 alexxlab
alexxlab Сварка полипропиленовых труб,монтаж полипропиленовых труб,монтаж труб ПП видео
Трубы полипропиленовые соединяются между собой при помощи контактной сварки в раструб, которая является основным способом соединения труб полипропиленовых и делится на четыре этапа:
- резку труб по размерам,
- нагревание соединяемых участков труб,
- соединение труб между собой,
- охлаждение готового трубного соединения.
Подготовительные работы при сварке полипропиленовых труб
Сварка полипропиленовых труб, при всей своей технологичности, требует внимательного отношения во время предварительных работ по подготовке сварки. Прежде чем приступить к сварочным работам, необходимо внимательно осмотреть свариваемые детали и тщательно подготовить трубы к сварке. Соединяемые детали должны быть без сколов и трещин. Для того чтобы избежать возникновения подобных повреждений труб полипропиленовых, разгрузка и погрузка труб полипропиленовых, а также их транспортировка, должны осуществляться в условиях температуры наружного воздуха не ниже минус десяти градусов Цельсия.
При подготовке деталей к свариванию, обязательным условием должно быть проведение обезжиривания свариваемых поверхностей и тщательная очистка их от грязи.
Сварка полипропиленовых труб Стенки у деталей не должны быть ослаблены, перед монтажом проверяется степень функциональности закрывающих деталей. Резьба на деталях проверяется при помощи противоположной детали. Фитинги одеваются на оправку, проверяются на предмет свободной посадки. Шатающиеся на оправке фитинги отбраковываются в безусловном порядке. При низкой температуре уличного воздуха, сварка полипропиленовых труб производится только при условии начального прогрева соединяемых деталей. Перед началом монтирования полипропиленовых труб, они выдерживаются в тёплом помещении не менее двух часов.Если сварка полипропиленовых труб предусматривает использование армированных деталей, то, в безусловном порядке, перед началом работ, на концах армированной трубы снимается слой фольги на длину участка предполагаемой глубины сварки.
Сварка полипропиленовых труб производится электросварочным аппаратом для полифазной сварки, в комплекте которого имеются сварочные насадки необходимых размеров. При сваривании пластиковых труб необходимо наличие контактного термометра, резака или специальных ножниц, измерительного устройства, маркирующего устройства. Если диаметр соединяемых деталей превышает пятьдесят миллиметров, обязательно наличие шабера и монтажного устройства для сварки.
Перед началом сварки к сварочной машине прикрепляют нагревающие насадки, тщательно очищают тефлоновую поверхность от загрязнений при помощи ветоши и спирта, регулятором устанавливают нагрев на температуру двести пятьдесят-двести семьдесят градусов Цельсия, после чего сварочный аппарат подключается к сети. Время нагревания насадок зависит от температуры окружающей среды.
Сварку полипропиленовых труб можно начинать после того, как сварочный аппарат нагреется до рабочей температуры. Определение температуры производится при помощи контактного термометра, который необходим для замера значения температуры в двести шестьдесят градусов Цельсия. При обрезании торцов труб необходимо следить за остротой режущего инструмента, во избежание возникновения впадин на наружном диаметре свариваемой трубы.
Определение температуры производится при помощи контактного термометра, который необходим для замера значения температуры в двести шестьдесят градусов Цельсия. При обрезании торцов труб необходимо следить за остротой режущего инструмента, во избежание возникновения впадин на наружном диаметре свариваемой трубы.
| Диаметр трубы, мм | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Время нагрева, сек | 7 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Время соединения, сек | 4 | 4 | 6 | 6 | 6 | 8 | 10 | 11 | 12 |
| Время охлаждения, мин | 2 | 3 | 4 | 4 | 5 | 6 | 8 | 8 | 8 |
| Длина свариваемого шва, мм | 16 | 18 | 20 | 22 | 26 | 29 | 32 | 38 | 42 |
Пластиковые трубы, имеющие диаметр менее сорока миллиметров, свариваются вручную. Если же происходит сварка полипропиленовых труб диаметром от пятидесяти миллиметров и более, сварку нужно делать с использованием монтажных приспособлений, которые могут дать нужное давление.
Если же происходит сварка полипропиленовых труб диаметром от пятидесяти миллиметров и более, сварку нужно делать с использованием монтажных приспособлений, которые могут дать нужное давление.
Как правильно паять полипропиленовые трубы
1. Приготовьте материалы и инструменты
- Трубы;
- фитинги;
- салфетки;
- перчатки;
- паяльник;
- ножницы для труб;
- рулетка;
- карандаш;
- уровень;
- изопропиловый спирт.
2. Составьте схему трубопровода
YouTube‑канал «Ремонт своими руками»Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
3. Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.
YouTube‑канал «Дважды отец Дмитрий»Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать.
Поэтому во время работы проветривайте помещение.
4. Сделайте разметку
Пока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
Как видите, глубина пайки зависит от диаметра труб и фитингов.
YouTube‑канал FV MianoЧтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
termpro.ruНапример, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
5. Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
YouTube‑канал «Сергей Ефимов»Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения. И хотя многие мастера пренебрегают этим и ограничиваются лишь протиркой труб тряпкой, мы рекомендуем придерживаться технологии.
Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
7. Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.
Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.
YouTube‑канал «Дважды отец Дмитрий»Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
YouTube‑канал FV MianoПодержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий. Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
9. Проверьте соединение
YouTube‑канал FV MianoОпределить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
Читайте также 🛠🏠
видео урок, инструкция как паять
Для обеспечения качественного результата сварки потребуется стандартный набор инструментов и расходных материалов:
- Сварочное оборудование.

- Резак.
- Шабер.
- Обезжиривающее средство.
- Маркер, измерительные приборы и ветошь для очистки изделий от сторонних элементов.
Подготовка к работе
Для проведения правильного монтажа требуется провести ряд операций:
- Подготовить рабочее место. Перед осуществлением сварочных работ требуется проветрить помещение и очистить его от пыли. На рабочем участке не должно находиться сыпучих элементов, оседающих на горячей поверхности трубы, это приводит к снижению качества шва. Оптимальный температурный режим варьирует в пределах 18 — 30°С. Дополнительно следует обеспечить принудительную вентиляцию.
- Разработать схему водопровода. Указав длину отрезков водопровода и параметры комплектующих на чертеже.
- На сварочном оборудовании устанавливаются насадки, производится включение.

Диффузионная пайка
Для реализации метода потребуется доборная арматура и электронагреватель. Весь процесс заключается в проведении следующих действий:
Размещаются насадки на греющей части паяльника, его температура должна достигнуть отметки 260 гр. В насадки размещаются фитинги (на 2-3 секунды), подвергающиеся нагреву и частичному плавлению.
Инструкция пайки своими руками
- Используя линейку, маркер и резак, отмечается отрезок трубы, необходимой для спила. До этого делается пробная резка трубы, позволяющая проверить уровень заточки прибора.
- С торца снимается фаска и, ликвидируются заусеницы. При сечении труб от 4 см ее торец срезается под углом в 35-45°, что позволяет предотвратить появление задиров при пайке.
- Перед тем как спаять полипропиленовые трубы, необходимо проверить соединяемые изделия на отсутствие наружных повреждений и плотного прохождения элемента водопровода в соединительную часть без люфтов и перекосов.
 Если люфт не соответствует по параметрам, необходимо выбрать другую доборную часть.
Если люфт не соответствует по параметрам, необходимо выбрать другую доборную часть. - Соединительные части прочищаются спиртом или оцетоном. На окончании труб с помощью маркера помечается уровень погружения с учетом зазора в 1 мм, позволяющего предупредить деформацию изделий при спайке.
- Выбирается пара нагревательных насадок заданного диаметра. Их покрытие очищается обезжиривающим раствором с использованием ветоши и осуществляется проверка свободного вхождения в них соединительных изделий без большого люфта.
- Готовится электрический паяльник. На его греющей части крепятся заданные насадки, паяльник монтируется на подставке и подводится к электрической сети. На термостате нагревательного устройства выставляется метка для достижения желаемой температуры.
