 alexxlab
alexxlab Листогибочный станок своими руками: Чертежи
Листогибочный станок изготавливается в том случае, если есть необходимость в постоянной работе с металлическими листами различной толщины. Для единоразовых задач существуют специальные техники, как согнуть жесть или листовой металл с помощью подручных инструментов. Приступая к созданию собственного станка нужно хорошо рассчитать, какое количество времнени и сил есть в распоряжении для осуществления задуманного проекта.
Содержание:
- 1 Виды ручных листогибов
- 2 Пошаговая инструкция по изготовлению листогиба своими руками
Виды ручных листогибов
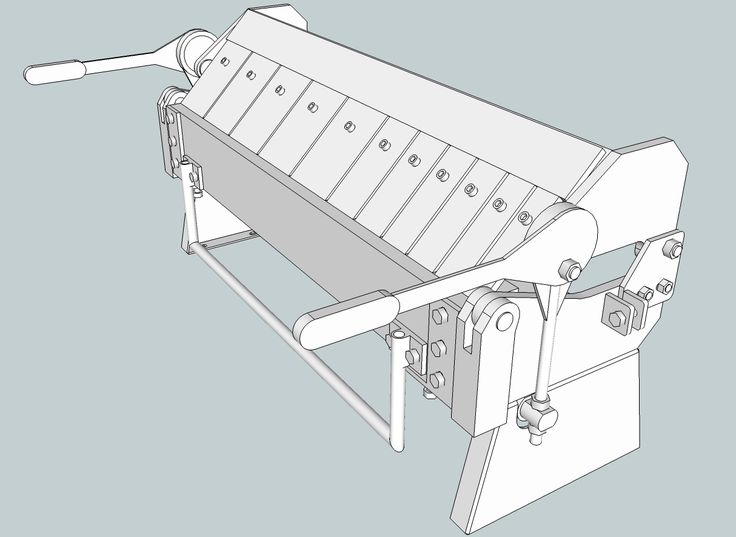
Для домашнего пользования наиболее часто используются поворотные листогибы. Они работают по такому принципу: металлический лист кладется между двумя фиксирующими плоскостями, одна из которых выступает за поверхность другой и имеет поворотный механизм.
Prev
1of1
Next
Как правило, этот поворотный механизм расположен на нижней плоскости и при её поднятии, находящийся под прижимом верхней плоскости металлический лист начинает изгибаться.
Prev
1of1
Next
Преимущество такой конструкции в относительной простоте изготовления и достаточно высокой производительности при использовании жести небольшой толщины. Главный недостаток такой конструкции в том, что она может выполнять изгибы металла ограниченной толщины и наиболее подходит для работы с угловыми изгибами. Согнуть материал по дуге с помощью такого станка будет очень проблематично.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Если есть необходимость получить плавные изгибы толстого листового металла, то для такой работы портебуется ротационный листогиб. В его основе лежит система валков, которые расположены на определенных регулируемых расстояниях друг относительно друга и позволяют согнуть даже листы достаточно большой толщины.
Prev
1of1
Next
Валки могут быть установлены в различных положениях, чтобы достичь максимально эффективной работы при выполнении округлых изгибов определенного радиуса для металла той или иной толщины
Prev
1of1
Next
Так как при выполнении большинства работ с металлом достаточно простого поворотного листогиба, далее будет подробно рассмотрена технология изготовления такого ручного станка. В конце обзора можно будет также увидеть и скачать чертежи указанного выше ротационного листогиба.
В конце обзора можно будет также увидеть и скачать чертежи указанного выше ротационного листогиба.
Пошаговая инструкция по изготовлению листогиба своими руками
Prev
1of1
Next
Prev
1of1
Next
Для создания такого станка потребуются:
Швеллер шириной 25 см
2 прочных металлических уголка из стали потолще, две трубы диаметром ½ дюйма и 3/4 дюйма
2 3/4-дюймовые гайки
2 3/4-дюймовые резьбовые пробки
2 3/4-дюймовые муфты
2 3/4-дюймовые металлические шайбы
2 болта для фиксации стальных уголков (на фото их нет)
Prev
1of1
Next
Для начала с швеллера была снята вся ржавчина и сделаны замеры и вырезы в тех местах, где будут размещены петли.
Prev
1of1
Next
Prev
1of1
Next
Далее небольшие отрезки 3/4-дюймовой трубы были отрезаны для того, чтобы затем сделать из них петли.
Prev
1of1
Next
Prev
1of1
Next
Такие же запилы, как в швеллере, нужно выполнить и в металлических уголках
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Затем сверлятся отверстия под фиксирующие болты в швеллере и одном из уголков.
Prev
1of1
Next
Prev
1of1
Next
После чего уголок скрепляется со швеллером. Это соединение не должно быть очень тугим, так как между данными двумя деталями затем будет укладываться металлический лист, который нужно будет согнуть.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Если нет возможности или времени выполнять прижим с помощью болтов, для этих целей можно использовать струбцины, как в этом примере:
Prev
1of1
Next
Далле следует изготовление петель. Для этого нужно правильно приварить метллические отрезки трубы 3/4 дюйма. От того, насколько ровно они будут установлены зависит точность работы станка в дальнейшем.
Prev
1of1
Next
Prev
1of1
Next
Боковые меньшие трубки крепятся к швеллеру, а центровой длинный отрезок — ко второму уголку.
Prev
1of1
Next
Prev
1of1
Next
Теперь нужно изготовить оси для работы петель. Они сделаны из трубы диаметром ½ дюйма, приваренной к 3/4-дюймовым гайкам.
Они сделаны из трубы диаметром ½ дюйма, приваренной к 3/4-дюймовым гайкам.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
В качестве ручек были взяты две трубы по 75 см, на концы которых были приварены 3/4-дюймовые резьбовые пробки, а 3/4-дюймовые муфты нужно приварить ко второму уголку снизу.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Для установки листа нужно фиксирующие болты ослабить на необходимое расстояние. После закладки листа болты снова зажимаются и выполняются поворот второго швеллера вверх с помощью ручек.
Prev
1of1
Next
Prev
1of1
Next
А так выглядит результат работы станка:
Prev
1of1
Next
Prev
1of1
Next
Чтобы получить изгибы круговой формы можно попробовать сделать такую конструкцию.
Prev
1of1
Next
Prev
1of1
Next
Чертежи прилагаются.
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Prev
1of1
Next
Достаточно сложная конструкция, требует большого опыта в работе с металлическими деталями.
Источник
своими руками, как сделать, чертежи кромкогиба
Содержание
- 1 Какие бывают гибочники
- 2 Изготовление ручного листогиба
- 3 Особенности роликового станка
- 4 Меры предосторожности при работе
Листовой металл и жесть пользуются большим спросом, ведь из них производят множество изделий: металлочерепица, разнообразные фасонные детали, водоотливы, профнастил, детали для авторемонта и пр.
Такие изделия покупают в готовом виде, но если сделать ручной листогиб своими руками, можно здорово сэкономить.
Какие бывают гибочники
Конечно, можно купить готовый гибочник, например, известный Эдельвейс, но и стоят такие станки немало, а вот при самостоятельном изготовлении не потребуются особые финансовые затраты. Есть несколько видов металлогибочных станков:
Есть несколько видов металлогибочных станков:
- Ручные загибочные станки. Гибка металла происходит за счет приложения физической силы. Несмотря на кажущуюся простоту конструкции, с их помощью можно производить практически все необходимые операции с листовым металлом, в том числе фальцегибочные работы.
- Гидравлические листогибы. Очень похожи на ручные станки, но приложение силы происходит за счет гидравлического привода.
- Роликовые кромкогибочные станки. Отличаются от предыдущих не только конструкцией, но и принципом работы. В них лист не гнется по определенной линии, а плавно закругляется. Такие станки необходимы для изготовления труб и иных подобных изделий.
Ручные и гидравлические станки проще в изготовлении, чем роликовые. Чертежи кромкогиба своими руками легко найти, но не везде расписан сам процесс их производства.
Изготовление ручного листогиба
В интернете можно найти множество чертежей для изготовления листогибочного станка своими руками.![]() Одна из наиболее простых и эффективных конструкций — схема станка из двутавра. Чтобы изготовить ручной листогиб своими руками, понадобятся: три отрезка двутавра с полками не менее 45 мм и толщиной от 3 мм, два винта диаметром около 20 мм, пружина, толстый металл для изготовления укосин (чтобы усилить проблемные места), дверные петли.
Одна из наиболее простых и эффективных конструкций — схема станка из двутавра. Чтобы изготовить ручной листогиб своими руками, понадобятся: три отрезка двутавра с полками не менее 45 мм и толщиной от 3 мм, два винта диаметром около 20 мм, пружина, толстый металл для изготовления укосин (чтобы усилить проблемные места), дверные петли.
Из инструмента потребуются дрель, болгарка и сварочный аппарат. Алгоритм изготовления несложный:
- Складываются два тавра, размечаются и вырезаются выемки для вваривания петель. Чтобы качественно вварить петли, выборки скашивают под 45 градусов.
- Ввариваются части петель к подготовленным кусками двутавра. Проварить необходимо и с лица, и с изнанки.
- Чтобы разместить болт, фиксирующий прижимные планки, вырезаются четыре треугольные укосины и привариваются по паре с каждой из сторон двутавра. К укосинам также приваривается гайка.
- К третьему отрезку двутавра, которым будет прижиматься лист металла, приваривается толстая стальная пластина.
 В ней нужно просверлить отверстие под болт. При вваривании необходимо точно отцентрировать отверстие и гайку на ответном отрезке тавра.
В ней нужно просверлить отверстие под болт. При вваривании необходимо точно отцентрировать отверстие и гайку на ответном отрезке тавра. - Отрезать пружину такой длины, чтобы она могла приподнимать прижимной двутавр на высоту 8−10 мм. Пружина необязательна, но ее использование значительно упростит работу по гибке металла.
- Также для удобства к шляпке прижимного винта желательно приварить ручки. Их можно сделать из ненужного обрезка арматуры.
