 alexxlab
alexxlab Пошаговое руководство по выбору модели поворотного стола DETRON
- Шаг 1. Габариты детали и крепёжных приспособлений
- Шаг 2. Рабочая зона
- Шаг 3. Расположение двигателя
- Шаг 4. Инструментальные магазины
- Шаг 5. Пневматика, гидравлика, установка на уже имеющийся станок
- Размещение детали и учет рабочей зоны на конкретном примере
Требования к подготовке фрезерного станка для установки поворотного стола
- Схема подключения узлов поворотного стола
Автор: Главный технолог ООО “Инкор” Ванюков Андрей Сергеевич
В статье 1 мы с Вами рассмотрели основные преимущества поворотных столов DETRON, сравнив это оборудование с аналогами и убедившись в его экономической выгодности. Данная статья в свою очередь пошагово разъясняет, как правильно выбрать поворотный стол DETRON и как подготовить фрезерный станок к его установке.
Данная статья в свою очередь пошагово разъясняет, как правильно выбрать поворотный стол DETRON и как подготовить фрезерный станок к его установке.
Шаг 1. Габариты детали и крепёжных приспособлений
Первое, на что нужно обратить внимание — это, конечно же, габариты детали. То есть нужно выбрать размер планшайбы поворотного стола таким образом, чтобы деталь полностью вписалась в размер планшайбы.
Нужно учесть размер крепёжных приспособлений. Это может быть 3-х кулачковый патрон (что часто применяется) или какая-то другая зажимная оснастка. Обращаем внимание на грузоподъемность.
То есть, поворотный стол должен выдержать деталь с учётом зажимного приспособления.
Шаг 2. Рабочая зона
Следующее — это рабочая зона самого станка. Поворотный стол с закрепленной на нем деталью и со всей крепежной оснасткой должен поместиться в рабочую зону. Тут важно расположение направляющих шпонок, по которым поворотный стол будет базироваться и Т-пазы на столе фрезерного станка. Рассмотрим, как именно выполняется закрепление в рабочей зоне: с помощью направляющей шпонки выполняется центрирование поворотного стола в Т-паз рабочего стола. Планками прижимается поворотный стол и затягивается болтами через Т-пазы к рабочему столу станка.
Рассмотрим, как именно выполняется закрепление в рабочей зоне: с помощью направляющей шпонки выполняется центрирование поворотного стола в Т-паз рабочего стола. Планками прижимается поворотный стол и затягивается болтами через Т-пазы к рабочему столу станка.
Расположение шпонки (сухаря) можно посмотреть на чертеже поворотного стола:
Болты с Т-шляпкой
Прижимные планки
Шаг 3. Расположение двигателя
Важно определить, относительно какого Т-паза будет закреплен поворотный стол.
И вот тут пришло время обратить внимание на расположение двигателя. Двигатель может быть расположен справа, слева или сзади относительно корпуса поворотного стола. Если вдруг установить стол так, что двигатель будет выступать за пределы стола станка, в этом случае смотрим на конфигурацию детали.
Размер А (длина: детали + поворотного стола + задней бабки + патрона) не должен превышать длину рабочего стола станка.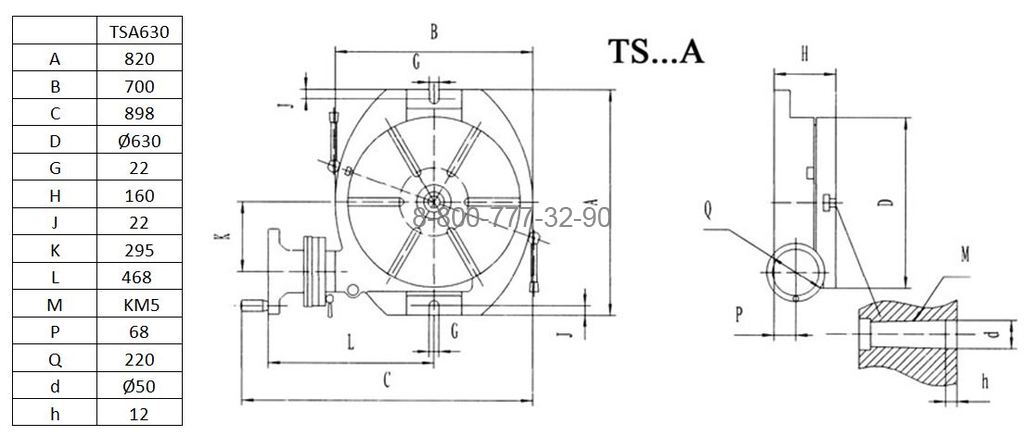
Понимаем, какие ходы нужны. Например: вариант, когда нужно перемещение по оси Y и проверяем чтобы при этом перемещении не произошло столкновения узлов поворотного стола с узлами станка. А еще не забываем про заднюю бабку: если она требуется, то ее размер также нужно учесть в рабочей зоне.