Вставка труб
Вставка соединительных деталей осуществляется после автоматического отключения термостата. Время нагрева — 2-3 секунды.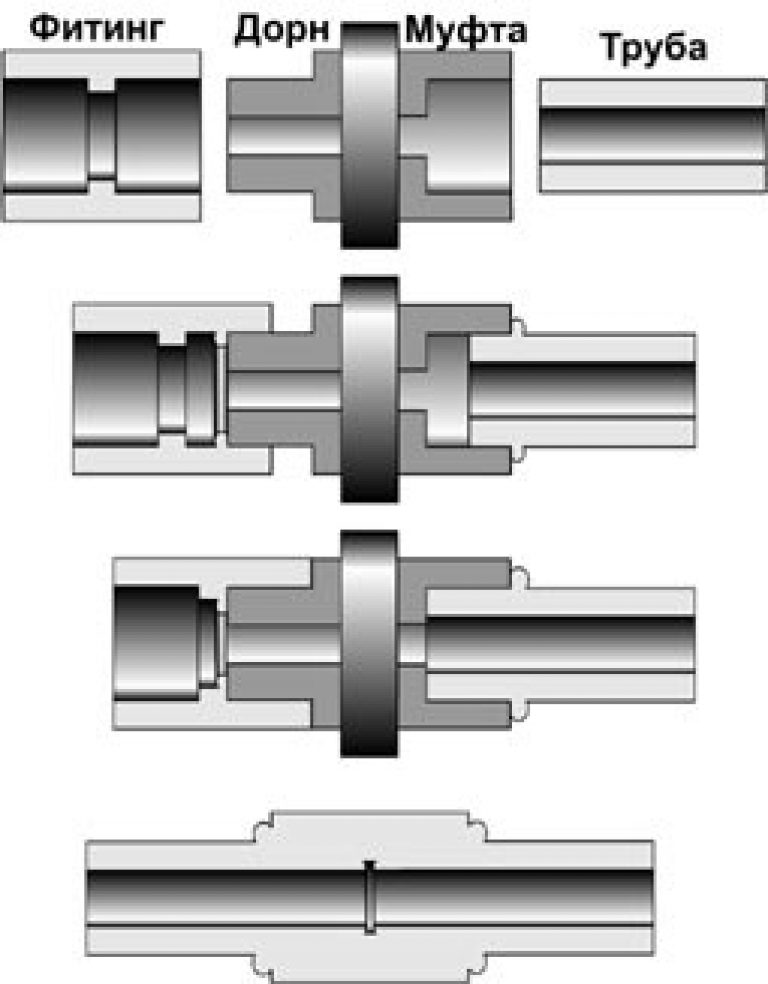 При трудном погружении изделий в насадки, можно их немного прокрутить вдоль оси. Поверх внутренней насадки размещается фитинг. На внешнюю насадку устанавливается конец трубы.
При трудном погружении изделий в насадки, можно их немного прокрутить вдоль оси. Поверх внутренней насадки размещается фитинг. На внешнюю насадку устанавливается конец трубы.
Их извлечение после прогрева производится в обратном порядке. Это объясняется большей толщиной стенок соединительной части и необходимостью в длительном нагреве.
Стыковка труб
После прогрева изделия снимаются с насадок паяльника и плавно размещаются друг в друга до достижения отмеченных маркером границ. Повороты соединений по отношению друг к другу не допустимы. Необходимо контролировать соосность образованного стыка.
По факту скрепления, изделия выдерживаются в фиксированном положении на протяжении 2-3 секунд, ориентируясь на табличные данные параметров спайки.
Если при нагреве детали неплотно размещаются на насадках, в момент плавления можно их слегка прокручивать. Однако, следует придерживаться угла поворота до 10 гр. В момент соединения изделия должны фиксироваться в одном положении.
В момент соединения изделия должны фиксироваться в одном положении.
Эксплуатация трубопровода допускается через час после соединения. При наличии дефектов на определенном участке трубы, его следует отрезать и заново сварить.
Плюсы методики
- Легкость монтажа.
- Дешевизна доборных элементов и электрического паяльника.
К недостаткам можно отнести неудобство применения прибора на труднодоступных участках.
Раструбная сварка армированных труб
Сварка труб, армированных алюминием, требует предварительного удаления наружного полипропилена и алюминиевой прослойки на глубину плавления. Этому послужит специальный резак или острый нож. Это требование не распространяется на трубы, армированные стекловолокном.
Нагрев и стыковка труб осуществляется по технологии:
- Подготовительный этап.

После обрезки и зачистки концов трубы, измеряется угол среза. Он должен составлять 90° для придания плотности состыковки при соединении. На трубе отмечается глубина сварки с учетом прибавки 2 мм.
- Сварочные работы. Одновременно вставляются изделия в дорн и в гильзу. Продержав заданное количество времени, производится соединение сварных элементов.
- При остывании конструкции не рекомендуется производить механическое воздействие.
Стыковая сварка
Стыковочная сварка чаще применяется для труб с большим сечением и толщиной. Технология пайки состоит из нескольких этапов:
- Обработки торцовой части с помощью резака.
- Разогрева через сварочное зеркало зачищенной части.
- Сварки расплавленных изделий с помощью механического давления.
Этот метод хорошо зарекомендовал себя, благодаря прочности шва (не ниже самого изделия) и автоматизации процесса. Весь процесс может производиться в полевых условиях.
Весь процесс может производиться в полевых условиях.
Способ сварки электрофитингом
Электрофитинги являют собой разные соединительные детали с особой конструкцией, во внутренней части размещены встроенные электрические нагреватели с выведенными наружу контактами.
Ход работ:
- Для начала процесса требуется запустить аппарат через автоматический режим на заданный промежуток времени (см. таблицу). Отключение произойдет автоматически. Дополнительно следует проверить уровень выталкивания пластика через контрольные точки на инструменте.
- Нарезаются отрезки заданной длины и обрабатываются обезжиривающим средством. Трубы очищаются с наружной стороны, а фитинг — с внутренней. Маркером ставится метка для прохождения фитинга.
- Готовые изделия вставляются в электрический фитинг и фиксируются, к внешним контактам подключается сварочное оборудование посредством провода.
 Под воздействием встроенного электронагревательного элемента осуществляется частичное плавление внутренней части фитинга и спайка с трубой.
Под воздействием встроенного электронагревательного элемента осуществляется частичное плавление внутренней части фитинга и спайка с трубой.
Холодная сварка
Реже используется метод по соединению труб через агрессивный клей. Аналогично пайке, склеивание труб начинается с заготовки элементов:
- Нарезки.
- Очистке от жира.
- Установки меток глубины проникновения.
Нанесение клея производится на соединительные элементы по отдельности. В заданном положении детали находятся близко 15 сек. Сам процесс эксплуатации производится через час. На протяжении этого времени соединенные изделия должны оставаться в неподвижном состоянии.
Метод соединения труб клеем сопоставим со сваркой. Но данная технология используется при монтаже холодного водоснабжения.
Сварка на труднодоступных участках
Для осуществления сложных монтажных работ необходимо разбить магистраль на составные части. Их пайка производится по отдельности. Затем осуществляется переход к самой большой и неудобной части.
Их пайка производится по отдельности. Затем осуществляется переход к самой большой и неудобной части.
Присоединяются изделия с меньшими параметрами. Один участок трубы жестко фиксируется на стене, предоставляя возможность отогнуть соединяемый элемент для размещения в насадке. Монтаж нагретых элементов должен производиться одновременно.
Сварка с использованием компрессионных фитингов
Краткая инструкция:
- Используя фаскосниматель, удаляются заусенцы и создается фаска для сохранения уплотнительного кольца при прохождении труб через фитинг.
- Замеряется на контуре глубина вхождения в фитинг для определения сопряжения труб со стопором.
- Труба обрабатывается смазкой.
- Подготавливается фитинг. Его можно полностью разобрать или послабить зажимную гайку.
- Осуществляется компрессионная сварка труб с переходником.
 Надевается зажимная гайка на трубу, на ней устанавливается цанга и корпус. На другом конце трубы размещается уплотнитель, закручивается гайка сначала рукой, потом ключом.
Надевается зажимная гайка на трубу, на ней устанавливается цанга и корпус. На другом конце трубы размещается уплотнитель, закручивается гайка сначала рукой, потом ключом. - Если в процессе участвует разборной фитинг, трубу заводят до стопорного кольца и зажимают гайку.
Распространенные ошибки
На первых этапах знакомства с технологией соединения труб не исключена возможность образования ряда ошибок. Для их предотвращения ниже приведен ряд рекомендаций:
- Недостаточный уровень прогрева паяльника приводит к снижению температурного режима. Это влияет на снижение качества сварки и образования протечки. Для исключения подобной ситуации, перед первой пайкой устройство прогревают до получения номинальной температуры (на протяжении 5 мин. и более) и не отключают его от сети до окончания всех работ.
