилена выполнена правильно, то собранная система исправно прослужит несколько десятков лет без ремонта
Полимерные трубы выпускаются диаметром от 20 до 110 мм. В бытовых целях чаще всего используются изделия размером 20/25/32/40 мм. Область применения определяет показатель номинального давления материала.
В маркировке обозначается буквами «PN» :
- PN 10 — выбрать для обустройства холодного водоснабжения.
- PN 16 — применяется для холодной воды, но с более высоким напором, а также при обустройстве системы «теплый пол».
- ПН 20 — изделия, единственным ограничителем которых является температурный режим транспортируемых по ним жидкостей. Она не должна превышать 75 °С.
- ПН 25 — универсальные изделия, применяемые для обустройства как «холодных», так и «горячих» систем, температура которых достигает 90°С.
В продаже можно найти полимерные изделия, оснащенные дополнительным армированием.
Армированные изделия применяются для прокладки на протяженных участках в условиях, когда необходимо уменьшить линейное расширение, возникающее при колебаниях температуры
Основной особенностью полимерных труб является невозможность их изгиба.
Поэтому все изменения траектории проложенной магистрали осуществляются только с прямых участков, соединенных между собой вспомогательной арматурой:
- крестовина — для возможности разветвления основного потока;
- тройники — умножители потока;
- Муфты — для соединения труб на прямом участке;
- отводы — для изменения направления трубопровода.
Арматура может быть оснащена закладной металлической резьбой, что позволяет соединить полимерный трубопровод с металлическими элементами.
Чтобы швы были максимально прочными и герметичными, важно обеспечить точное соответствие диаметров соединяемых элементов
При выборе вспомогательных элементов следует брать за основу два параметра: внутреннее сечение изделий и толщину их стенок. Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Способы соединения полимерных труб
При соединении труб из полимерных материалов в зависимости от условий монтажа применяют один из двух способов:
- Пайка — предполагает нагрев и соединение оплавленных концов элементов.
- Без пайки — предполагает соединение труб с помощью компрессионных фитингов или с применением так называемой «холодной» сварки.
Второй способ установки удобен тем, что для его осуществления нет необходимости использовать специальное оборудование. Всю работу можно выполнить с помощью простого инструмента – обжимного ключа.
Фотогалерея
Фото
Устройство для соединения ПП труб
Насадки и оправки на сварочный аппарат
Работа сварочного аппарата для полимерных труб
Соединение подготовленных пластиковых труб
Полипропиленовая труба с толщиной стенки более 4 мм и диаметром более 50 мм соединяется методом стыковой сварки:
Галерея изображений
Фото
Устройство для стыковой сварки ПП трубы
Комплект нагревательных дисков для сварки
Раскряжка полимерной трубы перед стыковой сваркой
Нагрев трубы на сварочном аппарате
Инструменты для соединения
Основным инструментом для соединения пластиковых труб является утюг для сварки. Это своеобразный паяльник, работающий от сети 220В. Принцип работы устройства достаточно прост. Роль нагревательного элемента утюга выполняет сварочный нагреватель, помещенный в металлический кожух.
Разогревает до заданной температуры печку, которая нагревает форсунки. Терморегулятор отвечает за поддержание оптимальной температуры форсунок. Пайке и типичным ошибкам при соединении полипропиленовых труб посвящена статья, с которой советуем ознакомиться.
Утюг представляет собой компактный и легкий сварочный аппарат, оборудованный посадочными местами для размещения муфты для труб и оправок для фитингов
В комплекте с утюгом идут нагревательные насадки стандартных размеров. Нагреваясь до определенной температуры, они размягчают пропилен до вязкости, которая обеспечит герметичное соединение элементов.
Насадки подбираются в зависимости от диаметра применяемых труб:
- 20-й размер — для труб диаметром полдюйма;
- 25-й — для изделий диаметром 0,75 дюйма;
- 40-й — для элементов сечением 1,25 дюйма.
Так как стоимость такого сварочного аппарата довольно высока, а использовать его уже не так часто нужно, приобретать оборудование нет смысла. Инструмент лучше арендовать на день или два.
Для качественной резки и подготовки свариваемых участков лучше всего использовать специально предназначенный для этого инструмент — . С ее помощью можно получить ровный, ровный и красивый срез.
Роль режущего элемента трубореза выполняет лезвие из нержавеющей стали; для удобства использования инструмент снабжен обрезиненной рукояткой
За неимением трубореза работу можно производить болгаркой или ножовкой по металлу. Единственное — на месте среза после таких инструментов остается бахрома. Но удалить его не составит труда, зачистив полоску наждачной бумаги.
Кроме основных инструментов для работы вам также понадобятся:
- квадрат;
- лента строительная;
- простой карандаш или маркер.
При планировании соединения труб методом холодной сварки необходимо заранее приобрести термоактивный клей на основе полиэфирной или эпоксидной смолы или ее термопластичный аналог на основе каучука.
Основные этапы технологии пайки
Ключевыми условиями успешного монтажа сантехники или полимеров являются тщательный расчет необходимого материала и качественно выполненная сварка элементов.
Этап №1 — расчет материала и комплектующих
Чтобы облегчить себе работу, тем самым свести к минимуму ошибки при монтаже, первым делом необходимо нарисовать схему будущей системы, указав на ней количество витков и ответвлений. При расчете количества труб к каждой длине отрезка следует прибавить 25-40 мм, затраченных на «проходку».
Цена полимерных изделий и фасонных элементов, необходимых для их монтажа, невысока, а потому на случай брака спаянных пар, которые часто возникают в начале эксплуатации, имеет смысл делать небольшой запас
Если вам еще не приходилось сваривать полипропиленовые трубы, опытные специалисты рекомендуют даже приобрести несколько отрезков труб для предварительной подготовки. Такие затраты обойдутся недорого и позволят избежать грубых ошибок при установке системы.
Особенностью является увеличение коэффициента линейного расширения под действием высоких температур.
В результате: при нагреве или повышении давления внутри системы трубы удлиняются и со временем начинают провисать. Для предотвращения этого явления при прокладке участков длиной более 4-5 метров также необходимо будет использовать компенсаторы.
Компенсаторы представляют собой П-образные соединительные элементы в виде завернутых петель, обеспечивающие надежность системы при ее эксплуатации
Компенсаторы устанавливают как на горизонтальные, так и на вертикальные участки, устанавливая их между двумя неподвижными опорами. При необходимости можно приобрести компенсаторы специальной модификации, позволяющие исключить линейное расширение на угловых изгибах трубопровода.
Узнаем, как правильно сварить полипропиленовые трубы, чтобы не было протечек в местах стыков.
Этап №2 — пайка элементов трубопровода
Вкратце суть технологии сварки заключается в том, что под воздействием высокой температуры концы состыкованных элементов нагреваются и плотным прижатием друг к другу соединяются.
Для создания прочного соединения при выполнении пайки сама труба нагревается снаружи, а вспомогательные элементы, участвующие в ее соединении, нагреваются изнутри. На рисунке порядок действий: 1 — сделать разметку; 2 — разминка нужное количество секунд; 3 – соединяем 2 отрезка между собой; 4 — выдерживаем рекомендуемое количество секунд до охлаждения
Перед началом работ нарезанные на заданную длину отрезки труб устраняют неровности и заусенцы. Если в трубе предусмотрен слой внутренней или внешней фольги, его необходимо предварительно очистить торцовочным резаком, снабженным хорошо заточенными и отрегулированными ножами.
При выполнении зачистки с помощью поперечной фрезы труба должна быть заглублена в инструмент до упора.
Работы по сварке пластиковых труб своими руками выполняются в следующей последовательности:
- Подключить к электросети с целью прогрева оборудования до оптимальной температуры 260-270°С.
- Соединяемые отрезки труб одновременно надеваются на патрубки, обеспечивая максимально ровный вход. Эту работу нужно делать быстро и уверенно.
- Выдержав указанное в инструкции время до расплавления фитингов и концов труб, снимают элементы с патрубков нагрева.
- Соедините расплавленные концы вместе, слегка сжимая друг друга в течение 15-20 секунд.
- Склеиваемые детали оставляют в статичном положении, чтобы шов полностью остыл и соединение стало монолитным.
Продолжительность нагрева можно определить из инструкций, прилагаемых к оборудованию, или с помощью приведенной ниже таблицы.
Продолжительность нагрева для достижения полной полимеризации состыкованных элементов зависит от диаметра изделий и толщины их стенок
Нельзя пренебрегать требованиями к времени нагрева, указанными в таблице. Недостаточный прогрев не способен обеспечить надежное соединение. Чрезмерный перегрев приведет к тому, что полипропилен «потечет», а детали деформируются.
В результате: на внутренней поверхности сварных швов образуются выступы, что позволит значительно уменьшить диаметр трубопровода.
Для того чтобы иметь возможность контролировать глубину входа сегментов в нагревательный элемент, уменьшая тем самым вероятность брака, на их концах желательно предварительно сделать надрезы. Условные обозначения: 1 — обогрев двух отрезков полипропиленового трубопровода; 2 — своевременное снятие патрубков с паяльника; 3 — соединение двух элементов друг с другом; 4 — на трубе отмечена глубина шва для правильного соединения
После завершения полимеризации и затвердевания, которое занимает около 20 секунд, соединение готово. По той же технологии все последующие узлы припаиваются до упора, при этом система отопления или не будет полностью собрана.
В статье приведены температурные параметры, с которыми самостоятельным домашним мастерам обязательно следует ознакомиться перед началом работы.
Краткая фотоинструкция по сварке ПП труб
Следующая подборка пошаговых фото поможет наглядно представить последовательность работ по сборке полипропиленового трубопровода и соединению его частей:
Фотогалерея
Фото
Режем полипропиленовые трубы по проектным размерам. Учитываем глубину «входа» трубы в фитинг
Подбираем оправку и насадку соответствующего диаметра, устанавливаем их для нагрева на утюг и включаем прибор. Перед первой сваркой его необходимо прогреть не менее 5 минут
Примеряем соединяемые детали. Отметьте край фитинга на трубе, указав глубину погружения привариваемой детали
Протирание стыков неармированных труб любым спиртосодержащим средством для удаления жира, мешающего полимеризации Это. Затем шейвером освобождаем отмеченный участок трубы от внешнего слоя ПП
Помимо внешнего слоя ПП, с присоединяемого участка трубы 9 удаляем алюминиевую фольгу, находящуюся под внешним полимерным слоем.0003
Нагреваем соединяемые детали на оправке и насадке, закрепленной на утюге. Время прогрева зависит от толщины стенки трубы.
Снимаем с утюга нагретые на приборе детали и производим быстрые соединения уверенным движением, не поворачивая их вокруг собственной оси
Шаг 1: Нарезка труб по проектным размерам
Шаг 2: Подготовка сварочного аппарата к работе
Шаг 3: Маркировка соединительных участков
Шаг 4: Обезжиривание склеиваемых поверхностей
Этап 5: Подготовка к соединению армированной трубы
Этап 6: Удаление армирующей фольги трубы
Этап 7: Установка свариваемых деталей на чугун
Этап 8: Соединение сварных деталей
Типичные ошибки монтажа
основные ошибки, которые допускают новички при работе с полимерными изделиями:
- Нагрев деталей . В момент нагрева детали должны располагаться в максимально ровном положении. Малейшее смещение может негативно сказаться на эксплуатационных параметрах всей водопроводной системы.
- Стыковать полимеризованные концы . При нажатии на расплавленные концы элементов нельзя вращать детали вокруг своей оси. Это может привести к тому, что шов будет недостаточно прочным.
- Выравнивание . При стыковке элементов допускается лишь незначительная корректировка их соосности, продолжительность процедуры которой не более 1-2 секунд.
Еще один важный момент: при пайке штуцеров с фитингами необходимо учитывать расположение клапанов, обеспечив им свободный полный ход.
Нагретый полипропилен так быстро остывает, что уже через час с момента завершения монтажа можно смело подавать воду в систему
Если после соединения элементов в виде какого-либо шва возникают сомнения, то стык лучше разрезать и переделать это.
Дефекты лучше устранять на этапе монтажа конструкции, так как заменить негерметичный стык в работающей системе гораздо проблематичнее.
Сборка элементов без пайки
Использование компрессионных фитингов и современных клеев позволяет производить монтаж полипропиленовых труб качественно, быстро и с минимальными материальными затратами.
Вариант №1 — установка компрессионного фитинга
Для реализации данного способа соединения потребуется приобрести компрессионные фитинги и использовать обжимной ключ.
Компрессионные фитинги снабжены уплотнительными прижимными кольцами, выполняющими роль демпферов при ударных импульсных нагрузках (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На отрезанный под прямым углом конец трубы надевается синяя гайка и зачищается от заусенцев. При размещении белого обжимного кольца необходимо придать ему положение, в котором утолщенная часть направлена в сторону хвоста трубы.
- Труба вставляется в фитинг до упора, максимально вдавливая зажимное кольцо.
- Затяните синюю гайку, «наживляя» ее сначала рукой, а затем усилителем с помощью ключа.
Сборка компрессионных фитингов не требует специальных знаний и навыков. Изделия поставляются готовыми к установке на продажу. Их монтаж можно производить при любых температурных режимах.
Вариант №2 — склеивание элементов
Клеевой метод используется для сборки водопровода, по которому планируется транспортировать только холодную воду. Для применения метода «холодной» сварки потребуется использовать «агрессивный» клеевой состав типа ЛН-9.15.
Клей способен растворять поверхности соединяемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
В целях защиты кожи рук от случайного попадания состава и «разъедания» его активные компоненты, процедуры склеивания лучше проводить в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверить соответствие углов среза соединяемых участков и отметить карандашом места склейки.
- Концы соединяемых труб очищаются и обезжириваются.
- На торцы труб и в зону раструбов арматуры ровным слоем наносится клеевой слой.
- Отрезки труб вставляют в отверстия штуцера, ориентируясь на отметки, сделанные карандашом. Конструкцию выдерживают в фиксированном положении три минуты, после чего излишки состава удаляют салфеткой.
- Комбинированные элементы раскладывают на ровной поверхности и оставляют на 5-6 часов до полного высыхания.
