 alexxlab
alexxlab таблица, особенности монтажа / Трубы и фитинги / Публикации / Санитарно-технические работы
Температура пайки полипропиленовых труб: таблица значений
Во время прокладки водопроводов часто используют полипропиленовые трубы. Их монтаж отличается простотой. Чтобы соединить трубопрокаты, применяют фитинги, которые стыкают спаянным методом с помощью утюга.
Температура пайки пропиленовых труб указана в специальной таблице, которой пользуются во время монтажных работ.
Метод стыковки: пайка.
Во время процесса следует учитывать множество факторов, чтобы получить качественный стык деталей. При проведении пайки следует учитывать температурный показатель сварки элементов, время нагрева, диаметр.
Сначала стоит понять, как пользоваться оборудованием для сварки.
Важно! Нельзя спаивать изделия, не выяснив размеры труб, их тип.
Сначала следует правильно побрать к трубам ПП фитинги, далее произвести монтаж деталей, придерживаясь инструкции.
Важная информация о ПП трубах.
В основе сварки лежит свойство полипропиленового материла, он быстро плавится. Когда затвердевает, создает прочность, герметичность изделию.
Трубопрокаты имеют различия в толщине стенок, цвете, диаметре, техническими характеристиками.
Сечение труб из ПП находится в пределах от шестнадцати до ста десяти миллиметров, к ним применяют разную технику соединения.
Внимание! Для проводки частного водопровода используют трубы с сечением максимум 63 миллиметра. Более крупные размеры изделий устанавливают в магистралях городского значения, они имеют свою технологию монтажа.
Окраска полимера не важна при выборе труб, но следует обратить внимание на полоски на трубах:
1.с синими полосками для водопровода с холодной водой.
2.с красными полосками для водопровода с горячей водой.
Маркировка труб указывает на особенные свойства изделия, на нее опираются во время покупки продукции, также во время сварки.
Материал полипропилен в маркировке указывают с помощью сочетаний букв: PP-H, PP – B, PPR, также PPRC.
Внимание! Сочетания цифр с буквами на трубах дают информацию о диаметре изделия, толщине стенки, типе трубы, максимальном давлении. Эти данные важны во время пайки.
Тип труб, различающихся по значению номинального давления, которое они могут выдержать при определенных условиях, позволяет выбрать продукцию, подходящую для установки дома либо на производстве.
Типы труб из полипропилена.
Различают следующие разновидности труб, изготовленных из полипропиленового материала:
1.маркировка PN 10 могут применяться для подачи холодной жидкости. Их применяют при монтаже теплых полов, если носитель в трубах не будет нагреваться более сорока пяти градусов.
2.маркировка PN 16, трубы можно устанавливать в холодном и горячем трубопроводе. Максимальный температурный режим носителя может быть до 60 градусов выше ноля.

3.маркировка PN 20, трубы предназначены для воды до 90 градусов выше ноля, трубопроводы должны быть защищены от воздействия гидроударов.
4.маркировка PN 25, трубы можно применять для центральной либо автономной сети, максимальный показатель температуры может быть 95 градусов, но кратковременно могут выдержать большую температуру.
Во время производства действует правило: толщина стенок увеличивается, если повышается температура жидкости с давлением в сети.
По данным таблицы можно определить необходимый внутренний размер трубы, ее толщину, зная наружное сечение. Определяя параметры, учитывают тип изделия по показателю номинального давления.
Данные условия следует соблюдать, выбирая и применяя изделия из полипропилена.
Технологические особенности процесса.
Выделяют виды пайки полипропиленовых труб:
1.стыковой тип.
2.муфтовый тип.
Стыковой вид редко применяют при монтаже коммуникаций в доме, потому что сложен для самостоятельной установки. Его применяют для прокладки магистральных сетей с трубами большого размера.
Его применяют для прокладки магистральных сетей с трубами большого размера.
Внимание! В квартирах используют сварку с помощью муфт, которая доходит, чтобы соединять трубы сечением, равным минимум 16 миллиметров, максимум 63 миллиметра.
Муфтовая сварка основана на принципе: два изделия соединяют с помощью раструбов, нагревая с помощью специального инструмента. Они должны быть равны по размеру сечения, толщине стенок
Важно! Муфта до нагрева должна быть меньшего диаметра по отношению к трубе.
Этапы пайки:
1.соединяют паяльник с деталью.
2.нагревают до температуры плавления.
3.добиваются герметичного узла.
Зона оплавленного полимера должна охватывать только те, поверхности, которые будут соединены.
Главное, во время убрать детали от инструмента, соединив их друг с другом. В результате образуется единая деталь с полимеризацией. На качественное соединение влияют температура плавления, также время, затраченное на процесс.
Температура пайки труб из ПП материала.
Нельзя перегревать изделия для пайки, и наоборот, недостаточно разогревать.
При перегреве детали деформируются с образованием наплыва валика, уменьшится внутреннее сечение. В зоне некачественных стыков образуется накипь и пробки.
При малом нагреве стыковка будет слабой, герметичность невысокая, возможны протечки.
Чтобы исключить прорывы труб, надо строго придерживаться технике сварки, учитывая следующие параметры в виде:
1.диаметра изделий для сварки.
2.время, требуемое для нагрева, остывания изделий.
3.температуру оборудования.
4.температуру во время пайки в помещении или на улице.
Сварку нельзя проводить, если температурный показатель ниже, чем десять градусов мороза, либо выше девяноста градусов тепла. Внешняя температура должна быть равна от ноля до двадцати пяти градусов выше ноля.
