 alexxlab
alexxlab Инструкция, как сделать ручной профилегиб своими руками, как выглядит этот прибор
При строительных работах часто приходится применять изделия из металла, и в большинстве случаев с их монтажом проблем не возникает, поскольку это происходит на прямолинейных участках. Но иногда металлические трубы нужно согнуть под определенным углом. При промышленном строительстве используются специальные приспособления для гибки. Но если речь идет о частных незначительных работах, покупать дорогостоящее оборудование не нужно, достаточно лишь знать, как сделать ручной профилегиб своими руками.
- Сферы применения
- Конструкция трубогибов
- Принцип работы изделия
- Разновидности профилегибов
- Электрический трубогиб
- Ручная конструкция
- Ручной профилегиб своими руками
Сферы применения
Профилегибы сделать самостоятельно не так уж и сложно, а еще они просты в применении. Они нужны, чтобы придавать металлическим профилям с разным сечением изогнутую форму. Конструкция оборудования предусмотрена так, что их ключевые составляющие, ролики, способны воздействовать как на отдельные участки изделий, так и целиком на них.
Конструкция оборудования предусмотрена так, что их ключевые составляющие, ролики, способны воздействовать как на отдельные участки изделий, так и целиком на них.
Посредством профилегибов можно обрабатывать профили без необходимости предварительного нагрева и получать контуры с углами изгиба до 360 градусов. С помощью таких устройств можно выполнить такие операции:
- деформировать заготовки с цельным профилем с прямоугольным или квадратным сечением;
- сгибать уголки, швеллеры и другой сортовой прокат;
- сгибать трубы на основе разных металлов;
- выполнять гибку прутков из металла с разным сечением.
Металлические контуры могут иметь одинаковые или разные углы изгиба, а также асимметричную или симметричную конфигурацию. Металлическая заготовка по вертикали или горизонтали изгибается через ролики за один прокат. В итоге можно приобрести замкнутые или открытые конструкции, спиралевидные, а также с разным диаметром.
Ручные и электрические профилегибы широко применяются при производстве оборудования и деталей для таких отраслей:
- нефтепереработка;
- химическая промышленность;
- энергетика;
- мебельное производство;
- строительство и не только.
Самодельные профилегибы преимущественно используются в мелких частных мастерских или для домашних работ.
Конструкция трубогибов
Прибор для сгиба профилей может быть разных видов, в любом случае он имеет небольшой вес и размеры. Работа происходит посредством технологии холодного проката, для обработки изделий и гибки используются специальные насадки.
Как уже говорилось, ключевой деталью профилегибов являются ролики. По типу их работы и размещения оборудование подразделяется на такие категории:
- с подвижным роликом сверху — такая разновидность самая распространенная и самая простая. Если конструкция ручная, то ролик двигается посредством редуктора, если гидравлическая, то благодаря гидросистеме.
 Устройство дает минимальную погрешность;
Устройство дает минимальную погрешность; - с подвижным роликом слева — кроме свойства сгибать детали, устройство может делать спирали. Станки оснащены ЧПУ, с помощью которых можно устанавливать параметры работы;
- с подвижными роликами внизу — используются для обработки крупных изделий. Бывают только гидравлическими и работают на полной автоматизации;
- со всеми подвижными роликами — это устройство самое сложное и совмещает свойства перечисленных ранее видов. Производит полный цикл работ по гибке.
Чертеж для самодельного трубогиба выполняется в зависимости от его разновидности. Однако в каждом обязательно присутствуют:
- трубные упоры;
- рама;
- валы.
Рама нужна для того, чтобы закреплять на ней остальные детали. Для заводских изделий характерна закрытая сложная конструкция, отличающаяся безопасностью использования. А для самодельных профилегибов используется открытая рама, которую просто сделать самому, однако по сравнению с закрытой она будет менее безопасной.
Принцип работы изделия
Профилегибы предназначены для прокатки и деформации заготовок. Независимо от конструкции изделия принцип его работы всегда одинаковый:
- перед работой удалите с прибора сухой тряпкой смазку и вхолостую запустите его примерно на полчаса. За это время можно будет отыскать возможные погрешности или поломки;
- открутите гайки валиков;
- установите и зафиксируйте ролики;
- прижимный валик поднимите;
- заготовку очистите и зафиксируйте болтами.
Затем деталь прокатывается между валами, тем самым обеспечивается ее сгибание. Для регулировки движения нужно передвигать вверх или вниз верхний вал. Если устройство ручное, это происходит посредством поднятия рычага, а если электрическое, то с помощью привода.
Разновидности профилегибов
Конструкции для деформации профилей имеют несколько классификаций. Они могут отличаться друг от друга по степени мобильности, типу привода и передаточного механизма. По типу привода изделие может быть: гидравлическим; ручным; электрическим.
По типу привода изделие может быть: гидравлическим; ручным; электрическим.
Прибор гидравлического типа больше всего распространен в промышленных сферах, он способен быстро и качественно обрабатывать конструкции разных размеров. Также он актуален при работе с канализацией или трубопроводом. Гидравлические трубогибы бывают как заводскими, так и самодельными. Однако если вы собираетесь их делать своими руками, нужно иметь достаточный опыт работы с промышленным оборудованием.
Электрический трубогиб
Такая конструкция не очень габаритная и тяжелая, но должна устанавливаться стационарно. Благодаря им можно проделывать качественные и точные работы. Профилегибы такого типа могут быть как целиком электрическими, так и частично механическими. Второй вариант будет стоить дешевле, но управление им будет частично ручным. А приборы с автоматикой для долгой автономной работы обойдутся намного дороже.
