 alexxlab
alexxlab чертежи и советы по изготовлению. Как изготовить трубогиб для трубы своими руками
Ноябрь 25 • Инструменты • Просмотров 831 • Комментариев к записи Профильный трубогиб своими руками: чертежи и советы по изготовлению нет
Использование профилированных труб для строительства и изготовления металлических изделий в последнее время стало практически повсеместным. Трубы квадратного сечения отлично зарекомендовали себя как легкий, но весьма надежный материал. Его часто используют для возведения простых, но прочных конструкций, таких как балконные рамы, навесы, беседки, теплицы.
Содержание
- Принцип действия и устройство трубогибочного станка
- Материалы для изготовления трубогиба для профильной трубы своими руками
- Профильный трубогиб своими руками. Требования безопасности при работе с металлом
- Трубогиб для трубы своими руками с центральным регулировочным роликом
- Изготовление трубогиба своими руками с боковым регулировочным роликом
- Трубогиб своими руками: чертежи, фото
- Трубогиб своими руками: видео
Принцип действия и устройство трубогибочного станка
Теплицы, оранжереи, парники, как правило, имеют арочную форму, поэтому трубу необходимо будет выгибать. Делать это можно двумя путями:
Делать это можно двумя путями:
- Вручную, предварительно нагрев трубу. Этот вариант годится только для небольших объемов работ. Он имеет ряд существенных недостатков. Во-первых, при нагреве меняется свойства металла, что может негативно сказаться на прочности всей конструкции. Во-вторых, при изготовлении изгиба вручную сложно будет добиться точности каждой детали. Да и сделать идеальный радиус вручную практически невозможно.
- При помощи трубогибочного станка. Это наиболее оптимальный вариант. Точность изготовления деталей с заданным радиусом дуги, большая производительность в сравнении с ручной работой — делают такой способ наиболее предпочтительным.
Если трубогибочный станок будет использоваться в промышленных масштабах для ведения бизнеса, есть смысл приобрести заводскую модель. Если же он нужен для единичной работы либо понадобится время от времени, тратить немалые средства на покупку нет смысла. Можно взять его напрокат либо изготовить самостоятельно.
Перед тем как начать процесс изготовления трубогиба своими руками, необходимо четко понимать, из чего он состоит, и как работает.
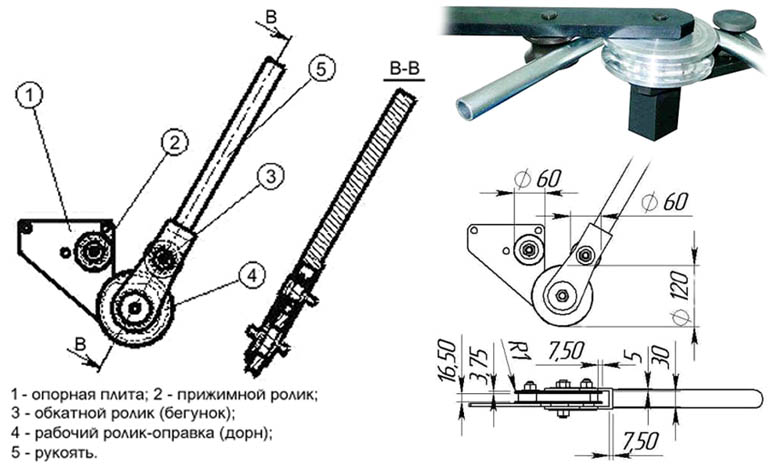
Принцип действия трубогиба довольно прост. Ровная труба прокатывается между движущимися валками, один из которых может менять свое положение по вертикальной оси. За счет давления центрального валка происходит изгиб заготовки под определенным углом. Прикладываемое давление не в одной, а в нескольких точках, является залогом равномерного изгиба трубы, без ломки ее поверхностей.
Конструкция трубогиба также довольно проста. Основные узлы трубогибочного станка следующие:
- Станина. Представляет собой сварную металлоконструкцию, на которой устанавливаются все детали станка, включая направляющий ролик, механизм изменения угла прокатки трубы, приводной механизм.
- Набор роликов. Как правило, простой трубогиб имеет 3 ролика, два из которых жестко закреплены на станине, а третий имеет свободный ход.
 Благодаря такой конструкции можно изменять угол прокатки, и, соответственно, радиус детали. Станок должен иметь специальное приспособление для фиксации положения трубы во время прокатки, что позволит прокатывать конструкции разного сечения без их смещения.
Благодаря такой конструкции можно изменять угол прокатки, и, соответственно, радиус детали. Станок должен иметь специальное приспособление для фиксации положения трубы во время прокатки, что позволит прокатывать конструкции разного сечения без их смещения. - Привод. Для перемещения заготовки по станку один из валов, как правило, это центральный верхний вал, должен придавать ей движение, попросту – вращаться. Для этого к нему подсоединяют привод. Это может быть электрический, гидравлический или ручной привод. В самодельных трубогибах обычно используется последний.
Конструкции рамы трубогибочных станков бывают двух типов:
- Закрытые.
- Открытые.
Изделия, сделанные в домашних условиях, обычно комплектуются дополнительными элементами, упрощающими работу агрегата.
