 alexxlab
alexxlab принцип работы, виды, тонкости применения
Из этого материала вы узнаете:
- Нюансы названия аргонодуговой сварки (TIG) по ГОСТу
- Принцип работы аргонодуговой сварки
- Достоинства и недостатки аргонодуговой сварки
- Виды аргонодуговой сварки
- Аппараты аргонодуговой сварки
- 3 мифа об аргонодуговой сварке
- Аппараты аргонодуговой сварки
Начнем со странностей: термин «аргонодуговая сварка» не совсем правильный по сути, так как аргон – инертный газ, а значит, прямого воздействия на соединение металлических изделий не оказывает. Его функция – защита от начала деструктивных процессов в обрабатываемых материалах. Отсюда название – сварка в инертной среде. Но при этом при помощи данного метода можно работать с множеством различных видов металла, и здесь не нужны суперпрофессиональные способности. Ключевая особенность данной процедуры – простота.
Далее расскажем о принципе работы аргонодуговой сварки, перечислим ее виды и необходимое оборудование.
Оснастка и конструкция слесарно-сварочного стола
Нюансы названия аргонодуговой сварки (TIG) по ГОСТу
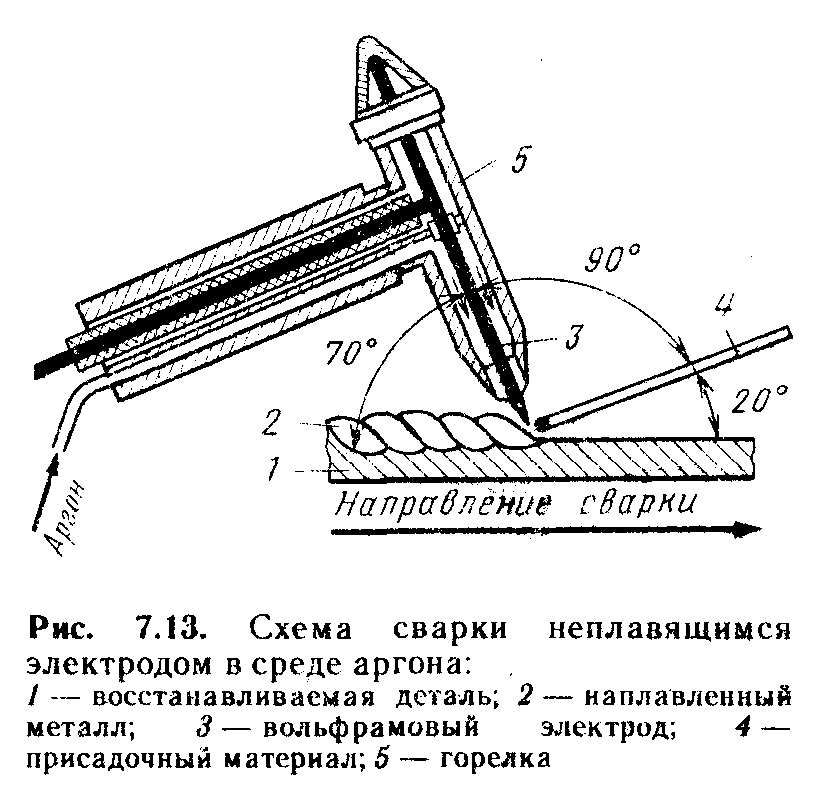
Для начала вкратце рассмотрим, что это такое – аргонодуговая сварка? Это универсальная сварка, также ее называют TIG-сваркой. При помощи нее можно варить любой тип металлов. Для выполнения такой работы сварщик должен уметь правильно подобрать присадку, иметь заправленный аргоном баллон и, конечно же, мастерство. Главный принцип аргонодуговой сварки – сваривание металлов и их сплавов в среде инертного газа неплавящимся электродом.
Рассмотрим факты, касающиеся названия сварки.
-
Обозначения латинскими буквами.
Занимательным фактом является наименование этого вида сварки. Оно, вероятнее всего, будет отличаться в зависимости от страны, и незнание правильной маркировки может запутать разнообразием аббревиатур. Для примера возьмем англоязычные страны, в которых аргонодуговая сварка обозначается как TIG и расшифровывается Tungsten Inert Gas, или ручная дуговая сварка неплавящимся (вольфрамовым (на шведском вольфрам – «tungsten»)) электродом в среде инертного защитного газа.
Такая маркировка чаще всего используется в Европе и Средней Азии.
VT-metall предлагает услуги:
Однако в Германии из-за особенностей немецкого языка аббревиатура пишется как WIG, оно же Wolfram Inert Gas.
В Северной Америке, в частности, в США, обозначение выглядит как GTAW и расшифровывается Gas Tungsten Arc Welding, что в переводе означает «сварка вольфрамовым электродом в среде защитного газа».
-
В России аргонодуговая сварка также имеет свое обозначение.
В соответствии с ГОСТ 14776-79, такой метод соединения металлов обозначается как ИН или ИНп. Аббревиатура ИН означает, что это действие производится в среде инертного газа при помощи неплавящегося электрода. В случае применения при такой сварке присадочных металлов к ИН дописывается маленькая буква «п».
-
Как же правильно писать: «аргонно-дуговая» или «аргонодуговая» сварка?
В соответствии с ГОСТ 2601-84, правильным написанием является – аргонодуговая сварка.

Принцип работы аргонодуговой сварки
Раньше для проведения сварочных работ необходимо было иметь профильное образование. В настоящее время существующие технологии упростили этот процесс до такой степени, что при наличии хорошего специализированного оборудования можно получить отличный результат, работая дома. Так, из-за простого и понятного принципа работы аргонодуговую сварку может производить даже рабочий, не имеющий высокой квалификации.
