alexxlab
alexxlab требования, варианты и инструкция по изготовления Роман Волков, блог Малоэтажная Страна
В работе на загородном участке часто использую не пластичную профильную металлическую трубу. При этом регулярно возникает необходимость ее изогнуть. Поэтому решил изготовить трубогиб своими руками. После его испытания хочу поделиться с требованиями к нему, а также возможными вариантами станка. Расскажу еще, как я делал распространенную модель.
Вариант самодельного трубогиба
Требования к ручному трубогибу
Из профильной трубы создают садовые арки, козырьки над входами в дом, на территорию и так далее. Самодельный трубогиб своими руками позволяет изогнуть металлопрокат с нужным радиусом без надлома. С помощью станка при необходимости даже можно сделать аккуратный круг из прямолинейной трубы.
Использование механического трубогиба
Когда металлопрокат изгибается, тогда происходит растягивание его наружной стороны. При этом у него сжимается внутренняя поверхность. Чтобы изготовить трубогиб, позволяющий выполнять качественный и нужный изгиб, я определил требования, которыми он должен обладать:
Чтобы изготовить трубогиб, позволяющий выполнять качественный и нужный изгиб, я определил требования, которыми он должен обладать:
- надежно фиксировать заготовку, что позволит выполнить изгиб в требуемом направлении;
- равномерно распределять приложенное усилие по изгибаемому участку;
- иметь в конструкции деталь-шаблон, с помощью которой станет возможным задавать угол изгиба;
- позволять одному человеку изготавливать гнутые заготовки без приложения запредельной физической силы.
Перечисленные требования позволили выбрать наиболее подходящую конструкцию станка из распространенных вариантов. Однако перед тем как сделать трубогиб своими руками в домашних условиях, мне пришлось изучить особенности популярных приспособлений. Ведь они отличаются сложностью устройства и даже предназначением.
Одна из распространенных моделей гибочного станка
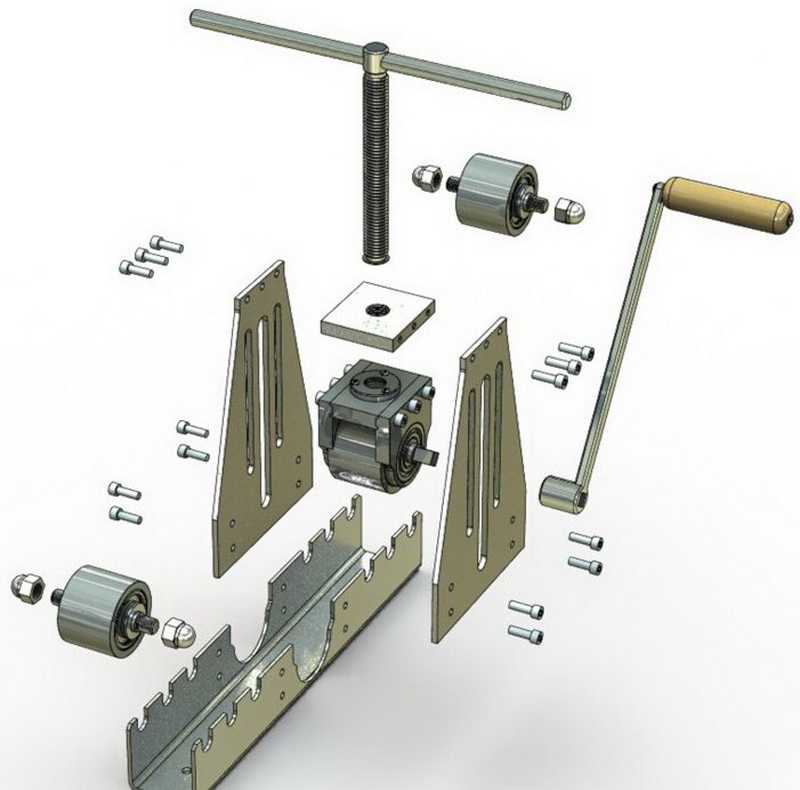
Простой обкаточный трубогиб с роликами
Этот вариант популярен как у сантехников, так и у домовладельцев.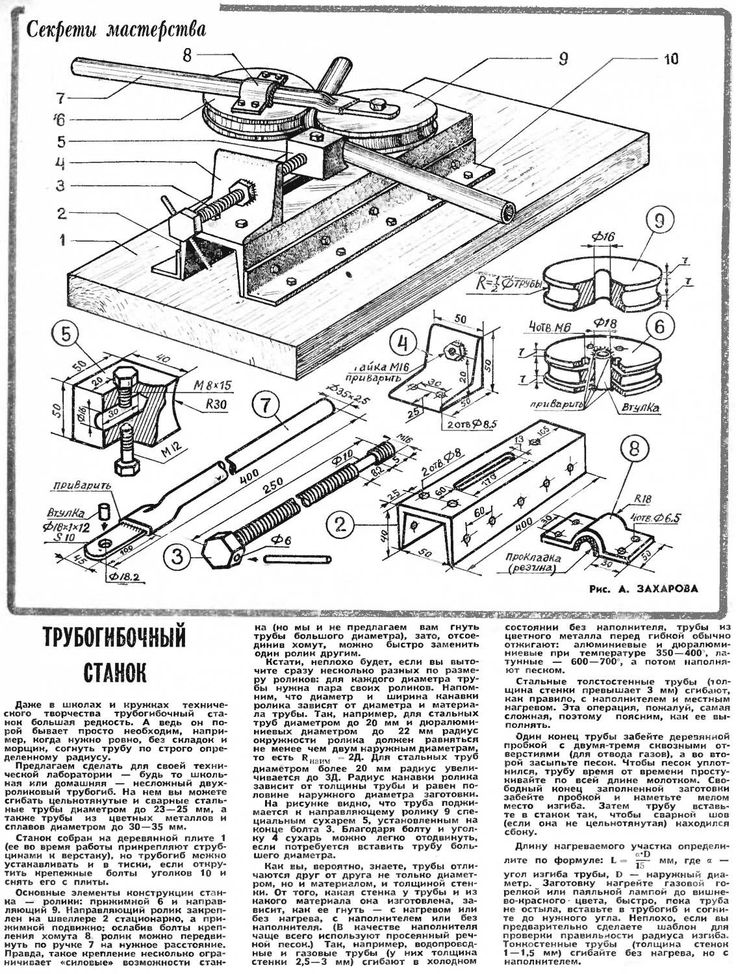
Основа приспособления представляет собой прочную станину (1). Ее делают из листового металла. Можно также использовать швеллер, потому что он выдерживает существенные нагрузки механического характера. Для крепления основы к неподвижному верстаку обычно используют болты. Вместо них нередко применяют мощные тиски.
В станочной основе делают отверстие для резьбовой шпильки. Она может быть заменена болтом. Любой из крепежей является осью (2). На нее надевают дисковый элемент, у которого с обеих сторон имеются реборды (3). Данная деталь является шаблоном. Он нужен для обкатки металлопроката.
Трубогиб с пластинчатой основой
Вокруг оси (2) также выполняется поворот рычага (5). Его изготавливают большой длины. Это позволяет прикладывать существенное усилие, чтобы изогнуть заготовку. На рабочем рычаге закрепляют прижимной роликовый элемент (4).