Материалы для изготовления трубогиба для профильной трубы своими руками
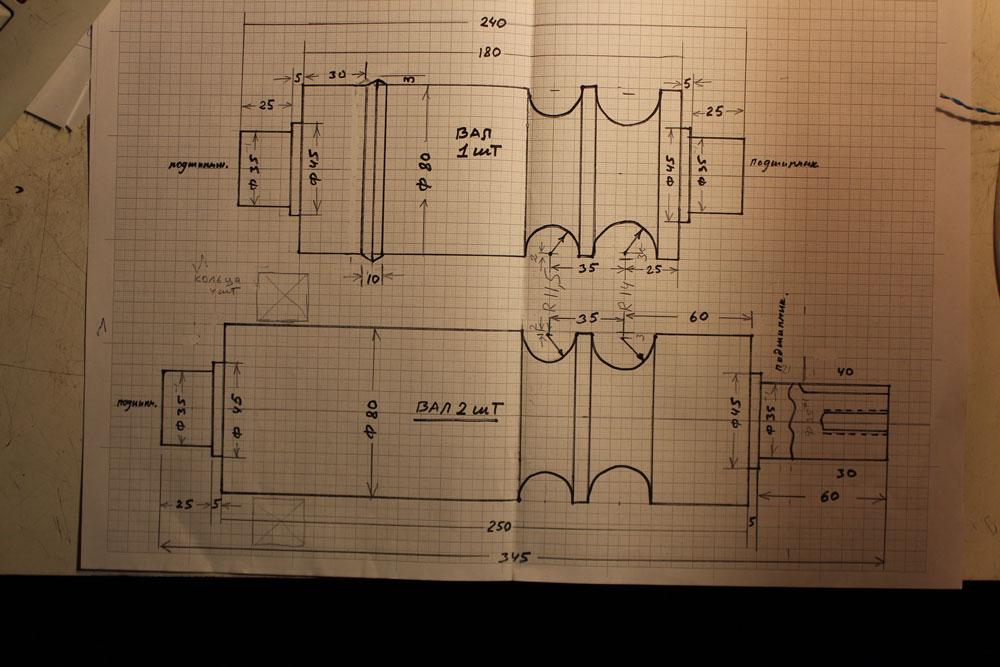
Несмотря на некоторую сложность конструкции, изготовление трубогибочного станка своими руками не потребует особых материальных затрат. Большинство деталей можно купить на разборках или пунктах приема металлолома. При этом, в сравнении с не слишком прочными заводскими ручными трубогибами, можно сделать действительно мощный, пусть и не такой красивый, станок, который прослужит долгие годы. Для того чтобы определить потребность в материалах, лучше сделать чертежи профильного трубогиба своими руками.
Большинство деталей можно купить на разборках или пунктах приема металлолома. При этом, в сравнении с не слишком прочными заводскими ручными трубогибами, можно сделать действительно мощный, пусть и не такой красивый, станок, который прослужит долгие годы. Для того чтобы определить потребность в материалах, лучше сделать чертежи профильного трубогиба своими руками.
Для изготовления станины потребуется:
- Швеллер с шириной не менее 140 мм.
- Несколько швеллеров 5П с шириной полки 50 мм для роликовых опор.
- В качестве валов в некоторых случаях можно использовать стальной круглый прокат твердых марок стали.
- Для упоров валов на станину используются три пары подшипников. Их внутренний диаметр подбирается под диаметр валов.
- Если регулировочным будет верхний ролик, то для механизма его подымания и опускания понадобится винт струбцины и гайка соответствующего диаметра. В этом случае приводными могут быть только нижние ролики. На их валы приваривается обычный привод от старого велосипеда, который и приводит их в движение.
Можно изготовить трубогиб с подвижным нижним крайним роликом. Тогда станина делается не цельной, а сборной, с подвижной задней частью. Упором для нее может служить обычный гидравлический домкрат. В случае регулировочного нижнего ролика ручной привод приваривается к верхнему, который и будет приводным.
В качестве ручного привода необходима ручка с большим плечом. Она облегчает усилие, которое необходимо прикладывать для изгиба профильной трубы с большой площадью сечения.
Последняя конструкция более удобна и проста в изготовлении.
Из инструмента для проведения данной работы понадобится:
- Болгарка с диаметром круга не менее 230 мм для резки толстостенного металла и зачистки сварочных швов.
- Сварочный аппарат с набором электродов.
- Рулетка, линейка, чертилка по металлу, мел.
Профильный трубогиб своими руками. Требования безопасности при работе с металлом
При резке, сварке и зачистке металла, необходимо строго соблюдать правила безопасности:
- При работе со сварочным аппаратом необходимо наличие огнетушителя.
 Желательно проводить эти работы вдвоем.
Желательно проводить эти работы вдвоем. - Работать необходимо только в специальной одежде с применением средств индивидуальной защиты:
- сварочный щиток;
- маска или очки для работы с болгаркой;
- рукавицы.
Трубогиб для трубы своими руками с центральным регулировочным роликом
При наличии необходимых материалов и навыков сварочных работ, трубогибочный станок можно собрать за 1 день.
Порядок работ следующий:
- Для начала необходимо изготовить станину и упор для винта роликового прижима. Станина в данном случае будет цельная. Ее длина выбирается по своему усмотрению. В центре станины сооружается упор для винта роликового прижима. Высота его не должна быть больше, чем свободный ход винта. П-образная опора сваривается из кусков швеллера 5П, обрабатывается и приваривается к станине. Главная металлоконструкция станка готова.