Пропустить воду для проверки качества склеивания можно только через сутки после завершения монтажа.
При реализации важно соблюдать два основных условия: температурный и влажностный режимы. Все работы необходимо производить при температуре воздуха +5, +35°С. При склеивании в жаркую погоду работы следует выполнять как можно быстрее, чтобы клей не успел высохнуть до завершения монтажа.
Выводы и полезное видео по теме
О тонкостях процессов пайки и склейки труб вы можете узнать из следующих видео:
Видео №1. Как паять трубы:
Видео №2. Сборка водопровода без пайки:
Работа на самовыравнивающихся полипропиленовых трубах даже у начинающего мастера не должна вызвать особых затруднений. Нужно только четко и добросовестно соблюдать все технологические нормы. И тогда собранный своими руками трубопровод порадует вас безотказной работой.
Комментарии пишите в блоке ниже. Задавайте вопросы по спорным вопросам, делитесь информацией, которая может быть полезна посетителям сайта. Оставляйте посты со своим мнением, размещайте фотографии по теме статьи.
Трубы полипропиленовые сварные. Методы, технологии. Заказ-наряд
Качественные, практичные и прочные трубы из синтетических материалов заменяют менее прочные, массивные и сложные в монтаже металлические трубы. Применяют пластиковые трубы для монтажа систем отопления и водопровода. Главное преимущество в том, что качественная сварка полипропиленовых труб своими руками при наличии необходимого оборудования доступна даже непрофессионалам. Температура безопасной эксплуатации пластиковых труб от -10 до +90 градусов Цельсия.
Из полипропиленовых труб создают системы водоснабжения и отопления
Содержание
- 1 Преимущества полипропиленовых труб
- 2 Способы соединения ПП труб
- 3 Ручная сварка полипропиленовых труб
- 5 Способы монтажа 1 1 1 2 Особенности пайки 90 сварить трубу из полипропилена с помощью сварочного агрегата
Преимущества полипропиленовых труб
Длительное время эксплуатации, высокая температура теплоносителя и отсутствие коррозии на внутренних стенках, малый вес и быстрый способ сварки полипропиленовых труб — основные преимущества полипропиленовых ( ПП) трубы. Стоимость армированной пластиковой трубы, которая используется, например, в системах отопления, сравнима с ценой металлической трубы, но долговечность намного больше. Как правильно сварить полипропиленовую трубу, знает даже начинающий монтажник.
Код маркировки полипропиленовых труб, принятый производителями по всему миру, представляет собой буквенное обозначение PN, что означает «полипропилен», и цифровой код, обозначающий максимальное рабочее давление трубы. Маркировка указывает, где можно использовать изделие и как правильно отапливать отопление из этого вида полипропиленовой трубы.
Монтируемые трубы для отопления должны выдерживать значительное давление с учетом постоянного нагрева.
Характеристики труб указаны на внешней стороне изделия.
При отсутствии прямого нагрева внешней стороны полипропиленовой трубы от источников тепла — котла отопления, прямых солнечных лучей, промышленного оборудования — система водоснабжения будет работать без сбоев. Важна и температура, сварка полипропиленовой трубы своими руками будет безупречной при точном соблюдении режима нагрева деталей и минимальном количестве деталей, соединяемых стыковым методом.
Способы соединения ПП труб
Для правильного монтажа системы необходимо выдерживать технологию монтажа ПП труб. Цель проекта определяет последовательность сборки системы и то, как сварить (варить) полипропиленовую трубу.
Виды стыковки:
- муфтовое соединение — в этом случае концевая часть трубы ПП сваривается со сплошным отводом с помощью штуцера в виде муфты. При этом чаще всего применяется такая техника сварки полипропиленовых труб, когда наружные поверхности полипропиленовых труб и внутренние поверхности муфты нагреваются, так называемая «раструбная» сварка. В результате получается прочное, надежное и герметичное соединение, выдерживающее все этапы сварки и температуру нагрева. Метод раструбной сварки полипропиленовых труб является наиболее распространенным;
- стыковое соединение. Свариваемые поверхности — концевые участки ведущего отвода и ответной части полипропиленового трубопровода. Сварка встык чаще всего применяется при прокладке труб большого (от 40мм и выше) диаметра.
- Технология сварки полипропиленовых труб большого диаметра предполагает использование специального, профессионального оборудования. Состав имеет высокую прочность. Если температура и усилие зажима подобраны правильно, соединение получается герметичным; соединение
- с помощью зажимных или самостопорящихся фитингов. Рационально использовать для магистральных трубопроводов с низким уровнем давления;
- холодная сварка полипропиленовой трубы.
Использование клеев и быстротвердеющих компонентов с высокой адгезией для создания прочных и герметичных соединений.
Трубы малого диаметра проще всего соединить с фитингами.
Холодная сварка позволяет решить проблему, как сварить полипропиленовую трубу для отопления в местах, где нет возможности использовать электрооборудование.
Важно! Качество соединений зависит от класса сварочного оборудования не меньше, чем от квалификации мастера-монтажника. Трубы должны быть подготовлены к сварке. Наличие грязи, воды, органических веществ и некачественный рез, сварка труб пп с температурой ниже, чем у расплава пластика, приводят к непрочным швам, и как следствие, о герметичности стыков не может быть и речи.
Ручная сварка полипропиленовых труб
Для сварки полипропиленовых труб необходимо запастись необходимым оборудованием и приспособлениями. В первую очередь составляется подробный проект, определяется вариант сборки и принимается решение, как сварить полипропиленовую трубу с фитингами и ответной частью трубопровода. Исходя из конфигурации и геометрической формы будущего трубопровода, также определяется сварка для полипропиленовой трубы, которая лучше всего подходит для конкретного проекта и не влечет увеличения сметы строительства. Рассчитывается количество поворотных фитингов, тройников и муфт и порядок монтажа, порядок сварки полипропиленовых труб.
При монтаже возможна регулировка обвязки, но за счет простоты подключения особых проблем это не вызывает.
Для ручной сварки полипропиленовых труб не потребуется большого запаса инструмента и специальных навыков. Точное соблюдение последовательности сборки позволяет создать надежную герметичную на всем протяжении систему водоснабжения или отопления.
Ручная сварка труб с использованием компактного нагревателя
Инструменты и оборудование:
- ножницы или кусачки для пластиковых труб. Более предпочтительны ножницы гильотинного типа, с мощным лезвием и зубчатым узлом передачи усилия; Инструмент
- для зачистки армированных полипропиленовых труб. Это специальный резак, а в примитивном виде — прочный нож с удобной ручкой и коротким лезвием;
- целесообразно использовать спиртовые компоненты для обезжиривания поверхности. Обычно используют этиловый (изобутиловый) спирт. Ацетон, очень распространенный в качестве обезжиривателя лакокрасочных материалов, для полипропиленовых труб не подходит – он просто разрушает поверхность, делает ее рыхлой и хрупкой; Паяльник
- для полипропиленовых труб представляет собой поверхность — оправку, на которую крепятся насадки для труб и фитингов, нагретую до выбранной температуры (не ниже 260 градусов Цельсия). Паяльники имеют трубчатую форму и форму вытянутого молотка. Трубчатым паяльником удобнее варить трубы в труднодоступных местах;
- Обычная строительная рулетка поможет избежать перерасхода средств. Правильно измеренная длина участка сведет к минимуму количество срезов и подгонок; Шаблон
- в виде короткого отрезка трубы большего диаметра. Длина шаблона должна точно соответствовать глубине трубы в фитинге. Лучше и удобнее использовать шаблон с дном. Стыковая сварка не требует использования шаблонов.
При правильном соблюдении технологии сварки полипропиленовой трубы для отопления, то после остывания шва образуется ровный аккуратный валик, равный по высоте по всей длине.
Важно! Избыток расплавленного пластика внутри свариваемых деталей приведет к уменьшению внутреннего сечения трубопровода. Это приводит к незапланированному повышению давления, и ухудшает поступление воды или теплоносителя внутрь системы отопления. Чем тщательнее подход к пайке, тем лучше качество сварных швов.
Этапы монтажа и особенности пайки
Необходимо строгое соблюдение всех этапов создания трубопровода, только так можно получить надежную систему.
Перед монтажом труб необходимо рассчитать и разметить места для крепежа и обозначить сложные узлы
Порядок действий следующий:
- Трубы ПП подготовлены к работе. Тщательный осмотр снаружи еще до этапа сборки выявит те трубы, которые могут иметь производственные дефекты. Особенно это важно для труб, из которых монтируется скрытая система отопления. Определяется температура труб отопления.
- Готовится поверхность для установки. Производится предварительный расчет мест крепления ответвления трубопровода ответвления и выявляются проблемные места будущей системы: пересечение стен и перекрытий, порядок подключения к существующим коммуникациям. Сварка полипропиленовой трубы своими руками напрямую не представляет сложности, хотя иногда приходится варить элементы системы поочередно.
- Готовятся инструменты. Обрезное лезвие необходимо заточить так, чтобы создать ровный перпендикулярный срез без изменения геометрии труб.
- Насадки утюга для труб (паяльника) должны быть чистыми, без следов расплавленного пластика и других загрязнений. Жала паяльника чистят во время нагревания хлопчатобумажной тканью или древесной стружкой. Производитель сообщает производителю, как правильно варить полипропиленовую трубу каждого конкретного вида – уровень температуры и время нагрева указаны в инструкции к паяльному оборудованию.
- Насадки монтируются на паяльник, нагретый до температуры плавления полипропиленовой трубы, сварка происходит путем размягчения наружного слоя труб или внутренней поверхности фитинга. Монтаж выполнен правильно, если температура нагрева компонентов соответствует сечению трубы и фитинга.
Качественный инструмент имеет регулировку нагрева и устойчивую подставку. Сваривать трубы таким паяльником удобно, а при минимальном уходе безопасно.
Магистральные технологические трубопроводы, технологические системы и системы отопления, в которых используются трубы большого диаметра, принято соединять между собой с помощью специального оборудования, необходимого для равномерного обогрева соединяемых участков. Так происходит сварка полипропиленовых труб, температура нагрева регулируется машиной автоматически.
Для сварки труб большого диаметра стыковым способом используется специальный аппарат
Трубопроводную магистраль принято варить, а при наличии механического сварного комплекса соединение получается очень прочным.
Составные части стационарного комплекса автоматической сварки:
- несущая рама, на которой смонтированы все составные части; механическая пила
- для обрезки труб;
- автоматические захваты для полипропиленовых труб;
- внутренние самовыравнивающиеся вставки для надежной фиксации труб;
- электронный блок контроля температуры;
- нагревательный элемент.
Как сварить трубу из полипропилена с помощью сварочного аппарата
Последовательность операций при работе с механическим сварочным аппаратом несколько отличается от работы с ручным паяльником. Технология сварки полипропиленовых труб в автоматическом режиме аналогична ручной пайке, за исключением того, что труба разрезается (обрезается) с помощью механическая пила и хомуты на месте пайки обеспечивают механический захват. Процесс называется стыковой сваркой полипропиленовых труб.
Контроль уровня температуры нагрева при сварке полипропиленовых труб и автоматическое отключение ТЭНа обеспечивает блок системы управления.
Стыковая сварка полипропиленовой трубы на автомате занимает минимум времени и отличается высоким качеством шовных соединений. Еще одним преимуществом автоматической системы является точная температура сварки полипропиленовой трубы. Для систем отопления это важно, но стоимость профессионального оборудования довольно высока. Но эта проблема решается просто: вы можете арендовать необходимые устройства.
соединение полипропиленовых труб с помощью пайки или клея
Любой строительный материал имеет свой срок службы, по окончании которого необходимо заменить пришедшие в негодность изделия. Трубы не исключение. Современные полипропиленовые трубы настолько просты в монтаже, что позволяют без особых усилий заменить всю систему отопления или водопровода. Для того, чтобы определиться, как соединить полипропиленовые трубы, достаточно прочитать статью.
Пара основных достоинств таких труб:
- Прочность. Они способны выдерживать скачки давления в системе и высокие температуры, не трансформируя свои характеристики.
- Долговечность.
- Стойкий к коррозии.
- Простота установки. Для установки труб достаточно нагреть их специальным устройством и соединить при помощи фитингов. Соединение полипропиленовой трубы с железной трубой также осуществляется с помощью фитингов.
Инструменты
Простота монтажа – первое и главное преимущество полипропиленовых труб, ведь потребуются дополнительные материалы и инструменты.
- трубы полипропиленовые,
- карандаш,
- зажимы для фиксации труб,
- рулетка,
- муфты,
- нагреватели Merilon,
- уголки. Нам потребуются изделия двух видов: на 45 и 90 градусов,
- МРВ-Ушастик. Используется для крепления смесителя,
- MRV и MRN выходы с железной резьбой,
- паяльник,
- ножницы для пластиковых изделий.
Монтаж
Как правильно установить систему с использованием полипропиленовых труб, чтобы результат был долговечным, рассмотрим ниже. Если вы все еще сомневаетесь в своих силах, или не решаетесь самостоятельно заменять изделия, то забудьте об этом навсегда. Дело в том, что, кроме того, неправильную пайку таких труб можно исправить муфтами.
Совет! При выборе изделий из полипропилена ориентируйтесь на диаметр ветхих труб, что поможет значительно упростить монтаж всей конструкции.
Классический способ соединения труб термодиффузией
Перед началом монтажа необходимо выбрать оптимальный способ соединения полипропиленовых труб, максимально соответствующий проекту. Обустройство систем отопления или водоснабжения на этапе строительных работ или ремонта (модернизации) существующей системы предполагает разные способы монтажа и разные виды соединений труб.
Физические свойства полипропиленовых труб позволяют соединять их на молекулярном уровне, нагревая соединяемые поверхности. Прочность и герметичность соединения обеспечивается фитингами. Для осуществления качественного соединения полипропиленовых труб потребуется специальный инструмент и практические навыки работы с полипропиленовыми трубами.
Способ пайки труб с помощью специального утюга используют профессионалы и домашние мастера.
