alexxlab
alexxlab Угол заточки сверла по металлу:таблица,рекомендации по заточке
- Виды заточек сверл по металлу
- Таблица:углы заточки сверла
- Процесс заточки и проверки угла сверла
- Видео
Чем чаще используется сверло, тем быстрее оно тупится. Многие мастера, едва инструмент затупился, выбрасывают его. А практичные обрабатывают изделие под конкретный угол заточки сверла по металлу и продолжают пользоваться без всяких ограничений.
Сверло по металлу предназначено для создания, как глухих, так и сквозных отверстий и перфорации в деталях. Как правило, оно имеет форму спирали и состоит из нескольких элементов: режущей плоскости, хвостовика, рабочей части и лапки. Орудие резки производится из крепких сортов быстрорежущей стали (Р18,Р6М5).
фото:конструкция сверла по металлу
Важнейшими элементами спирального сверла являются хвостовик и рабочая поверхность. Хвостовик как цилиндрической, так и конической формы обеспечивает надежное крепление к патрону.
Передняя сторона канавок поднимается вверх и слегка отходят назад, образует угол, величина которого меняется по направлению от оси до боковых частей.
При изготовлении спирального сверла часть материала с наружной рабочей части снимается, образуя своеобразные ленточки. Вместе с увеличенным диаметром и повышенным углом при вершине сверла они способствуют снижению трения инструмента о стенки будущего отверстия.
Виды заточек сверл по металлу
Заточка сверл осуществляется с целью реанимации инструментов после интенсивной эксплуатации. Существует несколько форм заточки. Выбор в пользу конкретного варианта зависит от диаметра спирального сверла, обрабатываемого материала и других факторов.
Универсальной считается нормальная форма заточки под углом 118-120 градусов. Она позволяет подобрать угол сверла, оптимальный для любых материалов. Единственный минус – ограничение диаметра сверла 12 миллиметрами.
фото:углы заточки сверла по металлу
К примеру, форма обработки НП включает подточку поперечной кромки. Уменьшение длины способствует снижению усилия и, как следствие, предотвращает излишнее повреждение обтачиваемой детали. Сфера применения – подготовка бура к созданию отверстий в стали.
Разновидность этого способа – НЛП. Помимо описанной подточки кромки, аналогичное действие проводят с ленточками. В результате образуется дополнительный задний угол сверла, который значительно облегчает процесс резки и уменьшает трение функциональной части при проходе сквозь обрабатываемый материал.
В некоторых случаях применяется и двойное затачивание. Методы ДП, ДЛП и аналоги рассчитаны на улучшение характеристик периферийных узлов сверла. Изменение угловой точки между кромками до 75 градусов снижает теплоотвод от сверла и повышает его стойкость.
Рекомендуемые углы заточки сверла по металлу
Ниже представлена таблица углов заточки сверла по металлу для разных видов материала.
| Обрабатываемый материал | Угол сверла |
|---|---|
| Сталь, чугун, твердая бронза | 116-118° |
| Латунь, мягкая бронза | 120-130° |
| Бетон | 118-130° |
| Медь | 125° |
| Пластмасса | 90-100° |
| Алюминий, древесина, деликатные материалы | 140° |
Неправильно подобранный угол заточки сверла приводит к быстрому нагреву, плохому сверлению и возможной последующей поломке сверла.
Процесс заточки и проверки угла сверла по металлу
Процедуру выполняют на точильном круге. Первый этап – заточка задней поверхности спирали. Для этого инструмент уверенно прижимают к поверхности круга. Обращайте внимание на стабильность – угол заточки сверла по металлу должен быть одинаковым. В итоге, если смотреть на перку сбоку, должен получиться правильный конус.
Далее производится обработка режущей поверхности. Здесь следует обратить внимание не только на постоянство угла, но и на величину перемычки. Для крупных буравчиков ее размер не должен превышать полутора миллиметров.