- Теперь в центре перекладины сверлится отверстие, диаметром равным диаметру винта.
 Далее к этому отверстию приваривается гайка с резьбой под винт. Идеальным решением в изготовлении прижимного механизма станет использование винта старой струбцины. После остывания гайки, ее смазывают смазкой и прогоняют винт несколько раз, чтобы он ходил свободно.
Далее к этому отверстию приваривается гайка с резьбой под винт. Идеальным решением в изготовлении прижимного механизма станет использование винта старой струбцины. После остывания гайки, ее смазывают смазкой и прогоняют винт несколько раз, чтобы он ходил свободно. - Далее изготавливается прижимной ролик. Основой для него будет кусок швеллера 5П, длина которого равна расстоянию между стойками опоры. С внешней стороны полки привариваются два корпуса подшипников качения с внутренним посадочным диаметром 30 мм. В подшипники вставляется вал. Если выточить его проблема, можно взять кусок толстостенной трубы соответствующего диаметра или круглого проката. Идеальная точность посадки вала здесь не нужна. Чтобы он не выпадал из подшипника, его прихватывают к внутренней части обоймы.
- Далее швеллер приваривают к торцу винта. Теперь при вращении последнего по часовой стрелке прижимной ролик будет опускаться, при вращении против часовой стрелки – подыматься, тем самым регулируя радиус закругления трубы.

- Теперь можно устанавливать боковые ролики. Для их основания в концах станины привариваются два куска швеллера 5П, длина которых равна 140 мм. На их концах привариваются по две пары подшипников, того же размера, что были использованы для устройства прижимного ролика. Между ними устанавливаются идентичные валы, которые также прихватываются к внутренним обоймам подшипников.
- Теперь механизм прокатки трубы готов. Необходимо установить его привод. Идея заключается в синхронизации движения боковых роликов для движения заготовки с одной скоростью. Для этого к одному из роликов валов с одной стороны приваривается ручка. Можно использовать часть велосипедной педали. На другой стороне того же вала приваривается приводная звездочка (тоже велосипедная), которая будет соединена с такой же на противоположном валу.
- Для соединения звездочек используется велосипедная цепь, длину которой необходимо отрегулировать для нормальной натяжки. Теперь валы будут вращаться с одинаковой скоростью, благодаря чему заготовка будет более равномерно прокатываться.
Изготовление трубогиба своими руками с боковым регулировочным роликом
Принципиально схема станка не отличается от вышеописанной. Там также применяется пара нижних роликов и один верхний. Единственным отличием является то, что регулировочным роликом является не центральный, а боковой. Для этого станина делается не цельной, а сборной. На одной части (неподвижной) устанавливается верхний центральный и нижний боковой ролик. При этом центральный закрепляется на высоте равной максимальной высоте обрабатываемой заготовки.
С другой стороны, на стальные петли крепится подвижная часть станины с роликоопорой. Под нее устанавливают домкрат, который при необходимости будет ее подымать, тем самым изменяя радиус трубы. В данной конструкции движение заготовки обеспечивает центральный ролик, к валу которого приделывается ручка. Процесс сварки и размеры станины трубогибочного станка в двух вариантах идентичны, какой из них лучше – необходимо решать в зависимости от целей и наличия материала.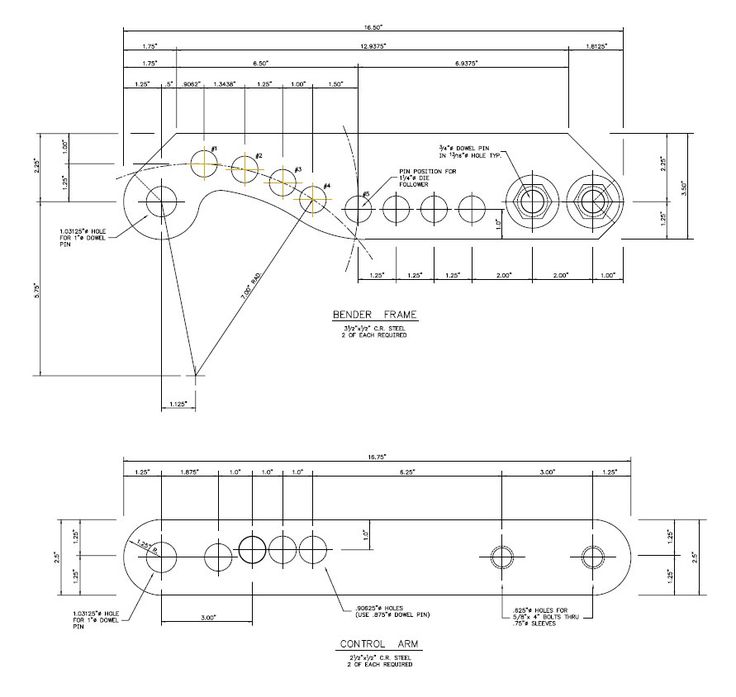
Трубогиб своими руками: чертежи, фото
Трубогиб своими руками: видео
« Водяной теплый пол своими руками. Расчет и монтаж Монолитное бетонное перекрытие своими руками »
Как сделать круг из трубы своими руками. Как согнуть трубы без специального инструмента
Как согнуть трубу под прямым углом
Металл выступает достаточно прочным материалом, но при специальном воздействии его можно согнуть. На сегодняшний день существует несколько способов решения этой проблемы. Первая технология – это использование колышков. Но вы должны помнить, что этот метод может повредить трубу или даже сломать ее. Этого можно избежать, заполнив внутреннюю полость сухим песком. Заглушки должны быть установлены с обоих концов.