Инструменты и оборудование
В первую очередь необходимо подготовить трубы к монтажу. Качественное соединение полипропиленовых труб обеспечивается аккуратной – под углом 90 градусов – обрезкой торцевой кромки трубы, и соблюдением интервала нагрева. Обязательным условием является соблюдение техники безопасности при работе с инструментом, что необходимо проверить перед началом работы. Любая обнаруженная неисправность может негативно сказаться на качестве соединения, а работать сломанным инструментом просто опасно.
Для резки труб на необходимую длину в идеальном случае используются специальные ножницы, предназначенные для резки полиэтиленовых, полипропиленовых и металлопластиковых труб. Ножовку используют и по металлу, в этом случае кромку среза трубы «украшают» неизбежной бахромой распиливаемого материала, а перед соединением полипропиленовых труб с фитингами необходимо зачистить торцевую кромку трубы.
Качественное соединение полипропиленовых труб термодиффузионным методом будет сложно осуществить без специального сварочного аппарата. Чаще его называют «трубным паяльником». Отличительной особенностью профессионального инструмента является наличие индикации нагрева и контроля температуры. При работе с трубами малых — до 40 мм — диаметров удобнее пользоваться трубообразным паяльником, им легче монтировать соединения в труднодоступных местах, например, в пространстве между стены или для монтажа тройника или врезного штуцера. Если при выполнении ремонтных работ возникает вопрос, как соединить полипропиленовую трубу без сварки, воспользуйтесь методом «холодной сварки».
Для получения качественного соединения труб термодиффузионным методом необходимо использовать только специализированные инструменты.
Также используется специальный инструмент типа швайгера: им зачищают торцевой срез трубы для снятия армирующего слоя. Это необходимо для того, чтобы реализовать качественное соединение при пайке.
Для соединений компрессионного типа требуются обжимные клещи (прецизионное профессиональное оборудование) и специальные фитинги, дополненные обжимными шайбами. Метод требует профессионального подхода, стоимость хорошей арматуры не может быть низкой. Для соединения со скользящими фиксирующими элементами потребуется специальный инструмент (расширитель), которым подготавливается внутренняя поверхность трубы, и, соответственно, инструмент для натягивания обжимного элемента на фитинг.
Потребуется определенная решимость, чтобы одновременно вставить фитинг и трубку в сопло паяльника. Необходимо выдерживать температурный интервал, соответствующий диаметрам соединяемых элементов — от 5 секунд для труб диаметром 16 мм, до 12 секунд для трубы 40 мм;
Важно! Все соединения полипропиленовых труб с другими видами труб осуществляются с помощью комбинированных фитингов.
Для соединения элементов трубопровода между собой необходимо использовать фитинги соответствующего диаметра.
При соединении обогреваемых соединений недопустимо нарушать соосность соединения, переворачивать соединяемые элементы. Хорошим тоном и признаком настоящего мастера считается проведение испытаний с максимальным давлением в конце сборки системы.
Диффузионная сварка
Полипропиленовые изделия можно соединять несколькими способами, но наиболее популярным является диффузионная сварка. Для надежного крепления изделий здесь используется фурнитура: муфты, уголки и переходники.
Полипропиленовые трубы в системе холодного водоснабжения гарантированно прослужат до 50 лет. Около четверти века они смогут служить в обустройстве теплого водоснабжения. Помните, что срок службы этих изделий зависит от давления и температуры воды в конструкции.
Полипропиленовый трубопровод имеет огромный запас прочности, позволяющий выдерживать все преобразования в системе. Так, высокое давление и низкие температурные показатели никак не повлияют на срок годности изделий. Такое же действие на полипропиленовые трубы окажет низкое давление при высокой температуре. Но высокие показатели давления и температуры, зафиксированные в системе в один момент, сократят срок службы изделий на 5-7 лет. В отечественных трубопроводах нет чрезмерных нагрузок, способных повредить трубы, поэтому нет необходимости беспокоиться об этом.
Совет! Полипропиленовые трубы, для которых использовались неразъемные соединения, впоследствии нельзя разбирать.
Соединение резьбовое
Схемы отопления и водоснабжения бытового уровня собираются с помощью ручного сварочного аппарата. Для подключения к отопительному или сантехническому прибору при стыковке с металлом используется переходная втулка. Одна его сторона предполагает латунную резьбу, а другая спаяна с полипропиленовой трубой. Легкость монтажа, быстрота демонтажа для текущего ремонта или обслуживания узлов и агрегатов, обязанных полипропиленом, достигаются за счет разборных деталей. К ним относятся следующие фитинги:
- Разъемное соединение американка. Производители полипропилена предлагают два варианта продукции. В первом случае разборное соединение оканчивается с обеих сторон патрубками с диаметром трубы, а во втором — гильзами для пайки патрубка. Металлические поверхности соединяются в фитинге через паронитовую или резиновую прокладку.
- Разрезное сцепление американка. Монтажный элемент содержит с одной стороны резьбовую часть (внутреннюю или наружную), а с другой — патрубок или втулку под приварку. Американка для полипропиленовых труб изготавливается в двух вариациях: прямая штучная или угловая американка.
- Накидная гайка. Бывает двух видов: гайка соединяется с наружной резьбой через прокладку или с конусом (используется при обвязке коллекторов).
Соединение американка, как правило, сопровождает монтаж кранов. Такое сочетание запорной арматуры и разъемной арматуры обеспечивает автономность и ремонтопригодность отдельных участков трубопровода. Утечки установленных сетей происходят в основном на набивке резьбовых соединений, поэтому их количество стремятся уменьшить. Для этого производители наладили выпуск фитингов из полипропилена. Популярны следующие детали:
- полипропиленовые шаровые краны;
- фильтры грубой очистки;
- обратные клапаны;
- Клапаны прямоточные для наружной и скрытой установки;
- Краны радиаторные с американкой: прямые и угловые.
ПОСМОТРЕТЬ ВИДЕО
Как соединить полипропиленовые трубы в том или ином случае, решение принимается в зависимости от назначения устанавливаемой системы, диаметров стыкуемых изделий, а также наличия средств и возможностей. Лучше, если полипропиленовые трубопроводы будут подключать специалисты. Они гарантируют стабильную работу собранных систем за счет надежности выполненных сварочных работ.
Категории полипропиленовых труб
Все полипропиленовые трубы делятся на:
- PN 25. Труба выдерживает 2,5 МПа. Применяется в системах отопления и горячего водоснабжения.
- PN 20. Универсальная труба, способная выдерживать 2 МПа. Ее можно использовать для холодного и горячего водоснабжения при условии, что температура системы не более 80°С. Полипропиленовая труба этой категории относится к изделиям большой прочности, так как ее внутренняя часть армирована фольгой.
- PN 16. Труба для систем отопления низкого давления и холодного водоснабжения.
- PN 10. Труба тонкостенная, выдерживающая давление 1 МПа. Широко применяется в конструкциях теплых полов (но при температуре не выше 45?С) и холодного водоснабжения (до +20?С).
Определиться в столь непростом выборе поможет видео с наглядными примерами использования труб определенной категории:
Типы фитингов
Соедините две трубы из разных материалов (железо и полипропилен) с помощью специальных фитингов. Они также помогают в соединении сантехнических приборов со стальными фитингами. Вставки на фурнитуре необходимы для надежного крепления изделий и они могут быть латунными или хромированными. Как их правильно применять и где лучше, мы сейчас касаться не будем, а рассмотрим только их разновидности – это:
- крестовина,
- тройники комбинированные,
- муфты,
- краны шаровые угловые и прямые,
- заглушка,
- квадраты на 45 и 90 градусов,
- колено 9 однотонное (тройное или для соединения труб 01), проход 9 -сквозной водоотвод,
- переход. Имеет наружную резьбу или пластиковую типа ДГ,
- седло приварное,
- муфты комбинированные,
- отводы комбинированные для труб,
- отводы комбинированные для приборов.
Стыковая и раструбная сварка полипропиленовых труб
Интересующие нас трубные изделия, характеризующиеся малым весом, простотой обработки и монтажа, а также относительно невысокой стоимостью, соединяются разъемным и неразъемным способами. Под последней понимается сварка, осуществляемая по одной из двух технологий: встык или по раструбному (раструбному) способу.
Сварка встык идеально подходит для полипропиленовых изделий сечением более 6,3 см. При этом толщина их стенки должна быть не менее 4 мм. Процедура выполняется стационарным сварочным аппаратом, что обеспечивает очень точную установку полипропиленовых труб с разными геометрическими параметрами. Перед началом операции их концы срезают, чтобы получить полностью параллельные поверхности. Аппарат для стыковой сварки имеет специальный диск – он выполняет роль нагревательного устройства.
Стыковая сварка полипропиленовых изделий
Также при проведении такой процедуры в большинстве случаев требуется использование центрирующих элементов. Они придают соединяемым деталям из полипропилена необходимое выравнивание. Сварка в раструб рекомендуется для труб сечением менее 6,3 см. Этот тип соединения требует использования муфт и фитингов. Без них процедура невозможна. Для формирования различных стыковочных узлов (в том числе резьбовых) используются фитинги, имеющие специальные раструбы. И муфта устанавливается между двумя свариваемыми трубами.
Для раструбной сварки труб сечением до 4 см допускается использовать ручной агрегат. Оснащен насадками (нагревательными элементами), которые выполнены в виде оправки (необходимо оплавить внутреннюю часть раструба) и втулки (оплавить наружную часть).
Нагревательные элементы обычно имеют тефлоновое покрытие. Этот антипригарный состав отлично защищает насадки от выхода из строя в процессе эксплуатации. Очищайте горячие сопла после каждой отдельной операции сварки. Для этого используются скребки по дереву или грубая ветошь (например, брезентовая). После полного остывания форсунок снять с них слой расплавленного полипропилена невозможно. Вы просто испортите дорогой тефлоновый слой.
Движение соединения труб
Склеивание изделий из полипропилена — простой процесс, но требующий внимательности и аккуратности. Для того, чтобы сделать все правильно, нужно прочитать инструкцию, которая идет в комплекте с паяльником. Все работы по пайке труб лучше проводить поэтапно.
Давайте сначала нарисуем схему! Новая сантехника начинается с разметки кранов, фильтров, отводов и других деталей. После завершения составления подробной схемы можно приступать к частичной сборке трубопровода. Некоторые детали можно соединить без пайки с помощью клея, а для других требуется специальный инструмент. Чтобы облегчить процесс пайки, держите трубы строго горизонтально.
Для того, чтобы соединить трубы, расположенные вертикально, вам понадобится помощник. Второй человек должен только зафиксировать изделие на месте, а вы начнете паять, сняв паяльник с подставки. Последний этап – сборка оставшихся деталей в единую конструкцию. Здесь также пригодится помощник.
Для соединения изделий из полипропилена диаметром более 63 см применяется сварка встык. Такой способ крепления изделий считается самым надежным, и для его проведения не нужны никакие дополнительные детали.
Сварка полипропиленовой трубы с фитингами
Основные этапы:
- подготовка необходимого инструмента.
- составление плана трубопровода.
- резка труб.
- сварка труб и фитингов.
Фитинги и фитинги обычно приваривают к пластиковым трубам. Для этого вам понадобится специальный паяльник с несколькими насадками, подходящими по размеру к диаметрам труб и фитингов. Прежде чем приступить к сварке, вам нужно будет очистить место, где в него входит штуцер. Для этого снимается алюминиевая фольга, если используется труба с алюминиевым слоем.
Пайка полипропиленовой трубы с фитингом
Затем фитинги для полипропиленовых труб и сама труба равномерно прогреваются паяльником с подходящей насадкой и соединяются между собой.
При склеивании деталей труб и фитингов следует избегать вращения деталей. Пайка элементов должна быть надежно зафиксирована в момент их остывания. В противном случае соединение будет негерметичным и будет давать течь в процессе эксплуатации.
При комбинированном соединении с металлическим водопроводом требуется другой способ соединения, включающий как сварку, так и резьбовое соединение. Обычно такое комбинированное подключение требуется при подключении сантехнического оборудования.
В первую очередь перед началом работ следует отключить стояки и слить воду в системе. После этого старая система водоснабжения демонтируется.
Для ускорения демонтажа старого водопровода можно просто использовать болгарку — разрезать на куски старые металлические трубы.
Процесс пайки подробно показан на видео ниже.
После завершения демонтажных работ необходимо снять старую арматуру, прочистить часть водопровода, ведущую к стояку с кабелем, и приступить к установке новой арматуры. Это поможет избежать заторов в водопроводе на этом старом участке водопровода.
Перед установкой необходимо поставить фильтр на смеситель. Это продлит срок службы стиральной машины, которую можно подключить к водопроводу в этом месте.
После всего этого можно установить комбинированный фитинг. Резьбовая металлическая часть соединяется со смесителем, а пластиковая приваривается к трубам.
Аппарат Фузиотерм
Холодные полипропиленовые трубы наматываются и затягиваются на своих местах, после чего стыки обрабатываются аппаратом Фузиотерм. Если требуется сварка двух концов изделий, то их нужно вставить в специальное отверстие в аппарате. Затем включают паяльный аппарат, дают ему прогреться до 260 градусов, вставляют трубы в специальное отверстие, выдерживают заданное время, снимают и подсоединяют.
Совет! Перед сваркой необходимо контролировать температуру нагрева.
12 лучших сварочных аппаратов для пластмасс в 2022 году (включая варианты от быстрого нагрева до безопасных для автомобилей вариантов)
Добро пожаловать в путеводитель Томаса по лучшим сварочным аппаратам для пластмасс в 2022 году. чем 120 лет. Когда вы покупаете продукты через наши независимые рекомендации, мы можем получать партнерскую комиссию.
Сварочный аппарат для пластика — это машина, которая помогает чинить сломанные пластиковые детали более экономичным способом, чем замена сломанного предмета. Например, если пластиковая деталь бампера автомобиля нуждается в ремонте, вы можете сэкономить время и деньги, починив ее самостоятельно, вместо того, чтобы нести ее в гараж. На рынке представлено множество комплектов для сварки пластика, каждый из которых подходит для разных работ и уровней квалификации.