Правильность заточки бура проверяется по шаблону, который изготавливается мастером вручную или приобретается фабричный. В основе проверки сверла – треугольник Рело, на основе которого создают режущие инструменты для создания квадратных отверстий.
фото:шаблон для проверки угла заточки сверла
Он состоит из трех частей. Первая сторона используется для контроля поперечной кромки, вторая представляет собой эталон угла винтовой линии, третья измеряет длину режущей части и проверяет угол при вершине. Качественная работа не вызывает отклонений – все параметры соответствуют линиям шаблона по мере прилегания.
Угол заточки сверла по металлу:Видео
-
Сверло ступенчатое (конусное) по металлу
-
Корончатые сверла по металлу
-
Сверла для глубокого сверления
Поделитесь информацией с друзьями в социальных сетях
6
из 6. Оценок: 556.
Оценок: 556.
Способы заточки спиральных сверл
Режущая часть сверла состоит из двух режущих кромок, расположенных под определенным углом, который называется «углом заточки» или «углом при вершине сверла». Обычно он обозначается как Y . Этот угол во многом определяет рабочие свойства сверла. Он выбирается в зависимости от материала, для обработки которого предназначено сверло. См. таблицу.
|
Обрабатываемый материал |
Угол заточки сверла в ° |
|
Конструкционная сталь Нержавеющая сталь Чугун Сталь закаленная Алюминий Сплавы на основе магния Силумин Медь электролитическая Бронза и латунь Пластические массы Органическое стекло Целлулоид, эбонит |
116-118 120 118 125 130-140 110-120 90-100 125 130-140 50-60 70 80-90 |
Для ручного инструмента обычно предлагаются сверла с углом заточки 118°, которые являются наиболее универсальными.
Реже предлагаются сверла с углом заточки 130 — 135°. Как правило, это сверла из специальных быстрорежущих сталей, изначально предназначенные для работы по материалам с высокой твердостью.
Кроме угла заточки, на работу сверла в большой степени влияют и другие параметры геометрии режущей кромки.
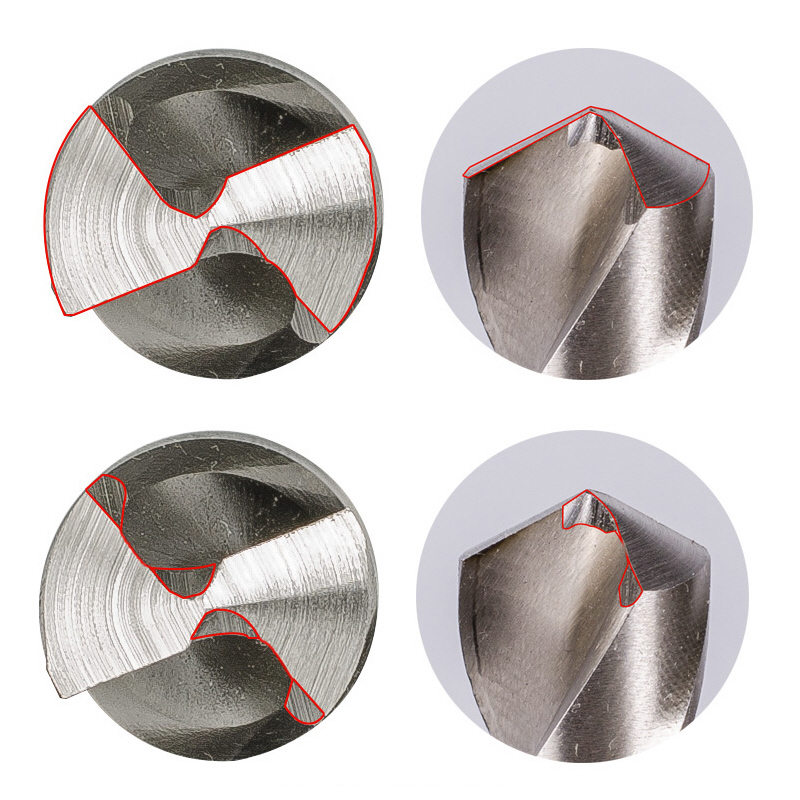
Нормальная заточка
Используется в большинстве сверл общего назначения. Одно из преимуществ — относительно простая переточка. Считается, что ее можно выполнить вручную, однако настоятельно рекомендуется применять специальные станки (см.