Их используют в промышленных целях и чаще приобретают в готовом виде. Но некоторые изготавливают электрические конструкции самостоятельно на основе листовых металлов и обрезков судовой корпусной стали. Корпус делается с помощью фрезерного станка, для шкивов используется старый корабельный вал.
Но некоторые изготавливают электрические конструкции самостоятельно на основе листовых металлов и обрезков судовой корпусной стали. Корпус делается с помощью фрезерного станка, для шкивов используется старый корабельный вал.
Для привода берется электрический мотор с мощностью в 1500 Вт. Оптимальные показатели скорости и крутящего момента достигаются благодаря подбору шестерен. Прокат профиля упрощается за счет того, что двигатель имеет два направления движения.
Однако такая конструкция очень сложная. Наиболее простой метод механизации ручного профилегиба — это подключить его к рабочему валу перфоратора или же дрели с регулятором оборотов.
Ручная конструкция
Ручной трубогиб наиболее распространен среди тех, кто занимается гибкой труб для частных целей. Это изделие имеет такие преимущества:
- низкую цену. Готовое изделие очень простое и недорогое в производстве;
- мобильность или малый вес;
- поломки случаются очень редко — в устройстве отсутствует электроника, поэтому снижается риск поломок;
- возможность собрать изделие своими руками из подручных средств.

Ручные трубогибы для профилей — самые распространенные. Однако и они имеют свои минусы:
- точность работы не будет высокой, поскольку отсутствует аппаратное управление;
- потребуется прилагать физические усилия;
- невозможность обрабатывать крупные детали, поскольку максимально допустимый размер деталей для гибки составляет 4 на 4 см;
- чтобы результат был точнее, требуется потратить больше времени.
Обычно для домашних нужд такого прибора вполне достаточно. Однако если объем будет большим, а сами заготовки очень крупными, то лучше отдать предпочтение гидравлическим и электронным устройствам.
Ручной профилегиб своими руками
Своими руками такую конструкцию можно изготавливать по-разному. В одном из вариантов силовой основой является станина. Для ее изготовления потребуется взять стальные швеллеры разных размеров и уголки.
Подвижные частицы делаются на основе опорных старых подшипников и классического лома.
- болгарку;
- мощную дрель;
- аппарат для сварки.
Станина должна иметь П-образный кронштейн для винтового упора. Сварка выполняется обычным полуавтоматом. Швы должны быть высокого качества, поскольку именно к ним прилагаются усилия на разрыв.
Проделайте отверстие в верхнем швеллере и приварите гайку, затем вкрутите опорный винт, который будет выступать в роли регулятора высоты прижимного катка.
Опорные ролики делаются на основе простого лома и обрабатываются посредством болгарки.
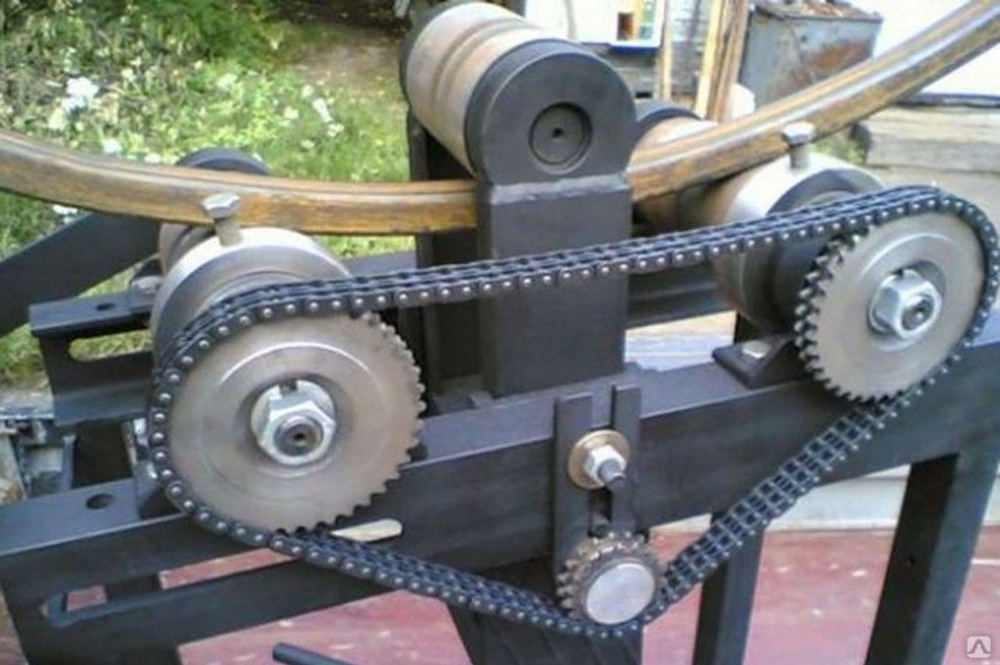
Два опорных ролика будут одновременно двигаться, с этой целью на каждую ось следует приварить одинаковые звездочки от велосипеда, подшипники привариваются так, чтобы соблюдалась симметрия с центральной частью станины, соблюдая при этом натянутость цепи.
Одна ось должна быть чуть длиннее, чтобы закрепить ручной привод, а катки устанавливаются на подиумы. В случае максимального опущения центрального ролика радиус изгиба детали не будет большим.
Для ручки привода можно брать шатун от педалей, его нужно приварить к длинной оси одного из роликов.
