 alexxlab
alexxlab Холодная ковка своими руками как отдельный вид искусства
ПОДЕЛИТЕСЬ
В СОЦСЕТЯХ
Холодная ковка своими руками – метод формирования изделий из металла под давлением. Данный способ заключается в том, что металл не нагревается перед деформацией, а изгибается с помощью специальных станков. Кованые узоры украсят ограждения сада, перила лестниц, окна или входные двери. Простота и дешевизна позволят любому человеку быстро освоить процесс и самостоятельно воплотить в жизнь свои идеи.
Методом холодной ковки можно создавать невероятно красивые изделия
История возникновения кузни: описание холодной ковки
Ковка – это процесс обработки металла для придания ему желаемой формы, превращения заготовки (болванки) в продукт. У людей, которые незнакомы с особенностями работы по металлу, слово «кованый» ассоциируется с кузней, где болванку разогревают от 800 до 1000°С и обрабатывают молотом для придания формы. Но в быту чаще используются предметы, сделанные путем холодной ковки. Кастрюли, чайники, узоры на воротах и дверях, металлические подставки выполнены путем деформирования металла под давлением без предварительного нагрева.
Красивые кованые элементы можно создавать даже в домашних условиях без наличия специального дорогостоящего оборудования
Холодная ковка – более легкий, безопасный и эргономичный способ обработки, чем горячая. Главные преимущества:
- оборудование для холодной ковки металла дешевое и эргономичное;
- небольшая трудоемкость;
- быстрое обучение работе, низкие требования к квалификации;
- возможность создания уникального орнамента из базовых элементов.
Минусом является ограниченность рабочих поверхностей и материалов: прутьев, листов и пластин.
Холодная ковка — один из древних методов обработки металла
Ручная холодная ковка исторически старше, чем горячая. Первые изделия обнаружены в Египте и Месопотамии и датируются 4-3 тысячелетием до нашей эры.
Спустя несколько столетий, наблюдая за вулканами, люди узнали, что благодаря высокой температуре придавать металлам форму намного легче. Начали строить доменные печи – появилась профессия кузнеца. Каменный век сменился железным, в быт людей вошли не только украшения, но и посуда, оружие, садовые инструменты. Принцип работы кузни сохранился до сих пор, но оборудование для холодной ковки было модернизировано.
Используя современное оборудование можно создавать изделия с большим количеством кованых элементов
Базовые инструменты для холодной ковки в домашних условиях
Создание уникального изделия всегда начинается с расчетов материала и разработки подробного плана работы. Легче всего продумать ходы, создавая эскизы кованых изделий в масштабе, записывая размеры и подбирая нужные инструменты. Особого внимания заслуживает выбор материала. Металл должен быть прочным, но легко изгибаться.
Важно! Закаленные листы или прутья использовать нельзя. Под воздействием перепада температуры структура металла меняется, он становится хрупким и может сломаться под давлением.
Существует два вида ковки металла своими руками – вальцовка (работа с прутьями) и штамповка (выдавливание листов под прессом). В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.
Элементы холодной ковки можно использовать для украшения лестницы
Гнутик – базовый инструмент, применяется для изгибания прутьев под разными углами. Спиральные элементы холодной ковки закручиваются с помощью улитки.
Станок твистер используют для скручивания прутьев по продольной оси. Волна, соответственно, предназначена для создания волнообразных элементов. Инструмент фонарик применяется для работы сразу с несколькими прутьями. Они устанавливаются на оснастку и сгибаются путем вращения рычага.
Оборудование для вальцовки в домашних условиях
Приспособления для холодной ковки своими руками можно купить или сделать самостоятельно из подручных средств. Изначально нужно создать 2-3 базовых верстака для обработки одного прута. Конструкция и сложность изготовления зависят от типа выполняемой работы. Тщательное изучение процесса позволит сделать оборудование самостоятельно.
Для создания сложных кованых изделий понадобится не один верстак
Гнутик: какие изделия можно создать с его помощью
Чертежи гнутика для холодной ковки своими руками создавать необязательно. Достаточно один раз посмотреть на принцип работы, чтобы самостоятельно сделать инструмент. Станок представляет собой стальную оснастку, которая разделена на три части. Средний элемент (поводок) подвижный, на нем закреплен центральный валик (клин), который сгибает прут. На боковых пластинках валики делаются сменными и вставляются в паз. Выбирая разный диаметр, можно варьировать угол изгиба прута или пластины. Сверху на поводке закрепляют рычаг, который приводит конструкцию в движение.
Обратите внимание! Изгиб прута требует большого усилия, поэтому закрепление верстака на подвижную опору приведет к неправильному сгибанию и затруднит работу.
Валики должны свободно вращаться в отверстиях, что уменьшит силу, которую нужно приложить для изгиба пластины. Пазы для валиков можно просверлить в нескольких местах симметрично друг другу. Это позволит быстро перемещать детали, варьируя нужный угол сгибания.
Гнутик помогает сгибать металлические прутья под любыми углами
Механизм изгибания металла гнутиком:
- пластина или прут устанавливается между валиками;
- тисками центральный валик прижимается к металлу;
- путем вращения рычага пластина перемещается вдоль валика, приобретая заданный изгиб.
Для удобства под центральный валик ставят лимб (ленту с делениями, показывающую высоту угла). Он используется для изготовления с высокой точностью деталей, которые должны идеально соответствовать друг другу.
Инструмент вальцовки гнутик довольно прост в использовании
Улитка: простой инструмент для создания завитков
Второе название – кондуктор для холодной ковки своими руками. Для изготовления необходимо ознакомиться с процессом сгибания, например, посмотреть видео ковки. Тогда сама конструкция не вызовет вопросов и окажется легкой для повторения. Верстак представляет собой станину, на которой стоит главная матрица или спиральный модуль. В улитку загоняется прут и обходится металлическим роликом, прижимаясь к дуге. Каркас должен быть сделан из металла, так как дерево после длительного напряжения быстро разрушается. Для этой цели подойдут металлический уголок, толстостенная труба или швеллер.
Станок рассчитан на две столешницы. Одна выполняет функцию опоры и принимает на себя большую часть давления, а на второй размещается форма улитки. Вырезаются два круга толщиной не менее 5 мм. Первая часть устанавливается на каркас. Сверху намечается центр круга, приваривается трех- или четырехстворчатая ножка для распределения нагрузки.
Верхняя часть улитки, на которой сгибается металл, называется модуль. Он может быть статичным или наборным.
Инструмент улитка позваляет создавать из кованого металла завитки
Статичный модуль – это приспособление для холодной ковки, предназначенное для выгибания однотипных деталей узора. Изменять радиус или угол изгиба нельзя. Перед началом формирования модуля на столешнице рисуется разметка.
Наборной модуль состоит из нескольких частей. Его использование является самым распространенным для художественной ковки своими руками, так как позволяет создавать элементы разного радиуса. Изначально на столешнице рисуется разметка деталей и рассчитываются пазы. Из толстого металла вырезаются съемные части улитки. Отверстия для закрепления на столешнице нужно прорезать только посередине. В противном случае напряжение распределяется неравномерно и паз быстрее ломается.
Модуль для ковки своими руками можно сделать сменным. На металлический круг приваривается конструкция необходимого радиуса. Пазами или болтами она прикрепляется к столешнице. Для изготовления элементов разного диаметра делают несколько модулей, которые можно использовать на одном станке.
Наборной модуль позволит создать из кованого метала завитки различного радиуса
Между столешницами нужно закрепить вращающийся вал и рычаг. Необходимо, чтобы расстояние между роликом и модулем было не меньше 2 см, а ход вала должен выходить за пределы столешницы. На ручке рычага устанавливают подвижный элемент для регулировки радиуса хода ролика.
Волна: как создать и пользоваться этим инструментом
Волна – инструмент для ковки линий по типу синусоиды. Вытачивается два валика по заданным размерам. Первый ролик – статичный (вокруг него будет выгибаться прут), он фиксируется на опоре. Второй – ведущий, он закреплен на рычаге и вращается при соприкосновении с поверхностью. Между валами образуется давление, которое действует на металл и заставляет его изгибаться.
Статичный валик можно выточить в форме ступенчатой пирамиды. Таким образом радиус волны можно будет изменять, перемещая рычаг и прут выше на деление. При использовании такого станка одну сторону всегда нужно удерживать, чтобы не повредить изгиб. Для более точного повторения формы волны вытачиваются два статичных валика, один из которых удерживает прут в нужном положении, не допуская дальнейшего деформирования, а на втором проводится сгибание.
Сделать прут волнообразным поможет инструмент «Волна»
Фонарик и твистер: особенности данных станков
Фонарик – это оборудование холодной ковки для работы с несколькими прутьями и создания объемных корзинок. Чтобы не конструировать станину, для закрепления инструмента можно использовать обычные тиски. Инструмент состоит из трех частей: двух матриц и валика. Матрицу можно сделать из крепкого, желательно закаленного металла шириной 4-5 см.
В каждой матрице вытачивается центральное отверстие, в которое монтируется валик. По бокам делают пазы для установки прутьев. Вторая матрица должна свободно перемещаться вдоль рычага, так как при деформации расстояние между рабочими поверхностями уменьшается. При вращении рычага прутья сгибаются по спирали, образуя конструкцию, похожую на фонарик. Изделия из металла своими руками, которые состоят из нескольких прутьев, закрепляют сваркой.
Подобную конструкцию имеет станок твистер. Однако вместо вала в матрицу вставляется прут, который прижимают пластиной или болтами. Между ними нужно установить подвижный элемент, при вращении вала подающийся вперед. Прут скручивается по продольной оси, образуя симметричную спираль.
Создавать кованые элементы можно используя инструменты фонарик и твистер
Важно! Ходовая матрица с каждым вращением должна приближаться к статичной. Если она будет закреплена в одном положении, мастеру придется прилагать больше усилий для выполнения изгиба прутьев.
Холодная ковка своими руками под прессом: создание заготовок для формирования изделий
На кованых ограждениях и заборах часто можно заметить не только геометрические узоры, но и цветы, бабочек, листья и прочие элементы декора. Они также выполнены путем применения техники холодной ковки, но методом вальцовки, а не штамповки.
Статья по теме:
Металлические садовые скамейки своими руками: чертежи и фото конструкций
Подробное описание технологического процесса создания удобной конструкции на основе профильной трубы.
Объемные кованые изделия своими руками делаются из листовой заготовки. Работа с прессом в домашних условиях менее распространенная, чем вальцовка. Выдавливание листов под прессом может быть как ручное (выбивное и вдавливаемое), так и автоматическое. В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру необходимо сделать несколько заготовок, которые под давлением будут отпечатываться на металлическом листе.
Чертеж будущего кованого изделия существенно облегчит труд мастера
Оборудование для ковки металла:
- Пуансон (пресс-штемпель или шплинтон) – верхняя часть пресса, она продавливает лист внутрь. Давящая сторона штампа может быть рисующей или гладкой.
- Матрица – элемент, который выполнен по форме необходимого объекта. Нанесенный рельеф под действием давления деформирует пластину, придавая ей необходимую форму.
- Рычаг пресса – ручка или реле для сближения матриц и регулировки силы пресса.
Перед началом работы необходимо создать рисунок будущего изделия. Эскизы художественной ковки переносятся на заготовку, она обрезается и стачивается по краям. В качестве верстака для прессования можно использовать обычные тиски. Удобнее всего разместить их в вертикальном положении, чтобы пластина лежала горизонтально плоскости. Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
Различные типы верстаков позволяют создавать уникальные кованые элементы
Простую ковку металла в домашних условиях можно выполнить зубилом и молотком. В таком случае зубило выступает как пуансон, наковальня – матрицей, а молоток – рычагом. Для лучшего пропечатывания рисунка под лист можно положить пластину с насечками. Так рельеф будет более четким и красивым.
Важно! Металл, который используется при штамповке, должен быть мягче, чем пуансон и матрица. В противном случае инструменты быстро сломаются.
Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы. На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков.
На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков.
Методом холодной ковки можно создавать объемные элементы
Сформировать необходимый объем изделия холодной ковки можно плоскогубцами. Деталь зажимается между тисками и выгибается в нужной форме. Такая работа хорошо подходит для выполнения небольшого количества элементов в целях личного использования. Процесс отбивания рисунка вручную занимает много времени, он довольно монотонный и требует большой точности.
Штампы для постоянной работы (в виде листьев, лепестков, цветов и т.д.) выгоднее приобрести, так как точное обтачивание двух одинаковых элементов – очень сложный процесс. Основные части вытачивают из болванки или отливают методом горячей ковки. Такая работа требует большого опыта и высокой точности. Пуансон и матрица должны совпадать. При сильном давлении неровности будут отпечатываться на изделии. Если несоответствие очень большое, то пресс раздавит заготовки – и придется начинать работу с нуля.
Стили и элементы узоров: фото художественной ковки
Создание красивого узора начинается с эскиза ковки. Мастер должен четко представлять картину, которую он хочет сделать. Изначально рисуется чертеж, рассчитываются материалы, количество необходимых элементов, выбираются станки и оснастки. Для того чтобы изделие смотрелось красиво, лучше сразу выбрать стиль, в котором оно будет выполнено. Пересматривая фото изделий холодной ковки, можно легко заметить, к какому направлению относится узор.
Красивые кованые изделия могут быть выполнены в различных стилях
Существует несколько стилей формирования кованого узора.
Романский стиль характеризуется строгостью и симметричностью. На ограждениях можно увидеть плотное расположение спиралей в одинаковом порядке, детали часто повторяются и однотипны. Это монументальный узор с использованием элемента волюта (С-образно закрученные односторонние завитки).
Готический орнамент. Мало кто знает, что современные ограждения и заборы чаще всего выполняются именно в этом стиле. Характерная черта – стремление вверх. Прутья заостренные, заканчиваются навершиями в виде стрел, копий или острых шипов. Спиральные элементы, применяемые в этом стиле, называются просечками, и выглядят они как разветвленный в разные стороны стебель. Для разнообразия между прямыми прутьями добавляются фонарики или объемные спирали.
Изделия в стиле барокко являются наиболее распространенными
Ренессанс встречается очень редко. В этом стиле заостренные угольчатые элементы практически не используют. Основа – круглые дуги, спирали и волны. Разветвление металлических прутьев украшают листьями или цветами, изящные изгибы приобретают форму восьмерки. Характерные элементы – просечка, спираль, волюта и восьмерка. Стиль очень гармоничен, детали устанавливаются симметрично в виде переплетенных линий.
Барокко – полная противоположность ренессансу. Стиль ажурный и очень пышный. Используются С-образные спирали, волюты, завитки, изогнутые линии и замысловатые узоры. К плетениям добавляют объемные листья и цветы, создается динамичность формы.
Рококо. Для этого направления характерно использование тонких прутьев и двусторонних завитков. Рокайльный орнамент создает постоянное движение, отличается филигранностью и объемными узорами. На фото холодной ковки заметны ассиметричность и дробный орнамент. Неприемлемо применение прямых прутьев и плоских решеток.
Классический стиль позволяет сочитать в себе различные кованые элементы
Классицизм. Красивый, хотя и простой стиль, который вернул в моду симметрию. Для создания орнамента применяют завитки, просечки, спирали и прямые прутья. В использование вводят еще один элемент – меандр (ломаные линии или изогнутые под прямым углом прутья). В ограждениях всегда строго выдерживается вертикальная архитектоника.
Ампир характеризуется наличием геометрического орнамента, длинных гладких прутьев. Основной элемент (волюта) видоизменен: удлиненная прямая линия с односторонними завитками на концах. Главное для данного стиля – это строгая простота, симметричная геометрия в сочетании со спиральными элементами.
Ар-нуво, или модерн, добавил в художественную ковку своими руками биологические мотивы. В стиле не используются прямые линии, только разнообразные изгибы, меандры, завитки и спирали. Симметричность уходит на задний план. Орнамент повторяет силуэт человека или животного, добавляются листья и цветы. Узор построен таким образом, что завитки равномерно перетекают друг в друга по всему орнаменту.
Красивый кованый узор сложно создать без чертежа
Если человек начнет работу без предварительного чертежа, он быстро запутается в создании изделия холодной ковки. Каждый узор должен быть максимально продуман, а правки, которые вносятся во время работы, лучше сразу переносить на эскиз, чтобы четко представлять, каким должен быть результат.
Обратите внимание! Даже при наличии фото кованых узоров нужно делать чертеж и разметку для точного размещения всех деталей.
Крепление элементов узора: последняя обработка металла
После того как все необходимые элементы орнамента созданы, начинается его формирование. Внешний вид узора может немного отличаться от эскиза. Чтобы определить возможные ошибки, нужно провести предварительный просмотр. Изначально узор можно выложить на плоской поверхности, не скрепляя его части. Таким образом можно оценить, насколько удалось воплотить задумку в жизнь, а также исправить недочеты в своей работе. Начинать формирование узора без предварительного просмотра результата не стоит.
Изделия смотрятся более целостно, если элементы соединены с помощью сварки
Основных видов соединений два:
- сварочный шов;
- заклепки (или художественные хомуты).

Сварочный аппарат полезно использовать в тех местах, где шов соединения можно легко зачистить или он будет незаметен. Для сохранения эстетичности орнамента изделия из холодной ковки можно поставить фигурные заклепки. Они надежно скрепят составные части и дополнят декор.
Орнамент соединяют постепенно, в зависимости от количества деталей. Изначально скрепляют мелкие элементы, формируют просечки, витые линии и вензеля. Применяют сварку. Шов выравнивают болгаркой, используя зачистной круг толщиной 0,6 см. Он легко обходит изгибы и неровности. Крупные детали соединяют фигурными хомутами. Заклепки ставят симметрично друг другу, чтобы дополнить узор. В завершение работы орнамент обходят зачистным или полировочным кругом.
Холодная ковка позволяет создавать своими руками красивые и оригинальные изделия
Художественная ковка не только является бизнесом или работой, но и может быть занимательным хобби. Оборудование холодной ковки своими руками может сделать даже начинающий мастер из подручных материалов. Специалистов по холодной ковке можно смело назвать художниками, так как они создают красивые орнаменты из неотесанных прутьев, труб и листов. Подобные увлечения требуют полной отдачи и немалых затрат. Однако все вложенные средства и старания принесут свои плоды, если они подкреплены желанием создавать прекрасное.
Кованые изделия своими руками в домашних условиях
В последнее время заметно увеличился спрос на эксклюзивные изделия. Стоит только посмотреть на кованые ворота или решетки, и сразу создается впечатление роскоши и богатства. Многие интересуются, как изготовить изделия методом холодной ковки своими руками, и это, оказывается, совсем не сложно.
Предназначение кованых изделий
Художественная ковка, созданная своими руками, прочно заняла лидирующую позицию на современном рынке. Эти изделия можно встретить не только на заборах и воротах, но и на кроватях в обычных квартирах. Существует несколько видов изделий, где ковка используются чаще всего:
- Ворота.
- Заборы.
- Решетки.
- Лестницы.
- Беседки, мангалы.
- Мебель и ее принадлежности.
На практике такой список можно пополнять бесконечно. Ведь именно с развитием прогресса кованые элементы могут быть полезны для чего угодно. Популярными их делает не только прочность материала, но и его изящный вид.
Из-за такого большого спроса на кованые изделия невольно стоит задуматься, почему людям так нравятся элементы художественной ковки. Ведь металл — материал холодный, тяжелый, подвергающийся коррозии в окружающей среде. В противовес этим негативным факторам есть множество благоприятных:
- Долговечность.
- Изысканная красота.
- Повышенные защитные функции.
- Возможность изготовления по любым габаритам и размерам.
- Полная возможность фантазии при изготовлении.
- Кованые изделия прекрасно сочетаются с другими материалами.
И это далеко не весь список достоинств кованых элементов. Если объединить все вышесказанные выражения, то предметы из металла — это долговечные, прочные и весьма красивые изделия.
Недостатки металлических элементов
Как бы хорошо ни отзывались о ковке, у всего обязательно найдется и плохое. Причем в этом случае минусы заставляют многих людей отказаться от кованых элементов и изделий.
Безусловно, главный и основной минус — это цена. Дело в том, что на большинство подобных работ уходит уйма времени и сил. Помимо этого, роль играют различные дорогостоящие станки и сама стоимость металла. К примеру, если сравнить обычный забор из профилированного листа и такой же забор с элементами ковки, цена может повышаться чуть ли не в два, а то и в три раза.
Следующий и последний минус ковки — это подверженность коррозии. Как бы хорошо ни обрабатывался материал, на металл всегда будет плохо воздействовать влажность и сырость.
Виды изделий
Если рассматривать виды и стилистику ковки, то они предполагают огромный простор для творчества. Это и есть один из главных преимуществ. Можно изготовить как простые и строгие изделия, так и более сложные с элементами особенного гиба и рисунка. Какой бы ни был вид изделия, его всегда легко сочетать и устанавливать с другими строительными материалами и архитектурами. По методу работы ковка делится на два вида:
Несмотря на то что по структуре оба варианта дают одно и то же изделие, они сильно различаются по цене и особенностям.
Холодная ковка
Выполняется без нагревания металла, соответственно, подвергается большему механическому давлению. Обычно используют специальные станки для холодной ковки, но бывают случаи, когда холодную ковку своими руками делают различными самодельными способами. Имеется несколько плюсов метода:
- Более низкая стоимость по сравнению с горячей.
- Доступность элементов.
- Возможность комбинировать рисунки с помощью сварки.
- Более удобная возможность изготовления своими руками.
- Меньшее воздействие опасности при работе.

Если говорить объективно, можно найти и отрицательную сторону. Отметим и несколько минусов работы:
- Ограничение по работе с элементами.
- Более стандартные и геометричные виды работ.
Можно уверенно сказать, что холодная работа вполне заменит горячую по цене.
Горячая ковка
Такой вид ковки был изобретен задолго до холодной. Ведь ранее не было мощных станков и других приспособлений для того, чтобы изогнуть металл без нагревания. Однако такой вид гораздо практичнее холодного.
При нагревании металл становится более пластичным, а значит, лучше поддается растяжению, сжатию и изгибу. При работе с горячим металлом можно выполнить более сложный элемент, чем с холодным.
Коррозия металла
Коррозия металла — один из важных факторов воздействия на изделие. Элементы художественной ковки металла следует обрабатывать покрасочными маслами, чтобы коррозия не появлялась долгое время.
На более дорогих изделиях перед покраской используют специальный станок по очистке металла. Несмотря на стоимость такой работы, это одно из лучших средств по очистке металла от ржавчины и коррозии.
Если бюджет позволяет использовать дорогостоящую работу по отчистке металла, то можно позволить и дорогостоящую покраску. Обычно для такой работы используют цинксодержащие масла, которые могут проникать в верхний слой металла и не дают воздействовать влаге.
Покраска кованых изделий
Любое металлическое изделие перед покраской требует нанесения грунтовки. Если не предпринять таких действий, то даже самая дорогая краска потеряет свои свойства. Все дело в том, что любая грунтовка имеет сопротивление коррозии и лучше прилегает к металлу. Именно поэтому краска будет прочнее держаться на грунтовке, нежели на чистом металле.
Дешевая грунтовка и краска не будут давать нужного эффекта для кованых элементов. После их нанесения краска быстро выцветает и слезает с покрытия.
Существуют особые виды краски — «3 в 1». Они имеют комбинированные свойства грунтовки и краски. Обычно такие материалы стоят гораздо дороже, но при их использовании не нужно будет тратиться на грунтовку.
Что нужно для ковки
Если обратить внимание на горячую ковку, то без должного умения и оборудования заниматься таким видом работы самостоятельно попросту не получится.
Однако существует и холодный вид работ, которым занимается множество людей без профессиональной подготовки. Для большинства таких работ и изготовления несложных элементов декора не требуются специальные станки.
Множество любителей изготавливают похожие станки из подручных средств. В принципе, самодельное оборудование не очень отличается от профессионального, но имеет менее развитый функционал.
При холодной работе не стоит забывать о том, что понадобится весьма серьезная физическая подготовка. Помимо выносливости, понадобятся такие инструменты, как:
- Сварочный аппарат.
- Болгарка.
- Молот.
- Наковальня.
- Различные обрабатывающие инструменты.
Для работы сварочным аппаратом потребуются навыки сварщика. Так как кованые изделия чаще всего требуют аккуратности и прочности, навыки специалиста должны быть далеко не на начальном уровне.
При работе с болгаркой также потребуется немалый опыт. Ведь это довольно опасный инструмент, если обращаться с ним неправильно. А также не следует забывать о технике безопасности и надевать защитные очки.
Молот и наковальня — это главное при работе с коваными элементами. Всегда потребуется что-то поправить или выпрямить при неправильном гибе.
К обрабатывающим материалам можно отнести щетки, наждачки, напильники и другое. Чтобы ваши элементы выглядели аккуратно и красиво, каждый сварочный шов следует хорошо обрабатывать.
Сегодня все чаще дачные участки используются не в качестве источника дохода, а в качестве того укромного уголка на лоне природы, в котором можно отдохнуть душой и телом, насладиться пением птиц и вдохнуть ароматы цветов. Приусадебный участок стремятся обустроить так, чтобы он приносил эстетическое удовольствие. Художественная ковка своими руками призвана стать одним из вариантов декорирования пространства и реализации творческого потенциала.
Соответствие стилей
Кованые беседки, лавочки, арки и мостики пользуются огромной популярностью, так как с их помощью можно привнести разнообразие и свежие нотки практически в любой ландшафтный дизайн. Эти элементы декора позволяют своим авторам воплотить в жизнь разнообразные творческие задумки и фантазии.