- Под особый контроль попадает время плавления полипропилена на этапе прогрева.
 Если передержать изделие, материал сильно размягчается и деформируется. Отверстие может стать полностью перекрытым.
Если передержать изделие, материал сильно размягчается и деформируется. Отверстие может стать полностью перекрытым. - Длительная стыковка изделий между собой образует плохой сварной шов. Детали успевают охладиться, что негативно отражается на результате.
- До начала работ рекомендуется проверить все фитинги. При наличии трещин или геометрических нарушений формы изделий, трубопровод получится низкого качества.
- Вся комплектация должна быть изготовлена одним производителем. Выпуск изделий под разными брендами основные отличия в температуре плавления.
Если первая спайка завершилась неудачно, не рекомендуется применять фитинг повторно. Окончание трубы потребуется срезать.
Важные рекомендации
Кроме времени термического воздействия, необходимо придерживаться определенных правил пайки, напрямую влияющих на качество и эффективность технологии:
- В процессе эксплуатации сварочное оборудование должно быть подключено.
 Минимальное время между 2-мя пайками составляет не менее 5 мин.
Минимальное время между 2-мя пайками составляет не менее 5 мин. - Нагрев двух соединительных изделий должен производиться одновременно.
- Предварительная разметка на поверхности трубопровода обеспечит соблюдение правильной глубины сварочных швов. Она также выступает в качестве ориентира для правильного размещения двух деталей по отношению друг к другу.
- Не рекомендуется проворачивать детали на этапах соединения и остывания нагретых частей. Это способствует нарушению целостности сварного слоя и утере герметичности.
Таблица с размерами и временем сварки
Для получения качественного соединения, следует ориентироваться на параметры сечения элементов и температуры внешней среды:
Приведенная в табличных данных длительность нагрева соединительных элементов актуальна для проведения работ при температуре 20°С. Для более суровых условий требуется увеличить длительность нагрева.
Для более суровых условий требуется увеличить длительность нагрева.
По завершению монтажных работ следует обязательно пустить воду через магистраль и проверить места стыков на отсутствие протечки.
Видео уроки
Пайка полипропиленовых труб своими руками (видео)
Монтаж полипропиленового водопровода в квартире производится с помощью сварочного аппарата (паяльник) с насадками различного диаметра и ножниц для резки труб (труборез).
полипропиленовые трубы и фитинги
9 обязательных правил при монтаже разводки из этого материала:
- Поверхности сварочного аппарата (паяльника) и насадок имеют тефлоновое покрытие, в процессе эксплуатации оберегайте их от царапин, ударов.

- Материал и оборудование, если внесёны с мороза, выдержать до комнатной температуры, только после этого приступайте к работе — это обязательное условие.
- Труба и фитинги должны быть чистыми и сухими (при необходимости обезжирить или протереть ветошью).
- Срез необходимо делать перпендикулярно оси трубы.
- На паяльнике выставляете температуру равную 280 градусов, как погаснут контрольные лампы можно приступать к спаиванию.
- Труба вставляется во внутреннюю сторону насадки, а фитинг на наружную. Лёгким усилием, ровно, плавно насадить. На трубе появится характерный валик, во избежание заужения давление прекратить, выдержать рекомендуемое данному диаметру трубы время, снять и соединить друг с другом, плавно вводя трубу в фитинг. Ни в коем случае не вращать. Выровнять. Я ещё и наплыв приминаю (красивее получается).
- Момент, когда снял с насадки и соединил между собой, называется технологическая пауза. Она должна быть, как можно короче.
 Повторюсь, если по оси, соединил не ровно — не вращать! Лучше перепаять затратив другой фитинг, иначе будет протечка. Выдержать пока, так сказать «схватится». Существует руководство, которого необходимо придерживаться, в нём указаны: глубина варки, время нагрева, время соединения и остывания. Для труб разного диаметра эти параметры различны. Поставляется сие руководство в комплекте со сварочным аппаратом.
Повторюсь, если по оси, соединил не ровно — не вращать! Лучше перепаять затратив другой фитинг, иначе будет протечка. Выдержать пока, так сказать «схватится». Существует руководство, которого необходимо придерживаться, в нём указаны: глубина варки, время нагрева, время соединения и остывания. Для труб разного диаметра эти параметры различны. Поставляется сие руководство в комплекте со сварочным аппаратом. - На разогретые поверхности ни в коем случае не допустимо попадание воды, попадёт хоть капля — будет протечка. Бывает попадают ворсинки льна, но из-за короткой технологической паузы возможности их убрать нет времени, как ни странно протечки по стыку нет, но желательно это не допускать, кто знает, как это место поведёт себя лет через десять.
- Во время монтажа будьте внимательны: даже самое лёгкое прикосновение открытым участком кожи к паяльнику, даёт серьёзный ожог. При монтаже ни в коем случае не допустимо, по этой причине присутствие детей.
При соблюдении этих рекомендаций, успех обеспечен.
На фото паяльник, которым пользуюсь. Стоимость его не велика, а деньги затраченные на его приобретение перекрыл с лихвой.
паяльник и труборез
Посмотрите, как я сделал разводку в этом видео:
В рамках статьи всего не опишешь.
Подробный процесс по монтажу водопровода можно прочесть в моей электронной книге, она бесплатна, необходимо лишь ввести данные своей электронной почты. Уверен, книга — достойное пособие по этой работе, и не важно из какого материала.
Заинтересовавшемуся этой статьёй, не лишним будет знать:
А так ли прост монтаж полипропиленовых труб (видео)?
Надёжные краны для водопровода.
Надёжный электроинструмент для монтажа.
Если возникли какие вопросы, или есть дополнения прошу в комментарии. Гостям блога рекомендую подписаться на получение анонсов статей себе на почту, форма откроется при прокрутке страницы вниз.
А у меня на этом сегодня всё, успехов в монтаже, с уважением Андрей.
Если информация будет полезна друзьям, клик по иконке соцсети.
Поделиться с друзьями в сети:
1
Похожие статьи
Машина для стыковой сварки ПНД с ручным управлением для труб и фитингов из ПЭ, ПП (63-200 мм, двухкольцевое ручное управление для одной трубы) —
- Убедитесь, что это подходит введя номер вашей модели.
- ★ Аппарат для стыковой сварки ПНД с ручным управлением подходит для труб и фитингов из ПЭ и ПП.
- ★ Высококачественный дизайн и конструкция обеспечивают отличную сварочную машину как на рабочем месте, так и на заводе.
- ★ Использование высококачественного алюминиевого литья позволяет снизить вес без ущерба для прочности и производительности.
- ★ Свариваемые материалы PE PP PB PVDF HDPE PVC
- ★ Адрес доставки и логистика распределения: Компания GDAE10 имеет склады в Калифорнии и Нью-Джерси в США, и мы отправляем ее перевозчиками FED и UPS.Срок доставки 3-5 дней. У нас есть профессиональная команда по обслуживанию клиентов, которая ответит вам в течение 24 часов. Если у вас есть какие-либо вопросы, свяжитесь с нами. Вы заслуживаете лучшего послепродажного обслуживания.
Видео | РИТМО | Аппараты для сварки пластмасс
ЧПУ — ДЕЛЬТА ДРАКОН — 10 апреля 2014 г.Стыковая сварка плавлением может управляться автоматически с помощью системы ЧПУ DELTA DRAGON; это исключит любой риск ошибки из-за оператора.
BASIC — 10 апреля 2014 г.BASIC, линия машин для стыковой сварки труб и стыков из HDPE, PP, PB, PVDF диаметром от 40 до 355 мм. BASIC был разработан на основе тридцатилетнего опыта производства надежных и универсальных сварочных аппаратов, адаптированных к любым условиям окружающей среды, даже к самым суровым, таким как пустыни и шахты.Линия BASIC отличается превосходным соотношением цены и качества при сохранении надежности, точности и простоты использования в соответствии со стандартами RITMO. С …
ТРУБОРЕЗЫ — 14 апреля 2014 г.КУСАЧКИ для труб — это профессиональные инструменты, незаменимые для ручной резки пластиковых труб диаметром до 315 мм. Труборез TC 108, T1, TU 75, TU 140, T3 и T4 изготовлены из лучших сплавов, просты в обращении и практичны в использовании.
ALFA TEL-800 Предварительно изолированный ПНД — 14 апреля 2014 г.ALFA TEL — 800 — это машина для цехов, предназначенная для сварки предварительно изолированных труб из ПНД и клапанов для линий отопления и охлаждения. ALFA TEL — 800 производит предизолированные отводы из ПНД диаметром 400 ÷ 800 мм и кожухи для клапанов диаметром 400 ÷ 710 мм.