- К подвижному отрезку двутавра приваривается рычаг-ручка. Рабочая часть листогиба готова к работе, но в таком виде им крайне неудобно пользоваться, поэтому нужно сделать станину.
Эта работа очень простая и не требует дополнительного описания. Станину можно использовать с ненужного или сломанного инструмента, если таковой имеется. В итоге получился мощный самодельный листогиб, чертежи использовались простые, одни из самых распространенных. С его помощью можно легко гнуть даже длинные и толстые листы металла. Кстати, вместо двутавра можно использовать металлический уголок с подобными характеристиками.
С его помощью можно легко гнуть даже длинные и толстые листы металла. Кстати, вместо двутавра можно использовать металлический уголок с подобными характеристиками.
Кромкогиб ручной своими руками из уголка изготавливается по тем же чертежам, только уголки основы необходимо сварить между собой попарно.
Чтобы сделать кромкогиб ручной своими руками, чертежи легко можно найти в интернете. Для прижимной части можно использовать неспаренный уголок, но его желательно усилить укосинами дли придания необходимой жесткости.
Особенности роликового станка
Роликовые листогибы менее распространены, но если требуется придать листу радиальный изгиб или изготовить трубу, альтернативы нет. В интернете можно найти чертежи листогибочного станка своими руками, рассмотрим наиболее простую и эффективную конструкцию. Валки для листогиба проще всего приобрести готовые или заказать у токаря, их потребуется 3 шт.
Для этого типа листогиба особенно важна мощная станина. Опять-таки можно изготовить самостоятельно или взять готовую. Два нижних ролика закрепляют стационарно, а верхний может двигаться, он должен располагаться над ними. При помощи нажима на верхний валок регулируется радиус закругления изготавливаемой детали. Для изготовления труб нужно предусмотреть возможность снятия верхнего валка.
Самое сложное — изготовление привода, чтобы синхронно вращались все три валка. Можно применить звездочки и велосипедную цепь.
Меры предосторожности при работе
При использовании листогибочных станков необходимо неукоснительно соблюдать правила техники безопасности:
- Оглядеть состояние робы и обуви. Не должно быть свисающих частей, незастёгнутых молний или пуговиц.
- Проверить рабочие органы листогиба на наличие неисправностей.
 В случае обнаружения не приступать к работе до их устранения.
В случае обнаружения не приступать к работе до их устранения. - Рабочее место должно быть достаточно освещено естественным или искусственным светом.
- На расстоянии метра от станка не должно быть лишних инструментов и материалов.
- Нельзя гнуть листы больше толще, чем предусмотрено конструкцией и характеристиками станка.
Таким образом, своими руками можно легко сделать листогиб.
- Автор: admin
- Распечатать
Оцените статью:
(1 голос, среднее: 5 из 5)
Поделитесь с друзьями!
window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1479353-88’, blockId: ‘R-A-1479353-88’ })})«+»ipt>»; cachedBlocksArray[281763] = «
window.yaContextCb.push(()=>{ Ya.Context. AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1479353-86’, blockId: ‘R-A-1479353-86’ })})
AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1479353-86’, blockId: ‘R-A-1479353-86’ })})«+»ipt>»; cachedBlocksArray[281761] = «
«+»ipt>
((__lxGc__=window.__lxGc__||{‘s’:{},’b’:0})[‘s’][‘_226729’]=__lxGc__[‘s’][‘_226729’]||{‘b’:{}})[‘b’][‘_695142’]={‘i’:__lxGc__.b++};«+»ipt>»; cachedBlocksArray[281757] = «
«+»ipt>
((__lxGc__=window.__lxGc__||{‘s’:{},’b’:0})[‘s’][‘_226729’]=__lxGc__[‘s’][‘_226729’]||{‘b’:{}})[‘b’][‘_689910’]={‘i’:__lxGc__.b++};«+»ipt>
«+»ipt>
((__lxGc__=window.__lxGc__||{‘s’:{},’b’:0})[‘s’][‘_226729’]=__lxGc__[‘s’][‘_226729’]||{‘b’:{}})[‘b’][‘_689910’]={‘i’:__lxGc__.b++};«+»ipt>
«+»ipt>
((__lxGc__=window.__lxGc__||{‘s’:{},’b’:0})[‘s’][‘_226729’]=__lxGc__[‘s’][‘_226729’]||{‘b’:{}})[‘b’][‘_689910’]={‘i’:__lxGc__. b++};
b++};«+»ipt>
«+»ipt>
((__lxGc__=window.__lxGc__||{‘s’:{},’b’:0})[‘s’][‘_226729’]=__lxGc__[‘s’][‘_226729’]||{‘b’:{}})[‘b’][‘_689910’]={‘i’:__lxGc__.b++};«+»ipt>»; cachedBlocksArray[281759] = «
«+»ipt>
(MRGtag = window.MRGtag || []).push({})«+»ipt>»; cachedBlocksArray[281758] = «
window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1479353-49’, blockId: ‘R-A-1479353-49’ })})«+»ipt>»; cachedBlocksArray[281762] = «
window.yaContextCb.push(()=>{ Ya.Context.AdvManager.render({ renderTo: ‘yandex_rtb_R-A-1479353-29’, blockId: ‘R-A-1479353-29’ })})«+»ipt>»;
виды листогибов, как сделать своими руками
Стоимость фасонных деталей из металла бывает больше, чем основы конструкции, поэтому экономнее самостоятельно изготавливать углы, отливы, другие подобные изделия, причем необходимых размеров для конкретной задачи.
Заготовки сгибаются:
- радиусно,
- под определенным углом,
- по кривым фасонам.
Но производство изделий из алюминиевых, жестяных, латунных, стальных сплавов невозможно без специальных приспособлений. А для этого можно смастерить в свободное время своими руками простейший листогиб, используя минимальное количество инструментов.
Содержание
- 1 Что собой представляет листогибочный станок
- 2 Область применения
- 3 Виды листогибочных станков
- 3.1 Вальцовый
- 3.2 Листогибочный пресс
- 3.3 Траверсный
- 3.4 Роликовый
- 4 Рекомендации по выбору листогиба
- 5 Проще купить или сделать своими руками?
- 5.1 Временная конструкция по упрощенной схеме
- 5.2 Как сделать самодельный ручной листогиб
- 5.3 Пошаговое описание с чертежами
- 6 Ручной листогиб для толстых листов своими руками
- 6.1 Как сделать ручной листогиб своими руками — чертежи с пошаговым описанием и видео работы
- 6.
 2 Порядок изготовления листогибочного станка своими руками по чертежам
2 Порядок изготовления листогибочного станка своими руками по чертежам
- 7 Что такое зиг машина и как ее сделать
- 8 Преимущества самодельного листогиба
- 9 Меры предосторожности при работе
Что собой представляет листогибочный станок
Простые модели — пассивное оборудование. Основа – траверса. Она выполняет функции матрицы и представляет собой прочную балку, на которую кладется лист металла.
После этого заготовка прижимается деталью, которая оказывает давление по линии изгиба. В результате происходит деформация под задаваемым углом.
Есть станочные конструкции, где изгиб получается путем сгибания при повороте траверсы или под давлением сверху. Работа листогибов таких моделей часто контролируется оператором или уровень сгибания соблюдается с помощью ограничительных элементов, которые предотвращают увеличение заданного угла.
Конструктивно станки состоят из:
- станины,
- привода,
- вертикально движущейся траверсы,
- ножа для горизонтальной резки листового материала.

- пуансона,
- матрицы,
- механизмов управления, контроля и измерения,
- зажимов для удерживания заготовок.
Самодельный листогиб способен обеспечить угол изгиба до 180 градусов у металлической заготовки длиной до 4 м, толщиной до 1,5-2 мм. Простейшая конструкция ручной модели включает:
- основание,
- прижимное устройство,
- обжимной пуансон с рычагом.
Область применения
Купленный листогибочный станок или сделанный по чертежам своими руками позволяет изготавливать строительные детали, металлические изделия, бытовую технику или решать хозяйственные задачи в быту.
Для получения необходимого результата используются операции:
- свободной гибки,
- гибки с калибрующим ударом или растяжением,
- гибки роликовым приспособлением, часто совмещаемой с профилированием листов и отрезкой.
Самодельный листогибочный станок или предлагаемый разными производителями широко используется для изготовления и ремонта:
- кровельных элементов,
- вентиляционных шахт,
- воздуховодов,
- переплетов окон и дверей,
- карнизов,
- профнастила,
- мебельных коробов, цилиндров, фурнитуры,
- автомобильных кузовов, крыльев, подножек,
- корпусов стиральных машин, микроволновых печей, холодильников,
- авиастроении.

Виды листогибочных станков
Самодельный листогибочный пресс или изготовленный профессиональными мастерами может отличаться:
- видом привода,
- степенью механизации основного процесса,
- точностью выполнения операций,
- способом фиксации обрабатываемой заготовки.
Поэтому изготовление безопасной модели самодельного листогиба необходимо начинать с составления схемы и чертежей оборудования.
Вальцовый
Такие модели довольно широко распространены при производстве водостоков, баков, воздуховодов, других изделий круглой или овальной формы.
При изготовлении производители оснащают вальцы 2- 4 гибочными валами, электромеханическим или ручным приводом вращения, ручным, электрическим или гидравлическим прижимом валов. Приводной механизм для всех валов обеспечивает защиту листов заготовок от царапин, предотвращая ее проскальзывание.
Изготовление ручных или гидравлических листогибов проще, чем роликовых моделей.

Листогибочный пресс
Листогибочные прессы с гидравлическим приводом используют многие производственные предприятия для обработки толстых заготовок методом холодной деформации. Заготовка располагается между двумя шаблонами, которые смыкаются под большим давлением.
В результате выдавливается необходимая форма. Такая технология позволяет производить изделия, чья геометрия точно отвечает требуемым параметрам. В домашних условиях своими руками можно сделать листогиб с ручным или механическим приводом, но не ждать от него слишком высокого качества.