Однако не следует забывать и о стилевом соответствии, которое необходимо тщательно соблюсти. Выбранные образцы кованых изделий никоим образом не должны выпадать из общей стилистики пространства и расположенных на нем строений. Необходимо тщательно изучить выбираемые образцы художественной ковки. В противном случае выбранный элемент может не вписаться в общую картину и выглядеть инородным, даже если сам по себе он весьма красив.
Как правило, кованые изделия очень хорошо сочетаются практически с любым типом ландшафтного дизайна. Французские парки и английские газоны легко приемлют этот стиль, более того, такие изделия подчеркивают их элегантность, а порой и вычурность. Для российского стиля оформления приусадебных участков такие элементы декорирования так же свойственны, как, собственно, и для итальянского колорита с мраморными бассейнами и фонтанами.
Важную роль здесь играет непосредственно орнамент, а также количество кованых элементов в нем. Обилие всевозможных мелких деталей, замысловатый и пышный дизайн подойдет далеко не каждому стилю.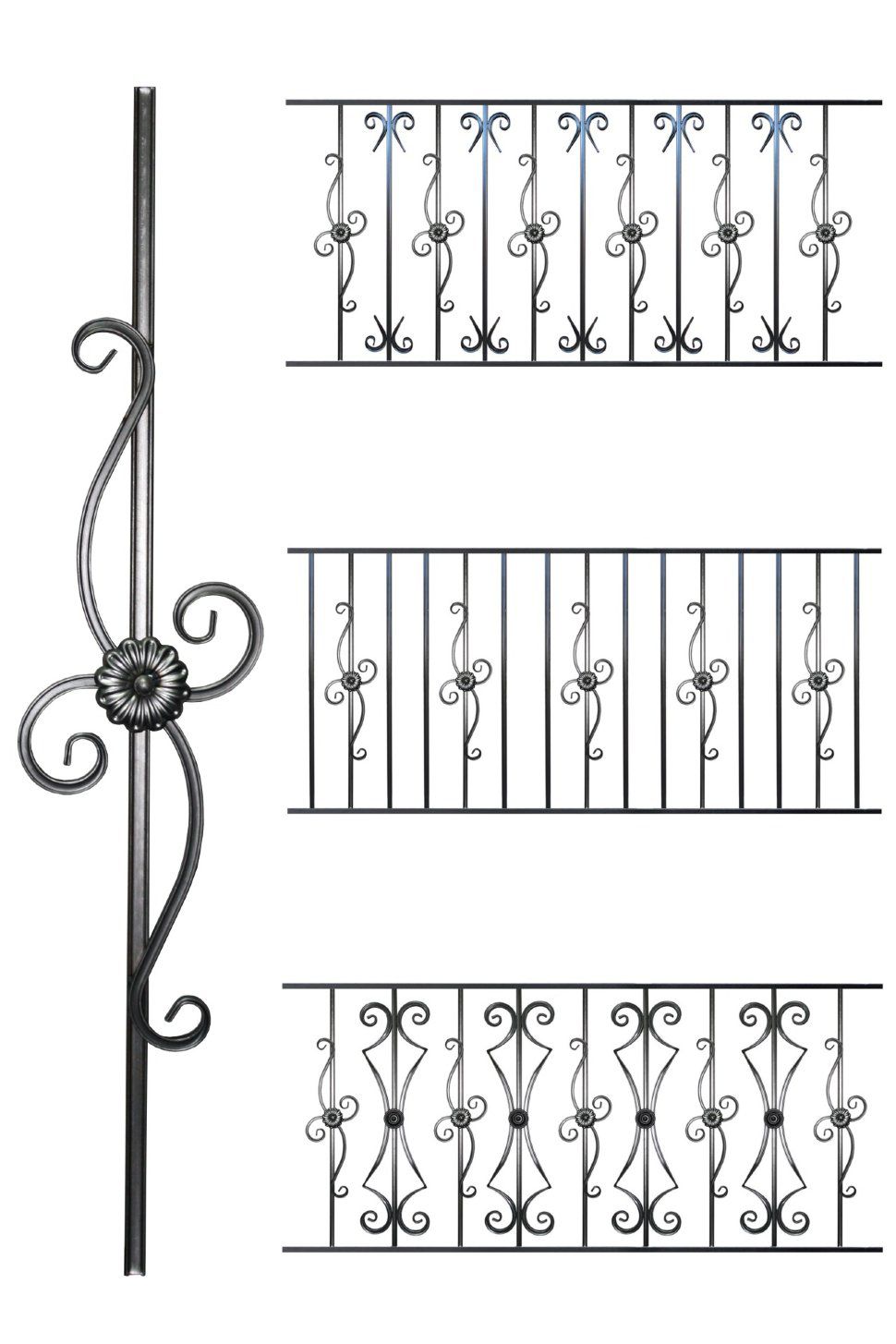 Стиль барокко подойдет для участка с большой территорией, на котором дом и другие строения выполнены в том же стиле. В то же время для легкого и утонченного изделия нет особых ограничений. Оно органично вписывается в любой дизайн.
Стиль барокко подойдет для участка с большой территорией, на котором дом и другие строения выполнены в том же стиле. В то же время для легкого и утонченного изделия нет особых ограничений. Оно органично вписывается в любой дизайн.
Виды кованых изделий
Наиболее распространенными изделиями, которыми принято украшать приусадебную территорию, выступают:
- Ограды и калитки. Они выглядят особенно элегантно, а иногда даже роскошно. Однако на них возложена нелегкая миссия: наряду с эстетическими функциями они также должны выполнять и функцию защиты.
- Мебель для сада (полностью, или же с отдельными коваными элементами) — ее эстетические качества наряду с прочностью и долговечностью не оставят равнодушными даже самых искушенных ценителей красоты и элегантности.
- Мостики в саду, украшенные ажурными гнутыми узорами, смотрятся очень изящно, утонченно и аристократично. При наличии на участке ручья или альпийской горки, а также иной экзотической растительности такой элемент как мостик будет выполнять не только декоративную, но и защитную функции.
- Лестницы и всевозможные опоры смотрятся весьма изысканно, выступают украшением крыльца и террасы.
- Арки и перголы. В наше время они используются не только с целью создания укромного тенистого участка, в котором можно отдохнуть и насладиться прохладой в жаркий летний день. Довольно часто они выступают как самостоятельный архитектурный элемент. Они могут быть украшены розовыми кустами и обвиты виноградными лозами. То есть они также выполняют несколько функций одновременно: эстетическую и практическую.
- Мангалы. Какой же отдых на природе без шашлыка? Но не все мангалы органично вписываются в окружающий дизайн. На помощь здесь как раз приходят кованые мангалы, которые придают необычайный колорит и уют окружающему пространству. Здесь можно проявить всю свою фантазию, ведь процесс художественной ковки предусматривает разнообразие форм и замысловатость сюжета.

- Садовые светильники станут изюминкой дизайна приусадебного участка. Всевозможные фонари, украшающие стены дома и расположенные вдоль дорожек, создадут романтический настрой и привнесут гармонию в окружающее пространство.
- Беседки и навесы. Их обычно размещают в некотором отдалении от дома или же вблизи водоема. Они служат своеобразной зоной отдыха или уединения. Воздушное и легкое строение навевает ощущение праздника и настраивает на оптимистичный лад. Разнообразные навесы и козырьки призваны не только защищать от дождя и снега, но и вносить свой вклад в создание общей архитектурной композиции.
- Аксессуары. Цветочные стойки, кованые статуэтки, держатели для зонтов, садовые светильники, дверные молотки и другие предметы, несомненно, привнесут краски в серые будни. Тем более что эти аксессуары и многое другое можно сделать собственноручно.
Но так ли легко сделать кованое изделие своими руками в домашних условиях?
Разновидности ковки
Многие полагают, что собственноручное создание кованых изделий практически невозможно. Другие же считают, что ничего сложного в этом нет, ведь кузнечное дело существует уже очень давно и наши предки им успешно занимались. Однако для того, чтобы изготовить даже самый незамысловатый кованый элемент своими силами, необходимо иметь определенные навыки и, желательно, опыт в этом непростом деле. Кроме того, не обойтись без специальных орудий труда и знания свойств различных металлов.
Горячая ковка — это трудоемкий и тяжелый процесс, который осуществляется на кузнях, и в домашних условиях он неприменим.
Не имея специальных условий, подойдет аналог горячей ковки — художественная ковка.
Процесс изготовления изделия
Необходимо будет создать металлическую сварную конструкцию, используя металлопрокат либо металлопрофиль. Впоследствии ее украсят детали художественной ковки. Потребуются:
Впоследствии ее украсят детали художественной ковки. Потребуются:
- источник электричества;
- ровная поверхность, подходящая для сборки изделия;
- болгарка с металлическими щетками, а также отрезными и зачистными кругами;
- маркер;
- молоток;
- две шпильки;
- нетянущаяся веревка;
- сварочный аппарат;
- маска;
- перчатки;
- электроды.
Металлопрокат лучше использовать маленького сечения, так как его легче будет согнуть без использования специального нагрева. Следует заранее выбрать рисунок. Не стоит выбирать слишком сложные эскизы. Поскольку очень тяжело работать с таким материалом, как металл, особенно делая это впервые. Металл следует покупать с запасом (небольшим), заранее просчитав потребность в нем. Следует учесть, что длина стандартного металлического прута — 6 метров.
Обработать металл лучше всего сразу же, иначе потом это совершить будет гораздо сложнее. Его необходимо в первую очередь очистить от ржавчины, используя для этого металлическую щетку, надетую на болгарку.
Затем необходимо будет собрать рамку, используя для этого процесса ровную поверхность. Рассчитывать ее размер следует по внешним поверхностям. Сварной шов будет у каждого из углов рамки. Сначала нужно прихватить одну из сторон во избежание перекоса рамки. Несколько капель сварки необходимо капнуть на нижний и верхний углы, затем выровнять диагональ путем постукивания по неприваренным углам. После чего свариваем остальные два угла.
На заранее подготовленную ровную поверхность наносится рисунок в масштабе 1:1. С помощью веревки измеряем элементы рисунка, прикладывая ее к каждому из них, как к трафарету. Таким образом, узнаем длину, на которую необходимо будет порезать металлические пруты.
Для деформации заготовок понадобится следующее приспособление: две шпильки необходимо приварить на расстоянии 2—3 см друг от друга. С их помощью и с использованием молотка можно выгибать железные пруты, при этом ориентируясь на трафарет.
С их помощью и с использованием молотка можно выгибать железные пруты, при этом ориентируясь на трафарет.
Когда пруты уже изогнуты, следует разложить и собрать рисунок на трафарете. Если присутствуют лишние детали, их следует обрезать. После чего изделие сваривается поочередно с обеих сторон. Дефекты и изъяны после сварки нужно аккуратно зачистить. Купленные заранее декоративные кованые элементы, которые украсят основу, привариваем на предназначенные для них места. В местах сварки снова производим зачистку.
Для грунтовки лучше всего использовать белый грунт, поскольку на нем видны все огрехи. Краска должна обладать теми же свойствами, что и грунт. Искусственное состаривание или позолота придаст особого шика изделию, которое внешне будет очень похоже на кованое.
У тех же, кто в этом деле уже «набил руку», изделия получаются просто великолепными.
Уход за коваными изделиями
Кованые изделия, как и любые другие, нуждаются в уходе. Располагаясь на улице, они подвергаются разнообразным воздействиям окружающей среды, что негативным образом сказывается на их внешнем виде. Их желательно окрашивать один раз в 2−3 года. Обязательно необходимо смазывать трущиеся детали ворот, качелей и калиток. Таким образом, они прослужат гораздо дольше.
Подводя итог, следует заметить, что все гениальное просто, как гласит известная пословица. Если возникает желание собственноручно украсить свой приусадебный двор, следует как можно быстрее воплощать его в жизнь. Кованые изделия, созданные своими руками, помогут создать уютную и дружественную атмосферу, привнесут яркие краски в повседневную жизнь.
Очень популярными благодаря своей красоте и изысканности давно стали изделия из металла, сделанные при помощи ковки. Такие декоративные элементы достаточно дорогостоящие и не всегда есть возможность заказать себе все желаемые украшения в интерьер или загородный дом. Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность. Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Но, помимо горячего вида ковки, которая нужна для того, чтобы создавать металлические декоративные конструкции, есть холодная ее разновидность. Последний вариант можно реализовать самостоятельно, для этого понадобиться соорудить станок для холодной ковки своими руками, после чего можно будет приступить к реализации всех задумок и идей.
Станок для ходолной ковки своими руками
Разновидности станков
В основном все приспособления, которые предназначены для изготовления деталей из металла при помощи ковки холодного типа характеризуются ручным приводом. По принципу электропривода работают немногие из них, хотя соорудить такую конструкцию можно с каждым из приспособлений. Единственный вопрос относительно привода – это целесообразность, потому как затраты на энергоресурс, который питает агрегат и сложность процесса установки механизма могут не оправдывать себя, если соотносить их с количеством выполняемой работы и ее регулярностью.
В таблице указаны все приспособления, которые работают за счет привода ручного типа, относящиеся к процессу холодной ковки.
| Устройство | Краткое описание |
| Твистер | При помощи такого устройства происходит закручивание металла, формирование спиралей и завитков, имеющих узкую сердцевину. |
| Станки торсионного типа | При помощи такого станка происходит закручивание прутов винтового типа, а также возможно изготовление спиралей большой величины и филаментов (корзинок, фонариков и луковиц). |
| Инерционно-штамповочные станки | Предназначаются для того, чтобы изготавливать соединительные части меду декоративными составляющими, делать узорные наконечники и различный мелкий рисунок и рельеф. |
| Станки для гибки | Существует несколько разновидностей таких станков: нажимного, протяжного и комбинированного типов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. Первая разновидность нужна для того, чтобы получать волнообразные изгибы или зигзагообразно изогнуть прут. Протяжная разновидность востребована, когда необходимо изготовить кольцо, завиток или спираль, имеющую широкую сердцевину. Используя комбинированную разновидность можно соорудить любой из перечисленных элементов. |
Справка: очень часто в некоторых источниках можно встретить название станков, предназначенных для кручения также как и для станков, которые делают навивку — твистеры. Однако это не совсем верно, станки, которые закручивают металл – это станки торсионного типа.
Видео по изготовлению станока для холодной ковки своими руками.
Отличия холодной ковки
Существует такое понятие как «штамповка», которое иногда путают с холодным типом ковки. Сама же холодная ковка имеет 2 принципа, по которому может происходить этот процесс. В таблице указаны различия процессов.
| Процесс | Описание |
| Штамповка | Процесс штамповки можно описать как выдавливание определенных фигур при помощи пуансона, который работает при высоком уровне давления. Примером процесса штамповки служит алюминиевая банка. Нагрев металла при этом не используется. Возможность применить такую технологию дома вряд ли возможно, поскольку невозможно создать для этого необходимые условия. |
| Холодный тип ковки (наклепывание) | Такая разновидность холодной ковки, по сути, есть наклеп, а именно проводится в процессе определенное число ударов очень большой силы, что позволяет структуре металл изменяться и становиться необходимых параметров по размеру и форме. Такая манипуляция проводится при помощи молота, который также можно соорудить своими руками. |
| Холодный тип ковки (гнутье) | Иная разновидность – это гнутье. При такой технологии металл по структуре остается прежний, не меняя своих характеристик. Этот тип ковки возможен для использования дома, для него лишь нужно заняться созданием станка для холодной ковки своими руками. При такой технологии металл по структуре остается прежний, не меняя своих характеристик. Этот тип ковки возможен для использования дома, для него лишь нужно заняться созданием станка для холодной ковки своими руками. |
Ковкой холодного типа, которая проводится по принципу гнутья заниматься довольно просто, особенно если имеется специальное оборудование стационарного типа, которое облегчает существенно процесс. Преимуществом такой разновидности является и то, что собрать практически любой станок для холодной ковки своими руками можно без больших затрат на это.
Видео обзор ручного станка для ковки металла
Устройство станков для ковки по холодному типу
Каждое приспособление для того, чтобы можно было заниматься холодной ковкой, имеет свои особенности и параметры. Чтобы беспрепятственно можно было сделать станок для холодной ковки своими руками, необходимо разобраться, что представляет собой каждый из них.
| Станок | Устройство | |
| Гибочные станки | Конструция этого устройсвта такова, что при помощи изменения роликов и клиньев меняется размер волн и изгибов. Им возможно изгибать прутья до 16 мм. Единственный нюанс этого устройства- его нельзя сделать самостоятельно, потому как требуется обрабатывать и вытачивать много деталей точного размера. Стоимость такого приспособления невелика. | |
| Твистер | Работает агрегат благодаря оснащению его специальным шаблоном, к которому придавливается обрабатываемый кусок металла. Давление при этом должно быть очень большим, поэтому те, кто работают на твистере, должны обладать достаточной силой для этого. Кроме этого, сохранность самого шаблона обеспечена наличием упорного рога (концевого). Что касается серединного рога, который иначе назван обводящим, то его следует делать таким образом, чтобы он мог менять свое положение и быть в нем зафиксирован. От этого зависит эффективность работы, особенно для тех, кто приступает к процессу впервые. От этого зависит эффективность работы, особенно для тех, кто приступает к процессу впервые. | |
| Основание с проставками | Такой агрегат позволит сделать узоры абсолютно любых вариаций. Сама по себе конструкция очень проста и представляет собой пластину из прочного и надежного материала, в которую вкручены проставки на определенном расстоянии. Для таких целей можно использовать болты с размерами от м8 до м24. Толщина металла при этом зависит только от мастерства того, кто работает на станке. В основном такое приспособление хорошо подходит для металла с толщиной 6 мм. | |
| Улитки Станок-твистер | С воротом | Такая установка представляет собой пластину-основу, на которой находится специальный виток. Такой виток используется в качестве шаблона для будущего изделия. Особенность станка в том, что «улитка»-шаблон разделена на несколько частей, которые закреплены между собой при помощи специальных соединительных элементов, что позволяет во время работы шаблону варьировать по форме, чем и создаются различного рода волны и изгибы. Минусы в такой конструкции тоже есть, поскольку для того, чтобы изготовить такой станок для холодной ковки своими руками необходимо подбирать очень прочный материал, которой не согнется со временем. Также продумывать соединительные петли, которые достаточно уязвимы, учитывая величину силы, с которой происходит весь процесс сгибания металла. |
| Рычажного типа | В таком типе станка «улитка» шаблон прикреплен очень прочно к основанию. Производительность у него за счет такого факта меньше, однако, надежность больше. при помощи специального рычага осуществляется прижим металлической пластины к шаблону, одновременно в процессе необходимо перемещать передвижной ролик. Чтобы сделать такой станок для холодной ковки своими руками можно использовать стальной материал, который отличен свей прочностью, а ролик можно выполнить из обычного роликового подшипника. В целом конструкция схожа с трубогибом. В целом конструкция схожа с трубогибом. | |
| Торсионный станок | Такое устройство хорошо поможет в винтовом скручивании прутьев. Такой станок делается из основы цилиндрической формы из металла и двух крепежных и одновременно скручивающихся элементов. Желательно оснастить такую конструкцию специальной парой лап, которые не будут давать обрабатываемому металлу гнуться не так как необходимо. Принцип работы на станке таков, что прут помещается в удерживающие его элементы, с одного конца зажимается, а с другого конца с помощью вращающегося шпинделя закручивается до нужного размера винтовой волны. | |
Оснащение электроприводом торсионного станка для холодной ковки
Для того, чтобы повысить не только эффективность работы на агрегате для холодной ковки, закручивая в винтовую волну прутья, но и увеличить скорость, а также обеспечить стабильность и не подвергаться переутомлению, можно установить привод электрического типа.
Работая вручную достаточно непросто сделать все элементы декорирования из металлических прутьев одинаковыми, поскольку равномерность вращательного момента при такой ситуации будет сильно варьировать. Для того чтобы избежать ошибок при изготовлении изделий можно воспользоваться:
- полуосью от автомобиля, которая установлена на ведущем мосту;
- также понадобится зубчатая пара дифференциала;
- для защиты стоит воспользоваться кожухом.
Из перечисленных приспособлений можно соорудить электрический привод к торсионному станку. Такой двигатель лучше чтобы не превышал показатели мощности в 900 об/мин и 3 кВт.
Построение завитка для станка своими руками
Прежде чем приступать к созданию станка для холодной ковки своими руками необходимо уметь рассчитывать параметры шаблонной спирали, потому как специальных программ для таких целей практически нет. Такой шаблон должен быть не только грамотен со стороны технической, но еще и иметь привлекательный вид.
В основе расчетов такого шаблона положена логарифмическая спираль. Некоторые нюансы при построении можно выделить в следующий список:
- начало построения берется в точке R0;
- радиус поворота будет равен фиксированному углу;
- показатель длины такого угла должен быть умножен на расхождение витка;
- расхождение в стандартном варианте в основном берется равное 1,2;
- для простоты расчетов, а также сохранения точности угол изгиба лучше всего брать угол в 45 градусов;
- если есть необходимость построить шаблон, который будет иметь более плотную спирать, то следует прибавлять к величине радиуса 8ую часть (s) единичного расстояния от спирали;
- что касается r0, то он должен быть равен по величине поперечного сечения размера диаметра, которым обладает заготовка для спирали.
Важно: r0 может принимать любое значение, все зависит от того, каких характеристик для заготовки металл используется, а именно от его плотности.
Учитывая все нюансы можно приступать к изготовлению «улитки»-шаблона, для этого лучше всего уметь решать уравнения, имеющие кубическую степень и выше. Точной формулы для расчетов такого устройства не имеется, но то, которое позволяет добиться оптимального результата, есть. Последовательность при построении спирального шаблона может быть такой:
- первостепенно определяется начальная точка r0;
- витки, которыми будет обладать шаблон, берутся произвольно, их количество может быть любым;
- используя табличные данные, следует произвести расчет поперечника (b), при этом следить за тем, чтобы он был меньшим по ширине в проеме под шаблон;
- пользуясь формулой, проводится расчет радиуса R;
- последний шаг – это перенос всех полученных точек в соответствии с масштабом, после чего можно приступать непосредственно к построению. В процессе допустим подгонять пользуясь аналогичной формулой радиус R в окончательном варианте.
Справка: если появится необходимость провести расчеты промежуточных значений, то делается это в соответствии с геометрической пропорцией.

Сооружение станка для холодной ковки
При составлении чертежа для дальнейшего создания шаблона для станка лучше всего позаботиться о том, чтобы он имел максимальное количество различных вариаций касаемо изгибов и волн. Имея такие заготовки можно создать станок для холодной ковки с множеством сменных насадок, что будет давать возможность изготавливать различные узоры и вензеля.
Последовательность действий при создании устройства:
- Изначально понадобиться металлическое полотно, размер которого будет зависеть от количества узоров, размещаемых на нем. Размещать сами шаблоны следует таким образом, чтобы было место для изготовления изделий, потому как в процессе материал с насадок может смещаться из-за нехватки места. Также при недостаточном удалении друг от друга шаблонов, могут возникнуть осложнения в работе.
- Что касается самих вариаций шаблонов, то они могут быть как простыми, так и содержать не один поворот вензеля. Можно сделать подобную улитку лемешного типа и продумать конструкцию изгибов в разобранном и собранном состоянии. При этом стоит быть внимательными при подборе материала для фиксации раздвигающихся частей – он должен быть максимально прочным.
- Смену насадок можно обеспечить, сделав прорезь прямоугольной формы, в нее можно будет вставлять сменные шаблоны для ковки. Прикреплены они все должны быть к металлическим пластинам, имеющим форму прямоугольника. Крепление таких насадок обеспечено будет при помощи болтов.
Видео инструкция
Сборка устройства
Такой вариант станка используется для примера по причине его простоты. Зная основные принципы и последовательность конструирования оборудования, его можно модернизировать по своему желанию. Чтобы собрать все части оборудования в единое целое, необходимо будет воспользоваться:
- дрелью с твердосплавным типом сверл;
- аппаратом для сварки;
- пилой, разрезающей металл, либо ножовкой;
- металлическим полотном выбранного размера;
- круглой трубой из металла;
- прутом металлическим;
- разной величины подшипниками;
- болтами размером м8.

Чтобы собрать станок для холодной ковки своими руками необходимо воспользоваться проверенной последовательностью действий:
- Изначально необходимо собрать стойку, которая будет служить опорой. Для этого все ее составляющие (отрезы трубы одинакового размера и сочленения между ними с верхнего и нижнего краев) необходимо соединить в единое целое. Конструкция по внешнему виду может напомнить табуретку. Соединение проводить при помощи аппарата для сварки, а нарезаются отрезки пилой.
- Следующим шагом является нарезка листов из металла. Должны получиться круги равных диаметров и четыре треугольника, имеющих равные стороны. Элементы треугольной формы необходимо приварить на низ соединенной конструкции труб таким образом, чтобы подучилось нечто подобное пирамиде. Основание, которое имеет более широкую площадь необходимо приварить в центральной точке вырезанной окружности.
- Четыре планки, которые расположены горизонтально необходимо присоединить к кругу с уже приваренным элементом. Произвести это следует, используя болты, для этого понадобится дрель, чтобы проделать отверстия.
- Следующий шаг – сооружение рукояти. Чтобы это сделать нужно воспользоваться двумя прутьями различной длины. Определить их размеры можно, соотнеся их с диаметром круга. Один прут должен быть соизмерим с диаметром, другой немного превышать его размер. Сгибая первый прут, следует соблюдать угол в 30 градусов при этом. Оба прута после этого приварить друг к другу, после чего в нижнюю часть вварить еще один прут. Также должна быть перемычка между первыми двумя отрезками, к которой присоединяется сваркой рычаг, который должен сохранять направление в сторону сооружения из прутьев.