Заостренная заточка
Отличается выполнением небольших подточек с целью уменьшения длины «перемычки». Считается нормальным, если длина «перемычки» за счет этого снижается до 1/10 диаметра сверла. Такое сверло гораздо лучше ведет себя в момент засверливания, его меньше уводит в сторону и размеры углубления после накернивания могут быть меньше. Также уменьшаются усилие подачи и необходимый крутящий момент привода. Недостатками данной заточки являются большая трудоемкость ее выполнения (особенно при небольшом диаметре сверла) и снижение прочности заостренной режущей кромки.
Заостренная заточка со скосом по передней режущей кромке
Требует несколько больших усилий при ее выполнении, чем обычная заостренная заточка. По сравнению с ней, заточка со скосом по передней кромке более устойчива к ударам и к воздействию бокового усилия. Применяется при работах по твердым сталям и для рассверливания.
Заточка со скосом по задней режущей кромке
Называется также самоцентрирующейся заточкой. Перемычка практически исчезает. В результате отсутствует увод в сторону при засверливании, уменьшается усилие подачи, улучшается стружкообразование. После нормальной заточки такая заточка является самой распространенной.
Заточка под двойным углом
Существенно улучшает температурные режимы работы сверла за счет увеличения длины режущей кромки и повышения теплотдачи. За счет этого также возрастает стойкость сверла. Кроме того, оптимизируются углы резания вдоль режущей кромки. Рекомендуется при сверлении вязких материалов, например, быстрорежущей стали.
Кроме того, оптимизируются углы резания вдоль режущей кромки. Рекомендуется при сверлении вязких материалов, например, быстрорежущей стали.
Прямая заточка с центральным выступом
Обычно она характерна для сверл по дереву, но применяется также и в сверлах, предназначенных для сверления тонкого листового металла (они обычно называются сверлами для высверливания точек контактной сварки). По сравнению со сверлами с остальными показанными выше типами заточки, это сверло снижает количество заусенцев при сквозном сверлении и дает возможность сверлить цилиндрические отверстия с относительно ровным дном. Сверло по металлу (из быстрорежущей стали) с такой заточкой выпускаются в ограниченном диапазоне размеров.
Кроме всего прочего, при заточке режущих кромок важно выдержать надлежащий задний угол. Естественно, что это делается при фабричной первоначальной заточке сверла и вспоминать о заднем угле сверла потребителю приходится только при его переточке.
Можно увидеть, что если передняя (режущая) кромка прямая, то задняя кромка имеет более сложную форму. Из-за этого задний угол изменяется вдоль задней кромки и при неправильной заточке может случиться так, что задняя кромка будет зацепляться за стенки отверстия. Результатом является рост температуры сверла, падение производительности и срока службы сверла. Для того, чтобы точно выдержать и передний и задний углы заточки, применяется несколько схем заточки, для реализации каждой из которых требуются специальные приспособления. Приведем, одно из самых простых таких приспособлений, положенных в основу описанного ниже приспособления для повторной заточки спиральных сверл.
Само устройство показано на рисунке ниже. Это приспособление позволяет изменять угол наклона сверла относительно плоскости абразивного круга поворотом станка вокруг оси А. На этом рисунке показана схема заточки сверла с углом при вершине в 116 — 118°. Изменяя угол В (на рисунке он равен 45°), можно задавать различные углы заточки. Станок с закрепленным в нем сверлом плавно поворачивается вокруг оси А с одновременной постепенной подачей сверла винтом подачи), пока не будет заточена вся поверхность, начиная с одной из режущих кромок (нижней, показан ной на рисунке). Постепенная подача необходима, чтобы не перегреть сверло. Затем сверло переворачивают и затачивают вторую режущую кромку.