Траверсный
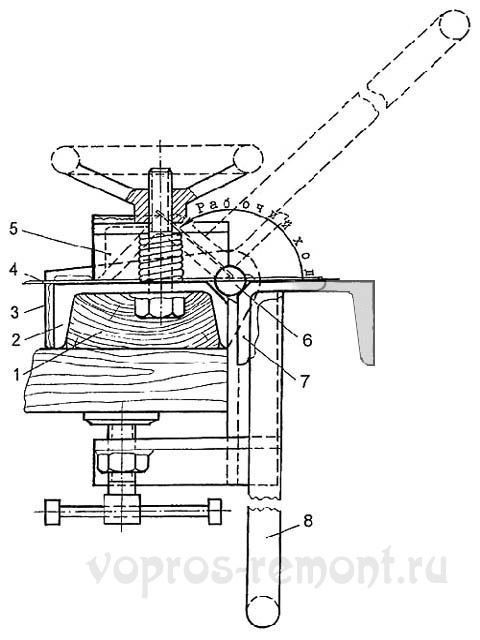
Чтобы сделать козырек, отлив для крыши, можно оцинкованный лист загнуть о кромку верстака или при помощи уголка. Если же нужна деталь с разнонаправленными гранями, без специального приспособления не обойтись.
Смастерив простейшую конструкцию самодельного листогиба для работ с жестью, можно с легкостью заготовку зажимать линейкой-фиксатором, а края под нужным углом до 180 градусов загибать подвижной траверсой. Ширину заготовок определяет длина траверсы, что необходимо учитывать при изготовлении приспособления.
Ширину заготовок определяет длина траверсы, что необходимо учитывать при изготовлении приспособления.
Роликовый
Роликовые модели оборудования отличаются не только конструктивно, но методами работы. Они используются меньше, но при необходимости радиального изгиба или трубки, это лучший вариант использования приспособления.
С их помощью заготовка не сгибается, а закругляется, причем даже далеко от кромок. Изготовленный своими руками роликовый листогиб помогает мастерить полые круглые или овальные изделия.
Рекомендации по выбору листогиба
Многих интересует, как выбирается листогиб, на какие параметры надо обращать внимание при покупке. Профессионалы советуют учитывать:
- жесткость, другие характеристики материала для обработки,
- максимальную длину, толщину обрабатываемых заготовок,
- схему прижима листогиба,
- вес оборудования,
- вид привода,
- возможности загиба под максимальным углом,
- наличие регулировок для установки и проверки точности листогиба.

К оборудованию производители прилагают дополнительные приспособления, которые повышают производительность, безопасность, комфортность работы.
Проще купить или сделать своими руками?
Ответ зависит от цели использования. Даже мелкосерийное производство потребует больше физических усилий, времени при загибании руками. Точности параметров тоже не добиться. Даже самодельный листогиб позволит повысить эффективность работы.
Но стоимость заводского оборудования высока, расход электроэнергии большой. При одноразовом применении и изготовлении небольших деталей затраты не окупятся. Плюс к этому станки в основном рассчитаны на сгибание листов шириной до 3 м, гидравлика сложная. Более рационален вариант ручного привода. Такую модель листогиба можно изготовить своими руками. Он позволит повысить эффективность работы.
Временная конструкция по упрощенной схеме
При необходимости срочной работы с жестью подойдет простейшая конструкция ручного листогиба, чертеж которого широко представлен онлайн. Для нее достаточно использования стальных уголков и струбцин. При обработке заготовок:
Для нее достаточно использования стальных уголков и струбцин. При обработке заготовок:
- край листа зажимается между двумя уголками при помощи мощной струбцины,
- сгибание заготовки осуществляется руками.
Обычно таким способом создаются незамысловатые кровельные элементы. Главное – надевать защитные рукавицы.
По возможности надо прогревать металлическую поверхность в местах сгиба. Это значительно облегчает сгибание, уменьшает риск образования трещин и деформации.
Как сделать самодельный ручной листогиб
Тем, кто интересуется, как сделать листогиб, пригодится простой, но эффективный вариант самодельного оборудования.
Для его изготовления достаточно:
- трех отрезков тавра длиной 2,5 м, толщиной 70 мм,
- двух болтов диаметром20 мм,
- небольшого куска металла толщиной 5 мм для укосин,
- пружины,
- сварочного аппарата.
Пошаговое описание с чертежами
- Сложить два отрезка тавра и по концам вырезать выемки под петли.

- Кромки выемок скосить под углом 45°.
- Обрезать третий отрезок кусок металлопроката, сделав выемки глубже. Он будет служить планкой для прижима листов заготовок, поэтому должен свободно перемещаться.
- Приварить петли с внешней и внутренней стороны.
- К каждой из сторон дальнего тавра приварить укосины для установки болтов-фиксаторов планки для прижима.
- Приварить гайки болтов к укосинам.
- Установить планку для прижима и вверху приварить пластины с отверстиями в центре, чей диаметр должен быть немного диаметра болтов.
- Провести центровку отверстий до одного уровня с приваренными гайками.
- Отрезать пружину с расчетом подъема прижимной планки на 5-7 мм.
- Продеть болт в «ухо» прижима листогиба, как предусмотрено схемой.
- После установки пружины закрепить гайку.
- Таким же способом установить вторую часть пружины с другой стороны.
- К шляпкам болтов приварить отрезки арматуры, которые будут выполнять функции ручек при закручивании.

На таком ручном листогибе из металлопроката, мощность которого легко рассчитать по чертежу, можно гнуть даже длинные и толстые заготовки.
Ручной листогиб для толстых листов своими руками
Для изготовления такой модели оборудования лучше брать уголки и швеллеры, обязательно сны всю ржавчину. Не обойтись и без сварочного аппарата.
Стандартная конструкция состоит из:
- основания,
- прижима,
- обжимного пуансона.
В основании лучше использовать швеллер № 6,5 или № 8, для прижима — швеллер № 5, а пуансона — уголок № 5. Чем больше толщина стенок, тем лучше.
Размеры пуансона и прижима делаются на 55 мм короче основы. По описанию и чертежам легко сделать такой листогиб своими руками:
- В прижимной детали строго по оси на расстоянии 30 см от концов просверлить отверстия под болты.
- Согнуть арматуру диаметром 15 мм в виде рычага и приварить к уголкам.
- На концах пуансона и основания снять фаски размером 7*45° по ребрам.

- Добавить к основе щечки из листовой стали толщиной 5 мм.
- В основании просверлить отверстия диаметром 8,5 мм и нарезать резьбу для завинчивания зажимных болтов.
- Установить на головки болтов «барашки» или воротки.
Как сделать ручной листогиб своими руками — чертежи с пошаговым описанием и видео работы
Каким бы не было мастерство и опыт, практически невозможно киянкой и оправкой загнуть часть листа без ее деформации. В интернете можно найти множество инструкций, чертежей, фото самодельных листогибов самых разных вариантов.
Для траверсного приспособления достаточно:
- 4 метров стального уголка с 50 миллиметровой стороной,
- шаровой опоры для автомашины, оснащенной кронштейном для крепежа,
- тяги стабилизатора диаметром 10 мм,
- болгарки,
- дрели,
- аппарата для электросварки.
В случае неровностей на кромке прижима, по которой будет проходить линия загиба, на заготовке будут образовываться складки или заломы.

Порядок изготовления листогибочного станка своими руками по чертежам
- Нарезать болгаркой куски стального уголка длиной 1 м каждый.
- Из кронштейна вырезать две петли для подвижной траверсы.
- Сделать из стойки стабилизатора ось, на которую будут опираться петли.
- Измерить и разметить на уголке места креплений оси.
- Точно совместить в центре оси разметку и вершину траверсы. При неправильной центровке качество изгиба будет хуже или же листогиб, сделанный своими руками окажется непригодным для работы с металлическими изделиями.
- Приставить отрезки уголков друг к другу.
- Сделать разметку на другом уголке точно напротив оси первого.
- Сложить траверсы и зафиксировать для сварки.
- Приварить петли ко второму уголку.
- Вырезать болгаркой выборку вокруг оси прижимного уголка.
- Просверлить отверстия под болты 10 мм напротив осей.
- Приварить к неподвижной траверсе болты резьбой вверх.

- Сделать отверстие в центре нижней траверсы, но болт не приваривать, потому что он будет съемным элементом. К нему приварить короткую ось.
- Нарезать из прута 15-20 мм две ручки длиной 30 см и приварить их с нижней части поворотной траверсы.
- Изготовить станину, приварив с обеих сторон четвертый уголок к неподвижной траверсе внизу.
- Просверлить в станине отверстия для закрепления к столу или верстаку.
Такой мощный листогиб, сделанный своими руками, позволяет работать с заготовками шириной до 1 м и толщиной 2 мм. Углы загиба можно выбирать любой величины. Загибать края заготовки можно ступенчато или в любом направлении, причем с разной величиной угла загиба.
Что такое зиг машина и как ее сделать
Зиговка часто применяется для обработки металлических листов. Эта технология позволяет добавить изделиям прочность, сделав на поверхности зиги – полукруглые углубления.
Кроме этого на таких станках можно наносить на металл рифление, резать или отбортовывать заготовки. Надежный зиговочный листогиб можно сделать своими руками, причем с электроприводом.
Надежный зиговочный листогиб можно сделать своими руками, причем с электроприводом.
Конструкция состоит из двух валов с горизонтальным, вертикальным или наклонным расположением. На них надеваются формирующие роликовые элементы. Заготовка зажимается между валами и вращается в разные стороны. На поверхности обрабатываемых деталей из-за пластической деформации формируются углубления нужной конфигурации и размеров.
Конструкция зиговочного ручного листогиба своими руками состоит из:
- корпуса,
- кронштейна,
- цилиндрического хвостовика,
- стопорного болта,
- винта с откидывающейся ручкой,
- двух валов,
- пружинного устройства,
- кожуха,
- зубчатой передачи,
- роликов.
Пошаговая сборка:
- определиться с типом привода,
- рассчитать основные параметры,
- составить чертеж самодельного листогиба,
- подготовить основные элементы,
- собирать все детали вместе.