В специальной таблице определена зависимость температуры и времени процесса.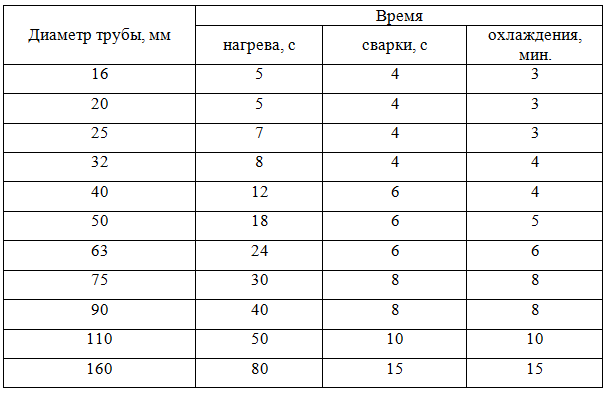
При понижении температуры на улице ниже пяти градусов выше ноля, процесс нагревания потребует на пятьдесят процентов времени больше, по-другому в 2 раза.
Температура нагрева одинакова плюс двести шестьдесят градусов. Допустимое значение температуры равно от плюс 255 до плюс 280 градусов.
Данный параметр не зависит от размера сечения трубы, они одинаков для труб с сечением 16 миллиметров, и для труб с сечением 50 миллиметров. Изменяется лишь время проведения сварки. Поэтому в таблицах температуру пайки для труб из ПП не прописывают.
Монтажные работы.
Пайка занимает немного времени, этому свидетельствует таблица. Для стыка деталей внутри помещения, с сечением в двадцать миллиметров, понадобится 5 секунд, чтобы нагреть детали, 4 сек., чтобы соединить, три минуты, чтобы материал отвердел. В итоге весь процесс занимает 3 минуты и девять секунд.
Важно, чтобы весь механизм пайки был отработанным, не возникало заминки во время соединения.
Инструменты для пайки. Чтобы выполнить работы дома, понадобится оборудование для стыка деталей из ПП. К ним относят трубы, уголки, муфты, тройники с заглушками.
Чтобы выполнить работы дома, понадобится оборудование для стыка деталей из ПП. К ним относят трубы, уголки, муфты, тройники с заглушками.
Если приходится проводить работы с чистого листа, и в дальнейшем обслуживать систему, то можно купить прибор. Но лучше взять прибор в аренду.
Также понадобится:
1.маркер.
2.строительный уровень.
3.рулетка.
4.линейка.
Процесс нанесения разметки и нарезки трубопрокатов.
До паечных работ трубы нарезают необходимой длины. Изделия складывают согласно схеме. Схему обязательно продумывают перед монтажом водопроводной системы либо отопления.
С помощью трубореза нарезают куски необходимого размера. Далее подбирают фитинга под размер в виде муфт, тройников, уголков. При наличии армированного слоя, необходимо зачистить алюминиевое покрытие.
Трубы должны иметь ровные края, отрезанные перпендикулярно трубной оси. Все поверхности очищают, обезжиривают.
Процесс нагрева и соединения деталей.

Подготовив аппарат для работы, подбирают муфты с дорнами необходимого размера. Включают утюг в розетку, нагревают до температуры двести шестьдесят градусов в среднем. Точная температура указана в инструкции к паяльнику.
На некоторых инструментах присутствует шкала, равная 320 градусам выше ноля. Однако, не следует нагревать оборудование максимально. В инструкции указаны ситуации, требующие максимального нагрева прибора.
Наносят отметки, которые показывают глубину прогрева на деталях. Поверхности надо обезжирить и высушить. Влага считается причиной разгерметизации стыков.
Во время нагрева один конец трубопроката вставляют в муфту до отметки, надевают максимально соединительную деталь на дорн.
Как только все детали установлены, отсчитывают время, указанное в таблице. Через необходимое время детали снимают, соединяют фитинг с трубой, придерживаясь отметки.
Чтобы поправить детали, отводится несколько секунд. Нельзя переворачивать детали, допускать их перекосы.
Узел следует удерживать до тех пор, пока стык не затвердеет. Как правило, занимает этот процесс три минуты, время надо смотреть в таблице.
Если детали спаяны правильно, то стык прочен и герметичен.
Все узлы сваривают по очереди, далее из них собирают единую систему, сваривая их в нужном месте по нанесенному контуру водопровода, канализации либо отопления.
Температура пайки полипропиленовых труб с таблицей времени
✅ Дата публикации статьи: 2023-02-12| 📌 Категория: Водопровод, Пайка, Полезные советы | 👁 677 просмотров
Содержание статьи:
Температура пайки полипропиленовых труб с таблицей времениСегодня пайка труб стала настолько популярной, что она практически ничем не уступает сварке. Более того, в ряде случаев пайка намного доступней, ведь для того, чтобы паять, не нужно учиться, как со сваркой. Всё что потребуется знать, так это правильную температуру пайки полипропиленовых труб, а также некоторые особенности этого процесса.
Более того, в ряде случаев пайка намного доступней, ведь для того, чтобы паять, не нужно учиться, как со сваркой. Всё что потребуется знать, так это правильную температуру пайки полипропиленовых труб, а также некоторые особенности этого процесса.
Преимущества пайки труб, а не их сваривания
Итак, монтаж пластикового трубопровода осуществляется просто и легко, а для его сборки потребуется лишь паяльник для труб и фитинги. По целому же параметру характеристик, пластиковые трубопроводы ничем не хуже стальных, а порой и вовсе их превосходят. Например, стальные трубы подвержены коррозии, а пластиковые нет.
Стоимость монтажа стального и пластикового трубопровода, также серьёзно отличается. За стык сварки придётся отдать намного больше деньги, чем за паяное соединение. Плюс ко всему, доступная стоимость оборудования для пайки, а так же, как уже говорилось ранее, простота самого процесса, часто подталкивают людей к самостоятельному монтажу трубопроводов.