Подшипник для будущей вариабельности направлений в устройстве необходимо прикрепить к концу присоединенного рычага, а также к отрезку, находящемуся внизу конструкции. Верхний отрез служит креплением для катушки из металла, устанавливать которую необходимо горизонтально – она дает возможность загибать металл. С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
С нижней стороны отрезка, где имеется свободный конец, следует проделать отверстие, равное по диаметру размеру сечения трубы.
Кто решил всерьез заняться ковкой и сделать станок для холодной ковки своими руками, следует быть очень скрупулезными на этапе создания чертежей и расчетов. В остальном процесс создания достаточно прост, а разобравшись в принципе конструкции оборудования, можно придумывать ему различного рода вариации, которые помогут совершенствовать изделия.
Кованые узоры своими руками — Морской флот
Человеку, неравнодушному к кованым изделиям, можно только позавидовать. У него есть все необходимое для воплощения самых смелых проектов оформления. Приспособления для изготовления элементов холодной ковки можно приобрести в готовом виде или изготовить своими руками, но в том или ином случае, вы можете быть уверенны, что работать с ними будет удобно и просто. При этом большой физической силы не потребуется, все что нужно, это нажимать на нужные кнопки и поворачивать своевременно специальные рычаги.
Единственное, что нужно помнить, это то, что изготовление кованых изделий холодным способом требует соблюдения строгих правил и последовательности. Другими словами, холодная ковка — это поэтапный технологический процесс, при котором происходит деформация металлических заготовок, в зависимости от нужного проекта. Чтобы иметь большее представление об этой работе, необходимо разобраться, каких видов бывает ковка, как называются популярные кованые элементы и как выглядит изготовление кованых изделий своими руками.
Виды холодной ковки
При изготовлении металлических изделий можно выделить 7 видов холодной ковки. Это своего рода этапы создания элементов, которые нужно выполнять при работе с заготовками.
Самым главным этапом является ковка заготовок из металла. Это самый большой, ответственный, сложный и серьезный процесс, поэтому к нему нужно отнестись очень внимательно. Холодная ковка может быть нескольких видов:
- Осадка — она выполняется под высоким давлением. Это нужно для того, чтобы увеличить заготовку по бокам, за счет уменьшения ее высоты.
- Протяжка — этот этап выполняется путем нагревания металлической детали с последующей обработкой ее молотком. Это нужно для того, чтобы уменьшить площадь поперечного сечения за счет увеличения длины металлического прута.
- Прошивка — этот этап подразумевает проделывание отверстий внутри заготовки. При выполнении такой работы можно получить отверстия разного диаметра и длины. Она бывает открытой и закрытой.
- Штамповка — на этом этапе происходит пластичная деформация металла, что приводит к изменению формы или размера заготовки. Штамповка может быть объемной или листовой. При первом варианте работы выполняются под давлением. В этом случае деталь нагревается и подвергается прессованию до нужных размеров. Этот метод больше подходит для производственных масштабов, когда нужно изготовить большую партию одинаковых элементов. Листовая штамповка отличается от первого варианта тем, что детали производят из листового железа. Этот метод подходит для изготовления мелких или средних деталей, при этом они будут отличаться высоким качеством и прочностью.
- Прессование — на этом этапе происходит повышение плотности металлической заготовки и изменение ее формы, за счет высокого давления. Прессование может быть прямым и обратным. При прямом способе происходит выдавливание металлических заготовок через различные отверстия, что приводит к получению различных прутьев, труб и профилей.
 При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении.
При обратном прессовании металлические изделия располагают в специальном формуляре, при этом давление подается в обратном направлении. - Волочение — это процесс протягивания металла, только уже прессованного, через специальную матрицу. При этом способе обработки можно получить различные фасонные профиля, проволоку или тонкие трубы.
- Прокатка — это заключительный этап обработки, при котором задействован закон силы трения. При трении специальных валиков о металлическую поверхность происходит деформация заготовки. Прокатка может быть нескольких видов, в зависимости от способа вращения валиков:
- продольная — при которой вращение валиков происходит в разные стороны. Это приводит к постепенному обжиманию и удлинению металлической детали. Таким способом производится листовое и ленточное железо;
- поперечная — при которой движение валиков происходит в одном направлении. Это приводит к деформации заготовки в поперечном направлении. Этим методом изготовлены цилиндрические шестеренки с накатными зубцами;
- винтовая — при которой расположение валиков выполнено под углом друг к другу. В этом случае заготовка проходит одновременно два валика с поступательным и вращательным движением, что позволяет получить небольшой зазор, в который и попадает металл. Таким способом получают трубные заготовки, «гильзы».
Приспособления для холодной ковки
Изготовление кованых изделий холодным способом предусматривает использование нескольких приспособлений или станков. Как было сказано выше, их можно приобрести, или изготовить своими руками, но для начала, давайте разберемся, какие детали можно получить при помощи различных станков.
- Улитка — такой механизм применяется в том случае, если металлической заготовке нужно придать спиралевидную форму. В большинстве случаев такой механизм крепят на стальную толстую плиту либо делают съемной. Сама плита должна быть достаточно прочной, а допустимая ее толщина не должна быть меньше 4 мм.
Как работать с механизмом улитка, можно посмотреть на предложенном видео:
- Универсальный механизм — он позволяет выполнять несколько функций, резку, клепку и формирование металлических изделий. Кстати, такое устройство легко можно собрать своими руками, что в значительной степени сэкономит ваш бюджет.
- Гнутик — такой механизм позволяет создать дуговую деформацию металлической детали. Но здесь нужно провести точные расчеты и замеры, чтобы не ошибиться с радиусом изгиба.
- Твистер — механизм этого плана позволяет сгибать заготовку по продольной оси уже готового изделия. Принцип действия такого механизма заключается в том, чтобы изогнуть изделие, зажав его с одной и другой стороны. При этом вращающаяся рукоятка позволит произвести скручивание детали.
- Волна — механизм такого плана позволяет получать волнообразные детали из металлических заготовок. На таком станке принято изготавливать решетки «Боярские» или «Волна».
- Штамповый пресс — название говорит само за себя. Такой механизм позволяет наносить на металлические детали штампы с различными резными элементами. В арсенале каждого мастера должны быть несколько таких штампов, тогда и готовые изделия будут более разнообразными. Принцип его действия очень прост, под действием давления на металлических элементах остаются четкие отпечатки с шаблонов.
- Механический узел — этот механизм позволяет изгибать металлические прутья в круг. При этом диаметр таких изделий может быть разным. Поэтому в арсенале мастеров такое приспособление незаменимо.
Холодная ковка своими руками, пошаговая инструкция и советы специалистов
Как это ни странно, но кованые изделия можно изготовить даже в домашних условиях. Конечно, они не будут столь вычурными, как элементы горячим способом изготовления, но в качестве декоративного оформления им нет равных. Все что вам нужно, это несколько приспособлений, описанных выше, материалы и самое главное, желание. Остальное — это соблюдение технологии.
Процесс изготовления состоит из нескольких этапов:
- Первое, что вам нужно сделать, это нарисовать эскиз будущего изделия.
 Если вы только учитесь, попробуйте соорудить что-то элементарное, и только потом беритесь за большие объемы. Что касается эскиза, то на нем нужно отразить все нюансы будущей конструкции, рисунок, нужные детали и размеры. Здесь же продумайте, сможете ли вы выполнить задуманные элементы на вашем оборудовании? Каждый механизм предназначен для выполнения одной функции, но не всех сразу.
Если вы только учитесь, попробуйте соорудить что-то элементарное, и только потом беритесь за большие объемы. Что касается эскиза, то на нем нужно отразить все нюансы будущей конструкции, рисунок, нужные детали и размеры. Здесь же продумайте, сможете ли вы выполнить задуманные элементы на вашем оборудовании? Каждый механизм предназначен для выполнения одной функции, но не всех сразу. - Второе, о чем нужно подумать, это как правильно рассчитать материал. Если вы задумали изготовить подставку для цветов из элементов холодной ковки, то нужно подготовить железную трубу и металлические полосы, а для ворот или забора перечень материалов будет намного шире.
- Теперь можно приступать к изготовлению самих деталей. Для этого возьмите подходящий механизм и заготовку и выполните нужное количество кованых элементов.
После изготовления всех деталей можно начинать собирать задуманную композицию. Для крепления лучше использовать сварку, но и переусердствовать с ней не стоит, чтобы не повредить более мелкие элементы.
Финальным этапом будет обработка готового изделия, которая подразумевает шлифовку и покраску готовой композиции.
Если вы взялись за изготовление кованых элементов холодным способом, то вы наверно изучили рынок цен и оценили ваши финансовые возможности. Если нет, то сначала обратите внимание на стоимость материалов, необходимого оборудования и способы обработки готового изделия. Но в любом случае изделие, изготовленное своими руками, стоит всех затрат. А снизить их можно на оборудовании, если изготовить его своими руками.
Холодная ковка своими руками: выбор инструментов и материалов для работы. Советы для начинающих художников по металлу. Описание процесса ковки, особенности и предостережения.
Холодная ковка своими руками как отдельный вид искусства в фотографиях.
Холодная ковка своими руками – метод формирования изделий из металла под давлением. Данный способ заключается в том, что металл не нагревается перед деформацией, а изгибается с помощью специальных станков. Кованые узоры украсят ограждения сада, перила лестниц, окна или входные двери. Простота и дешевизна позволят любому человеку быстро освоить процесс и самостоятельно воплотить в жизнь свои идеи.
Кованые узоры украсят ограждения сада, перила лестниц, окна или входные двери. Простота и дешевизна позволят любому человеку быстро освоить процесс и самостоятельно воплотить в жизнь свои идеи.
Методом холодной ковки можно создавать невероятно красивые изделия
Минусом является ограниченность рабочих поверхностей и материалов: прутьев, листов и пластин.
Холодная ковка — один из древних методов обработки металла
Ручная холодная ковка исторически старше, чем горячая. Первые изделия обнаружены в Египте и Месопотамии и датируются 4-3 тысячелетием до нашей эры. Изначально использовалась руда, которая поддавалась деформации после удара камнем. Холодная ковка применялась для изготовления украшений из золота. Мягкий металл было удобно обрабатывать каменными молотками. Самое древнее изделие найдено в Египте, оно изготовлено 8 тысяч лет назад.
Спустя несколько столетий, наблюдая за вулканами, люди узнали, что благодаря высокой температуре придавать металлам форму намного легче. Начали строить доменные печи – появилась профессия кузнеца. Каменный век сменился железным, в быт людей вошли не только украшения, но и посуда, оружие, садовые инструменты. Принцип работы кузни сохранился до сих пор, но оборудование для холодной ковки было модернизировано.
Используя современное оборудование можно создавать изделия с большим количеством кованых элементов
Создание уникального изделия всегда начинается с расчетов материала и разработки подробного плана работы. Легче всего продумать ходы, создавая эскизы кованых изделий в масштабе, записывая размеры и подбирая нужные инструменты. Особого внимания заслуживает выбор материала. Металл должен быть прочным, но легко изгибаться.
Существует два вида ковки металла своими руками – вальцовка (работа с прутьями) и штамповка (выдавливание листов под прессом). В домашних условиях чаще используется первый вариант. Для прессования листов нужно сделать специальную заготовку для деформации. Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.
Распространенные инструменты для вальцовки: гнутик, улитка, твистер, волна и фонарик.
Элементы холодной ковки можно использовать для украшения лестницы
Гнутик – базовый инструмент, применяется для изгибания прутьев под разными углами. Спиральные элементы холодной ковки закручиваются с помощью улитки. Для формирования лучше всего выбрать прутья диаметром 10-12 мм. Выбор слишком толстого материала может существенно усложнить работу мастера.
Станок твистер используют для скручивания прутьев по продольной оси. Волна, соответственно, предназначена для создания волнообразных элементов. Инструмент фонарик применяется для работы сразу с несколькими прутьями. Они устанавливаются на оснастку и сгибаются путем вращения рычага.
Приспособления для холодной ковки своими руками можно купить или сделать самостоятельно из подручных средств. Изначально нужно создать 2-3 базовых верстака для обработки одного прута. Конструкция и сложность изготовления зависят от типа выполняемой работы. Тщательное изучение процесса позволит сделать оборудование самостоятельно.
Для создания сложных кованых изделий понадобится не один верстак
Чертежи гнутика для холодной ковки своими руками создавать необязательно. Достаточно один раз посмотреть на принцип работы, чтобы самостоятельно сделать инструмент. Станок представляет собой стальную оснастку, которая разделена на три части. Средний элемент (поводок) подвижный, на нем закреплен центральный валик (клин), который сгибает прут. На боковых пластинках валики делаются сменными и вставляются в паз. Выбирая разный диаметр, можно варьировать угол изгиба прута или пластины. Сверху на поводке закрепляют рычаг, который приводит конструкцию в движение.
Валики должны свободно вращаться в отверстиях, что уменьшит силу, которую нужно приложить для изгиба пластины. Пазы для валиков можно просверлить в нескольких местах симметрично друг другу. Это позволит быстро перемещать детали, варьируя нужный угол сгибания.
Гнутик помогает сгибать металлические прутья под любыми углами
Механизм изгибания металла гнутиком:
Для удобства под центральный валик ставят лимб (ленту с делениями, показывающую высоту угла). Он используется для изготовления с высокой точностью деталей, которые должны идеально соответствовать друг другу.
Инструмент вальцовки гнутик довольно прост в использовании
Второе название – кондуктор для холодной ковки своими руками. Для изготовления необходимо ознакомиться с процессом сгибания, например, посмотреть видео ковки. Тогда сама конструкция не вызовет вопросов и окажется легкой для повторения. Верстак представляет собой станину, на которой стоит главная матрица или спиральный модуль. В улитку загоняется прут и обходится металлическим роликом, прижимаясь к дуге. Каркас должен быть сделан из металла, так как дерево после длительного напряжения быстро разрушается. Для этой цели подойдут металлический уголок, толстостенная труба или швеллер.
Станок рассчитан на две столешницы. Одна выполняет функцию опоры и принимает на себя большую часть давления, а на второй размещается форма улитки. Вырезаются два круга толщиной не менее 5 мм. Первая часть устанавливается на каркас. Сверху намечается центр круга, приваривается трех- или четырехстворчатая ножка для распределения нагрузки.
Верхняя часть улитки, на которой сгибается металл, называется модуль. Он может быть статичным или наборным.
Инструмент улитка позваляет создавать из кованого металла завитки
Статичный модуль – это приспособление для холодной ковки, предназначенное для выгибания однотипных деталей узора. Изменять радиус или угол изгиба нельзя. Перед началом формирования модуля на столешнице рисуется разметка. Из металлических пластин (толщиной не меньше 0,6 мм) набирается улитка и приваривается.
Наборной модуль состоит из нескольких частей. Его использование является самым распространенным для художественной ковки своими руками, так как позволяет создавать элементы разного радиуса. Изначально на столешнице рисуется разметка деталей и рассчитываются пазы. Из толстого металла вырезаются съемные части улитки. Отверстия для закрепления на столешнице нужно прорезать только посередине. В противном случае напряжение распределяется неравномерно и паз быстрее ломается.
Изначально на столешнице рисуется разметка деталей и рассчитываются пазы. Из толстого металла вырезаются съемные части улитки. Отверстия для закрепления на столешнице нужно прорезать только посередине. В противном случае напряжение распределяется неравномерно и паз быстрее ломается.
Модуль для ковки своими руками можно сделать сменным. На металлический круг приваривается конструкция необходимого радиуса. Пазами или болтами она прикрепляется к столешнице. Для изготовления элементов разного диаметра делают несколько модулей, которые можно использовать на одном станке.
Наборной модуль позволит создать из кованого метала завитки различного радиуса
Между столешницами нужно закрепить вращающийся вал и рычаг. Необходимо, чтобы расстояние между роликом и модулем было не меньше 2 см, а ход вала должен выходить за пределы столешницы. На ручке рычага устанавливают подвижный элемент для регулировки радиуса хода ролика.
Волна – инструмент для ковки линий по типу синусоиды. Вытачивается два валика по заданным размерам. Первый ролик – статичный (вокруг него будет выгибаться прут), он фиксируется на опоре. Второй – ведущий, он закреплен на рычаге и вращается при соприкосновении с поверхностью. Между валами образуется давление, которое действует на металл и заставляет его изгибаться.
Статичный валик можно выточить в форме ступенчатой пирамиды. Таким образом радиус волны можно будет изменять, перемещая рычаг и прут выше на деление. При использовании такого станка одну сторону всегда нужно удерживать, чтобы не повредить изгиб. Для более точного повторения формы волны вытачиваются два статичных валика, один из которых удерживает прут в нужном положении, не допуская дальнейшего деформирования, а на втором проводится сгибание.
Сделать прут волнообразным поможет инструмент «Волна»
Фонарик – это оборудование холодной ковки для работы с несколькими прутьями и создания объемных корзинок. Чтобы не конструировать станину, для закрепления инструмента можно использовать обычные тиски. Инструмент состоит из трех частей: двух матриц и валика. Матрицу можно сделать из крепкого, желательно закаленного металла шириной 4-5 см.
Инструмент состоит из трех частей: двух матриц и валика. Матрицу можно сделать из крепкого, желательно закаленного металла шириной 4-5 см.
В каждой матрице вытачивается центральное отверстие, в которое монтируется валик. По бокам делают пазы для установки прутьев. Вторая матрица должна свободно перемещаться вдоль рычага, так как при деформации расстояние между рабочими поверхностями уменьшается. При вращении рычага прутья сгибаются по спирали, образуя конструкцию, похожую на фонарик. Изделия из металла своими руками, которые состоят из нескольких прутьев, закрепляют сваркой.
Подобную конструкцию имеет станок твистер. Однако вместо вала в матрицу вставляется прут, который прижимают пластиной или болтами. Между ними нужно установить подвижный элемент, при вращении вала подающийся вперед. Прут скручивается по продольной оси, образуя симметричную спираль.
Создавать кованые элементы можно используя инструменты фонарик и твистер
На кованых ограждениях и заборах часто можно заметить не только геометрические узоры, но и цветы, бабочек, листья и прочие элементы декора. Они также выполнены путем применения техники холодной ковки, но методом вальцовки, а не штамповки.
Объемные кованые изделия своими руками делаются из листовой заготовки. Работа с прессом в домашних условиях менее распространенная, чем вальцовка. Выдавливание листов под прессом может быть как ручное (выбивное и вдавливаемое), так и автоматическое. В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру необходимо сделать несколько заготовок, которые под давлением будут отпечатываться на металлическом листе.
Чертеж будущего кованого изделия существенно облегчит труд мастера
Оборудование для ковки металла:
Перед началом работы необходимо создать рисунок будущего изделия. Эскизы художественной ковки переносятся на заготовку, она обрезается и стачивается по краям. В качестве верстака для прессования можно использовать обычные тиски. Удобнее всего разместить их в вертикальном положении, чтобы пластина лежала горизонтально плоскости. Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
Различные типы верстаков позволяют создавать уникальные кованые элементы
Простую ковку металла в домашних условиях можно выполнить зубилом и молотком. В таком случае зубило выступает как пуансон, наковальня – матрицей, а молоток – рычагом. Для лучшего пропечатывания рисунка под лист можно положить пластину с насечками. Так рельеф будет более четким и красивым.
Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы. На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков.
Методом холодной ковки можно создавать объемные элементы
Сформировать необходимый объем изделия холодной ковки можно плоскогубцами. Деталь зажимается между тисками и выгибается в нужной форме. Такая работа хорошо подходит для выполнения небольшого количества элементов в целях личного использования. Процесс отбивания рисунка вручную занимает много времени, он довольно монотонный и требует большой точности.
Штампы для постоянной работы (в виде листьев, лепестков, цветов и т.д.) выгоднее приобрести, так как точное обтачивание двух одинаковых элементов – очень сложный процесс. Основные части вытачивают из болванки или отливают методом горячей ковки. Такая работа требует большого опыта и высокой точности. Пуансон и матрица должны совпадать. При сильном давлении неровности будут отпечатываться на изделии. Если несоответствие очень большое, то пресс раздавит заготовки – и придется начинать работу с нуля.
Создание красивого узора начинается с эскиза ковки. Мастер должен четко представлять картину, которую он хочет сделать. Изначально рисуется чертеж, рассчитываются материалы, количество необходимых элементов, выбираются станки и оснастки. Для того чтобы изделие смотрелось красиво, лучше сразу выбрать стиль, в котором оно будет выполнено. Пересматривая фото изделий холодной ковки, можно легко заметить, к какому направлению относится узор.
Пересматривая фото изделий холодной ковки, можно легко заметить, к какому направлению относится узор.
Красивые кованые изделия могут быть выполнены в различных стилях
Существует несколько стилей формирования кованого узора.
Романский стиль характеризуется строгостью и симметричностью. На ограждениях можно увидеть плотное расположение спиралей в одинаковом порядке, детали часто повторяются и однотипны. Это монументальный узор с использованием элемента волюта (С-образно закрученные односторонние завитки).
Готический орнамент. Мало кто знает, что современные ограждения и заборы чаще всего выполняются именно в этом стиле. Характерная черта – стремление вверх. Прутья заостренные, заканчиваются навершиями в виде стрел, копий или острых шипов. Спиральные элементы, применяемые в этом стиле, называются просечками, и выглядят они как разветвленный в разные стороны стебель. Для разнообразия между прямыми прутьями добавляются фонарики или объемные спирали.
Изделия в стиле барокко являются наиболее распространенными
Ренессанс встречается очень редко. В этом стиле заостренные угольчатые элементы практически не используют. Основа – круглые дуги, спирали и волны. Разветвление металлических прутьев украшают листьями или цветами, изящные изгибы приобретают форму восьмерки. Характерные элементы – просечка, спираль, волюта и восьмерка. Стиль очень гармоничен, детали устанавливаются симметрично в виде переплетенных линий.
Барокко – полная противоположность ренессансу. Стиль ажурный и очень пышный. Используются С-образные спирали, волюты, завитки, изогнутые линии и замысловатые узоры. К плетениям добавляют объемные листья и цветы, создается динамичность формы.
Рококо. Для этого направления характерно использование тонких прутьев и двусторонних завитков. Рокайльный орнамент создает постоянное движение, отличается филигранностью и объемными узорами. На фото холодной ковки заметны ассиметричность и дробный орнамент. Неприемлемо применение прямых прутьев и плоских решеток.
На фото холодной ковки заметны ассиметричность и дробный орнамент. Неприемлемо применение прямых прутьев и плоских решеток.
Классический стиль позволяет сочитать в себе различные кованые элементы
Классицизм. Красивый, хотя и простой стиль, который вернул в моду симметрию. Для создания орнамента применяют завитки, просечки, спирали и прямые прутья. В использование вводят еще один элемент – меандр (ломаные линии или изогнутые под прямым углом прутья). В ограждениях всегда строго выдерживается вертикальная архитектоника.
Ампир характеризуется наличием геометрического орнамента, длинных гладких прутьев. Основной элемент (волюта) видоизменен: удлиненная прямая линия с односторонними завитками на концах. Главное для данного стиля – это строгая простота, симметричная геометрия в сочетании со спиральными элементами.
Ар-нуво, или модерн, добавил в художественную ковку своими руками биологические мотивы. В стиле не используются прямые линии, только разнообразные изгибы, меандры, завитки и спирали. Симметричность уходит на задний план. Орнамент повторяет силуэт человека или животного, добавляются листья и цветы. Узор построен таким образом, что завитки равномерно перетекают друг в друга по всему орнаменту.
Красивый кованый узор сложно создать без чертежа
Если человек начнет работу без предварительного чертежа, он быстро запутается в создании изделия холодной ковки. Каждый узор должен быть максимально продуман, а правки, которые вносятся во время работы, лучше сразу переносить на эскиз, чтобы четко представлять, каким должен быть результат.
После того как все необходимые элементы орнамента созданы, начинается его формирование. Внешний вид узора может немного отличаться от эскиза. Чтобы определить возможные ошибки, нужно провести предварительный просмотр. Изначально узор можно выложить на плоской поверхности, не скрепляя его части. Таким образом можно оценить, насколько удалось воплотить задумку в жизнь, а также исправить недочеты в своей работе. Начинать формирование узора без предварительного просмотра результата не стоит.
Начинать формирование узора без предварительного просмотра результата не стоит.
Изделия смотрятся более целостно, если элементы соединены с помощью сварки
Основных видов соединений два:
Сварочный аппарат полезно использовать в тех местах, где шов соединения можно легко зачистить или он будет незаметен. Для сохранения эстетичности орнамента изделия из холодной ковки можно поставить фигурные заклепки. Они надежно скрепят составные части и дополнят декор.
Орнамент соединяют постепенно, в зависимости от количества деталей. Изначально скрепляют мелкие элементы, формируют просечки, витые линии и вензеля. Применяют сварку. Шов выравнивают болгаркой, используя зачистной круг толщиной 0,6 см. Он легко обходит изгибы и неровности. Крупные детали соединяют фигурными хомутами. Заклепки ставят симметрично друг другу, чтобы дополнить узор. В завершение работы орнамент обходят зачистным или полировочным кругом.
Холодная ковка позволяет создавать своими руками красивые и оригинальные изделия
Художественная ковка не только является бизнесом или работой, но и может быть занимательным хобби. Оборудование холодной ковки своими руками может сделать даже начинающий мастер из подручных материалов. Специалистов по холодной ковке можно смело назвать художниками, так как они создают красивые орнаменты из неотесанных прутьев, труб и листов. Подобные увлечения требуют полной отдачи и немалых затрат. Однако все вложенные средства и старания принесут свои плоды, если они подкреплены желанием создавать прекрасное.
