 alexxlab
alexxlab чертежи с пошаговым описанием и видео работы
Где берут детали из металла различных форм? Ответ — покупают готовыми либо изготавливают самостоятельно. Готовые металлические детали намного дороже себестоимости металлического листа, а чтобы изготовить их самостоятельно, нужен специальный станок. Листогибочный станок можно изготовить своими руками, имея в наличии некоторые инструменты, материалы и, конечно, те самые «золотые руки». Видео и чертежи, представленные в нашей статье, тоже вам пригодятся.Не проще ли купить листогиб?
Наиболее насущный вопрос – цена листогибочного станка. Стоимость заводского листогибочного оборудование высока. Целесообразна такая затрата только в случае, если вы приобретаете такой станок для заработка, в противном случае он себя не окупит.
Кроме того, большая часть станков такого плана рассчитана на то, чтобы гнуть листы шириной до 3 м. Универсальным такой агрегат не назовешь, во-первых, он войдет не в любой гараж, во-вторых, механический привод неудобен для тонких работ, а гидравлика сложна и дорогостояща. В-третьих, затраты энергии для изготовления небольших деталей не оправдают себя.
В-третьих, затраты энергии для изготовления небольших деталей не оправдают себя.
Остается лишь вариант с ручным приводом, который можно изготовить своими руками!
Простейший станок-листогиб своими руками
Сооружение самодельного ручного листогиба сэкономит ваши деньги и будет настоящей находкой всякий раз, когда нужно иметь дело с листовым железом. Благо в интернете можно найти самые разные чертежи с описаниями. Все предлагаемые модели разные, но можно найти общее в конструкции всех вариантов любого листогибочного станка:- Прижим;
- Обжимной пуансон;
- Ручка-рычаг;
- Основания.
Кстати, все детали вовсе не обязательно изготавливать из металла, можно использовать и дерево. Прочности древесины достаточно, чтобы обработать тонкие алюминиевые или железные листы. Обычная древесина для этого, конечно, мягковата, лучше брать твердые породы вроде дуба, ясеня, ореха и т.д. Но на крайний случай простейшего гаражного листогиба подойдет и сосновый материал.
За основу возьмите представленные чертежи:
- Укрепляем дерево металлическими уголками или листами металла;
- Где потребуется настоящая прочность, так это петли для станка, при помощи которых двигается его сгибающее звено;
- Если сгибающее звено будет приличного размера, то вам не понадобится даже утяжеляющая рама, чтобы оказывать нужное давление на тонкий металлический лист;
- Обжимной пуансон следует фиксировать барашковыми гайками, главное, положить под них шайбы;
- Для работы с листами разной толщины можно сделать заготовки нескольких пуансонов, у которых пазы разной толщины;
- Чтобы гнуть металлические листы под 90 градусов, нужно оборудовать ограничительную поверхность с наклоном около 5 градусов. Иначе идеально прямой угол сделать будет невозможно.
Секрет! Чтобы делать точные изгибы, нужно в предполагаемом месте изгиба сделать надпил, который будет направлять процесс в нужное русло.
Ручной листогиб для толстых листов своими руками
Для изготовления деталей из тонколистового металла сгодиться и самый простой вариант из дерева и минимума металлических элементов. Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Тогда как для обработки толстых листов нужны будут мощные швеллеры и уголки. Элементы конструкции те же что и в предыдущем листогибе: основание, прижим, рычаг и обжимной паунсон.
Материалы
Материал для ручного листогиба:
- Для основания подойдет швеллер №6,5 или №8;
- Для прижима берем швеллер №5;
- Для пуансона нужен уголок №5 с максимально толстыми стенками;
- Для ручки-рычага подойдет арматура диаметром в 15 мм;
- Прут в 10 мм, листовой металл для «щечек».
Хотя конструкция по своему принципу не отличается от первого варианта, тут не обойтись без сварочного аппарата.
Последовательность работ
Приступаем к выполнению работ:
- Пуансон нужно сделать примерно на 5 мм короче, нежели основа;
- Отверстия для болтов в прижиме высверливаются четко по оси, на расстоянии 30 см от краев;
- Из арматуры выгибается ручка-рычаг в виде скобы. Ручку нужно приварить к уголкам с двух концов;
- На концах заготовок для пуансона и основания нужно выполнить фаску параметрами 7*45° .
 Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону;
Фаску делается по ребру для того, чтобы можно было приварить оси из прута в 10 мм к пуансону; - Привариваем прут к пуансону таким образом, чтобы его ось совпала с ребром уголка;
- Завершительный этап – это приваривание «щечек» из листовой стали. Но для начала нужно вычислить их точное расположение. Для этого производиться проверочная сборка – пуансон и основание зажимают в тиски так, чтобы рабочая часть пуансона (из уголка) и стенка основания (из швеллера) находились в одной плоскости, но с зазором в 1 мм при помощи, например, картонного листа;
- Щечки накидываются на оси пуансона и точечно прихватываются сварочным аппаратом. Теперь проводим тестовую гибку какого-нибудь тонкого листа металла. В это время производится регулировка положения щечек относительно основания – теперь их можно приварить капитально;
- В основании просверлите отверстия около 8,5 мм при помощи заготовки с отверстиями как направляющей и нанесите резьбу М10. В эти отверстия будут завинчены зажимные болты, на которые надеваются гайки и сразу же привариваются к основанию;
- Теперь болты вывинчиваются и вставляются в более широкие (10,5мм) отверстия прижима.
 На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.
На них снизу надеваются и привариваются гайки-ограничители. Чтобы их было удобнее использовать, выполните на головках болтов «барашки» или воротки.
Окончательная обработка деталей
Некоторые рекомендуют просто пройтись по прижиму напильником или, что еще более диковинно, болгаркой. Однако вы должны осознавать, что такая обработка плоскости прижима не даст идеальной точности – допустимая неровность этого элемента всего 0,2 мм. Напильником такой точности не достичь, а при некачественной обработке ваши листы после гибки будут волнистыми.Для домашнего пользования это еще сгодится, но если вы решили профессионально выполнять какие-либо работы, то это недопустимо. Выход один – отдать прижим на фрезеровку, но делать это нужно после окончательной сборки. Когда все нюансы, которые могли проявиться, уже проявились, тогда фрезеровка действительно поможет все выровнять все до приличного результата.
Как видите, в условиях гаража можно выполнить замечательные ручные листогибочные станки. Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
Выбирайте вариант, который вам нужен, и сделайте своими руками простой станок для тонкого металла либо более серьезный станок из швеллеров и уголков для работы с толстыми листами. Чертежи с пошаговым описанием и мастер-класс на видео вам помогут. Советуем вам нагревать листы в местах изгиба, чтобы работы происходила еще более быстро и легко.
Самодельный ручной листогиб легко изготовить своими руками
При работе с жестью используются два основных инструмента. Ножницы по металлу и листогибочный станок.
Конечно, при изготовлении желоба для крыши сарая, можно воспользоваться старым дедовским способом – обстучать киянкой лист оцинковки о край верстака, или при помощи металлического уголка.