Преимущества пайки труб, а не их свариванияЭто далеко не все преимущества пайки, но, безусловно, одни из самых важных.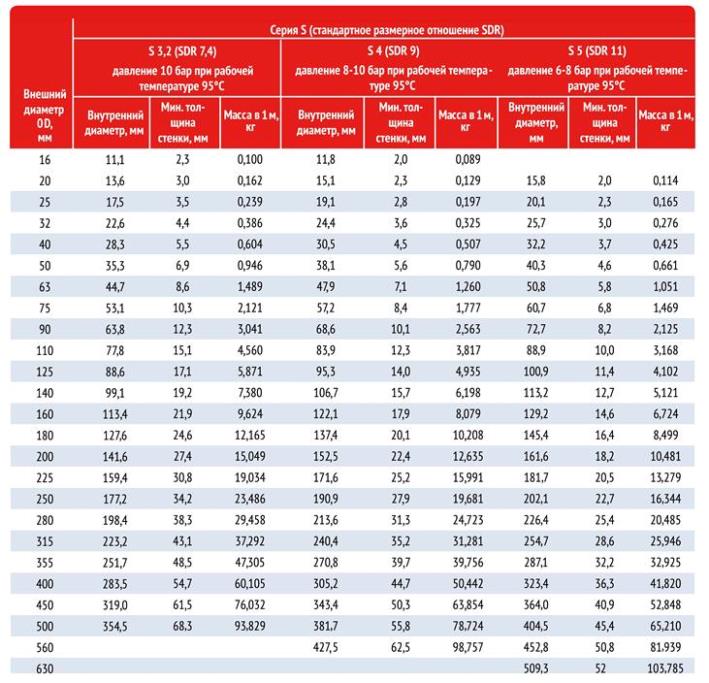 Теперь же перейдём непосредственно к температурному процессу. Не менее увлекательную информацию про сварку вы можете найти на сайте MMA сварка https://mmasvarka.ru.
Теперь же перейдём непосредственно к температурному процессу. Не менее увлекательную информацию про сварку вы можете найти на сайте MMA сварка https://mmasvarka.ru.
Температура пайки полипропиленовых труб с таблицей времени
При пайке труб допускается ряд ошибок связанных с неправильной температурой. В результате этого уменьшается внутренний диаметр трубы и проток воды в целом. Как следствие, система отопления работает неэффективно, из смесителя слабый напор воды и т. д. Чтобы этого не случилось нужно знать, какую температуру пайки полипропиленовых труб соблюдать.
Температура пайки полипропиленовых труб с таблицей времениВ первую очередь нужно выставить правильную температуру на самом паяльнике. Она должна быть в пределах 260 градусов. Не следует выставлять на паяльнике температуру на максимум, сколько это возможно, поскольку в таком случае сдвинется время нагревания труб, а оно привязано к какому-то конкретному значению температуры оборудования, как правило, в районе 260-280 градусов.
Далее нужно запомнить, что для каждого диаметра труб время нагрева разное. Для труб 20 мм время минимальное, а для труб 75 мм, время нагревания максимальное. Ниже вы сможете найти таблицу с температурой и временем нагревания полипропиленовых труб разного диаметра.
| Таблица температуры и времени пайки полипропиленовых труб |
| Диаметр трубы | Время нагревания | Время на остывание |
Глубина стыка |
| 20 мм |
5 секунд |
3 минуты |
14 мм |
| 25 мм |
7 секунд | 3 минуты |
16 мм |
| 32 мм |
8 секунд | 4 минуты |
20 мм |
| 40 мм |
12 секунд |
4 минуты |
21 мм |
| 50 мм |
18 секунд |
5 минут |
22,5 мм |
| 63 мм |
24 секунды |
6 минут |
24 мм |
| 75 мм |
30 секунд |
8 минут |
28,5 мм |
| 90 мм |
40 секунд |
10 минут |
33 мм |
| 110 мм |
50 секунд |
10 минут |
39 мм |
Важно! После того, как труба соединена с фитингом, нужно выждать пару минут, пока соединение немного остынет, а пластик затвердеет. Если во время остывания пластика начать скручивать соединение, то оно может лопнуть, что приведёт к возникновению микротрещин внутри, а также к протечкам в дальнейшем.
Если во время остывания пластика начать скручивать соединение, то оно может лопнуть, что приведёт к возникновению микротрещин внутри, а также к протечкам в дальнейшем.
Важно знать что при отрицательной или близкой к 0 температуре окружающей среды время нагрева трубы на паяльнике нужно увеличить, порой в полтора раза.
Что нельзя делать при пайке пластиковых труб
Как уже упоминалось выше, процесс пайки труб обладает некоторыми особенностями:
- так, например, в отличие от сварки, фитинги и трубы должны быть абсолютно чистыми и сухими. Варить можно и по ржавчине, но вот паять с загрязнениями нельзя, поскольку о герметичности соединения можно будет забыть;
- когда соединение спаяно, его не следует гнуть и крутить в стороны, поскольку это может привести к образованию трещин;
- время нагревания труб разное, чем выше диаметр, тем больше придётся греть трубу с фитингом.
Во время пайки труб следует соблюдать элементарные правила безопасности. Рабочая область паяльника, с которым приходится работать, нагревается до высокой температуры, почти в 300 градусов. Поэтому обращаться с ним нужно максимально аккуратно, не забывая что-то подлаживать под основание, чтобы не повредить и не прожечь напольное покрытие.
Рабочая область паяльника, с которым приходится работать, нагревается до высокой температуры, почти в 300 градусов. Поэтому обращаться с ним нужно максимально аккуратно, не забывая что-то подлаживать под основание, чтобы не повредить и не прожечь напольное покрытие.