Набор для сварки пластика может быть самым экономичным способом ремонта сломанных пластиковых предметовИзображение предоставлено Shutterstock/FotoPanorama360
Начинающие пользователи могут начать использовать сварочный аппарат для пластмасс мощностью 200 Вт или меньше. Выбор простого в использовании устройства поможет вам освоиться с этим новым механизмом. Они также недороги и идеально подходят для любительской работы. Для тех, кто немного более опытен в ремонте более крупных пластиковых деталей конструкционного типа, лучше подойдет мощный сварочный аппарат для пластика с такими функциями, как регулируемый датчик температуры и микропроцессоры.
Ознакомьтесь с нашим руководством по покупке ниже, чтобы получить более подробную информацию об этих удобных сварочных инструментах, прежде чем углубляться в наши лучшие обзоры сварочных аппаратов для пластика.
Лучшие сварочные аппараты для пластмасс в 2022 году — Руководство по покупке
Есть три типа пластиковых сварочных аппаратов; аппараты для безвоздушной или контактной сварки, тепловые пушки и аппараты для высокочастотной сварки пластмасс.
- Аппараты для безвоздушной или контактной сварки: Аппараты для безвоздушной сварки пластика поставляются с металлическим наконечником, который при нагревании плавит пластик. Аппарат для безвоздушной сварки пластмасс ремонтирует пластмассы, требующие небольших или заполняющих сварных швов. Безвоздушный/контактный сварочный аппарат для пластика образует тонкую клеевую связь между пластиками и поэтому не рекомендуется для структурного ремонта.
- Тепловые пушки: Тепловая пушка нагнетает горячий воздух для размягчения пластика. Они оснащены микропроцессорами и контролируют температуру, чтобы помочь сваривать пластиковые материалы. Этот тип сварки пластика более прочный, чем безвоздушная / контактная сварка, поскольку тепловые пушки создают более прочное соединение. Они подходят для структурного ремонта, для которого не рекомендуется использовать безвоздушную/контактную сварку.
- Аппараты для высокочастотной сварки: Аппараты для высокочастотной сварки генерируют ультразвуковые волны для плавления пластика и часто используются в лабораториях или на заводах, а также для точной сварки.
Типы пластика для сварки
Скорость, прихватка и маятник — это три основных типа сварки пластмасс, которых можно достичь. Каждый метод отличается, некоторые подходят для определенных типов проектов, а другие дают разные результаты сварки. Различные наконечники для сварки пластмасс также создают определенный стиль сварки. К ним относятся насадка с карандашным наконечником, плоская насадка, треугольная насадка для скоростной сварки и круглая насадка для скоростной сварки. Каждый из этих пластиковых наконечников для сварки имеет различную конструкцию, поэтому обратите внимание на то, какой из них наиболее подходит для вашего конкретного сварочного проекта.
Мощность
Мощность также является важным фактором при выборе сварочного аппарата для пластика. Многие сварочные аппараты для пластика на рынке имеют более высокую мощность, а другие — нет. Рекомендуется использовать сварочный аппарат для пластика мощностью 200 Вт и выше, чтобы расплавить прочный пластик, так как он размягчит пластик и создаст прочное соединение. Для ремонта поверхностных трещин может быть целесообразно выбрать сварочный пистолет мощностью менее 200 Вт.
Воздушный поток
Говоря о сварочных аппаратах в целом, большое значение имеет поток воздуха. Сварщику пластика, который выделяет много тепла, но с недостаточным потоком воздуха, потребуется больше времени для ремонта пластика. Нагревательный элемент может вызвать возгорание пластикового сварочного аппарата и привести к его повреждению. Если, с другой стороны, происходит обратное, и имеется много воздушного потока и недостаточно тепла, сварка может быть не такой успешной.
На рынке представлено множество профессиональных сварочных аппаратов, ищете ли вы профессиональный, надежный сварочный аппарат с УФ-светом или что-то, что быстро производит горячий воздух, наш список поможет вам.
Лучшие выборы Томаса для лучшего сварщика пластмасс 2022
От аппаратов для безвоздушной сварки пластика до лучших тепловых пушек для тяжелых условий эксплуатации — посмотрите ниже, чтобы найти наиболее подходящий сварочный аппарат для ремонта пластика.
Лучший сварочный аппарат для ремонта автомобилей: Polyvance 5700HT Mini Weld Model 7 Безвоздушный | Купить сейчас
Лучший легкий сварочный аппарат для пластмасс: Серия Master Appliance ProHeat | Купить сейчас
Лучший сварочный аппарат для пластика с контролем температуры: Go2Home 1600 Вт Сварочный аппарат для пластика | Купить сейчас
Лучший сварочный аппарат для пластика для ремонта трещин: Набор для сварки пластика OIMERRY | Купить сейчас
Лучший сварочный аппарат для пластика для начинающих: Ridgeyard Professional 1600 Вт для сварки пластика горячим воздухом | Купить сейчас
Лучший сварочный аппарат для пластиковых скоб: ATOLS Комплект для ремонта автомобильных бамперов для сварки пластмасс | Купить сейчас
Лучший простой в использовании сварочный аппарат для пластика: Набор Massca для сварки пластика | Купить сейчас
Лучший аппарат для сварки пластмасс с быстрым нагревом: Allturn Hot Stapler | Купить сейчас
Лучший сварочный аппарат для сварки пластика с высокой точностью температуры: Набор для сварки пластика Eschen | Купить сейчас
Лучший сверхмощный сварочный аппарат для пластмасс: Комплект термофена Steinel | Купить сейчас
Лучший сварочный аппарат для пластиковых полов с бабочкой: Инструмент для сварки пластика мощностью 1600 Вт на AliExpress | Купить сейчас
Лучший экономичный сварочный аппарат для пластика: JOUNJIP Airless Welder | Купить сейчас
Прокрутите вниз, чтобы узнать больше об этих лучших машинах для сварки пластмасс, по мнению многих довольных клиентов.
*Цены, указанные в этой статье, указаны в долларах США на сайтах amazon.com (США) и aliexpress.com по состоянию на май 2022 г.
1. Лучший сварочный аппарат для пластика для ремонта автомобилей — Polyvance 5700HT Mini Weld Model 7 Airless
Несколько клиентов высоко оценили аппарат для безвоздушной сварки пластика Polyvance 5700HT Mini Weld Model 7 за его способность ремонтировать и склеивать пластик на автомобилях и квадроциклах. Для продукта, который поможет сделать сломанный пластик цельным, Polyvance идеально подходит. Этот комплект для сварки пластика способен плавить пластмассу, например нейлоновые баки радиатора, с помощью 200-ваттного элемента.
В комплект входят две насадки для нанесения всех восьми пластиковых сварочных стержней, армирующая сетка из нержавеющей стали и щеточка для чистки. Один довольный клиент написал: «Я заварил/отремонтировал ползущую трещину на крыле своего квадроцикла. После того, как я его отшлифовал и покрасил, даже не скажешь, что там была трещина. Он очень прочный и хорошо сцепляется со многими другими типами пластика».
Другой рецензент написал: «Я купил это, чтобы отремонтировать прикроватные тумбочки на моем Chevy 3500 Dually. Я закончил только одну сторону, а отремонтированный кусок уже был достаточно прочным, чтобы поднять всю кровать и трясти ее вперед и назад. Я сделал обе стороны и могу пнуть его, коленом и т. д., и он ведет себя так, как будто сварного шва не было».
Технические характеристики
Тип: Аппарат для безвоздушной сварки пластика
Мощность: 200 Вт
Максимальная температура: не указано
Принадлежности: Армирующая сетка из нержавеющей стали размером 10 x 5 дюймов, две сварочные насадки, одна щетка для очистки и восемь типов пластиковых сварочных стержней
КУПИТЬ СЕЙЧАС:
230,05 долларов США, Amazon2.
Лучший легкий сварочный аппарат для пластмасс — серия Master Appliance ProHeat
Для небольших работ, таких как ремонт ручки пылесоса или ремонта детских игрушек, сварочный аппарат Master Appliance ProHeat Series удовлетворил несколько клиентов. Этот комплект для сварки пластика включает в себя компактный фен с ЖК-дисплеем и магнитный комплект для регулировки и блокировки потока воздуха и контроля температуры в диапазоне от 130°F до 1000°F.
Другие особенности этого высококачественного комплекта для сварки пластика включают в себя удобное управление с набором номера и блокировку клавиш для выбора диапазона температур и подачи желаемого потока воздуха. Это также полезно для термопластов горячего воздуха, таких как жесткие и гибкие пластмассы, автомобильные бамперы, брезент, вкладыши, чехлы, палатки и надувные изделия.
Один довольный клиент написал: «Это сработало лучше, чем мы надеялись, починив горку для детской площадки, которая раскололась сзади. Это было рентабельно, так как слайд стоил дорого». Другой покупатель остался доволен своим небольшим ремонтом и написал: «У меня был хороший пылесос, у которого сломалась ручка. Я отремонтировал ее [как] как новую… Прочнее, чем оригинальная ручка, и сэкономил на покупке новой!»
Технические характеристики
Тип: электрофен
Мощность: 1300 Вт
Максимальная температура: 130°F–1000°F
Принадлежности: Электрический термофен PH-1400, набор сварочных электродов и пять наконечников для скоростной, маятниковой, зеркальной и прихваточной сварки
КУПИТЬ СЕЙЧАС:
327,15 долларов США, Amazon3. Лучший сварочный аппарат для пластика с контролем температуры — Go2Home 1600 Вт для сварки пластика
Этот термофен от Go2Home получил высокую оценку клиентов за его точный температурный диапазон и способность достигать желаемых температур и легко выполнять работу. Это мощный комплект для сварки пластика, который достигает температуры 1292 ° F и имеет удобную функцию защиты нагревательной трубки и электронную систему нагрева для безопасного использования сварочного аппарата для пластика (хотя вы всегда должны носить соответствующую одежду, защитные перчатки и очки при сварке) .
Термофен Go2Home подходит для нескольких небольших работ по сварке пластика и может использоваться на резервуарах для воды, теплообменниках и сантехнической арматуре. В сварочный комплект входят ролик, четыре сварочных сопла, пластиковые стержни и запасной нагревательный стержень. Конструкция сварочной горелки включает воздуховод универсального размера, что делает ее универсальным сварочным инструментом. Еще один аналогичный инструмент, который стоит рассмотреть, — сварочный аппарат Beyondlife Plastic Hot Air (9).0444 12,99 долларов США, Amazon ), в котором используются пластиковые стержни из полиэтилена и ПВХ.
Один довольный покупатель написал: «Я изготовил новый корпус GPS-картплоттера для своего 33-футового круизера Larson Express Cruiser из полиэтилена Starboard. Контроль температуры очень точный; после регулировки это был идеальный сварной шов». Другой рецензент написал: «Мне нравится регулировка температуры и различные подсказки. Я отремонтировал кучу контейнеров, используя только наконечник вентилятора и алюминиевую сетку. Мне не нужно было добавлять много пластика, так как в комплекте идет хороший валик, чтобы сгладить исправление».
Технические характеристики
Тип: фен
Мощность: 1600 Вт
Максимальная температура: 86–1292°F
Принадлежности: Один аппарат для сварки горячим воздухом, один прижимной силиконовый валик, одна насадка для круглой скорости, одна насадка для треугольной скорости, одна стандартная насадка, одна насадка для сварки (40 мм), несколько пластиковых стержней и дополнительный нагревательный стержень
КУПИТЬ СЕЙЧАС:
118,99 долларов США, Amazon4.
Лучшие сварочные аппараты для пластика для ремонта трещин — набор для сварки пластика OIMERRY
Несколько клиентов были впечатлены набором для сварки пластика OIMERRY за его способность выполнять различные сварочные задачи, и, в частности, этот инструмент получил высокую оценку за то, как хорошо он может фиксировать треснувший пластик. Этот сварочный пистолет для горячего степлера мощностью 30 Вт имеет пять регулируемых уровней нагрева и светодиодный индикатор.
Процесс сварки этого инструмента включает использование скоб, которые нагреваются вместе с пластиком, обеспечивая гибкость пластика. Получив сертификаты безопасности CE и FCC, этот комплект для сварки пластмасс включает в себя один горячий степлер, один резак, один треугольный электрод, один кабель питания и набор из 800 скоб.
Один довольный клиент, использовавший его для ремонта пластикового кожуха двигателя, треснувшего вокруг отверстий под болты, написал: «Это сработало хорошо. Я не могу дождаться, чтобы использовать его снова». Другой рецензент написал: «Я использовал этот степлер/сварщик, чтобы починить некоторые пластмассовые части квадроцикла и треснувшую крышку капота на моем грузовике. Сварщик работал отлично. После прикрепления скоб я воспользовался сварочным аппаратом, чтобы заполнить трещину, а затем отшлифовал ее. Прост в использовании, а контроль температуры был точным».
Технические характеристики
Тип: Набор для сварки пластиковых степлеров
Мощность: 30 Вт
Максимальная температура: не указано
Аксессуары: один горячий степлер, один резак, один треугольный электрод, один шнур питания и коробка с 800 скобами
КУПИТЬ СЕЙЧАС:
128,99 долларов США, Amazon5. Лучший сварочный аппарат для пластика для начинающих — Ridgeyard Professional 1600 Вт для сварки пластика горячим воздухом
Как профессиональные домашние мастера, так и те, кто только начинает заниматься сваркой, были впечатлены производительностью и ценой этого Сварка пластика Ridgeyard Сварочный аппарат горячим воздухом и его способность достигать 1112 ° F, а также его мощность 1600 Вт. Если вы ищете инструмент для сварки пластика среднего класса, обладающий большой мощностью, это идеальный вариант.
Для строителей аппарат для сварки горячим воздухом может использоваться для сварки пластин/трубопроводов/пленок из ПВХ (поливинилхлорид), ПЭ (полиэтилен), ПП (полипропилен), ПВДФ (поливинилиденфторид) и других пластиков. Он поставляется со встроенным вентилятором и имеет диаметр ручки 2,24 дюйма, что облегчает его переноску и подходит для профессионального использования. Кроме того, термостойкий корпус сварочного пистолета обеспечивает удобную функцию безопасности, помогающую избежать ожогов, а сопла изготовлены из жаростойкой и коррозионностойкой нержавеющей стали.