Станок с закрепленным в нем сверлом плавно поворачивается вокруг оси А с одновременной постепенной подачей сверла винтом подачи), пока не будет заточена вся поверхность, начиная с одной из режущих кромок (нижней, показан ной на рисунке). Постепенная подача необходима, чтобы не перегреть сверло. Затем сверло переворачивают и затачивают вторую режущую кромку.
Также следует особо отметить, что заточка должна быть симметричной. Ось вращения сверла всегда проходит через выступающую вперед точку пересечения режущих кромок и при несимметричной заточке увеличивается диаметр отверстия, растут вибрации и возможна поломка сверла. По этой причине при заточке сверла диаметром от 6 — 10 мм и ниже желательно контролировать симметричность заточки с помощью лупы.
Размерными параметрами спирального сверла являются диаметр и длина. Диаметры спиральных сверл общего назначения с цилиндрическим хвостовиком стандартизированы и укладываются в ряд 0,3 мм — 20,0 мм с шагом 0,05 — 0,1 мм.
Сверла каждого типоразмера имеют определенную длину рабочей (калибровочной) части. Одним из требований к сверлам является возможность их переточки. В силу этого, к минимальной рабочей длине сверла, определяемой возможностью эффективного отвода стружки, прибавляется запас на переточку сверла. В общем случае, сверла могут перетачиваться на длине 3/4 от первоначальной длины рабочей части. Есть и более простое правило: если длина канавки для отвода стружки менее 10 мм, сверло переточке не подлежит.
В заключение можно упомянуть про сверла с левым вращением. Они требуют применения реверсивных дрелей и нужны только в достаточно редких ситуациях, например для засверливания обломанного крепежа перед его удалением.
Металлорежущий инструмент широко представлен в каталоге интернет-магазина AIST.
Начало заточки сверл
Шаг 1: определите свое сверло
Сверла бывают самых разных типов и размеров. От скручивания и каменной кладки до штифта, шнека и лопаты. Точильный станок Drill Doctor предназначен для заточки спиральных сверл и сверл по камню до 3/4″. Если вы не уверены, какое сверло у вас есть, вот отличное руководство по идентификации вашего сверла. На этом изображении показана стандартная бита Twist/Jobber.
От скручивания и каменной кладки до штифта, шнека и лопаты. Точильный станок Drill Doctor предназначен для заточки спиральных сверл и сверл по камню до 3/4″. Если вы не уверены, какое сверло у вас есть, вот отличное руководство по идентификации вашего сверла. На этом изображении показана стандартная бита Twist/Jobber.
Шаг 2: выберите угол при вершине
Сверла по каменной кладке предназначены для сверления отверстий в бетоне или кирпиче, спиральные сверла предназначены для более широкого спектра операций сверления, например, по дереву, металлу и пластику.
В зависимости от материала, разный угол при вершине сверла облегчит процесс сверления. Двумя наиболее распространенными углами при вершине будут 118 градусов и 135 градусов. Сверло 118 считается универсальным стандартом для большинства работ по дереву и мягким металлам. 135 градусов — отличный угол при вершине для сверления твердых металлов, таких как сталь. Из-за более широкого угла 135-градусная насадка требует второго процесса заточки, называемого расщеплением.
У Drill Doctor есть станки для заточки сверл, которые затачиваются либо до 118 градусов, либо до 118 и 135 градусов плюс разделение. Как только вы поймете, что вам нужно для сверления, вы сможете заточить сверло до этого угла. Это означает, что не имеет значения, какой угол заточки у вашего сверла в настоящее время, его можно заточить под любым углом.