Размер B должен располагаться по центру рабочего стола станка.
Размер D – должно оставаться расстояние от режущего инструмента до верха поворотного стола.
Размер С1 и С2 – не должно быть столкновений с кожухами станка.
Шаг 4. Инструментальные магазины
Дальше: инструментальный магазин. Самые распространенные — это барабанного и карусельного типа.
Если на станке магазин барабанного типа, то он меньше всего ограничивает рабочую зону и стол можно легко разместить на столе, так как магазин располагается за пределами рабочей зоны.
Если магазин карусельный, то он находится в рабочей зоне, обычно слева от колонны.
Шаг 5. Пневматика, гидравлика, установка на уже имеющийся станок
Нужно обратить внимание на усилие зажима. Столы могут быть: пневматические или гидравлические. Гидравлика, конечно, держит сильнее. Пневматические столы рассчитаны на маленькие и средние габариты, гидравлические — на средние и крупные. При обработке конкретных деталей возникают определенные силы резания. В каталожных значениях в табличке с характеристиками каждого стола всегда есть параметр “усилие зажима”. Важно, чтобы усилие зажима выдерживало те усилия резания, которые будут возникать при обработке конкретной детали.
Если нужно установить поворотный стол на уже имеющийся станок, то станок должен иметь подготовку.
Последнее: если поворотный стол нужен для уже имеющегося оборудования, привод для поворотного стола должен быть совместим с той системой ЧПУ, которая есть.
Размещение детали и учет рабочей зоны на конкретном примере
Дано: станок фрезерный со столом 1000х500 мм.
Расстояние от стола до торца шпинделя: 600 мм — максимальное и 100 мм — минимальное. Ход по оси Z соответственно — 500 мм
Деталь — корпус, размером 100 мм (высота) и 38 мм (ширина).
Заготовка — вот такой прямоугольник:
Деталь достаточно сложная, имеет отверстия со всех сторон, причем отверстия глубокие, свыше 10 диаметров.
А на чертеже по разрезу ЕЕ видно, что отверстия — на всю глубину детали, то есть — 100 мм.
Но речь пойдет не про обработку этой детали, а про то, как она размещается на поворотном столе и как учесть размеры рабочей зоны.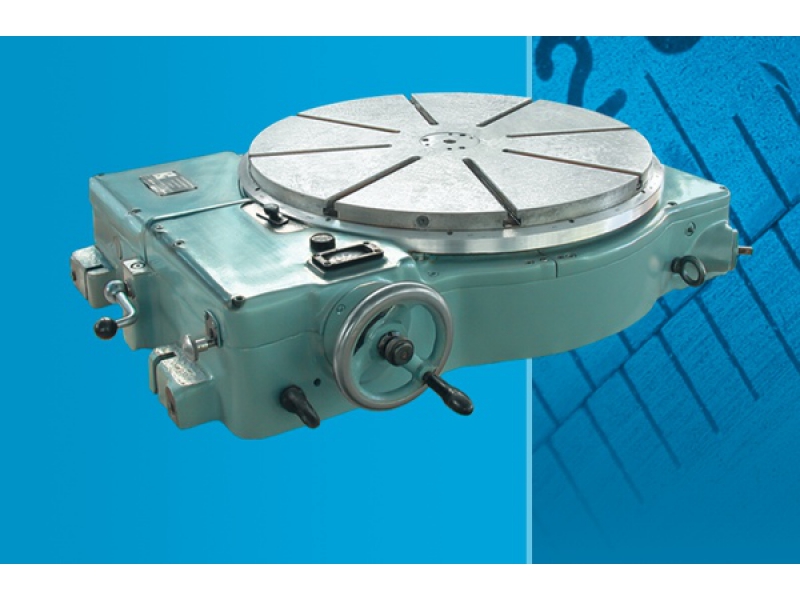 Поворотный стол имеет планшайбу 210 мм диаметром и высоту центра — 160 мм. Когда деталь крепится на поворотном столе, она поднимается над рабочим столом фрезерного станка. То есть, зона резания будет выше, чем если бы деталь просто стояла на столе станка.