Один из рецензентов объяснил: «Я использовал его для виниловых полов размером более 100 x 10 футов, и он отлично сработал. Он поставлялся со шовным роликом и дополнительными насадками для других типов сварочных работ, а также с запасным нагревательным элементом. Я настоятельно рекомендую это DIYer ». Первый пользователь, сваривший полипропилен с его помощью, написал: «Это мой первый ремонт сварки обшивки бампера. У него было достаточно мощности, и мне понравилась настройка контроля нагрева».
Технические характеристики
Тип: фен
Мощность: 1600 Вт
Максимальная температура: до 1112°F
Принадлежности: запасной нагревательный элемент , насадка с карандашным наконечником, насадка с плоским наконечником и двухскоростные сварочные насадки
КУПИТЬ СЕЙЧАС:
95,99 долларов США, Amazon6. Лучший аппарат для сварки пластика скобами — комплект для ремонта автомобильных бамперов ATOLS для сварки пластика
Для дешевого сварочного аппарата для пластика, который использует горячие скобы для ремонта пластика, ATOLS для сварки пластика 9Комплект для ремонта автомобильных бамперов 0052 отлично сработал для многих клиентов. Рецензенты были довольны прочностью и долговечностью этой тепловой пушки. Для пользователей, особенно заботящихся о безопасности, эта модель оснащена защитой от перегрева и подсветкой на передней панели для лучшей видимости при сварке.
В этот комплект входят четыре конструкции скоб, каждая из которых помогает создавать различные сварные швы в зависимости от того, что необходимо для работы. Более того, скобы изготовлены из нержавеющей стали, поэтому они не ржавеют со временем. Этот фен имеет эргономичную рукоятку, которая обеспечивает удобный захват и помогает снизить утомляемость пользователя.
Один довольный клиент написал: «Сварщик работает отлично. Я сварил пару сломанных стульев Adirondack, и ремонт держится хорошо. Спинка стула треснула по вертикали, и я «зашил» ее скобами. Это прекрасно работает». Другой рецензент, который использовал его для ремонта сиденья гидроцикла, объяснил: «Я использовал горячие скобы, чтобы укрепить соединение несколькими скобами. Это сработало отлично. После того, как скобы вставлены, остаются небольшие канавки; немного легкой шлифовки, и он кажется очень прочным».
Технические характеристики
Тип: пистолет для горячего степлера
Мощность: 50 Вт
Максимальная температура: не указано
Аксессуары: один пластиковый сварочный инструмент, плоскогубцы, универсальный нож, сумка для переноски, 50 плоских гвоздей, 50 гвоздей для внешних углов, 50 гвоздей для внутренних углов и 50 рифленых гвоздей
КУПИТЬ СЕЙЧАС:
26,99 долларов США, Amazon7. Лучший простой в использовании аппарат для сварки пластика — комплект Massca для сварки пластика
Универсальный сварочный аппарат для пластика, такой как тот, что входит в этот набор для сварки пластика Massca , можно использовать на различных поверхностях, помогая ремонтировать такие вещи, как автомобильные бамперы, байдарки, каноэ, автомобильные приборные панели, топливные баки и многое другое. Клиенты положительно оценили надежность сварочного аппарата и простоту его использования.
входит в комплект, который включает в себя пластиковые стержни, удобную подставку для паяльника, армирующую сетку и проволочную щетку. Вес 0,9фунтов и имеет эргономичную рукоятку, этот сварочный аппарат может помочь снизить утомляемость пользователя при выполнении более крупных задач.
Один клиент написал: «Сварочный аппарат прост в использовании… Я начал чинить пластмассовые детали для мотоциклов и рекомендую это изделие». Еще один обзор с пятью звездами гласит: «Простой в использовании и всегда под рукой. Это лучше, чем любой клей или эпоксидная смола, которые я использовал в прошлом».
Технические характеристики
Тип: пластиковый сварочный аппарат
Мощность: 80 Вт
Максимальная температура: 525°F
Принадлежности: подставка для паяльника без помощи рук, усиленные сетчатые квадраты, пластиковые сварочные стержни, проволочная щетка и дополнительные наконечники
КУПИТЬ СЕЙЧАС:
28,99 долларов США, Amazon8.
Лучший аппарат для сварки пластмасс с быстрым нагревом — Allturn Hot Stapler
Некоторые из лучших сварочных аппаратов для пластика быстро нагреваются и могут помочь пользователям в ряде ремонтных работ. Хотя не все пластиковые сварочные аппараты быстро нагреваются, Горячий степлер Allturn получил высокую оценку многих клиентов за то, как быстро он выделяет тепло и готов к работе. Эта функция полезна, поскольку она может помочь ускорить более крупный ремонт.
Тепловая пушка представляет собой блок питания мощностью 100 Вт и подходит для ремонта автомобильных бамперов, приборных панелей, патронов для ламп, радиаторов и многого другого. Чтобы избежать перегрева, он имеет встроенную теплозащиту, а также светодиодную подсветку для лучшего освещения в темноте. Каждое из включенных стремени может выполнять различные типы сварных швов; есть один для мелких или прямых трещин, один для больших или изогнутых трещин, один для трещин во внутренних углах и один для трещин во внешних углах.
Один довольный покупатель написал: «Я использовал его на пластиковой крыльчатке, которая сломалась на самоходной косилке, чтобы управлять регулятором. Скобы быстро расплавились и глубоко вонзились в пластик. Быстрый надрез металлических ножек бокорезами, входящими в этот набор инструментов, и ремонт едва заметен». Другой рецензент отметил: «Он очень быстро нагревает скобы, что ускоряет более крупный ремонт. Я использовал его для ремонта пластика мотоцикла, которому 30 с лишним лет, и он сработал как волшебство».
Технические характеристики
Тип: пистолет для горячего степлера
Мощность: 100 Вт
Максимальная температура: не указано
Аксессуары: универсальный нож, плоскогубцы, чехол для переноски, пластиковый наполнитель, 100 плоских скоб, 100 скоб для внешних углов, 100 скоб для внутренних углов и 100 волнистых скоб
КУПИТЬ СЕЙЧАС:
57,99 долларов США, Amazon9.
Лучший аппарат для сварки пластмасс с высокой точностью температуры — набор для сварки Eschen
Что касается лучшего комплекта для сварки пластика с точными показаниями температуры, клиенты были особенно довольны производительностью сварочного аппарата Eschen степлера . Многие пользователи, просмотревшие этот предмет, также отметили, насколько экономичным был этот инструмент и что он помог починить множество предметов домашнего обихода, таких как газонокосилки и мусорные баки.
Нагревательный пистолет с латунной головкой и светодиодным индикатором помогает работать в условиях низкой освещенности. Его также можно использовать на бамперах автомобилей, мотоциклах, крыльях, лодках, приборных панелях, стульях и других пластиковых изделиях, используемых ежедневно. Несколько клиентов отметили, насколько успешно этот инструмент помог им устранить множественные трещины на сломанных пластиковых предметах.
Один довольный покупатель написал: «Этот сварочный аппарат очень хорош; У него тихая работа, во включенном состоянии корпус не горячий, температура быстро поднимается, и [у него] точная постоянная температура». Другой рецензент использовал этот пластиковый сварочный аппарат для починки крышки мусорного бака на 96 галлонов и прокомментировал: «Этот сварочный аппарат устранил множественные трещины, и результаты были отличными и прочными».
Технические характеристики
Тип: Термофен для горячего степлера
Мощность: не указано
Максимальная температура: 149°F
Принадлежности: 50 V-образных сварочных гвоздей, 50 m-образных сварочных гвоздей, 50 больших волнистых сварочных гвоздей, 50 линейных волнистых сварочных гвоздей, плоскогубцы, универсальный нож и сумка для переноски
КУПИТЬ СЕЙЧАС:
33,99 долларов США, Amazon10. Лучший сверхмощный сварочный аппарат для пластика — комплект термофена Steinel
В качестве мощного сварочного аппарата для пластмасс от известного бренда покупатели выбрали этот Steinel 9 под номером . 0052 HL 2010 E Аппарат для сварки пластмасс IntelliTemp с ЖК-дисплеем и точным контролем температуры. Этот термофен профессионального качества является серебристым выпуском Steinel Anniversary и произвел впечатление на многих клиентов своим полным комплектом, который включает в себя различные насадки, пластиковые сварочные стержни и термоусадочные трубки.
Тепловая пушка Steinel оснащена микропроцессорным управлением, а ее ЖК-дисплей позволяет регулировать температуру вверх или вниз с шагом 10 ° F, чтобы зафиксировать желаемое тепло. Один техник по авионике просмотрел предмет и прокомментировал: «Я давно пользуюсь тепловыми пушками Steinel. Это отличная модель среднего класса с цифровой регулировкой температуры».
В другом отзыве говорится: «Эта тепловая пушка очень хорошо сделана. Температура изменяется с шагом 10 градусов в диапазоне температур 120–1100 ° F. Цифровой дисплей настройки температуры и текущей температуры нагнетания являются ценными функциями. Это также обеспечивает быстрое и точное управление в соответствии с точными требованиями для выполняемой задачи. Конструкция позволяет пистолету стоять дыбом без подставки и без нарушения воздушного потока».
Технические характеристики
Тип: электрическая тепловая пушка
Мощность: 1600 Вт
Максимальная температура: 1150°F
Принадлежности: Распределяющая насадка 75 мм, рефлекторные насадки 39 мм и 14 мм, переходная насадка 9 мм, пластиковый сварочный наконечник, набор сварочных прутков, набор термоусадочных трубок и прочный алюминиевый кейс
КУПИТЬ СЕЙЧАС:
225,89 долларов США, Amazon11. Лучший сварочный аппарат для пластиковых полов «бабочка» — сварочный инструмент для пластиковых полов мощностью 1600 Вт на AliExpress
Эта горелка для сварки горячим воздухом идеально подходит для тех, кто ищет сварочный аппарат для пластмасс, в который входит комплект для сварки напольных покрытий типа «бабочка». Это мощная горелка с низким уровнем шума при сварке и низкой вибрацией, что снижает утомляемость при работе.
Обладая максимальной мощностью 1600 Вт, этот сварочный аппарат для пластика можно использовать для ремонта тентов грузовиков, облицовки бассейнов, резервуаров для воды, каяков, виниловых полов и многого другого. Температура также регулируется, чтобы предложить различные точки плавления для большей универсальности.
Этот сварочный аппарат поставляется с прорезным ножом, прорезным лезвием, лопатой, скребком, запасным нагревательным элементом, прижимным роликом, четырьмя насадками, пластиковыми стержнями из полиэтилена и ПВХ. Другие функции включают интеллектуальное отключение, устойчивую ручку и постоянный контроль температуры.
Технические характеристики
Тип: фен
Мощность: 1600 Вт
Максимальная температура: 1112°F
Принадлежности: долбежный нож , лезвие с прорезью, лопатка, скребок, запасной нагревательный стержень, прижимной ролик, четыре насадки (5,2 мм, 7 мм, 8 мм и 40 мм), пластиковые стержни из ПВХ и ПЭ
КУПИТЬ СЕЙЧАС:
115,32 долларов США, AliExpress12.
Лучший бюджетный аппарат для сварки пластмасс — JOUNJIP Airless Welder
Многие клиенты были в восторге от соотношения цены и качества аппарата для безвоздушной сварки JOUNJIP и от того, насколько он эффективен при ремонте пластмасс. Сварщик помогал клиентам чинить байдарки и автомобильные детали, при этом покупатели хвалили его качество и то, сколько аксессуаров было включено в цену.
Аппарат для безвоздушной сварки мощностью 80 Вт нагревается до 525 ° F и поставляется с 20 пластиковыми сварочными стержнями, которые могут помочь в ремонте множества пластиковых деталей, включая автомобильный бампер, приборную панель, каноэ, детские игрушки для верховой езды и мусорные баки.
Один довольный покупатель написал: «Это недорогой сварочный аппарат для пластика, предназначенный для ремонта треснутых бамперов и других пластиковых деталей». После успешного ремонта топливного бака с помощью этого сварочного аппарата другой клиент написал: «Думал, что я бы попробовал ремонт за 30 долларов, прежде чем тратить 250 долларов на новый бак. Оно работало завораживающе.»
Технические характеристики
Тип: Аппарат для безвоздушной сварки пластика
Мощность: 80 Вт
Максимальная температура: 525°F
Аксессуары: пять лент для кузова, наждачная бумага, 20 пластиковых стержней, две сварочные насадки, две армирующие сетки из нержавеющей стали, одна железная подставка и одна проволочная щетка
КУПИТЬ СЕЙЧАС:
45,99 долларов США, AmazonЛучший сварщик пластмасс в 2022 году — резюме
В качестве лучшего недорогого сварочного аппарата для пластика, простого в использовании, способного сваривать множество пластиковых материалов и быстро нагревать, клиенты высоко оценили аппарат Allturn для сварки пластмасс горячими скобами ( 57,9 долл. США).9, Amazon ) и эффективно использовали его для более крупных ремонтов. Термопистолет поставляется с различными скобами, которые помогают выполнять различные работы, и один клиент подтвердил, что «скобы быстро расплавились и глубоко вонзились в пластик». Другие функции Allturn включают светодиодный индикатор, широкое применение и резиновую ручку.
Комплект для сварки пластика Steinel ( 225,89 долларов США, Amazon ) был известен своими сверхпрочными качествами. Это тепловая пушка Steinel Silver Anniversary edition, оснащенная различными насадками, точным контролем температуры и ЖК-дисплеем. Один клиент похвастался, что цифровой дисплей является «ценной функцией», и ему понравилось использование настройки температуры и показания текущей температуры нагнетания.
Мы надеемся, что наш обзор лучших сварочных аппаратов для пластика был вам полезен. Чтобы узнать о других поставщиках сопутствующих товаров, включая сварочные аппараты, аппараты для ультразвуковой сварки, аппараты для стыковой сварки, лазерные сварочные аппараты и элементы управления для контактной сварки, обратитесь к нашим дополнительным руководствам или посетите платформу поиска поставщиков Thomas.