Главной особенностью аргонодуговой сварки, в отличие от обычной электродной, является использование аргона, который создает защитное облако при работе. Несмотря на это, температура в столбе дуги достигает +2 000 °C. Благодаря такой степени нагрева становится возможным применение вольфрамовой неплавящейся проволоки как основного расходного материала.
Существует несколько особенностей технологического процесса. Основные из них:
- Электроды для аргонодуговой сварки требуется держать на минимально возможном расстоянии от рабочей поверхности.
 Это обеспечивает необходимую температуру сварочной ванны, достаточную толщину шва и глубину провара. Из этого следует, что отдаление электрода от металла ухудшает качество сварного соединения.
Это обеспечивает необходимую температуру сварочной ванны, достаточную толщину шва и глубину провара. Из этого следует, что отдаление электрода от металла ухудшает качество сварного соединения. - Движение электрода для аргонодуговой сварки выполняется строго вдоль шва. Красивое соединение металла гарантировано, если специалист выполняет плавные движения без больших колебаний. Для создания требуемого провара необходима частая практика мастера.
- Смысл технологического процесса сварки с использованием аргона в том, что при создании сварного соединения на него не влияет кислород и азот, которые выделяются в процессе сгорания металла. Для этого требуется постоянный контроль нахождения электрода и присадочного материала в защитном облаке специального газа.
- Требуется соблюдать постоянную скорость подачи проволоки. Важно следить за отсутствием рывков, способствующих разбрызгиванию металла. Для корректной работы установки аргонодуговой сварки сварщик должен выполнять определенные действия: правильно выбрать угол для подачи присадочной проволоки перед горелкой, обязательно сохранять направление нанесения шва и точно настроить скорость подачи газа.

- Скорость, с которой накладывают сварной шов, должна быть медленной. Также следует учитывать возможные металлургические процессы, характерные для такой технологии обработки. Например, газ необходимо начинать подавать на поверхность на 10–15 секунд раньше, а завершать только через 7–10 секунд после окончания наложения шва. Для расчета расхода аргона используют специальные таблицы и нормы, прописанные в ГОСТ 14771 76.
Большинство тонкостей, связанных с производством этой работы, сварщик познает во время работы. Небольшую часть информации можно почерпнуть из специальных справочников и учебников по работе в среде инертных защитных газов. Компании, производящие оборудование, тоже пытаются завлечь возможного клиента, комплектуя оборудование различной необходимой информацией и расчетами разных режимов работы сварки, данных в инструкции по эксплуатации.
Основной принцип работы сварки с применением аргона состоит в правильном сочетании подачи присадочной проволоки, реакции вольфрамового электрода, скорости поступления инертного газа и темпа изготовления сварочного шва.
Достоинства и недостатки аргонодуговой сварки
Аргонодуговая сварка имеет следующие преимущества:
- Малое нагревание поверхности металла. При сварке алюминия, стали, титана, чугуна или других цветных металлов высокая температура противопоказана. Применение аргонодуговой сварки гарантирует качество выполнения сварочных работ на должном уровне.
- Довольно большая скорость исполнения работы.
- Аккуратный и прочный шов.
- Возможность выполнять необходимые работы в домашних условиях без специального образования. Исходя из статистики, большая часть людей, которые покупают аппараты для аргонодуговой сварки для домашнего использования, не профильные специалисты.
Несмотря на все плюсы, у сварки с применением аргона есть и недостатки. К ним можно отнести:
- Огромное число вспомогательных применяемых приборов.
- Человеку, который только учится выполнять аргонодуговую сварку, довольно сложно выбрать правильный режим работы, так как при работе с некоторыми металлами применяется импульсная сварка или точечный метод нанесения шва с перерывами.

- Отсутствие возможности полностью защитить шов при наличии сквозняка или сильного ветра.
Виды аргонодуговой сварки
Рассмотрим современные типы аргонодуговой сварки:
- Ручной. При такой работе мастеру необходимо использовать обе руки, держа в одной из них горелку, а во второй присадочный пруток.
- Полуавтомат. Во время работы с таким оборудованием мастер лишь ведет горелку, а пруток подается автоматически.
- Автомат. Как правило, используется только на заводах. Движение горелки и подача прутка происходят автоматически. Контроль чаще всего осуществляет оператор, но существуют линии, где ряд работ выполняется посредством оборудования с числовым программным управлением.
Аппараты аргонодуговой сварки
Большое количество людей пребывают в состоянии замешательства, сталкиваясь с огромным количеством материалов и инструментов при самостоятельной попытке разобраться, как правильно использовать аргонодуговую сварку. Однако это быстро проходит, так как современные многофункциональные сварочные станции предлагают широкий спектр возможностей.
Однако это быстро проходит, так как современные многофункциональные сварочные станции предлагают широкий спектр возможностей.
Существует три вида установок, используемых в бытовых или промышленных условиях:
- Специализированные. Оборудование такого типа используется для выполнения цикличных операций. Чаще всего это автоматические установки на конвейерных линиях промышленных предприятий.
- Специальные. Их также используют на заводах, судостроительных верфях, мастерских по ремонту, где производят обработку изделий одного размера.
- Универсальные. Такая установка необходима как для работы в домашних условиях, так и на любом предприятии. Она считается самой простой и знакомой всем ручной аргонодуговой сваркой, применение которой возможно и в первых двух случаях.
Для качественного выполнения сварочных работ необходимо иметь полный комплект оборудования. В него входят:
- инвертор или трансформатор, являющиеся источником тока для аргонодуговой или полуавтоматической сварки;
- стальной баллон вместе с газовым редуктором для аргона или гелия;
- газовая горелка, осуществляющая подачу инертного газа от баллона;
- осциллятор для бесконтактного розжига;
- электроды из вольфрама или графита, диаметр которых подбирается в зависимости от толщины свариваемых деталей;
- пруток присадочный – требуется при сваривании толстостенных металлических изделий, изготавливается из того же металла, что и заготовка, размер выбирается в соответствии с толщиной свариваемого металла;
- сварочная маска с особым стеклом, защищающая лицо и глаза, и краги (перчатки) сварщика для защиты рук от ожогов.