Следующим шагом будет сгибание. Для этого в землю вкапываются колышки. Вы будете использовать их как рычаг. Если вы не уверены в своих силах, то сначала стоит потренироваться на ненужных отрезках трубы. Если перед вами стоит вопрос, как согнуть трубу без трубогиба, то с помощью этой технологии можно изменить форму изделия, диаметр которого варьируется от 16 до 20 мм. Для труб более внушительного диаметра этот прием не подходит, так как процесс будет достаточно сложным. Также важно учитывать материал основы. Например, для цинкования рекомендуются другие методы.
Для этого в землю вкапываются колышки. Вы будете использовать их как рычаг. Если вы не уверены в своих силах, то сначала стоит потренироваться на ненужных отрезках трубы. Если перед вами стоит вопрос, как согнуть трубу без трубогиба, то с помощью этой технологии можно изменить форму изделия, диаметр которого варьируется от 16 до 20 мм. Для труб более внушительного диаметра этот прием не подходит, так как процесс будет достаточно сложным. Также важно учитывать материал основы. Например, для цинкования рекомендуются другие методы.
Толщина стенки по ГОСТ: масса, размеры
Этот показатель зависит от способа изготовления полой вещи. Если нужна толстая стенка, то изделие изготавливается горячим способом. Такие образцы незаменимы, когда важна предельная прочность в опасных условиях химических производств, ядерных реакторов, дымовых труб предприятий, газопроводов высокого давления. Труба из нержавейки – достаточно прочный материал.
Тонкостенные бесшовные трубы изделия выходят более прочными, но электросварные трубы дешевле.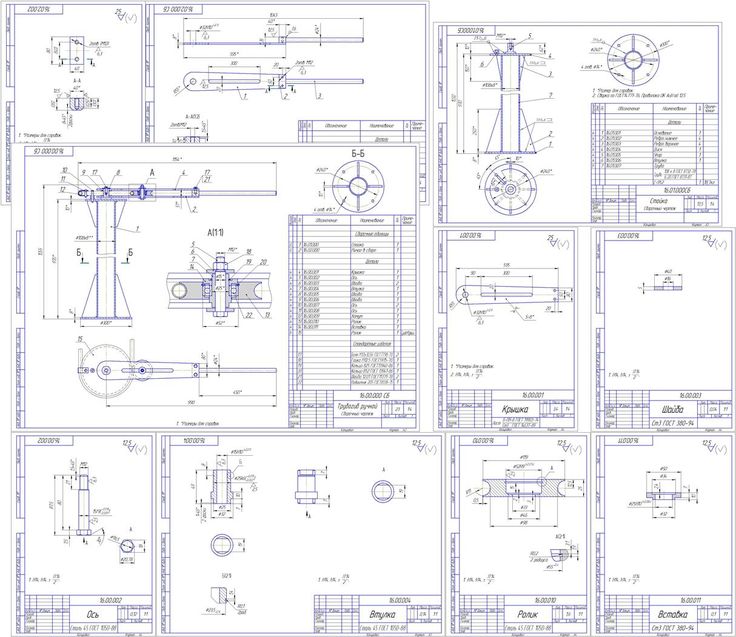 Кроме того, в производстве для решения специальных задач изредка используются полые предметы с тончайшими стенками (0,12-1 миллиметр). Они бывают холодными или горячими.
Кроме того, в производстве для решения специальных задач изредка используются полые предметы с тончайшими стенками (0,12-1 миллиметр). Они бывают холодными или горячими.
По ГОСТу допускается наименьший диаметр сварных труб из нержавеющей стали — 8 миллиметров, наибольший — 102 миллиметра. Это же касается и толщины стенки соответственно – от 0,8 до 4 мм.
Горячекатаный прокат изготавливают диаметром от 57 до 325 миллиметров и толщиной стенки от 3,5 до 32 мм. Сечение холоднокатаного проката находится в пределах от 5 до 273 миллиметров, толщина стенки от 0,2 до 22 мм.
Использование технологии нагрева
Прежде чем сгибать трубу без трубогиба, следует подумать, какая технология для этого лучше всего подходит. Отопление может быть отличным решением. Этот метод обычно используется для стальных и алюминиевых труб. Для процедуры изделие закрепляется в тисках, но предварительно его следует наполнить и нагреть газовой горелкой до того места, которое вы планируете сгибать. Температура определяется достаточно просто: когда бумажка приближается к трубе, она должна начать дымиться. Когда используется стальная заготовка, она должна стать красной при нагревании. В целях безопасности техник должен носить перчатки.
Температура определяется достаточно просто: когда бумажка приближается к трубе, она должна начать дымиться. Когда используется стальная заготовка, она должна стать красной при нагревании. В целях безопасности техник должен носить перчатки.