TURBO — 14 апреля 2014 г.TURBO — это инновационный скребок для труб, запатентованный RITMO для труб и фитингов диаметром от 20 до 63 мм SDR 6 до 11. TURBO прост и удобен в использовании.
ФИТИНГОВЫЕ ИЗДЕЛИЯ — 14 апр 2014 г.ALFA 1000 — это сварочный аппарат для мастерских, предназначенный для изготовления фитингов путем соединения отрезков труб с помощью специальных губок. Колена Ø 400 ÷ 1000 мм (16 «IPS ÷ 36» DIPS) Тройники — крестовины — тройники Ø 400 ÷ 800 мм (16 «IPS ÷ 30» IPS)
PRIMA UP 90 — машина для сварки торцевых головок — 28 июн 2018ИНФОРМАЦИОННЫЙ ЗАПРОС: [email protected] ПЛЮС: ТОЛЬКО ОДИН ОПЕРАТОР ИДЕАЛЬНАЯ ЦЕНТРАЛЬНАЯ ТРУБКА / ФИТИНГ КОМПАКТНЫЙ И ЛЕГКИЙ — ГЛАВНАЯ ТРУБА 63 ÷ 250 мм ОТВОД 20 ÷ 90 мм УНИВЕРСАЛЬНЫЙ ДЛЯ ВСЕХ ОСНОВНЫХ БРЕНДОВ ТРУБ И СЕДЕЛЬНЫХ ФИТИНГОВ Prisma Up 90 — это специальная машина для сварки торцевых головок из полипропилена.Станок предназначен для сварки специальных соединений PP-R. как сборщики и редуцированные ветки. Небольшой вес машины позволяет легко ее отремонтировать. Рабочий диапазон: основной труба Ø 63 ÷ 250 мм; филиал …
SIGMA 1600 — 10 апреля 2014 г.Ленточнопильный станок для пластиковых труб диаметром до Ø 1600 мм. Sigma 1600 PRO специально разработан для выполнения легких резов с широким диапазоном углов (от -45 ° до + 67,5 °).Это идеальное оборудование для станков Alfa для изготовления фитингов.
STARGUN R — SB 20 — 10 апреля 2014 г.R — SB 20 — это компактный и эргономичный экструдер. Это самый маленький из серии STARGUN, который идеально подходит для работы в узких местах благодаря простоте использования и уменьшенным габаритным размерам. R — SB 20 оснащен регулятором производительности экструзии и системой безопасности, которая позволяет оператору работать только после достижения нужной температуры.Он способен обрабатывать до 2,2 кг экструдированного материала в час.
DELTA 630 ALL TERRAIN — 10 апреля 2014 г.Итальянский дизайн, известный своим особым вниманием к деталям, дает DELTA 630 ALL TERRAIN множество действительно практичных технических инноваций. Возьмем, к примеру, гидравлическую систему зажимов — это не только эстетический маневр, но и защита от столкновений при установке машины внутри траншеи.Возьмите с собой низкое потребление топлива и звукоизоляцию — защитит окружающую среду, ваше здоровье и сэкономит ваши деньги!
DELTA 355 ALL TERRAIN — 10 апреля 2014 г.DELTA 355 ALL TERRAIN — это машина для стыковой сварки, которая изменит ваше представление о работе на стройплощадке. Система ALL TERRAIN разработана для упрощения передвижения машины в условиях бездорожья, включая загрузку / разгрузку самой машины из транспортного фургона / грузовика.DELTA 355 ALL TERRAIN подходит для сварки труб под давлением (HDPE, PP, PVDF, PB) для транспортировки воды, газа и других жидкостей. Может сваривать трубы и фитинги диаметром от …
. RTC 710 — ЗАПАТЕНТОВАН — 10 апреля 2014 г.RTC 710 оснащен выдвижным рычагом для точной длины электрического соединителя, что является преимуществом при выполнении работ по техническому обслуживанию / ремонту на строительной площадке.Главный патрон имеет четыре выдвижных рычага, которые зажимают непосредственно внутренний диаметр трубы.
Советы и рекомендации по работе с пластиковой трубой
Безопасная, прочная и дешевая пластиковая труба является стандартом для водопроводных сетей, а DWV & lpar; слив & дефис; отходы & дефис; вентиль & rpar; система. Традиционно чугун, медь и сталь использовались во всех жилых и коммерческих зданиях, но в последние 50 лет или около того эти материалы были заменены ПВХ и поливинилхлоридом. и его пластиковых собратьев ХПВХ & lpar; Хлорированный ПВХ & rpar; и ABS & lpar; акрилонитрил-бутадиен-стирол & rpar ;.Различные трубы имеют разные «графики», которые относятся к толщине трубы и тому, какое давление она будет выдерживать.
Использование пластиковой трубы:
- ПВХ используется как для водоснабжения, так и для водостока, но для трубопроводов водоснабжения, только если они рассчитаны на давление. В некоторых юрисдикциях он используется для подачи в здание, но не для распределения внутри здания. Никогда не используется для горячей воды. ПВХ поставляется в разных графиках в зависимости от области применения — наиболее распространенными являются & двоеточие; график 35 для канализации, график 40 для водоснабжения и DWV и график 80 для высокого давления.ПВХ и АБС, используемые для DWV, также доступны с пенопластом.
- CPVC используется как для водоснабжения, так и для распределения, и, если это одобрено местными юрисдикциями, может использоваться для распределения горячей и холодной воды внутри здания. ХПВХ выпускается с медными трубками размера & lpar; CTS & rpar;, сортамента 40 и сортамента 80.
- ABS обычно используется только для DWV.
Трубы из ПВХ, ХПВХ и АБС обычно соединяются с использованием одних и тех же методов цементирования растворителем, также известных как сварка растворителем.Если это звучит немного пугающе, не волнуйтесь & двоеточие; это безопасно и просто & искл; Если вы собираетесь приступить к собственному пластиковому проекту, у нас есть несколько советов, которые помогут вам добиться успеха.
Стоит отметить, что эти трубы также могут быть соединены с использованием механических методов, таких как компрессионные фитинги, переходники с наружной и внутренней стороны на внутреннюю, резиновые втулки с зажимами и фитинги толкаемого типа с дефисом, хотя эти методы различаются для каждой трубы и обычно не считаются так же надежно, как и приклеивание & rpar ;.Чаще всего эти альтернативные методы используются для ремонта, а не для первичной прокладки сантехники.
Прежде чем начать
- Если вам не нужно снимать застрявший фитинг или решать какую-либо другую случайную проблему, вам, скорее всего, понадобятся только основы, чтобы приступить к работе с пластиковой трубкой резаки и ножницы для пластиковых труб, грунтовка для ПВХ и ХПВХ, а также клей для клея на основе растворителя. И не забудьте свое полотенце и искл.
- В случае разреза «не & дефис; так & дефис;» вам также может понадобиться инструмент для удаления заусенцев, сделанный для пластика, вы также можете использовать напильник, наждачную бумагу & sol; ткань или универсальный нож & rpar ;.Трубы большого диаметра часто лучше разрезать ножовкой, и в этом случае удаление заусенцев является абсолютной необходимостью.
- Если у вас есть устойчивая поверхность для установки контейнеров, вы можете сэкономить время, открутив крышки для грунтовки и цемента. К крышкам следует прикрепить аппликатор или «мазок», который можно оставить внутри контейнера & двоеточие; вместо того, чтобы поворачивать и открывать контейнер при каждом использовании, вы можете просто быстро вытащить мазок. Просто не забудьте закрыть все, когда закончите & excl;
- При соединении пластмасс нужно работать быстро, но также необходимо быть в безопасности.Хотя на самом деле вам не придется напрямую контактировать с кожей с грунтовкой или цементом & lpar ;, благодаря малярке & rpar ;, но рекомендуется носить нитриловые или другие химически стойкие перчатки. Убедитесь, что рабочая зона хорошо вентилируется, и не работайте вблизи источников высокой температуры или открытого огня.
Осторожно и искл; Существует множество различных цементов на основе растворителей & lpar; «клеи» & rpar; там, так что не забудьте внимательно прочитать этикетку того, что вы получаете.ПВХ, ХПВХ и АБС требуют разных цементов и полуфабрикатов; они не взаимозаменяемы. Существуют также переходные цементы для соединения различных материалов, а некоторые цементы специально разработаны для холодной погоды, быстрого высыхания и т. Д.