Если делают трубогибочный станок своими руками, тогда его часто оснащают несколькими комплектами дисков. Это позволяет гнуть трубы с разным профилем.
В конструкции трубогиба также предусматривают фиксирующую систему. Она нужна для закрепления конца трубы (7). Часто такая система представляет собой простой крючок или стопорный узел, который оснащен гайками (6).
Комплектация и принцип работы трубогиба
Чтобы выполнить изгиб металлопроката, сначала нужно отвести рабочий рычаг. Это позволит вставить прямолинейную трубу между прижимным роликом и обкаточным диском. В то же время необходимо конец металлопроката зафиксировать в стопорном элементе. После этого прикладывается усилие и поворачивается рабочий рычаг. В результате труба начинает изгибаться. Чтобы контролировать угол изгиба, станок можно оснастить шкалой с обозначенными градусами.
Самодельный и простейший ручной трубогиб для профильной трубы своими руками, чертежи с размерами которого позволяют быстро изготовить станок, обычно применяется для изгиба заготовок на 90°. Он не подходит для создания пологих дуг большого радиуса.
Намоточный трубогиб
Это более сложный вариант для трубы с круглым сечением. По данной причине он менее популярен у домовладельцев. Этот трубогиб для круглой трубы своими руками или промышленного производства позволяет создавать детали криволинейной формы, которые могут быть изогнуты в трех направлениях. Изготовленные элементы на нем применяются, например, при прокладке трубопроводных систем сложной конфигурации.
При использовании намоточного трубогиба сначала край заготовки фиксируют на рабочем колесе (1) с помощью зажимного механизма (3). В непосредственной близости от него находится упорный ролик (2). Это неподвижный элемент для подачи прямолинейного отрезка трубы. Именно он задает начало изгиба. После включения конструкции начинает медленно вращаться рабочее колесо. Оно крутится за счет наличия в конструкции, например, редуктора. Для этой цели также может использоваться гидравлическая передача. В результате вращения на колесо-шаблон происходит как бы наматывание трубной заготовки.
Детали и работа намоточного приспособления
Собирают также для профильной трубы намоточный трубогиб своими руками, чертежи которого обязательно подготавливают на первом этапе. Некоторые его варианты позволяют изгибать заготовки с небольшим радиусом кривизны. Часть таких приспособлений способна даже полностью разворачивать прямолинейную трубу на 180°. Эти устройства часто используют мастера, изготавливающие кованые изделия.
Чертеж варианта гибочного приспособления
Собственноручное изготовление трубогиба из утиля без токарных работ
Для своих нужд решил делать вальцовочный станок для гибки профильной трубы своими руками, чертежи для которого подготовил заранее. Его еще называют прокаточным устройством. Конечно, оно не представляет собой полностью идеальную конструкцию. Однако возможностей приспособления вполне хватило, чтобы изготовить дуги для теплицы и козырьков над входными группами.