Как выполняется декоративная ковка своими руками? Изделия, изготовленные посредством декоративной ковки, имеют роскошный внешний вид, отличаются оригинальностью и неповторимой красотой. Холодная художественная ковка металла может производиться самостоятельно в домашней мастерской.
Схема кованых ворот.
В настоящее время очень популярны эксклюзивные предметы, изготовленные художественной ковкой, они представляют собой шедевры декоративного искусства./08f7c55d1c683ed.s.siteapi.org/img/48f31be4708cb6483960622b8db58852cd4360bd.jpg) Мастер, который освоил искусство художественной ковки, может изготовить своими руками кованые ограды и калитки, красивую отделку балконов, мебели, мангалов и других предметов для дома и дачи, не только для своей семьи, но и для друзей и знакомых.
Мастер, который освоил искусство художественной ковки, может изготовить своими руками кованые ограды и калитки, красивую отделку балконов, мебели, мангалов и других предметов для дома и дачи, не только для своей семьи, но и для друзей и знакомых.
Изделия холодной ковки очень популярны и высоко ценятся. Поэтому овладение навыками декоративной ковки может стать неплохим способом пополнить семейный бюджет.
В чем заключается холодная ковка металла
Инструменты для холодной ковки: молот, гнутик, улитка, твистер, волна, объемник и другие.
Для выполнения декоративной холодной ковки необходимо выделить специальную мастерскую. Для производства работ понадобятся инструменты для гнутья металла. В мастерской должно быть хорошее освещение.
Холодная художественная ковка металла представляет собой сгибание металлических прутов небольшого диаметра при помощи простого оборудования.
Такой способ создания кованых изделий является более простым, чем горячая ковка, для которой требуется сложное оборудование и знания кузнечного дела. Многие кованые изделия, выполненные горячей ковкой, можно создать и методом холодной художественной ковки.
Наиболее сложным этапом холодной ковки является сварка готовых деталей. Ее выполняют после того, как будут изготовлены изделия из гнутых металлических прутов. После сварки зачищают сварочный шов и красят готовую конструкцию. Поэтому, чтобы освоить искусство холодной ковки, необходимо обладать навыками сварщика.
Сначала мастер создает на бумаге эскиз готового изделия, а затем по намеченному чертежу изготавливает все детали и узоры сгибанием металлических прутьев.
Инструменты для холодной декоративной ковки
Наковальня: а – рог; б – хвостовик; в – лицо; г – углубление для пробивания отверстий; д – отверстие для установки подкладного инструмента; е – площадка для рубки металла; ж – башмак.
Материалы и инструменты:
- металлические пруты;
- сварочный аппарат;
- специальные трафареты;
- краска.

При помощи такого оборудования можно изготовить около 10 квадратных метров изделий в день. Ручные приспособления для холодной ковки являются достаточно прочными. С их помощью можно изготавливать различные кованые узоры.
Приспособления для ковки можно изготовить своими руками. Они обладают различными возможностями.
Первое приспособление — гнутик. С его помощью мастер изгибает металлический прут под определенным углом и выполняет полукруг заданного диаметра.
Фонарик создает кованые изделия в форме фонаря.
Улитка создает различные завитки, изгибы, спирали и другие узоры.
Объемная заготовка необходима для создания объемных деталей.
Волна придает изделиям волнообразную форму.
Твистер предназначен для закручивания прута относительно параллельной прямой.
Основные процессы холодной ковки — это пресс и гнутье. Эта работа выполняется без нагрева металла. Материал сгибают в холодном виде.
Способы устранения утяжины.
Прочность готовых изделий повышается, а гибкость их снижается.
Чтобы повысить прочность конструкции, между каждым этапом ковки выполняют термическую обработку материала.
Кованые изделия можно выполнять автоматически на станках. Ручная работа не уступает механизированной по прочности и красоте готовых изделий.
При выполнении холодной ковки при помощи одного трафарета можно изготавливать много изделий. При горячей ковке трафареты не применяют.
Холодную ковку можно осуществлять с металлом небольшой толщины, потому что изгибать толстый материал невозможно без подогрева.
Методом декоративной ковки можно изготовить следующие изделия:
- фигурные решетки;
- узоры для ограждений и ворот;
- предметы мебели;
- отделку для мебели;
- сувениры;
- оправы для зеркала;
- подставки для цветов, свеч, посуды;
- украшения зданий;
- перила, козырьки.
Изготовление кованой подставки для цветов своими руками
Различные приемы гибки: а, б, в – с помощью подложек; г – в вилке; д – на гибочной плите.
Материалы и инструменты:
- сварочный аппарат;
- металлическая труба;
- металлические полосы;
- корпус для вазы;
- трафареты;
- краска;
- кисть;
- бумага;
- карандаш;
- угольник;
- линейка.
Сначала делают эскиз будущей конструкции с соблюдением размеров. Чертеж создают в масштабе 1:1.
Благодаря этому можно уточнить количество необходимых деталей и обеспечить правильную сборку изделия.
При помощи чертежа настраивают оборудование.
Затем определяют необходимое количество металла.
Для изготовления подставки в виде вазы для цветов берут металлическую трубу диаметром 30 мм и 10 металлических полос размерами 4х50 мм, а также корпус для основы.
После этого приступают к изготовлению деталей. Дизайн конструкции зависит от того, при помощи каких трафаретов будет выполняться изделие.
Способы скручивания: а – в тисках с ограничительной трубой; б – двумя клещами; в – в тисках; г – с неподвижным закреплением двух концов.
Эскиз поможет правильно изготовить конструкцию вазы. Трафареты придадут изделию оригинальную узорчатую форму.
После изготовления деталей по трафаретам приваривают все детали к одной трубе, которая станет основой вазы.
Для начала не нужно изготавливать слишком много мелких деталей, так как это создаст определенные трудности при сварке.
Затем выполняют шлифовку сварного шва.
Готовое изделие необходимо окрасить.
На этом изготовление подставки для цветов своими руками закончено.
Холодная ковка своими руками для украшения сада
Освоив основные принципы декоративной ковки, можно изготовить различные изделия для украшения сада своими руками.
Художественная ковка металла своими руками позволит изготовить кованые калитки и ограды. При этом можно использовать сочетания кованых деталей с другими материалами.
Красиво будет смотреться на участке кованая садовая мебель, выполненная своими руками. Можно изготовить кованые скамейки, отделку для дачных столов и стульев.
Можно изготовить кованые скамейки, отделку для дачных столов и стульев.
Превосходно будут выглядеть кованые садовые мостики с тонкими ажурными деталями. Такой мостик придаст саду роскошный классический стиль.
Холодная ковка своими руками позволит создать и другие изделия. Можно изготовить кованые лестницы и опоры, перголы и арки, дачные мангалы. Кованые садовые светильники создадут особое очарование.
Художественная ковка беседок и навесов придаст саду романтическое настроение. Кованые козырьки и навесы не только украсят дачный участок, но и будут выполнять необходимые функции для защиты от дождя и яркого солнечного света.
Художественная ковка существует несколько веков. Во все времена кованые изделия являлись украшением любого здания, городского ландшафта, парков и садов, мебели и интерьера. Изделия, выполненные своими руками, придадут вашему дому респектабельность, роскошь и уют, будут радовать вас своей красотой и оригинальностью.
Кованые элементы, низкая цена | Каталог компании СталИван
Когда появилась необходимость изменить что-то в дизайне дома или отдельной комнаты, совсем не обязательно прибегать к трудоёмкому ремонту. Иногда достаточно появления небольшой детали, чтобы придать интерьеру обновленный вид, расставить акценты, привлечь внимание. Справиться с этой задачей помогут кованые элементы, которые для вас с удовольствием выполнят мастера художественной ковки, работающие в компании «СталИван».
Скачать прайс кованых элементов из каталога Артеферро
Скачать прайс кованых элементов из каталога Подкова
Почтовый ящик из алюминия
Конусообразное навершие
Опора для стекла
Декоративная подкова
Оформление коваными элементами
Жилые комнаты обретут налёт аристократичности, если добавить в интерьер следующие виды кованых элементов:
Люстры
Подсвечники
Подставки для цветов
Розетки
Светильники
Необходимые детали подбираются а зависимости от конечной цели и места, которое требует эксклюзивного декора:
- Кухонное помещение выглядит более добротно и уютно, если в нем присутствует оригинальный орнамент.
 Пусть даже он будет небольших размеров.
Пусть даже он будет небольших размеров. - Используйте поручни, пики, наконечники. Загородный дом станет настоящим дворянским гнездом.
- Дачный участок преобразится вмиг, если для него вы решите купить кованые элементы. Очень уместны здесь художественные предметы, выполненные из металла: флюгер или цветы как декор различных изделий.
Эти же детали могут нести и практическую функцию. Крепления и соединительные кованые элементы, выполненные методом холодной ковки или проката, значительно прочнее, чем аналоги из других материалов.
Закругленный фланец
Начальный элемент поручня
Кованая розетка
Кованый декоративный элемент
Услуги компании «СталИван»
Специалисты компании «СталИван» всегда готовы пойти навстречу клиенту и выполнить самые затейливые узоры, которые станут проявлением индивидуальности домовладельца. Наши дизайнеры помогут воплотить идеи в эскиз, а кузнецы – исполнить его в металле. Ведь цена кованого элемента – ваш статус. Такие предметы не останутся незамеченными гостями.
При желании заказчика декоративные кованые элементы могут быть искусственно состарены или окрашены под бронзу. Более подробную информацию о возможных эффектах художественной ковки вы можете узнать у наших менеджеров по телефонам +7 (495) 722-76-85, +7 (495) 648-50-02.
Художественная ковка (47 фото): красота, воплощенная в металле
Кованые стулья и стол в нежном дизайне
Эксклюзивная художественная ковка – отличный способ добавить дому изысканности, утонченности и уюта. При этом совершенно необязательно наполнять весь дом коваными предметами – небольшой штрих, например, кованый подсвечник, сразу преобразит интерьер, который заиграет новыми красками.
Содержание
Кованая мебель – это долговечность и прочность, сочетающиеся с благородным внешним видом, она широко используются в разных стилях, от барокко до прованса. Ажурные кованые столики и стулья привлекают внимание неповторимым сочетанием воздушности и прочности. А кованые кровати, благодаря легкости и невесомости художественной ковки, добавят спальне особого шарма и выразительности. Изысканной деталью станет большое зеркало в кованой раме, размещенное над камином.
Ажурные кованые столики и стулья привлекают внимание неповторимым сочетанием воздушности и прочности. А кованые кровати, благодаря легкости и невесомости художественной ковки, добавят спальне особого шарма и выразительности. Изысканной деталью станет большое зеркало в кованой раме, размещенное над камином.
Шикарная кованая кровать — настоящее украшение спальни
Изысканные кованые элементы в ванной
Художественная ковка по металлу активно используется для получения функциональных предметов декора – держателей для цветов, подставок для зонтиков, вешалок для одежды, ваз для цветов, рам для часов и зеркал, перегородок или ширм, каминных решеток или подставки под дрова. И это уже не говоря о кованых лестничных перилах, которые могут стать одним из доминирующих акцентов в интерьере.
Кованая подставка для цветов стилизованная под велосипед
Красивая кованая вешалка для для зонтов и подставка для одежды
Кованая скамья-качалка выкрашена в яркий бирюзовый цвет
Кованые каминные принадлежности
Изюминка интерьера — кованые перила и люстра
Кухонный столик на кованых ножках
Кованые изделия хорошо сочетаются с деревом, стеклом, камнем, текстилем, декоративными растениями и зеркалами, кованое кружево используют для получения витражей, дополняют вставками из тонированного стекла, дерева, шлифованного металла или перламутра.
И конечно же, кованые изделия незаменимы при декорировании приусадебных участков – кованые ворота, ограды и решетки, беседки и навесы, мангалы и ажурные мостики – все это органично дополняет общий экстерьер, добавляя ему изящности и аристократизма.
Ярко-желтые кованые ворота
Изящный ажурный кованый балкончик
Кованый мангал в виде шара
Кованая решетка на окне — защита и декор
Кованая калитка — изысканное украшение двора
Художественная ковка: стилистическое разнообразиеОдной из причин того, что художественная ковка металла не теряет своей востребованности является стилистическое разнообразие, что позволяет добиться живописности, целостности, гармоничности в оформлении как экстерьера, так и интерьера здания. Для ковки фактически не существует стилистических преград:
Для ковки фактически не существует стилистических преград:
- готика – для неё характерно общее устремление ввысь, острые навершия и шипы, стрельчатые арки и узкие просветы. Основа готического кованого ордера – части окружности, формообразование предельно геометрично. Излюбленные мотивы – розетки, лилии, прорезные трилистники, четырехлистный клевер (крестоцветы), листья аканта, вплетающиеся в геометрические ажурные орнаменты
Кованая кровать в готическом стиле
- ренессанс – для него характерно использование для ковки круглого прутка. Из него формируют роскошные разветвления и спирали, которые на концах превращаются в цветы и листья. Развитие рисунка происходит от центра, в этом случае рама выступает просто в роли некоторого ограничителя рисунка. Кованые заборы, лестницы и ворота отличаются пышностью и утонченностью, композиция отличается гармонической ясностью и соразмерностью всех частей, типичные элементы: спирали, волюта, саблеобразные листья и плетенка. В современном барокко ковку дополняют литыми (штампованными) цветами, листьями, вензелями, картушами и даже бюстами
Кованые кресла и столик выполнены в стиле ренессанс
- барокко – шик, помпезность, вычурность. Очень эмоциональный стиль, в нем множество розеток, декоративных листьев, замысловатые узоры и сложные формы. Пришедшие из ренессанса плетенки, спирали, саблевидные листья сплетаются в запутанные заросли, которые дополняются праздничными гирляндами, натуралистичными цветами, вазами, драконами, масками. Формы отличаются динамичностью и беспокойным ритмом изогнутых линий
Вычурная и помпезная кованая кровать
- классицизм – сохранив пластичность и декоративность барокко, он более строгий и лаконичный, черпает мотивы из античных источников. Типичные узоры – виноградная лоза, меандры, копья, рельефы, венки, в орнаменте листья плавно изгибаются, а завитки – вытягиваются. Композиция – уравновешенная, рисунки симметрично повторяются, акцент делается на скульптурность форм
Классицизму присущи строгость и лаконичность
- модерн – для него характерны лишенные углов, пластичные очертания, с явно выраженной асимметрией, почти полное отсутствие прямых линий.
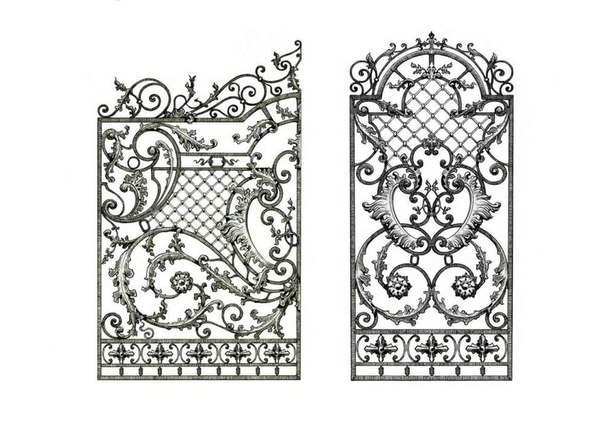 В узоре преобладают растительные, природные мотивы, появляются экзотические цветы – орхидеи и ирисы, завитки и линии свободно и плавно перетекают друг в друга. В модерне просматриваются восточные мотивы, орнамент со множеством пересечений и изгибов
В узоре преобладают растительные, природные мотивы, появляются экзотические цветы – орхидеи и ирисы, завитки и линии свободно и плавно перетекают друг в друга. В модерне просматриваются восточные мотивы, орнамент со множеством пересечений и изгибов
Кованые лестничные перила выполнены в стиле модерн
Изделия художественной ковки: как правильно ухаживатьДолговечность – несомненный козырь кованых изделий, но чтобы ковка радовала владельца замысловатыми узорами и изящными линиями долгие десятилетия, она все же требует определенного ухода. Художественная ковка своими руками потребует минимального ухода — кованный некрашеный металл может служить столетиями, но вот только его внешний вид будет явно желать лучшего – ржавчина не только испортит внешний вид, но и серьезно угрожает его физическим и эксплуатационным показателям. Приемы и методы ухода напрямую зависят от места и условий эксплуатации.
Кованое изделие можно окрасить в любой цвет
Элементы художественной ковки, которые находятся внутри зданий, фактически не нуждаются в специальной антикоррозийной защите. Уход за ними – это, прежде всего, поддержание их эстетически привлекательного вида, а значит – в регулярном удалении (чистке) поверхности от загрязнения и пыли:
- для чистки используют влажные губки, специальные салфетки или аэрозоли
- не рекомендовано использовать для чистки кованных предметов абразивные пасты или порошки – они могут повредить нанесенных защитный слой.
- очень часто для защиты кованной мебели используют обыкновенный воск – он не только эффективно предохраняет металл, но и делает внешний вид кованных предметов эффектным и привлекательным.
- если же металл потускнел, то «освежить» его растворами лимонной кислоты или пищевой соды, а для полировки использовать сухие салфетки и мел, смоченные в растворе нашатырного спирта с водой.

Изысканные кованые элементы в ванной — нарядно и дорого
Кованный металл, который эксплуатируется вне помещений, требует гораздо большего внимания, особенно – в первые годы, когда требуется его ежегодное окрашивание (лучше — весной). Со временем, при периодической покраске, на плоскости металла образуется достаточный защитный слой, поэтому интервал окрашивания увеличится. Изделия художественной ковки, используемые на улице, нецелесообразно покрывать лаком – это покрытие слишком чувствительно к перепаду температур, из-за чего быстро разрушается.
Если кованое изделие будет использоваться на улице — его лучше окрасить или покрыть лаком
Если же ржавчина все же появилась (или речь идет о восстановлении какого-то антикварного образца), то следует определиться с тем, какая площадь поражена. Небольшие участки можно зачистить металлической щеткой. Если же ржавчины много (коррозии подвержена большая площадь), то можно воспользоваться пескоструйным аппаратом при условии, что изделие может быть демонтировано (перевезено в мастерскую). В противном случае, ржавчину можно удалить, прогрев места ей возникновения – после воздействия высокой температур окислы с металлической поверхности удаляются достаточно легко.
Величественная кованая люстра в интерьере
Когда ржавчина удалена, на предварительно обезжиренную поверхность наносится грунтовка – состав, который блокирует контакт металла с внешней средой. Входящие в её состав специальные ингибиторы, с одной стороны, замедляют ход коррозии, а с другой – химически её преобразуют. Кроме того, нанесение грунтовочного слоя позволяет аккуратнее и лучше нанести на металл краску. Оптимально использовать материалы (краску, грунтовку) одного производителя – взаимодействуя и взаимно дополняя друг друга, они усилят антикоррозийную защиту. Как вариант – специальные составы «три в одном», которые включают в себя антикоррозийный слой, грунтовку и декоративное покрытие. В этом случае будет просто достаточно удалить ржавчину, обезжирить металл и нанести состав.
Совет! Отдельного внимания потребует каминная решетка – чтобы не повредить структуру металла, который подвергается систематическим перепадам температуры, её противопоказано мыть водой, только протирать немного влажной губкой.
Красивые кованые ворота
Произведение искусства — кованая кровать с балдахином
Из металла можно создать совершенно необыкновенные композиции
Кованые изящные стулья — яркие акценты в интерьере
Кованый кран для воды в виде дракона
Как сделать кованые калитки в воротах своими руками: фото и эскизы
Кованые калитки и ворота с элементами ковки используются в оформлении ограждений уже много столетий. Сегодня такие ограждения не такая уж редкость, но по-прежнему они не всегда доступны по цене для обычного обывателя.
Кованая калитка установленная на кирпичных столбах
Вернуться к оглавлениюВорота и калитка с элементами ковки
Красивые ворота и калитка с витиеватым узором художественной ковки не только облагораживают территорию участка, но и служат надежной защитой от вторжения посторонних.
Можно установить прозрачные, ажурные ворота, которые оставляют открытым вид на двор. Но при желании кованые ограждения могут быть сплошными. В таком случае лицевая сторона закрыта листом металла, на котором с одной или обеих сторон переплетается узор орнамента.
Декор калитки с коваными элементами
Как альтернатива тяжелому металлу используется легкий, прочный, полупрозрачный поликарбонат. Кованые калитки, комбинированные с этим материалом выглядят очень красиво и отличаются долговечностью и более доступной ценой. Еще более доступными по цене, но не уступающими по красоте и практичности, можно назвать ворота и калитки с элементами ковки, которые комбинированы с профнастилом.
Это современный строительный материал, который широко применяется при возведении заборов.
Профнастил легко поддается обработке, но в то же время он отличается прочностью и стойкостью к влиянию солнца и атмосферных осадков.
Несмотря на кажущуюся сложность изготовления кованых ворот и калиток, всегда существует возможность попробовать создать такую красивую и полезную вещь своими руками. Хорошего результата можно достичь несколькими способами, главное — это терпение и желание воплотить нарисованный эскиз в жизнь.
Вернуться к оглавлениюКак сделать кованую калитку своими руками
Первым шагом к созданию собственного шедевра является подбор эскиза. Его можно придумать самостоятельно или подобрать уже готовый в одном из каталогов. Проще всего воспользоваться уже готовым эскизом или фотографией изделия. После того как определился внешний вид калитки, можно приступать к покупке материала для нее. Для рамы лучше всего использовать квадратную профильную трубу с сечением 30 х 20 мм.
Прутья основы можно сделать из более толстого материала, а мелкие завитушки из квадратного прута небольшого сечения. Для одиночных завитков и барокко идеально подойдут металлические полоски с размером в 12 х 6 мм. Все это можно купить на любой металлобазе или в специализированном магазине.
- Для нарезки прута и профильной трубы лучше всего использовать болгарку со средней мощностью. Она компактна и не слишком тяжелая для работы. Разрезая своими руками пустой внутри профиль или металлическую трубу, необходимо их проворачивать. Так срез получится с ровными краями.
- Если калитка будет иметь изогнутую верхнюю планку каркаса, то эту часть профиля следует изогнуть в устройстве, которое называется трубогибом. Но при этом надо помнить, что края остаются ровными с обеих сторон более чем на 10 см. Поэтому длину трубы нужно брать немного длиннее нужного размера.
- Когда все детали каркаса будут подготовлены, можно приступать к его сборке.
 Это делается на столе или любой ровной поверхности. Разложив все детали, аккуратно сварить их в одну конструкцию.
Это делается на столе или любой ровной поверхности. Разложив все детали, аккуратно сварить их в одну конструкцию. - Если нет возможности распечатать рисунок узора из выбранного эскиза в натуральную величину, то придется нарисовать его на ровной поверхности. Так, при помощи веревки можно точно измерить, какая длина металлического прутка расходуется на каждый завиток.
Красивый оригинальный кованый узор калитки
- Разогреваем газовый горн и помещаем туда заготовки одним концом. После того как конец заготовки разогреется и станет податливым в обработке, раскатываем его на станке с названием «эксцентрик». Если с первого раза результата не будет, заготовку опять помещают в горн и процедуру повторяют. Раскатанную, но неостывшую заготовку формуют в «гусиную лапку».
- Завитки тоже можно изготовить своими руками. Для этого применяют станок, который называется «улитка». Разогретые в горне заготовки поддаются обработке легче и быстрее, чем холодные. Если завитки симметричные с обеих сторон, то закручивать надо постепенно с каждой стороны, стараясь соблюдать симметричность.
- Если в узоре присутствуют элементы в форме острой пики, их изготавливают на уже знакомом станке с названием «эксцентрик». При этом заготовку каждый раз поворачивают другой стороной на 90 градусов.
- Хомуты для скрепления нескольких завитков или листьев делают из небольших металлических пластин, размерами 20 х 2 мм. Они скроют места сварки и украсят общий вид кованого изделия.
- Чтобы прутья узора имели красивую витую форму, их закручивают на станке «торсион». Каждую из заготовок надо прокрутить одинаковое количество раз, чтобы они были одинаковыми.
- После того как все детали и завитки будущей калитки готовы, можно приступать к сборке конструкции, строго следуя рисунку эскиза.
- Эту работу надо выполнять не спеша и соблюдая очередность элементов узора. После того как удостоверитесь в симметричности и правильности узора, можно скрепить детали небольшими сварочными швами.
- Швы хорошо зачищаются шлифовальным кругом и щеткой по металлу.
- Если в эскизе есть сложные элементы в виде листьев или цветов, то такие заготовки лучше будет купить в специализированном магазине. Их приваривают в последнюю очередь.
Кованый узор калитки задекорированный под старину
- После того как все элементы калитки уже приварены, а сама она зачищена и обезжирена в местах сварки, можно приступать к покраске. Первым слоем наносится грунтовка, а после полного ее высыхания — краска.
- Используют специальную матовую краску, чаще всего черного цвета. Чтобы калитка имела более богатый вид, некоторые ее элементы серебрят или покрывают патиной.
- Готовую калитку можно оставить ажурной, но при желании можно зашить частично или полностью листом профнастила или карбоксила.
Сделать кованые калитки самостоятельно можно, но этот процесс требует терпения, некоторой сноровки и навыков работы с металлом. Поэтому гораздо проще воспользоваться другим способом.
Вариант кованого узора калитки из профильных труб
Вернуться к оглавлениюКак сделать кованую калитку более простым способом
Часто, заказывая кованую калитку, мы даже не подозреваем, что она может состоять просто из набора покупных деталей, которые умельцы складывают в красивый узор. Сегодня можно купить самые разнообразные кованые элементы, которые изготовлены не вручную в кузнице, а на заводе. Можно попробовать таким способом сделать кованую калитку для усадьбы или загородного дома своими руками.
Как и в первом варианте, сначала надо сделать эскиз на бумаге или воспользоваться готовым вариантом.