3 мифа об аргонодуговой сварке
Существует ряд заблуждений и мифов, связанных с проведением сварочных работ с использованием аргона. Необходимо помнить, что такой вид деятельности опасен и вреден. К тому же данный процесс усугубляется тем, что работа выполняется в среде защитных газов. Из-за этого был разработан ряд обязательных мер и условий для обеспечения безопасности мастера. При игнорировании этих правил могут возникнуть опасные для жизни и здоровья сварщика ситуации, на основе которых и циркулируют мифы о вредности и сложности аргонодуговой сварки.
Рекомендуем статьи
- Лазерная сварка труб: преимущества технологии
- Изготовление сварочного оборудования: необходимые характеристики и лучшие производители
- Аргоновая сварка труб: особенности технологии
Рассмотрим три мифа об аргонодуговой сварке:
-
Аргонодуговая сварка пагубно влияет на работника.
Для опровержения такого заявления обратимся к химии.
 Аргон является химически инертным газом и занимает третье место по объему в атмосфере планеты вслед за азотом и кислородом. Не имеет какого-либо запаха, вкуса или цвета, не является токсичным и взрывоопасным.
Аргон является химически инертным газом и занимает третье место по объему в атмосфере планеты вслед за азотом и кислородом. Не имеет какого-либо запаха, вкуса или цвета, не является токсичным и взрывоопасным.Аргон почти в 1,4 раза тяжелее воздуха, а потому вытесняет кислород. Во время работы с этим газом требуется соблюдать меры безопасности во избежание потери сознания и появления головокружения при попадании в дыхательные пути человека:
– Производить работы надо в проветриваемых помещениях с установленной вытяжкой в полу или на высоте 20–30 см от пола. При таких условиях аргон будет опускаться и выводиться из рабочего помещения.
– Во время производства вертикальных или потолочных швов с применением аргона требуется пользоваться средствами индивидуальной защиты, к примеру, шланговым противогазом.
– Обязательно нужно следить за уровнем кислорода во время работы с применением аргона. Для контроля этого параметра существуют ручные и автоматические измерительные приборы, которые должны показывать минимум 20 % наличия О2 в помещении.

-
Аргонодуговая сварка способствует ухудшению мужского здоровья.
Такое утверждение встречается среди студентов-сварщиков и пользователей без профильного образования. Его появление связано с незнанием того, как происходит процесс аргонодуговой сварки с использованием инертного газа. В основе мифа – применение слабого радиоактивного металла – оксида тория, который необходим для заточки вольфрамовых электродов, но при этом его содержание не превышает допустимого количества. В связи с этим, такое утверждение является ошибочным.
При заточке неплавящегося электрода необходимо находиться в респираторе, пользоваться вытяжкой и держать не больше трех килограммов ториево-вольфрамовых электродов. Если следовать этим правилам, все будет в порядке.
Несмотря на мелкие размеры вольфрамовой пыли и прочих частиц, которые раздражают дыхательные пути, они не могут нанести серьезный ущерб здоровью. Также необходимо помнить, что миф этот появился в начале XX века, когда такая технология только зарождалась.
 В наше время при производстве вольфрамовых электродов для аргонодуговых сварок используются безопасные и эффективные соединения.
В наше время при производстве вольфрамовых электродов для аргонодуговых сварок используются безопасные и эффективные соединения. -
Аргонодуговая сварка «капризна» в работе.
Большая часть современных аргонодуговых сварочных аппаратов оснащена немалым количеством надстроек и регуляторов по сравнению с оборудованием для ручной дуговой сварки.
Для работы с TIG-аппаратом необходимо специализироваться на данном виде оборудования или иметь высший сварочный разряд. Мастер сумеет выполнить хорошее сварочное соединение, применив при этом весь спектр возможностей.
При производстве сварочных работ каждому специалисту необходимо:
– выставить оптимальные настройки сварочного аппарата и тока;
– подобрать правильный диаметр вольфрамового неплавящегося электрода, исходя из мощности тока и толщины свариваемого металла;
– выяснить вид обрабатываемого металлического изделия и подобрать к нему присадочные прутки;
– подобрать необходимый инертный газ (чистый аргон или его смесь, а также гелий).

Выполняя все необходимые этапы, мастер сделает сварочный шов на любом типе металлических изделий. Аргонодуговая сварка является универсальной, но применяется довольно редко из-за большой материалоемкости.
Тонкости применения аргонодуговой сварки
При работе с аргонодуговой сваркой необходимо соблюдение определенных нюансов:
- Газ необходимо начинать подавать на поверхность на 10–15 секунд раньше, создавая защитное облако аргона, и завершать только через 7–10 секунд после окончания работы. Это защищает шов от растрескивания и обеспечивает его прочность.
- Следуя технической документации, правильно выставить скорость подачи проволоки, а также нужное напряжение и прочие требуемые параметры.
- При завершении шва требуется необходимо постепенно снижать напряжение дуги при помощи реостата.
В заключение отметим, что возможности аргонодуговой сварки практически безграничны, способ укладки шва очень простой и предоставляет возможность проведения работ даже неквалифицированным специалистам. Этим и обусловлено такое широкое распространение ее применения.
Этим и обусловлено такое широкое распространение ее применения.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Аргонно-дуговая сварка – что это?
Начнем с того, что вообще означает аргоновая сварка. Сейчас аргон используется во многих производственных процессах, и в сварке в том числе. Аргон по сути своей — инертный газ. Благодаря такой химической инертности, аргон не реагирует со свариваемыми материалами, и выступает в качестве защиты их от воздействия атмосферных газов, таких как — углекислый газ, кислород, азот, водяные пары и других вещества, которые могут повлиять на процесс сварки. Именно по этому, ему дали название — аргоновая сварка.