Поворотный стол имеет планшайбу 210 мм диаметром и высоту центра — 160 мм. Когда деталь крепится на поворотном столе, она поднимается над рабочим столом фрезерного станка. То есть, зона резания будет выше, чем если бы деталь просто стояла на столе станка.
Вспомним еще раз чертеж детали.
Обработка отверстий на всю глубину. В этом случае (да и в любом другом) важно учитывать величину вылета инструмента.
Здесь нужен вылет равный минимум высоте детали. А еще инструменту должно хватить места на выход из детали. В итоге получаем такую схему:
Деталь высотой 100 мм крепится на планшайбе 210 мм. Длина инструмента для сверления на всю глубину — 100 мм. Еще возьмем 100 мм на длину инструментальной оправки. (Не придирайтесь к цифрам, здесь все показано схематично, просто принцип подбора для того, чтобы было понятно, на что обратить внимание). Максимальное расстояние от стола до торца шпинделя — 600 мм.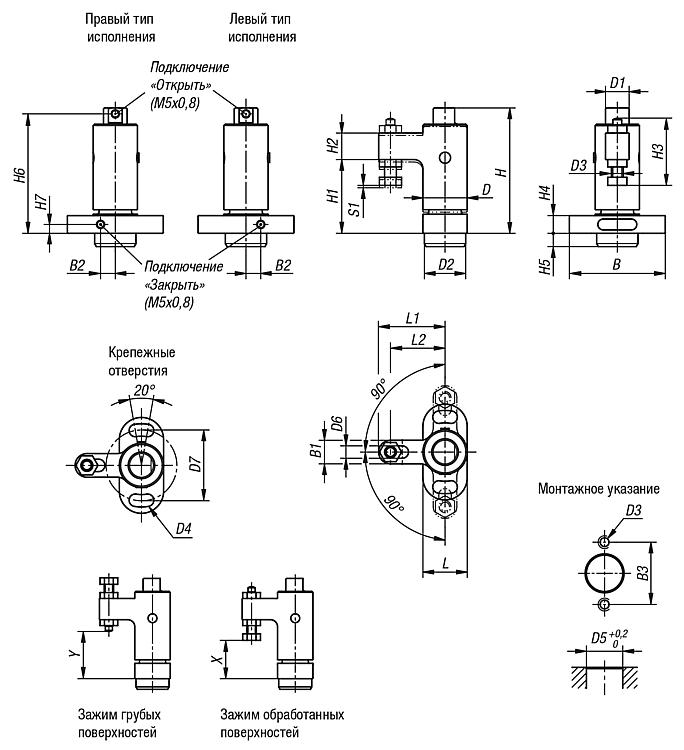 Эта деталь малюсенькая и в рабочей зоне полно места. С такой деталью в плане габаритов проблем не возникнет. Но ситуация может измениться, если взять деталь побольше.
Эта деталь малюсенькая и в рабочей зоне полно места. С такой деталью в плане габаритов проблем не возникнет. Но ситуация может измениться, если взять деталь побольше.
Выбранная 4я ось позволяет провернуть деталь диаметром чуть меньше 320 мм, так как высота центра — 160 мм. На схеме — пунктирная окружность. То есть, если наша деталь по размерам вписывается в эту окружность, она может быть закреплена на планшайбе. Пусть это будет деталь высотой 300 мм. И тогда ,чтобы сверлить на всю глубину, нужен инструмент, длиной тоже 300 мм. 300+300 = уже 600, а у нас расстояние от стола до торца шпинделя всего 600. А еще и инструментальная оправка (это примерно 100 мм), а еще на выход инструмента около 10 мм. Значит 300+300+100+10, получаем 710. А у нас 600. Не влезло. В лучшем случае тут можно сверлить на глубину около 190 мм. На схеме как раз это видно, и это очень важный момент. Поэтому, если нужно обрабатывать деталь на поворотном столе, надо учитывать, что стол занимает место в рабочей зоне и деталь закрепляется на планшайбе выше, чем просто на столе станка.
Требования к подготовке фрезерного станка для установки поворотного стола
Здесь в первую очередь важно отметить, что система ЧПУ станка должна обеспечивать возможность управления 4 координатой (подготовка 4 оси).
Кроме того, нужно внести в систему ЧПУ дополнительное программное обеспечение.
ПО, предназначенное для работы станка в комплексе с поворотным столом, обеспечивает:
-
возможность одновременной обработки по осям X, Y, Z станка и 4 координатой
-
редактирование программ управления поворотным столом на стойке ЧПУ
Также потребуется:
-
Усилитель сигнала системы ЧПУ.