Если нужно увеличить усилие на воротке прижимного ролика, на него надевается труба нужного диаметра.
Другой вариант изготовления конструкции будет решать аналогичные задачи, но будет иметь другой принцип работы.
Данная конструкция будет оснащена опорным подвижным катком. В роли роликов используются пальцы нужного диаметра, допускается использование старых поршневых подшипников.
В этой конструкции не будет специального крепления для подшипников, они будут привариваться прямо к станине посредством уголков. Ручку делают из шатуна, а на оси опорного катка сточена лыска. Фиксатором является простой винт.
Профиль протягивается верхним прижимным роликом. Особенностью такого изделия является опорный подъемный каток.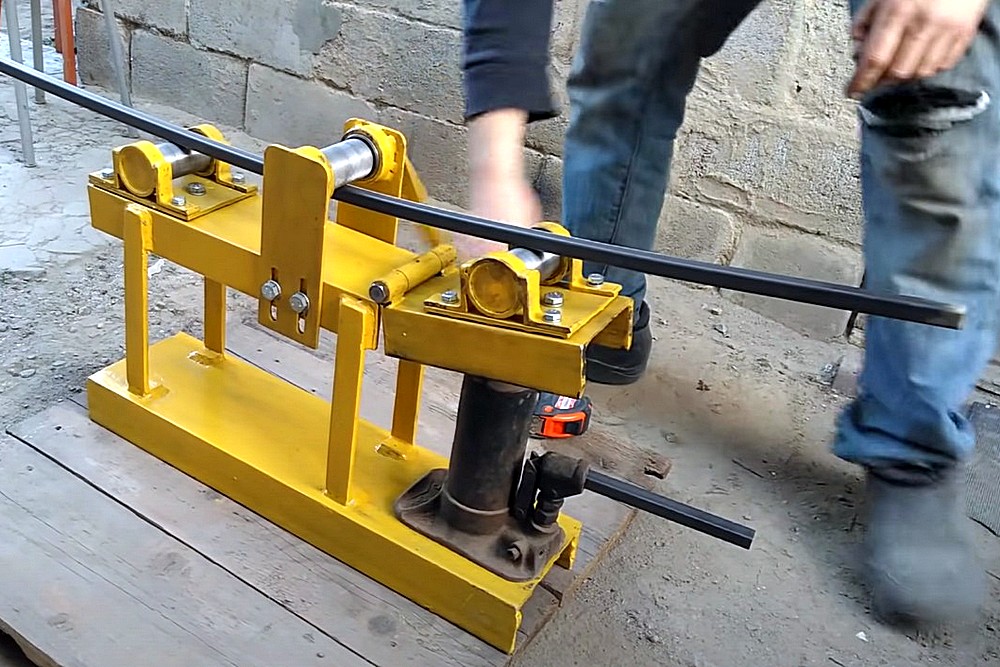 Плечо соединяется со станиной, в роли привода подойдет автомобильный гидравлический домкрат. Радиус изгиба профильной трубы уменьшается за счет постепенного поднятия штока.
Плечо соединяется со станиной, в роли привода подойдет автомобильный гидравлический домкрат. Радиус изгиба профильной трубы уменьшается за счет постепенного поднятия штока.
И первый, и второй вариант конструкции может быть отличным самодельным решением для использования в хозяйстве и даже в небольшой мастерской.
Как видим, дорогостоящие заводские профилегибы для домашнего применения совсем не нужны, особенно если вы не будете их часто использовать. В таком случае их можно сделать из подручных материалов своими руками, тем более что это не очень сложно.
Профилегиб ручной своими руками
Содержание
- 1 Как сделать профилегиб видео
- 2 Где в основном используется профилегиб
- 3 Составляющие гибочного оборудования
- 4 Как работает профилегиб: особенности
- 5 Ручной профилегиб: характеристики
Чтобы изогнуть металлический профиль применяют разного типа гибочные станки, но использование профилегиба является самым оптимальным вариантом, так как он более удобен в применении. Этот станок доступен не каждому, так как он обладает достаточно высокой ценой, но можно изготовить профилегиб ручной своими руками, учитывая индивидуальные особенности.
Этот станок доступен не каждому, так как он обладает достаточно высокой ценой, но можно изготовить профилегиб ручной своими руками, учитывая индивидуальные особенности.
Как сделать профилегиб видео
Перед началом работы необходимо определиться, для каких целей требуется ручной профилегиб. Но прежде нужно разобраться в конструктивных и технологических особенностях самой конструкции.
Где в основном используется профилегиб
В современном изготовлении труб из стали, меди, алюминия и ПВХ, не обойтись без такого оборудования. Также его можно применять во время прокладке системы газо- и водоснабжения и при монтаже кабелей. Применяя эту конструкцию можно с легкостью выполнить изгиб профилей из металла. Еще, свое применение, профилегиб нашел при изгибе различного материала. Так при его помощи можно гнуть:
- балки;
- прямоугольные и квадратные заготовки;
- трубы;
- уголки;
- швеллера и двутавры;
- прутья различного сечения.

Преимущество этой конструкции в том, что можно гнуть металлические элементы до 360 градусов, также они способны охватывать весь профиль или частично.
Если возникла необходимость согнуть металл под углом, в основном применяют профилегиб ручной. Подобное оборудование имеет способность изогнуть профиль из металла методом холодной катки без дополнительного прогрева элементов. Выполняя работу такими станками, заготовки получаются с однородными и знакопеременными свойствами и имеют симметричные и несимметричные контуры. Главное достоинство — исполнение изгиба за один раз проката.