Один из чертежей трубогиба
Для создания моего варианта гибочного станка использовал материал, который подлежал утилизации. Его я подготовил, когда выполнял уборку в гараже и разбирал накопившийся хлам. При этом мне даже не пришлось обращаться за помощью к токарю, чтобы изготовить опорные валики. В результате получилось приспособление, на которое было потрачено минимум денег.
Итак, перед тем как сделать трубогиб своими руками, чертежи и описание которого уже были подготовлены, я нашел в гараже:
- много болтов;
- ненужный швеллер, длина которого составляла 1 м;
- обрезки труб;
- резьбовую шпильку М18 длиной 1 м;
- металлический уголок длиной 2 м;
- кучу б/у подшипников;
- металлическую пластину толщиной 5 мм;
- большое количество широких шайб, а также гаек.
Гайки, подшипники, шайбы, резьбовая шпилька для будущего станка
После подготовки необходимых материалов начал изготавливать гибочный станок для профильной трубы своими руками, чертежи которого уже были подготовлены. Процесс осуществлял следующим образом:
- Вырезал станину из швеллера. Ее длина составила 400 мм.
- Нарезал металлический уголок 25*25 мм. Из него получилось четыре стойки-опоры. Длина каждой из них составила 250 мм.
Обрезанный швеллер и стойки
- Очистил заготовки от ржавчины и грязи, чтобы дальнейшие операции проще выполнялись, включая сварочные работы. Для этого использовал металлическую щетку, которую установил на электродрель.
Щетка с металлической щетиной
- Перевернул швеллер, чтобы его полка оказалась внизу.
- Отметил на боковых частях швеллера месторасположение стоек из металлического уголка.
- Приварил четыре опоры к швеллеру. Эти стойки одинаковой высоты, перпендикулярные горизонту и параллельные друг другу образовали конструкцию в виде короба точно по центру.
 Именно в ней будет двигаться прижимная головка, укомплектованная соответствующим ведущим роликом.
Именно в ней будет двигаться прижимная головка, укомплектованная соответствующим ведущим роликом.
Закрепленные стойки на швеллере
- Вырезал из металлического листа пластину размером 130*80 мм и сделал в ней отверстие диаметром 19 мм точно по центру. Из этой же листовой стали подготовил еще одну пластину 80*70 мм. В ней тоже сделал точно такое же отверстие по центру. Кроме того, подготовил еще пару одинаковых деталей, в которых сделал вырезы углом.
Две подготовленные пластины
- Начал изготавливать прижимной ролик. Его конструкция состоит из нескольких частей. Одной из них является ось. Для нее использовал часть шпильки. Длина этого кусочка составила 200 мм.
- Сделал на шпильке временные упор из широкой шайбы и гайки.
- Отрезал от трубы диаметром 1 дюйм кусочек длиной 40 мм.
- Надел часть обрезанной трубы на шпильку.
Кусочек трубы на шпильке
- Вставил в зазор между шпилькой и надетой трубкой кусочки электродов диаметром 3 мм.
 Их распределил равномерно. При этом следил, чтобы они плотно расположились в зазоре.
Их распределил равномерно. При этом следил, чтобы они плотно расположились в зазоре.
Вставленные электроды в собираемый валик
- Сделал еще одну оболочку для прижимного валика. Для ее изготовления использовал трубу с внутренним диаметром 32 мм.
- Надел вторую оболочку. Однако пришлось предварительно ее разрезать только с одной стороны и чуть-чуть расширить. Когда в дальнейшем выполнял сварку, получившийся разрез заполнил расплавленным металлом.
Надетая вторая оболочка с разрезом
- Обварил аккуратно всю конструкцию сначала с открытой стороны.
- Снял временную шайбу с гайкой.
- Обварил прижимной вал с другой стороны.
- Отшлифовал места сварки.
- Подготовил опорную пластинку для подшипников прижимного валика. Для этого приварил к ней строго симметрично друг другу две цапфы. В противном случае валик перекосит. Из-за этого ухудшится качество изгиба трубы.
Приваренные две одинаковые цапфы
- Надел подшипники на шпильку с каждой стороны прижимного валика.
Надетые подшипники на шпильку
- Установил надетые подшипники в вырезы цапф и приварил их. Крепление сделал точечное. Иначе подшипники могли перегреться.
Точечно приваренные подшипники
- Отрезал от шпильки еще один кусочек длиной 400 мм. Он нужен, чтобы сделать силовую передачу для вала.
- Завел обрезанную шпильку в отверстие пластины с цапфами и накрутил гайку. При этом резьбовой стержень вышел из нее на 2 мм.
Накрученная гайка на шпильке
- Приварил гайку к шпильке.
- Навинтил еще одну гайку на шпильку, но уже с другой стороны. При этом ее не затягивал до конца. Оставил зазор около 0,5 мм. Это нужно, чтобы пластина свободно крутилась на шпильке.
- Приварил гайку к стержню.
Вторая гайка на шпильке
- Опустил собранный элемент между направляющими деталями.
- Установил сверху подготовленную пластину. При этом через отверстие в ней пропустил шпильку.

Установка крышки-пластины
- Приварил пластину к направляющим.
- Накрутил на шпильку, которая торчала из отверстия пластины, еще одну гайку.