Именно по этому, ему дали название — аргоновая сварка.
Аргонно-дуговая сварка отличается тем, что в её технологии используется электрическая дуга и газ. Происходит так называемое электро-газовое соединение металлов.
Аргонно-дуговую сварку принято разделять на два вида: автоматическая и ручная. Каждый из этих видов сварки в свою очередь бывают как с плавящимся электродом, так и с неплавящимся электродом. Электрическая дуга плавит свариваемые кромки материала, соединяя их. Сам аргон защищает место свариваемых деталей от вредных примесей и газов, т.е. он вытесняет кислород из рабочей ванны и происходит изолирование самого места сварки от воздействия внешней среды.
Главное не забывать, что аргон — это всего лишь защитный газ при сварке. А сама сварка является электрической. Поэтому такую сварку еще называют аргонно-дуговой, что на самом деле тоже самое.
Автоматическая аргонно-дуговая сварка
Рассмотрим конкретнее, как работает автоматическая аргонно-дуговая сварка плавящимся электродом.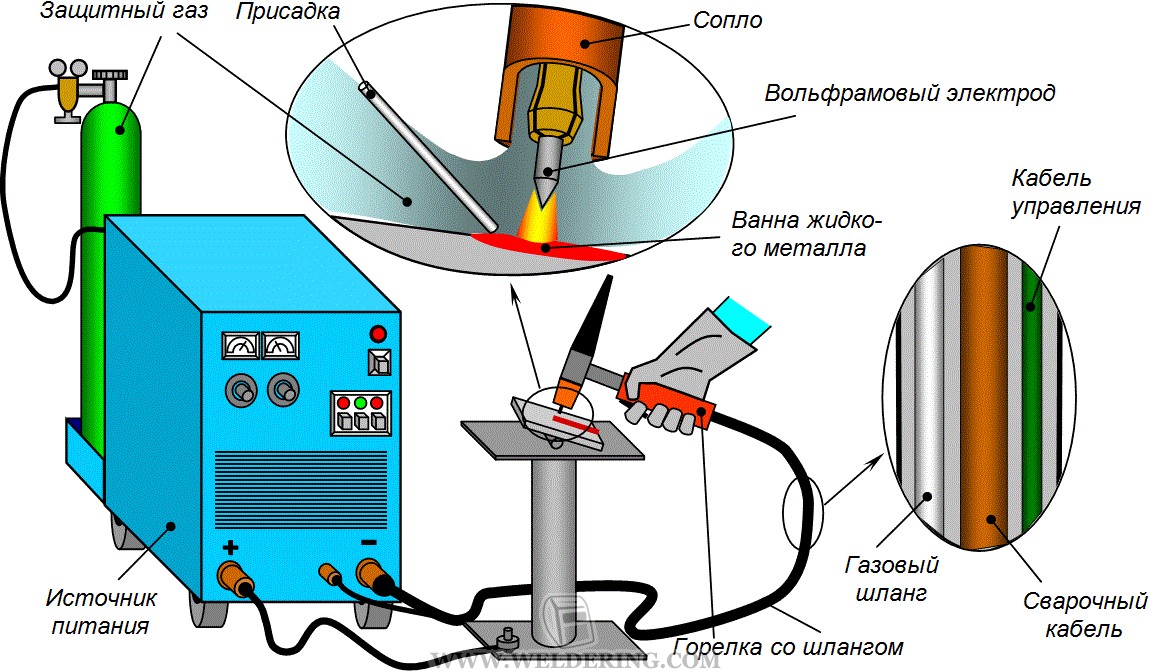
В процессе сварки электрод (проволока) подается автоматически. И на полуавтоматических сварочных автоматах точно так же, только отличие в том, что там проволока подается автоматически, а все остальное выполняет человек в ручную.
Отличие автоматической аргонно-дуговой сварки с неплавящимся электродом в том, что в качестве электрода, который не плавится, применяют чаще всего вольфрам или графит, а в качестве защитного газа используют аргон. Вся работа выполняется роботами, запрограммированными на определенные действия.
Ручная аргонодуговая сварка
Ручная аргоновая сварка плавящимся электродом. В качестве защитного газа используют аргон. А в качестве электрода используют так же проволоку, которая подается автоматически и называют ее электродом.
При ручной аргонной сварке с неплавящимся электродом, электрод не плавится, а материал для сварки подается непосредственно сварщиком.
Делая выводы из вышесказанного, аргонная сварка — это довольно не сложный способ соединения металлов, но требует большого опыта от сварщика чтобы действительно качественно выполнять сварочные работы на различном сварочном оборудовании с различными металлами.
—> Узнать стоимость работ по аргонной сварке деталей двигателя у насДля аргонодуговой сварки применяют следующие обозначения:
РАД — ручная аргонно-дуговая сварка с неплавящимся электродом,
ААД – автоматическая аргонно-дуговая сварка с неплавящимся электродом,
ААДП – автоматическая аргонно-дуговая сварка с плавящимся электродом.
Сварка вольфрамовым электродом обозначается так:
TIG – Tungsten Inert Gas (Welding) – сварка вольфрамом в среде инертных газов
GTAW – Gas Tungsten Arc Welding – газовая дуговая сварка вольфрамом
Что такое сварка ВИГ (GTAW) и как она работает
Процесс сварки ВИГ представляет собой очень сложный, точный и универсальный метод дуговой сварки, который соединяет практически все металлы.
Другими словами, сварка TIG просто невероятна. Но это также очень сложно.
В этой статье вы узнаете, что такое сварка TIG, как она работает, ее области применения и с чего начать. Кроме того, мы сравним его со сваркой MIG, обсудим карьеру сварщика TIG и поделимся важными плюсами и минусами этого процесса сварки.