Прочие изделия для сварочных аппаратов
- Лучшие сварщики
- Лучшие дешевые сварщики
- Лучшие сварщики для начинающих
- Лучшие сварочные аппараты для листового металла
- Лучший сварочный аппарат MIG
- Лучший сварочный аппарат TIG
- Лучший сварочный аппарат
- Сварка против пайки
- Термическая сварка с перемешиванием
- Сварка MIG и TIG
Другие лучшие товары
- Лучшая тачка
- Лучшая коммерческая машина для производства мороженого
- Лучшая коммерческая печь для пиццы
- Лучшая профессиональная фритюрница
- Лучшая профессиональная швабра
- Лучший стартовый комплект Arduino для начинающих и проектов IoT
- Лучшие сварочные аппараты MIG
- Лучший трубный ключ
- Лучшая одноступенчатая автомобильная краска
- Лучший нож для гипсокартона
- Лучший тепловой пистолет для удаления краски
- Лучшая поликарбонатная нить в 2022 году
- Лучшие барабанные косилки
- Лучшие мульчирующие газонокосилки
- Лучший расширяемый садовый шланг
- Лучший автоматический кернер
- Лучший ротационный лазер
- Лучшая двухколесная тачка
- Лучшие колышки
- Лучшая горелка для пайки медных труб
- Лучший уровень духа
- Лучшая нить из АБС-пластика в 2022 году
- Лучшая нейлоновая нить 2022 года
- Лучшие спринклеры для газонов
- Лучший коммерческий распылитель краски
- Лучшие столы и подставки для 3D-принтеров
Другие товары от Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Машины, инструменты и расходные материалы
Тяжело ли сваривать (и можете ли вы научиться самостоятельно)?
Когда я собирался заняться сваркой, мне было интересно, насколько это сложно. Итак, прежде чем погрузиться с головой в эту тему, я провел небольшое исследование, чтобы определить, насколько на самом деле трудна сварка.
Так тяжело ли сваривать? Для большинства людей сварке сложно научиться, так как это практический навык, требующий не только чтения. Кроме того, сварка на самом деле очень сложна для большинства людей, потому что требуются годы и годы практики, помимо обучения тому, как это делать.
Но, как вы понимаете, многое зависит от множества факторов. Некоторые из вас быстро научатся сваривать, но будут испытывать трудности, когда дело доходит до того, чтобы это делать. Другие преуспеют в обоих. Некоторые вообще не берут. Давайте рассмотрим факторы, которые усложняют обучение сварке.
Какие факторы определяют прочность сварки?
Чтобы научиться правильно сваривать, требуется ряд вещей:
1. Знания
Вам нужно не только понимать основы химии, но также знать все тонкости сварки, в том числе передовые методы и советы для достижения большего успеха.
2. Время для практического применения
На освоение сварки уходят как минимум годы. Подобно обучению тому, как освоить что-то еще, сварка потребует времени и энергии, чтобы научиться делать это правильно и эффективно.
3. Терпение
Это не за одну ночь. Вы не можете (или, по крайней мере, не должны) просто посмотреть видео на YouTube или прочитать сообщение в блоге, а затем сразу же попробовать сварку. Вы можете серьезно пострадать или, по крайней мере, потерять кучу денег. Имейте терпение, когда вы учитесь, и смиритесь с неудачей.
4. Отличный преподаватель
Наличие сильного инструктора сделает вас еще лучше в сварке. Как и в любой другой профессии, вы должны найти лучшее образование и / или учителя, чтобы правильно обучать вас сварке, когда вы учитесь.
5. Будьте осторожны в вопросах безопасности
Сварка невероятно опасна, если вы не будете осторожны и не знаете, что делаете. Вам нужно будет инвестировать время и деньги в правильное оборудование для обеспечения безопасности, чтобы не навредить себе.
6. Деньги
Вы можете хорошо зарабатывать сварщиком, но вы также должны быть готовы инвестировать в правильное оборудование. Это означает, что вы не должны довольствоваться дешевыми машинами, аксессуарами и оборудованием для обеспечения безопасности, так как они могут нанести вред вам или вашему бизнесу в будущем.
Это лишь некоторые из факторов, определяющих, насколько жесткой может быть сварка. Если вы не сосредоточитесь на вышеуказанных элементах, это значительно удлинит вашу кривую обучения.
Самый быстрый способ научиться сварке
Как бы я ни хотел сказать, что вы можете узнать все, что вам нужно знать о сварке, на этом веб-сайте, вы не можете. Мы можем научить вас основам и дать вам массу информации о том, что вам нужно знать, , но вы не овладеете навыком, пока не потратите на это время.
Итак, самые быстрые пути к обучению сварке:
1. Устроиться на работу сварщиком
Получить работу сварщика без опыта, скорее всего, не получится. Но в качестве ученика вы можете работать с опытным сварщиком и изучать ремесло на практике. Это что-то вроде стажировки, так что это будет не самая сексуальная работа в мире, но, по крайней мере, она даст вам возможность научиться ремеслу.
Чтобы найти стажировку, я рекомендую начать с двух веб-сайтов:
- apprenticeship.gov (принадлежит Министерству труда США)
- careonestop.org (спонсируется Министерством труда США)
Просто выполните поиск «сварщик» или «сварка» на каждом из этих сайтов, и он должен дать вам список возможностей. Если возможности не появляются, вы должны получить ссылку на веб-сайт ученичества вашего штата для получения дополнительной информации.
Как и на любом другом сайте вакансий, вы сможете увидеть
- Когда было опубликовано объявление об обучении
- Где оно находится (город, штат и компания)
- Минимальные необходимые требования
- Любая соответствующая контактная информация
- Требования к командировкам, если применимо
- Требуемый тип сварки (т. е. MIG, TIG, электродуговая, порошковая)
На обоих сайтах можно подать заявку прямо с сайта, так что это должен быть довольно простой процесс.
2. Найдите карьеру, которая позволит вам часто заниматься сваркой
Вам не обязательно быть сварщиком или учеником сварщика, чтобы научиться сварке. Вот несколько карьерных путей, которые вы можете изучить, которые будут включать сварку на ежедневной или еженедельной основе, согласно Advanced Career Institute:
- Сборщики и производители. Здесь вы будете использовать сварку, чтобы наносить последние штрихи на такие вещи, как электроника, игрушки и компьютеры, а также на более крупные вещи, такие как лодки и самолеты.
- Котельщики. Как котельщик, вы будете изготавливать стальные конструкции из таких вещей, как трубы и пластины, и обычно для этого вы отправляетесь на место (например, мосты и горнодобывающее оборудование).
- Ювелир, драгоценные камни и металлурги. Это другой тип сварки, при котором вы будете проводить большую часть дня, работая с небольшими кусочками драгоценного металла или дорогими украшениями, восстанавливая их первоначальный внешний вид.
- Машинисты, производители инструментов и штампов. В этой карьере вы будете работать в основном со сварочными инструментами и машинами, используемыми на транспорте или в строительстве (например, автобусы, строительные инструменты, автомобили).
- Обработчики листового металла. Практически то, что он говорит — вы будете сваривать большие листы металла вместе, чтобы сделать листы большего размера, которые пойдут на производство других продуктов.
- Сантехники, слесари-трубопроводчики и слесари-пароварщики. Вы можете не так часто заниматься сваркой, но в этих областях вы будете заниматься сваркой при монтаже сантехники и трубопроводов как в жилых, так и в коммерческих зданиях. Здесь важно обеспечить точность, поскольку вам нужно убедиться, что работа соответствует коду.
- Обработчики станков по металлу и пластмассе. Вы будете настраивать и управлять машинами для производства металлических и пластиковых деталей.
Как видите, есть ряд профессий, которые вы можете выбрать, которые не связаны конкретно со сваркой, но вы быстро освоите эту профессию и сократите время, необходимое для того, чтобы стать лучше.
На что обратить внимание в хорошей школе сварщиков
Прежде чем выбрать хорошую школу сварщиков, убедитесь, что вы нашли время, чтобы прочитать о сварке, ее плюсах и минусах, а также о том, подходит ли вам эта карьера.
Помните, что вы идете на сварку не для того, чтобы разбогатеть (но это может быть прибыльной карьерой), и вам нужно чувствовать себя комфортно, работая в условиях жары, иногда на высоте и в опасных ситуациях.
После того, как вы это определили, пришло время найти хорошую школу сварщиков (если, конечно, вы сразу не начнете ученичество).
Хорошая школа сварщиков должна научить вас:
- Сварке труб и листов
- Сварке в различных положениях
- Все основные сварочные процессы (например, электродуговая сварка, MIG, TIG и дуговая сварка с флюсовой проволокой)
- Чтение чертежей
- Проверка сварки
- Монтаж труб
- Резка металла
- Металлургия
- 9002 времени, которое вам нужно будет провести в сварочной школе. Большинство хороших школ сварщиков рассчитаны на срок более 18 месяцев, но обычно не менее 9 месяцев. Будьте готовы работать по 8 часов в день, и вы также можете рассчитывать на дополнительные курсы, если вы получаете степень младшего специалиста.
Еще одна вещь, которую следует учитывать, это соотношение студентов в кабинке. Вы будете практиковаться в сварке в будке, а в некоторых школах соотношение 3:1 и более. Это означает, что вы будете делить кабинку с двумя другими людьми, что сократит время вашей практики. Если вы можете размахнуться, найдите один с соотношением 1:1 или, на худой конец, 2:1.
Знайте, будете ли вы получать сертификат сварщика или сертификат сварщика — есть большая разница. Сертификат сварщика гарантирует, что вы доказали свои способности в сварке и во всех ключевых процессах в этой области. В сертификате просто указано, что вы завершили программу, и ничего больше.
Наконец, важными факторами являются стоимость и степень младшего специалиста.
Как и все остальное, вы получаете то, за что платите в школе сварки. Проведите исследование и убедитесь, что вы получаете столько, сколько платите. Вам также необходимо подумать, хотите ли вы пройти дополнительные курсы и получить степень младшего специалиста, что может помочь вам стать более востребованным на рынке в целом. Советы по обучению сварке
Поскольку вам придется потратить время и энергию, чтобы научиться правильно сваривать, вот несколько советов, которые помогут сделать процесс более плавным:
- Совершенная практика делает совершенным. Потратьте время на то, чтобы делать все правильно, а не торопиться.
- Быстрая ошибка. Потерпеть неудачу — это нормально, так вы лучше всего учитесь. Убедитесь, что вы быстро потерпите неудачу и учитесь на своих ошибках.
- Выспитесь. При работе с опасным оборудованием лучше убедиться, что вы высыпаетесь, как для когнитивного сохранения информации, которую вы изучаете, так и для того, чтобы быть внимательным и сосредоточенным.
- Проверьте себя, как сможете. Независимо от того, читаете ли вы этот блог или выполняете сварку в реальном времени, тестирование может помочь улучшить ваше удержание. Для получения дополнительной информации, Американская психологическая ассоциация предлагает несколько отличных советов по обучению умным здесь.
- Ничего страшного, если это займет много времени. Малкольм Гладуэлл говорит в своей книге Outliers , что человеку требуется около 10 000 часов, чтобы овладеть навыком. Не настраивайте себя на неудачу, думая, что освоите сварку за несколько месяцев.
Похожие вопросы
Опасна ли сварка?Сварка безопасна, если приняты надлежащие меры предосторожности, но может быть чрезвычайно опасна, если они не соблюдены. Вы должны убедиться, что у вас есть правильные инструменты, вы правильно носите правильное защитное снаряжение, и вы прошли обучение у профессионала, помимо других факторов.
Является ли сварщик хорошей карьерой?Сварщик может стать очень прибыльной карьерой — как в финансовом, так и в личном плане — если вы знаете, что делаете. Кроме того, для этого не требуется высшее образование, поэтому входной барьер ниже.
Соединение полипропиленовых труб без сварки. Соединение трубопроводов из полипропиленовых труб Соединение полипропиленовых водопроводных труб с фитингами
Чаще всего для этого используется так называемая холодная сварка. Данная технология предполагает использование клеевого состава специального назначения и фурнитуры.
Преимущества использования стыков труб без горячей пайки
Если вы думаете, как соединить полипропиленовую трубу с полипропиленовой, то можно воспользоваться методом, предполагающим использование специальных фитингов. Данная методика имеет множество преимуществ, среди них особенно можно выделить повышение эффективности монтажа систем водоотведения и водоснабжения, снижение возможности возникновения протечек, которые могут возникнуть при стыковой сварке или химическом скреплении.
Кроме всего прочего, описываемая технология менее трудоемка, а также предполагает меньшее энергопотребление. Среди прочего, это связано с меньшей материалоемкостью. стоят довольно дешево. С помощью фитингов и клея можно соединять трубы различного диаметра, которые составляют от 6 до 400 миллиметров. Сравнение холодной пайки с механическими и сварными соединениями
Перед соединением полипропиленовой трубы с полипропиленовой трубой следует учесть все преимущества метода холодной пайки. Таким образом, данная методика при незначительной материалоемкости, скорости и качестве выполняемых работ не уступает традиционной сварке. Данная технология склеивания не предполагает использования специального оборудования, что значительно упрощает манипуляции. Вам не придется использовать специальный аппарат, предназначенный для сварки, потребляющий при работе довольно внушительное количество электроэнергии. Это дает возможность удешевить монтажные работы. Если перед вами стоит задача, как соединить полипропиленовую трубу с полипропиленовой, то сравнивать стоит с помощью фитингов и механического сопряжения элементов.
Последняя технология не столь энергозатратна, но более материалоемка. Это связано с необходимостью приобретения дополнительной фурнитуры, что приводит к удорожанию работ. Особенности соединения фитингами и клеем
Если вы не знаете, как соединить полипропиленовую трубу с полипропиленовой, то важно ознакомиться с технологией. Для этого придется использовать клей, который предназначен для соединения труб с фитингами. Последние чаще всего изготавливаются из хлорированного поливинилхлорида. Клей после нанесения начинает растворять поверхность деталей на 1/3 толщины. Это позволяет реализовать диффузионную холодную сварку. На этот процесс влияют температура и влажность. Перед тем, как соединить полипропиленовые трубы с помощью холодной сварки и фитингов, необходимо убедиться, что температура окружающей среды находится в пределах от 5 до 35 градусов. Если есть необходимость проведения монтажных работ при отрицательных температурах, то следует приобрести морозостойкий клей, наносить который можно до тех пор, пока отметка термометра не опустится до -18 градусов.