Вариант изготовления трубогиба для трубы с круглым сечением показан в этом видео:
- Приварил накрученную гайку к крышке-пластине.
- Прикрепил перекладину (маховик-рычаг) к резьбовому стержню с помощью сварки. Для изготовления рычага использовал профильную трубу. Он нужен, чтобы вручную вкручивать или выворачивать шпильку.
Приваренный рычаг к шпильке
- Установил пластиковые пробки на торцевые части маховика для исключения получения травм на ладонях, когда буду использовать изготовленный трубогиб для профильной трубы своими руками без токарных работ.
Еще одно видео по изготовлению трубогиба:
На следующем этапе приступил к созданию 2-х опорных роликов из шпилек и подшипников. Сначала отрезал два резьбовых стержня. Длина каждого из них составила 120 мм. Затем на шпильки накрутил гайки. Далее, надел на каждую из них сначала широкую, а потом узкую шайбу.
Затем на шпильках разместил по три подшипника. Потом на стержни надел по маленькой и большой шайбе. Далее, на шпильки накрутил еще по одной гайки и обрезал торчащие концы с резьбой. В завершение приварил накрученные гайки к большим шайбам и шпикам.
Об ошибках при изготовлении гибочного станка рассказывается в данном видео:
На следующем этапе приступил к изготовлению рычага длиной 250 мм, который нужен для вращения прижимного вала. Его сделал из куска квадратной трубы с вырезом на конце под ось приводного вала. С другой стороны рычага прикрепил ручку из шпильки диаметром 8 мм.
Дополнительно вертикально приварил с каждой стороны швеллера по четыре отрезка шпилек диаметром 6 мм, чтобы можно было меняет положение опорных роликов относительно оси всего приспособления – прижимного вала.
В завершение изготовления станка хорошо отшлифовал прижимной валик. Для этого использовал наждачку с крупным зерном. При этом мелкую абразивную бумагу не применял, так как грубая поверхность вала позволила улучшить процесс прокатки металлопроката.
Видео поможет узнать, как изготовить трубогиб своими руками или как сделать трубогиб в домашних условиях:
Коротко о главном
При самостоятельном изготовлении трубогиба уделяют особое внимание ряду нюансов. Он должен надежно фиксировал заготовку, равномерно распределять прикладываемое усилие, иметь в конструкции при необходимости деталь-шаблон. Станок также обязан позволять работать с ним одному человеку.
Самостоятельно собрать можно приспособление для круглой и профильной трубы. Оно создается с простой и более сложной конструкцией, включая устройство намоточного типа. Я изготавливал вальцовочный станок из утиля без токарных работ. Использовал швеллер и уголки в качестве основы, а также подшипники, гайки, шпильки, шайбы для создания валиков.
Напишите в комментариях, как думаете – все ли соединения должны быть сварными при изготовлении гибочного станка с вальцами?
Трубогиб для профильной трубы своими руками: чертежи, размеры
Подробное описание изготовления станка трубогиба своими руками.
Доброго времени суток! Думаю, многим домашним умельцам, приспособление для гибки труб, было бы весьма кстати, но покупать такой станок не каждому по карману.
Можно пойти иным путем и собрать ручной трубогиб для профильной трубы из доступных подручных материалов, имея базовые навыки металлообработки и используя нашу инструкцию.
Материалы для станины
Хотя для сгибания труб используется прокатка с небольшим приложенным усилием, основание станка должно быть прочным и устойчивым. Иногда есть смысл закрепить инструмент на жестком полу, чтобы при обработке массивных деталей сложной формы установка не опрокинулась.
Иногда есть смысл закрепить инструмент на жестком полу, чтобы при обработке массивных деталей сложной формы установка не опрокинулась.
Одно простое правило поможет правильно подобрать материал:
станина по конструкционной мощности должна быть сопоставима с обрабатываемой трубой, иначе деформироваться будет сам станок. Если станина набирается из нескольких элементов, они должны иметь как продольные, так и поперечные ребра жесткости.
В быту проще всего разжиться угловой сталью 80х80х7, 100х100х8 или около того.
Из четырех отрезков длиной по 60–80 см свариваются две Т-образные детали, при такой сборке их можно (и нужно!) хорошо проварить по обоим продольным швам.
Получившиеся профили соединяются двумя накладками в передней и задней части. Накладной уголок длиной 320–400 мм (в зависимости от ширины полок) накладывается ребром кверху, таким образом получается удобная плоскость, чтобы качественно выполнить соединение и получить 2 поперечных ребра жесткости.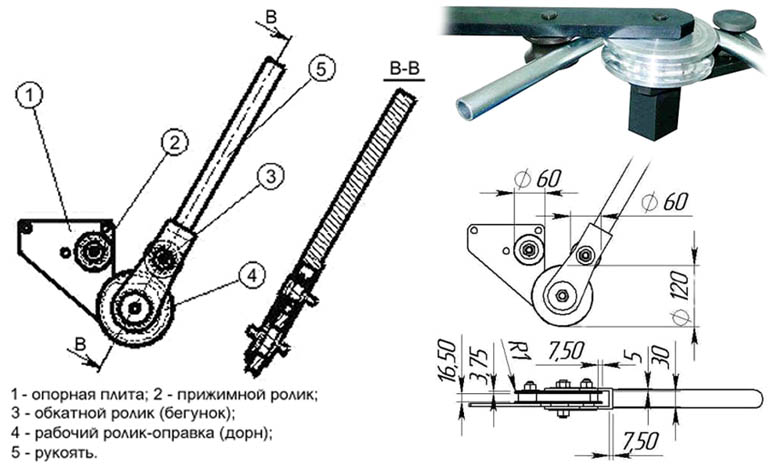 Еще 4–5 коротких (по 160–200 мм) фрагмента угловой стали устанавливаются снизу для еще лучшего скрепления половинок между собой и придания поперечной жесткости.