Что такое сварка TIG?
TIG, или вольфрамовый инертный газ, использует нерасходуемый вольфрамовый электрод для создания дуги и соединения металла. Это требует использования защитного газа, чаще всего чистого аргона или аргона, смешанного с гелием.
В этом процессе сварки используется постоянный ток («DC») и переменный ток («AC») в зависимости от соединяемого металла.
Американское общество сварщиков (AWS) классифицирует сварку TIG как «дуговую сварку вольфрамовым электродом в среде защитного газа», но обычно используется аббревиатура «GTAW». Первоначально процесс назывался «гелиарк», но в настоящее время этот термин встречается редко. Подробнее о гелиаруговой сварке можно прочитать здесь.
Подробнее о гелиаруговой сварке можно прочитать здесь.
Уникальными аспектами сварки TIG являются отсутствие физического контакта между электродом и металлическими деталями, а также то, что электрод не расходуется в процессе. В результате дуга становится стабильной и чистой, а сварные швы выглядят эстетично.
Электроды, используемые в других процессах дуговой сварки, физически взаимодействуют с металлом и могут содержать различные флюсы, что приводит к разбрызгиванию и меньшему контролю над сварочной дугой.
Как работает сварка TIG?
Сварка ВИГ осуществляется путем плавления основного металла с помощью электрической дуги, образующейся между вольфрамовым электродом и заземленным металлом (рабочий зажим замыкает цепь).
Давайте разберемся…
Вольфрамовый электрод
Металлический вольфрам плавится при гораздо более высоких температурах (3422°C), чем такие металлы, как сталь (1371-1540°C) и алюминий (660°C). Таким образом, вольфрамовый электрод легко переносит высокую температуру, поскольку он направляет электрическую дугу в сварочную ванну. Кроме того, по мере того, как вольфрам нагревается, эмиссия электронов улучшается и создает еще более стабильную и чистую дугу.
Таким образом, вольфрамовый электрод легко переносит высокую температуру, поскольку он направляет электрическую дугу в сварочную ванну. Кроме того, по мере того, как вольфрам нагревается, эмиссия электронов улучшается и создает еще более стабильную и чистую дугу.
Вы можете формировать сварочную дугу и ширину конуса, затачивая кончик вольфрамового электрода до заострения. Этот металл легко формуется и хорошо сохраняет нужную форму. Вы можете изменить подачу и концентрацию тепла, адаптировав форму вольфрамового наконечника, что является очень полезным аспектом сварки TIG.
На изображении показано, как форма кончика электрода влияет на профиль сварного шва.Присадочный металл
В процессе сварки ВИГ можно соединять металлы с присадочным металлом или без него. Сварочная дуга, исходящая от вольфрамового электрода, плавит два основных металла и сплавляет их. Однако для получения прочных соединений обычно требуется присадочный металл.
Добавление присадочного металла является одним из сложных аспектов GTAW. Вы должны добавить присадочный металл, вводя присадочную проволоку в сварочную ванну одной рукой, а другой рукой управляя горелкой TIG.
Вы должны добавить присадочный металл, вводя присадочную проволоку в сварочную ванну одной рукой, а другой рукой управляя горелкой TIG.
Прикосновение к вольфраму присадочным металлом загрязняет электрод, что требует остановки и повторной заточки вольфрамового наконечника. Таким образом, добавление присадочного металла является сложной задачей, поскольку вольфрамовый наконечник и наконечник присадочной проволоки должны располагаться близко друг к другу и двигаться в одном направлении, не касаясь друг друга.
Защитный газ
Как следует из названия, в процессе сварки «вольфрамовым инертным газом» требуется использование инертного защитного газа для защиты вольфрамового электрода и расплавленного металла от окисления. Инертные газы не вступают в реакцию с материалами, используемыми для сварки. Эта защита необходима, поскольку она обеспечивает чистую и стабильную среду для дуги и расплавленного металла в стыке.
Двумя наиболее часто используемыми защитными газами для сварки TIG являются аргон и гелий.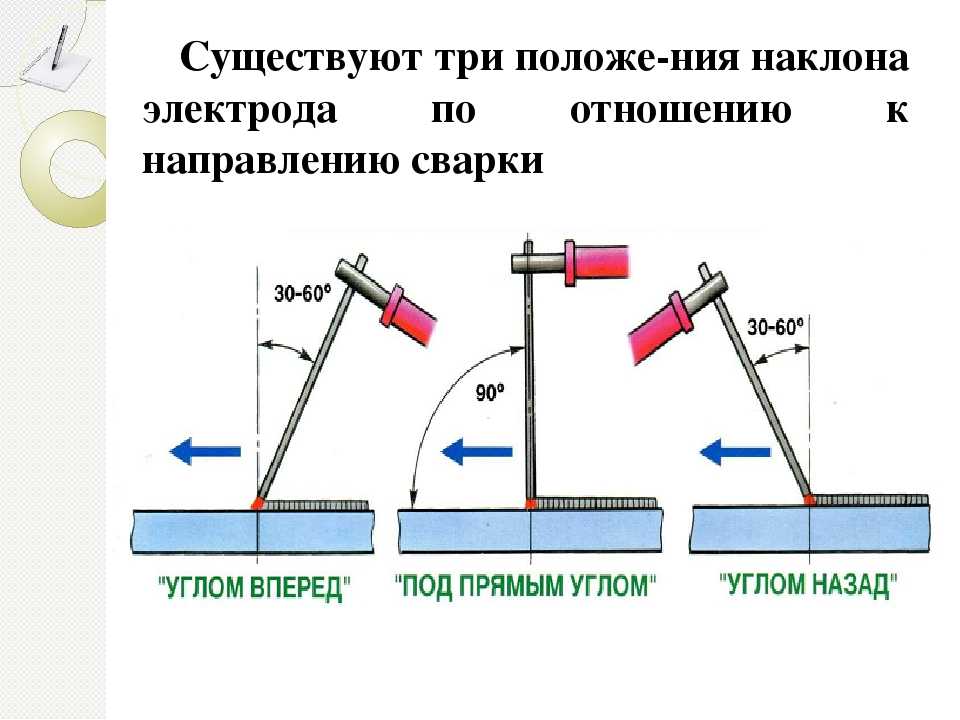 Аргон почти идеален и выполняет свою работу за 99% случаев. Однако вы можете столкнуться с задачами, в которых смесь гелия с аргоном может улучшить проникновение. Просто знайте, что это жертвует некоторой стабильностью дуги.