Поделиться в соцсетях
Как потеть медную трубу (сделай сам)
Обновлено: 05 апреля 2023 г.
Всегда получайте идеальные герметичные соединения сантехники.
Следующий проект›
Семейный Разнорабочий
Пайка медных водопроводных труб — несложный навык. Даже новичок может научиться паять герметичные соединения за 30 минут. Процесс прост — если вы будете следовать нескольким основным рекомендациям. В этой статье мы покажем вам, как быстро и легко паять медь.
Эксперты DIY журнала The Family Handyman Magazine
- Время
- Сложность
- Стоимость
- Если вы используете трубки диаметром более ¾ дюйма, нагревайте соединения трубок с нескольких сторон для более равномерного повышения температуры. Добавьте медный припой в нескольких точках и осмотрите соединение, чтобы убедиться, что припой заполняет соединение со всех сторон.
- Для пайки латунных фитингов, таких как клапан на фото 7, требуется больше тепла. Оставьте клапан открытым, чтобы внутри трубки не возникло давление, что может привести к протечке соединения. А если клапан имеет мягкие пластиковые или резиновые детали, по возможности снимите их, чтобы не испортить.

- Временно повесьте огнезащитную ткань (начальное фото) или стальную пластину на дерево и другие горючие материалы при пайке поблизости. В любом случае держите под рукой огнетушитель или ведро с водой на случай возникновения пожара.
- Выключайте фонарь, когда кладете его. Баллон с пропаном опрокинут. В конце концов зажженный факел упадет и что-то сожжет.
- Труборез
- Бессвинцовый припой
- Флюс-паста
- Полный день
- Новичок
- 21
Шаг 1 : Сборка паяльных инструментов
Базовые паяльные горелки
Существует два обычных газовых регулятора: один с автоматическим воспламенителем, а другой требует бойка или спички.
Рецепт успешной пайки состоит из двух частей: подготовительной работы и одной научной части. Если вы хорошо выполняете два важных этапа подготовки — очистка и подогрев шва — дело доделает сам припой. Когда соединение достаточно нагрето, расплавленный припой моментально стекает в соединение и полностью покрывает все сопрягаемые поверхности, как будто следуя подробной инструкции. Там он твердеет при остывании. Presto, у вас есть прочное, герметичное соединение.
В этой статье мы познакомим вас с основными этапами пайки медных труб и пайки медных труб, используемых в большинстве домов. Изучите различные типы медных труб во время подготовки. Как вы увидите, для успешной пайки медных фитингов не нужны специальные навыки. Вы можете легко спаять медное соединение без утечек с первой попытки, но вы также можете ошибаться. Мы покажем вам, как их избежать, а также предупредим вас о простых, но важных мерах предосторожности, которые защитят вас от ожогов и уберегут ваш дом от пожара.
Основным инструментом для пайки является пропановая горелка, состоящая из регулятора и комбинации наконечников, которые ввинчиваются в верхнюю часть небольшого резервуара. Для работы откройте клапан регулировки подачи топлива и зажгите наконечник. Для облегчения зажигания мы рекомендуем регулятор со встроенным воспламенителем (вверху слева). Газ загорается нажатием кнопки. Если вы покупаете более простую версию (вверху справа), купите также и ударник. Сжатие проволочной ручки производит искры, которые воспламеняют газ. Боек проще и безопаснее спичек.
Также купите «флюс для лужения» (фото 5) или «флюс для пасты». Кислотный флюс очищает поверхность меди при нагревании соединения, обеспечивая равномерное растекание припоя. Оба типа работают хорошо. Флюс для лужения содержит небольшое количество припоя, но вам все равно придется добавить больше припоя.
Все основные инструменты для пайки медных труб можно найти в хозяйственных магазинах с полным спектром услуг или в бытовых центрах — пропановую горелку, припой, наждачную шкурку (фото 3) и флюс. Мы также рекомендуем труборез, огнезащитную ткань (см. начальное фото), плотные перчатки и защитные очки. Наденьте перчатки и защитные очки, а также плотную рубашку с длинными рукавами и головной убор, чтобы защитить себя от ожогов, если капнет расплавленный припой.
Мы также рекомендуем труборез, огнезащитную ткань (см. начальное фото), плотные перчатки и защитные очки. Наденьте перчатки и защитные очки, а также плотную рубашку с длинными рукавами и головной убор, чтобы защитить себя от ожогов, если капнет расплавленный припой.
Типы припоя
Купить бессвинцовый припой , предназначенный для медных водопроводных труб; Вы найдете его в отделе сантехники в магазине. Припой со свинцом все еще доступен, но свинец может попасть в воду, поэтому не используйте его.
Шаг 2 : Отрежьте медь с помощью трубореза
Фото 1
Аккуратно отрежьте медные трубки с помощью трубореза. Зажмите трубу между отрезным и направляющим дисками и вращайте резак, надрезая трубу по всему периметру. Затяните ручку резака на четверть оборота и снова поверните резак, делая более глубокие надрезы на трубе. Продолжайте затягивать и вращать резак до тех пор, пока труба не оторвется, всего около восьми оборотов.
Медь — мягкий металл, который легче всего резать труборезом (Фото 1). Купите тот, который режет до 1 дюйма. трубы, самый большой размер, который вам, вероятно, понадобится для большинства бытовых водопроводных сетей. Отрежьте большую трубу ножовкой, но обязательно спилите все заусенцы, оставшиеся от зубьев пилы. В противном случае ваш сустав будет протекать. Крепко возьмитесь за медную трубку одной рукой и засуньте один конец под колено, чтобы она не соскальзывала, пока вы затягиваете и вращаете резак (фото 1). Не затягивайте слишком быстро; вы помнете трубу, и вам придется начинать сначала.