Лучшие методы измерения и резки труб
Конечно, первый необходимый шаг к склейке труб — это отрезать куски нужной длины. Во всех типах пластиковых труб кусок необходимо обрезать под прямым углом, удалить заусенцы и снять фаску & lpar; или снять фаску & rpar; по внешнему краю перед приклеиванием.Удаление заусенцев позволит обеспечить плавный поток воды по водопроводу или плавный поток отходов через дренажную трубу, а снятие фаски упростит вставку трубы в фитинг и предотвратит выталкивание всего цемента. примерки. & lpar; При использовании механического фитинга снятие фаски предотвратит повреждение прокладки или уплотнительного кольца. & rpar;
Теперь вы, вероятно, думаете, что в этот момент вы можете собрать все вместе для своей спринклерной системы или другого проекта, чтобы вы точно знали , , сколько отрезать, сделать надрезы, а затем навсегда склеить все вместе.Отличная идея, верно & quest; К сожалению, это не так — если вы установите пластиковые водопроводные соединения всухую с целью их измерения, вы получите неверные измерения.
Сухая труба проходит только часть пути в фитинг — цемент на основе растворителя & lpar; и небольшое скручивание & rpar; необходим для того, чтобы труба прошла до дюйма, где она упирается в выступ или выступ, называемый «ступицей». Загляните внутрь пластикового фитинга, и вы увидите ступицу чуть дальше середины отверстия.Это расстояние называется глубиной раструба.
- Пластиковые фитинги предназначены для соединения с пластиковой трубой с помощью посадки с натягом, также известной как прессовая посадка или посадка с трением. Это означает, что фитинг спроектирован так, что он не точно соответствует трубе — ступица фитинга на самом деле немного сужается, чтобы обеспечить максимально плотное прилегание, поэтому нет зазоров для заполнения клея и цемента.
- Клей для пластиковой трубы, несмотря на название, вовсе не клей. На самом деле это растворитель, который разжижает пластик, поэтому труба и фитинг будут плавиться вместе.Думайте об этом как о сварке металла — та же идея, но с использованием химикатов вместо горелки. После затвердевания соединения труба и фитинг перестают быть отдельными частями, что делает правильно зацементированное соединение практически герметичным.
- Если вам нужно точно знать, какую длину трубы вам нужно отрезать для вашего проекта, просто измерьте расстояние от ступицы фитинга до внешнего края, чтобы определить точную глубину раструба.
Профессиональный наконечник и двоеточие; У разных производителей может быть немного разная глубина гнезда, поэтому, если вы приобретаете фитинги у разных поставщиков и вам нужна высокая степень точности, вы можете измерить каждый фитинг.Если вы закупаете все фитинги от одного производителя, вам не нужно проверять каждый фитинг, но мы рекомендуем проверять хотя бы по одному каждого размера и типа.
Подготовка трубы и фитингов к приклеиванию
Подготовка к приклеиванию труб у каждого типа немного отличается. Тем не менее, ВСЕ необходимо очистить от грязи, жира, масла, воска или любых других посторонних веществ, и ВСЕ должны быть сухими и вставленными.
- Трубу и фитинги можно очистить наждачной бумагой или химическим очистителем.Учтите, что очиститель не заменяет грунтовку. Грунтовка начинает химическую реакцию трубы и фитинга, поэтому может иметь место надлежащее соединение. После очистки ПВХ и ХПВХ грунтуются и склеиваются. Приклеивается только АБС & полу; грунтовка не используется.
- Чтобы обеспечить надежное клеевое соединение, трубопровод и фитинг должны быть установлены сухими и соединенными дефисом. После того, как труба будет очищена и снята фаска, вставьте ее в раструб фитинга на глубину от одного дефиса до одной половины раструба.
- Если труба выходит за пределы дна, то есть доходит до глубины раструба, то трубу и фитинг необходимо оценить, чтобы определить, какая из них выходит за пределы допуска, а затем снова начать с другой трубы или другого фитинга.
Примечания к грунтовкам
Некоторые клеи ПВХ и ХПВХ содержат грунтовку, а некоторые грунтовки содержат чистящие средства. Некоторые виды клея вообще не требуют грунтовки, обычно используемой для труб из АБС-пластика. И грунтовка, и цемент должны наноситься с соблюдением всех мер предосторожности и процедур производителя, чтобы гарантировать безопасность рабочего и герметичное соединение.
Следует проконсультироваться с местной юрисдикцией относительно их конкретных требований. Если специалист по ремонту или профессиональный сантехник использует продукт, который не требует грунтовки на трубе из ПВХ или ХПВХ, им может потребоваться капитальный ремонт трубы, если инспектор сочтет, что грунтовка была необходима, но не была использовал.
Грунтовки бывают фиолетового или прозрачного цвета. В некоторых юрисдикциях требуется, чтобы грунтовка была пурпурной и чтобы цвет был виден во время осмотра.Если допускается использование прозрачной грунтовки, у сантехника должна быть банка с грунтовкой на рабочем месте, чтобы инспектор мог ее оценить.
Как подключить трубу и фитинги
Фактический процесс соединения труб и фитингов из ПВХ, ХПВХ и АБС называется «сварка растворителем». Это довольно простая процедура — нужно просто двигаться быстро и стараться не навести беспорядок & excl;
- Шаг 1 и двоеточие; Перед нанесением грунтовки и цемента всегда проверяйте, чтобы ваши срезы были квадратными и без заусенцев, даже при использовании резака для труб.Неровные порезы и случайные кусочки пластика делают сварные швы слабыми и могут вызвать проблемы на стыке в будущем. Труба должна быть сухой и очищенной от грязи и мусора.
- Шаг 2 и двоеточие; Убедитесь, что срок годности клея и грунтовки не истек. Срок годности большинства очистителей, грунтовок и клея составляет три года. Срок годности клея ХПВХ составляет два года. Дата изготовления указана на банке. Цемент должен быть жидким, а не густым, как желе.
- Шаг 3 и двоеточие; ТОЛЬКО для ПВХ и ХПВХ & lpar; ABS не использует грунтовку & rpar; — Нанесите грунтовку как на внутреннюю часть фитинга, так и на внешнюю поверхность трубы, начиная с фитинга.Вы захотите покрыть каждый на глубину гнезда. Не будьте скупы, но не используйте слишком много, чтобы он не растекся по лужам. Удерживайте фитинг или трубу так, чтобы в случае капания грунтовки она капала вниз и из трубы фитинга, а не внутрь.
- Шаг 4 и двоеточие; Когда вы закончите наносить грунтовку, быстро нанесите цемент на фитинг и трубу, пока грунтовка еще влажная. & lpar; Грунтовка иногда выглядит сухой, но она все равно будет влажной, если соединение будет выполнено в течение пяти минут.Это период, когда химические вещества в грунтовке испаряются. & Rpar; Нанесите большой ровный слой цемента прямо на загрунтованные участки.
- Шаг 5 и двоеточие; Вставьте трубу в фитинг, медленно повернув ее на четверть оборота. Это приведет к растеканию цемента и созданию более прочного сварного шва. Полоса цемента должна образоваться вокруг нового шва, при этом излишки цемента будут вытеснены.
- Pro Наконечник и двоеточие; Если ориентация фитинга имеет значение — например, в случае колена или тройника — вставьте трубу фитингом на четверть или дефис от ее окончательного положения.Таким образом, фитинг будет идеально выровнен, когда вы повернете его для распределения цемента.
- Шаг 6 и двоеточие; Крепко удерживайте новое соединение в течение 30 секунд, чтобы все оставалось на месте, пока растворитель делает свое дело. Через 30 секунд два куска пластика «расплавятся» в достаточной степени, чтобы их оставили в покое для полного отверждения. Аккуратно сотрите излишки цемента и грунтовки сразу после 30 секунд & полутвердого; оставив его включенным, можно повредить трубу.
- Шаг 7 и двоеточие; Время схватывания см. В инструкциях производителя цемента.Большинству потребуется не менее двух часов, прежде чем соединение будет запущено.
Соединение пластика с другими материалами
Трубы из ПВХ и ХПВХ можно соединять друг с другом и с другими материалами трубопроводов, такими как медь и полиэтиленгликоль. Это можно сделать с помощью переходников «папа» и «мама». Если при использовании этого метода один из переходников металлический, рекомендуется, чтобы пластмассовая сторона соединения была наружной стороной. Если вы примените переходник с металлической вилкой к переходнику с пластиковой розеткой, фитинг с внутренней резьбой будет подвергаться нагрузке, может сломаться и потребовать замены.