Преимущества самодельного листогиба
Трудно поверить, но самодельный листогиб, изготовленный строго по чертежам, может быть удобнее заводского, потому что:
- агрегаты производителей рассчитаны ширину заготовок 3 м,
- цена готового оборудования «кусается»,
- для тонких работ неудобно использование механического привода,
- расходы на электроэнергию не оправдываются, если детали небольших размеров или требуется одноразовое использование.
С помощью ручного привода в самодельных листогибах легко регулируются физические усилия. Они просты в эксплуатации и не хуже механических или гидравлических могут сгибать заготовки. Такие листогибы для металла легко ремонтировать.
Меры предосторожности при работе
- Обязательно надевать рукавицы из плотных материалов.
- Защищать глаза очками или маской.
- Регулярно смазывать трущиеся части.
- В рабочей зоне или на вращающихся частях исключается нахождение посторонних предметов.

- Перед началом операции проверять исправность оборудования.
- Не разговаривать во время обработки заготовки.
- Не опираться на заводской или самодельный листогиб.
- Производить настройку после обязательного выключения оборудования.
Что такое гибка труб — Руководство для начинающих
Последнее обновление: 09 августа 2022 г., Джо Гамбино 15 минут потрачены не зря
Когда дело доходит до гибки труб, у новичков в профессии часто возникает множество вопросов. Например, они часто задают такие вопросы, как «что такое гибка труб?» или спрашивают о различных доступных методах гибки труб.
Цель этого руководства для начинающих по гибке труб — научить вас всему процессу. Вы узнаете об основах гибки труб, а также о различных методах гибки труб.
Как только вы дочитаете эту статью до конца, вы станете настоящим профессионалом в области гибки труб. Поэтому, без лишних слов, давайте сразу углубимся в это:
Что такое гибка труб?
Гибка труб — это процесс металлообработки, при котором трубы и трубки изгибаются в различные формы для различных целей изготовления металла. Трубы, полученные в результате процесса гибки труб, не ограничиваются каким-либо конкретным металлом, этот процесс работает с различными материалами, включая большинство металлов и сплавов.
Не существует фиксированного способа сгибания трубы, для этого существует множество различных способов. Каждый метод имеет свои преимущества, недостатки и цену.
Какова цель гибки труб?
Трубы имеют более высокую структурную целостность по сравнению с другими металлическими профилями. Однако прямые трубы непригодны для многих целей, и их часто необходимо формовать и изгибать под разными углами.
Таким образом, гибка трубы используется для изменения формы трубы целиком, без разрезания самой трубы. Использование таких процессов, как резка и сварка трубы, может ослабить целостность полученной конструкции по сравнению с использованием методов гибки трубы.
Общие материалы, используемые для гибки труб
Трубы могут быть изготовлены почти из любого металла и металлического сплава. Однако некоторые материалы используются больше, чем другие. Вот некоторые из распространенных материалов, используемых для гибки труб:
Алюминий:
Алюминий является не только самым распространенным металлом на земле, но и одним из самых распространенных материалов для металлических труб. Поэтому гибка труб часто применяется к алюминиевым трубам.
Нержавеющая сталь:
Нержавеющая сталь изготавливается из железа и хрома, что придает ей прочность железа и устойчивость к истиранию. Он также гибок и пригоден для процессов гибки.
Мягкая сталь:
Мягкая сталь — это не совсем металл, а сплав. Он создается путем смешивания углерода с железом, что приводит к получению прочного, но поддающегося обработке материала для металлических труб.
Титан:
Титан — один из лучших материалов для труб, поскольку он легкий и обладает высокой прочностью на растяжение. Он также обладает коррозионно-стойкими характеристиками для изготовления труб, которые прослужат долго.
Латунь:
Латунные трубки часто используются в металлоконструкциях из-за их способности полироваться, а также высокой коррозионной стойкости и большой прочности.
Какие существуют методы гибки труб?
Методы гибки труб в основном подразделяются на два типа: гибка труб в горячем состоянии и гибка в холодном состоянии. Вот объяснение этих типов и различных подтипов:
Горячая гибка труб
Как следует из названия, горячая гибка труб включает нагрев трубы до высокой температуры, что упрощает процесс гибки. Металлы при высоких температурах становятся более мягкими и гибкими, поэтому не ломаются и могут гнуться с меньшим усилием.
Основным недостатком этого метода является то, что металлы расширяются при нагревании, поэтому окончательные размеры изгиба и угол изгиба при охлаждении могут отличаться от требуемых.
Холодная гибка труб
Метод холодной гибки труб не требует нагрева металлической трубы до высокой температуры, гибка осуществляется при комнатной температуре трубы. Основное преимущество этого метода заключается в том, что он обеспечивает более высокую точность, поскольку окончательные размеры металла не изменяются из-за изменения температуры.
Помимо этой классификации процессов гибки труб на основе температуры, различные типы гибки труб также могут быть определены на основе используемой технологии. Вот краткий обзор этих различных типов:
- Гибка прессом: Гибка прессом – это один из самых простых процессов гибки. При гибке прессом две матрицы, наклоненные под требуемым углом изгиба, прижимаются к прямой трубе для создания изгиба. Хотя гибка прессом дешева, она не подходит для толстых труб.
- Гибка с вращательной вытяжкой: Гибка с вращательной вытяжкой является одним из лучших и наиболее часто используемых процессов гибки. В этом методе труба зажимается по внешнему диаметру и поворачивается вокруг штампа, называемого гибочным штампом. Существует множество различных вариантов процесса гибки с вращающимся вытягиванием.
- Изгибание сжатием: Изгибание сжатием — это метод гибки старой школы. В этом методе труба зажимается с обоих концов, а давление прикладывается в точке, где требуется изгиб.
- Роликовая гибка: При роликовой гибке ряд роликов проталкивает трубу через рулон, который наматывается под требуемым углом изгиба. Существует множество модификаций этого метода. Гибка валков может быть подразделена на гибку с 3 валками и гибку с 4 валками.
- Изгиб на оправке: Изгиб на оправке включает в себя вставку металлического стержня (называемого оправкой) внутрь трубы во время процесса гибки, чтобы труба не деформировалась.
- Матрицы Wiper: Матрицы Wiper также являются вставками, как и оправка, но они не используются внутри трубы. Они используются по касательной к гибочному штампу, чтобы предотвратить деформацию материала трубы.
- Индукционная гибка: Индукционная гибка головкой включает нагрев трубы через катушку, расположенную рядом с трубой, и последующую гибку с помощью поворотного штампа.

- Набивка песком и формование горячих плит: Набивка песком включает засыпку песка в трубу и нагревание его в печи. Затем происходит формирование плиты, при которой труба зажимается на плите и сгибается с помощью крана или лебедки.
- Гибка кольцевых валков: Гибка кольцевых валков используется для формирования небольших колец из металлических полос. Затем эти кольца можно сваривать вместе для различных целей.
- Гибка поршнями: Гибка поршнями аналогична гибке прессом. Трубы размещаются на двух контрштампах, которые неподвижны и наклонены под углом изгиба. Затем пресс-форма прикладывает изгибающее усилие к трубке.
Какое оборудование вам нужно для гибки труб?
Чтобы успешно согнуть трубу, нужен определенный набор оборудования. Вот что вам следует подготовить, прежде чем приступить к процессу гибки:
Трубогибы
Первое и главное оборудование, необходимое для гибки труб, — это сам трубогиб. Когда у вас есть готовые трубогибочные станки, вы можете выполнить процесс гибки на самом этом оборудовании. Целью другого оборудования является оказание помощи и улучшение качества гибки.
Когда у вас есть готовые трубогибочные станки, вы можете выполнить процесс гибки на самом этом оборудовании. Целью другого оборудования является оказание помощи и улучшение качества гибки.
В зависимости от рабочей силы может быть несколько типов трубогибов, таких как:
Ручной трубогиб:
Ручные трубогибы полагаются на физическую силу оператора, который изгибает трубу. Эти трубогибы дешевле по сравнению с другими альтернативами. Они имеют ограниченное применение, так как не могут сгибать более прочные материалы или толстостенные трубы.
Электрический трубогиб:
Эти трубогибы используют электрический серводвигатель для перемещения штампов и выполнения процесса гибки. Они немного дороже, чем ручные трубогибы, но они могут очень хорошо работать с твердыми трубами.
Гидравлический трубогиб:
В гидравлических трубах используется гидравлическое давление (давление, создаваемое узкими водяными лучами), принцип тот же, что и в кранах и других мощных машинах. Эти трубогибы могут сгибать даже самые толстые и твердые трубы. Они могут работать с электричеством (гидравлические/электрические трубогибы) или без него.
Эти трубогибы могут сгибать даже самые толстые и твердые трубы. Они могут работать с электричеством (гидравлические/электрические трубогибы) или без него.
Наборы штампов:
Для большинства технологий гибки труб требуется набор штампов, чтобы удерживать трубу и оказывать на нее давление при гибке. Основными матрицами, используемыми для этой цели, являются зажимная матрица, гибочная матрица и пресс-форма. Зажимная матрица обычно неподвижна, а прижимная матрица прикладывает усилие для создания изгиба.
Оправки:
Трубогибочные станки, независимо от их эффективности, иногда могут привести к разрушению трубы или деформации формы. Вот почему в трубу вставляется стержень, называемый оправкой, чтобы сохранить ее целостность.
Пластины для очистки:
Плашки для очистки вставляются по касательной к матрице для гибки в точке, где матрица для гибки касается изгиба трубы. Целью зачистных плашек является предотвращение деформации материала, возникающей в процессе гибки.
Программное обеспечение:
При использовании электрических трубогибочных станков с ЧПУ вам потребуется программное обеспечение, которое может направлять и контролировать процесс гибки. Это программное обеспечение часто поставляется с приобретаемыми вами трубогибочными станками, если они поддерживают автоматическое управление.
Термины по гибке труб
Когда вы выбираете трубогиб или выполняете сам процесс гибки, вам часто будут встречаться определенные термины. Вот эти термины вместе со значением для каждого из них:
Толщина стенки:
Толщина стенки – это толщина материала трубы, обычно измеряемая в миллиметрах. Более толстые трубы более прочные, но их немного сложнее согнуть.