Еще 4–5 коротких (по 160–200 мм) фрагмента угловой стали устанавливаются снизу для еще лучшего скрепления половинок между собой и придания поперечной жесткости.
Для надежного соединения детали предпочтительно сваривать с изнанки, разложив их на заведомо плоской поверхности. Помните, что от сварки детали «ведет», поэтому сперва собираем станину на 5–6 мм прихватах, выравниваем, а затем обвариваем полностью. Примечательно, что при отсутствии сварки соединение можно выполнить на болтах, но они должны иметь диаметр не менее 12–14 мм, то есть возникает трудность сверления.
Прокатные валки — купить или изготовить
Во многих проектах трубогибов подразумевается использование шарикоподшипников, что не совсем верно. Их минус в неспособности выдерживать значительную радиальную нагрузку, подшипники будут «укатываться» достаточно быстро за исключением роликовых и многорядных.
Вы не пожалеете, если потрудитесь найти полиуретановые или полиамидные ролики, которые обычно встречаются среди комплектующих для грузовых тележек. Оптимальный типоразмер — 60–80х90–100 мм, то есть продолговатой формы. Подшипник внутри должен быть, как мы уже выяснили, роликовым и необслуживаемым. Подшипника может не быть вовсе, мы рассмотрим и такой вариант.
Оптимальный типоразмер — 60–80х90–100 мм, то есть продолговатой формы. Подшипник внутри должен быть, как мы уже выяснили, роликовым и необслуживаемым. Подшипника может не быть вовсе, мы рассмотрим и такой вариант.
Валки с полимерной обкладкой лишены недостатка стальных — они практически не проскальзывают по детали во время работы. Таким станком можно будет гнуть также хромированные или окрашенные детали, не повреждая покрытие. По поводу долговечности беспокоиться не следует — колесная продукция описанных типоразмеров рассчитана на нагрузку в 0,75–1 тонну и выше, то есть станок сможет выдержать прижимное усилие не менее 2 т, чего вполне достаточно.
Примечание: никто не отрицает достоинств металлических валков, в целом они подходят даже лучше полиуретановых. Но специальные ролики для трубогибов достаточно сложно встретить в ассортименте комплектующих, а их изготовление не каждому под силу, к тому же их поверхность должна подвергаться цементации.
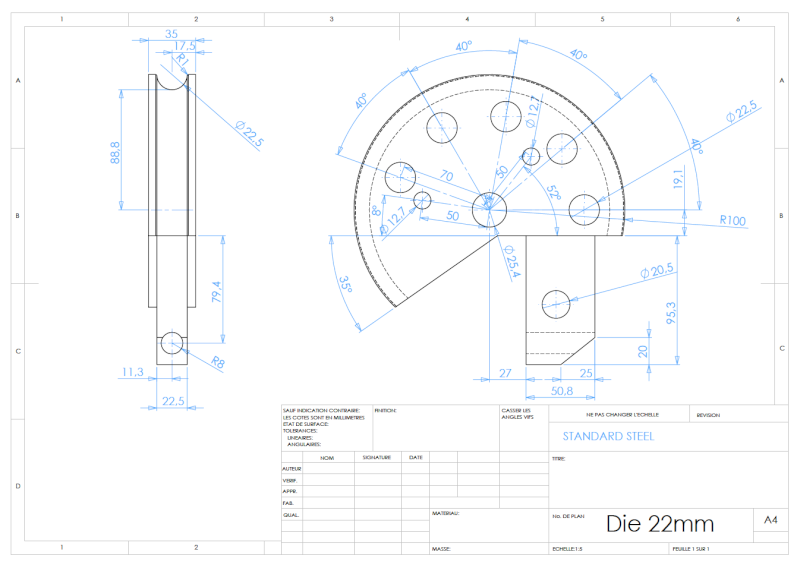
Рассматриваемая конструкция приспособлена для прокатки профильных труб квадратного сечения, но, имея несколько комплектов роликов с разной формой поверхности, можно успешно гнуть и овальные, и круглые трубы, и даже сложный профиль, если нужно. Ну а способов придать ролику нужный форм-фактор имеется множество, лишний повод навестить знакомого токаря.
Ну а способов придать ролику нужный форм-фактор имеется множество, лишний повод навестить знакомого токаря.