Прокат профилей можно выполнять как в горизонтальном, так и в вертикальном положении. Помимо того, используя этот станок допустимо изготовление деталей округлой формы и спиралевидной из труб и профилей. Благодаря такому станку могут выполняться открытые и замкнутые контуры, и контуры с плавным переходом.
Область использования профилегибов разнообразна. Свое применение они нашли в спорте, энергетике, строительстве, в морской и автомобильной промышленности, нефтехимии, мебельной и электротехнической отраслях.
Составляющие гибочного оборудования
Профилегиб представляет собой небольшую конструкцию, которая может иметь механический, гидравлический или электрический привод. Его предназначение — гибка металлических элементов. Путем холодной прокатки. Он оборудуется специальными насадками, при помощи которых можно добиться необходимой кривизны заготовок. Их разделяют на четыре модели, в зависимости от системы роликовых профилегибов.
Модель, у которой подвижной частью является верхний ролик, считается наиболее простой по принципу работы механики из-за того, что движется только ролик, расположенный сверху. Эта модель различается по механизму, у которого верхний ручной ролик приводится в движение:
- с помощью редуктора;
- при использовании гидравлики.
При таком размещении роликов, возможно, рассчитать угол изгибаемого элемента, но с незначительной погрешностью при маленькой деформации. Такая модель на сегодняшний день является самой востребованной.
Конструкция с левым подвижным роликом, в основном используется при изготовлении спиралевидных изделий, а может выполнять функцию, что и предыдущая модель. Подобный профилегиб имеет ЧПУ, что позволяет гнуть детали по чертежам или эта конструкция уже имеет программу с функцией гибки.
Подобный профилегиб имеет ЧПУ, что позволяет гнуть детали по чертежам или эта конструкция уже имеет программу с функцией гибки.
Механизм с подвижным нижним боковым роликом, нашел свое применение при изгибе габаритных профилей, так как гибочная нагрузка приходится на два нижних вала. Эта модель оснащена гидравликой. Каждый вал этой конструкции контролируется каждый своим контролером положения, который нужен, для возможности сохранения функции гибки спиралей.
В четвертой модели все ролики подвижны, что несет сложность конструкции, так как она обладает всеми функциями предыдущих моделей. Преимущество этих моделей в том, что такой трубогиб проделывает ту работу, которую выполняют остальные механизмы по отдельности.
Как работает профилегиб: особенности
Большим отличием ручного профилегиба от других моделей трубогиба, в том, что деформация металла происходит путем проката, а не по принципу загиба.
Устанавливая конструкцию профилегиба, необходимо ее жестко закрепить к раме анкерными болтами. Перед тем как приступить к работе установку заземляют и обследуют на правильность подключения электропроводки и механических деталей.
Перед тем как приступить к работе установку заземляют и обследуют на правильность подключения электропроводки и механических деталей.
Прежде чем запустить механизм в работу, используя сухую ветошь, ролики необходимо очистить от смазки и проверить допустимое напряжение в сети питания. Не запуская материал, профилегиб нужно обкатать в холостую примерно пол часа. Эта процедура необходима для проверки бесперебойного режима работы. Если возникли,какие-либо неполадки, их следует устранить.
Чтобы приступить к работе, элементы необходимо очистить от смазки и проверить плотность металла (необходимо, чтобы она была по всей длине равномерной).
Далее для безупречной работы станка последовательно настраивают ролики:
- гайки крепления роликов откручиваются, используя ключ;
- ролик следует установить на валы и зафиксировать гайками;
- рукояткой поднимается прижимной ролик в положение — вверх.
Начинают прокатку, зажав заготовку между валами и между ними, и происходит прокат под давлением и за счет этого и происходит загиб элемента. Угол загиба происходит при помощи поднятия и опускания верхнего вала.
Угол загиба происходит при помощи поднятия и опускания верхнего вала.
Ручной профилегиб: характеристики
Эта конструкция отличается своей дешевизной и доступностью. Благодаря своей компактности ее можно носить с собой и использовать при необходимости в домашних условиях, а также в гараже или в другом удобном месте, поскольку гибка на таком оборудовании не требует специальной подготовки.
Его недостатками являются:
- нагрузки на пользователя;
- неудобства при изготовлении сразу нескольких операций на одном элементе;
- использовать его можно только для работы с тонкими трубами;
- длительность произведения загиба;
- не контролируется угол загиба.
Но, не смотря на наличие недостатков ручной трубогиб, является оптимальным вариантом при использовании в домашних условиях. Так как для самостоятельного ремонта отопления или водопроводных труб покупать дорогую модель профилегиба не реально. Зачем тратить лишние деньги, если можно обойтись ручным оборудованием.
Используя в работе профилегиб ручной можно самостоятельно изготовить любые конструкции, начиная от теплиц и кончая более сложными изделиями.
Гибка труб — Учебное пособие по основам работы с трубами
| How-To
Часть 1: Искусство гибки
С тех пор, как мы запустили колонку «Сделай сам» в начале этого года, я был на миссии — буквально одержим изучением вещей, которые я должен был уже знать как сделать сейчас. Хотя я не думаю, что стану всемирно известным резчиком по металлу, маляром на заказ или профессиональным специалистом в какой-либо конкретной профессии, я намерен расширить свои базовые навыки, относящиеся к сборке, ремонту и общему обслуживанию моих автомобилей. и грузовики.