Хорошо изучив эскиз и нужное количество каждого листика или завитка можно отправляться в ближайший специализированный магазин за покупкой деталей. Сначала надо из металлической трубы или профиля сварить каркас калитки.
Чертеж с размерами кованой калитки
И затем приступить к творческой работе. Готовые части будущей кованой калитки раскладывают в нужном порядке в плоскости каркаса, строго придерживаясь узора на рисунке. Внимательно проверяют симметричность узора. После этого можно аккуратно прихватить детали поочередно небольшими сварочными швами.
Внимательно проверяют симметричность узора. После этого можно аккуратно прихватить детали поочередно небольшими сварочными швами.
Следующим этапом будет зачистка швов при помощи болгарки со шлифовальным кругом, а затем металлической щеткой. После обезжиривания и грунтовки калитку красят. Цена аналогичной готовой кованой калитки будет в несколько раз дороже. А если постараться и сделать работу не спеша и аккуратно, то вряд ли сразу можно будет отличить калитку, сделанную своими руками, от изготовленной профессионалами.
Вернуться к оглавлениюУстанавливаем кованые ворота
Кованые калитки в отличие от обычных калиток из профнастила или дерева имеют значительный вес и оказывают порядочную нагрузку на столбы. Поэтому, чтобы со временем не случилось перекоса, ведь в таком случае она перестанет исполнять свои функции и потеряет привлекательность, для кованой калитки нужна крепкая и надежная основа.
Вернуться к оглавлениюБетонирование столбов
Кованую калитку можно навесить на бетонный или металлический столб из трубы большого диаметра. Первым этапом будет рытье ямы в намеченном месте. Это можно сделать лопатой, но гораздо удобнее использовать садовый бур подходящего диаметра.
Конструкция и размеры кованых ворот для самостоятельного изготовления
Глубина отверстия зависит от типа грунта и глубины его промерзания. На дне ямы делается дренажная подушка из песка и щебня. После этого столб выставляется вертикально в яму, а все свободное пространство отверстия засыпается щебнем или битым кирпичом.
На этом этапе надо проверить вертикальность столба, чтобы не было перекоса. Это делают при помощи строительного уровня или отвеса. Выставленный столб заливают цементно-песочным раствором, который замешан в соотношении 1:3. Время застывания бетона — около трех суток. Роскошно смотрятся калитки со столбами из камня. Такие опоры даже обычному забору из профнастила добавят изюминку и красоту. Ставить их надо обязательно на фундамент и армировать металлическими прутами.
Такие опоры даже обычному забору из профнастила добавят изюминку и красоту. Ставить их надо обязательно на фундамент и армировать металлическими прутами.
Пример кованой калитки со столбами из камня
Кованые калитки и ворота всегда будут модным и красивым дополнением к ландшафтному дизайну любого участка. И совсем необязательно копить деньги, чтобы поставить их на своем участке. Их можно сделать своими руками, если есть желание и хотя бы небольшие навыки работы с металлом.
образцы дизайнерской мысли + видео
С повышением уровня жизни, владельцы садовых участков изменяют направление их использования. Сегодня дача всё реже является источником дохода. Сюда приезжают отдохнуть от городской суеты и забот, почувствовать своё единение с природой. Участок нужен исключительно для получения эстетического наслаждения или в качестве места реализации своего творческого потенциала. Художественная ковка своими руками – один из вариантов воплощения собственных навыков и способностей.
Такие элементы ландшафтной архитектуры как кованые беседки, мостики, перголы и арки обрели большую популярность не только в качестве вложения денег, но и как средство авторского самовыражения.
Кованые формы, используемые при оформлении сада, ни в коем случае не должны выпадать из общего стиля, в котором выдержано основное строение и весь участок. Иначе даже красивое изделие может ощущаться чужеродным. Поэтому, делая заказ или выбирая орнамент для самостоятельной работы, следует как можно тщательнее изучить образцы художественной ковки.
Внешний вид кованых элементов должен соответствовать общему стилю сада
Вообще кованые элементы отлично вписываются в любой тип ландшафта. Они уместны в выверенной четкости французских парков, отменно сочетаются с изумрудной зеленью английских газонов, ловко вписываются в привычный российский усадебный уют, а уж для фонтанов и мрамора итальянского сада являются просто неотъемлемой частью.
Тут важно количество элементов в ковке и сам орнамент. Множество мелких деталей, пышность и объёмность изделия подойдет не каждому саду. Тяжелый стиль барокко уместен на участке большой площади, где обязательно будут перекликающиеся по орнаменту детали и дом, выполненный в том же духе. Зато для легкого и тонкого кованого изделия особые условия не нужны – отлично впишется в любой ландшафт.
Наиболее часто для украшения садового участка и дома, расположенного на нем, используются:
Вариант #1 – калитки и ограды
Очень декоративно смотрятся и привлекают всеобщее внимание кованые калитки. Этот элемент должен в достаточной мере сочетать в себе и изящество, и надежность. Не так-то просто быть одновременно частью защиты дачного участка и его украшением. Калитку встраивают в ограждения или в ворота. Если европейцы предпочитают использовать полностью кованые ажурные ограды и калитки, то в России чаще встречается сочетание материалов. А вот ограда чаще бывает кованой только в средней или верхней части.
Кованая калитка в обрамлении каменной или кирпичной кладки выглядит кружевной вставкой, тогда как ковка в сочетании с древесиной или металлом создаёт впечатление ворот в средневековый замок – монументальных и крепких
Вариант #2 – садовая мебель
Долговечная и прочная – такие слова первыми приходят в голову при виде полностью кованой садовой мебели. Как правило, кованые скамейки и столы размещают в зоне отдыха. Полностью кованая мебель – не такой уж часто применяемый вариант. Классическим считается сочетание металла и древесины, а для сада в стиле хай-тек используются ковка, украшенная стеклом.
Кованая мебель может стать настоящим украшением сада, если не забывать про чувство меры
Вариант #3 – садовые мостики
Изящно выгнутые и украшенные тонкими ажурными деталями мостики – это то, о чем стоит подумать, если на участке есть ручей. В любой сезон года кованый мостик придаст саду аристократичность.
Особенно поэтично такой мостик будет смотреться осенью на фоне опадающей листвы или снежной зимой
Вариант #4 – лестницы и опоры
Внутри дома лестницы послужат изящной опорой при подъёме на второй этаж коттеджа, но и при входе в дом очень органично смотрятся кованые лестницы, образующие крыльцо.
Лестница в сад – ещё одно украшение участка
Вариант #5 – перголы и арки
Эти малые архитектурные формы садового ландшафта чрезвычайно популярны и широко используются для зонирования участка, формирования коридоров, увитых растениями. Особенность кованых изделий в том, что они не являются просто опорой для вьющихся растений – они эстетичны и сами по себе. Их цель в формировании объёмного пространства. Кованая перлога, украшенная виноградом или розами, создаёт затененный переход, наполненный медовым ароматом зелени, нагретой солнцем.
Арки могут сложить входом из внутреннего дворика в сад. Эти садовые элементы – долговечное украшение, которое не требует особого ухода.
Вариант #6 – дачные мангалы
Выезд на природу у многих прекрасно сочетается с приготовлением шашлыков. В этом случае часто используют мангал. Обычный мангал плохо сочетается с дачным ландшафтом, но о кованом изделии так уже не скажешь. Именно при воплощении садовых мангалов проявляется вся художественность процесса ковки.
Сочетание функциональности и красоты – основная идея, применяемая при создании кованого дачного мангала
Вариант #7 – садовые светильники
Со вкусом подобранные кованые фонарики на стенах дома и дорожках участка придают ему особое очарование и создают романтическое настроение.
Такой элемент как кованый фонарь хорошо смотрится и отдельно и совместно с другими коваными изделиями
Вариант #8 – беседки и навесы
Кованые беседки чаще всего размещают на удалении от основного строения или у водоема. Служат он и для обособления зоны отдыха от основного участка. Беседка или павильон даёт возможность в полной мере реализовать фантазию дизайнера. Именно здесь есть возможность использовать орнамент ковки во всем его многообразии. Изящное, воздушное строение должно создавать ощущение парения и праздничности.
Беседка или павильон даёт возможность в полной мере реализовать фантазию дизайнера. Именно здесь есть возможность использовать орнамент ковки во всем его многообразии. Изящное, воздушное строение должно создавать ощущение парения и праздничности.
Легкая, ажурная, воздушная – вот какой должна быть кованая беседка
Кованые козырьки и навесы не только защищают от дождя, снега и сосулек, но и с успехом выполняют декоративную функцию.
В сочетании с навесными светильниками и обрамлением крыльца навесы могут создавать единую композицию, формируя неповторимый облик дома
Вариант #9 – аксессуары
Не всегда у владельцев садового участка есть возможность купить дорогостоящие кованые изделия в нужном объёме. В этом случае можно постараться сделать их своими руками или ограничится коваными аксессуарами. Небольшие, но приятные кованые дверные молотки, светильники, держатели для зонтов, садовые фигурки или цветочные стойки послужат достойным украшением любого участка.
Кованые аксессуары могут преобразить не только садовый участок, но и сам дом
Многие считают, что создать собственноручно качественное кованое изделие невозможно, другие полагают: ничего особо сложного в кузнечном деле нет, раз им с успехом занимались ещё наши предки в стародавние времена. И те, и другие ошибаются. Для того чтобы самому выковать даже небольшой элемент, нужны не только орудия труда и навыки, но и знания свойств металлов. Горячая ковка – тяжелый труд в условиях, которые весьма далеки от офисных. Что же делать?
Если нет желания строить кузницу и осваивать технологию кузнечного дела, можно ограничиться аналогом художественной ковки. Создадим сварную конструкцию из металлопрофиля и металлопроката, которую можно будет украсить готовыми деталями художественной ковки. Для этого нам будут нужны: источник электроэнергии; ровная поверхность для сборки изделия; болгарка с металлическими щетками, зачистными и отрезными кругами; нерястягивающаяся веревка, маркер; молоток, две шпильки; сварочный аппарат с маской, перчатками и электродами.
Даже без кузницы можно со временем научиться делать настоящие шедевры
В качестве материала будем использовать металлопрофиль, а также металлопрокат. Последний лучше брать меньшего сечения, поскольку тогда мы сможем его согнуть, не прибегая к особым условиям нагрева.
- Выбираем рисунок. Не усложняйте эскиз, который придется рисовать, потому что это первое Ваше изделие и металл – не особенно пластичный материал.
- Покупаем металл. Следует исходить из того, что длина стандартного прута – шесть метров. Нужно посчитать свою потребность в металле и взять его с небольшим запасом.
- Обработка. Доставленный материал лучше сразу очистить от ржавчины. Потом это сделать будет сложнее. Для этого используем надетую на болгарку щетку из металла.
- Сборка рамки. На ровной поверхности (стапель, верстак, стол) делаем рамку изделия. Её размеры учитываются по внешним поверхностям. Каждый из 4-х углов рамки будет иметь сварной шов. Чтобы рамку не перекосило, прихватываем сначала одну из сторон. Какая будет первой – все равно. По нескольку капель сварки капаем не верхний и нижний углы, после чего выравниваем диагональ, постукивая по неприваренным углам. После чего привариваем два оставшихся угла.
- Измерения. Наносим на поверхность (стол, ДСП, асфальт) будущий рисунок в масштаба 1:1. Для измерения его элементов берём веревку. Прикладываем веревку к элементам рисунка, как к трафарету. Так мы выясняем длину отрезков, на которые режем пруты.
- Деформация. Чтобы деформировать заготовки, нужно создать приспособление: на ровной поверхности привариваем в 2-3 см друг от друга два шпильки. Используя их и молоток, постепенно выгибаем пруты, постоянно сравнивая результат с трафаретом.
-
Сборка и сварка. Раскладываем элементы на трафарет, собирая рисунок и подрезая лишнее. Аккуратно свариваем изделие с одной, а потом и с другой стороны.

- Чистка. Зачищаем всё лишнее.
- Готовые детали. Покупаем готовые элементы ковки, которые послужат украшением основы. Привариваем их на предназначенные для них места, зачищаем места сварки.
- Грунтовка и покраска. Грунт используется белый, чтобы видеть при покраске недочеты. Краска по свойствам должна сочетаться с грунтом.
- Шик и блеск. Привлекательность изделию придадут специальное состаривание или золочение.
Получившееся изделие по внешнему виду будет мало отличаться от кованого, а при определенных навыках, которые вырабатываются с опытом, можно научиться создавать настоящие шедевры.
Кованые изделия тоже нуждаются в минимальном, но уходе
Кованым изделиям тоже нужен уход. Находясь в саду, они подвержены воздействию переменчивой погоды. Их следует красить не реже раза в два или три года. Трущиеся детали кованых калиток, ворот или качелей обязательно нужно смазывать. Тогда они прослужат очень долго, неизменно радуя своих владельцев.
Оцените статью: Поделитесь с друзьями!Как построить свою кузницу
Кованый нож изготавливается из цельного стального бруска, нагревается и затем забивается в форму. Создание кузницы для ножа включает в себя ящик для удержания тепла и горелку для подачи тепла, что можно сделать по-разному, хотя и создается пропан- Кузница с электроприводом — обычно самый популярный выбор.
Для этого вам понадобится огнеупорный кирпич или материал, который может служить кузницей. Вам также понадобится материал, чтобы скрепить коробку, и пропановую горелку для обогрева.Хотя для получения новейших разработок нестандартных ножей не обязательно выковывать собственный нож, это может быть интересным проектом для любителей ножей.
Кованые и изготовленные ножи
Строительство мини-кузницы
Лучше всего начать с обзора постройки мини-кузницы, как это описано в в The Geek Pub. Первый шаг — получить огнеупорный кирпич и разрезать его пополам. Возьмите одну половину и просверлите в середине отверстие диаметром два дюйма, которое будет служить топкой.Просверлите отверстие меньшего размера (5/16) с одной стороны, которая соединяется с отверстием большего размера. Другая половина остается сплошным кирпичом.
Алюминиевые уголки разрезаются на четыре шестидюймовые секции с просверленными 5/16 отверстиями на каждом конце. Используя болты, шайбу и гайки, чтобы закрепить их, используйте углы алюминия, чтобы собрать воедино две половинки огнеупорного кирпича, убедившись, что маленькое боковое отверстие остается беспрепятственным.
После того, как мини-кузница будет надежно собрана, трубу от пропановой горелки можно вставить через боковое отверстие, нагревая центральную камеру.Используя клещи, металл можно нагреть в камере за считанные минуты. Затем вам понадобятся молоток и наковальня, чтобы придать металлу желаемую форму.
Кузница для сжигания угля
В Popular Mechanics построили кузницу большего размера, используя две раковины из нержавеющей стали. Один наполняется водой, образуя закалочную емкость. Другой облицован печным цементом, а затем выложен огнеупорным кирпичом. Затем они построили дымоход из дымохода. Вы можете получить подробную информацию о здесь. Они использовали кузнечный уголь, доставленный из Пенсильвании, для сжигания в кузнице, нагревая топку.Они сделали колпак для печи из листового металла двадцати калибров, купленного в домашнем центре.
Большая кузница
В качестве примера более крупной кузницы Popular Science построила кузницу из огнеупорных кирпичей и металлического каркаса, чтобы удерживать и удерживать ее. Кузница немного больше и имеет более сложную горелку с более широкой и длинной трубой. Фотографии кузницы здесь, , а также инструкции по ее сборке (есть несколько вариантов).
Фотографии кузницы здесь, , а также инструкции по ее сборке (есть несколько вариантов).
Это даст вам некоторое представление о том, как построить собственную кузницу.Мини-кузница, вероятно, лучшее место для начала, просто чтобы посмотреть, нравится ли вам опыт и работа с кузницей. Если вы это сделаете, то строительство кузницы для ножей может быть в вашем будущем.
Информационный центр изготовителя ножей своими руками: выкройки для ножей
Посмотрев в Интернете в поисках достойных отправных точек для изготовления ножей, я обнаружил отсутствие бесплатных печатных выкроек ножей, шаблонов или любых профилей ножей в PDF или другом подходящем формате и получил неоднозначные результаты. Стремясь внести свой вклад в сообщество производителей ножей в целом, я хотел бы поделиться некоторыми профилями, которые я сделал.Их нельзя считать точными, это скорее отправная точка для вашего проекта ножей. Не стесняйтесь добавлять свои собственные вариации, сжимать, растягивать, рисовать карандашом по кривым и т. Д. Вы можете перенести их на дерево, поликарбонат или сталь, чтобы создать узор. Я стараюсь делать их разных размеров, чтобы они подходили к вашему стальному куску.
————————————————- ———————-
Эти
БЕСПЛАТНЫ для использования. Бесплатно, как в пиве. Если вы их используете, я буду признателен, если
вы прислали мне записку или фотографию готового ножа; это было бы
потрясающе!
————————————————- ————————
Примечание. Перед печатью сохраните PDF-файл или откройте его в Acrobat.Печать прямо из предварительного просмотра вашего браузера, так как это может искажать габариты.
Сейчас доступно более 75 загрузок в формате PDF! Спасибо за все ваши комментарии и предложения!
Другие профили на:
Образцы ножей II
Образцы ножей III
Образцы ножей IV
Образцы ножей V и образцы ножей VI стр.
Пожалуйста,
Реклама: Вы хотите построить ленточный шлифовальный станок 2 x 72 дюйма для изготовления ножей?
Магазин на eBay Oregon Blade Maker
Dh28 — точка выдачи
BC4 Нож Bushcraft
Поварские ножи
DP16 — точка подачи
CP2 — точка зажима с рукояткой для большого пальца
BK2 — точка подачи
Dh25 — Drop Point Hunter
Dh24 — Drop Point Hunter
Dh23 — Drop Point Hunter
Dh22 — Drop Point Hunter
Dh21 — Drop Point Hunter
Dh20 — Drop Point Hunter
DH9 — Охотник за выдачей точек
DH8 — Охотничий нож
DH7 — Охотничий нож
DH6 — Охотничий нож
CP1 — точка зажима
Примерно на основе дизайна Пола Биба.
DH5 — Охотник за точкой выдачи
BC3 — Нож Bushcraft
Dh2 — Drop-Point Hunter
Это дизайн, основанный на красивой модели H-10 Шайлер Лавстранд.
Dh3 — Охотник
Это небольшая вариация на тему Охотника.
LZ1 Шаблон
Это примерно основано на дизайне «Ящерицы» Марцина Боны.
BRA1 — Складной нож
Dh4 — Охотник за точкой выдачи
С отверстием для шнурка в хвостовике.Сродни «лисе».
MIL1 — Военный / полицейский нож
Стиль аналогичен серии ESEE MIL.
TCK1 — Тактический стиль
С наконечником в стиле западного танто.
Больше профилей на:
Образцы ножей II
Образцы ножей III
Образцы ножей IV
Образцы ножей V и образцы ножей VI страницы.
КАК СДЕЛАТЬ ВЫЗОР
Как правило, я всегда делаю какой-нибудь узор при создании профиля в первый раз. Вот как я это делаю. Распечатайте профиль и выберите размер, подходящий для вашего инвентаря. В этом примере я выбрал 8-дюймовую версию. После печати просто ударьте линейкой и определите, какая из них лучше. Помните, что линия вашего маркера будет иметь некоторую толщину, поэтому выбор размера немного меньше, чем у вашей бумаги, лучше, чем тот, который немного больше, чем у вас на складе.
В этом примере я выбрал 8-дюймовую версию. После печати просто ударьте линейкой и определите, какая из них лучше. Помните, что линия вашего маркера будет иметь некоторую толщину, поэтому выбор размера немного меньше, чем у вашей бумаги, лучше, чем тот, который немного больше, чем у вас на складе.
Используя обычные ножницы, я вырезаю бумагу, чтобы придать ей форму и нарисовать здесь любые творческие изгибы.
Отрежьте кусок фанеры, скажем, на 1/8 дюйма или 1/4 дюйма, который будет соответствовать вашему вырезу из бумаги.
Приклейте бумагу к фанере, используя любой клей ПВА, столярный клей / белый школьный клей и т. Д.
После высыхания приступайте к вырезанию копировальной пилой, ленточной пилой, спиральной пилой — любыми средствами, которые у вас есть.
У меня есть небольшая ленточная пила, которая отлично подходит для этого. Обязательно сделайте вырез за пределами линии, так как мы собираемся отшлифовать его до почти идеальной формы.
После резки отшлифуйте до линии (или там, где вы хотите, чтобы форма была). Я использую зернистость 80, чтобы получить основную форму. Иногда круглый напильник хорошо работает на узких внутренних изгибах.
Просверлите отверстия для штифтов / отверстий для шнурков. Я использую для этого небольшую насадку 1/8 дюйма, поскольку отверстия предназначены только для маркировки и не обязательно должны соответствовать размеру штифтов.
Я храню несколько версий одного и того же дизайна для хихиканья. Прикрепите узор к стали и отметьте форму ручкой или перманентным маркером. По возможности наносите узор таким образом, чтобы сократить объем резки. В этом случае я кладу шаблон рядом с верхним краем. Поместить его посередине означало бы вырезать и верх, и низ.Это может потребовать много дополнительной работы в зависимости от толщины приклада.
Вот фотография ножа Марка, сделанного из DH9. Отличная работа для первого ножа! Спасибо за картинку, Марк.
Вот фотография ножа Пита с чешуей из белого дуба из бочки для виски.
 Спасибо, Пит.
Спасибо, Пит.
Это кожевники Ларри с паракордом. Сладкие на вид хамоны!
Красивый нож, основанный на Dh2 Генри.
Мне нравится то, что Хантер сделал с этой вариацией паттерна DH6. Очень гладко!
Очень красивый нож и ножны были сделаны Эндрю по выкройке BC2. Красивый!
Создание лезвия, сваренного по шаблону
… Один, изобретательный кузнец, может сделать много оружия для использования на войне, когда он выковывает шлем или набедренный меч для человеческого боя, или боевой корсет, сияющий клинок или диск щита, и может приваривать их к полету копья.
из стихотворения Дары мужчин , найденного в Эксетерской книге (c975 г. н.э.), переведенном С.А.Дж. БрэдлиТаков кузнец Роберт П. Шайан-Норвалт из Hammer Forge & File Inc., кузницы горячей кузницы в самом сердце Соединенных Штатов. Роберт великодушно согласился представить подробное руководство по алхимии, которую он практикует каждый день — изготовлению сварных лезвий с мелким узором, как это практиковалось англосаксами, викингами и многими другими культурами, жизнь которых зависела от их стали.В этой первой части руководства рассматриваются современные методы ковки и удаления припусков для новичков. Во второй части будут рассмотрены «Методы периодической сварки по образцу». Часть третья будет называться «От печи и руды до лезвия». Я очень рад представить работу этого талантливейшего кузнеца клинков. Октавия Рэндольф
Лезвие, сваренное по шаблону, часто имитируется с использованием современных методов травления, но никогда не повторяется в его величии.
Роберт П.Шьян-Норвалт
Я слышал так много романтических объяснений этого феномена. Почему любой мужчина решил любить эту сталь так, как я, в тот день и в том возрасте, в котором я родился? Вулканец сошел бы с ума, пытаясь понять это! Для Джима Боуи и Дэви Кроше это имеет смысл. Для Александра Македонского и Ганнибала? О чем интересно? Они использовали атомную бомбу своего времени: сталь, сваренную по образцу!
Для Александра Македонского и Ганнибала? О чем интересно? Они использовали атомную бомбу своего времени: сталь, сваренную по образцу!
Когда мне было всего пять лет, я увидел в словаре изображение кентавра.Наполовину человек, наполовину лошадь, и в руке у него был меч. И меня зацепило. И я посмотрел старые фильмы Стива Ривза «Геркулес», и меня зацепило еще больше. Затем постеры Францетты «Конан-варвар» и комиксы Роя Томаса и Барри Виндзор-Смита. Затем вышел первый фильм Арнольда о Конане, и еще до того, как закончились вступительные титры, я знал, чем буду заниматься всю оставшуюся жизнь. Загадка стали!
Мое официальное знакомство с оружием людей, помимо охоты на белок с дядей Доном и стрельбы по глиняным голубям со старшеклассником, произошло через три недели моей базовой военной подготовки весной 1979 года.Это была не мощная винтовка с ее потрясающей способностью убивать на больших дистанциях и разрушительный эффект стального патрона калибра 7,62 дюйма, который потряс меня — так сильно, как штык, застревающий на конце. Близко и лично.
Я уволился из службы — в воздушно-десантной армии США — в июле 1994 года. В том же году я пошел на реконструкцию гражданской войны недалеко от Эльноры, штат Индиана, и увидел кузнеца, работающего над кабарским стилем — Боуи, как я узнал позже — нож, и я наблюдал за ним часами. Казалось, что сталь шевелится сама по себе.
«Что это такое»? — спросил я, указывая на лезвие.
Он инстинктивно знал по тону моего голоса, что я не спрашивал, что это за «за» нож и к какой эпохе он принадлежал. Он знал, что я спрашиваю о самой стали. «Это Дамаск», — сказал он.
«Научи меня»? Я попросил. Но я не спрашивал. Я требовал, и он знал это. Он игнорировал меня несколько часов. Наконец, ближе к концу дня, когда я простоял в шоке и молчал много часов и никуда не уезжал, он пригласил меня в свой магазин на несколько уроков.Прошло 16 лет, а меня это до сих пор пугает.
Я решил сначала показать современный метод, который поможет большему количеству людей начать работу раньше, с меньшим количеством суеты и путаницы. Многие люди разочаровываются еще до того, как они начали, по любому количеству причин. Возможно, им негде кузнец. Или они предполагают, что это будет непомерно дорого. Или без Учителя, который учил бы их на практике, им не хватало уверенности. В конце концов, когда они действительно начинаются, неизбежные неудачи воспринимаются как постоянные, и люди сдаются.