Механизм прижима
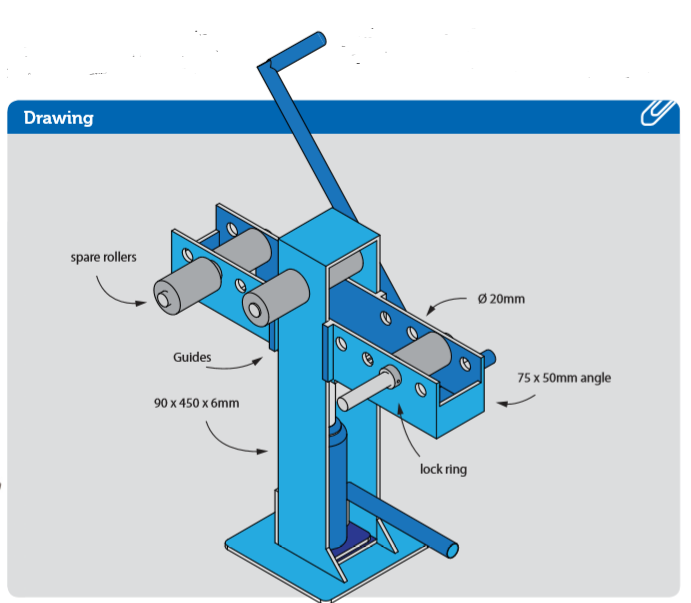
Делим станину пополам по длине и намечаем у боковых краев места установки вертикальных стоек. Их изготавливаем из отрезков такого же уголка, как и на станине, складывая их квадратом. Стойки нужно сместить чуть ближе к центру, примерно на 20–25 мм. Таким образом, получается просвет шириной 120–160 мм. Более чем достаточно.
Высоту стоек подсчитать несложно. Диаметр двух роликов, просвет для трубы в 100–120 мм и еще примерно 100 мм для свободного хода — итого примерно 400–450 мм. Варьируйте это значение в зависимости от габаритов используемого механизма сжатия. Стойки накрываются перекладиной, имеющей вертикальное ребро жесткости. Для этих целей неплохо обзавестись небольшим отрезком швеллера 70х40х8 мм.
Вторая часть механизма — основа для закрепления прижимного ролика. Ее лучше изготовить в виде рамки из уголка номинального размера, которая будет скользить по стойкам как по направляющим. Между рамкой и перекладиной размещается механизм прижима. Это может быть обычный трапецеидальный винт или автомобильный гидравлический домкрат — вы сами выбираете и тип и метод крепления, благо условия станины позволяют сделать это несколькими способами.
Между рамкой и перекладиной размещается механизм прижима. Это может быть обычный трапецеидальный винт или автомобильный гидравлический домкрат — вы сами выбираете и тип и метод крепления, благо условия станины позволяют сделать это несколькими способами.
Ролик крепится под рамку на двух обычных уголках, повернутых друг к другу с отверстиями под ось в вертикальных полках. Ролик на прижимном механизме может использоваться с подшипником, ну а приводные устроены несколько иначе.
Синхронизированный привод
Один из недостатков валков с подшипниками — сложность передачи вращающего усилия. На деле гораздо проще разместить валок без подшипника на закаленной шпильке соответствующего диаметра, а ее — в двух корпусных подшипниках, жестко закрепленных на станине. Обычно высота вала у таких подшипников вполне соответствует радиусу полиуретановых роликов, они помещаются с запасом 15–20 мм без дополнительных подкладок.
Два ролика без подшипника крепятся на разных концах станины так, чтобы в боковой проекции отступы между крайними и центральным роликом составляли по 1,5–2 их собственных диаметра.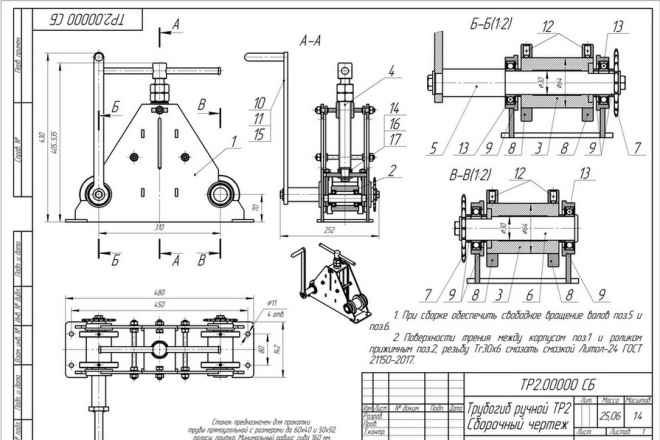
Если вы практикуете профессиональный подход — сделайте в станине небольшие прорези 120–140 мм длиной, чтобы регулировать положение роликов в зависимости от толщины обрабатываемой детали и желаемого радиуса изгиба. Это также потребует установки натяжного ролика для цепи, провис которой будет постоянно меняться.
Сам приводной механизм предельно прост: шпильки с обеих сторон ограничены стопорными кольцами, канавки можно нарезать дрелью и ножовкой по металлу. С одной стороны шпильки выступают примерно на 40–60 мм, к ним приварены обычные однорядные цепные звездочки. Перед сваркой разнородных металлов может быть полезно их слегка погреть и отпустить.