Пластина плоскопараллельная
Если перед вами стоит задача, как согнуть трубу без трубогиба, то можно использовать пластину плоскопараллельную. Эта техника предполагает фиксацию изделия в зажиме. После этого можно сгибать, причем делать это нужно вдоль пластины. Эта техника считается не только экономичной, но и простой. Для достижения положительного результата следует использовать несколько пластин, каждая из которых имеет разную кривизну. Главное условие – использование стальной трубы. Длина изделия должна быть достаточно внушительной.
С помощью металлической пружины
Довольно часто домашние мастера задумываются над вопросом, как согнуть трубу без трубогиба в домашних условиях. Для этого можно использовать металлическую пружину. Этот метод отлично подходит для цветных труб, которые обладают хорошей пластичностью.
Этот метод отлично подходит для цветных труб, которые обладают хорошей пластичностью.
Для предотвращения деформации используется пружина. Для получения хорошего результата необходимо учитывать размер пружины, который должен соответствовать внутреннему диаметру металлоконструкции. Это требование связано с тем, что труба должна быть вставлена в полость. Затем можно согнуть, связав пружину проволокой, чтобы потом ее было легче вытащить.
Как сделать наждак своими руками
Каждая хозяйка так или иначе сталкивается с ситуацией, когда ей необходимо заточить ножи, ножницы и другие острые предметы, которые со временем затупляются. Можно каждый раз обращаться к мастеру и платить большие деньги за его услуги или покупать уже готовый наждак, а можно пошалить и порадовать кошелек, изготовив наждак своими руками.
Основные материалы и инструменты
Принцип работы самодельного устройства
Для того чтобы сконструировать самодельный наждак, нужен электродвигатель, оставшийся от эксплуатации старой бытовой техники.
Именно электродвигатель запускает изделие в работу, в результате чего предварительно заточенные на токарном оборудовании насадки, установленные на валу двигателя, достаточно зажимают наждачный круг.
Как выбрать электродвигатель
Чаще всего мастера выбирают в качестве двигателя электроприбор, оставшийся от старой стиральной машины, например Волги, Сибири или Вятки. Как известно, техника советского времени была качественной, поэтому и двигатели были достаточно мощными, с высокими реверсивными показателями. Выключатель с ручным пусковым механизмом тоже пригодится от такой стиральной машины.
Основная проблема, с которой необходимо столкнуться, — точное размещение точильного камня непосредственно на валу двигателя. На валу не всегда есть резьба, размер отверстия в камне тоже может не соответствовать размеру вала. Справиться с этой задачей поможет специально выточенная деталь, которая сгладит несоответствие размеров.
Максимальное ограничение скорости, используемое в наждаке, составляет 3000 об/мин. Этот нюанс необходимо учитывать, ведь высокая частота вращения может привести к разрыву точильного камня. Использовать изделие в домашних условиях предпочтительнее с двигателем от 1000 до 1500 оборотов.
Этот нюанс необходимо учитывать, ведь высокая частота вращения может привести к разрыву точильного камня. Использовать изделие в домашних условиях предпочтительнее с двигателем от 1000 до 1500 оборотов.
Однако при желании можно изготовить более прочный наждак своими руками, для этого достаточно закрепить качественный фланец. Мощный прибор может понадобиться скорее не для заточки, а для полировки разных поверхностей.
Итак, мощность износостойкого станка должна быть 400 Вт, в домашних условиях достаточно аппарата мощностью 100-200 Вт.
Технологический процесс
Фланцевое углубление
Как известно, фланец соединяет двигатель и камень. Если у вас нет опыта работы на токарном станке, обратитесь за помощью к специалисту, предоставив подробный чертеж будущего устройства, с замерами диаметра камня по внутренней поверхности и размеров вала.
Изготовленный фланец необходимо правильно установить на вал, результат зафиксировать крепежными элементами, например, болтом и гайкой, желательно с помощью дополнительной резьбовой шайбы, расположенной с левой стороны.
В зависимости от вектора вращения вала на крепежных элементах образуется резьба. При вращении по часовой стрелке требуется левосторонняя резьба, против часовой стрелки — правосторонняя. Это принцип затягивания гайки, если им пренебречь, то деталь размотается, и камень скорее всего слетит с установленного места, что травмоопасно для человека, работающего наждаком.
Однако не у всех есть возможность изготовить наждак своими руками с точечными втулками определенного размера, как того требует технология. Справиться с этой ситуацией в домашних условиях помогут куски труб, щели и пустоты, образовавшиеся между втулками и валом, можно скрыть, намотав текстильным скотчем. Другой вариант – последовательно вкладывать меньший рукав в больший.
При намотке ленты следите за равномерностью. Втулка изготовлена из трубы диаметром 32 мм, что совпадает с внутренним диаметром наждачного круга. После этого кружок нужно расположить над рукавом.
Профильная труба и ее модификация
Данный вид металлоконструкций достаточно популярен при строительстве теплиц и беседок на приусадебном участке. Главной особенностью строительного материала является то, что его можно повредить при сгибании. Выходом из этой ситуации может стать заполнение внутренней полости мелким песком или водой. Эти действия исключают возможность повреждения трубы и позволяют добиться отличного результата. Этот метод подходит для латунных и дюралюминиевых трубопроводов.