ПВХ и ХПВХ могут соединяться с помощью компрессионных муфт и нажимных фитингов. Рекомендации производителей по сборке и ограничения в отношении расположения & lpar; т. Е. Внутри или снаружи зданий & rpar; следует строго соблюдать.
Трубы DWVиз ПВХ и АБС могут быть соединены с чугунными, медными и оцинкованными вентиляционными трубами с помощью гибких муфт. Муфты для материалов, которые могут быть соединены, будут проштампованы на фитингах. Некоторые экранированы лентой по периметру и закреплены несколькими дефисами для обеспечения стабильного перехода.Пластиковые трубы могут быть присоединены к разнородным металлическим фитингам с помощью прокладки типа «толкатель и дефис», вставляемой в чугунный фитинг.
Как приклеить пластиковую трубу & lpar; Видеоурок & rpar;
Узнайте, как быстро и правильно загрунтовать и приклеить пластиковые трубы & lpar; PVC, CPVC, ABS и т. Д. & Rpar; для прочных стыков без протечек и дефисов.
Сварка полипропиленовых труб + видео
Теперь ни у кого не возникает сомнений в надежности полипропиленовых труб.При правильном уходе они могут прослужить около 50 лет. Все благодаря уникальности материала, который не гниет и не подвержен коррозии.
Но чтобы все шло по плану и ваш трубопровод прослужил вам долгие годы, необходимо провести качественную сварку полипропиленовых труб. Для этого вам нужно будет следовать инструкциям.
Внимание! Полипропилен — разновидность пластика.
Благодаря своим уникальным свойствам и долгому сроку службы полипропиленовые трубы практически вытеснены с рынка металлопродукции.В результате все больше и больше людей хотят знать, как сваривать такие трубы.
Начать с того, что есть давно зарекомендовавшие себя ручные сборки полипропиленовых труб. Позволит не только подключать одного диаметра, но и делать сложную разводку. Для этого нужен специальный переходник.
Инструкция по монтажу полипропиленовой трубы также включает в себя работу с контурами и установку различных видов арматуры. В результате вы сможете построить систему любой конфигурации.
К сожалению, без недостатков не обошлось. Несмотря на все свои преимущества, после сварки и монтажа полипропиленовые трубы расходятся. Более того, даже при отключении повторного использования продукта не получится. Вот почему вы должны делать все по инструкции. В этом случае созданный дизайн не нуждается в доработке.
Необходимое оборудование ↑
Подготовка к сварке полипропиленовых труб начинается с выбора подходящего инструмента.Для того, чтобы сделать все точно по инструкции, вам понадобятся:
- Станок для сварки раструбов;
- специальные насадки для труб разного диаметра;
- машинки для стрижки,
- fastenmaster, Бритва
- .
Каждый из этих инструментов вы можете найти в строительном магазине. Но есть оговорка, что сварка полипропиленовых труб происходила именно так, что пользователю не нужно покупать самое дешевое оборудование. Например, качественный сварочный аппарат позволяет работать намного дольше, не повредив насадки тефлонового слоя.
Совет! Если не хотите тратиться на покупку аппарата для сварки полипропиленовых труб по инструкции, возьмите его в аренду.
В большинстве случаев насадки идут в комплекте с машиной. Но у более дешевых аналогов их не может быть. Поэтому, если вы видите слишком низкую цену, обязательно спросите о пакете.
Инструкция по сварке ↑
Сварочный аппарат не представляет собой ничего сложного. Пользоваться ими довольно удобно. Особенно, если он сделан хорошо.Сама инструкция по сварке полипропиленовых труб состоит из следующих этапов:
- Измерьте и отрежьте полипропиленовую трубку нужной длины.
- Обучение. Чтобы процесс сварки прошел точно по инструкции, нужно подготовить все элементы. Это позволит избежать путаницы. Фурнитура должна быть выложена основанием для установки.
- Аппарат предварительного нагрева для сварки. Установите температуру 260 градусов по Цельсию. Как только прибор достигнет желаемой температуры, сигнальная лампа погаснет.
- Нагрейте поверхность полипропиленовых труб с помощью сварки и соедините их проволокой. Не делает поворотов. Это может привести к утечкам.
При соединении полипропиленовых труб по инструкции строго соблюдайте угол разреза. В противном случае о герметичном шве можно забыть. По окончании соединения обрезаны.
Внимание! Зачистка производится только после остывания шва.
Нюансы сварочной техники ↑
Чтобы сварить полипропиленовую трубу прошла по технологии, необходимо знать некоторые важные технические детали этой процедуры.Для начала, как правильно прогреть детали.
Тепло выделяется снаружи на краю трубы. В свою очередь, муфта прогревается изнутри. Глубина нагрева не должна быть слишком большой. Только после этого вы сможете соединять детали согласно инструкции.
Технология сварки полипропиленовых труб по инструкции на самом деле довольно проста. В месте стыковки двух деталей предварительно нагретый материал нужно сварить.
Чтобы сделать пропил точно по инструкции, необходимо не забыть о фаске.В качестве стандарта лучше всего взять немецкую норму DVS-2207-1. При этом стандартный уклон составляет 15 градусов, а депрессия в районе 2-3 мм.
Если брать отечественный стандарт, то фаску по инструкции делать 45 градусов. На это углубление будет приходиться треть толщины трубы. На самом деле для сварки полипропиленовых труб подходят оба. Если говорить об их эффективности. Достоверных данных по этому поводу нет. Но большинство строителей применяют именно немецкую версию.
Внимание! Перед снятием фаски с полипропиленовой трубки и внутренней части фаски согласно инструкции необходимо очистить.Также не мешает обезжиривание.
Сварочный аппарат следует устанавливать на специальный стенд. Процесс сварки следующий: одной рукой толкаем фитинг и трубу.
После того, как элементы достигли желаемого состояния, их необходимо быстро удалить, чтобы немедленно подключиться. Чем меньше период охлаждения, тем больше сварка полипропиленовых труб будет соответствовать стандартам качества пользователя.
Внимание! Время удерживания компонентов зависит от диаметра и толщины полипропиленовых труб.
Невозможно предотвратить перегрев деталей. В этом случае существует вероятность деформации фитинга и трубки. Все из-за потери прочности, вызванной слишком высокой температурой. Естественно после такого подключения невозможно.
Недостаточный нагрев при сварке полипропиленовых труб согласно инструкции категорически запрещен. Дело в том, что выполненное таким образом соединение будет иметь желаемую надежность. Это значительно увеличивает риск потери герметичности всей конструкции.О длительной эксплуатации в этом случае не может идти и речи.
Чтобы вставить трубу в муфту, потребуется приложить некоторое усилие. То же самое и с фитингом. Дело в том, что насадка выполнена в виде конусов. Однако их наклон составляет пять градусов. Диаметр рабочей поверхности соответствует продукту посередине.
Когда вы вставляете товар в гильзу, нужно довести его до упора. Сложность заключается в том, чтобы давить при любых обстоятельствах.Это может вызвать повреждение конструкции.
При сильном раздавливании ухудшает проводимость продукта. Это связано с тем, что в конце образуется утолщение. Но так как она внутри, то сбоку ее заметить несложно. Так что нужно проявлять особую осторожность.
Чтобы не ошибиться и все делать по инструкции, измерьте глубину рукава. Затем возьмите линейку и сделайте отметку на трубе изделия. Такая предосторожность застрахует вас от неприятных сюрпризов.
Внимание! Когда вы соединяете изделие вместе с муфтой, у вас есть несколько секунд, чтобы исправить свое положение.
Обезжирить зону сварки ↑
Для получения качественного соединения необходимо обезжирить зону сварного шва. Возьмите вату и полейте небольшим количеством спирта. Затем нанесите покрытие на внутреннюю часть фитинга. Также придется делать с концом трубы.
Не забывайте удалять частицы абразива. Даже пыль может отрицательно сказаться на качестве соединения при сварке полипропиленовых конструкций.Именно поэтому этому вопросу уделено столько внимания в инструкции.
Внимание! Пыль и песок вредны для тефлонового покрытия машины для сварки.
Спирт нужно обрабатывать не только деталями, но и насадками. Эта мера предосторожности поможет избежать прилипания пластика. Благодаря этому также снижается риск повреждения тефлонового покрытия. Такое случается довольно часто при механическом удалении мертвых останков с полипропиленовой рабочей поверхности.