Рычаг привода выполняется обычным воротком, одна ось которого закреплена в трубке примерно равного внутреннего диаметра. Ее достаточно просто приварить под низ станины, продеть вороток и зафиксировать его конец стопорным кольцом. Естественно, предварительно на ось должна быть посажена и приварена приводная звездочка. Звездочки для натяжения и успокоения цепи можно закрепить прямо в станине, в этом случае шестерня под цепь должна иметь ступицу для посадки на вал или подшипник. Ось успокоителя достаточно легко приваривается к внутренней полке крайнего уголка станины.
Звездочки для натяжения и успокоения цепи можно закрепить прямо в станине, в этом случае шестерня под цепь должна иметь ступицу для посадки на вал или подшипник. Ось успокоителя достаточно легко приваривается к внутренней полке крайнего уголка станины.
Как усовершенствовать станок
Трубогиб описанной конструкции ничем не уступает аналогам, продающимся на рынке: прочный, надежный, комплектующие легко достать. Для большего удобства его рекомендуется поднять на уровень пояса, закрепив на верстаке или установив на ножки. Также не будут лишними ограничители наклона трубы, чтобы изгиб велся по окружности, а не по спирали.
Помните, что изготовленный вами станок — это достаточно прочная база с хорошим потенциалом модернизации. Если вы планируете серийное производство или хотите повысить точность, дополните станок простейшей гидравлической системой, чтобы сделать прокатку более легкой и равномерной.
Трубогибочные станки — станки Bud
Для гибки или придания формы трубам или прямолинейным заготовкам труб различной формы требуется использование специальных гибочных станков. Компания Bud’s Machine Tools предлагает различные гибочные станки марок BMT и Ercolina для удовлетворения ваших потребностей. Эти машины хорошо работают с круглыми, квадратными или прямоугольными профилями.
Компания Bud’s Machine Tools предлагает различные гибочные станки марок BMT и Ercolina для удовлетворения ваших потребностей. Эти машины хорошо работают с круглыми, квадратными или прямоугольными профилями.
Мы продаем трубогибы нескольких типов, в том числе верхние гибочные станки, ротационные гибочные станки и трубогибочные станки на оправке. Независимо от того, делаете ли вы простую деталь с одним изгибом или формируете более сложную форму с несколькими изгибами, у нас есть подходящая машина для вашей работы.
Основной процесс гибки включает в себя приложение механической силы к стандартной трубе или трубке, прижимая ее к штампу, чтобы сформировать изгиб с желаемым радиусом. Этот процесс может привести к некоторой деформации трубы, что часто приводит к овальной форме поперечного сечения.
Ротационные волочильные станки очень популярны, потому что они создают эстетически привлекательные изгибы с помощью специальных инструментов или наборов штампов. Инструмент помогает поддерживать постоянный радиус центральной линии, что приводит к точному изгибу. Ротационные волочильные станки полезны при изготовлении сложных деталей с несколькими изгибами.
Ротационные волочильные станки полезны при изготовлении сложных деталей с несколькими изгибами.
При использовании трубогиба с оправкой стальной стержень или связанный шарик вставляется внутрь трубы во время ее изгиба, чтобы придать материалу дополнительную опору. Эта дополнительная поддержка предотвращает деформацию материала.
По мере развития станков (да, мы сказали станки), эти часто скромные трубогибы и трубогибы дают невероятные возможности в руки самых маленьких мастерских в стране. Посмотрим правде в глаза, если люди, некоторые из этих небольших трубогибов и трубогибов не стоят больших денег, чтобы купить. Что они делают, так это просто дают вам самую большую отдачу, когда дело доходит до универсальности этих машин, из практически любой другой машины, о которой вы только можете подумать.
Для производственных цехов, больших или малых, владение одним или несколькими такими гибочными станками является находкой для компаний, которые будут использовать их каждый день. На вопрос о важности этого типа оборудования один из наших бывших продавцов ответил: «Если бы у меня была мастерская, где мне приходилось делать много труб и трубопроводов, у меня была бы по крайней мере одна такая машина».
На вопрос о важности этого типа оборудования один из наших бывших продавцов ответил: «Если бы у меня была мастерская, где мне приходилось делать много труб и трубопроводов, у меня была бы по крайней мере одна такая машина».
Теперь, в зависимости от того, сколько работы вы проделаете, это будет главным решающим фактором при выборе сложной машины. Читайте дальше, чтобы увидеть, насколько сложными они могут быть, и по-прежнему стоит небольших денег!
Что я могу получить за свои деньги в трубогибочном станке?
Это будет звучать как аплодисменты трубогибам и трубогибам. Дело в том, что за небольшие инвестиции вы можете получить столько производственных мощностей, сколько можете себе позволить. В настоящее время у нас доступно более десятка различных моделей машин. Несколько самых маленьких машин обозначены как настольные машины. Несмотря на то, что они установлены на верстаке (или фактически переносимы), мощность этих небольших трубогибов и трубогибов по-прежнему находится в диапазоне от ¼ до 1 ¼ дюйма для стальных или цветных труб. Это довольно хороший диапазон производительности для самого маленького из этих трубогибов.
Это довольно хороший диапазон производительности для самого маленького из этих трубогибов.