В последнее время я столкнулся с рядом случаев, когда, если бы я был немного более опытным в искусстве гибки труб, не говоря уже о лучшем оснащении инструментами, я был бы в состоянии выполнить поставленную задачу. намного проще — и намного лучше. Итак, вместо того, чтобы халтурить и болтать об этом, я пошел и купил необходимые мне инструменты (доступные в Eastwood и Inline Tube, а также в большинстве крупных магазинов автозапчастей). Для практики я получил произвольное количество предустановленных длин и диаметров тормозной магистрали, а также 25-футовый рулон. Теперь все зависело от меня: усовершенствовать это ремесло или просто научиться делать хорошие изгибы без перегибов, или, что еще лучше, изгибы, которые не будут слишком короткими!
намного проще — и намного лучше. Итак, вместо того, чтобы халтурить и болтать об этом, я пошел и купил необходимые мне инструменты (доступные в Eastwood и Inline Tube, а также в большинстве крупных магазинов автозапчастей). Для практики я получил произвольное количество предустановленных длин и диаметров тормозной магистрали, а также 25-футовый рулон. Теперь все зависело от меня: усовершенствовать это ремесло или просто научиться делать хорошие изгибы без перегибов, или, что еще лучше, изгибы, которые не будут слишком короткими!
Если быть предельно честным, то, что меня сильно взволновало во время удара по трубе, это внезапная поломка моего единственного и неповторимого трубогиба. Я был в ступоре посреди сантехнических работ, которые требовали множества изгибов трубок 5/16, когда мой литейщик решил, что с него хватит. Как я недавно узнал, вы обычно получаете то, за что платите, а когда дело доходит до специальных инструментов, стоит заняться хорошими вещами. Итак, помня об этом, я зашел в Интернет и нашел хорошие вещи — для меня больше нет дешевых одноразовых запчастей в магазине.
Итак, помня об этом, я зашел в Интернет и нашел хорошие вещи — для меня больше нет дешевых одноразовых запчастей в магазине.
Для тех, кто только изредка будет сгибать, хорошего универсального сгибателя определенно должно хватить. Однако, если вы время от времени склонны изгибать больше, чем одну или две тормозные магистрали, вы можете рассмотреть различные изгибы. Для чистых базовых изгибов лучше всего подходит «прокатный» инструмент. Они могут формировать изгибы вручную или при закреплении в тисках. Для более сложных изгибов определенно необходим гибочный станок «мульти». Кроме того, убедитесь, что ваш набор инструментов оснащен хорошим труборезом (у меня есть как набор мини, так и большой набор со встроенным наконечником для снятия заусенцев), и не помешает иметь набор формовочных плоскогубцев. -Знаешь, на всякий случай, если ты немного отклонишься от поворота или двух.
До недавнего времени в моей коллекции инструментов был набор трубогибов, но это были обычные «дешевые» инструменты. Ну, не больше — урок выучен на собственном горьком опыте. Если вы не используете серповидный ключ для каждой гайки и болта, которые вы откручиваете или затягиваете, вам понадобится более одного инструмента для гибки или, по крайней мере, хороший набор многоцелевых трубогибов.
Ну, не больше — урок выучен на собственном горьком опыте. Если вы не используете серповидный ключ для каждой гайки и болта, которые вы откручиваете или затягиваете, вам понадобится более одного инструмента для гибки или, по крайней мере, хороший набор многоцелевых трубогибов. Хотя на самом деле создание изгибов трубок является наукой, не нужно быть ученым-ракетчиком, чтобы понять этот процесс. От построения точек начала и окончания изгиба в линии с несколькими углами до простого ознакомления с инструментами — чем больше практики, тем больше уверенности. В следующем месяце мы продолжим наше базовое руководство по трубам с советами по развальцовке.
Для красивых, чистых изгибов до 180 градусов (до 1-дюймового радиуса) лучше всего подходят роликовые гибочные станки. Меньшая пара отлично подходит для труб диаметром 3/16-1/4 дюйма; пара большего размера легко справится с трубкой большего размера.Trending Pages
-
Мы подключили Ford, Hyundai и VW к нагнетателям Tesla Magic Dock.
 Только две машины заряжены.
Только две машины заряжены. -
Выпускники Tesla электрифицируют индустрию автодомов до бесконечности и дальше с Lightship L1 Camper
-
NHTSA расследует проблему с отсоединяющимся рулевым колесом Tesla
-
Совершенно новый Ford Ranger Raptor Подсчитано сотрудником дилера с напитком в руке
-
Насколько безопасен ваш автомобиль? IIHS оценивает и мы объясняем
Trending Pages
-
Мы подключили Ford, Hyundai и VW к нагнетателям Tesla Magic Dock. Только две машины заряжены.
-
Выпускники Tesla электрифицируют индустрию жилых автофургонов до бесконечности и дальше с Lightship L1 Camper
-
NHTSA расследует проблему с отсоединяющимся рулевым колесом Tesla
-
Совершенно новый Ford Ranger Raptor, подсчитанный сотрудником дилера с напитком в руке
-
Насколько безопасен ваш автомобиль? IIHS оценивает и мы объясняем
Ошибки, которые вы допускаете при работе со своими трубогибочными станками
Приблизительно до 1940-х годов большинство техников на заводах по производству металлов вручную гнули трубы малого диаметра. В то время было обычным делом давать неточные размеры, неправильные углы и косметические дефекты, такие как морщины на внутренней стороне изгиба.
В то время было обычным делом давать неточные размеры, неправильные углы и косметические дефекты, такие как морщины на внутренней стороне изгиба.