-
Работа по прокладке кабельных трасс от стойки ЧПУ к месту установки поворотного стола.
Наличие пневматической или гидравлической системы в станке.
-
Наличие дополнительных кабельных соединений и их крепления, расположенных на наружной поверхности станка.
- Применяется для станков без функции 4 оси, контроллер подаёт сигнал, позволяя выполнить позиционирование.
- Нет функции одновременной обработки по 4 – 5 осям
- Программы задаются напрямую через контроллер и позволяют считывать М – коды станка
- Совместим с любой системой ЧПУ
Соединительная плита
Соединительная плита применяется совместно с вращающейся задней бабкой и служит для установки различных специальных приспособлений для закрепления детали.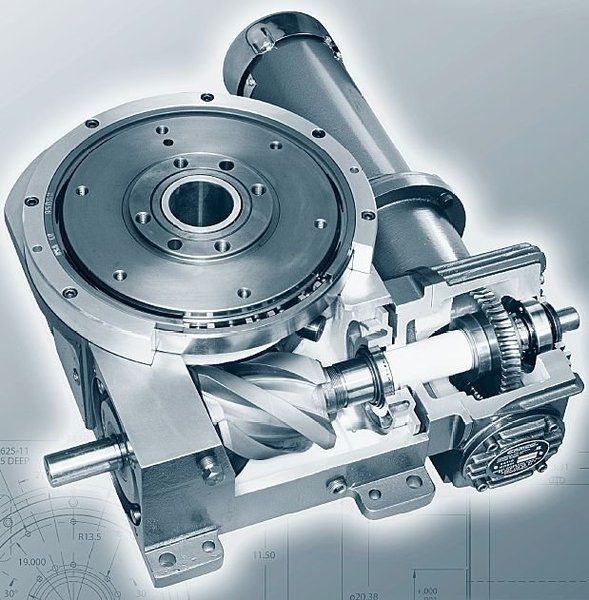
Угловой датчик (энкодер)
Энкодер – это датчик угла поворота, позволяющий повысить точность позиционирования. Исходя из требований к изготовлению деталей, необходимо выбрать соответствующий энкодер. Если точность не оговорена, то от энкодера можно отказаться.
Подготовка фрезерного станка для установки поворотного стола — работа, требующая довольно тщательного и скрупулезного подхода, учета технологических, механических и физических факторов. Мы постарались как можно подробнее описать для Вас тонкости этой работы. Тем не менее, вся информация, предоставленная в статье представляет собой только часть огромного объема данных, которые анализируют и прорабатывают специалисты Инкор. В связи с этим, перед тем как принять окончательное решение по выбору поворотного стола DETRON, рекомендуем обратиться за индивидуальной консультацией.
Поворотный стол для фрезерного станка с ЧПУ
Базовая комплектация любого оборудования предполагает набор обязательных функций, но часто для выполнения некоторых операций этого мало. Дополнительная оснастка расширяет возможности. Одним из видов таких приспособления является поворотный стол для фрезерного станка. Фиксируется он на основу главной конструкции и позволяет обрабатывать сложные фасонные детали. В зависимости от целей выбирается размер и марка поворотного стола. При этом важно учитывать совместимость оборудования. Хотя в большинстве случаев таких проблем не возникает, поскольку отраслевые стандарты максимально унифицированы и позволяют легко использовать изделия сторонних производителей.
Дополнительная оснастка расширяет возможности. Одним из видов таких приспособления является поворотный стол для фрезерного станка. Фиксируется он на основу главной конструкции и позволяет обрабатывать сложные фасонные детали. В зависимости от целей выбирается размер и марка поворотного стола. При этом важно учитывать совместимость оборудования. Хотя в большинстве случаев таких проблем не возникает, поскольку отраслевые стандарты максимально унифицированы и позволяют легко использовать изделия сторонних производителей.
Устройство поворотного стола
Не зависимо от класса и сложности изделия принципиальная схема работы у всех одинаковая. К базовым элементам устройства относятся:
- Основание. Аналог станины станка. Обязательно предусмотрена система крепления к станку.
- Планшайба. Поворотная часть устройства. В центре детали отверстие (прямое, но чаще конус Морзе). На рабочей плоскости Т-образные пазы для фиксации обрабатываемой заготовки или зажимного механизма.
 В современных моделях может использоваться оригинальная система закрепления детали. После установки заготовки планшайба обязательно надежно фиксируется в нужном положении.