Многие люди разочаровываются еще до того, как они начали, по любому количеству причин. Возможно, им негде кузнец. Или они предполагают, что это будет непомерно дорого. Или без Учителя, который учил бы их на практике, им не хватало уверенности. В конце концов, когда они действительно начинаются, неизбежные неудачи воспринимаются как постоянные, и люди сдаются.
Все дело в желании. Если вы действительно хотите сделать лезвие, сваренное по шаблону, вы можете это сделать. А проявив немного терпения, времени и силы духа, сделайте клинок, которым можно будет гордиться. Позже мы сделаем серию: «От печи до лезвия», выплавляя как железо, так и сталь, и сваря по образцу наши собственные лезвия периода миграции, используя методы древних гауликов, римлян, франкских меровингов и кузнецов викингов. Мы сравним это с японскими и филиппино-индонезийскими методами и будем благословлены жребием.
Можно получить столько «аутентичного» и «пуристического», сколько захотят, следуя традиционным методам, о которых мы поговорим позже, без неуважения со стороны автора. Я люблю делать это, «как они». Но если говорить о чистой прибыли и доходах, по крайней мере, о налогах, это не всегда такая уж хорошая идея. Я считаю, что каждому представителю этого жанра есть что предложить. Некоторые — вроде меня — иногда в этом Путешествии по кузнечному делу находят время, чтобы перейти от необработанной руды к блестящему острому лезвию, отбросив все мысли о прибыли и «получить то, что она стоит».Древнее кузнечное дело … Это азарт, не похожий ни на какой другой, и он вызывает уважение к мастерам старины. Я начал с угольной жаровни за 5 долларов, женского фена за 10 долларов, бывшего в употреблении двухдолларового молотка с шаровой головкой и бесплатного шестидюймового куска железнодорожных путей в качестве наковальни. Это не было необычно. Я не работал быстро. Но это сработало.
Другие, в том числе и я, покупают современные материалы и используют их для снятия чистых материалов. Иногда вначале мой бюджет был ограничен, и я был вынужден использовать вторсырье. Например: я могу использовать ряд металлолома, начиная от переработанного кованого железа, листовой рессорной стали для легковых автомобилей, рессорной стали для сельскохозяйственных машин, инструментальной стали и т. Д., А также размещать заготовки и кузнечно сваривать их, а после этого использовать удаление припуска. и методы обработки, позволяющие создавать прекрасные экзотические узоры на самой стали. С функциональной и эстетической точки зрения, некоторые из самых красивых, упругих и прочных лезвий, когда-либо созданных в истории человечества, были сварены по шаблону. И, как я показываю здесь, утилизированная старая сталь из осей грузовиков, пильных полотен, плуговых ножниц может быть использована для преобразования современной стали в меч, копье, топор, саксофон или нож.С появлением современного оборудования и тем фактом, что большинство читающих людей будут «горожанами», я полагаю, мы должны также признать напряженные бюджеты, ограниченное время и тесноту нашего современного мира и каким-то образом найти реальный подход, чтобы сделать древнее искусство. Не у всех есть доступ к угольной кузнице. Не все живут в местах, где это разрешено. Может быть, вы найдете школы, в которых разрешены газовые кузницы на отделении искусств? Может быть, у вас есть семья, живущая в сельской местности, которая позволит вам открыть небольшую кузницу по оружию?
Например: я могу использовать ряд металлолома, начиная от переработанного кованого железа, листовой рессорной стали для легковых автомобилей, рессорной стали для сельскохозяйственных машин, инструментальной стали и т. Д., А также размещать заготовки и кузнечно сваривать их, а после этого использовать удаление припуска. и методы обработки, позволяющие создавать прекрасные экзотические узоры на самой стали. С функциональной и эстетической точки зрения, некоторые из самых красивых, упругих и прочных лезвий, когда-либо созданных в истории человечества, были сварены по шаблону. И, как я показываю здесь, утилизированная старая сталь из осей грузовиков, пильных полотен, плуговых ножниц может быть использована для преобразования современной стали в меч, копье, топор, саксофон или нож.С появлением современного оборудования и тем фактом, что большинство читающих людей будут «горожанами», я полагаю, мы должны также признать напряженные бюджеты, ограниченное время и тесноту нашего современного мира и каким-то образом найти реальный подход, чтобы сделать древнее искусство. Не у всех есть доступ к угольной кузнице. Не все живут в местах, где это разрешено. Может быть, вы найдете школы, в которых разрешены газовые кузницы на отделении искусств? Может быть, у вас есть семья, живущая в сельской местности, которая позволит вам открыть небольшую кузницу по оружию?
Есть много способов подойти к лопатке, полученной сваркой по шаблону и с дифференциальной закалкой.Но давайте не будем смешивать узорную сварку с вутцем или дамасской сталью. Все эти методы, кельтские, персидские / арабские, франкские, германские, скандинавские, японские, филиппинские и т. Д., В некоторой степени связаны, но мало изменились за столетия, подчиняются законам физики, но при этом различаются подходами. и окончательный результат.
Часто имитируемое с использованием современных методов травления, но никогда не повторяющееся в его величии, узорчатое сварное лезвие — это настоящее волшебство. Большинство из этих методов и процедур были подробно рассмотрены многими великими кузнецами, историками, металлургами, работниками документальных фильмов, реконструкторами и коллекционерами по всему миру. В конце этого веб-урока мы предложим заинтересованным студентам библиографию, чтобы глубже погрузиться в мир изготовления лезвий, сваренного по образцу. Ежегодно по обе стороны пруда проводятся десятки книг, кассет и демонстраций. Немного покопавшись в Интернете, вы можете найти буквально сотни сайтов и производителей лезвий, которые помогут вам. Один из самых простых способов продвинуться вперед в этом жанре — просто купить журнал Blade в местном газетном киоске.
В конце этого веб-урока мы предложим заинтересованным студентам библиографию, чтобы глубже погрузиться в мир изготовления лезвий, сваренного по образцу. Ежегодно по обе стороны пруда проводятся десятки книг, кассет и демонстраций. Немного покопавшись в Интернете, вы можете найти буквально сотни сайтов и производителей лезвий, которые помогут вам. Один из самых простых способов продвинуться вперед в этом жанре — просто купить журнал Blade в местном газетном киоске.
Куда бы я ни пошел, я встречаю новую школу, которая «заново изобрела» и «воскресила» искусство изготовления лезвий, сваренных по шаблону.Не так. Искусство никогда не вымирало полностью в Малой Азии и Индонезии, а за последние 45 лет взорвалось в США, Великобритании и Европе.
Давай перейдем к делу. Вам, естественно, захочется прочитать все, прежде чем что-либо начинать, чтобы вы могли получить представление о том, как разворачивается процесс. И, конечно же, вы будете соблюдать высочайшие стандарты безопасности, защиты собственного здоровья и окружающей среды. Огонь есть огонь.
Современный метод сварки образцов путем штабелирования и складывания заготовок.
1. Стальная подготовка. Сначала выберите стали, которые «любят» сваривать. Оставайтесь в диапазоне от умеренного до высокого содержания углерода. Теперь я американец, а точнее Hoosier, шотландского происхождения. Итак, я расскажу о стали от нашего Американского института черной металлургии (AISI) и Общества автомобильных инженеров (SAE). Некоторые металлы, особенно в широком диапазоне инструментальных сталей, очень трудно поддаются ковке-сварке легко вручную каждый раз, и они могут создавать чрезмерное напряжение друг относительно друга при отпуске.С другой стороны, из этих высокоуглеродистых сплавов получаются отличные кромки и очень прочные и упругие лезвия, которые могут удерживать кромку без поломки.
Каждая стальная полоса должна быть очищена от масла, ржавчины или любых загрязнений, которые позже проявятся в виде включений шлака. На этом изображении я вырезал по длине и ширине, различной толщины от 0,030 до 1/4 дюйма, прутков из кованого железа 1860-х годов, полученного трижды луженной лужей, из высокоуглеродистого сплава L6 и стали 1084- 1095. Это та «заготовка», с которой мы начинаем.Обязательно держите утюг посередине заготовки. Это позволит получить три разных цвета в окончательном травлении с большим цветовым контрастом между железом и сталью. Уловка здесь с таким совершенно другим продуктом заключается в термической обработке, о которой мы подробнее поговорим позже.
На этом изображении я вырезал по длине и ширине, различной толщины от 0,030 до 1/4 дюйма, прутков из кованого железа 1860-х годов, полученного трижды луженной лужей, из высокоуглеродистого сплава L6 и стали 1084- 1095. Это та «заготовка», с которой мы начинаем.Обязательно держите утюг посередине заготовки. Это позволит получить три разных цвета в окончательном травлении с большим цветовым контрастом между железом и сталью. Уловка здесь с таким совершенно другим продуктом заключается в термической обработке, о которой мы подробнее поговорим позже.
Я очищаю каждую полосовую планку шлифовальной лентой с зернистостью 80, затем очищаю раствором TSP (тринатрийфосфат, доступен в любом хозяйственном магазине). Затем я складываю их в рыхлую заготовку, используя низкоуглеродистую проволоку, следя за тем, чтобы область и руки были чистыми.Я помещаю стопку в тиски и очень плотно стягиваю ее. «X» оборачивают проволоку, и как только я отпускаю, напряжение в пружинной стали увеличивается, чтобы плотно прилегать к проволоке. Здесь я сделал 7 заготовок по 28 слоев каждая, для начальной заготовки 196, после того, как все они были сварены и вытянуты, я снова сложил партию и с двумя стержнями 1/4 дюйма из 1095 на финальном внешнем сварном шве, чтобы гарантировать меньшие потери шлака от окисления.
Переработанные материалы, вид сверху. Использование переработанных материалов — это нормально и помогает с бюджетом, но недостатком является то, что время от времени вы думаете, что у вас есть «такая-то» сталь, а при термообработке вы обнаружите другое.
В качестве примера, это 15-слойная заготовка «короткого стека» для защиты. Обратите внимание на это фото на сердечник из темного кованого железа.
Работайте с одной стороны, затем с другой.
Вы можете начать с 7-10 очень толстых слоев и горячего резания и складывания. Вы можете сделать то же, что и я, и начать с 20-50 очень тонких слоев, сварить их, очистить и снова сложить. Нет такой вещи, как «обман», если только вы не выставляете счет определенным образом. Позже мы покажем изображения обоих этих методов, и вы выберете то, что подходит именно вам.
Позже мы покажем изображения обоих этих методов, и вы выберете то, что подходит именно вам.
Теперь поговорим о флюсовании и первом критическом сварном шве. Если вы когда-нибудь замечали, каждый современный сварочный электрод покрыт красивым ровным слоем флюса. Не углубляясь в современный урок по сварке сердечника из флюса, магния, с высоким содержанием никеля, чугуна, MiG, TiG, пайки и всех флюсов для каждого свариваемого материала, я дам базовый обзор флюса, используемого в лопатках для узорчатой сварки из высокоуглеродистых сталей. При современной сварке, когда электрод ударяется о заземленную металлическую поверхность, в системе на 220 ампер электрическая дуга образует мгновенную лужу расплавленной стали, тем самым плавя присадочный стержень в «желобе», создаваемом силой электрического тока и, следовательно, «Бусинка» проходит по стали.Сплав присадочного металла смешивается со свариваемой сталью, и, поскольку флюс сохраняет сварной шов в чистоте, он способствует качественному, прочному, долговечному соединению одного металла с другим. Это не подходящее для школы определение, но оно объясняет причину, по которой мы, как сварщики по моделям, производители дамасской стали и т. Д.,… Должны иметь жизнеспособный флюс при выполнении кузнечных сварных швов.
Flux — это не волшебство. Флюс — это флюс, и он НИЧЕГО не делает, НО поддерживает чистоту слоев до тех пор, пока у вас не появится возможность в кузнице сварить их в цельнометаллическую «заготовку».В кузнечном мире можно услышать всякую фантастическую чушь. Какой-то парень залил флюс металлическими опилками. Не годится для меня. Я не хочу потом металлургических сюрпризов при шлифовании. Некоторые говорят, что нужно смешивать такое же количество кварцевого песка с флюсовой смесью, и хотя это приводит к резкому «всплеску» при сварке, я не смог определить, действительно ли это помогает сварке. С другой стороны, то, что я использую, работает. Это относительно недорого, и я уже упоминал — работает. Я использую старый стандарт, но с небольшой поправкой. Я использую мыло Mule Team Borax. Я беру мыло и готовлю его на кислородно-ацетиленовой горелке, пока оно не начнет пузыриться, влага из мыла не рассеется, образуя сухую массу. После варки до получения твердой массы, то есть без воды, она затем просеивается и смешивается с одной 10-й частью борной кислоты и 2 фунтовой банкой высокотемпературного многоцелевого сварочного флюса, такого как Harris brand ™ здесь, в Америке. Подойдет любой хороший сильный тепловой поток, предназначенный для черных металлов. Свою я покупаю в местном дилерском центре по сварке. Я все это очень хорошо перемешиваю, просеиваю и перемешиваю каждый раз, когда работаю.
Я использую мыло Mule Team Borax. Я беру мыло и готовлю его на кислородно-ацетиленовой горелке, пока оно не начнет пузыриться, влага из мыла не рассеется, образуя сухую массу. После варки до получения твердой массы, то есть без воды, она затем просеивается и смешивается с одной 10-й частью борной кислоты и 2 фунтовой банкой высокотемпературного многоцелевого сварочного флюса, такого как Harris brand ™ здесь, в Америке. Подойдет любой хороший сильный тепловой поток, предназначенный для черных металлов. Свою я покупаю в местном дилерском центре по сварке. Я все это очень хорошо перемешиваю, просеиваю и перемешиваю каждый раз, когда работаю.
Осторожно: в целях безопасности всегда надевайте защитные очки, рассчитанные на высокую ударопрочность, и никогда не касайтесь флюса голыми руками. Тогда… не трогайте себя или кого-либо еще, предварительно не вымывшись. Не прикасайтесь к глазам, носу, рукам,… э,… частям тела флюсом на голых пальцах. Ой.
Борной кислоте нравится вкус огнеупора, и под этим я подразумеваю, что борная кислота легко разъедает внутренности вашей газовой кузницы, и я так облицовываю кузницы керамической пластиной, чтобы не приходилось слишком часто заменять кузни, но если вы много свариваете кузницу, вам время от времени придется повторно огнеупать свои газовые кузницы.Я использую текучие огнеупоры с температурой 2800 градусов. Я также настоятельно рекомендую приобрести очки из дидима, когда температура ковки превысит вишнево-красный цвет. Все, что превышает 900 градусов F (480 c), лучше всего иметь защиту от высоких температур для ваших глаз.
Не все современные флюсы подходят для того, что мы делаем здесь с высокоуглеродистыми сталями, хотя многие флюсы для припоя из серебра могут сделать весь гамбит. Но по цене и объему, для того, что мы делаем, — для железа с высоким содержанием углерода и железа с низким содержанием углерода — все вышеперечисленное работает отлично.Не используйте флюс, предназначенный ТОЛЬКО для нержавеющей стали, алюминия или припоя, или ТОЛЬКО для латуни, бронзы или меди. Следуя отраслевым спецификациям, вы не ошибетесь, ребята.
Следуя отраслевым спецификациям, вы не ошибетесь, ребята.
Я не просто сую заготовку в огонь. Я кладу его на крышку кузницы, пока она поднимает температуру, вешаю перед дверью и перемещаю взад и вперед. Это для того, чтобы металл не был внезапно сотрясаемым. Я довожу заготовку до вишнево-красного цвета (нейтральное пламя) и вскоре перехожу к (карборирующему пламени).После этого я вынимаю его и наношу первую порцию флюса на всю заготовку, стараясь попасть в слои. Я использую для этого столовую ложку и держу заготовку над пустой банкой из-под кофе. Сначала нанесенный флюс может скручиваться и отслаиваться, но как только заготовка достигает температуры, близкой к температуре сварки, флюс будет полностью жидким, шипящим и пузырящимся в кузнице.
Вот несколько снимков операции. В этом первом снимке я уже сделал «более прохладное» первое нанесение и очень обильно добавляю его к оранжевому жару.Он будет возвращаться в кузницу до тех пор, пока хорошо не пропитается заготовкой на ОБЕИХ СТОРОНАХ.
Как я уже упоминал, у меня есть старый контейнер для кофейных банок, который я использую для повторного просеивания флюса каждый раз, когда использую его. Я выковываю и кладу его в ведро с песком, чтобы потом вычерпать остатки. Немного песка никогда не повредит флюсу. Теперь снова в огне.
Флюс «шипит», заготовка, прошедшая оранжевый нагрев, превращается в темно-соломенно-желтый, но не совсем белый цвет. Это очень слабое искрение, но не красное замыкание и не «поджигание» стали.Многие из действительно высокоуглеродистых сталей любят накоротко на вас и «рассыпаются» по краям. Кованое железо такое, и у меня тоже много проблем со сталью для шарикоподшипников (серия 52100). Температурный диапазон очень важен, и вы испортите немало, прежде чем приступить к работе. С вашими очками из дидима ваша заготовка должна быть ЕДИНОЙ по цвету без более темных пятен. Удалите заготовку быстро, но безопасно и надежно, расположив наковальню очень близко к кузнице, а молоток установлен сверху и предварительно нагревая поверхность наковальни до черного тепла, пока вы ждали, пока заготовка будет готова, а теперь , подари ей маленький приятный поцелуй. Это единственный способ объяснить это. Не ударяйте молотком, доказывая свою мужественность. Просто позвольте молотку упасть, я использую трехфунтовку для начальных сварных швов, когда делаю это вручную, с «чуть-чуть» сзади. Теперь, если я использую восьмифунтовый молоток. Я называю это своей «большой собакой на маленькой палке», а потом просто позволяю молотку упасть сама по себе. Он идеально подходит для первой поездки по заготовке. Обратите внимание, что мы достигли почти белого каления на моей газовой кузнице с двумя горелками; при расходе пропана 12–15 фунтов на квадратный дюйм, для достижения тепла при сварке требуется 15–30 минут.Я должен сказать, что для достижения этой температуры мне пришлось модифицировать форсунки внутри газовой трубки. Я взял мой кислородно-ацетиленовый очиститель для горелок и развернул отверстия, пока не смог получить 2300+ градусов, которые мне нужны для этой операции. У меня есть еще одна кузница для декоративных работ, в которой я не просверливала отверстия для распыления, и работаю с давлением всего 4-6 фунтов. Но для кузнечной сварки я использую «полнопроходной». Это громко, жарко и, можно сказать, опасно. Десять лет назад, когда был сделан этот снимок, у меня в магазине стояли танки с противопожарными одеялами.Теперь у меня есть 250-галлонный «резервуар для свиней» (газовый баллон, пропановый или натуральный, который стоит вертикально и вроде как, как вы догадались, свинья) снаружи, с отдельными регуляторами и обратными клапанами. Я ни разу не попал в аварию, но я слышал о парне, который попал в аварию, и «слова мудрым достаточно».
Это единственный способ объяснить это. Не ударяйте молотком, доказывая свою мужественность. Просто позвольте молотку упасть, я использую трехфунтовку для начальных сварных швов, когда делаю это вручную, с «чуть-чуть» сзади. Теперь, если я использую восьмифунтовый молоток. Я называю это своей «большой собакой на маленькой палке», а потом просто позволяю молотку упасть сама по себе. Он идеально подходит для первой поездки по заготовке. Обратите внимание, что мы достигли почти белого каления на моей газовой кузнице с двумя горелками; при расходе пропана 12–15 фунтов на квадратный дюйм, для достижения тепла при сварке требуется 15–30 минут.Я должен сказать, что для достижения этой температуры мне пришлось модифицировать форсунки внутри газовой трубки. Я взял мой кислородно-ацетиленовый очиститель для горелок и развернул отверстия, пока не смог получить 2300+ градусов, которые мне нужны для этой операции. У меня есть еще одна кузница для декоративных работ, в которой я не просверливала отверстия для распыления, и работаю с давлением всего 4-6 фунтов. Но для кузнечной сварки я использую «полнопроходной». Это громко, жарко и, можно сказать, опасно. Десять лет назад, когда был сделан этот снимок, у меня в магазине стояли танки с противопожарными одеялами.Теперь у меня есть 250-галлонный «резервуар для свиней» (газовый баллон, пропановый или натуральный, который стоит вертикально и вроде как, как вы догадались, свинья) снаружи, с отдельными регуляторами и обратными клапанами. Я ни разу не попал в аварию, но я слышал о парне, который попал в аварию, и «слова мудрым достаточно».
Как вам эти поты? Красиво сочетается с боевыми ботинками, не правда ли?
Теперь ниже мы смотрим на угол наклона молотка. Неважно, изящная ли вы кузнец, или подросток, или здоровенный синяк с 22-дюймовым бицепсом, если ваш молоток не будет прямым, сливовым, ровным и в правильной ориентации относительно заготовки, вы испортите его.
Я слышу все эти « делать » про молоток. Не кладите палец на ручку. Не давитесь ручкой. Не позволяйте большому пальцу находиться слишком высоко. Все это великие знания, и от этого мастера-кузнецы чувствуют себя еще более «виртуозными», но на самом деле? Используйте больше запястий, меньше плеч? Больше плеч меньше локтя? Что бы вы ни делали и какой бы «философии молотка» вы ни придерживались, сделайте мне одолжение. Молоток прямой и точный и НЕ оставляет следов молотка на пластичной стали. Понятно? И не разрушайте свое тело из-за плохой кинезиологии.Используйте все свои суставы в ударе. Манжета ротора плеча не зажата, колено на линии не затянуто, запястье задействовано, но не несет нагрузки, бедра прямо выровнены, и никогда не сводите глаз с вашей стали. Если это означает, что, как и я, обычно работаю в одиночку, отлично. Только не отвлекайся и, таким образом, … обижайся.
Не кладите палец на ручку. Не давитесь ручкой. Не позволяйте большому пальцу находиться слишком высоко. Все это великие знания, и от этого мастера-кузнецы чувствуют себя еще более «виртуозными», но на самом деле? Используйте больше запястий, меньше плеч? Больше плеч меньше локтя? Что бы вы ни делали и какой бы «философии молотка» вы ни придерживались, сделайте мне одолжение. Молоток прямой и точный и НЕ оставляет следов молотка на пластичной стали. Понятно? И не разрушайте свое тело из-за плохой кинезиологии.Используйте все свои суставы в ударе. Манжета ротора плеча не зажата, колено на линии не затянуто, запястье задействовано, но не несет нагрузки, бедра прямо выровнены, и никогда не сводите глаз с вашей стали. Если это означает, что, как и я, обычно работаю в одиночку, отлично. Только не отвлекайся и, таким образом, … обижайся.
Здесь я повторно флюсую после нескольких начальных сварных швов. Имейте в виду, что не все фотографии расположены в точном хронологическом порядке, потому что у меня не каждый день под рукой профессиональные фотографы.
Теперь я провожу быстрое обследование без очков из дидима, чтобы убедиться, что я хорошо разглядываю вещи, и после очистки старого флюса я вижу, что сварной шов твердый, и я не получаю “ свет »между слоями. Если я начинаю светиться, сейчас, пока она еще горячая, самое время внести поправки. Убедитесь, что все области покрыты флюсом, а затем снова наденьте дидимиевые очки, чтобы убедиться, что я не имею дело с холодным шунтом. Холодный шунт — это пропущенный участок, обычно не заметный невооруженным глазом, из-за которого конечная заготовка в некоторых местах остается несваренной.Вот почему я настаиваю на равномерном нагревании и использую модные очки, чтобы меня не обманули. Другая заготовка в другой день, но это хороший снимок заготовки после первоначальной сварки, и после удаления старого флюса наносится новый.
Я также скажу здесь пару слов о гидратации. При таких температурах в магазине может достигать 130–150 градусов по Фаренгейту (54–65 ° C), и за очень короткое время можно серьезно истощить электролиты. Так что пейте много воды или электролитного напитка и будьте осторожны.Теперь, после двух или трех походов в кузницу, она начинает вытягиваться, и я даю кузнице остыть до рабочей температуры , рабочей температуры . Около 1000 градусов. Обратите внимание, насколько горячие эти щипцы? Почти как красный у заготовки! Вот почему вы видите кузнецов клинков с перчатками, кевларовыми рукавами и ведрами для воды только для щипцов, тогда как генерал Смит может уйти без перчаток вообще. Не я, папа! Мне хватило всего лишь одного раза, чтобы капля горячего расплавленного шлака упала мне в сапог, и я прикоснулся только к ОДНОЙ горячей заготовке голыми руками.В нашем бизнесе паранойя = меньше шрамов, меньше боли.
Так что пейте много воды или электролитного напитка и будьте осторожны.Теперь, после двух или трех походов в кузницу, она начинает вытягиваться, и я даю кузнице остыть до рабочей температуры , рабочей температуры . Около 1000 градусов. Обратите внимание, насколько горячие эти щипцы? Почти как красный у заготовки! Вот почему вы видите кузнецов клинков с перчатками, кевларовыми рукавами и ведрами для воды только для щипцов, тогда как генерал Смит может уйти без перчаток вообще. Не я, папа! Мне хватило всего лишь одного раза, чтобы капля горячего расплавленного шлака упала мне в сапог, и я прикоснулся только к ОДНОЙ горячей заготовке голыми руками.В нашем бизнесе паранойя = меньше шрамов, меньше боли.