Аргон почти идеален и выполняет свою работу за 99% случаев. Однако вы можете столкнуться с задачами, в которых смесь гелия с аргоном может улучшить проникновение. Просто знайте, что это жертвует некоторой стабильностью дуги.
Где используется сварка TIG?
Газовая вольфрамовая дуговая сварка обычно используется для точных сварных швов и соединения экзотических металлов, таких как нержавеющая сталь, алюминий, хромомолибден, никелевые сплавы и магний. Однако он также используется для сварки обычной низкоуглеродистой стали, если качество соединения должно быть абсолютным. В остальном сварка MIG больше подходит для низкоуглеродистой стали, поскольку она быстрее и проще.
Процесс сварки TIG позволяет полностью контролировать подачу тепла и сварочную дугу. Современные источники питания TIG поддерживают импульсную сварку TIG, и вы можете изменить баланс переменного тока, частоту, форму волны и индивидуальную выходную силу тока для частей DCEN и DCEP переменного тока. Кроме того, ножная педаль позволяет регулировать выходную силу тока в режиме реального времени во время сварки.
Для профессиональной сварки тонких заготовок, особенно экзотических материалов, необходим точный контроль температуры. Например, нержавеющая сталь сохраняет тепло, что приводит к осаждению углерода, что быстро разрушает ее коррозионную стойкость. Но если вы используете импульсную сварку TIG, вы можете контролировать тепловложение и получать идеальные сварные швы из нержавеющей стали.
Сварка алюминия и магния
Некоторые материалы, такие как алюминий или магний, можно сваривать только методом TIG, если вы хотите получить максимальное качество соединения. Сварка алюминия методом MIG также работает хорошо, но сварка TIG на переменном токе является ведущей. Это связано с тем, что DCEP полностью удаляет поверхностные оксиды, в то время как DCEN позволяет им проникать в материал. Источники питания для сварки MIG не могут обеспечить полный контроль, как сварочные аппараты TIG.
На изображении показано, как переменный ток чередуется между DCEP и DCEN и как DCEP разрушает оксиды, в то время как DCEN проникает в металл.
Вы можете идеально настроить дугу для конкретного изделия из алюминия или магния, используя баланс переменного тока и контроль амплитуды (индивидуально изменяя выходную силу тока DCEN и DCEP). Это требует опыта, потому что вы должны оценить степень поверхностных оксидов и установить правильный баланс переменного тока и выходную силу тока для каждой полярности, чтобы соответствовать ситуации. Никакой другой процесс дуговой сварки не предлагает такого полного контроля.
Внешний вид сварного шва
Наконец, эстетика играет важную роль при выборе метода сварки. Сварка стержнем и порошковой проволокой не вариант, если вы хотите красивые сварные швы. В то время как сварка MIG может выглядеть хорошо, сварка TIG дает наилучшие результаты.
Представьте, что вы используете процесс сварки стержнями для изготовления велосипедной рамы. Это было бы катастрофой и потребовало бы обширной очистки после сварки.
Но, с другой стороны, квалифицированный сварщик TIG может сделать знаменитый валик «стопка десяти центов», который практически не требует очистки. То же самое касается ремонта кузова автомобиля, внутренней мебели или чего-либо еще, где важна эстетика.
Отличается ли сварка TIG от сварки MIG?
Сварка ВИГ сильно отличается от сварки МИГ, поскольку в процессе сварки МИГ используется плавящийся электрод, который также выступает в качестве присадочного металла. В отличие от TIG, сварка MIG основана на автоматическом механизме подачи проволоки, который проталкивает присадочную проволоку в расплавленную сварочную ванну. Но эта присадочная проволока также находится под напряжением, как и вольфрамовый электрод при сварке TIG.
Проволока MIG выталкивается из механизма подачи проволоки через кабель в горелку горелки MIG. Как только проволока касается металла, образуется дуга, которая расплавляет проволоку и основной металл. Так, в отличие от TIG, электрод становится частью соединения, и сварка без присадочного металла невозможна.