Внутренний диаметр (ID):
Внутренний диаметр — это внутренний диаметр трубы, измеренный до внутреннего края. Если вы используете оправку, толщина оправки определяется исходя из этого диаметра.
Внешний диаметр (OD):
Внешний диаметр — это диаметр трубы, измеренный до внешних краев. Размер инструмента, который вы используете, рассчитывается на основе этого диаметра.
Размер инструмента, который вы используете, рассчитывается на основе этого диаметра.
Степень изгиба (DOB):
Степень изгиба (DOB) — это угол, под которым изгибается труба. Этот угол обычно измеряется в градусах.
Радиус центральной линии (CLR):
Радиус центральной линии немного сложно понять. По определению это радиус центра кривизны изгиба, центр оси трубы. Чтобы понять это, представьте, что изогнутая часть изогнутой трубки представляет собой полный круг. Осевой линией будет радиус окружности.
Чтобы рассчитать CLR, просто обведите изогнутую часть трубки на бумаге. Используя компас, переместите изгиб вдоль трассы, чтобы продлить кривую, пока она не станет полной окружностью. Измерьте радиус этой окружности до центра трубы, это будет радиус центральной линии.
Радиус центральной линии указан на используемом инструменте, чтобы убедиться, что он подходит для необходимого изгиба.
Достигнутый радиус центральной линии (достигнутый CLR):
Когда труба изгибается, окончательные размеры изгиба могут немного отличаться от запланированных из-за небольших изменений и деформаций металлических стенок трубы. Окончательный радиус центральной линии называется достигнутым радиусом центральной линии.
Окончательный радиус центральной линии называется достигнутым радиусом центральной линии.
Пружина:
Когда изогнутая трубка высвобождается из зажимов трубогиба, трубка немного выпрямляется, как пружина, освобождающаяся от напряжения. Это изменение формы называется пружинением. Для точного изгиба пружинение должно быть как можно меньше.
Пошаговый процесс гибки труб
Хотя точные этапы гибки трубы могут различаться в зависимости от типа используемой технологии гибки труб, основная идея более или менее одинакова. Вот общие шаги по изгибу трубы, применимые к большинству процессов:
Шаг 1: Получение оборудования
Прежде всего, приобретите все необходимое оборудование для гибки труб. Выберите трубогиб, соответствующий вашим требованиям, и другие материалы, такие как оправка и гребенки. Выполните необходимые расчеты, такие как внешний диаметр, внутренний диаметр и толщина стенки инструмента и оправки.
Шаг 2: Настройка трубогиба
Трубогибы поставляются с различными регулировками и установочными дисками, чтобы подготовить их к работе с трубами того размера, который вы используете. Правильно настройте трубогиб. Если вы используете трубогиб с программным управлением, вы можете использовать программное обеспечение для выполнения этих настроек.
Правильно настройте трубогиб. Если вы используете трубогиб с программным управлением, вы можете использовать программное обеспечение для выполнения этих настроек.
Шаг 3: Выровняйте трубу
Правильно выровняйте трубу на трубогибе. Используйте оправку и гребенки в нужных местах по мере необходимости. Как правило, трубогибы поставляются с транспортиром для измерения угла изгиба. Если ваш трубогиб не поставляется с транспортиром, отметьте контрольные точки на бумаге, чтобы отслеживать.
Шаг 4: Изогните трубу
Следуйте инструкциям, прилагаемым к трубогибу, чтобы продолжить процесс гибки. Эти направления могут значительно различаться в зависимости от различных гибочных станков, поэтому убедитесь, что вы обращаетесь к рекомендациям для вашей конкретной модели.
Шаг 5: Отсоедините детали
Отсоедините трубу от гибочного станка вместе с другим оборудованием, таким как штампы и гребенки. Убедитесь, что вы удалили трубку безопасно, так как пружинение и другие факторы могут привести к травме.
Конструкция для гибки труб
При гибке трубы следует помнить о некоторых указаниях относительно конструкции гибки труб:
Формы изгиба
- Точный угол изгиба может варьироваться в зависимости от проекта. Однако в некоторых распространенных приложениях используется простая форма изгиба, а не угол. Некоторые распространенные формы изгиба: «L-образный изгиб», «U-образный изгиб», «S-образный изгиб» и «Спиральный изгиб».
- Когда в процессе гибки к трубам прикладывается механическое усилие, это часто может привести к изменению формы трубы с круглой на овальную. Это изменение формы называется овальностью. Он измеряется как разница между максимальным наружным диаметром и минимальным наружным диаметром.
- Чтобы учесть пружинение, необходимо учитывать компенсацию пружинения. Эта компенсация различна для разных материалов. Вот компенсация пружинения для некоторых распространенных материалов:
Материал
Компенсация Springback
304 НЕПРАВИЛЬНАЯ СТАЛЬНАЯ Сталь
2-3 градуса
Мяглый алюминий
1,5-2 градуса
холодная сталь
0,75-1 градуля 1 Градус
Медь
0,00-0,5 Градус
Латунь
0,00-0,5 Градус
Отрасли, использующие гибку труб
крупные отрасли. Некоторые из наиболее распространенных отраслей промышленности, в которых используются эти процессы обработки металлов давлением:
Некоторые из наиболее распространенных отраслей промышленности, в которых используются эти процессы обработки металлов давлением: Автомобильная промышленность
- Гибка труб используется в выхлопных системах в каждой автомобильной промышленности. Трубогибочные станки
- также используются для изготовления каркасов безопасности гоночных автомобилей, квадроциклов и внедорожников.
Аэрокосмическая промышленность
- Трубогибы используются для придания структурной целостности космическим аппаратам и компонентам.
Производство:
- Процессы гибки труб используются для изготовления машин и инструментов почти во всех отраслях обрабатывающей промышленности.
Мебель и места для отдыха:
- Каркасы такой мебели, как кровати и столы, изготавливаются путем гибки труб.
- Предметы для отдыха на открытом воздухе, такие как складные кровати, стулья и каркасы палаток, изготавливаются с помощью трубогибов.
- Каркасы аттракционов и американских горок в парках развлечений широко изготавливаются путем гибки труб.
Строительство:
- Тяжелые грузоподъемные краны в строительной отрасли проектируются с использованием гибки труб.
- Каркасы небоскребов и другие конструктивные элементы также изготавливаются с использованием процесса гибки труб.
- Ротационная гибка также широко используется для лестничных перил в зданиях.
Сельское хозяйство:
- Гибка труб используется в различных тяжелых деталях сельскохозяйственной техники, такой как комбайны, тракторы и их различное навесное оборудование.
- В сельскохозяйственных транспортных средствах также используются каркасы безопасности, созданные в процессе гибки труб.
Какие основные ошибки допускают большинство новичков при гибке труб?
Когда новички приступают к процессу гибки труб, они обычно допускают несколько типичных ошибок. Вот некоторые вещи, которые вы должны помнить для создания качественных изгибов, не нанося ущерба материалам или себе.
Вот некоторые вещи, которые вы должны помнить для создания качественных изгибов, не нанося ущерба материалам или себе.
Сварной шов
В большинстве проектов используются трубы со сварным швом, поскольку они экономичны и так же прочны, как бесшовные трубы. Как новичок, вы должны иметь в виду, что этот сварной шов нужно повернуть внутрь изгиба, чтобы сохранить хороший внешний вид трубы.
Удлинение трубки
Удлинение трубки — это максимальная длина, на которую можно растянуть трубку, прежде чем она сломается. Чем больше изгиб, тем больше удлинение. Поэтому убедитесь, что труба, которую вы сгибаете, может выдержать требуемый угол изгиба.
Многократные изгибы
При выполнении нескольких изгибов трубы не забудьте сохранить достаточное расстояние между двумя последовательными изгибами для фиксации трубы. Кроме того, имейте в виду, что несколько изгибов могут увеличить стоимость и время самого проекта.
Стандартные трубы и трубы нестандартного размера
Для некоторых проектов могут потребоваться трубы нестандартных форм и размеров. Однако, когда это возможно и применимо, предпочтительно использовать стандартные формы и размеры труб. Они обеспечивают экономию средств за счет большей доступности инструментов по правильной цене.
Однако, когда это возможно и применимо, предпочтительно использовать стандартные формы и размеры труб. Они обеспечивают экономию средств за счет большей доступности инструментов по правильной цене.
Избегайте больших углов изгиба
По возможности избегайте угла изгиба более 90 градусов. Более высокие углы изгиба могут привести к большей вероятности разрушения трубы или деформации материала.
Примечания
После прочтения информации, представленной в этой статье, вы теперь знакомы со всеми основными понятиями гибки труб, а также с тем, как это сделать самостоятельно.
Чтобы избежать неприятностей и лишней траты ресурсов, внимательно следуйте приведенным здесь советам и рекомендациям по безопасности. Самое главное, будьте осторожны при выборе правильного трубогиба, так как это может быть разницей между высококачественным изгибом и трубой, которая в конечном итоге сломается.
RogueFab предлагает ряд первоклассных трубогибов, которые идеально подходят для любого применения, которое вы считаете нужным. Просмотрите наш ассортимент и выберите тот, который соответствует вашей цене и требованиям.
Просмотрите наш ассортимент и выберите тот, который соответствует вашей цене и требованиям.
Искусство и наука гибки листового металла
Опора двигателя. Прочный корпус. Кронштейн 43,7°. Для среднего взлома требуется по крайней мере одна угловая металлическая деталь, и лучшим инструментом для ее изготовления по-прежнему является старый добрый листогибочный пресс. Гибка деталей требует некоторых дополнительных мыслей при проектировании и компоновке плоских шаблонов, поэтому, если вы хотите узнать о допусках на изгиб, вычете изгиба и о том, как согнуть точные детали даже без пресса, читайте дальше.