Примеры таких работ можно увидеть на кровле в частном секторе. Однако качество изделия оставляет желать лучшего, да и металл повреждается в месте ударов.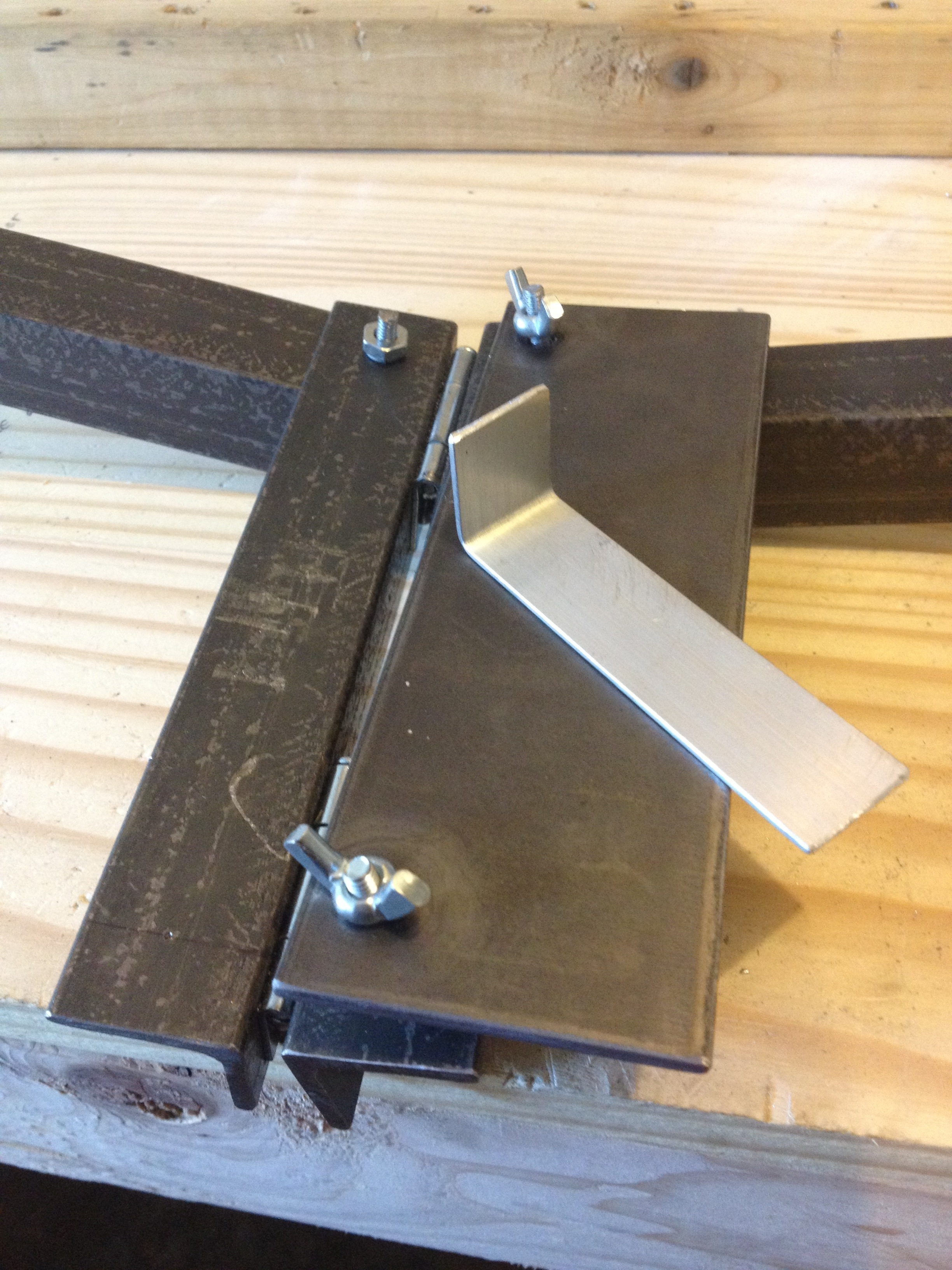
К тому же, кустарное сгибание металла подойдет лишь для простых конструкций. Если профиль изгиба имеет несколько разнонаправленных граней – без профессионального инструмента не обойтись.
Например, правильный конек для крыши «на коленке» не согнешь, да и внешний вид будет всегда напоминать о нерадивости хозяина.
Покупать промышленный станок – непростительная роскошь. В этом материале расскажем, как сделать листогиб своими руками из простых и доступных материалов.
Немного о конструкции самодельного листогиба
Простейшая конструкция – зажать край листа между стальным уголком и правилом (или двумя уголками) при помощи струбцины, и гнуть заготовку руками. Именно так обычно создаются простейшие элементы кровли.
ВАЖНО! Все работы с металлом необходимо выполнять в защитных рукавицах.
Однако траверсный листогиб вполне реально изготовить самостоятельно. Требуется точность разметки и терпение.
Конструкция и принцип работы видны на чертежах.
Пошаговая инструкция по изготовлению
Для изготовления траверсного листогиба нам понадобятся:
- 4 метра стального уголка, сторона – 50 мм;
- Шаровая опора для автомобиля, с кронштейном для крепления;
- Тяга стабилизатора от него же, диаметром 10 мм;
- Болгарка, дрель, электросварка.