Монтаж производится при установке элементов с помощью фурнитуры.Также должны быть установлены повороты. Последние лучше всего приваривать отдельно, чтобы не нарушать руководство пользователя.
Не забывайте, что по Общей инструкции по строительству следует позаботиться о переходах между стенами. Также нужно произвести подключение к железам. Тогда сварку можно будет делать на весу.
К стенкам трубы крепятся при помощи хомутов. Они обеспечивают надежное крепление и могут служить десятилетиями. Она полипропиленовая конструкция просто одевается в них.
Внимание! Если у вас частный дом, пластиковые конструкции нельзя подводить непосредственно к котлу. Для этого потребуется специальная примерка.
Основной частью арматуры, соединяющей полипропиленовую конструкцию с котлом, является металлическая деталь длиной около полуметра. Он подключается непосредственно к обогревателю.
Преимущество конструкций из полипропилена в том, что их можно легко проложить внутри стен, и это не нарушает мануал жилого дома.Однако перед тем, как начать использовать трубопровод, необходимо провести испытание на герметичность.
Как видите, инструкция по сварке полипропиленовых труб ничего особо сложного не представляет. Достаточно соблюдать рекомендации, чтобы поддерживать нужную температуру, и не забывать о предварительной очистке и обезжиривании деталей.
Связанные с контентом
5 распространенных ошибок при сварке растворителем
Создание идеального сварного шва растворителем — важный навык, который пригодится при работе с водопроводными системами из ПВХ, АБС или ХПВХ.Что такое сварка растворителем? Когда вы соединяете трубы и фитинги из ПВХ, АБС или ХПВХ, вы не склеиваете их вместе. (Вы часто будете слышать, как цементы на основе растворителей упоминаются такими терминами, как клей для ПВХ, клей для труб, цементный клей, клей для сантехников и т. Д., Но на самом деле эти термины неверны.) Вместо этого труба и фитинг размягчаются и химически сплавляются друг с другом. создание одного предмета. После соединения их нельзя разбирать.
Вы можете получить наши лучшие советы по созданию идеального сварного шва растворителем в следующем видео.Кроме того, избегайте распространенных ошибок, перечисленных ниже, чтобы получить наилучшие результаты.
1. Неправильный выбор цемента для работы
Убедитесь, что вы используете правильный цемент для работы в зависимости от материала трубы, размера трубы и условий работы. Если в вашем проекте используются трубы из ХПВХ, обязательно используйте цемент из ХПВХ. Для фитингов из ПВХ используйте ПВХ-клей. Для фитингов из АБС-пластика используйте АБС-цемент. Если вы используете неправильный цемент, вам не удастся создать необходимый сварной шов.
Цементы на основе растворителей также следует выбирать в зависимости от размера трубы.Чем больше размер трубы, тем более густая вам потребуется вязкость. Например, если ваша труба 6 дюймов в диаметре, вы можете использовать цемент средней толщины, но если ваша труба 8 дюймов, вы должны использовать цемент тяжелого тела. Вы можете найти максимальный рекомендуемый размер трубы, указанный на цементной банке. Наконец, убедитесь, что ваш цемент рассчитан на условия рабочей площадки. Если вы знаете, что будете работать при температуре ниже 40 ° F, выберите цемент, состав которого полностью затвердевает при этих температурах, например All Weather Cement от Oatey, который одобрен для применения при температурах до -15 ° F.Точно так же, если вы будете работать во влажных или сырых условиях, важно выбрать цемент, который разработан для отверждения во влажных условиях, например, Oatey Rain-R-Shine или один из наших цементов Lava. Вы должны также рассмотреть вопрос о том, вы работаете на системы питьевого водоснабжения или систему DWV безнапорной и выбрать правильный цемент для этого приложения.
2. Неправильная подготовка трубы
Правильная подготовка трубы перед сваркой растворителем помогает снизить вероятность отказа.Для правильной подготовки трубы необходимо:
- Отрежьте трубу под квадрат — это обеспечивает максимальную площадь поверхности для создания сплавления и прочности соединения, обеспечивая самое прочное соединение.
- Очистите трубу от заусенцев — если не снимать заусенцы с трубы, кусочки пластика могут вырваться наружу и пройти через систему, что может привести к засорению таких элементов, как аэраторы. Заусенцы также могут улавливать определенные виды мусора, что в конечном итоге может привести к засорению системы DWV.
- Снимите фаску с трубы — если вы не снимаете фаску с трубы или не снимаете фаску с внешнего края, острые края могут соскрести цемент со стенок фитинга во время вставки трубы.Это может потенциально вызвать засорение или утечку.
- Очистите трубу — убедитесь, что нет грязи или жира, которые могут помешать сцеплению цемента с трубой и снизить его способность создавать надлежащее сплавление и прочность соединения или царапать внутреннюю часть фитинга, создавая пути утечки.
- Проверка посадки с натягом — Перед нанесением грунтовки или цемента на трубу или фитинг убедитесь, что сопротивление в ступице фитинга составляет от 1/3 до 2/3, чтобы обеспечить хорошую посадку с натягом.Фитинги имеют слегка сужающуюся форму и очень плотно прилегают друг к другу. Если труба и фитинг не подходят друг другу, это может привести к слабому стыку, разделению трубы или плохому сцеплению.
3. Пропуск грунтовки * или неправильное нанесение
Primer необходимо использовать для сварки растворителем на трубах из ПВХ и ХПВХ. Растворители в грунтовке смягчают трубу и фитинг, делая их более пористыми и позволяя цементу образовывать более прочную связь. При нанесении грунтовки убедитесь, что вы наносите ее агрессивно на фитинг, трубу и фитинг еще раз, не забывая повторно окунать его между каждым нанесением.После того, как вы загрунтовали трубу и фитинг, у вас есть 5 минут, чтобы нанести цемент и закончить соединение. Слишком долгое ожидание повлияет на создание хорошего шва растворителем.
* Трубка ABS является исключением; никогда не наносите грунтовку на трубу из АБС-пластика.
4. Не дожидаясь подходящего времени схватывания и отверждения
После сборки соединения его следует оставить в покое в течение рекомендованного установленного периода времени. Время схватывания — это время, необходимое соединению для достижения необходимой прочности, чтобы соединение не нарушалось при небольших перемещениях.
Время отверждения зависит от материала трубы, ее размера, температуры и влажности окружающей среды. Во влажных помещениях дайте 50% дополнительного времени для полного отверждения сварного шва растворителем.
Просмотрите наш обзорный документ для получения дополнительной информации обо всех наших предложениях по цементу и времени их отверждения / схватывания. Вы также можете просмотреть наши полные инструкции о том, как выполнять сварку растворителем с использованием цементов Oatey.
5. Недостаточный воздушный поток
По той же причине, по которой вам нужно дождаться подходящего для вашего проекта времени отверждения, в водопроводной системе, в которой вы завершаете сварку растворителем, должен быть воздушный поток.Без достаточного воздушного потока растворитель не испарится. Это может привести к выходу из строя трубы или соединения, поскольку растворители продолжают размягчать трубы и поверхности фитингов.
Благодаря нашим советам по созданию идеального сварного шва растворителем и знанию того, как избежать типичных ошибок, вы готовы к созданию долговечных соединений без утечек.
Что можно и чего нельзя делать при сварке труб из ХПВХ с использованием растворителя и цемента
Этот пост был первоначально опубликован в июле 2017 года и был дополнен дополнительной информацией и ресурсами, в том числе видеороликом об испытании соединения цемента на разрыв на разрыв.
При установке систем трубопроводов из хлорированного поливинилхлорида (ХПВХ) у вас есть несколько различных вариантов соединения трубопроводов и фитингов. В зависимости от размера трубы труба и фитинги могут иметь резьбу или фланцевое соединение, каждая из которых обеспечивает прочное и надежное соединение. Однако для большинства применений Corzan ® Industrial Systems рекомендует сварку на цементном растворе.
Цемент на основе растворителя не является клеем. Вместо этого это быстрый и простой процесс установки, в котором используются растворители и смола для химического сплавления трубы и соединения на молекулярном уровне, по сути, создавая один сплошной кусок пластика.Фактически, цемент на основе растворителя — единственный метод соединения, рекомендуемый для таких элементов системы, как расширительные петли, поскольку он позволяет трубе изгибаться и двигаться без нарушения или ослабления герметичного соединения.