Методы гибки
Листогибочный пресс (источник) Наиболее распространенными методами гибки, но, конечно, не единственными, являются воздушная гибка и дно. Они могут выполняться на одном и том же листогибочном прессе и обычно не требуют давления более 25 тонн для общего использования в мастерских. Листогибочный пресс также поставляется с ручным или управляемым ЧПУ задним упором, который позволяет точно позиционировать линию сгиба.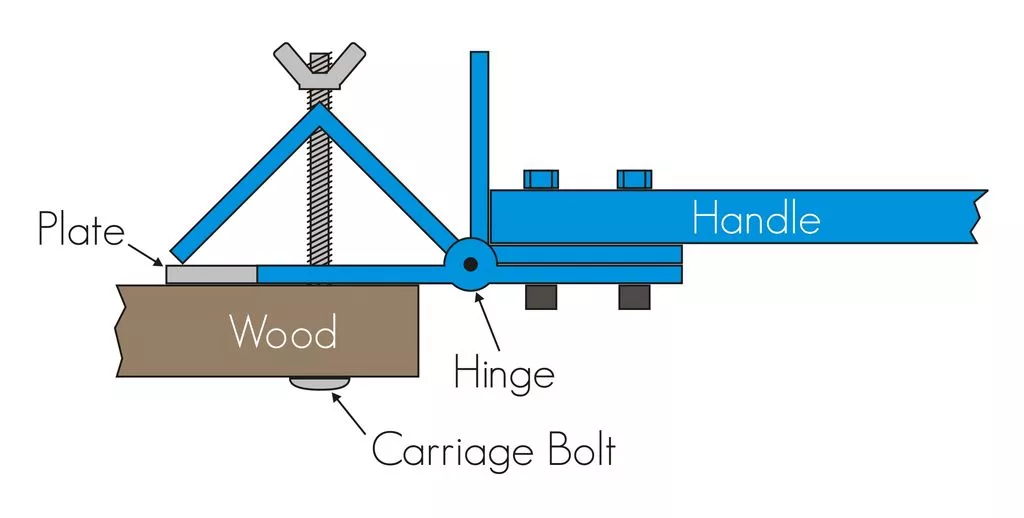 Как и все прессы, гибочные прессы немного обманчивы в отношении их потенциальной опасности. Они выглядят спокойными и двигаются медленно, но в тот момент, когда их сила достигает материала, все может произойти очень быстро.
Как и все прессы, гибочные прессы немного обманчивы в отношении их потенциальной опасности. Они выглядят спокойными и двигаются медленно, но в тот момент, когда их сила достигает материала, все может произойти очень быстро.
Однако, если вы не можете получить доступ к листогибочному прессу, вам не совсем повезло. Существуют методы прорезания пазов, при которых материал ослабляется на линии изгиба ровно настолько, чтобы сделать хороший изгиб в стали толщиной до 1/4 дюйма, используя только слесарные тиски.
Воздушная гибка
Воздушная гибка Анимация — (источник) Воздушная гибка использует инструмент для штамповки и часто V-образную нижнюю матрицу. Профиль пуансона определяет радиус изгиба, а глубина хода определяет угол изгиба. Поскольку глубина хода регулируется на станке, гибка на воздухе позволяет сгибать листовой материал под произвольным углом без замены штампа или пуансона. Отверстие нижней матрицы должно быть выбрано адекватно в зависимости от толщины материала и радиуса изгиба, и хорошее эмпирическое правило: от 6 до 12 раз больше толщины материала. Это обеспечит хорошие результаты и долгий срок службы инструмента. Однако вы быстро заметите, что даже профессиональные мастерские используют свои 3/4-дюймовые нижние штампы практически для чего угодно, вот и все. После отпускания пуансона материал немного отпружинивает, что необходимо компенсировать перегибанием материала. Воздушная гибка не очень хороша с точки зрения угловой точности, но может работать с различными материалами, толщиной материала и углами изгиба без переналадки.
Это обеспечит хорошие результаты и долгий срок службы инструмента. Однако вы быстро заметите, что даже профессиональные мастерские используют свои 3/4-дюймовые нижние штампы практически для чего угодно, вот и все. После отпускания пуансона материал немного отпружинивает, что необходимо компенсировать перегибанием материала. Воздушная гибка не очень хороша с точки зрения угловой точности, но может работать с различными материалами, толщиной материала и углами изгиба без переналадки.
Нижняя часть
Нижняя анимация – (отредактировано, источник) Как и в воздушной гибке, в нижней части используется пуансон и V-образный нижний штамп. Однако пуансон будет прижимать материал к внутренним поверхностям нижнего штампа, поэтому угол нижнего инструмента определяет угол изгиба. Таким образом, этот метод требует отдельных нижних штампов и переналадки для каждого угла изгиба, а также значительно большего давления. Однако он более точен и имеет меньшую пружинистость, чем изгиб на воздухе. То, что вы обычно найдете в мастерской общего назначения или на рабочем месте, — это тормозной пресс, оснащенный 9Нижняя матрица с углом наклона 0° для запрессовки дна, а для любого угла изгиба менее 90° будет использоваться та же матрица для гибки на воздухе. Тем не менее, поскольку дно требует больших усилий, также более важно использовать правильные штампы. Эмпирическое правило гласит, что 8-кратная толщина материала обеспечивает хорошее раскрытие дна штампа. Однако, поскольку геометрически правильный проем также зависит от радиуса изгиба, существуют более эффективные способы расчета ширины проема.
То, что вы обычно найдете в мастерской общего назначения или на рабочем месте, — это тормозной пресс, оснащенный 9Нижняя матрица с углом наклона 0° для запрессовки дна, а для любого угла изгиба менее 90° будет использоваться та же матрица для гибки на воздухе. Тем не менее, поскольку дно требует больших усилий, также более важно использовать правильные штампы. Эмпирическое правило гласит, что 8-кратная толщина материала обеспечивает хорошее раскрытие дна штампа. Однако, поскольку геометрически правильный проем также зависит от радиуса изгиба, существуют более эффективные способы расчета ширины проема.
Прорезь
Пример сгибаемого вручную кронштейна от Crown International (источник изображения) Чтобы определить область сгиба и уменьшить усилие, необходимое для сгибания детали из листового металла до состояния, с которым можно справиться без тормозного пресса, на линии сгиба можно прорезать прорези, чтобы выборочно ослабить материал. Это похоже на сгибание пропила, но менее хрупкое. Прорезка — отличный метод изготовления нестандартных металлических корпусов и рам для небольших роботизированных проектов и даже больших ненагруженных конструкций. Однако, поскольку это явно ослабляет материал, это недопустимо для тяжелых несущих деталей, которые зависят от структурной целостности области изгиба. Существуют даже запатентованные методы с использованием определенных шаблонов слотов, и даже если их идея достаточно проста, они могут быть весьма изобретательными.
Прорезка — отличный метод изготовления нестандартных металлических корпусов и рам для небольших роботизированных проектов и даже больших ненагруженных конструкций. Однако, поскольку это явно ослабляет материал, это недопустимо для тяжелых несущих деталей, которые зависят от структурной целостности области изгиба. Существуют даже запатентованные методы с использованием определенных шаблонов слотов, и даже если их идея достаточно проста, они могут быть весьма изобретательными.
Геометрия изгиба
В зависимости от угла и радиуса изгиба материал в области изгиба деформируется. Чтобы получить окончательные размеры детали, к которым мы стремимся, мы должны принять это во внимание заранее. Большинство профессиональных инструментов САПР, таких как Solidworks или Rhino, сделают за вас всю математику гибки, но, к сожалению, многие другие хорошие инструменты, такие как Fusion 360, OpenSCAD или FreeCAD, требуют от вас установки дополнительных плагинов, использования онлайн-калькуляторов или посчитать вручную.
Листы
Начнем с предположения, что вы хотите построить кронштейн 90° из бесконечно тонкого листа материала или, если быть практичным, из листа бумаги. Поскольку он такой тонкий, он на самом деле не содержит никакого материала, поэтому он будет гнуться без деформации материала. Чтобы сделать это еще проще, мы выбираем радиус изгиба 0, что делает его складкой. В этом теоретическом случае длина полосы L, которую нам нужно вырезать, будет суммой двух сторон скобы, A и B.
Если мы сейчас добавим радиус изгиба, то наша скобка будет состоять уже не из двух прямых сторон А и В, а из двух укороченных сторон, которые я назову а и б. Ноги соединены дугой длиной c. Все идет нормально.
Кубоиды
Чтобы представить себе сгибание листа металла значительной толщины, сосредоточьтесь на воображаемом центральном листе, так называемой нейтральной линии или нейтральной оси, в пределах толщины. Эта нейтральная линия ведет себя точно так же, как тонкий лист выше, оставаясь недеформированным при изгибе.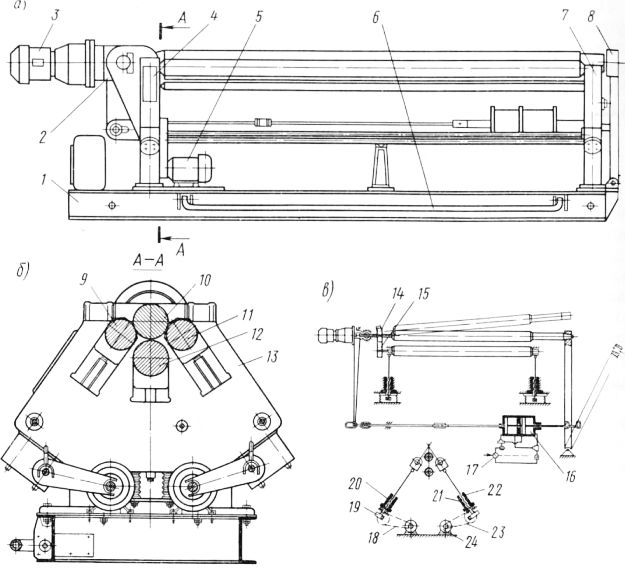 Единственные две вещи, которые мы должны иметь в виду, это то, что толщина материала t смещает радиус изгиба r’ нейтральной линии на половину толщины материала, и наши ноги a и b становятся немного короче. Реальные материалы, такие как сталь и алюминий, ведут себя не совсем так, как эта центральная линия, но концепция нейтральной линии по-прежнему полезна для их описания.