Шаг 3: определите свой бюджет
Хорошие сверла стоят недешево, а точилка для сверл продлит срок службы вашего сверла в 10 раз. Заточные станки для сверл стоят от 60 до 150 долларов США с различными характеристиками и функциями, которые будут соответствовать вашим потребностям в бурении и проекте.
Если вы определили, что для сверления в большинстве случаев вам нужна древесина или мягкие металлы, вам следует запланировать потратить от 60 до 100 долларов на хорошую точилку для сверл. Поскольку биты на 135 градусов предназначены для более серьезных применений и требуют второго процесса заточки (разделки), стоимость этих станков составляет от 100 до 150 долларов.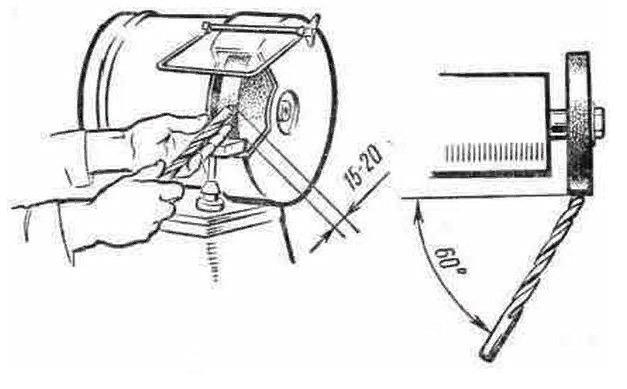
Шаг 4: Выберите точилку!
К настоящему времени вы определили тип сверла, узнали разницу между углами при вершине 118 и 135 градусов и установили ожидаемый бюджет. Последний шаг — выбрать точилку для сверл!
Помните, что независимо от текущего угла при вершине сверла, вы можете затачивать любой угол, который лучше всего подходит для вашего проекта. Это означает, что если вы купите станок на 118 градусов, вы все равно сможете затачивать биты на 135 градусов, они просто будут заточены до 118 градусов.
Точилка для любителей $60
Заточка на 118 градусов
Сверла до 1/2 дюйма
Легкие
Патрон Easy Align
Сменный алмазный точильный круг
Купить 350X
Многофункциональное точило для инструментов
Двойные станции заточки
Заточка сверл на 118 градусов
Заточка ножей/инструментов
Патрон Easy Align
Сменный алмазный точильный круг
Сменные абразивные диски
Двухскоростной двигатель
Магазин Х2
Усовершенствованная точилка за 100 долларов США
Заточка под углом 118 или 135 градусов
Сверла диаметром до 1/2 дюйма
Заточка с раздельным наконечником
Прочный металлический корпус
Сменный алмазный точильный круг
Купите 500X
Профессиональная точилка за 150 долларов США
Полностью регулируемая заточка в диапазоне от 115 до 140 градусов
Сверла до 3/4 дюйма
Разделенная заточка/Создание
Регулируемый съемный материал
Металлический корпус для долговечности
Купите 750X
Угол заточки сверла 135 или 118
ТониЛ
Участник
- #1
У меня есть насадки на 118 и 135 градусов, а также сверло для их заточки (а иногда и изменение угла резания).
А вообще какие ракурсы нравятся:
Вошедшие участники не видят это объявление
Ски_М
Участник
- #2
Я заметил, что многие производители сверл любят рекламировать угол 135 градусов с разделительной точкой для работы с металлом, но это также должно хорошо работать и для искусственных материалов.
118 градусов обычно используется для многоцелевых материалов и деревообработки, но и здесь было бы неплохо использовать разделительные точки. Это немного более агрессивно, быстрее удаляет более мягкие материалы и, следовательно, быстрее просверливает их.
Дикарь
Участник
- #3
135 градусов отлично подходит для дерева и пластика, некоторые люди утверждают, что 140 градусов намного лучше, но на самом деле углы заточки — это компромиссы! Другие факторы, такие как угол рельефа кромки и спираль, также важны!
Другие скажут, что параболические сверла или сверла Pilot/Bullet намного лучше по множеству веских причин.