В современных моделях может использоваться оригинальная система закрепления детали. После установки заготовки планшайба обязательно надежно фиксируется в нужном положении. - Управление. Планшайба может вращаться вокруг центральной оси с помощью механической рукоятки либо электродвигателем. Станки с ЧПУ и поворотные столы специальной конструкции в современном исполнении программируются.
Принцип работы оснастки
Главной задачей поворотного стола является обработка деталей такими способами, которые невозможны на обычном фрезерном или токарном станке. Устройство позволяет реализовать достоинства вышеперечисленного оборудования. На токарном станке изготавливают детали в виде тела вращения. Невозможно оставить необработанной, часть заготовки выходящий за периметр резания, а необходимость такая есть. На фрезерном станке неподвижная деталь обрабатывается координатным векторам. Установив поворотный стол можно делать незаконченные тела вращения и растачивать отверстия, которые невозможно установить в токарный станок.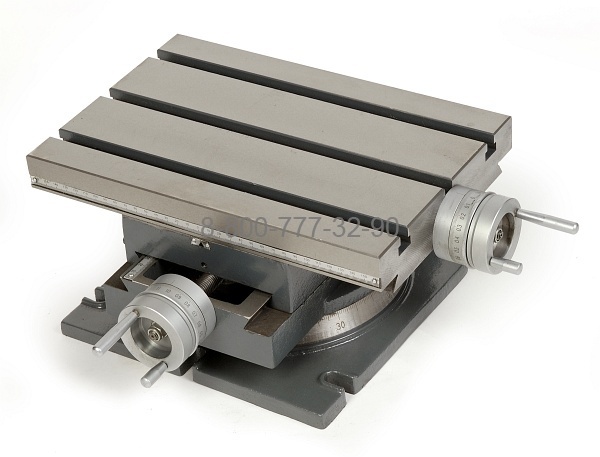
На видео показано, как работает автоматическай поворотный стол для 5ти координатного ЧПУ станка.
Достигается такой результат тем, что обрабатываемая деталь закреплена не на станине фрезерного станка, а в устройстве, которое дает возможность заготовке иметь ось вращения. Это и стало основным принципом работы поворотного стола. Программируемое оборудование позволяет изготавливать сложные по форме детали не на дорогих обрабатывающих центрах, а используя обычный фрезерный станок, но с этим замечательным приспособлением.
Классификация оборудования
Принято разделять поворотные столы по нескольким параметрам. Во-первых, по рабочему положению. Оснастка может быть горизонтальной, вертикальной и универсальной, то есть работать ей можно в двух плоскостях.
Во-вторых, по габаритам. В расчет принимают размер планшайбы. Он может варьировать от ∅ 110 мм до ∅ 630 мм. Возможны столы других размеров, но это специальные изделия, выполненные под заказ или для определенных операций.
Возможны столы других размеров, но это специальные изделия, выполненные под заказ или для определенных операций.
В-третьих, по способу регулировки и настройки. Оснастка может быть оснащена простой механической ручкой, приводом от главного станка и оборудована собственным электродвигателем.
И наконец, в-четвертых, поворотный стол с расширенным функционалом. Например, он может иметь не одну ось вращения, а две, вертикальную и горизонтальную.
Эксплуатационные характеристики
Разнообразие моделей различных производителей открывает широкие возможности выбора конкретного изделия для решения четко поставленных целей. Специфика предприятия обуславливает характеристики устанавливаемого поворотного стола. Для эксклюзивной высокоточной работы выбирают модели проверенных компаний наивысшего класса точности. Допуски у такого оборудования минимальны и составляют:
- Угол поворота — 1 сек;
- Прямолинейность рабочей поверхности — 3,0 мкм;
- Торцевое биение планшайбы — 1,5 мкм;
Однако такие поворотные столы не дешевы и на практике нет необходимости использовать их в обычном производстве. Большинство устройств этой категории предлагаются по более доступным ценам, но вполне приемлемыми характеристиками:
Большинство устройств этой категории предлагаются по более доступным ценам, но вполне приемлемыми характеристиками:
- Угол поворота — 1 мин;
- Прямолинейность рабочей поверхности — 10-20 мкм;
- Торцевое биение планшайбы — 12-20 мкм;
Центральное отверстие, как правило, выполнено в виде конуса Морзе №3 либо №4. Универсальный способ эффективно центровать заготовку. Подобным образом используются конуса Морзе практически во всех металлообрабатывающих станках.