- Металлопрокат нарезаем болгаркой на куски по 1 метру. Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм.
- Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.
- Из стойки стабилизатора – делаем ось, на которую петли будут опираться.
ВАЖНО! От качества подгонки этих элементов зависит будущий люфт поворотного механизма.
- Тщательно измеряем и размечаем на уголке выборку для крепления оси.
- Строго по размеру стачиваем лыски для установки полуосей.
 Это нужно сделать максимально точно, чтобы не тратить время и материал на последующую подгонку.
Это нужно сделать максимально точно, чтобы не тратить время и материал на последующую подгонку. - Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы. Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
- Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.
- В результате должна получиться конструкция, с идеальной соосностью в торцах.
- Приставляем уголки друг к другу.
- Делаем разметку выборки на втором уголке строго напротив осей первого уголка.
- Углы относительно друг друга должны быть расположены следующим образом:
- Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.
- Уголки должны свободно вращаться друг относительно друга на петлях.
 При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.
При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной. - Металлический прижим будет располагаться следующим образом:
- Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке. Нижняя сторона прижимного уголка стачивается под углом 45 градусов.
ВАЖНО! Кромка должна остаться идеально ровной, именно по ней будет проходить линия сгиба. В случае неровностей возможны заломы и складки на заготовке.
- Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.
- В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.
- Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.

- Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
- Рукояти привариваем с нижней части поворотного уголка (траверсы).
Делаем станину для листогиба
Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.
Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.
Конструкция позволяет работать с листами железа толщиной до 2 мм и шириной 92 см. Углы загиба можно выбирать любой величины, гнуть заготовку можно как в одном направлении, так и ступенчато.
При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает. Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.
Дополнительные приспособления
Для удобства работы, прижимной уголок можно подпружинить, а вместо обычных гаек применить барашковые. На таком приспособлении удобно работать роликовым ножом, используя верхний прижим в качестве направляющей линейки.
Временная конструкция по упрощенной схеме
Рассмотренный вариант листогиба делается для регулярных работ, и фактически является стационарным устройством. Если вам необходимо срочно выполнить разовую работу по изготовлению жестяных изделий – можно создать более простое устройство.
Для изготовления понадобятся:
- Три уголка 40-50 мм, ширина по вашим потребностям;
- Пара дверных петель;
- Две мощные струбцины;
- Два прута (круга) в качестве ручек.
Два уголка скрепляются между собой петлями, как можно более плотно.
Третий, более короткий уголок, при помощи струбцин прижимает заготовку и нижнюю траверсу к верстаку. Такой станок не слишком удобен, но это компенсируется простотой изготовления. Вариант изготовления выбирать вам.
Вариант изготовления выбирать вам.
Простое решение для гибки листов
Этот самодельный листогиб можно изготовить за 30-60 минут.
Потребуется минимальное количество материалов:
- Уголок №5 длиной 1,5 метра.
- Швеллер №18 — 20, в качестве станины. Длиной 1,5 — 2м.
- Водопроводная труба 2-3 м., для изготовления рукоятки
- две дверные петли, лучше гаражные.
Как собрать конструкцию видно из приложенных фотографий. Станок простой, но эффективный, если вам, конечно, не требуется особая точность для гибки листов.
Обратите внимание на размеры листов, которые собираетесь гнуть. Приваривать петли необходимо с запасом. Прибавьте к ширине листа 20-30 см, чтобы лист свободно проходил между петлями, сделайте разметку и смело приваривайте.
Видео инструкция по изготовлению самодельного листогиба
Интересная статья на тему как собрать трубогиб своими руками. Доступные схемы и чертежи, а так же видео и подробное описание сборки.
Доступные схемы и чертежи, а так же видео и подробное описание сборки.
About sposport
View all posts by sposport
виды листогибов, как сделать своими руками
Стоимость фасонных деталей из металла бывает больше, чем основы конструкции, поэтому экономнее самостоятельно изготавливать углы, отливы, другие подобные изделия, причем необходимых размеров для конкретной задачи.
Заготовки сгибаются:
- радиусно,
- под определенным углом,
- по кривым фасонам.