JMHO, либо спиральные сверла, либо насадные сверла наиболее экономичны!
ТониЛ
Участник
- #4
Большое спасибо. Я думаю, что я оставлю первоначальный угол. У меня достаточно бит в обоих ракурсах, чтобы выбрать то, что я хочу. Спасибо еще раз.
Сильванит
Участник
- #5
Я предпочитаю точку разделения 135 градусов для дерева, пластика и металла. Я соответственно перезаточил свои 118-градусные биты. Если вы используете Drill Doctor для создания точек разделения, внимательно прочитайте инструкции. Задний угол для точек разделения различен.
С уважением,
Эрик
Сабахарр
Участник
- #6
Демонстрируя здесь мое невежество в этом вопросе, но для неметаллического сверления можете ли вы действительно определить разницу между ° сверла?
ТониЛ
Участник
- #7
Не уверен. Если бы мой Drill Doctor не допускал более одного угла, я бы даже не знал, что существует более одного угла. Как это по незнанию.
НиттаниЛион
Участник
- #8
Я большой поклонник 135. Я использовал свой DD для переточки многих моих 118 на 135. Я также использовал точки разделения на большинстве своих.
Ски_М
Участник
- #9
Сабахарр сказал:
Демонстрируя здесь мое невежество в этом вопросе, но для неметаллического сверления можете ли вы действительно увидеть разницу между сверлом °?
Нажмите, чтобы развернуть…
Как я уже упоминал, угол 118 градусов предназначен для более быстрого и агрессивного удаления материала и не подходит для более твердого материала. Вы получаете гораздо больший износ на самом кончике сверла при сверлении более твердого материала, и его нужно будет чаще перетачивать, если вы неправильно используете сверло.
Вы получаете гораздо больший износ на самом кончике сверла при сверлении более твердого материала, и его нужно будет чаще перетачивать, если вы неправильно используете сверло.
Между двумя одинаковыми сверлами, заточенными под обоими углами, вы быстрее просверлите и расчистите отверстия в мягкой древесине и более мягких твердых породах с помощью более агрессивного сверла.
С менее агрессивной насадкой у вас будет меньше вырывов в пластике, а также меньше выколов.
Дикарь
Участник
- #10
Приятное чтение объясняет, почему говорят, что выступ и спираль/поворот так же важны, как и угол сверла. Для меня это слишком технично, думаю, острое сверло и секрет удаления стружки для сверления заготовки ручки независимо от материала.
Для меня это слишком технично, думаю, острое сверло и секрет удаления стружки для сверления заготовки ручки независимо от материала.
DRILL POINT GEOMETRY by JOSEPH MAZOFF
Если вы сверлите заготовку для наборов ручек Long Click или Artisan Clicker, возможно, стоит подумать о параболическом сверле, потому что; параболические сверла чаще всего используются для глубокого сверления, параболические сверла сверлят отверстия быстрее, чем другие модели сверл, параболическая спираль позволяет стружке быстро стекать вверх, не блокируя отверстие и не требуя частого извлечения сверла для очистки от стружки. Параболические сверла редко разрушают область вокруг входных и выходных отверстий, оставляя меньше повреждений, которые необходимо исправить после сверления. Недостатком хороших параболических сверл является стоимость! Собственная только одна бита обошлась мне в 6 долларов, и я не стал их фанатом.
Я использовал насадку для пера Long Click, и у меня не было проблем!
its_virgil
Участник
- #11
Мне тоже нравится точка разделения на 135 градусов
Делай хорошие повороты каждый день!
Дон
Ски_М
Участник
- #12
Должен отметить, что если вы просто изредка просверливаете отверстие в более мягкой древесине, 135 градусов более чем достаточно. Вы будете сверлить немного медленнее, но отверстия будут немного чище, и вам придется очищать канавки немного чаще, но сверла, безусловно, прослужат дольше между заточками.