На большом конце производительности эти автономные машины могут легко обрабатывать трубы или трубы диаметром 4 дюйма. Вау , с емкостью 4 дюйма мы все могли бы делать профессиональные выхлопные системы в стиле гоночных автомобилей по выходным в наших гаражах и продавать их нашим друзья. А если серьезно, ребята, эти недавно разработанные трубогибочные станки действительно работают в производственном отделе.
Мы упомянули «новую конструкцию» — все трубогибы, которые мы продаем, имеют конструкцию либо с ротационным вытяжным устройством, либо с верхним гибочным устройством, либо даже с верхним гибочным устройством с вращающимся вытяжным устройством. Любая из этих конструкций (на самом деле, все эти конструкции) считается намного лучше, чем старые устаревшие машины в стиле поршня прошлого.
Что является воплощением трубогибов?
В верхней части шкалы вы обнаружите, что эти гибочные станки стали укладочной конструкцией, так как большинство из них будут работать (и работают) с 20-футовыми трубами. Теперь у вас есть трубогиб, который будет работать с 20 нижними колонтитулами, управляется ЧПУ, может принимать до 100 программ с десятью изгибами на программу в памяти. Эти машины оснащены 6-дюймовым сенсорным экраном для управления и программирования, который обычно расположен на отдельной панели управления. Эти машины обычно оснащены системой гибки с переменной скоростью и дополнительным гидравлическим зажимом.
Теперь у вас есть трубогиб, который будет работать с 20 нижними колонтитулами, управляется ЧПУ, может принимать до 100 программ с десятью изгибами на программу в памяти. Эти машины оснащены 6-дюймовым сенсорным экраном для управления и программирования, который обычно расположен на отдельной панели управления. Эти машины обычно оснащены системой гибки с переменной скоростью и дополнительным гидравлическим зажимом.
Опять же, при небольших инвестициях по сравнению со стоимостью других станков ваш новый трубогибочный станок может работать в 3-осевом режиме с показаниями DRO как для линейного направления, так и для направления вращения. Эти гибочные станки также могут быть оборудованы на этом уровне для полностью программируемой последовательности гибки и полностью автоматического отвода оправки.
У кого есть опыт и знания в области гибки труб?
Этот ответ — станкостроение Бада в Солт-Лейк-Сити, штат Юта. Наш опыт работы с этими типами гибочных станков восходит к нашему началу. Мы регулярно храним эти машины и обладаем знаниями и опытом, чтобы порекомендовать подходящую машину с первого раза. У нас есть опытный обслуживающий персонал, который может установить вашу новую (или подержанную) машину и при необходимости провести обучение работе с ней. Наш отдел запасных частей готов оперативно и профессионально реагировать на ваши потребности. Ответ «Bud’s Machine Tools», потому что у нас всегда есть — и всегда будет — ставьте наших клиентов на первое место!
Мы регулярно храним эти машины и обладаем знаниями и опытом, чтобы порекомендовать подходящую машину с первого раза. У нас есть опытный обслуживающий персонал, который может установить вашу новую (или подержанную) машину и при необходимости провести обучение работе с ней. Наш отдел запасных частей готов оперативно и профессионально реагировать на ваши потребности. Ответ «Bud’s Machine Tools», потому что у нас всегда есть — и всегда будет — ставьте наших клиентов на первое место!
| Какой тип гибочного станка мне подходит?
При гибке труб, труб, уголков, профилей и т. д. существует четыре основных категории гибочных станков, каждая из которых имеет свои преимущества и ограничения. Эти категории:
Компания J&S Machine предлагает машины трех из этих категорий (за исключением формовки с вытягиванием). Ротационные гибочные станки обычно используются для гибки в основном труб и труб. В случае наших ротационно-вытяжных гибочных станков YLM оправки и зачистные матрицы могут использоваться для получения очень тугих гибов при сохранении чистого внешнего вида. Инструмент может быть разработан для выполнения нескольких изгибов с минимальными прямыми участками между изгибами на множественной плоскости изгиба. Ротационно-вытяжной станок с толкающим роликом Гибочные станки , возможно, являются наиболее универсальным типом гибочного станка. Многие из станков с ЧПУ YLM, которые мы предлагаем, способны совмещать ротационно-вытяжные и профилированные гибки за одну операцию. Компрессионно-гибочные станки обычно используются с толстостенным материалом или материалом, который изгибается до радиуса, более чем в 2,5 раза превышающего наружный диаметр трубы. В случае наших двуголовых компрессионных гибочных станков YLM инструменты могут быть изготовлены для одновременного производства двух гибов на нескольких трубах.
Профилегибочные машины обычно используются для гибки уголков, нестандартных профилей и рулонов. Что касается наших гибочных станков TreC, то валки могут быть изготовлены по индивидуальному заказу, чтобы соответствовать большинству специальных профилей, и доступны различные приспособления для гибки уголков и двутавровых балок. Многие из имеющихся у нас станков TreC способны производить детали с несколькими радиусами, например овалы, за одну операцию. При принятии решения о том, какая категория гибочного станка вам подходит, есть несколько вопросов, на которые вы должны быть готовы ответить:
|