При сварке MIG также образуются брызги, поскольку дуга гаснет и снова зажигается каждый раз, когда проволока касается металла.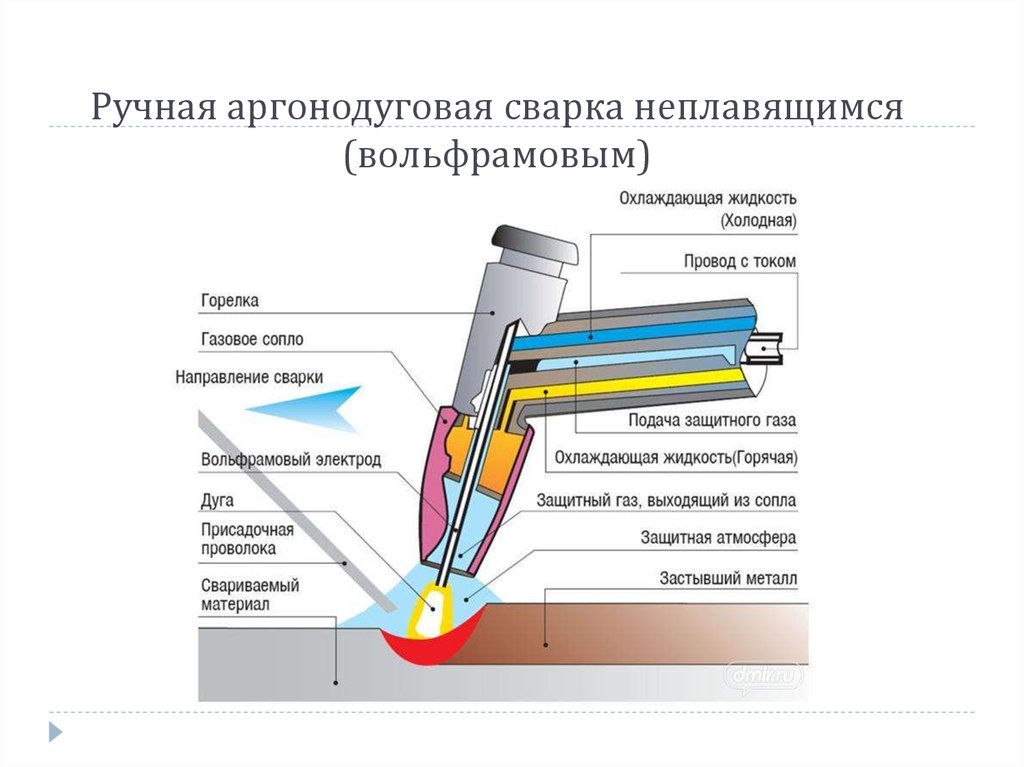 Это происходит много раз в секунду во время типичной передачи MIG с коротким замыканием. В результате сварка MIG по своей сути не может производить эстетически привлекательные сварные швы, как процесс сварки TIG.
Это происходит много раз в секунду во время типичной передачи MIG с коротким замыканием. В результате сварка MIG по своей сути не может производить эстетически привлекательные сварные швы, как процесс сварки TIG.
Однако, поскольку добавление присадочного металла в сварочную ванну автоматизировано, процесс сварки MIG намного проще освоить. Кроме того, вы можете достичь гораздо более высокой скорости сварки и повысить производительность по сравнению со сваркой TIG.
Если вы можете использовать процесс сварки MIG, сделайте это, потому что он более производительный. Вы должны использовать сварку TIG, когда качество соединения имеет первостепенное значение, при сварке экзотических материалов или если важна эстетика сварного шва.
Родственные : сварка TIG и MIG – основные отличия
Что нужно для сварки TIG?
Оборудование для сварки TIG дороже, чем оборудование для сварки MIG или дуговой сварки. На рынке есть доступные сварочные аппараты для сварки TIG, но они не предлагают все ранее обсуждавшиеся функции для управления дугой.
Необходимое оборудование для сварки ВИГ включает в себя:
- Сварочный аппарат ВИГ – самая дорогая часть установки. Сварочный аппарат TIG должен поддерживать выход переменного тока TIG для сварки алюминия.
- Вольфрамовый электрод – чаще всего используются стержни из лантана, церия, тория и чистого вольфрама. Торированный вольфрам радиоактивен, но лантан — отличная и безопасная замена.
- Присадочные стержни – используйте ER70S-6 для обычной мягкой стали, ER308 для стандартных нержавеющих сталей серий 200 и 300 и ER4043 для большинства применений с алюминием.
- Баллон с защитным газом – Покупайте и заправляйте, не арендуйте. Так дешевле. Прочтите наше руководство по размерам баллонов с защитным газом здесь или просто приобретите баллон с аргоном 80CF, который отлично подходит для большинства работ и рабочих нагрузок.
- Сварочная маска . Капюшон должен быть рассчитан на малую силу тока TIG, если сварка тонких материалов требует пуска при малой силе тока.

- Перчатки — не используйте сверхпрочные перчатки для сварки MIG или сварки электродом. Используйте легкие, гибкие перчатки из козьей кожи, предназначенные для TIG.
- Ножная педаль – позволяет регулировать выходную силу тока в режиме реального времени, но не все сварочные аппараты поддерживают подключение педали.
Вам также нужно запастись терпением. Обучение сварке TIG требует практики, большого количества времени и практического опыта. Не расстраивайтесь, если вам не удастся воссоздать первоначальные сварные швы, опубликованные популярными сварщиками в социальных сетях.
Никто не может по-настоящему освоить сварку TIG. Мы все просто вместе для поездки. Спросите любого профессионала, и все они скажут, что все еще учатся.