Но, к счастью, все изменилось после 1940-х годов, когда появились новые изобретения и было введено программирование ЧПУ, чтобы сделать работу простой и точной. На рынке были представлены трубогибочные станки с ЧПУ, которые выполняли точные измерения с помощью машин, предназначенных для безупречного выполнения работы.
Теперь с помощью трубогибочных станков с ЧПУ или трубогибочных станков с ЧПУ мы можем выполнять гибку с точными размерами на машинах, предназначенных для безупречного выполнения работы. Они используются для изготовления труб и труб в основном для гибки труб.
Что такое гибка с ЧПУ?
Гибочный станок с ЧПУ — это станок с программным обеспечением с числовым программным управлением, где оператор использует программное обеспечение для программирования для ввода данных операции или операций, необходимых для автоматического выполнения этих операций. Трубогибочные станки с ЧПУ обычно используют комбинацию прессов и роликов для направления труб и труб в процессе.
Трубогибочные станки с ЧПУ обычно используют комбинацию прессов и роликов для направления труб и труб в процессе.
Сегодня вы можете видеть, что большинство отраслей промышленности зависят от обвязочных станков с ЧПУ, поскольку им требуется только помощь человека, а не постоянное руководство. Внедрение гибки с ЧПУ сделало ее более продуктивной и эффективной за счет использования автоматизации.
Каковы основные части трубогибочного станка?
Гибочная матрица
Гибочная матрица, форма гибки или радиусная матрица. Часть поворотной гибочной машины, где выбор матрицы очень важен, так как от этого зависит внутренний радиус трубы. В процессе волочения создается необходимый изгиб, когда труба прижимается к матрице для гибки.
Зажимная матрица
Зажимная матрица предотвращает проскальзывание трубы. Зажимная матрица прижимает трубку к гибочной матрице для предотвращения соскальзывания.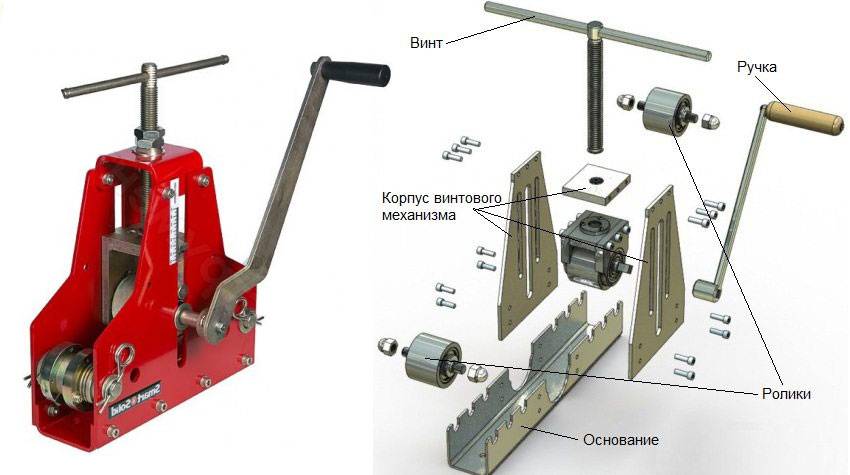
Пресс-матрица
Чтобы убедиться, что труба повторяет контур гибочной матрицы, используется пресс-матрица.
Зачистная матрица
Зачистная матрица предназначена для предотвращения образования неровностей на внутреннем радиусе и устанавливается сразу после гибочной матрицы. Почему зачистная матрица ставится сразу после гибочной матрицы? Это связано с тем, что в процессе формовки материал пластичен при изгибе, что приводит к образованию складок с большими деформациями.
Оправка
Трудно сгибать малый радиус, тонкие трубы или более твердые материалы, так как мы не получим идеального результата, чтобы преодолеть такую сложную ситуацию, чтобы предотвратить разрушение трубы, необходима оправка, которая может пригодиться.
Различные станки для гибки труб
Существуют различные виды станков для гибки труб, если вы хотите согнуть трубы. Эти инструменты для гибки труб помогают сгибать трубу, не сплющивая ее. Станки для гибки труб и сосны бывают разных форм в зависимости от выбора процесса гибки, например, требуемых радиусов гибки, материала и т. д.
Эти инструменты для гибки труб помогают сгибать трубу, не сплющивая ее. Станки для гибки труб и сосны бывают разных форм в зависимости от выбора процесса гибки, например, требуемых радиусов гибки, материала и т. д.
Различные трубогибочные станки включают ;
Роторно-вытяжной гибочный станок
Ротационно-вытяжной гибочный станок является наиболее распространенным типом трубогибочного станка, который используется для изготовления поручней, рам, автомобильных каркасов безопасности, ручек и т. д. Он позволяет производить сложные детали партиями, поскольку он является высокоточной и программируемой машиной.
Матрица для гибки начинает вращаться вокруг своей оси, когда оператор станка закрепляет трубу или трубу на станке с помощью зажимной матрицы, а стационарная нажимная матрица следит за тем, чтобы труба следовала радиусу гибочной матрицы.
Если есть сложная работа, при которой деформации не допускаются, добавление оправки и зачистного штампа может обеспечить лучший результат. Например, трубка нуждается в большей опоре, когда она имеет большой диаметр и небольшую толщину стенки.
Например, трубка нуждается в большей опоре, когда она имеет большой диаметр и небольшую толщину стенки.