Давайте поговорим о планировке магазина. Очень важно, чтобы закалочные ковши, резервуары — все, что вы в конечном итоге используете — были рядом с местом работы во время кузнечной сварки. Я делаю это несколько проще и менее раздражающим, имея почти все в моем магазине на колесах. У меня наковальня и пень, когда они не используются, находятся сбоку на четырехколесной промышленной тележке, поэтому, когда мне это нужно, бам, отрываюсь от платформы, чтобы затвердеть во время работы. Одна газовая кузница, резервуары, сварочные аппараты, резаки, вакуум, прессы, пильные столы, ящики для инструментов и все остальное, с чем я могу справиться, находится на роликах.В моем магазине мало места, и я считаю, что это помогает мне поддерживать порядок.
Мой прокатный комплект из трех вертикальных закалочных ванн.
Затем у меня есть прокатный комплект из трех вертикальных закалочных резервуаров для более длинных лезвий. Самый высокий и самый короткий — это масло, а тот, что слева, старая кислородная бутылка, — это рассол, и у меня также есть 4-дюймовая трубка из ПВХ для очистки от окалины в моей травильной комнате в подвале фермы. дом. Я купил все это на свалке по цене 0,20 фунта.Пластина размером 1/4 дюйма была подарком друга, а цельнометаллические колесики стоили около 7 долларов каждая./c9f27a282b711bb.s.siteapi.org/img/589ce7955c32187271f7603044ba1147f3567689.jpg) Неплохая установка. Не на этом фото, но теперь у него есть подвижная ручка и крышки верха с подкладкой из кайо-шерсти, которые помогают при вспышках. Поскольку я обычно выполняю закалку лезвий на открытом воздухе в прокатной кузнице, это не имеет большого значения.
Неплохая установка. Не на этом фото, но теперь у него есть подвижная ручка и крышки верха с подкладкой из кайо-шерсти, которые помогают при вспышках. Поскольку я обычно выполняю закалку лезвий на открытом воздухе в прокатной кузнице, это не имеет большого значения.
У меня есть одна 33-галлонная ванна из нержавеющей стали — см. Выше под моей основной кузницей — заполненная старым моторным маслом, и то же самое в небольшом фермерском ведре для небольших работ вне поля зрения.
Также имейте под рукой несколько огнетушителей, так как расплавленный шлак будет разбрызгиваться на 360 градусов — это может быть опасно, даже если вы защитили свою рабочую зону от огня.См. ниже.
Это 100-фунтовый баран «Биг Блю». Я использовал его, всего год назад, от Джеффа Вудса из Франкфурта, штат Индиана, не было времени на это, и однажды я исправил некоторые конструктивные недостатки поршня, установил его на бетон и исправил воздушный цилиндр, чтобы он не работал. из головы барана она хорошо служила мне почти десять лет. Я использую двухступенчатый вертикальный воздушный компрессор на 17,5 лошадиных сил и объемом 80 галлонов (см. Ниже). Пока я не стою на нем часами, этого достаточно для рисования, обжима, штамповки, наполнения, разделки и других задач.Я слышал, что сейчас ребята из Big Blue устранили эти проблемы, и, по словам Ури Хофи, с новой моделью вы можете сделать еще больше и лучше. Для меня, как для сварщика по шаблону, это больше не бесполезно. Вы можете производить сварку с помощью силового молота с приводом от двигателя или пневматического молота, но это требует практики, навыков, внимания к деталям и мягкости. Пусть вас не обманет вид этого «маленького» молотка. Конечно, по сравнению со старыми 250-500-фунтовыми баранами наших предков, она определенно легкая, НО она все равно прижмет ваши локти к глазным яблокам и оторвет вам запястья, если вы выровняете заготовку.Однажды и только однажды, , к моему огорчению , я позволил себе отвлечься на ученика в середине инсульта, и около года у меня было сухожилие в локте, держащем язык за мою глупость.
Отметим закалку маслом и рассолом. Я экспериментировал с трансмиссионной жидкостью, использовал легкое моторное масло, тунговое масло, льняное масло, арахисовое масло — все с разной степенью успеха для каждого типа стали. Для разных сталей необходимы разные закалочные среды. Некоторые из них предназначены для масла, поэтому «O» в O1, O2 и т. Д.«W» в W2, очевидно, означает тушение водой. «А» для воздуха. Лично я подогреваю масло и воду с помощью обогревателя, который можно купить в магазинах Farm и Country. Я нагреваю масло примерно до 100 градусов F (37 c), а воду примерно до 180 градусов (82 c), особенно зимним утром, когда масло загустевает. Почему? Чтобы не шокировать мою сталь. Подумайте обо всех этих маленьких атомах, движущихся так быстро после того, как вы их нагреете в холодный день в Индиане с отрицательными температурами, а затем бум, вы потрясете их холодной водой. Вы бы тоже взломали.Также на картинке выше мой полировальный молоток, рабочая станция, «английское» колесо комбо, сделанное мистером Джимом МакКлэром из Нью-Лиссабон, Индиана, великим кузнецом и гениальным человеком. Никаких чертежей. Просто делает такие сумасшедшие вещи, и я очень благодарен за его мудрость. Моя щелевая мельница Бёрка, воздушный компрессор и всегда чудесная перфорированная доска. У меня есть 16-дюймовая двутавровая балка, идущая по ширине магазина, с пневмоподъемником, шкивами, рельсовыми направляющими, чтобы перемещать эти вещи, когда мне нужно. Так было не всегда, и мне приходилось поступать нелегко.Заметьте, у меня есть мощность для современных дугосварочных машин и 220 для шлифовального станка с квадратным колесом, висящего посреди цеха.
Существуют также стали с воздушной закалкой, и ОЧЕНЬ важно иметь правильную среду, используемую при правильной температуре и правильным образом. В противном случае вы здесь это «TINK», и у вас будет действительно хорошая трещина от напряжения на лезвии, на которое вы потратили много долгих часов, кузнечную сварку, шлифовку, долбление, травление и т. Д. Проблема со сваркой по шаблону в том, что вы скоро поймете, что просто о необходимости получения степени бакалавра металлургии для постоянной закалки и отпуска стали правильно .Иногда смешивание определенных закалочных сплавов в масле с закалкой на воздухе может быть уловкой, позволяющей получить нужное количество пружины, правильную вязкость и желаемую твердость по Роквеллу по желаемой шкале «с».
Д. Проблема со сваркой по шаблону в том, что вы скоро поймете, что просто о необходимости получения степени бакалавра металлургии для постоянной закалки и отпуска стали правильно .Иногда смешивание определенных закалочных сплавов в масле с закалкой на воздухе может быть уловкой, позволяющей получить нужное количество пружины, правильную вязкость и желаемую твердость по Роквеллу по желаемой шкале «с».
Стали, которые использовали наши мастера, не были современными сверхвысоколегированными. Но мы находим сегодня, какой философии создания лезвий вы придерживаетесь? — стандарт производительности установлен в позиции , с которой могут сравниться только современные сплавы . К несчастью для парня, пытающегося быть «традиционалистом» кузнецом клинка.Сделайте клинок по старинке из материалов периода миграции, и вы поймете, о чем я. Попробуйте убедить клиента использовать только кованое железо и умеренно углеродистую сталь 1050 в лезвии, а затем объясните, почему лезвие не прорезает шлакоблоки, деревья диаметром три фута и не обеспечивает большей устойчивости, чем hastalloy без 100 градусов. согнуть и привязать к истине. Только не ожидайте, что пружинная сталь из умеренного углерода будет обладать всеми качествами 52100, и вы не разочаруетесь.
Для общих знаний и отличной справочной информации я НАСТОЯТЕЛЬНО рекомендую полковнику Джиму Хрисуласу из Оружейной Саламандры три книги: «Сваренный по образцу клинок», «Полный кузнец клинков», а также «Мастер-кузнец».[ISBN 0 = 87364-430-1 для начала] Его книги и видеоматериалы сделали для меня больше, чем кто-либо другой, но я также трублю в рог для этих великих мастеров. Погуглите эти имена и будьте готовы некоторое время сидеть и читать: Винс Эванс, Уильям «Билл» Моран, Дон Фогг, Дэрил Мейер, Кевин Кэшен, Чарльз Кейн, Уолли Хейс, Билли Марретт, Джейк Паунинг, Патрик Барта из Чешской Республики , Айвор Лоутон из Великобритании и Йошиндо Йошихара — фантастический японский мастер-кузнец. Кто самый лучший, величайший, самый талантливый? У меня нет возможности судить, но это мастера, которые помогли мне, и, надеюсь, когда-нибудь я смогу стать тем парнем для нескольких хороших мужчин и женщин-сварщиков моделей.
Вернемся к нашему клинку. На этом этапе я взял 7 заготовок, как указывалось ранее, сварил их все в сплошную массу, придал им форму прутка и, используя отрезную пилу, нарезал их на полезные отрезки.
Недостатком отрезной пилы является то, что она удаляет много материала. Не столько факел, сколько больше, чем ленточная пила. У меня есть все три, но возьмите подбрасывание между потерей материала на 1/6 дюйма или около того и временем, которое требуется для настройки ленточной пилы для каждого пропила. Ваш опыт может отличаться, и здесь нет правильного или неправильного.
Окончательная вытяжка одной из семи заготовок, обращая особое внимание на то, чтобы она не была тоньше 3/8 дюйма. Это последний раз, когда я работаю с этой конкретной сталью в таком горячем состоянии до следующей кузнечной сварки.
Финальная розыгрыш одной из семи заготовок.
Теперь я уберу срезанные слои с помощью угловой шлифовальной машины. У меня есть друг, у которого есть хороший шлифовальный станок для этого этапа, который делает заготовку намного чище, ровнее и однороднее, что является огромным преимуществом с точки зрения исключения включений шлака .
Я провел небольшое научное испытание на включениях шлака, когда я только начинал, и проверял, резал ли я стержни горячей резки, сгибал или скручивал стержни — как мы это сделаем в учебнике Period Technique — или как здесь холодная резка и повторная укладка заготовок. , Я обнаружил, что для меня количество и частота включений принципиально одинаковы. Проблема в том, что горячая резка, складывание и повторная сварка на месте требует трех вещей: вы, чтобы вызвать выстрелы, подмастерье, который не возражает, чтобы его выстрелили, и по крайней мере один, или, может быть, два ученика с молотком в руке и знания, терпение, мудрость и здравый смысл для их использования.И «это не всегда возможно». На самом деле, если вы не находитесь на ярмарке Возрождения, на мероприятии Общества творческого анахронизма или в колледже, это почти никогда не возможно. Два моих лучших ученика — винтовой пресс и молоток.
Очистка срезанных слоев с помощью угловой шлифовальной машины.
Справа шесть заготовок. Всего шесть. Я потерял одну из-за плохой сварки. И есть еще один, который находится на «грани». Посмотрите на четвертую слева. Видите эту неприятную маленькую черную полоску наверху и «завиток» на той же стороне внизу? Плохой шов.Похоже, что средние слои были немного длиннее верхних, и это «ступенчато». Я знал, что могу это исправить, и, к счастью, исправил, но это ловушка, связанная с переработанными материалами, и начинать с менее однородных срезов стали. Но то же самое происходит и с идеально ограненной сталью. Помните об этом, не оправдывайтесь и не игнорируйте это, но в отличие от многих моих друзей, которые просто бросают это в кучу металлолома как полную потерю, я стараюсь исправить как можно больше ошибок. В итоге я сделал следующее: ковка этой заготовки очень тонкой, отрезание холодного шунта, повторная резка, очистка и просто включение еще трех отрезков обратно в смесь.Что, как дар от дурака, увеличило мой счетчик слоев до 200.
Шесть кузнечно-сварных заготовок по 25 слоев каждая
Итак, вот шесть, которые остались, у меня осталось примерно 168 слоев. Сейчас говорю примерно из-за «шлака». Независимо от степени окисления вашего пламени в газовой или угольной кузнице, как только горячая заготовка ударится о теплую наковальню и начнет остывать, и вы начнете обрабатывать сталь, у вас будет довольно много шлака. У меня есть друзья, которые берут на себя труд «обернуть» заготовку трубкой из мягкой стали, применять инертный газ во время ковки (технический, очень продвинутый метод), и другие, которые оборачивают заготовку в фольгу из нержавеющей стали тем же способом. как термообработчик, но я не могу себе позволить ни один из этих процессов, и, скорее всего, вначале большинство из вас не будет, поэтому научитесь справляться со шлаком.И я объясняю это перед тем, как начать. Я начал с 28 слоев на заготовку в надежде сэкономить 25 из них. Я часто оставляю нижний углеродный слой на внешней стороне заготовки, как правило, из кованого железа, или из сталей с самым низким содержанием углерода, выбранных, например, 1010-1018, так что удаление шлака не так тяжело для моих высокоуглеродистых слоев. От других, включая двух моих наставников, меня учили прямо противоположному. Но прежде всего они не были кузнецами мечей . Это хорошо работает до тех пор, пока вы не сэкономите высокоуглеродистую сталь для своей кромки.Я делаю дополнительный шаг и привариваю края после предпоследнего рисования на клинке меча или ножа. Наличие низкоуглеродистого материала снаружи в начале сварных швов позволяет «мусору» отшелушиваться и оставлять как можно больше «хорошего материала», пока край « очень хороший материал» не приваривается отдельно. У меня были случаи, когда я хотел притвориться, будто мы каждый раз на 100% бьем по тарелке. Но правда в том, что то и дело идет не так . Та же сталь. Такая же жара. Та же техника.Та же кузница. То же внимание к деталям, тот же кузнец клинков, и все же время от времени дела идут просто FUBAR. Для определения FUBAR см. Фильм Джорджа Лукаса: Спасение рядового Райана. Он имеет рейтинг R и, возможно, не подходит для сайта Октавии.
Видно ниже: это другая заготовка, которая была давно, но я хотел показать изображение плохой заготовки, испорченной чрезмерным нагревом. Обратите внимание на правую часть изображения. Он прочный и хорошо сваривается. Но я сжег верхний слой рессорной стали 5160 с листовой рессоры старого пикапа слева внизу, которая обнажила L6.У меня не было падения давления газа. Я подготовил всю заготовку таким же образом, и все же слои слева, однажды обгоревшие, НЕ СЛЕДУЕТ ПОВТОРНО СВАРИВАТЬ. Я довел эту заготовку до белого каления, пытаясь спасти ее, и получил ответный огонь в унизительной манере. Просто один из тех уроков, которые мне нужно было усвоить. Я закончил тем, что отрезал «хорошее», скрутил при температуре сварки и использовал для защиты руки от меча викингов. Я всегда стараюсь приготовить лимонад из лимонов, иначе это меня отпугнет.
Плохая заготовка, испорченная чрезмерным нагревом.
К сожалению, у меня есть только одно изображение этого, и это после того, как все слои подделаны. Глянь сюда. Далее следует заключительный этап кузнечной сварки для этого конкретного метода.
Заключительный этап кузнечно-сварочной сварки
Одна вещь, которую я хочу упомянуть еще раз, — убедитесь, что вы смахиваете проволочной щеткой весь шлак и старый флюс между сваркой КАЖДОГО шва или нагревом . Это сохраняет заготовку свежей, и вы можете видеть, с чем вы работаете. Вы можете видеть, есть ли у вас «свет» между слоями, и это также позволяет вам повторно применить новый поток туда, где он должен быть.Все 200+ слоев, сварены сплошные, немного остывают и ждут рабочей температуры. Высокоуглеродистые сплавы, такие как L6, 1095, 5160, 15n20 и т. Д., Не «любят» работать при температуре выше 1800 градусов. Вы можете получить «рассыпанные» края, называемые в отрасли «короткими замыканиями», и это необратимо. В случае сомнений следуйте отраслевым спецификациям.
Не оскорблять ваш интеллект, но постарайтесь отвести поток от вас. Особенно, если вы, как я, большую часть времени избегаете фартуков.
Удаление шлака щеткой
Отодвинуть от себя
Давайте еще раз поговорим о безопасности.Это потому, что я научился на собственном горьком опыте. Боль имеет тенденцию к «выучить » очень хорошо. Посетите достаточное количество конференций по кузнечному делу художников, местных молотков, шоу клинков и демонстраций, и вы начнете видеть восьми и девятипалых кузнецов. Ребята со стеклянными глазами и в заплатках. Даже парни на костылях, рассказывающие у костра истории о тех, кто поднимает маргаритки, которым не так повезло. Даже после 30 секунд кузнечной сварки заготовка все еще остается очень горячей, что подводит меня к проповеди.
У меня расплавленный шлак прожигал кроссовки и даже некоторые более дешевые кожаные ботинки.В тот день я танцевал джигу! Я никогда не выполняю сварку без ботинок со стальным носком, а также с длинными штанами или изолентой на манжете, закрывающей верх ботинка. Таким образом, я герметизирую верх ботинка на ноге, чтобы шлак не попал внутрь.
На большинстве этих картинок вы заметите следующее. Перчатки. Рукава кевларовые, короткие и длинные. Что касается кузнечной сварки, я делаю это сейчас — некоторым из этих снимков семь лет, прежде чем я устал от ожогов 1/8 дюйма на руках от шлака и брызг. Я ТЕПЕРЬ надеваю ГОРЯЧИЕ ПЕРЧАТКИ для всех операций кузнечной сварки , где горячий флюс и шлак стреляют, как пушка. Теперь я ношу фартук для кузнечной сварки и штамповки. Не нравится. Это неудобно, и у меня возникает клаустрофобия. Ну что ж, как только вам в пах ударит заряд горячего шлака, вы передумаете НАВСЕГДА.
Мои защитные очки НИКОГДА не сходят с моего лица, и если одного из моих учеников дважды поймают без них, он / она исчезнет навсегда. . Если они друзья или семья, их вежливо просят уйти на день. Даже в постоянных защитных очках я дважды ходил к окулисту, чтобы удалить осколки от шлифовальных осколков или осколки шлака, которые отскочили от моего лба и попали в глаз.Не весело.
Заготовка очень крупная
Я видел сотни демонстраций общего кузнечного дела, в которых ребята отказывались использовать даже перчатки сварщика, работая голыми руками. Для такой кузнечного дела не обязательно нужны перчатки, так как тепло очень сильно локализуется на изделии. Каким-то образом раздувается некоторая гордость мачо от того, что можно держать полугорячие щипцы голыми руками. Это свободная страна, но она не должна быть невежественной. Не я, Джек. У меня есть перчатки горячего стана для кузнечной сварки, обычные изолированные перчатки сварщика для обычных кузнечных работ и около пяти пар их, которые пригодятся для замены.При кузнечной сварке заготовок с температурой более 2300 градусов F (1260 c) даже пропитанные водой перчатки сварщика сядут от тепла прямо на ваших руках, и вам придется быстро их сдернуть. Я использую одобренные OSHA защитные очки, полнолицевые маски, респираторы при шлифовании стали или материала рукоятки, а также использую средства защиты глаз и наушники / заглушки для ударных работ, шлифования, пиления, ленточной пилы или когда компрессор работает на полную мощность. Это не всегда удобно. Сложно говорить, не крича друг на друга.Но после 16 лет кузнечного дела у меня все еще есть глаза, средний или средний слух и все мои пальцы рук и ног.
Прежде чем мы перейдем к формированию конечного рассматриваемого лезвия, я хотел бы немного сказать о плюсах и минусах ковки более крупных заготовок.
Многие из вас, возможно, уже спрашивали себя, почему он просто не перешел к первоначальной идее, вместо того, чтобы «сделать семь-десять маленьких заготовок, когда он мог бы просто сделать одну большую?» И я делаю это время от времени, но это сложно, и если у вас что-то не получается, это полный провал с потерей времени, материалов и усилий.Я не знаю, как это для всех, но если я спущу в унитаз материалы на сумму от 50 до 100 долларов, у меня в глубине живота появится тошнотворное чувство.
Мой винтовой пресс — жемчужина.
Это скорее игра, но веселье. Этот медведь был 2,5 дюйма шириной, толщиной 2 дюйма и длиной 20 дюймов. Окончательный рисунок был более четырех футов на 3,5 дюйма в ширину и состоял из 58 слоев 1050 и 15n20. 15n20 — это очень дорого, и его сложно подвергнуть термообработке, особенно рядом с умеренно углеродистой сталью, такой как 1050. Но я подумал, что 1050 близок к периоду, это подлинно, и мне нужно было попробовать его хотя бы раз.У меня получилось 50/50, потому что один работал, а один превратился в 20 ботинок. Деньги… деньги, но надежда заключалась в том, чтобы получить два очень больших несущих меча. «Лимонад… возьми ледяной лимонад»!
Исключения. Как и во всем остальном, я однажды пошел против моей доктрины «низкоуглеродистая за пределами заготовки», потому что я подумал, что, как только он будет прочно сварен, я просто поверну его на , это открытая сторона, и нарисую окончательно, оставив два больших куска 1095 толщиной 1/4 дюйма из супер улучшенной стали для ножниц для плуга на внешней кромке для самого лезвия .Это сработало хорошо, но в следующий раз я выберу более тонкую начальную основу в «сэндвиче», чтобы было больше слоев, и нарисую ее до 3/16 после выкройки. У меня не было предусмотрительности, чтобы не оставить свои обычные 3/8, и я сделал довольно много ненужной шлифовки на этих двух. Я сделал двух таких больших собак.
После финальной розыгрыша
Рисование этого чувака было таблеткой. Во-первых, это тяжело. Требовалось много набить на длину, потому что за шесть-семь часов он весил десять фунтов, я был очень утомлен.
Я выполнил начальные сварные швы на своем винтовом прессе, получив ровный, прочный сварной шов, 4 дюйма за раз, насколько позволяет моя матрица, затем начал наполнять и вытягивать.
Мой винтовой пресс — жемчужина. Когда вы управляете изолированным магазином для одиноких волков, это лучший помощник в городе.
Рисование такой большой заготовки требует некоторой силы и пристального внимания к деталям. Не отрывай от этого глаз ни на секунду, а если она все-таки ускользнет от тебя, не держись за нее … УБИРАЙТЕСЬ. Как только он станет небесно-красным, снова в кузнице.Нет смысла рисковать и поранить руки.
Демонстрация использования двойных щипцов для точного отвода. Я использую вытягивание вперед только тогда, когда у меня уже сформированы ответвления.
Это была последняя вытяжка первой заготовки перед шлифовкой и фрезерованием моего шаблона в первую. В этом кадре мой сын держался изо всех сил. Даже после снятия шлака он все еще составлял 8,5 фунтов. Что также показывает, сколько материала вы можете потерять за день ковки.
Ниже представлен прототип съемника материала из высокоуглеродистой стали, который я сделал для лезвия в форме фантастического листового лезвия Shyan-Norwalt версии Sting мистера Фродо. Жало только для чуть большего Хоббита.
Фэнтезийный клинок на основе Жала мистера Фродо
Навершие в стиле викингов, 2 1/4 на кончике, лезвие 27 дюймов, ручка 12 дюймов, из розового дерева, фигурного клена, рога буйвола, с пластиной из искусственной слоновой кости между двумя дамасскими щитками с рисунком птичьего глаза.
Деталь рун и узора. Простите за мутную фотографию.
Деталь с изображением рун, начертанных на фэнтезийном клинке
В следующем разделе я расскажу о проволочном дамаске и покажу множество примеров лезвий, сваренных по шаблону.
Авторские права на текст: Роберт П. Шиан-Норвалт, 2006 г. Авторские права на фотографии, 2006 г. — Мелисса Шиан-Норвалт. Мелисса Шайан-Норвалт утверждает, что имеет моральный авторитет ассоциировать ее имя с фотографиями.
СПОСОБЫ ОБЖИГАНИЯ | ЧАСТЬ ВТОРАЯ — Стивен Джейкоб
Я определенно предпочитаю кузницу для склеивания мокуме гане.Во-первых, я до сих пор остаюсь поджигателем. Я люблю кузнечное дело и ковку, где ключевым моментом является управление огнем. Вы должны поддерживать надлежащий контроль над огнем, чтобы добиться равномерного нагрева. В кузнице происходит волшебство, и я полностью контролирую то, что происходит внутри нее. Приготовление мокуме зависит от моей способности читать огонь и знать, насколько горячий металл. Контролирую температуру огня и переворачиваю заготовку, если нагрев неравномерный. Все это под моим контролем, и от меня зависит визуальное понимание того, что происходит в кузнице.Мне приятно продолжать работать таким образом. Меня постоянно удивляло, что я умею делать руками. С самого первого дня, когда я взял в руки кусок металла и пильную раму, мне понравился физический контакт с работой.
Я продолжаю использовать газовую кузницу в качестве источника тепла. Внутри легко поддерживать ровную температуру. Внутри кузницы все еще есть горячие точки, поэтому необходимо переворачивать и вращать заготовку. Чтобы поддерживать хороший равномерный нагрев в газовой или угольной кузнице, нужно сначала уравновесить количество топлива и воздуха, смешанных вместе.Моя газовая кузница может превышать 2300 градусов по Фаренгейту, поэтому мне приходится сильно убавлять газ, чтобы контролировать, насколько горячая кузница. Я также должен ограничить количество поступающего воздуха, чтобы достичь так называемого «уменьшения тепла» — огня, при котором сжигается больше топлива, чем воздуха. Слишком много воздуха создает окислительный огонь, который вводит слишком много кислорода и загрязняет заготовку.
Восстановительный огонь помогает поддерживать атмосферу, лишенную кислорода, и это сохраняет металл чистым, предотвращая окисление.Я делаю это визуально, и это сложно объяснить. Все видят цвета по-разному, и описание его как цвета заходящего солнца или чего-то подобного только добавляет путаницы. Цвет горячего окислительного огня может быть почти белым. Я ищу более насыщенный красный цвет в пламени. Это цвет пламени, который говорит вам, что происходит в огне. Каждая кузница индивидуальна, и некоторые из них не будут работать так жарко или холодно, как другие, поэтому вам придется адаптироваться.