Главной особенностью строительного материала является то, что его можно повредить при сгибании. Выходом из этой ситуации может стать заполнение внутренней полости мелким песком или водой. Эти действия исключают возможность повреждения трубы и позволяют добиться отличного результата. Этот метод подходит для латунных и дюралюминиевых трубопроводов.
Если вы задумались над вопросом, как согнуть трубу без трубогиба для навеса, то для этого можно использовать резиновый молоток. Используется для изделий квадратной формы. Трубопровод устанавливается на надежные опоры, а затем используется киянка. Действия должны быть точными и плавными, чтобы исключить возможность повреждения. Если необходимо добиться большого угла, то для облегчения процесса необходимо нагреть трубу в том месте, где она должна изгибаться.
Способы гибки металлопластика
Довольно часто владельцы загородной недвижимости задаются вопросом, как самостоятельно согнуть трубу без трубогиба. Когда есть в наличии металлопластик, можно использовать собственные силы, не используя подручные средства. Изделие зажимается и плавно сгибается. В этом случае важно исключить вероятность перегиба. Важно руководствоваться правилами, в которых указано, что на каждые 2 см заготовки угол изгиба может составлять 15°.
Изделие зажимается и плавно сгибается. В этом случае важно исключить вероятность перегиба. Важно руководствоваться правилами, в которых указано, что на каждые 2 см заготовки угол изгиба может составлять 15°.
Если перед вами стоит вопрос, как согнуть трубу без трубогиба для теплицы, то можно использовать отрезки проволоки, заполняющие внутреннюю полость. Это позволяет добиться ровного и плавного изгиба в кратчайшие сроки. В качестве наполнителя можно использовать сухой мелкий песок. Он заливается внутрь, а края закрываются заглушками. Затем один конец изделия необходимо зафиксировать, обеспечив надежность и прочность крепления. Используйте газовую горелку или паяльную лампу, чтобы нагреть складку. Готовность материала проверяют листом бумаги.
Какие изделия можно сделать из гнутой профильной трубы
Довольно часто для возведения многочисленных сооружений необходимо использовать гнутые профильные трубы в качестве декора или для создания определенной формы здания.
Перед началом любых работ необходимо произвести расчет материала и схематически зарисовать будущую конструкцию.
Из профильных труб можно изготовить любые наружные конструкции и некоторые элементы интерьера помещения.
Что можно создать с помощью гнутого профтрубы:
- Теплицы — арочные, двускатные конструкции для выращивания овощей и рассады;
- Стремянки;
- Входные ворота;
- Беседки;
- Скамейки;
- Кованые заборы;
- Декоративные арки.
Довольно часто гнутая профильная труба используется для создания навеса над входом в дом или перил для ступеней на второй этаж. Изготовление мебели из профтрубы потребует больше времени и сил, но в результате, можно получить эксклюзивный и красивый декор.
Способы гибки полипропиленовой трубы
При необходимости изменить направление гибки полипропиленовой трубы можно использовать один из двух возможных способов. Первый предполагает нагрев сгиба. Для этого обычно используется строительный фен. Оптимальная температура нагрева 150°С. Руки следует защищать перчатками, устойчивыми к высоким температурам.
Первый предполагает нагрев сгиба. Для этого обычно используется строительный фен. Оптимальная температура нагрева 150°С. Руки следует защищать перчатками, устойчивыми к высоким температурам.
На завершающем этапе изделие сгибается до необходимой формы. Утолщенная стенка должна располагаться с внешней стороны изгиба. После того, как материал остынет, его необходимо проверить на наличие трещин и вмятин. Еще один способ согнуть такую трубу – холодный. Однако радиус изгиба не должен быть больше 8 диаметров, иначе изделие может сломаться.
Как согнуть пластиковую трубу
Чтобы согнуть трубу из ПВХ, вам нужно купить ДВП. Из них можно соорудить каркас, который нужен для придания конструкции определенной формы. Как только вы придадите пластине нужную форму, ее следует отшлифовать, лучше использовать для этого мелкую наждачную бумагу.
Следующим шагом будет формирование силиконовой оболочки для пластиковой заготовки. Он будет выступать в роли крепления ПВХ-конструкции в раме. Кроме того, он сыграет защитную роль от сколов, механических повреждений и царапин. Предмет помещают в подготовленную защитную оболочку, а затем нагревают место изгиба. Пластик размягчается и садится на раму. Это позволит получить желаемую форму пластиковой заготовки. Продукт оставляют до тех пор, пока он не остынет. Это займет 15 минут. После этого ПВХ-трубу можно снять с каркаса, оставив ее до полного остывания.
Кроме того, он сыграет защитную роль от сколов, механических повреждений и царапин. Предмет помещают в подготовленную защитную оболочку, а затем нагревают место изгиба. Пластик размягчается и садится на раму. Это позволит получить желаемую форму пластиковой заготовки. Продукт оставляют до тех пор, пока он не остынет. Это займет 15 минут. После этого ПВХ-трубу можно снять с каркаса, оставив ее до полного остывания.
Консультация специалиста
Срок службы и качество смонтированной системы водоснабжения зависит от многих факторов, поэтому необходимо тщательно выбирать соответствующие изделия.