Для каких работ используется поворотный стол
Область применения в металлообработке чрезвычайно обширна. Изготовление сложных деталей, таких как фланцы с креплениями, элементы корпусов механизмов. Эффективная обработка отверстий в деталях, которые невозможно правильно ориентировать в патроне токарного станка. Заготовки, с определенными угловыми расстояниями. Фрезерование пазов, уступов. Сверление отверстий, на одинаковом расстоянии от центра детали с точно заданным углом относительно друг друга. Очень разумно применять оснастку при мелко- и среднесерийном производстве.
Очень разумно применять оснастку при мелко- и среднесерийном производстве.
Станки с ЧПУ и программируемые поворотные столы выполняют практически ту же работу, что и координатно-расточное оборудование и обрабатывающие центры.
Ограничения в обработке могут быть вызваны лишь размерами обрабатываемой детали. Вылет относительно точки фиксации регламентирован нормами и правилами работы. Чем крупнее деталь, тем больше должен быть диаметр планшайбы поворотного стола. Превышение рекомендованных значений недопустимо.
Установка оснастки на станок
Трудностей при фиксации на опорной плите фрезерного станка не должно возникнуть. Свободно перемещаемые крепежные болты в Т-образных пазах подводиться к ответным отверстиям или пазам и закручиваются гайки. Операция проста, но немалый вес устройства требует осторожность при транспортировке. Ставиться поворотный стол на полностью очищенную от стружки мусора поверхность. Прилегание должно быть полным. Следующим этапом работы будет настройка оснастки. Операция требует знаний, опыта и квалификации.
Операция требует знаний, опыта и квалификации.
Есть несколько способов правильно позиционировать поворотный стол. Несложная работа, где нет необходимости соблюдать точность до микрона допускает настройку без специального инструмента. На пробной заготовке делается касание фрезой, затем поворачивают стол на 180° и повторяют работу режущего инструмента да аналогичного значения. Замеряют допуски и отклонения и на необходимую величину корректируют. Гораздо сложнее настроить оборудование для высокоточной работы. Качественно ее сделать могут лишь квалифицированные мастера с помощью специального инструмента. Ставятся упоры и концевики. Тестируется пробный образец и если требования по точности соблюдены, то начинают работу. В техническом задании указано количество необходимых замеров. Ответственные детали проверяются все. При выпуске партии изделий, замерять можно не каждую, а через рекомендуемое количество штук.
Преимущества и недостатки
Неудовлетворительная работа оснастки может быть обусловлена неправильным выбором модели, либо недостаточной квалификацией работника.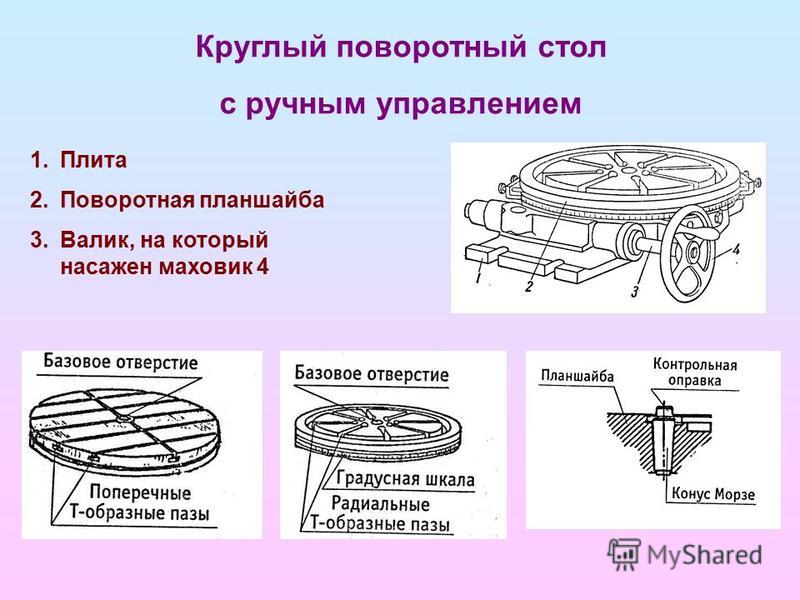 Характеристики четко прописаны в сопроводительных документах и, как правило, гарантированны производителем. Отдельные случаи производственного брака решаются в индивидуальном порядке.
Характеристики четко прописаны в сопроводительных документах и, как правило, гарантированны производителем. Отдельные случаи производственного брака решаются в индивидуальном порядке.