Если работы проводятся в жаркую погоду, то приклеивание необходимо производить в гораздо более короткие сроки, что исключит возможность высыхания состава до завершения манипуляций. Перед соединением полипропиленовых труб по описанной технологии необходимо убедиться, что клей имеет однородную консистенцию, достаточную текучесть и не имеет посторонних включений. В перерывах между работами емкость с клеевым составом необходимо закрывать максимально плотно, что предотвратит испарение летучих активных компонентов.
Технология соединения труб с использованием фитингов и клея
Если вы решили использовать метод холодного соединения, то вам необходимо использовать технологию, описанную ниже. На первом этапе нужно отрезать часть трубы, чтобы получился элемент необходимой длины. Для чего рекомендуется использовать труборез, специальные ножницы или ножовку по металлу, последняя из которых имеет достаточно мелкие зубья.
Если вы задумываетесь над вопросом, как правильно соединить полипропиленовые трубы, то на следующем этапе на конце изделия снимается фаска, при этом важно соблюдать угол 15 градусов.
В процессе проведения этих манипуляций используется фаскорез, важно исключить образование заусенцев. Следующим этапом будет тщательная очистка раструба фитинга, а также трубы от пыли, грязи и влаги. Для эффективной очистки соединительных элементов необходимо использовать очистители, предназначенные для труб из ХПВХ. С помощью этого состава удастся достаточно хорошо подготовить поверхности к дальнейшему склеиванию.
Нюансы работы
Если перед вами стоит задача, как соединить полипропиленовые трубы без паяльника, то на следующем этапе можно нанести клей. При этом нужно использовать кисть, тщательно распределяя состав по поверхности раструба и трубы. Элементы вставляются друг в друга, для равномерного распределения состава нужно повернуть фитинг на 90 градусов относительно трубы. Детали фиксируются на 30 секунд, в течение которых не следует повторно вращать. Важно завершить весь процесс в течение 1 минуты. Если вы думаете, как соединить полипропиленовые трубы без пайки, то после склеивания необходимо проверить наличие валика, представляющего собой равномерный клеевой слой, расположенный по окружности.
Возможно, вам придется избавиться от излишков клея с помощью мягкой ткани. Почему следует использовать холодный способ соединения пластиковых труб
Перед соединением полипропиленовых труб фитингами необходимо взвесить все положительные отрицательные стороны других технологий. Если речь идет о клеевом соединении, о котором было рассказано выше, то стоит выделить преимущества, заключающиеся в возможности осуществления качественного монтажа труб даже в особо труднодоступных местах. Мастеру не приходится использовать дополнительное дорогостоящее оборудование, которое может потреблять в процессе работы большое количество электроэнергии. Весь процесс можно осуществить самостоятельно, не прибегая к помощи профессиональных компаний. В процессе склеивания деталей образуется конструкция монолитного типа, обеспечивающая герметичность соединения. Если вы решите использовать клеевую холодную сварку, то, в отличие от обычной, на внутренней поверхности изделий не будет образовываться наплывов, которые могут сузить просвет и способствовать оседанию твердых частиц.
Заключение
Если выполнять соединение полипропиленовых труб между собой, соблюдая простые правила и рекомендации, описанные выше, то протечки и провисания трубопровода будут исключены. Срок службы трубопровода, смонтированного по подобной методике, может достигать 50 лет.
Правильно выполненное соединение полипропиленовых труб гарантирует прочные и очень надежные коммуникации, которые не ржавеют и имеют ряд других преимуществ.
Нас интересуют трубные изделия, которые отличаются малым весом, простотой обработки и монтажа, а также относительно невысокой стоимостью, соединяются разъемным и неразъемным способами. Под последней понимается сварка, выполняемая по одной из двух технологий: встык или раструбным (раструбным) способом.
Сварка встык идеально подходит для полипропиленовых изделий сечением более 6,3 см. При этом толщина их стенки должна быть не менее 4 мм. Процедура выполняется стационарным сварочным агрегатом, который обеспечивает очень точную установку с различными геометрическими параметрами.
Перед началом операции их концы подрезают, чтобы получить полностью параллельные поверхности. Аппарат для стыковой сварки имеет специальный диск – он выполняет роль нагревательного устройства. Стыковая сварка изделий из полипропилена
Также при проведении такой процедуры в большинстве случаев требуется использование центрирующих элементов. Они придают соединенным изделиям из полипропилена необходимую соосность. Сварка в раструб рекомендуется для труб сечением менее 6,3 см. Этот тип соединения требует использования муфт и фитингов. Без них процедура не выполняется. Фитинги, имеющие специальные раструбы, образуют различные стыковочные узлы (в том числе резьбовые). Муфта устанавливается между двумя свариваемыми трубами.
Для раструбной сварки труб сечением до 4 см допускается использовать ручной агрегат. Он снабжен насадками (элементами для нагрева), которые выполнены в виде оправки (необходима для оплавления внутренней части раструба) и втулки (оплавления внешней части).
Нагревательные элементы обычно покрыты тефлоном. Этот антипригарный состав отлично защищает форсунки от выхода из строя в процессе эксплуатации. После завершения каждой отдельной сварочной операции необходимо очищать горячие сопла. Для этого используют скребки из дерева или грубой ветоши (например, брезента). После полного остывания форсунок снять с них слой расплавленного полипропилена невозможно. Вы просто испортите дорогой тефлоновый слой.
Давайте посмотрим, как необходимо соединить рассматриваемые трубные изделия с помощью сварочного аппарата. Схема работы (примерно одинаковая для сварки встык и для процедуры с использованием муфт) следующая:
- На сварочный аппарат установить необходимые по размеру насадки и поставить аппарат на ровную поверхность.
- Установите на сварочном аппарате необходимую для сварки изделий из полипропилена температуру (она равна 260°С) и подождите около четверти часа (за это время сопла нагреваются до заданного уровня).
- Труборезом или ножницами отрежьте полипропиленовое изделие под прямым углом, очистите трубы от грязи и пыли, удалите с них жирные пятна (мыльным раствором или обычным спиртом).
- Нанесите на трубу метку (она показывает глубину раструба, кроме того, к этому значению нужно добавить еще 2 мм).
- Вставьте трубу в гладкую втулку (ориентируясь на сделанную ранее метку) и натяните раструб на оправку.
- Дождаться прогрева конструкции (время нагрева указано в инструкции к сварочному аппарату), вынуть из сварочного аппарата нагретые элементы и соединить их (очень важно обеспечить соосность муфты и трубного изделия) .
- Ожидание остывания конструкции. В этот период запрещается деформировать (изгибать, поворачивать) трубы.
Сварочный аппарат для соединения трубных изделий
Операция завершена. Вы получили надежный и прочный сварной шов. При необходимости организации разводки от магистрального трубопровода необходимо использовать специальные приварные седла.
Монтировать их так: - В течение 30 секунд нагреть сварочным агрегатом поверхность (внешнюю) магистральной трубы и седловину под сварку (операции выполняются одновременно).
- Прижать (не поворачивая) седло к трубе, выдержать нагрузку около полминуты.
- Оставьте соединение на 10 минут.
Затем просверлите стенку полипропиленовой трубы и дно седла спиральным сверлом, чтобы вывести необходимое ответвление. Рекомендуется использовать на этом этапе специальную шайбу (называемую установочной шайбой) для точного поддержания глубины сверления.
Вышеперечисленные способы соединения изделий из полипропилена требуют применения сварочных аппаратов и плит для нагрева. Подобные устройства есть не у каждого мастера Дома. И нет смысла покупать сварочный аппарат и насадки к нему ради монтажа одного трубопровода.
В таких случаях разъемные соединения труб могут выполняться без сварки. Операция выполняется двумя способами: фитингами компрессионного типа или составом для холодной сварки.
Вторая технология подходит исключительно для того, для чего подается холодная вода. холодную сварку, нанесенную на соединяемые изделия, сильно прижать их друг к другу на 5–10 секунд. Придать соединению дополнительную герметичность можно, промазав стык силиконовым герметиком или обмотав его тефлоновой лентой. Разъёмное соединение труб без сварки
Если вы решили создать полипропиленовый трубопровод, соединяя его элементы фитингами, вам понадобится обжимной ключ. Его легко приобрести в любом хозяйственном магазине. Но чаще всего такой ключ входит в набор для примерки. Вам даже не придется покупать его отдельно. Для проведения работ по этому методу потребуются следующие детали:
- крестовины, тройники;
- Шаровые краны; муфты
- ;
- адаптеры;
- седла для веток;
- заглушки;
- квадраты с гайками (невыпадающие).
Работать с фитингами просто — установите необходимый элемент и зажмите его ключом.
Но при этом будьте готовы к тому, что работы по соединению труб займут у вас очень много времени. Необходимо тщательно обжать каждый элемент конструкции, проверить качество получившегося соединения и дополнительно уплотнить его. Именно по этой причине системы изделий из полипропилена обычно собираются с помощью сварки. Правда, в некоторых случаях без фурнитуры не обойтись. Например, если вам нужно соединить металлические и полипропиленовые изделия. В таких ситуациях требуется специальная фурнитура – переходная. С одной стороны имеют резьбу для ввода стальной трубы, с другой стороны патрубок (в него помещается изделие из пропилена).
Собрать металлическую и полипропиленовую трубу можно также с помощью: фитинга со специальной накидной гайкой; муфты и американки (в этом случае также используется накидная гайка). Выберите удобный для вас способ подключения!
Способы соединения пластиковых труб
Полипропиленовые изделия
Стыковка труб из металлопластика
Компрессионные фитинги для водопроводных труб
Соединение полиэтиленовых труб
Способы соединения труб ПВХЧтобы выполнить своими руками монтаж сантехники из пластиковых труб, не потребуется много знаний и опыта, так как этот процесс не представляет сложности.
Однако для повышения качества выполняемых работ необходимо ознакомиться с технологией и некоторыми нюансами соединения данного типа элементов труб. Также важно усвоить несколько уроков о том, как соединять разные виды пластиковых труб и основные моменты этого процесса. Способы соединения пластиковых труб
В первую очередь стоит отметить, что к пластиковым трубам относятся изделия из следующих материалов:
- Полипропилен.
- Металлопластик.
- Полиэтилен.
- Поливинилхлорид.
Каждый материал имеет определенные свойства, поэтому соединение изделий выполняется разными способами, в том числе пайкой полипропиленовых труб без паяльника (читайте также: «Как соединить полипропиленовые трубы — обзор проверенных способов стыковки»). Для большей осознанности стоит узнать, как соединить водопроводные трубы из этих материалов.
Изделия из полипропилена
Полипропиленовая труба– самый популярный материал для сантехники.
Полипропиленовые трубы Это связано с наличием некоторых выгодных моментов: приемлемой ценой, высокой прочностью и длительным сроком службы. Поэтому изучение способов соединения всех видов пластиковых труб следует начинать именно с этого вида. соединяются сваркой с обязательным применением муфт, уголков, тройников и другой арматуры. При подключении полипропиленовых труб к водопроводу нужно приобретать трубы и фитинги одного производителя. В противном случае даже строгое соблюдение технологии сварки не может гарантировать полной герметичности и качества.
Для соединения полипропиленовых водопроводных труб своими руками необходимо иметь под рукой следующие инструменты:
Монтаж водопроводной системы из полипропиленовых труб выполняется следующим образом:
- Включите и прогрейте сварочный аппарат. Устройство должно пройти три фазы: нагрев до определенной температуры, отключение, повторный нагрев. За режимом работы можно следить по световому индикатору (читайте также: «Виды сварки труб ПВХ, преимущества и недостатки способов»).
- При нагреве паяльника сдирается армирующий слой в месте приварки фитинга.
- С поверхности соединяемых элементов очищают от пыли и грязи и хорошо протирают влажные места. Обратите внимание, что несоблюдение этих шагов может привести к ненадежному соединению.
- Конец одной трубы и соединительный элемент вставляются в нагревательную насадку и выдерживаются в течение определенного периода времени. Время нагрева необходимо строго контролировать, так как длительная выдержка приводит к деформации элементов, а при недостаточном нагреве снижается прочность соединения пластиковых водопроводных труб. Поэтому к каждому сварочному аппарату прилагается специальная таблица, в которой указано время нагрева для деталей определенного диаметра.
- Нагревательные элементы вытаскиваются из патрубков и быстро подключаются. Прочность соединения также зависит от быстроты действий на этом этапе, поэтому процесс нужно проводить быстро, но осторожно. Труба вставляется в фитинг до упора, но не должна деформироваться. Соединяемые детали следует придерживать до полного остывания пластика.
- Аналогичным образом подключаются все элементы водопровода. Чтобы избежать порчи материала, нужно произвести действия по ненужным отрезкам труб. Процесс сварки полипропиленовых труб достаточно сложен, но после нескольких пробных действий можно приступать к работе самостоятельно.
Стыковка труб металлопластиковых
Сборные металлопластиковые трубы Также можно изготовить изделия своими руками одним из трех способов:
- Соединение с помощью компрессионных фитингов состоит из следующих этапов: конец трубы надевается на цангу, фиксируется компрессионным кольцом и сжимается зажимной гайкой.
- Соединение фитингами обжимного типа заключается в сжатии кольца на конце фитинга специальным прессом.
- Стыковка с помощью нажимных фитингов — это новый метод соединения, не требующий никаких инструментов.
Этот способ может быть ответом на вопрос, как соединить пластиковые трубы без пайки.
Независимо от выбранного способа соединения металлопластиковых труб, инструменты все же стоит подготовить. В частности, вам понадобится труборез, который можно заменить обычным монтажным ножом, и калибратор, которым может быть любой цилиндрический предмет определенного диаметра.