Но, немного потренировавшись, вы сможете делать красивые, ровные сварные швы в плоском горизонтальном положении. По мере накопления опыта вы сможете сваривать более сложные соединения и работать с экзотическими материалами.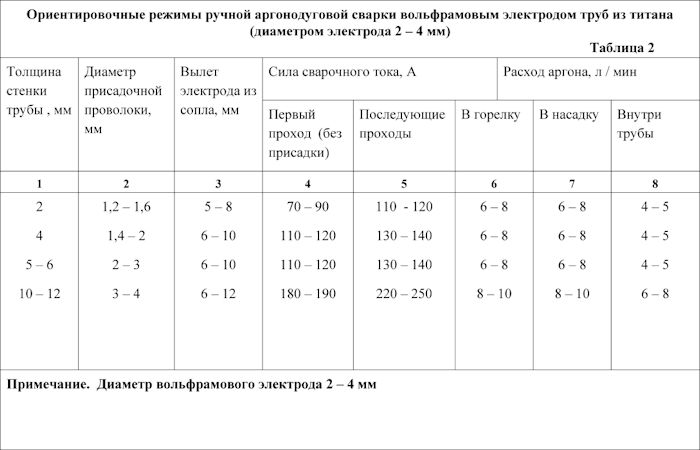
Плюсы и минусы сварки TIG
Преимущества GTAW:
- Максимальное качество соединения
- Сварка почти всех материалов
- Идеально подходит для тонких заготовок
- Низкая вероятность загрязнения сварного шва
- Сварка с присадочным металлом или без него
- Без брызг и дыма
- Не требует флюса или шлака
- Позволяет сваривать во всех положениях
- Максимальный контроль дуги и тепловложения
- Обеспечивает превосходную видимость дуги и сварочной ванны
- ВИГ делает сварные швы самыми красивыми
Недостатки GTAW:
- Это сложный процесс для изучения
- Сварка ВИГ является медленным процессом, снижающим производительность
- Небольшие ошибки в скорости перемещения, силе тока, настройках импульса или подготовке вольфрама могут значительно ухудшить качество сварки
- Сварка на открытом воздухе приводит к выбросу защитного газа
- Дорогостоящее оборудование
Карьера в сварке TIG
Лучшие рабочие места для квалифицированных сварщиков TIG находятся в аэрокосмической и трубопроводной отраслях. Однако работы с трубопроводом часто выполняются в суровых условиях. Итак, если вы можете ремонтировать самолеты, у вас будут лучшие условия труда.
Однако работы с трубопроводом часто выполняются в суровых условиях. Итак, если вы можете ремонтировать самолеты, у вас будут лучшие условия труда.
Другие отрасли промышленности включают производство, сварку конструкций, производство продуктов питания и напитков, а также нефтегазовую промышленность. Все это требует наличия квалифицированных операторов TIG для соединения экзотических сплавов и выполнения сложных соединений. Чтобы получить высокооплачиваемую работу по сварке TIG, вам необходимо быть сертифицированным сварщиком TIG.
Мы рекомендуем поступить в школу сварщиков, например Tulsa, Lincoln Electric или Hobart. Вы не только будете учиться у лучших, но и ваши инструкторы по сварке и консультанты по вопросам карьеры помогут вам найти хорошую работу, как только вы получите документы.
Wrapping It
Сварка ВИГ — лучший метод дуговой сварки для получения высококачественных и красивых сварных швов. Благодаря неплавящемуся электроду, который точно направляет дугу, и многочисленным функциям, предлагаемым современным оборудованием для сварки TIG, вы можете точно настроить дугу и подачу тепла в соответствии с вашими потребностями.
Однако сварка TIG медленная и чрезвычайно трудная для изучения. По этой причине сварка MIG является наиболее широко используемым процессом дуговой сварки. Но GTAW является королем эстетики и чистоты, что делает его незаменимым для многих сварочных работ.
также прочитайте : 4 Основные типы процессов сварки
Подробнее руководства по сварке TIG
- Странная начала Tig Vs. & Значение
- Основные определения
- Викторина
- Примеры
- Британский
Показывает уровень оценки в зависимости от сложности слова.
Сохрани это слово!
Показывает уровень оценки в зависимости от сложности слова.
сущ.
сварка с помощью тепла электрической дуги.
ВИКТОРИНА
ВЫ ПРОЙДЕТЕ ЭТИ ГРАММАТИЧЕСКИЕ ВОПРОСЫ ИЛИ НАТЯНУТСЯ?
Плавно переходите к этим распространенным грамматическим ошибкам, которые ставят многих людей в тупик.
 Удачи!
Удачи! Вопрос 1 из 7
Заполните пропуск: Я не могу понять, что _____ подарил мне этот подарок.
Также называется электродуговой сваркой.
Происхождение дуговой сварки
Впервые записано в 1930–1935 гг. На основе Random House Unabridged Dictionary, © Random House, Inc. 2022
Как использовать дуговую сварку в предложении
-
То, как фирмы, занимающиеся опросами, и СМИ приспосабливаются к новым реалиям, также кажется довольно длинной дугой.
Перестрелка после Ньютауна|Клифф Шектер|14 декабря 2014 г.|DAILY BEAST
-
Итак, план состоит в том, чтобы Кен рисовал дугу, а Дейл делал обложки, а затем Дейл рисовал дугу, когда Кен делал обложки.
Бисексуальный человек-кошка Гейл Симон и «Секретная шестерка»|Рич Гольдштейн|6 декабря 2014|DAILY BEAST
-
Коктейль Молотова очертил дугу над головой и на короткое время вспыхнул пламенем.
Мексиканские протестующие хотят начать новую революцию|Джейсон МакГахан|21 ноября 2014|DAILY BEAST
-
Струя пузырьков из открытой бутылки шампанского создает над ней ангельскую дугу и попадает прямо в стекло.

Ким Кардашьян обнажает свою блестящую пышную задницу, ломает Интернет|Марлоу Стерн|12 ноября 2014 г.|DAILY BEAST Мусорное ведро Tupperware с крышкой, — говорит он.
Ему грозит тюрьма за спасение орленка|Майкл Дейли|2 ноября 2014|DAILY BEAST
-
В этой позиции линия кавалерии образовала хорду дуги, описанной рекой и занятой нами.
Эдинбургский журнал Blackwood, № CCCXXXIX. Январь 1844 г. Том. LV.|Various
-
Уединенное место, место под платаном, освещенное одинокой дуговой лампой, было занято.
Веселые приключения Аристида Пухоля|Уильям Дж. Локк
-
Она выглядела очень изможденной и беспомощной в свете синих дуговых фонарей.
Веселые приключения Аристида Пужоля|Уильям Дж. Локк
-
Ствол, сваренный внахлест, был стандартным до 1850 года, и он собрал батарею отбойных молотков для ковки и сварки своих стволов.
Чудо-Книга Знаний|Разное
-
Он швырнул корабль, словно гигантский снаряд, по дуге с визгом и стрелой на красное судно, проехавшее по их носу.