Достоинств же у поворотного стола предостаточно. Имея в арсенале такую оснастку можно освоить дополнительные виды работ или наладить выпуск новых изделий. Некоторые операции можно оптимизировать. Одним из вариантов применения поворотного стола является обработка сложных сварных конструкций. Часто обрабатываются они вручную. Времени уходит много, и качество оставляет желать лучшего. Настроив фрезерный станок с поворотным столом для подобной операции, геометрические размеры деталей становится на порядок точнее, а время на обработку сокращается многократно.
Окупаемость оснастки зависит от объемов производства и может варьировать в значительных пределах, но то, что предприятие выиграет в качестве выпускаемых изделий, сомнению не подлежит.
Self-Center VC15: #30 Вертикальный компактный обрабатывающий центр
Перемещение колонны по всем осям! Высокопроизводительная машина, совместимая с вертушками!
Self-Center VC15 представляет собой компактный высокоточный обрабатывающий центр с поворотным столом.
Всеосевое перемещение колонны идеально подходит для технологических линий.
Основные характеристики
Вертикальный тип #30
X: 400 мм
Y: 320 мм
Z: 315 мм
Насадки для инструментов
15 инструментов
* Optional
27 tools
Maximum spindle
rotation speed
15,000 rpm
2.2 kW
Allowable load
500 kg
* Supported options
Processing capacity
Drilling
Алюминий, диаметр 25 мм
Чугун, диаметр 22 мм
Сталь, диаметр 18 мм
Нарезание резьбы
Алюминий, M24 мм
Чугун, M20 мм
Steel M16 mm
Milling cutter
Aluminum 200 cm 3 /min
Cast iron 60 cm 3 /min
Steel 35 cm 3 /min
Advantages of VC15
1. All -Axis Column Traverse
All -Axis Column Traverse
Всеосевое (X, Y, Z) перемещение колонны позволяет использовать блок самостоятельно. Кроме того, устройство идеально подходит для обработки линий, так как стол легко доступен.
2. Совместимость с проигрывателями
Поскольку заготовки можно снимать и монтировать во время обработки, время простоя сократилось, а производительность увеличилась.
3. Спецификации устройств, изготовленных по индивидуальному заказу
Мы также продаем устройства поштучно, что позволяет вам производить устройства по индивидуальному заказу в соответствии с вашими требованиями.
Технические характеристики
| Ход | Ось X | mm | 400 (column traverse) | |
| Y-axis | mm | 320 (column traverse) | ||
| Z-axis | mm | 310 (column traverse) | ||
| Table | Рабочая площадь | мм | 600 × 400 | |
| Допустимая нагрузка | кг | 500 | ||
| от Поверхности Таблицы до шпинделя | 110110 | 110 | 110 | 1111111111111111111111111110 гг. 0110 0110 |
| Spindle | Spindle taper | — | NT30 | |
| Standard | min -1 | 12,000 2.2 kW | ||
| High-speed | min -1 | 15,000 2.2 KW | ||
| 111 Охлаждающая жидко0117 | ||||
| Feed | Rapid feed rate | m/min | 24 (X,Y-axis), 40 (Z-axis) | |
| Cutting feed rate | m/min | Max.10 | ||
| Мин. programmable unit | mm | 0.001 | ||
| Accuracy | Positioning | mm | 0.004 (in full travel) | |
| Repeatability | mm | ±0.001 | ||
| Turret | Количество инструментов | — | 15 (необязательно 27) | |
| Инструмент для инструмента | SEC | 1,0 | ||
| SHANK | — | |||
| SHANK | — | |||
. | ||||
| Maximum tool dimensions | mm | φ 60 × 200 | ||
| Maximum tool weight | kg | 2.0 (3.5 at low-speed ATC) | ||
| Tool selection | — | Memory random | ||
| Machine | Width × Length × Height | mm | 1,892 × 2,820 × 2,515 | |
| Weight | kg | 4,000 | ||
| Power source | Power supply | — | 3-фазный переменный ток 200 В ± 10 %, 50/60 Гц | |
| Мощность | кВА | Макс. 18 | ||
| Давление воздуха | МПа | 0,4 — 0,6 | ||
| Расход воздуха | л/мин (ANR) | Макс.100 |
2. Стандартный цвет: SUGINO Темно-серый (основа), SUGINO Кремовый белый (брызгозащита) и SUGINO Сине-зеленый (передняя дверь)
Размеры
Примечания:
1. Максимальные размеры инструмента относятся длина от края калибра инструмента до кончика инструмента.
Максимальные размеры инструмента относятся длина от края калибра инструмента до кончика инструмента.
2. Конкретные размеры запрашивайте отдельно.