Наиболее популярным является соединение металлопластиковых труб с помощью компрессионных фитингов, которое включает следующие этапы:
- Сначала трубы режут ножом или труборезом, обеспечивая прямой угол линии реза.
- Перед соединением труб производится обработка обрезанных концов, то есть калибруется диаметр и снимается фаска, с использованием калибратора в обоих случаях.
- С фитинга снимается гайка и надевается на конец трубы, за ней компрессионное кольцо.
- Теперь в конец трубы вставляется цанга, предварительно проверив наличие резиновых уплотнительных колец.
- Наденьте зажимное кольцо на цангу и затяните гайку на фитинге. При этом не допускайте сильного затягивания гайки, так как это приводит к повреждению резиновых уплотнителей (читайте также: «Чем и как соединять трубы пвх – лучшие способы соединения»).
Аналогичным образом соедините все элементы системы водоснабжения. Подобное крепление характеризуется одним преимуществом: минимальный набор инструментов для работы, который есть под рукой у любого хозяина. Кроме того, это единственный вариант, позволяющий получить разъемное соединение, необходимое в некоторых ситуациях.
Компрессионные фитинги для водопроводных труб
Соединение с компрессионными фитингами выполняется в том же порядке, только компрессионное кольцо и гайка заменены компрессионным кольцом. Для его выдавливания используют ручной или электрический пресс.
ФитингиPush позволяют получить соединение металлопластиковых труб намного быстрее, чем предыдущие способы. Для выполнения работы достаточно вставить подготовленный конец трубы в соединительную часть, и все действия выполняются без особых усилий.
При подаче воды в собранную систему клин арматуры выдвигается и зажимается, что предотвращает протечку воды. Этот способ не требует специальных инструментов или ключей, а сама установка проходит в несколько раз быстрее. Читайте также: «Как установить пластиковые трубы — основные правила монтажа».
Пуш-фитинги могут использоваться для соединения труб из металлопластика и сшитого полиэтилена.
Соединение любым из перечисленных способов является герметичным и надежным, поэтому выбирать нужно в зависимости от имеющихся инструментов и финансовых возможностей.
Соединение полиэтиленовых труб
Полиэтиленовые трубы можно соединить одним из следующих вариантов:
- С компрессионными фитингами.
- Сварка электромуфтой.
Соединение компрессионными фитингами осуществляется по аналогии с металлопластиковыми трубами, но в определенной последовательности:
- Труба обрезана и снята фаска.
- На трубу надевается зажимная гайка.
- За ним следует цанга.
- Далее по очереди надеваем упорное и уплотнительное кольцо.
- Труба вставляется в корпус фитинга, все детали смещаются к краю и затягивается гайка.
Этот способ чаще всего используется при сборке бытовых систем полива в загородных домах или на дачном участке.
Соединение металлопластиковых труб в хозяйственных водопроводах осуществляется сваркой с электромуфтой. Поэтому для выполнения работ необходимо иметь специальный сварочный аппарат и электрическую муфту, имеющую диаметр в соответствии с сечением соединяемых элементов.
Процедура сварки включает следующие этапы:
- Подготовка поверхности соединяемых элементов. Для этого специальным скребком снимите верхний слой трубчатых изделий и обезжирьте очищенный участок.
- Концы соединяемых элементов вставляются в электромуфту, при этом стык должен располагаться ровно по ее середине.
- Электромуфта присоединяется к сварочному аппарату и спирали внутри него начинают нагреваться. В результате полиэтилен начинает плавиться, а края элементов трубы свариваются между собой.
Аппарат для данного вида сварки имеет очень высокую цену, поэтому, если он не предназначен для дальнейшего использования, лучше взять аппарат в аренду на несколько дней, чем тратить большую сумму на его разовое использование .
Как соединить трубы ПВХ
Трубные изделия из поливинилхлорида соединяются с помощью специального клеевого состава. Однако назвать его клеем очень сложно, так как при обработке этим веществом соединяемых поверхностей происходит расплавление пластика, а кромки свариваются, а не склеиваются. Другими словами, паяют трубы без паяльника.
Процесс соединения труб их поливинилхлорида следующий:
- Края соединяемых труб сначала очищают от пыли и грязи и хорошо просушивают.
- Затем с торцов снимается фаска. Это действие необходимо выполнить в обязательном порядке, чтобы клей не соскоблил при соединении элементов.
- , затем один конец трубы вставляется в фитинг для измерения его глубины. Сделайте соответствующую отметку на трубе карандашом или маркером.
- Конец трубы обрабатывают клеем до отметки с помощью кисточки. При этом не следует забывать, что нельзя оставлять клей на поверхности более чем на 25 секунд.
- Элементы соединяются и слегка поворачиваются для равномерного распределения состава по всей поверхности. Клей должен высыхать естественным образом без каких-либо внешних воздействий. На время высыхания клеевого состава может влиять температура воздуха и другие факторы.
Исходя из всего вышеизложенного, можно сделать вывод, что в большинстве случаев соединение пластиковых труб можно выполнить своими руками, без специальных приспособлений под рукой и без особых знаний и навыков. Главное условие – строгое соблюдение технологии. Также важно прислушиваться к советам профессионалов. Это поможет выполнить монтаж водопровода без лишних материальных затрат.
Значительное увеличение замены устаревших водопроводных сетей привело к появлению такого лидирующего материала, как полипропиленовые трубы. Поэтому сегодня мы поговорим о том, как выполнить эту работу, в чем преимущества коммуникаций из такого материала.
Преимущества полипропиленовых труб и область их применения
В первую очередь необходимо знать, благодаря каким качествам полипропиленовые трубы смогли так быстро стать самым популярным материалом для прокладки систем водоснабжения и отопления.
Преимущества полипропиленовых труб:
Область применения таких труб достаточно широка, они используются для прокладки следующих магистралей:
Обязательным условием, позволяющим использовать полипропилен в этих областях, является точное соблюдение технологии пайки (сварки), а для этого нужно знать, как правильно паять пластиковые трубы, какой инструмент для этого используется.
Инструмент для пайки полипропиленовых труб
В первую очередь следует определиться с выбором инструмента, который используется для пайки полипропиленовых труб.
Для выполнения работ на бытовом уровне вполне достаточно приобрести недорогой минимальный набор оборудования, в который входят: Сварочный аппарат (паяльник). Основной задачей этого инструмента является нагрев поверхностей соединяемых элементов до температуры 260 градусов. . Именно при таких условиях возможен процесс диффузионной сварки, в результате которого получается неразъемное соединение, по своим свойствам не уступающее материалу магистральной трубы.
Прежде чем выбрать паяльник для пластиковых труб, необходимо определиться с основной областью его применения. Для бытового использования вполне достаточно моделей мощностью 900-1200 Вт, для профессиональных целей стоит приобрести более мощное оборудование, стоимость которого намного дороже.
При выборе обратите внимание на следующие конструктивные особенности инструмента:
Именно эти конструктивные особенности паяльника будут определять удобство работы с ним и его долговечность.
Насадки для пайки труб. Недорогие наборы инструментов обычно включают 3-4 насадки для работы с трубами различного диаметра. При необходимости эти насадки приобретаются отдельно. Главной особенностью таких элементов является качественное антипригарное покрытие. Обычно для этих целей используется тефлон, на профессиональном инструменте используется более качественный слой этого материала, что практически предотвращает прилипание полипропилена в процессе пайки.
Для резки полипропиленовых труб используются специальные ножницы для пластика. Отличаются усиленной конструкцией, позволяющей резать даже армированные трубы. Такой инструмент есть в любом минимальном наборе для пайки полипропиленовых труб.
Для работы с армированными трубами также необходимо приспособление, позволяющее снимать фаску с заготовки вместе со слоем алюминиевой фольги. Пайка армированных труб без удаления этого слоя невозможна. Конечно, снять арматуру можно и простым ножом, но с таким приспособлением операция проходит быстрее и качественнее.
К сожалению, в большинстве наборов инструментов нет такого приспособления, поэтому нужно позаботиться о его приобретении отдельно. Правила пайки полипропиленовых труб
Перед пайкой пластиковых труб из полипропилена необходимо выполнить ряд подготовительных операций:
В целом процедура пайки полипропиленовых труб не сложная. Главное, соблюдать размеры и выдерживать время термообработки. Тогда полученный стык прослужит достаточно долго.
Пайка полипропиленовых труб – операция, которую иногда приходится делать в собственном доме своими руками. Специально для этого покупать сварочный аппарат вовсе не целесообразно. Поэтому многие пытаются найти такие инструкции, такие методы, которые уберегли бы их от дорогостоящей покупки. Сегодня мы намерены предложить способ, вполне применимый в домашних условиях и вообще не требующий специального оборудования.
Вы можете получить максимум информации о полипропиленовых трубах и способах их сварки.
Пайка пропиленовых труб малого диаметра своими руками
Речь пойдет о таких трубах, которые чаще всего используются для разводки внутри дома, т.е. о трубах диаметром 20 мм. Допустим, нам нужно спаять трубу и примыкающий к ней угловой фитинг.
Паять пропиленовые трубы такого диаметра можно легко, если под рукой есть какой-нибудь безопасный источник огня, которым, например, может быть такая миниатюрная газовая горелка.
Согласно существующим нормативам и для обеспечения необходимого качества соединения труба должна заходить в фитинг на 14 мм. Во избежание нарушения этого стандарта желательно заранее измерить это расстояние от края трубы и поставить отметку карандашом.
Сделав это, можно переходить к глубокому прогреву припаиваемых элементов. Штуцер, естественно, должен быть прогрет изнутри.
Конец трубы обогревается снаружи.
Когда обе части хорошо прогреты, их можно вставлять друг в друга.
При вставке трубы ориентируйтесь по ранее нанесенной карандашной отметке, которая должна быть точно по краю фитинга.
После этого готовое соединение следует охладить, не подвергая его никаким внешним воздействиям. Остывшее место пайки будет очень прочным и ничуть не уступит по прочности тем соединениям, которые обычно выполняются с помощью специальных сварочных аппаратов, . В этом можно убедиться, разрезав только что законченный участок пайки.
Как видно на фото выше, место соединения трубы и фитинга полностью монолитно, и такую трубу можно включать без малейших опасений. система водоснабжения дома.
Итак, если вам необходимо спаять полипропиленовые трубы, вы легко сможете выполнить эту работу самостоятельно, не приобретая для этого никаких специальных инструментов. Для этого просто примите к сведению нашу рекомендацию.
При обустройстве коммуникационных систем необходима стыковка отдельных элементов, однако сделать этот процесс можно совершенно по-разному.
Особого внимания заслуживает соединение пластиковых труб без пайки, ведь в этом случае можно обойтись без использования специального аппарата, цена которого довольно высока.
Стыковка с фитингами
При таком варианте используется набор фасонных деталей, что дает возможность комбинировать не только два, но и больше элементов. Каждый застройщик, у которого нет паяльного станка, хочет научиться соединять таким способом пластиковые трубы.
Преимущества метода
- Низкая стоимость арматуры позволяет снизить затраты на подведение коммуникаций.
- Простота установки дает возможность стыковки даже непрофессионалам.
- Возможность использования деталей в системах под давлением расширяет область применения.
Внимание! Необходимо учитывать, что этот способ применим для элементов малого диаметра, а в других ситуациях чаще применяется стыковка с тепловым воздействием.
Выполнение работ
Пришло время разобраться, как пластиковые трубы соединяются напрямую компрессионными фитингами.
Из инструментов вам потребуются: острый нож для резки элементов, калибратор, а также ручные или автоматические пассатижи для зажимных операций. Выполняется резка первых составных частей системы связи, если это требуется в конкретном случае. Срез нужно делать строго перпендикулярно, чтобы не образовались скосы и другие изъяны. После этого с помощью калибратора устраняется овальность на стыке.
Далее накидывается специальная муфта, а сам фитинг с уплотнительными кольцами вставляется в трубу. Сверху осуществляется опрессовка приготовленными щипцами. Таким образом можно стыковать пластиковые элементы.
Однако в некоторых случаях нужно знать, как соединить пластиковую трубу с чугунной. Для этого используется специальный переходник, диаметр сторон которого соответствует размерам используемых труб. В процессе стыковки необходимо помнить, что коэффициенты линейного расширения пластика и чугуна заметно отличаются.
Склеивание отдельных элементов
Кроме вышеописанного варианта, существуют и другие способы соединения пластиковых труб.
Одним из таких является процесс склеивания, когда концы компонентов соединяются с помощью специального химического состава. В процессе работы можно обеспечить достаточную герметичность. Принцип действия состава
Клей, предназначенный для пластмассовых изделий, обычно содержит поливинилхлорид, растворяющийся в метилэтилкетоне, тетрагидрофуране и циклогексаноне. В двухкомпонентные составы также добавляют специальные добавки, улучшающие адгезию.
Преимущества клеевого метода
- Качественное сцепление химического реагента с поверхностями элементов позволяет получить высокую герметичность.
- Наличие основного материала дает возможность использовать его широкому кругу потребителей.
- Незаметность стыка положительно влияет на эстетическое восприятие компонентов коммуникационной системы.
Внимание! Используемый клей должен храниться на достаточном расстоянии от открытого огня, так как он легко воспламеняется.
Кроме того, во время работы необходимо защищать кожу от контакта с веществом. Применение композиции
Поклейку можно осуществить своими руками. Работы следует проводить при температуре от +5 до +35 градусов. Заранее нужно подготовить кисть с натуральной щетиной. В большинстве случаев он идет прямо с клеем.
Перед началом основных действий желательно собрать конструкцию без применения химреагента, чтобы выполнить предварительную примерку. Перед нанесением вещества в обязательном порядке поверхность обезжиривается с помощью растворителей.
На подготовленные поверхности наносится тонкий слой клея. Пластиковое изделие вставляется в отверстие до упора, избегая при этом вращения или других манипуляций. В течение 15-20 секунд компоненты держат, чтобы клей успел высохнуть.
Загон для розеток
Представленный способ применим в основном для , так как в них не создается давление. На концах используемых элементов имеются специальные соединения для пластиковых труб – раструбы.