Единственные две вещи, которые мы должны иметь в виду, это то, что толщина материала t смещает радиус изгиба r’ нейтральной линии на половину толщины материала, и наши ноги a и b становятся немного короче. Реальные материалы, такие как сталь и алюминий, ведут себя не совсем так, как эта центральная линия, но концепция нейтральной линии по-прежнему полезна для их описания.
Допуск на изгиб и k-фактор
Как всегда, реальные материалы ведут себя не так просто, как наши модели. После того, как материал примет новую форму между инструментами из закаленной стали пресса, эта центральная нейтральная линия будет изрядно испорчена взаимодействием. Мы не можем точно знать ход нейтральной линии после изгиба без подробной и довольно сложной модели характеристик материала. Для упрощения можно использовать воображаемую нейтральную линию, основанную на упрощенном приближении, для предсказания длины развертки:
Для этого вводится поправочный коэффициент k. Коэффициент смещает нейтральный участок линии в области изгиба от его центральной траектории до тех пор, пока он не станет длиной соответствующей области развертки. Коэффициент k определяется эмпирически для данного материала, толщины материала, радиуса изгиба и метода изгиба. Он отражает все реальные, но неизвестные искажения в области изгиба.
Коэффициент k определяется эмпирически для данного материала, толщины материала, радиуса изгиба и метода изгиба. Он отражает все реальные, но неизвестные искажения в области изгиба.
Поскольку k-фактор зависит от нескольких факторов, используются таблицы эмпирически определенных k-факторов для заданных установок. Используя k-фактор, теперь мы можем рассчитать допуск на изгиб «BA», который представляет собой длину плоского материала, который входит в область изгиба. Это просто длина дуги «воображаемой» нейтральной линии, которая была компенсирована k-фактором:
Конечно, аппроксимация реалистична только в том случае, если используется коэффициент k, и имеет смысл вести собственную таблицу со значениями k для материалов, с которыми вы собираетесь работать. Тем не менее, следующие значения являются хорошей отправной точкой:
Таблица k-фактора «Правила большого пальца» (источник: Википедия)Допуск на изгиб для гибов с прорезями
При прорези листового металла по оси сгиба средняя плотность материала область уменьшилась. Не существует конкретного правила относительно того, насколько материал должен быть ослаблен, но, как правило, хорошим выбором является плотность 20% для стали толщиной до 1/8 дюйма. При плотности 20% ширина перемычки w составляет 1/4 длины паза s, как показано на рисунке ниже. Для ширины моста w я предлагаю не опускаться ниже 3/4 толщины материала T.
Не существует конкретного правила относительно того, насколько материал должен быть ослаблен, но, как правило, хорошим выбором является плотность 20% для стали толщиной до 1/8 дюйма. При плотности 20% ширина перемычки w составляет 1/4 длины паза s, как показано на рисунке ниже. Для ширины моста w я предлагаю не опускаться ниже 3/4 толщины материала T.
Прямые пазы
При использовании прямых пазов область изгиба в развертке будет такой же ширины, как ширина паза d, поэтому для всех практических целей ширина паза в этом случае равна допуску на изгиб. В зависимости от желаемого радиуса изгиба можно рассчитать ширину паза:
Однако радиус не должен быть слишком большим и, как правило, не должен превышать 2/3 толщины материала.
Инженерные прорези
Прорези в форме смайлика (от Industrial Origami Inc. – источник патента) Прорези могут быть сформированы таким образом, чтобы контролировать изгиб более предсказуемым и независимым от материала способом. Хотя вырезание непрямых пазов в металле может показаться тривиальным, в этой области до сих пор имеется множество патентов. Для использования в образовательных целях и проектах «сделай сам» соответствующие патенты Industrial Origami Inc. могут по-прежнему быть отличным ресурсом. Они содержат целый каталог более продуманных шаблонов слотов, таких как форма смайлика, самоиндексирующийся шарнир, скрученный шарнир и другие методы, подобные оригами.
Хотя вырезание непрямых пазов в металле может показаться тривиальным, в этой области до сих пор имеется множество патентов. Для использования в образовательных целях и проектах «сделай сам» соответствующие патенты Industrial Origami Inc. могут по-прежнему быть отличным ресурсом. Они содержат целый каталог более продуманных шаблонов слотов, таких как форма смайлика, самоиндексирующийся шарнир, скрученный шарнир и другие методы, подобные оригами.
Большинство выкроек сконструированы таким образом, что материал может самоиндексироваться относительно самого себя после изгиба. Например, диагональные перемычки рисунка смайлика будут укорачиваться по мере того, как они скручиваются из-за изгиба, эффективно стягивая две плоские стороны вместе от края до края, поэтому практически отсутствует радиус изгиба и не требуется учитывать допуск на изгиб, зависящий от материала. Этот метод позволяет выполнять очень точные изгибы с незначительными деформациями и чрезвычайно прочными деталями. Формулу для внешнего отступа все еще можно использовать, а поскольку OSSB является чисто геометрическим, таблицы k-фактора не требуются.
Внешний отступ «OSSB»
Чтобы получить длину развертки L, мы должны знать длину наших прямых участков a и b. Конечно, если вы проектируете деталь с помощью САПР, вы можете просто прочитать размеры в своем инструменте САПР. Однако, если у вас есть только технический чертеж с основными размерами или эскиз на салфетке, вам придется делать это вручную.
Разница между длиной стороны (A или B) изгиба и его отрезком (a или b) называется внешним отступом или «OSSB». Таким образом, длина ноги определяется как:
a = A – OSSB
b = B – OSSB
На данный момент обычно используются два различных определения длины сторон A и B, и это зависит от угла изгиба. Для углов сгиба менее 90° их обычно определяют как длину от вершины до края, для углов сгиба больше 90° их обычно измеряют от касательной изгиба к краю. Для угла изгиба 90° эти два параметра одинаковы. Во всех формулах и примерах для угла изгиба α используются градусы.
OSSB для α
< 90°Для угла изгиба α меньше 90° и, как правило, когда A и B измеряются от вершины до края, формула для внешнего отступа всегда зависит от изгиба угол:
OSSB для α >= 90°
Для углов изгиба больше 90° и, как правило, когда A и B измеряются от касательной изгиба к кромке, внешний отступ не зависит от изгиба угол:
Свобода выбора
Если вы не привязаны к определенной норме, вы все равно можете измерить A и B от вершины до края и использовать первую формулу, даже если ваш угол изгиба больше 90°, если он меньше чем 180°.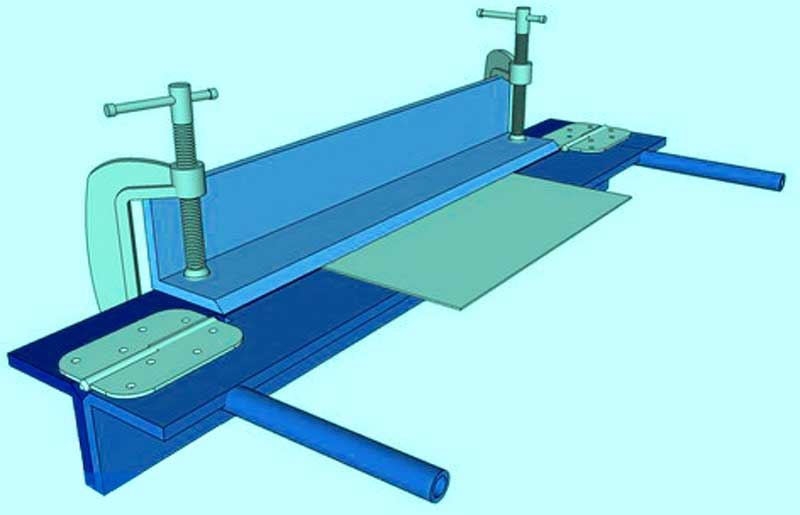 Тем не менее, для больших углов это становится крайне непрактичным, учитывая, что вершина уходит далеко от изгиба.
Тем не менее, для больших углов это становится крайне непрактичным, учитывая, что вершина уходит далеко от изгиба.
Длина развертки
Наконец, мы можем собрать все воедино и рассчитать длину развертки L, до которой нам нужно разрезать металл, сложив части вместе:
Вычет изгиба «BD»
На практике длина развертки всегда меньше суммы A и B, поэтому все вышеперечисленное может быть сведено к разнице между A + B и L, что называется вычет изгиба „BD“.
для α
<= 90 °
и для α> = 90 °
и для α> = 90 °
9003 9 и для α> = 90 °
и для α> = 90 °
9003
и для α> = 90 °
2и для α> = 90 °
2 9003и для α> = 90 °
29003
и для α> = 90 °
29003 9002
Разработайте свою деталь сейчас
Итак, зная основы припусков на изгиб и вычетов изгиба, вы должны быть в состоянии построить свой собственный стальной корпус, раму робота или монтажный кронштейн, используя тормозной пресс или метод прорези и тиски.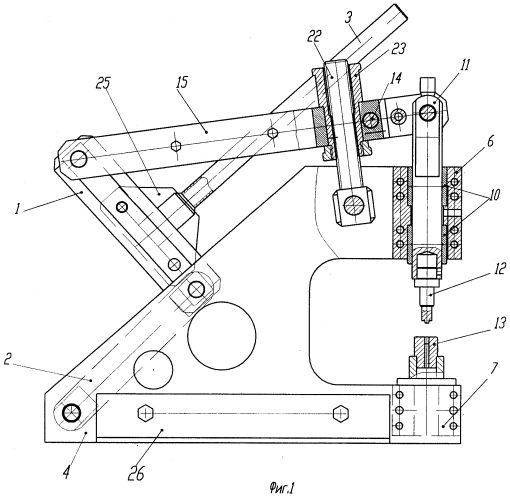 И вам не нужно иметь лазерный или плазменный резак, чтобы получить нестандартные формы из нержавеющей стали или алюминия. Местные мастерские и онлайн-сервисы с радостью введут ваш дизайн в свой высокоавтоматизированный производственный конвейер, и даже небольшие количества могут стать доступными. Чтобы подвести итог, посмотрите следующее видео-введение Дэна Гелбарта в листогибочный пресс:
И вам не нужно иметь лазерный или плазменный резак, чтобы получить нестандартные формы из нержавеющей стали или алюминия. Местные мастерские и онлайн-сервисы с радостью введут ваш дизайн в свой высокоавтоматизированный производственный конвейер, и даже небольшие количества могут стать доступными. Чтобы подвести итог, посмотрите следующее видео-введение Дэна Гелбарта в листогибочный пресс:
чертежи и советы по изготовлению. Как сделать трубогиб для трубы своими руками
25 ноября. Инструменты Просмотры 691. Комментарии к записям Трубогиб профильный своими руками: чертежи и советы по изготовлению №
Применение профилированных труб для строительства и изготовления металлических изделий в последнее время стало практически повсеместным. Трубы квадратного сечения отлично зарекомендовали себя как легкий, но очень надежный материал. Его часто используют для возведения обычных, но прочных конструкций, таких как балконные рамы, навесы, беседки, теплицы.