Чтобы обеспечить правильное нанесение клея на основе растворителя во всей вашей технологической системе, мы собрали следующие рекомендации, которые следует и не следует помнить на протяжении семи этапов процесса соединения.
Если при установке на цементный раствор следует и что нельзя делать, посмотрите, насколько надежными становятся соединения, посмотрев видео об испытании на разрыв ниже.
Испытание на разрыв сварных швов цемента на растворителе ХПВХ
1. Резка ХПВХ
Что нужно: Используйте инструменты, предназначенные для работы с пластиковыми трубами и фитингами.
К предпочтительным инструментам для резки пластмасс относятся храповик, колесный резак для пластиковых труб, электрическая пила или пила с мелкими зубьями.
Что нужно: убедитесь, что ХПВХ обрезан под прямым углом, используя угловую коробку.
Обрезка трубы под прямым углом обеспечивает максимальную площадь склеивания.Чем больше площадь поверхности становится химически связанной, тем большую прочность будет проявлять соединение.
Запрещается: использовать тупое или сломанное лезвие режущего инструмента.
2. Снятие фаски и заусенцев из CPVC
Необходимые действия: Удалить заусенцы и опилки.
Заусенцы и опилки могут препятствовать надлежащему контакту между трубой и фитингом и могут оказывать чрезмерное давление на трубу и узел фитинга. Используйте инструмент для снятия фасок или напильник, чтобы удалить заусенцы и опилки с внешней и внутренней стороны трубы.
Действие: Сделайте небольшой скос на конце трубы.
Небольшой скос облегчает вход трубы в муфту и сводит к минимуму возможность вытирания цементного раствора с фитинга. Для труб размером 2 дюйма и более рекомендуется фаска 3/32 дюйма от 10 до 15 °.
3. Подготовка фитинга для цемента на основе растворителя
Что нужно: чистой сухой тряпкой сотрите рыхлую почву и влагу с муфты фитинга и конца трубы.
Рыхлая почва и / или влага могут замедлить время отверждения и снизить прочность соединения. Убедитесь, что подгонка хорошая, проверив, что труба легко входит в муфту фитинга на 1/3 — 2/3 глубины.
Примечание. Если нижняя часть трубы входит в фитинг с небольшим натягом, попробуйте новый фитинг.
4. Нанесение грунтовки
Следует: использовать грунтовку, соответствующую ASTM F656, и подходящий аппликатор.
Грунтовка необходима для подготовки места склеивания для добавления цемента и последующей сборки. Используйте подходящий аппликатор, такой как мазок, тампон или кисть, размером примерно в половину диаметра трубы.
Нанесите грунтовку на внутреннюю часть муфты фитинга и на внешнюю сторону конца трубы. Нанесите второй грунтовочный слой внутри муфты фитинга. Повторно наносите аппликатор так часто, как необходимо, чтобы вся поверхность обеих частей была липкой.
Нельзя: наносить грунтовку тряпкой.
5. Нанесение цемента на растворитель
Следует: использовать только цемент на основе растворителей, соответствующий ASTM F493
Свяжитесь с Corzan® Industrial Systems или производителем цемента на основе растворителей для получения рекомендаций по использованию в агрессивных химических средах.
Нанесите клей на основе растворителя, когда поверхность трубы станет липкой (не мокрой) от грунтовки. Соединяемые поверхности должны быть пропитаны и размягчены.
Цемент следует наносить кистью с натуральной щетиной или тампоном, который меньше диаметра трубы в два раза.Для труб размером менее 2 дюймов можно использовать мазок.
Нанесите толстый ровный слой цемента на внешнюю сторону конца трубы и средний слой на внутреннюю часть муфты фитинга. Для труб диаметром более 2 дюймов нанесите второй слой цемента на конец трубы.
Запрещается: допускать скопление цементного раствора на фитингах и трубах.
Запрещается: использовать цемент на основе растворителя вблизи источников тепла, открытого огня или при курении.
Запрещается: используйте цемент на основе растворителей, срок годности которого превышает срок хранения, или он обесцветился или загустел.
6. Сборка
После нанесения цемента сразу же вставьте трубу в муфту фитинга, повернув на 1/8 — 1/2 оборота до упора фитинга. В это время фитинг должен быть правильно выровнен для установки.
Труба должна совпадать с нижней частью муфты фитинга.После установки узел следует удерживать на месте от 10 до 30 секунд, чтобы обеспечить первоначальное соединение и избежать выталкивания.
Необходимо: Убедитесь, что вокруг стыка трубы и фитинга видна полоска цемента.
Если этот валик не сплошной вокруг заплечика гнезда, это может указывать на недостаточное количество цемента. В этом случае фитинг следует выбросить, а соединение снова собрать.
Сотрите излишки клея с растворителем тряпкой.
Требуется: Используйте оборудование для соединения труб большого диаметра.
Для трубы диаметром 6 дюймов и более рекомендуется использовать съемник для труб (длинный), чтобы собрать соединение и удерживать его на месте в течение начального установленного времени, не прилагая чрезмерных усилий, которые могут повредить трубу или фитинг.
Это оборудование необходимо настроить до начала грунтовки, чтобы можно было быстро выполнить сборку, пока грунтовка и цемент еще не высохли.
7. Время схватывания и отверждения
Растворитель цемента схватывается и время отверждения зависит от размера трубы, температуры, относительной влажности и плотности посадки.
Время высыхания меньше для более сухих сред, труб меньшего диаметра, высоких температур и более плотной посадки.
Сборке необходимо дать возможность застыть без какого-либо напряжения на стыке в течение времени, указанного в следующих таблицах. После начального периода схватывания со сборкой можно обращаться осторожно, избегая значительных нагрузок на соединение.
Действие: Соблюдайте рекомендованное время установки.
После того, как соединение собрано с использованием клея на основе растворителя, его нельзя трогать в течение определенного периода времени, чтобы обеспечить надлежащее «схватывание».”Рекомендуемое время установки следующее:
Необходимо: Соблюдайте рекомендованное время отверждения.
После того, как соединение будет собрано с использованием цемента на основе растворителя, цементу необходимо дать возможность должным образом «затвердеть» перед тем, как система трубопроводов окажется под давлением.
Рекомендуемое минимальное время отверждения показано ниже. Эти рекомендации должны служить только руководством, поскольку атмосферные условия во время укладки будут влиять на процесс отверждения.
Примечание: Высокая влажность и / или холодная погода потребуют более длительного времени отверждения.Обычно добавляют 50% к рекомендованному времени отверждения, если окружающая среда влажная или сырая.
Получите максимальную отдачу от цемента на основе растворителей
Для различных применений и размеров труб требуется разная вязкость цемента на основе растворителя. Чтобы убедиться, что вы выбрали правильный цемент на основе растворителя и правильно его использовали, свяжитесь с нашей командой технических экспертов и экспертов по продукции. Или начните с нашего полного руководства по цементу для растворителей .
Toro — 25 — PPR — Продукция Toro
Поля приложений
Гражданское строительство
Система «TORO 25» включает диапазон диаметров от 20 до 250, PN 10-16-20-25 и представляет собой действительную альтернативу использованию других материалов для строительства новых заводов, ремонта и замены.
Система TORO 25 сертифицирована для подачи питьевой воды и жидкостей для потребления людьми в соответствии с наиболее важными национальными и международными стандартами.
Устойчивость системы «ТОРО 25» к горячей / холодной воде обеспечивается ее собственными свойствами: прочностью на сжатие, низкой теплопроводностью, абсолютной безопасностью от коррозии, отложений, паразитных токов, истирания, конденсации.
Промышленные здания
На протяжении многих лет ATP разработала коррозионностойкие трубы и фитинги из термопласта с очень низким коэффициентом линейного расширения, одобренные для работы в экстремальных температурных условиях, подходящие для транспортировки промышленных жидкостей, дренажных систем, систем льяльных и балластных вод, сжатых системы кондиционирования воздуха, холодоснабжения, кондиционирования и отопления.
Системы TORO 25 (полный диапазон диаметров от 20 до 250) были разработаны для решения технических, эксплуатационных и экологических проблем, необходимых для различных промышленных приложений.
Морские и морские сооружения
В судостроении предотвращение коррозионных процессов — очень серьезная задача. Продукты и системы на борту ежедневно работают в экстремальных условиях.
С трубопроводными системами из полипропилена коррозия больше не является проблемой. «TORO 25» гарантирует долгий срок службы ваших систем, предлагая значительную экономию затрат на установку и управление.