Купите тот, который режет до 1 дюйма. трубы, самый большой размер, который вам, вероятно, понадобится для большинства бытовых водопроводных сетей. Отрежьте большую трубу ножовкой, но обязательно спилите все заусенцы, оставшиеся от зубьев пилы. В противном случае ваш сустав будет протекать. Крепко возьмитесь за медную трубку одной рукой и засуньте один конец под колено, чтобы она не соскальзывала, пока вы затягиваете и вращаете резак (фото 1). Не затягивайте слишком быстро; вы помнете трубу, и вам придется начинать сначала.
Шаг 3 : Удалите заусенцы
Фото 2:
Рассверлите отрезанный конец, чтобы удалить внутренний заусенец, вставив расширитель и повернув его на полный оборот.
Срез может выглядеть чистым, но не забудьте удалить небольшой внутренний заусенец (Фото 2) — выступ меди, который вдавливается внутрь отрезным кругом. В противном случае это будет препятствовать потоку воды по трубе.
Шаг 4 : Очистите наждачной бумагой
Фото 3
Очистите грязь и ржавчину снаружи конца трубы с помощью наждачной бумаги.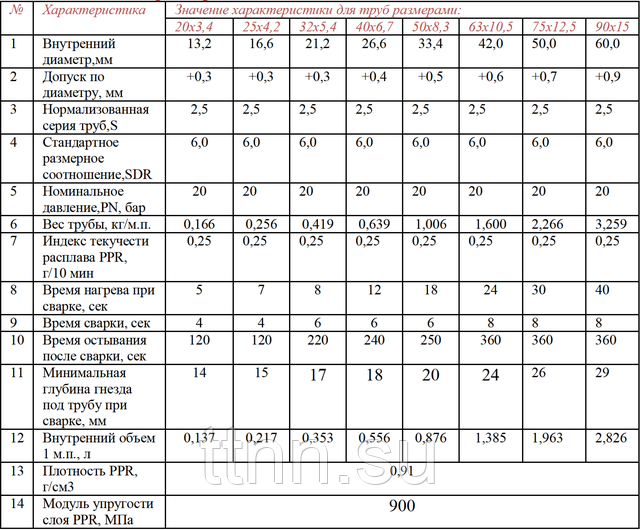 Медь должна блестеть.
Медь должна блестеть.
Затем очистите места сопряжения трубок и фитингов, даже если они блестят как новые. Тщательная очистка является ключом к успешной пайке медных труб. Он обеспечивает прочное, герметичное соединение.
Шаг 5 : Очистите щеткой для фитингов
Фото 4
Очистите внутреннюю часть фитингов медных труб специальной проволочной щеткой, размер которой соответствует диаметру трубы. Вы также можете обернуть наждачную шкурку вокруг пальца, чтобы добраться до внутренней части, но не касайтесь очищенной поверхности голыми руками.
Очистка состоит из двух этапов: во-первых, удалите всю коррозию с сопрягаемых поверхностей (фото 3 и 4), а во-вторых, покройте поверхности флюсом (фото 5), кислотной пастой, которая химически травит медь.
Профессионалы чистят медь полосками наждачной бумаги зернистостью 120, которая обычно продается вместе с припоем и флюсом на полках скобяных изделий и в магазинах бытовой техники (фото 3). Но в крайнем случае подойдет тонкая стальная вата или обычная наждачная бумага с зернистостью 120. Также наждачной бумагой очистите внутреннюю часть фитингов медных труб; просто оберните короткий кусочек вокруг пальца и достаньте его внутрь. Но у тебя скоро заболят пальцы! Удобная щетка для фитингов, показанная на Фото 4, облегчает эту задачу, особенно при работе с небольшими (1/2 дюйма) фитингами из медных труб.
Но в крайнем случае подойдет тонкая стальная вата или обычная наждачная бумага с зернистостью 120. Также наждачной бумагой очистите внутреннюю часть фитингов медных труб; просто оберните короткий кусочек вокруг пальца и достаньте его внутрь. Но у тебя скоро заболят пальцы! Удобная щетка для фитингов, показанная на Фото 4, облегчает эту задачу, особенно при работе с небольшими (1/2 дюйма) фитингами из медных труб.
Шаг 7 : Флюс для соединения
Фото 5
Нанесите ровный слой флюса на соединяемые поверхности — концы труб и внутреннюю часть фитингов. Затем сдвиньте соединение, пока медная трубка не сядет на всю глубину. Сотрите лишний флюс.
Шаг 8 : Нагрейте соединение
Фото 6: Нагрейте соединение и полейте припоем
Нагрейте соединение пропановой горелкой, перемещая конус вперед и назад для равномерного нагрева. Держите припой напротив стыка на стороне, противоположной пламени, пока он не расплавится и не потечет в стык. Сустав должен казаться полным со всех сторон. Переход к следующему суставу. Припой затвердевает по мере остывания.
Сустав должен казаться полным со всех сторон. Переход к следующему суставу. Припой затвердевает по мере остывания.
Как правило, проще всего очистить, профлюсить и собрать весь участок меди, а затем сразу же приступить к пайке соединений медных труб на месте (начальное фото). Зажгите факел и отрегулируйте пламя так, чтобы синий конус в центре был длиной около 1-1/4 дюйма. Чем длиннее конус, тем жарче пламя. Самая горячая точка находится на кончике конуса, поэтому держите пламя так, чтобы кончик едва касался фитинга (фото 6). Нет необходимости нагревать медную трубу напрямую, потому что фитинг быстро отводит тепло к трубе внутри соединения. Когда температура меди достигает точки плавления припоя, проволока припоя, которую вы прижимаете к меди, внезапно расплавится и потечет в соединение. Держите припой напротив пламени, самой холодной точки, чтобы убедиться, что все части соединения достаточно горячие. Припой не заполнит места, температура которых ниже его температуры плавления. Заполняйте соединение до тех пор, пока не начнет капать припой, затем переходите к следующему соединению. Дайте соединению 30–45 секунд, чтобы оно остыло и затвердело, прежде чем давить на него. Будь осторожен; он все еще будет слишком горячим, чтобы прикоснуться к нему.