Нажмите здесь, чтобы задать вопросы и запросить техническую консультацию, спецификации, цены и каталоги. Пожалуйста, не стесняйтесь обращаться к нам.
Универсальный фрезерный станок с подъемной платформой
Универсальный фрезерный станок с подъемным столом представляет собой обычный станок для резки металла.
Коническое отверстие шпинделя станка можно использовать для установки различных цилиндрических фрез, формовочных фрез, концевых фрез, угловых фрез и других инструментов напрямую или через принадлежности. Он подходит для обработки плоскостей, фасок, канавок и отверстий различных деталей.
Это идеальное технологическое оборудование для производства машин, пресс-форм, инструментов, автомобилей, мотоциклов.
Характеристики
- Втулка шпинделя может подаваться вручную в микронаправлении и имеет ограничитель.
 Фрезерную головку можно отрегулировать на 45° при вращении против часовой стрелки.
Фрезерную головку можно отрегулировать на 45° при вращении против часовой стрелки. - Рабочий стол можно подавать вручную вертикально и горизонтально и вертикально поднимать, при этом маневрирование может осуществляться в вертикальном и горизонтальном направлениях;
- Он оснащен удлиненным ползунком на 1200 мм и удлиненным столом на 1500 мм. Продольный ход стола может достигать 1000 мм, ход длинный, а стабильность выше.
- Главный привод и подача имеют механизм переключения передач, 12 различных скоростей и широкий диапазон скоростей;
- В подшипнике главного вала используется конический роликоподшипник, который обладает высокой несущей способностью и энергопотреблением при торможении. Обладает большим тормозным моментом, быстрой остановкой и надежным торможением.
- Прямоугольная направляющая имеет хорошую устойчивость;
- Стол и направляющая закалены суперзвуком, а прочность стала сильнее.
Горизонтальный фрезерный станок с подъемным столом имеет хороший стальной вал и высокую несущую способность.
- Рабочий стол X, Y, Z трехсторонняя моторизованная подача
- Трехсторонняя направляющая X, Y, Z субзвуковая закалка, прецизионное шлифование
- Устройство ручной смазки может принудительно смазывать ходовой винт и направляющую.
- Конфигурируемые специальные принадлежности: вертикальная фрезерная головка для вертикального фрезерования.
Вертикально-горизонтальный универсальный фрезерный станок с подъемным столом Особенности:
- Он может выполнять функции обработки вертикального и горизонтального фрезерования.
- Двухсекционная вращающаяся фрезерная головка и шпиндель могут поворачиваться и регулироваться под любым углом.
- Может использоваться для обработки корпусов и пресс-форм.
- Рабочий стол X, Y для управления подачей.
Структура
- Станина
Станина используется для крепления и поддержки различных компонентов фрезерного станка.
Имеются горизонтальные направляющие для перемещения балки по верхней поверхности.
На передней стенке имеется вертикальная направляющая в форме ласточкиного хвоста, по которой подъемная платформа может двигаться вверх и вниз.
Внутри установлены главный двигатель, механизм переключения шпинделя, шпиндель, электрооборудование и масляный насос.
- Балка
Один конец балки снабжен подвесом для поддержки режущего бруса, чтобы уменьшить изгиб и вибрацию режущего бруса.
Балку можно перемещать по горизонтальной направляющей кровати, а длина ее выдвижения регулируется длиной ножевой планки.
- Шпиндель
Шпиндель используется для установки держателя инструмента и привода фрезы во вращение.
Главный вал представляет собой полый вал с прецизионным конусом 7:24 на переднем конце, который используется для крепления хвостовика фрезы.
- Вертикальный верстак
Продольный стол перемещается в продольном направлении с помощью продольного винта на направляющей поворотного стола для подачи заготовки на стол для продольной подачи.
Т-образный паз на столе используется для крепления приспособлений или заготовок.
- Боковой верстак
Горизонтальный стол расположен на горизонтальной направляющей над подъемной платформой, которая может соединять продольный стол вместе для боковой подачи.
- Поворотный стол
Поворотный стол может поворачивать продольный стол на определенный угол в горизонтальной плоскости (как положительный, так и отрицательный от 0 до 45°) для фрезерования спиральных канавок и т.п.
Горизонтально-фрезерный станок с поворотным столом называется горизонтально-фрезерным универсально-фрезерным станком.
- Подъемники
Подъемная платформа может перемещать весь стол вверх и вниз вдоль вертикальной направляющей станины для регулировки расстояния между заготовкой и фрезой и вертикальной подачи.