Трубы квадратного сечения отлично зарекомендовали себя как легкий, но очень надежный материал. Его часто используют для возведения обычных, но прочных конструкций, таких как балконные рамы, навесы, беседки, теплицы.
Принцип действия и устройство трубогибочного станка
Теплицы, теплицы, теплицы, как правило, имеют арочную форму, поэтому трубу нужно будет согнуть. Вы можете сделать это двумя способами:
- Вручную, предварительно нагретая труба. Этот вариант подходит только для небольших объемов работ. Он имеет ряд существенных недостатков. Во-первых, при нагреве меняются свойства металла, что может негативно сказаться на прочности всей конструкции. Во-вторых, при изготовлении гибки вручную будет сложно добиться точности каждой детали. Да и сделать идеальный радиус вручную невозможно.
- С помощью трубогибочного станка. Это самый оптимальный вариант. Точность изготовления деталей с заданным радиусом дуги, высокая производительность по сравнению с ручной работой — делают этот способ наиболее предпочтительным.
Если трубогибочный станок будет использоваться в промышленных масштабах для ведения бизнеса, имеет смысл приобрести заводскую модель. Если он нужен для разовой работы, либо понадобится время от времени, нет смысла тратить значительные средства на покупку. Вы можете арендовать его или сделать самостоятельно. О том, как сделать трубогиб своими руками для профильной трубы — далее в статье.
Прежде чем приступить к процессу изготовления трубогиба своими руками, необходимо четко представлять, из чего он состоит и как работает.
Принцип работы трубогиба достаточно прост. Гладкая труба прокатывается между подвижными валками, один из которых может менять свое положение по вертикальной оси. За счет давления центрального валка заготовка изгибается под определенным углом. Приложенное давление не в одной, а в нескольких точках, является залогом равномерного изгиба трубы, без разрушения ее поверхностей.
Конструкция гибки труб также довольно проста. Основные узлы трубогибочного станка следующие:
Основные узлы трубогибочного станка следующие:
- Станна. Представляет собой сварную металлоконструкцию, на которую устанавливаются все части станка, в том числе направляющий ролик, механизм изменения угла прокатки трубы, приводной механизм.
- Комплект роликов. Как правило, простая трубогибка имеет 3 ролика, два из которых жестко закреплены на станине, а третий имеет свободный ход. Благодаря такой конструкции можно изменять угол прокатки, а соответственно и радиус детали. Станок должен иметь специальное устройство для фиксации положения трубы при прокатке, что позволит прокатывать конструкции разных сечений без смещения.
- Привод. Для перемещения заготовки на станке один из валов, как правило, является центральным верхним валом, должен придавать ей движение, просто вращаться. Для этого к нему подключается накопитель. Это может быть электрический, гидравлический или ручной привод. В самодельной гибке труб обычно используется последний.
Конструкция станины трубоподшипниковых машин бывает двух видов:
- Закрыто.

- Открыть.
Изделия, изготовленные в домашних условиях, обычно комплектуются дополнительными элементами, упрощающими эксплуатацию агрегата.
Материалы для изготовления труб-нагрузок для профильной трубы своими руками
Несмотря на некоторую сложность конструкции, изготовление трубогибочного станка не требует особых материальных затрат. Большинство деталей можно купить на разборке или в пунктах приема металлолома. При этом, по сравнению с не слишком крепкими заводскими рукоятками, это действительно мощная, пусть и не такая красивая машина, которая прослужит долгие годы. Для того чтобы определить потребность в материалах, лучше сделать чертежи гибки профильной трубы своими руками.
Для изготовления кровати потребуется:
- Schweller шириной не менее 140 мм.
- Несколько швеллеров 5п шириной полки 50 мм для роликовых опор.
- В отдельных случаях возможно применение стального круглого проката из цельных марок стали.

- Для упоров на станине используются три пары подшипников. Их внутренний диаметр подбирается под диаметр валов.
- Если верхний ролик регулируемый, то для механизма его подъема и опускания потребуется прижимной винт и гайка соответствующего диаметра. В этом случае могут приводиться только нижние ролики. На их валы наварен обычный привод от старого велосипеда, который и приводит их в движение.
Можно сделать трубогиб с подвижным нижним крайним роликом. Тогда кровать делают не цельную, а сборную, с подвижной спинкой. Для этого можно остановить обычный гидравлический домкрат. В случае с регулируемым нижним роликом к верхнему приваривается ручной привод, который и будет приводным.
В качестве ручного привода необходима ручка с большим плечом. Он облегчает усилие, которое необходимо приложить для гибки профильной трубы с большой площадью поперечного сечения.
Последняя конструкция более удобна и проста в изготовлении.
Из инструмента для этой бумаги вам понадобится:
- Болгарка с диаметром окружности не менее 230 мм для резки толстостенного металла и зачистки сварочных швов.

- Сварочный аппарат с набором электродов.
- Рулетка, линейка, мужской ящик, мел.
Трубогиб профильный своими руками. Требования безопасности при работе с металлом
При резке, сварке и зачистке металла необходимо строго соблюдать правила техники безопасности:
- При работе со сварочным аппаратом необходимо иметь огнетушитель. Эти работы целесообразно проводить вместе.
- Работать необходимо только в спецодежде с применением средств индивидуальной защиты:
- сварочный щиток;
- маска или очки для работы с болгаркой;
- варежки.
Трубогиб для труб своими руками с центральным регулировочным роликом
При наличии необходимых материалов и навыков сварки трубогибочный станок можно собрать за 1 день.
Порядок работ следующий:
- Для начала необходимо изготовить станину и упор для роликового прижимного винта. Кровать в этом случае будет сплошной.
 Его длина выбирается на свое усмотрение. В центре станины сооружается упор для роликового прижимного винта. Его высота не должна быть больше свободного оборота винта. П-образная опора сварена из деталей Schweller 5P, обработана и приварена к станине. Основные металлоконструкции машины готовы.
Его длина выбирается на свое усмотрение. В центре станины сооружается упор для роликового прижимного винта. Его высота не должна быть больше свободного оборота винта. П-образная опора сварена из деталей Schweller 5P, обработана и приварена к станине. Основные металлоконструкции машины готовы. - Теперь в центре ригеля просверлено отверстие, диаметром равное диаметру шурупа. Далее к этому отверстию приваривается резьбовая гайка. Идеальным решением при изготовлении прижимного механизма будет использование винта старого хомута. После остывания гайки ее смазывают смазкой и несколько раз загоняют винт до свободного хода.
- Далее производится прижимной ролик. Основой для него будет отрезок швеллера 5п, длина которого равна расстоянию между опорными стойками. С внешней стороны полки приварены два корпуса подшипников качения с внутренним посадочным диаметром 30 мм. Вал вставляется в подшипники. Если заострить его проблему, то можно взять кусок толстостенной трубы соответствующего диаметра или круглого стального проката.
 Идеальная точность посадки вала здесь не нужна. Чтобы он не выпал из подшипника, его прихватывают к внутренней части обоймы.
Идеальная точность посадки вала здесь не нужна. Чтобы он не выпал из подшипника, его прихватывают к внутренней части обоймы. - Далее к концу шурупа приваривается нарезчик. Теперь при вращении последнего по часовой стрелке прижимной ролик будет опускаться, при вращении против часовой стрелки ездить, тем самым регулируя радиус закругления трубы.
- Теперь можно установить боковые ролики. Для их основания на концах станины привариваются два отрезка швеллера 5п, длина которых 140 мм. На их концах приварены две пары подшипников, того же размера, который использовался для устройства прижимного ролика. Между ними установлены одинаковые валы, которые также прилегают к внутренним подшипникам ракеты.
- Теперь механизм скручивания труб готов. Вы должны установить его диск. Идея состоит в том, чтобы синхронизировать движение боковых роликов для перемещения заготовки с одной скоростью. Для этого к одному из роликов с одной стороны приварили ручку. Вы можете использовать часть велосипедной педали.
 С другой стороны этого же вала приварена ведущая звездочка (тоже велосипедная), которая будет соединена с такой же на противоположном валу.
С другой стороны этого же вала приварена ведущая звездочка (тоже велосипедная), которая будет соединена с такой же на противоположном валу. - Для соединения звездочек используется велосипедная цепь, длину которой необходимо отрегулировать на нормальное растяжение. Теперь валы будут вращаться с одинаковой скоростью, благодаря чему заготовка будет прокатываться более равномерно.
Изготовление трубогиба своими руками с роликом боковой регулировки
Принципиально схема машины не отличается от приведенной выше. Также есть пара нижних роликов и один верхний. Отличие только в том, что регулировочный ролик не центральный, а боковой. Для этого кровать делается не цельная, а сборная. На одной части (неподвижной) установлен верхний центральный и нижний боковой ролик. При этом центральная фиксируется на высоте, равной максимальной высоте обрабатываемой заготовки.
С другой стороны подвижная часть кровати с роллером крепится к стальным петлям. Под него устанавливают домкрат, которым при необходимости поднимают его, изменяя тем самым радиус трубы.