Заполняйте соединение до тех пор, пока не начнет капать припой, затем переходите к следующему соединению. Дайте соединению 30–45 секунд, чтобы оно остыло и затвердело, прежде чем давить на него. Будь осторожен; он все еще будет слишком горячим, чтобы прикоснуться к нему.
Шаг 9 : Используйте специальные методы для труднодоступных мест
Фото 7: Нагрейте удлинитель из тяжелой латуни
Будьте терпеливы при пайке латунных клапанов. Фитингу может потребоваться в пять-шесть раз больше тепла, чтобы поднять соединение до точки плавления припоя. Если есть возможность, прогрейте шов с нескольких сторон. Всегда оставляйте клапаны хотя бы частично открытыми при их пайке.
Фото 8: Резьбовые переходники с наклоном
Наклоняйте конец трубки вверх при пайке медной трубы на резьбовом переходнике, чтобы избежать заполнения резьбы лишним припоем.
Фото 9. Избегайте нанесения слишком большого количества медного припоя
Избегайте перекармливания косяка.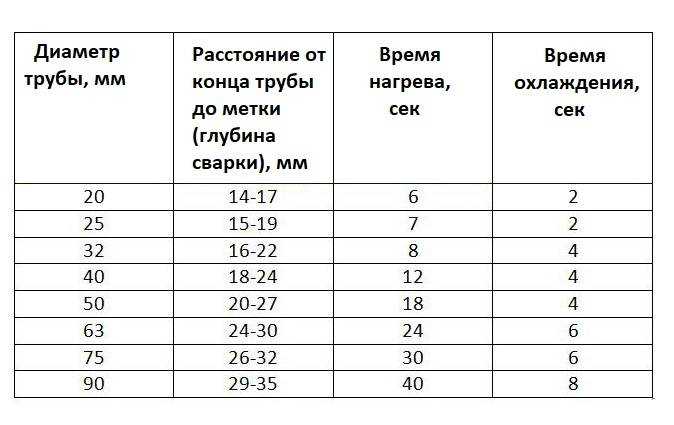 Около 1/2 дюйма припоя достаточно для 1/2 дюйма. медное соединение, 3/4 дюйма припоя для 3/4 дюйма. медный стык. Перекармливание может засорить трубку.
Около 1/2 дюйма припоя достаточно для 1/2 дюйма. медное соединение, 3/4 дюйма припоя для 3/4 дюйма. медный стык. Перекармливание может засорить трубку.
Нельзя паять трубки, в которых есть вода. Вы должны слить воду из линий и высушить трубки в месте пайки. Нагрев трубки горелкой ускоряет процесс. Убедитесь, что любое давление, возникающее в трубке во время пайки, может выйти. Самый простой способ — держать кран открытым на одном конце линии.
Советы по безопасности
ВНИМАНИЕ!
Держите под рукой огнетушитель и ведро с водой или пульверизатор. . . на всякий случай, если ваш факел начнет огонь. Помните, что во время пайки медных труб в доме часто отключают водопровод!
Необходимые инструменты для этого проекта
Подготовьте необходимые инструменты для самостоятельной пайки медных труб перед началом работы — вы сэкономите время и нервы.
Пропановая горелка,
Наждачная шкурка, зернистость 120,
Огнезащитная ткань,
Огнетушитель,
Щетка для фитингов,
Боек,
Перчатки
Необходимые материалы для этого проекта
Избегайте походов за покупками в последнюю минуту, заранее подготовив все материалы, включая медный припой. Вот список.
Вот список.
Первоначально опубликовано: 25 ноября 2019 г.
Похожие проекты
Пайка пластиковых труб своими руками. Технология и оборудование для пайки пластиковых труб
Ремонт в ванной, на кухне сегодня предполагает использование новых материалов. Стальные, чугунные трубы постепенно выходят из обихода. На смену им сегодня пришли полипропиленовые коммуникации. Этот новый материал прост в монтаже, практичен в использовании.
Пайка пластиковых труб своими руками требует от мастера аккуратности. Это несложная работа, с которой справится даже непрофессионал. Для этого следует ознакомиться с распространенной технологией монтажа, а также приобрести соответствующее оборудование.
Особенности материала
Пластиковая труба для воды сегодня используется повсеместно. Он имеет массу преимуществ перед другими видами связи. Полипропилен сейчас используется в системах холодного, горячего водоснабжения, а также отопления и канализации.
Легкий и прочный материал. При правильной эксплуатации характеризуется длительным сроком службы (около 50 лет). При резком нагреве и охлаждении полипропилен не деформируется. Однако подбирать трубы необходимо в соответствии с температурой жидкости внутри.
Полипропилен не подвергается коррозии, на его внутренних поверхностях не накапливается известковый налет. Они безопасны для здоровья человека и окружающей среды. Работать с этим материалом просто, а соединения получаются очень прочными.
Типы труб
Пластиковая водопроводная труба может относиться к одной из 4 категорий. Они отмечены определенным цветом. При необходимости их можно соединить с металлическими трубами. Для этого используются специальные соединения.
Трубы полипропиленовые применяются в закрытых, стеновых или открытых системах. Представленный материал промаркирован в соответствии с особенностями их эксплуатации. PN25 предназначены для систем централизованного теплоснабжения. Температура воды в них не должна превышать 95°С. Эта труба армирована алюминием.
Эта труба армирована алюминием.