Чтобы добиться более равномерного нагрева, я стал использовать более тяжелые упорные пластины и более тяжелые болты.Мои пластины теперь имеют толщину от 3/8 до 1/2 дюйма, а болты — на 3/8 дюйма. Все из мягкой стали. Эти большие болты прочнее, и их легче разобрать после стрельбы. Иногда я использовал гидравлический пресс, чтобы удерживать листы и заготовку вместе при их прикручивании, но в большинстве случаев я просто делаю это вручную. Более тяжелые стальные пластины также помогают теплу более равномерно и медленно пропитывать заготовку.
Заготовка — та же история, вам нужно прочитать нагрев заготовки и пластин крутящего момента, пока она находится в огне.Опять же, это делается по цвету. В начале обжига вы в основном обращаете внимание на изменение цвета тормозных пластин. Они горячее сверху или сзади? Вашему вниманию необходимо постоянно бродить по заготовке в поисках изменений. Заготовку, возможно, придется перевернуть или перевернуть, чтобы вывести заднюю сторону заготовки вперед. Все это делается с помощью длинных щипцов и толстых перчаток. Я также ношу затемненные очки или солнцезащитные очки, чтобы смотреть на огонь. Это помогает предотвратить усталость глаз и предотвратить появление ожогов на глазах.Просто имейте в виду, что тип очков, которые вы носите, также изменит ваше восприятие цвета огня. Чем больше у вас опыта, тем более гибким и гибким вы сможете научиться читать и регулировать огонь.
Ближе к концу обжига по заготовке движется тень. Я не могу это точно объяснить и не знаю, почему это происходит, но это признак того, что заготовки склеиваются. Серебро в моих медно-серебряных заготовках также будет светиться белым. Это очень тонкое изменение, поскольку чистое серебро, которое я использую, уже белое.Как только это произойдет, заготовка склеена.
Если вы пропустите эти знаки, на стороне заготовки появятся серебряные бусинки пота. На этом этапе у вас есть жидкое серебро между слоями заготовки, и вы должны немедленно достать его из огня. Используя клещи, возьмитесь за упорные пластины и вытащите заготовку. Обязательно держите его ровно, иначе серебро может вытечь по бокам. Теперь установите его на наковальню или плоскую ровную поверхность и подождите несколько минут, пока он снова не остынет, прежде чем продолжать с ним работать.Все это звучит немного пугающе, но я проделывал это сотни раз, и пока вы не паникуете, все будет хорошо. Работая со студентами, мы иногда заставляли медные пластины скользить по расплавленному серебру. Однако мне удалось использовать небольшой кусок дерева, чтобы снова сложить их ровной стопкой. По словам писателя Дугласа Аддамса, «Не паникуйте !!» Множество мелких проблем можно решить, если сохранять спокойствие и быстро думать.
Я работал с угольными кострами, когда вы создаете коробчатую форму из кирпичей и полки печи или стальной пластины для верха.Мы фактически сжигали кокс и древесный уголь в кузнице, чтобы создать чистый огонь и восстановительную атмосферу. Контроль воздушного потока имеет решающее значение для атмосферы, поэтому я предпочитаю воздуходувку с ручным заводом. Другая проблема, связанная с этим типом кузницы, заключается в том, что вам нужно постоянно подавать топливо в огонь, чтобы у вас была еще одна вещь, с которой вам нужно было справиться. В газовых кузнях они обычно представляют собой трубы прямоугольного или круглого сечения. Большинство из них оснащены горелками, которые стреляют прямо в металл. Когда у меня появляется время, я хотел бы построить кузницу, которая немного больше походила бы на плавильную печь, где огонь кружится вокруг внутренней части кузницы.Я верю, что это даст еще больше тепла. Я использовал так много разных кузниц по всему миру, что просто адаптировал то, что было доступно — и это расширило мои навыки.
Однажды мне пришлось провести демонстрацию обжига заготовки мокуме в угольной кузнице. Я никогда не делал этого раньше, поэтому меня застало врасплох то, что они ожидали, что я знаю, как это сделать. Мы также проводили демонстрацию в палатке с кузницей под проливным дождем. На самом деле я не мог видеть металл, потому что он был покрыт толстым слоем сажи от огня.Каким-то образом я просто знал, когда это было сделано. Это область, где берет верх интуиция, и мне нравится пользоваться кузницей. Всегда есть риск неудачи, но искусство художника — это то, что делает возможным успех.
При ковке заготовки в собственном цехе я могу очень быстро ее уменьшить. Я ковую в основном горячим молотком. В мастерских мы чаще всего используем кувалды по чугуну. Одна из самых больших проблем, которые я замечаю, заключается в том, что новые ученики либо недостаточно сильно бьются о заготовку, либо работают слишком холодно.Металл следует нагреть до температуры отжига, доставить прямо к наковальне и обработать. Как только он начнет сопротивляться движению, снова бросьте его в огонь. Трудно судить о том, что по нему не было достаточно сильных ударов. Если это сильный удар, он будет иметь тенденцию распространяться по всей заготовке; если это слишком мягкий удар, он имеет тенденцию растягивать только внешние слои, что может вызвать стрессовые трещины.
В моей работе мало что изменилось. Я экспериментировал с добавлением тяжелых полосок меди толщиной 1/2 дюйма с одной стороны или в центре заготовки.Это способ сэкономить немного денег при изготовлении заготовок из меди и серебра или обеспечить большее количество слоев на стороне листа с узором. Я хотел бы больше поэкспериментировать с наложением квадратных проводов. Мне удалось выковать целую заготовку в пруток, слегка скрутить ее, а затем сплавить с медной пластиной толщиной в четверть дюйма. Затем я выковал все это в лист и сформировал из этого листа сосуд. В конце концов, это все просто техника. Важнее всего то, что вы делаете с материалом.Мне нравится видеть, что другие люди смогли создать, используя мокуме ганэ, а также разнообразие и универсальность этого металла. Возможности безграничны.
— Роберт Куган
Как сделать шлем (руководство своими руками)
Дорогие друзья,
Мы решили поделиться своим опытом — проинструктировать и наглядно продемонстрировать процесс производства шлемов! Надеюсь, эта статья будет вам полезна.
Мы собираемся выложить его частично, поэтому к моменту публикации следующей части у вас будет время собрать все необходимые материалы и изучить первые шаги по созданию своего первого, любимого, не всегда удачного, но самого лучшего шлема.
Итак, приступим! 🙂
1) Первый шаг — резка
Для изготовления шлема в первую очередь необходимо сделать выкройку. Выкройка — это форма будущих двух половинок шлема, сделанная из бумаги или другого ненужного материала. Выкройка подходит к голове и общему телосложению.
Обратите внимание, что у людей разные размеры и формы головы, например, у европейцев более длинные головы, а у азиатов — более круглые.
Теперь нужно приложить выкройку к голове и отрезать лишние части.Его следует обрезать так, чтобы оставалось место для подкладки шлема. Если делать каску просто для красоты, достаточно сделать запас в 4-6 см от окружности головы. Если вы делаете шлем для боя, запас должен быть не менее 10 см. Вы можете спросить, почему? Потому что для боя вам нужен более толстый лайнер, и вам нужно оставить место, чтобы шлем не разбился.
Не волнуйтесь, у вас всегда найдутся «добрые друзья», которые помогут раздавить шлем ротанговой палкой или стальной алебардой! 🙂
Nota bene! Оставьте запас, у вас всегда будет время вырезать ненужные детали!
Схема также зависит от роста, телосложения, осанки головы (держите голову вверх или идете, слегка наклонив голову вперед).Обратите внимание, половинки всех шлемов должны быть выкованы не одинаково, а в перевернутом виде.
2) Ковка
Техника ковки:
Вы можете использовать холодную или горячую (нагрев заготовок) технику ковки. Помните, что это несложно и у вас все получится, чуда в этом нет 🙂
— Горячая ковка — это технология, при которой металл перед обработкой нагревается. Из-за нагрева металл становится мягким и податливым. Можно найти множество статей о том, как контролировать процесс нагрева металла: с помощью термометра или контроля цвета.Идеальная температура — это когда раскаленный металл имеет желтовато-красный цвет.
Nota bene! Не все типы металлов выдерживают многократный нагрев, горячая ковка может применяться для обычной мягкой стали или нержавеющей стали. Нагревать титан нет смысла, потому что он слишком быстро остывает и становится хрупким. Некоторые виды пружинной стали, которые можно закалять, нельзя нагревать несколько раз, и придание им формы следует производить за один подход, не давая металлу остыть, поддерживая идеальную температуру.
— Холодная ковка — рекомендуем начинать именно с этой технологии, она безопасна, проста в освоении, требует меньше оборудования.
Суть его проста: металл выковывают без нагрева, довольно часто слабыми ударами, медленно придавая ему нужную форму.
Есть 2 метода ковки: внутри и снаружи.
«Снаружи» — этот метод используется для получения цельнотянутых шлемов (например, саллет или бацинет, которые изготавливаются как одно целое без сварки).
Вставьте клювик с оправкой в наковальню, затем поместите заготовку на оправку и, удерживая ее в воздухе, придавите заготовке форму, забивая верхний край оправки.
Этот метод довольно трудоемок и требует хотя бы базовых навыков ковки. Поэтому в этой статье мы обсудим более простой метод.
«Внутри» — для такой ковки понадобится деревянный заглушка с небольшой дырочкой, молоток с круглой головкой. Молоток может быть как из цельного дерева, так и из металла. Чем тяжелее заглушка (или лучше закреплена), тем легче с ней работать.
А теперь приступим к работе:
Ставим заготовку на плоский пень и начинаем по нему забивать.Молоток должен попасть в то место, где находится отверстие на заглушке. Как видите, это очень просто 🙂
Теперь я открою вам несколько маленьких секретов 🙂
1. Бить по центру заготовки не нужно, бить надо по спирали, двигаясь от края внутрь. Обычно от первого удара от края до центра заготовки спираль будет иметь 7-8 кругов.
2. Вы должны четко отличать первичную поковку (чертеж металла) от правки (выравнивание металла).
3. Не надо сильно бить! Если вы используете горячую ковку, то ничего страшного, если металл вытягивается на глубину 3-5 мм после каждого удара. Никто не сомневается, что можно бить так сильно, что молот пробьет металл, но если мы делаем шлем для боя, важно, чтобы металл сохранял свою толщину и не терял прочности.
4. Не торопитесь !!! Ничего страшного, если вы потратите 8-20 часов на неторопливую, осторожную молоток, в зависимости от вашей квалификации и навыков.
Не нужно торопиться, торопливость заканчивается рваной заготовкой или слишком тонким металлом, который сразу же раздавится.
А все наши каски можно найти здесь 🙂
Изготовление выкройки из дамасской стали — Сарай
Кузнечная сварка
Кузнице нужно время, чтобы нагреться, поэтому не пытайтесь сразу положить заготовку в кузницу. Заготовке потребуется определенное время «замачивания», в зависимости от ряда факторов, чтобы она все нагрелась. Если ваша заготовка велика по сравнению с кузницей, это займет больше времени.Вы хотите добиться желтого тепла — 1300+ градусов. Если на заготовку начинают сыпаться искры, значит, она слишком горячая. Я использую бура в качестве флюса на заготовке, чтобы кислород не создавал накипи и не мешал процессу сварки.
Бура должна быть обильно нанесена на заготовку на протяжении всего процесса. Когда заготовка нагреется до температуры, быстро извлеките ее из кузни и приварите с перекрытием ударов молотка по наковальне от дальнего конца до зашитой части. Удалите проволоку с помощью бокорезов и повторите процесс для другого конца заготовки после ее повторного нагрева.У вас есть всего 6-8 секунд, чтобы завершить кузнечную сварку. После этого заготовка остыла ниже температуры кузнечной сварки.
Старайтесь не закрывать слишком большую площадь в процессе кузнечной сварки; лучше убедитесь, что область, которую вы покрываете, хорошо обработана. Бура имеет тенденцию летать повсюду, поэтому необходимо иметь хорошее защитное снаряжение, и не стоит держать девушку рядом с вами в чистом платье. Сварочные очки № 3 хорошо защищают глаза и не пропускают блики от кузницы.
Вытяжка
Процесс вытягивания означает удлинение стержня до размера, который затем можно сложить пополам, чтобы повторить процесс сварки и волочения.Поступая таким образом, вы увеличиваете количество слоев в панели до необходимого количества. Я вытянул эту планку примерно в 1,5 раза больше, чем начинал.
Затем я беру пруток и обрезаю его концы отрезным диском в болгарке (резка и шлифовка снаружи по состоянию здоровья). Это сделано для того, чтобы удалить два конца, которые изначально были сварены дуговой сваркой, поэтому весь материал, который у нас есть, теперь сварен ковкой.
Затем снова наденьте ручку на один конец штанги. Отметьте планку точно посередине куском мела и прорежьте планку отрезным диском почти насквозь.Оставьте небольшое количество металла в качестве петли. Переверните пруток в тисках и отшлифуйте всю эту сторону прутка, чтобы удалить окалину.
Теперь поднимите конец стержня, который не удерживается в тисках, и загните его на другой конец. Это означает, что обе стороны земли будут друг против друга, а концы должны выровняться. Еще добавлю, что ковка планки должна быть как можно более ровной, чтобы стороны и края были параллельны.
Если на этом этапе пруток станет слишком холодным, у вас могут возникнуть проблемы со складыванием половинок, и сталь может сломаться.Положите пруток обратно в кузницу. Небольшая часть петли нагревается очень быстро, и вы можете легко ее сложить. Переплавьте стержень и верните его в кузницу. Петля будет удерживать обе части вместе и на одной линии. Я довожу пруток до температуры сварки и на этом этапе сварки использую пресс. Пруток можно забить вручную, чтобы сварить его, как и раньше, но сейчас я предпочитаю использовать пресс.
Процесс кузнечной сварки представляет собой сочетание давления, нагрева, флюса и чистоты стали. Сделайте это правильно, и процесс сварки начнется.После того, как сталь сваривается, происходит уплотнение сварного шва, поскольку с этим куском стали выполняется больше работы. Если сварка не удалась с самого начала, никакое давление или удары молотком не исправят ее. Зона должна быть вскрыта, очищена, залита флюсом и повторно сварена.
Отшлифуйте края с обеих сторон (чтобы одна кромка не выступала за другую) и с той стороны, где находится ручка, по той же причине.
Теперь мы вернулись со штангой, готовой к вытяжке. Исходная полоса имела 11 слоев, но теперь у нас есть 22 слоя в результате сгиба.Просто продолжайте таким же образом, вытягивая, складывая и сваривая кузницу, пока мы не нарастим слои до желаемого количества.
Бруски, которые я делаю, имеют от 20 до 250 слоев в зависимости от их конечного использования. Легко довести количество слоев до тысяч, потому что каждый раз, когда вы складываете металл, вы удваиваете количество слоев. Однако, как только вы пройдете примерно тысячу слоев, глаз не сможет различить их.
Дамасская сталь — Руководство для начинающих
Читатели нашего Руководства по ножевой стали часто спрашивают меня о Дамасской стали .Эта привлекательная, но загадочная сталь захватила воображение многих, поэтому я постараюсь объяснить, что это такое и как ее производят.
Слово «Дамаск» восходит к средневековым западным культурам и относится к более раннему стилю мастерства, впервые появившемуся в Индии около 300 г. до н. Э. В то время это мастерство было плодотворным и, вероятно, было названо в честь региона, который прославил его.
Примерно в то же время арабская культура представила сталь Wootz в сирийском городе Дамаск, где этот материал привел к процветанию оружейной промышленности.Дамаск импортировал сталь Wootz из Персии и Шри-Ланки для производства и использования гибридных стальных лезвий, известных своей прочностью. По-видимому, люди, стоящие за этим технологическим развитием, понимали, как сочетание различных металлов может создать оружие большей прочности по сравнению с оружием из чистой стали.
>> Рекомендуемые ножи из дамасской стали в BladeHQ <<
Следовательно, дамасская сталь не является чистой. Собственно, в этой уникальности и очарование, и загадка.Материал характеризуется множеством полос и пятен, сваренных вместе узорным способом для создания декоративных лезвий любой формы и / или длины, не способных разбиться. Идентификация композитов в оригинальной дамасской стали до сих пор остается неизвестной, поскольку не существует записей, описывающих их. Тем не менее, современное производство стали в Дамаске следует практике комбинирования чистых металлов в зависимости от личных предпочтений и потребностей. Хотя слесари могут выбирать и смешивать материалы и для формования стальных заготовок, железо ценится за его твердость и стойкость, усиленные карбидом.
Исторически сложилось так, что дамасская сталь приобрела несколько загадочную репутацию, поскольку первые упоминания о ней исчезли примерно в 1700 году нашей эры, что указывает на упадок узорчатых мечей, производство которых прекратится примерно через пятьдесят лет. Однако древние традиции и значение дамасской стали никогда не забывались, отсюда и бурно развивающаяся промышленность, существующая сегодня.
Состав стали
Науки, лежащие в основе дамасской стали и производства стали, весьма сложны, но они подтверждают изобретательность и сложность, с которыми дамасские методы и процессы стали известны и уважаемы.Металлургия и химия служат основой для состава и множества областей применения, необходимых для производства и использования стали.
Интересно, что дамасская сталь считалась чем-то вроде «суперпластика» не из-за некоторой идеи, что это не настоящий металл — хотя он никогда не был чистым в этом смысле, — а из-за долговечности, приписываемой предыдущему образцу. Несмотря на то, что различные типы современной стали заменили лезвия из дамасской стали по своим характеристикам, химическая структура, присущая первоначальным производственным процессам, в которых использовались последние, делала лезвия того времени исключительно жесткими и мощными.
С 1973 года современные лезвия из дамасской стали изготавливаются из различных марок стали, свариваемых вместе в заготовки . Эти заготовки также обычно содержат полосы железа для обеспечения необходимой прочности на молекулярном уровне. В результате они растягиваются и накладываются друг на друга в соответствии с потребностями, обозначенными конкретным применением лезвия и предпочтениями владельца лезвия. Это означает, что лезвия из дамасской стали производятся не на конвейере, а по индивидуальному заказу.
Процедура проста: стальные слитки образуют заготовки, которые складываются как «сэндвичи» внутри других типов металлов. Полученный продукт может содержать до сотен слоев и обязательно будет иметь твердую плотность и разнообразный дизайн. Этот проверенный процесс каждый раз обеспечивает целостность и уникальность дамасской стали.
Тем не менее, основной состав дамасской стали состоит из двух дихотомических структурных типов: пластичности и хрупкости. Первый позволяет сжать материал для поглощения увеличения энергии, которая в противном случае минимизировала бы или исключила нарушение целостности лезвия.Последнее вводит в заблуждение, поскольку хрупкость обычно связана со слабостью. Однако в данном случае это слово относится к степени гибкости, необходимой для предотвращения разрушения или поломки, а также для облегчения остроты кромок.
Это структурное явление гарантирует, что дамасское лезвие легко режется и остается прочным. Выпуклая шлифовка обеспечивает остроту тонкости кромки, так что нарезанный материал отходит к сторонам во время хода и, таким образом, сводит к минимуму «прилипание», которое часто происходит с лезвиями с более гладкими кромками.Таким образом, структурная хрупкость требует выпуклой шлифовки.
На более глубоком уровне в стали образуются углеродные нанотрубки, обеспечивающие пластичность и постоянную прочность в процессе ковки. Высокая концентрация углерода обеспечивает решающее качество целостности стали, что гарантирует высокую производительность. Это объясняет, почему углерод имеет решающее значение при разработке лезвий из дамасской стали.
В процессе ковки маленькие стальные слитки постепенно принимают желаемую форму лезвия.Это приводит к объединению карбидов железа в полосы, образующие уникальные узоры. Эти узоры напоминают зерна стали Wootz из древней Индии и отражают старую эстетику и стиль производства. Сегодня мастера по металлу могут воспроизвести многое в том же порядке, в котором, как известно, существовала дамасская сталь много веков назад.
Отопление и отделка
Ниже приведены списки общих процессов нагрева и отделки для подготовки дамасской стали. Опять же, особенности меняются в зависимости от потребностей и желаний, а также от типа металлов, соединяемых вместе.Основные процессы всегда остаются неизменными.
Термообработка дамасской стали включает предварительно установленную температуру от 1500F до 2000F, в зависимости от бандажа, и смесь цементита и аустернита.
- Соответственно заданная температура печи.
- Установить металлический блок в печь. Нагрейте весь цикл до начальной температуры.
- После нагревания замочите сталь в течение десяти минут, чтобы она остыла.
- Закаленная сталь в масле. Перенести в жидкий азот на один час.
- Закалка стали в течение одного часа при температуре 350 ° F. Это нужно сделать дважды.
Следующие шаги иллюстрируют последующую финишную обработку.
- Нанесите на лезвие абразивную обработку.
- Протравить без предварительной полировки в растворе хлорида железа и дистиллированной воды, разбавленном в соотношении 50/50. Оставьте лезвие в растворе минимум на десять минут.
- Снимите лезвие и промойте его в проточной воде.
- Повторяйте цикл с пятиминутными интервалами до достижения желаемого результата.
- Погружной нож в тринатрийфосфат для нейтрализации отделки
Как сделать клинок из дамасской стали
Предыдущие шаги описывают процесс нагрева и обработки дамасской стали, а следующие показывают весь процесс. Следовательно, знание первых двух необходимо заранее, чтобы изготовитель металла мог выполнить то, что указано ниже. Этот порядок указывает как на особенности, так и на то, как все работает вместе.
Производство лезвий из дамасской стали идет несложно, но требует постоянного ухода и кропотливости.Тем не менее, этот процесс требует много времени. Это необходимо как для обеспечения желаемого внешнего вида, так и для создания эффективного, хорошо сбалансированного лезвия.
- Соберите ингредиенты в тигель. Эти ингредиенты включают стекло и листья, которые, как известно, предотвращают окисление.
- Нагрейте тигель, чтобы ингредиенты расплавились.
- Когда тигель достигнет точки охлаждения, осторожно извлеките металлические слитки и нагрейте их до температуры, необходимой для ковки.
- Молоток по металлу, пока он горячий.Этот этап включает в себя описанное выше «прослоение». После того, как металл остынет, повторно нагрейте металл, чтобы снова выковать его. При необходимости повторите этот цикл, чтобы заострить края и придать форму лезвию.
- Когда окончательная форма будет достигнута, обрежьте лезвие и выковайте окончательные детали вручную.
- Удалите излишки науглероженного металла с поверхности лезвия.
- Вставьте канавки и просверлите отверстия в поверхность лезвия по мере необходимости или по желанию.
- Разогреть. Снова сожмите лезвие. Отполируйте, чтобы лезвие приобрело почти окончательную форму.
- Протравите поверхность лезвия кислотой для улучшения рисунка.
- Когда закончите, тщательно удалите кислоту с поверхности лезвия.
Вот отличное видео, демонстрирующее процесс:
Дамасские ножи
Ножи из дамасской сталибывают разных типов для любого количества целей, от кемпинга и выживания до рубки леса и охоты. Композитные материалы, соединенные вместе для изготовления дамасского ножа, обязательно зависят от типа ножа и условий, в которых он предполагается и / или предназначен для использования.Некоторые распространенные типы перечислены ниже:
- Ножи разделочные
- Охотничьи ножи
- Зубчатые ножи
- Ножи для шлепков
- Такелажные ножи
- Тактильные складные ножи
- Тактильные фиксированные лезвия
Любой дамасский нож прекрасен тем, что по своей конструкции он выдерживает любые приложенные к нему силы. Дамасский нож не только прочен, но и долговечен.
Ниже приведены несколько прекрасных примеров дамасских клинков, с которыми я столкнулся.Большинство ведущих мировых брендов, таких как Spyderco, Benchmade, Kershaw и другие, недавно выпустили ограниченные серии в Дамаске.
Почему мы любим ножи из дамасской стали
Любители ножей любят дамасские ножи по многим причинам. Это замечательно, потому что такое разнообразие отражает присущую Дамаску универсальность, которой нет у других клинков. История дамасской стали также привлекает внимание, поскольку она содержит тайну, которая создает ощущение интриги и значительно усиливает древние традиции.
Наиболее распространенные черты ножей из дамасской стали, которые энтузиасты считают идеальными, — это эстетика и высокая производительность. Ножи из дамасской стали украшены стильными узорами, которые металлисты выгравируют на лезвии в процессе ковки. Нет двух одинаковых дамасских ножей. На самом деле каждый нож уникален и ценен как выразительное произведение искусства.
>> Рекомендуемые ножи из дамасской стали в BladeHQ <<
Что касается высоких эксплуатационных характеристик, то кованные вместе богатые углеродом металлы дают ощущение силы от изготовления заготовок и полос, что чуждо многим современным конструкциям лезвий.Это распространяется на молекулярный состав лезвия, а также на точность и осторожность, которые типичны при производстве, что делает такую мощность синонимом дизайна Дамаска.
Стоит ли владеть и использовать ножи из дамасской стали? Опять же, ответ субъективен. Владельцы клинков, вероятно, согласятся, что ножи из дамасской стали лучше подходят в определенных контекстах по сравнению с другими. Два обычно приветствуемых сценария, как описано выше, — это любовь к уникальности стиля и художественных узоров, а также использование оружия, как это видно на охоте и военных подвигах, хотя многие повара также владеют дамасскими ножами.Эти ножи совершенно особенные и ценятся. Действительно, сегодня они пользуются уникальным авторитетом среди коллекционеров ножей.
Спустя 2000 лет стиль и традиции Дамаска по-прежнему сильны, и, в свете их загадочности и особого качества, они, несомненно, просуществуют еще долгое время.
.