Вальцегибочный станок
Эти 3-валковые вальцегибочные станки аналогичны вальцегибочным станкам для листового металла, которые обычно используются для получения больших радиусов гибки. В этом 3-валковом листогибочном станке два нижних ролика имеют фиксированное положение, а высота верхнего ролика регулируется.
До получения оптимального результата при возвратно-поступательном движении между роликами труба изгибается. Вальцегибочная машина подходит для изготовления бухт трубы, длинных гибов с большим радиусом и т. д., потому что с ее помощью мы можем добиться отличного результата, вызывая небольшую деформацию поперечного сечения.
Гибочный станок Ram
Если вы спросите, какой самый простой трубогиб на рынке, то это будет гибочный станок Ram. Размещение стационарных штампов на рабочей платформе — это первый процесс, который необходимо выполнить на гибочном станке Ram, а затем расстояние между штампами регулирует длину изгиба и угол изгиба.
Когда все становится в правильное положение, плунжер давит на трубу, где радиус изгиба зависит от радиуса плунжера. Ползун может эффективно выполнять формовку металла, так как внешняя стенка трубы поддерживается штампами.
Труба заканчивается овальным поперечным сечением при отсутствии внутренней опоры. И это делает изгиб Ram подходящим только в том случае, если деформация поперечного сечения не является проблемой. Гибочный станок Ram применяется там, где необходимы простые изгибы, требующие меньшего внимания к точности и постоянному поперечному сечению.
Трубогибочный станок Vector
Трубогибочный станок Vector работает по тому же принципу, что и гибка с вращающейся вытяжкой, что обеспечивает высокое качество результатов. Эти машины работают с автоматической системой подачи, которая делает их быстрыми и очень точными в работе, поскольку труба формируется вокруг вращающегося вытягивающего устройства. Трубогибочный станок Vector подходит для гибки высокопрочных материалов в аэрокосмической и автомобильной промышленности.
Трубогибочный станок Vector подходит для гибки высокопрочных материалов в аэрокосмической и автомобильной промышленности.
Гибочная машина с орбитальной головкой
Гибочные станки с орбитальной головкой работают с использованием как автоматизации, так и компьютерного управления. Они могут вращать головки и цанги вокруг труб и труб, чтобы повысить эффективность и производительность. Автоматическая подача и разгрузка этих машин делает их пригодными для кондиционирования воздуха, автомобилей и других сложных деталей.
Индукционная гибочная машина
Первым процессом на индукционной гибочной машине является вытягивание профиля с помощью штампа. В точке изгиба будет находиться индукционная катушка, через которую металл нагревается, когда на эту горячую металлическую заготовку оказывается давление, обеспечивая энергосберегающую гибку.
Поскольку это точный метод, для него не требуются оправки. Доступны различные углы изгиба, и широкий диапазон размеров труб подходит для одного и того же индукционного гибочного станка, что делает его более выгодным для пользователя.
Доступны различные углы изгиба, и широкий диапазон размеров труб подходит для одного и того же индукционного гибочного станка, что делает его более выгодным для пользователя.
Индукционная гибочная машина применяется для изготовления крупных промышленных конструкционных деталей, изгибов малого радиуса, деталей систем отопления, толстостенных деталей и т. д.
Ошибки в трубогибочных станках
Теперь давайте перейдем к нашему основному вопросу. Несмотря на то, что для гибки металлической трубы требуется мощная машина, при неправильном ее использовании все может быстро пойти не так. Неправильно изогнутая трубка уступает в производительности и быстро изнашивается, и они, без сомнения, будут выглядеть плохо.
Последующие ошибки могут привести к неправильной гибке. Если вы не можете выполнить гибку наилучшим образом, отвечающую вашим потребностям и вашему бюджету, вам необходим баланс мощности, точности, скорости, безопасности и экономичности. Они есть;
Они есть;
| — При слишком большом зазоре между оправкой и трубой — При недостаточном давлении в матрице — |
Ошибка, которая приводит к неправильному изгибу?
| — Убедитесь, что между роликом D и зажимным рычагом башмака для гибки есть зазор около 3/8 дюйма. Чтобы было легче увидеть зазор, между роликами можно подложить лист белой бумаги. — Убедитесь, что 3 вала блендера, то есть валы 1 (низкая скорость изгиба) и 3 (высокая скорость изгиба), должны проворачиваться по часовой стрелке, чтобы согнуть трубку, а вал 2 (средняя скорость изгиба) должен вращаться против часовой стрелки. — Проверьте внутреннее давление на прижимной матрице. Правильно ли расположены оправка и грязесъемная матрица. Чтобы удерживать трубку в матрице, вам может потребоваться усилить давление на матрицу и постепенно регулировать ее, пока не исчезнут морщины. И, наконец, проверьте посадку оправки. — Конец трубки должен выступать за конец зажимного рычага при вставке трубки, чтобы предотвратить потенциальное повреждение трубки во время изгиба. |
 Кривошип может провернуться и причинить травмы, поэтому никогда не отпускайте рукоятку, пока трубка находится под нагрузкой.
Кривошип может провернуться и причинить травмы, поэтому никогда не отпускайте рукоятку, пока трубка находится под нагрузкой.
Ошибки при покупке трубогибочных станков
Теперь давайте обсудим ошибки, которые могут случиться с техническим специалистом.
Неуместное давление
Для точного изгиба давление должно быть приложено в нужном месте в нужной степени. Слишком сильное давление может сломать ваши инструменты или вызвать плохой изгиб, и это не компенсирует использование неправильных инструментов или неправильно установленного штампа.