PN20 считается универсальным продуктом. Эта труба используется как для горячего, так и для холодного водоснабжения. Температура в сети не должна быть выше 80°С.
PN16 предназначен исключительно для холодной воды. Используется в сетях, где присутствует высокое давление. Выдерживает значительные гидроудары. Поэтому в многоэтажных домах используют эту разновидность.
PN10 считается самой тонкостенной трубой. Используется для создания систем холодного водоснабжения в частном доме. В таких трубопроводах вода не должна нагреваться выше 45°С. Это самый недорогой вид коммуникаций. В соответствии с существующими условиями эксплуатации необходимо закупить необходимый сорт труб.
Особенности соединения
Концы труб соединяются с помощью специального оборудования. Он нагревает материал до необходимой температуры. Сварочный аппарат для пластиковых труб доводит полипропилен до вязкой консистенции. При примерке можно использовать арматуру. После нагрева деталей у мастера есть несколько секунд, чтобы выровнять элементы конструкции.
После нагрева деталей у мастера есть несколько секунд, чтобы выровнять элементы конструкции.
Аппарат для пайки пластиковых труб обычно называют утюгом или паяльником. Нагревает элементы конструкции специальными форсунками. Если диаметр коммуникации до 63 мм, в месте соединения поставить фитинг. Соединение может иметь различную конфигурацию.
Для труб большого диаметра фитинги не используются. Так связь надежнее. Для деталей диаметром более 40 мм необходимо использовать центрирующие приспособления. Жала на паяльнике могут варьироваться от 14 до 63 мм.
Минимальный набор для сварки
Если вы планируете паять пластиковые трубы своими руками, то для этого мастеру требуется подготовить определенный набор инструментов. Их можно приобрести в специализированном магазине или взять напрокат.
В первую очередь следует позаботиться о наличии специального сварочного аппарата. В нем должен быть набор приманок и подставка. Чаще всего такое оборудование имеет два индикатора. Один показывает, включен ли прибор, а второй – нагрелась ли насадка до нужной температуры.
Один показывает, включен ли прибор, а второй – нагрелась ли насадка до нужной температуры.
Для того, чтобы быстро и аккуратно разрезать трубы, нужно купить специальные ножницы. Срез в этом случае будет ровным. Использовать ножовку или болгарку нецелесообразно.
Если вы хотите работать с армированной трубой, вам также следует приобрести бритву. Это устройство помогает удалить слой алюминиевой фольги.
Утюг отборный
Утюг для пластиковых труб должен быть высокого качества. В этом случае проведение ремонтных работ не вызовет затруднений. Брендов и разновидностей представленного оборудования очень много. Принцип их работы один. Устройство нагревает свою рабочую поверхность, чтобы расплавить полипропилен до нужного уровня.
Чтобы не ошибиться в выборе, следует оценить внешний вид устройства. Металлический, пластиковый пистолет для пайки должен быть качественным. Устройство не должно иметь дефектов. Чем меньше пластика использовано в конструкции, тем длиннее будет устройство.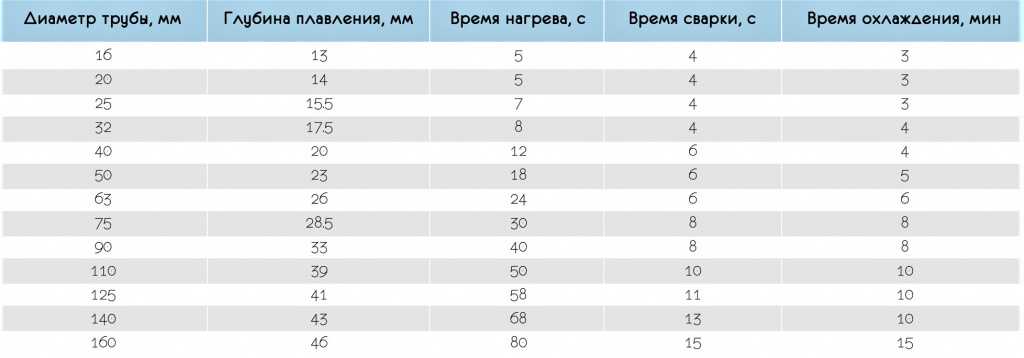
Массивное, тяжелое устройство, по отзывам покупателей, намного длиннее. Насадки должны быть прочно прикреплены к мечевидному дорну. Они не должны болтаться в пазах. Точность термостата также имеет большое значение. От этого зависит качество соединения.
Виды оборудования
Оборудование для пайки пластиковых труб может быть разным. В продаже есть ручные, автоматические и полуавтоматические разновидности. Первый тип устройства предназначен для соединения труб диаметром до 2,5 мм. Управление отоплением в этом случае осуществляется полностью в ручном режиме.
Полуавтоматы отличаются более совершенным устройством. С их помощью можно соединять трубы достаточно большого диаметра.
Качество шва в этом случае будет высоким. В ручном режиме задаются необходимые для сварки параметры. Процесс стыковки осуществляется с помощью гидравлики. Система подает края труб по центру друг к другу.
Автоматические инструменты для пайки берут на себя управление процессом сварки с помощью компьютера. Он устанавливает необходимые параметры до того, как работа будет выполнена. Без вмешательства человека процесс сварки проведет компьютер. Точность шва самая высокая.
Он устанавливает необходимые параметры до того, как работа будет выполнена. Без вмешательства человека процесс сварки проведет компьютер. Точность шва самая высокая.
Способы сварки
Сварочный аппарат для пластиковых труб может выполнять определенные виды соединений. Они отличаются технологией проведения. Различают сварку встык, электромуфтовую сварку и соединение в раструб.