На что обратить внимание:
- осмотреть купленный товар: на нем не должно быть трещин, перегибов и других визуальных повреждений;
- изделие должно легко гнуться, сохраняя при этом свою прочность – это позволяет производить установку в стесненных условиях;
- не стоит экономить и покупать дешевую продукцию — лучше выбирать известного производителя, качественная нержавеющая труба может иметь цену от 1 до 3 тысяч рублей, что зависит от вида изделия и сорта стали ;
- во время установки следуйте инструкции;
- установив систему, обязательно проверьте ее целостность, для чего потребуется установить максимально допустимый уровень давления;
- убедитесь, что фитинги в комплекте;
- если нужно соединить гофрированную нержавеющую сталь с трубой из другого материала, используйте фитинги из латуни;
- если хотите, чтобы системы служили дольше, не устанавливайте дешевую некачественную фурнитуру;
- затягивая пластиковые элементы не нужно переусердствовать, иначе они просто лопнут;
- Заранее подготовьте необходимые инструменты: рожковые ключи, ножницы по металлу, арматуру.

Гофрированные трубы – прочная и надежная продукция, спрос на которую постепенно растет. Они популярны в сферах строительства и ремонта: с их помощью монтируют газопроводы и водопроводы, прокладывают системы отопления и даже дымоходные конструкции. Кроме того, они достаточно просто монтируются. Единственное условие долгой службы собранной системы – материалы должны быть качественными, поэтому делайте покупку с умом.
Рекомендации специалиста
Если перед вами стоит вопрос, как согнуть алюминиевую трубу без трубогиба, то для проведения работ можно использовать болгарку, которой необходимо сделать несколько тонких надрезов в месте стыка предполагаемый изгиб. Изделие предварительно зажимается в тисках. Как только пропилы сделаны, их следует очистить от стружки, только после этого можно начинать гнуть трубу.
Иногда изделие нужно согнуть по кругу. Как только кольцо смыкается, отверстия завариваются, причем некоторые умельцы используют для этого даже паяльник. Для того, чтобы место сгиба было аккуратным, его дополнительно ошкуривают и покрывают защитным средством. Это исключает коррозию и преждевременный выход из строя соединения.
Для того, чтобы место сгиба было аккуратным, его дополнительно ошкуривают и покрывают защитным средством. Это исключает коррозию и преждевременный выход из строя соединения.
Как ровно согнуть лист металла
Если заготовка сравнительно небольшая, то можно воспользоваться тисками, в которых с помощью двух обмоточных планок можно прочно зафиксировать лист металла, и только потом согнуть это молотком. При необходимости отвод можно прогреть газовой горелкой, но для оцинкованных изделий этот способ не применим!
Гибка листа металла
Когда речь идет о тонком листе металла, процедура складывания может быть значительно упрощена.
Для этого в месте изгиба металл «царапается» (используем правило или металлическую линейку, в качестве резца — заточенный кусок ножовочного полотна по металлу). Нарезанный на половину толщины металл впоследствии легко гнется по намеченной линии. Можно сказать, что мы почти разобрались, как согнуть лист металла.
Гнем оцинкованную
Как гнуть оцинкованную сталь?
Это может быть как оцинкованный металлический лист, так и готовое изделие, например, профиль. Лист сгибается так же, как и при сгибании любого другого металлического листа. Как согнуть профиль? Вам придется с ним повозиться. Для получения большого радиуса кривизны квадратного или прямоугольного профиля можно воспользоваться следующим приемом: плотно заполнить профиль мелким песком, заткнуть оба отверстия деревянными кольями и только потом аккуратно постучать киянкой.
Лист сгибается так же, как и при сгибании любого другого металлического листа. Как согнуть профиль? Вам придется с ним повозиться. Для получения большого радиуса кривизны квадратного или прямоугольного профиля можно воспользоваться следующим приемом: плотно заполнить профиль мелким песком, заткнуть оба отверстия деревянными кольями и только потом аккуратно постучать киянкой.
Для гибки П-образного профиля (это, в принципе, относится и к получению листов криволинейной формы) необходимо дополнительно использовать предмет-форму, кривизна которой соответствует чистовой части. Для облегчения процесса гибки в профиль можно врезать треугольные элементы.
Затем сгибаемое изделие «наматывается» на изделие путем равномерного постукивания молотком.
Важно! Чтобы сгиб получился максимально ровным и правильным, удары молоточка должны быть легкими и падать как можно ближе друг к другу. Как проще гнуть оцинкованную сталь? Болгаркой делаем один-два надреза в районе сгиба (тем самым временно ослабляется конструкция), сгибаем изделие, а затем свариваем сгиб
Данный прием актуален для использования при гибке профильных труб и изделий из металла сложной формы. Помните, что нельзя нагревать оцинкованную сталь для упрощения кривизны!
Помните, что нельзя нагревать оцинкованную сталь для упрощения кривизны!
Пожалуй, одна из самых сложных задач, стоящих перед людьми, которые думают о том, как согнуть угол. Чтобы получить цельное изделие, придется попотеть, равномерно и не спеша постукивая по поверхности уголка, постепенно загибая его.
Рекомендуется использовать газовую горелку, которая может нагревать отвод. Можно поступить проще – использовать болгарку как в вышеописанном случае с оцинкованным изделием. Еще проще купить уже изогнутое изделие, тогда вопрос «как загнуть уголок» отпадет сам собой.