Слишком сильное давление может сломать ваши инструменты или вызвать плохой изгиб, и это не компенсирует использование неправильных инструментов или неправильно установленного штампа.
Слишком сильное давление может привести к плохому изгибу или поломке инструментов.
Неправильное давление может привести к двум последствиям. Первый сценарий: если слишком сильно надавить на точку изгиба, это приведет к сплющиванию или разрыву трубы. Второй сценарий — если давление оказывается слишком далеко, это может привести к короблению трубки.
Использование неподходящего станка для работы
Гибочные станки с ЧПУ — мощные и универсальные, обеспечивающие большую точность. Если у вас есть сложные формы и сложные изгибы, то гибочные станки с числовым программным управлением (ЧПУ) — лучший выбор.
Но вопрос, который вы должны задать, заключается в том, нужен ли вам гибочный станок с ЧПУ для простых гибочных работ. Без прав? С помощью обычного станка с ручным управлением вы можете выполнять все простые работы по гибке, а также увеличить скорость и сэкономить деньги.
С другой стороны, если у вас сложные гибочные работы, вам нужно выбрать гибочный станок с ЧПУ или что-то более сложное. Для сохранения формы и целостности в некоторые изгибы в трубку вставлена оправка. А пустой листогибочный станок является лучшим решением для правки, так как он позволяет производить правку до 15%.
Таким образом, в соответствии с потребностями гибки вы должны выбрать машины для клеймения.
Слишком сильное сплющивание
Слишком сильное сплющивание вызовет серьезную проблему при укладке трубы, даже если некоторое сплющивание допустимо для определенных работ. Слишком большая нагрузка на внешний радиус во время процесса гибки может привести к тому, что труба будет иметь неправильную форму.
Для этого необходимо уменьшить напряжение и использовать больший радиус осевой линии изгиба. Чтобы избежать слишком большого сплющивания, вы можете использовать оправку или заранее увеличить толщину стенки трубы.
Недостаточное знание гибочного станка
Прежде чем покупать или использовать этот продукт, вы должны получить хорошие знания о гибочном станке. Существуют различные типы трубогибочных станков в зависимости от их источника питания, которые необходимо учитывать. Нравиться;
Гидравлические трубогибы : Гибочные машины более мощные, чем электрические трубогибы. Они приводятся в действие гидравликой и воздухом из цеха, что позволяет им сгибать различные типы труб, кроме кабелепроводов.
Ручные гибочные станки : Эти гибочные станки предназначены для точных гибок труб из мягкого металла, которые выполняются вручную вручную. Они в основном используются пользователями DIY, а также любителями.
Электрические гибочные станки : Эти мощные электрические гибочные станки используются для гибки жестких труб, которые используются для создания сложных и сложных изгибов.
Деньги важнее требований
Конечно, при покупке трубогибочного станка необходимо учитывать бюджет. Но не кажется ли вам, что лучше поставить его использование в качестве приоритета?
Потому что многие проблемы с изгибом возникают из-за неправильного выбора станка или станка низкого качества. Пожалуйста, учитывайте характеристики труб, требуемую точность, жесткость или мягкость труб, а также интервал использования машины как фактор, позволяющий избежать подобных ситуаций.
Покупка для использования на максимальной мощности:
Если машина для постельного белья используется на полную мощность, это может привести к нескольким проблемам с изгибом труб. И проблема в том, что пользователи склонны использовать его на полную мощность.
Всегда рекомендуется покупать трубогибочный станок с запасом хода 10% или 20%, так как важно учитывать допуск, который различается для разных марок стали.
Выбор станка, требующего ручного труда:
Да, деньги важны, но не кажется ли вам, что при покупке трубогибочного станка нужно отдавать предпочтение требованиям, а не деньгам? Пользователь всегда в конечном итоге покупает недорогие ручные трубогибочные станки. Чтобы сэкономить эти деньги, они в конечном итоге выберут ручную машину, которая станет причиной трудоемкости и обыденности.
Конечно, эти машины могут дать хорошие результаты по сравнению с гидравлическими и электрическими трубчатыми блендерами. Но если есть ограничение по времени для работы, это может занять больше времени для изгибов труб, поворотного позиционирования и длины. Мы рекомендуем покупать трубогибочный станок, исходя из объема выполненной гибки.
Покупая, не обращая внимания на риски:
Все гибочные станки работают одинаково, но могут иметь разные функции, поскольку вы можете найти трубогибочные станки с разными характеристиками у разных производителей. Перед выбором машины следует иметь полное представление об особенностях этих изделий и их удобстве. В дополнение к этому вам также необходимо проанализировать различные риски и проблемы, с которыми вы можете столкнуться из-за их особенностей.
Перед выбором машины следует иметь полное представление об особенностях этих изделий и их удобстве. В дополнение к этому вам также необходимо проанализировать различные риски и проблемы, с которыми вы можете столкнуться из-за их особенностей.
Изгибы и складки:
Правильный изгиб должен быть таким же гладким, как и идущая к нему трубка, без складок или изгибов. Как возникают морщины и коробления? когда поперечное сечение изгиба не выдерживает давления изгиба, тогда мы можем видеть коробление и сморщивание. И обычно это происходит из-за приложения давления слишком далеко от штампа или неиспользования оправки, когда это необходимо.
Заключение об ошибках, которые вы допускаете при использовании трубогибочных станков
Из приведенного выше объяснения вы, возможно, получили представление об ошибках, которые вы можете совершить при покупке трубогибочного станка. Есть много вещей, которые вам нужно проанализировать, прежде чем купить трубогибочный станок.