Наиболее распространен первый вариант. Стыковая сварка является наименее затратной. Для этого обе детали нагревают до заданной температуры. Они удаляются из устройства одновременно и соединяются друг с другом. В этом положении части системы остывают.
При сварке в раструб используется муфта. Вставьте в него концы труб. Использование дополнительных фитингов удорожает установку. Электромагнитные муфты применяются при прокладке протяженных трубопроводов или в сейсмоактивных районах. Муфта и концы труб одновременно нагреваются на специальной машине.
Общие рекомендации по работе
Перед использованием пистолета для пайки пластиковых труб необходимо ознакомиться с общими рекомендациями и всеми этапами процесса соединения полипропилена. Специалисты рекомендуют тщательно измерять длину труб. Только после проведения настройки их можно соединять между собой. Чтобы не ошибиться, необходимо предварительно создать схему водопроводной сети. Каждый элемент в нем должен быть пронумерован и его размеры.
Специалисты рекомендуют тщательно измерять длину труб. Только после проведения настройки их можно соединять между собой. Чтобы не ошибиться, необходимо предварительно создать схему водопроводной сети. Каждый элемент в нем должен быть пронумерован и его размеры.
При отоплении и соединении труб их длина несколько укорачивается (на 1-1,5 мм). Этот факт следует учитывать при проведении работ. Соединять трубы с фитингами нужно аккуратно. Рекомендуется использовать специальные инструменты для повышения точности (линейка, отвес, уровень, угольник и др.).
Необходимо следить за внешним видом фитингов и труб на стыке. На определенном расстоянии от конца трубы при нагреве образуется кольцо. Он должен быть одинаковым на всех перекрестках. Новичкам рекомендуется сделать пометку на насадке. Например, для трубы сечением 20 мм следует делать отметку на расстоянии 15 мм. Соединения в этом случае будут аккуратными.
Подготовка паяльника
Перед работой паяльник необходимо установить на ровную поверхность.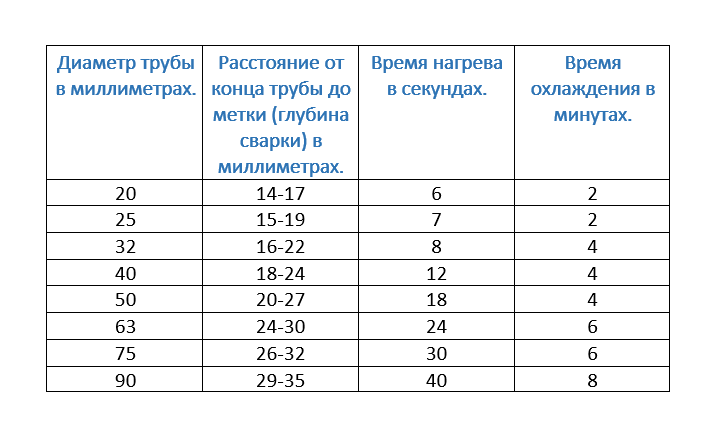 В соответствии с диаметром труб готовят необходимые насадки. Их можно использовать сразу нескольких разновидностей. Только после этого можно производить нагрев.
В соответствии с диаметром труб готовят необходимые насадки. Их можно использовать сразу нескольких разновидностей. Только после этого можно производить нагрев.
Температура пайки пластиковых труб 260°С. Поэтому все манипуляции с насадками необходимо производить до включения устройства. Он будет нагреваться равномерно. Поэтому расположение форсунок не имеет большого значения. При выборе места установки мастер руководствуется исключительно собственными предпочтениями. Форсунки крепятся с помощью специальных ключей.
На устройстве установлена требуемая температура нагрева. Далее устройство подключается к сети. Прогревается около 10 минут. Пока установка не достигла необходимого уровня температуры, ее эксплуатация запрещена. Процесс обогрева также зависит от времени года. Чем холоднее в помещении, тем дольше будет нагреваться паяльник.
Подготовка труб и фитингов
Технология пайки пластиковых труб требует правильной подготовки труб и фитингов. Для этого используйте схему будущей системы.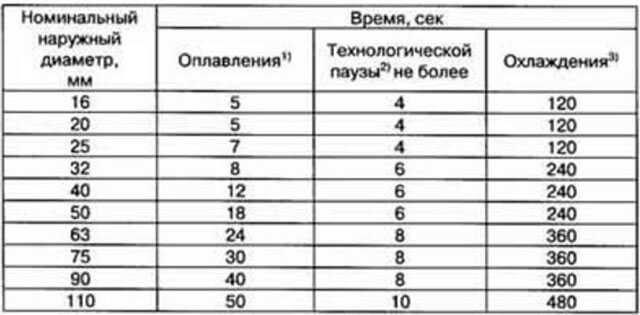 Трубы разрезаются по нему на необходимые отрезки. Труборез или специальные ножницы под прямым углом обрезают их. Край достаточно ровный.
Трубы разрезаются по нему на необходимые отрезки. Труборез или специальные ножницы под прямым углом обрезают их. Край достаточно ровный.
Места срезов должны быть правильно обработаны. Для этого кромку зачищают и обрабатывают обезжиривающим раствором. Та же процедура выполняется с фитингом. Для этого подойдет спиртовой или мыльный раствор. После этого все детали следует тщательно высушить.
Трубы классов PN10-20 можно паять. Для разновидностей класса PN25 потребуется дополнительная очистка стыков от фольги. Для этого применяют бритву. При этом учитывается глубина патрубка, который будет соединять детали конструкции.
Пайка
После проведения подготовительных работ производится пайка пластиковых труб, сделать это своими руками несложно. Детали надеваются на насадки. Фитинг устанавливается на оправку, а труба находится на заданной глубине (до упора). В соответствии с инструкциями производителя выдерживается время нагрева. Для каждой разновидности труб время будет разным.