Как согнуть арматуру
В домашних условиях согнуть арматуру вполне возможно, однако многое зависит от ваших физических данных и диаметра металлического стержня.
Как согнуть арматуру? Для этого нам понадобится два отрезка стальных труб, диаметр которых больше диаметра согнутого стержня. Чем больше длина таких труб, тем легче будет гнуть арматуру (выигрыш в прочности за счет рычага). Все, что нужно сделать для того, чтобы согнуть арматуру, это вставить ее в две трубы и, зафиксировав одну из труб (прижав ее ногой или уперев между столбами), орудуя другой как рычагом, дать арматуре желаемая кривизна.
Вот и все!
Изготовление стенда для трубогиба
Этот учебный стенд для трубогиба идет рука об руку с фактической сборкой трубогиба, которая находится здесь. Но вы можете использовать эту подставку с другими типами трубогибов, с небольшими изменениями.
Здесь вы можете получить фактические планы всей сборки. В противном случае следуйте простым указаниям, и у вас будет хорошая подставка для вашего бендера.
Стойка для трубогиба своими руками.
Детали:
- Пластина заземления (BTBD125 — 11.00.100).
- Плита верхняя (BTBD125 — 11.00.200).
- Квадратный профиль TS2x2x0,25×44.
- Косынка передняя (BTBD125 — 11.00.300).
- Косынка боковая (BTBD125 — 11.00.400).
- Косынка верхняя (BTBD125 — 11.00.500).
- Косынка передняя средняя (BTBD125 — 11.00.600).
- Косынка средняя боковая (BTBD125 — 11.00.700).
Шаг 1: Отрежьте кусок 9×19 дюймов из листа мягкой стали толщиной 0,5 дюйма. Станком по чертежу БТБД125 — 11.00.100 и просверливанием отверстий.
Станком по чертежу БТБД125 — 11.00.100 и просверливанием отверстий.
Шаг 2: Повторите шаг 1 для верхней пластины. См. чертеж BTBD125 — 11.00.200.
Шаг 3: Отрежьте четыре куска квадратного профиля 2×2 дюйма длиной 46 дюймов. Вырезать по размеру согласно чертежу. Обратите внимание на определенные углы в обоих направлениях. Они обеспечат пирамидальную форму подставки.
Шаг 4: Поместите заземляющую пластину на плоскую рабочую поверхность. Соберите подготовленные детали из предыдущих шагов, соблюдая основной сборочный чертеж BTBD125 — 11.00.000. Используйте сварочные приспособления, чтобы обеспечить правильные углы и соосность деталей. Прихватите их на месте. Проверьте выравнивание компонентов.
Шаг 5: Вырежьте косынки из листа мягкой стали толщиной 0,25 дюйма. Обратите внимание на соответствующие рисунки. Прихватите косынки к раме.
Шаг 6: Еще раз проверьте соосность и завершите сварку в соответствии со схемой сварки (рис. 3.1).
3.1).
На этом вы закончили работу со стойкой трубогиба. Если вам нужна помощь, чтобы установить трубогиб на подставку, следуйте инструкциям ниже. Планы для всего этого будут лучшим подспорьем, но вы все равно можете обойтись без них, если будете следовать приведенным ниже инструкциям, а также основному руководству по изготовлению трубогиба здесь.
Настольный трубогиб и подставка в сборе:
Сборка всего настольного трубогиба!
Детали:
- Неподвижный рычаг в сборе (BTBD125 — 01.00.000).
- Проставка (BTBD125 — 08.00.000).
- Шайба FW 0,875.
- HБОЛТ (0,8750-9×5,75×2-S).
- Стойка (BTBD125 — 11.00.000). Кольцо
- (BTBD125 — 06.00.000).
- Шайба FW 0,75.
- БОЛТ ПРАВЫЙ 0,75-10x2x1,75-S.
- ХНУТ 0.7500-10-Д-С.
- Штифт (BTBD125 — 07.00.000).
- Поворотный рычаг в сборе (BTBD125 — 02.00.000).
- Матрица (BTBD125 — 04.00.000).
- Быстросъемный штифт высотой 5 дюймов.
- Блок эксцентриковый (BTBD125 — 09.00.000).
- Колесо направляющее (БТБД125 — 05.00.000).
- Быстросъемный штифт высотой 3,75 дюйма.
Шаг 1: Поместите узел фиксированного рычага (1) на плоскую рабочую поверхность и расположите распорку (2) концентрично последнему отверстию, как показано на следующем рисунке. Проденьте болты 0,875 дюйма (4) через шайбы (3) и отверстия в неподвижном рычаге.
Шаг 2: Прикрепите фиксированный рычаг к подставке (5) с помощью болтов.
Шаг 3: Прикрепите кольцо (6) к нижней стороне неподвижного рычага, используя болт с круглой головкой (8), шайбы (7) и гайку (9). См. монтажный план (рис. 4.1).
Шаг 4: Отрежьте 2,5-дюймовый кусок 10-дюймового круглого стержня. Станок по размерам на чертеже БТБД125 — 04.00.000. Расположите последнее внешнее отверстие поворотного рычага (11) концентрично внешнему отверстию неподвижного рычага (1) и матрицы (12).