Но производство изделий из алюминиевых, жестяных, латунных, стальных сплавов невозможно без специальных приспособлений. А для этого можно смастерить в свободное время своими руками простейший листогиб, используя минимальное количество инструментов.
Что собой представляет листогибочный станок
Простые модели — пассивное оборудование. Основа – траверса. Она выполняет функции матрицы и представляет собой прочную балку, на которую кладется лист металла.
После этого заготовка прижимается деталью, которая оказывает давление по линии изгиба. В результате происходит деформация под задаваемым углом.
Есть станочные конструкции, где изгиб получается путем сгибания при повороте траверсы или под давлением сверху. Работа листогибов таких моделей часто контролируется оператором или уровень сгибания соблюдается с помощью ограничительных элементов, которые предотвращают увеличение заданного угла.
Конструктивно станки состоят из:
- станины,
- привода,
- вертикально движущейся траверсы,
- ножа для горизонтальной резки листового материала.
- пуансона,
- матрицы,
- механизмов управления, контроля и измерения,
- зажимов для удерживания заготовок.
Самодельный листогиб способен обеспечить угол изгиба до 180 градусов у металлической заготовки длиной до 4 м, толщиной до 1,5-2 мм. Простейшая конструкция ручной модели включает:
- основание,
- прижимное устройство,
- обжимной пуансон с рычагом.

Область применения
Купленный листогибочный станок или сделанный по чертежам своими руками позволяет изготавливать строительные детали, металлические изделия, бытовую технику или решать хозяйственные задачи в быту.
Для получения необходимого результата используются операции:
- свободной гибки,
- гибки с калибрующим ударом или растяжением,
- гибки роликовым приспособлением, часто совмещаемой с профилированием листов и отрезкой.
Самодельный листогибочный станок или предлагаемый разными производителями широко используется для изготовления и ремонта:
- кровельных элементов,
- вентиляционных шахт,
- воздуховодов,
- переплетов окон и дверей,
- карнизов,
- профнастила,
- мебельных коробов, цилиндров, фурнитуры,
- автомобильных кузовов, крыльев, подножек,
- корпусов стиральных машин, микроволновых печей, холодильников,
- авиастроении.
Виды листогибочных станков
Самодельный листогибочный пресс или изготовленный профессиональными мастерами может отличаться:
- видом привода,
- степенью механизации основного процесса,
- точностью выполнения операций,
- способом фиксации обрабатываемой заготовки.

Поэтому изготовление безопасной модели самодельного листогиба необходимо начинать с составления схемы и чертежей оборудования.
Вальцовый
Такие модели довольно широко распространены при производстве водостоков, баков, воздуховодов, других изделий круглой или овальной формы.
При изготовлении производители оснащают вальцы 2- 4 гибочными валами, электромеханическим или ручным приводом вращения, ручным, электрическим или гидравлическим прижимом валов. Приводной механизм для всех валов обеспечивает защиту листов заготовок от царапин, предотвращая ее проскальзывание.
Изготовление ручных или гидравлических листогибов проще, чем роликовых моделей.
Листогибочный пресс
Листогибочные прессы с гидравлическим приводом используют многие производственные предприятия для обработки толстых заготовок методом холодной деформации. Заготовка располагается между двумя шаблонами, которые смыкаются под большим давлением.
В результате выдавливается необходимая форма. Такая технология позволяет производить изделия, чья геометрия точно отвечает требуемым параметрам. В домашних условиях своими руками можно сделать листогиб с ручным или механическим приводом, но не ждать от него слишком высокого качества.
Траверсный
Чтобы сделать козырек, отлив для крыши, можно оцинкованный лист загнуть о кромку верстака или при помощи уголка. Если же нужна деталь с разнонаправленными гранями, без специального приспособления не обойтись.
Смастерив простейшую конструкцию самодельного листогиба для работ с жестью, можно с легкостью заготовку зажимать линейкой-фиксатором, а края под нужным углом до 180 градусов загибать подвижной траверсой. Ширину заготовок определяет длина траверсы, что необходимо учитывать при изготовлении приспособления.
Роликовый
Роликовые модели оборудования отличаются не только конструктивно, но методами работы. Они используются меньше, но при необходимости радиального изгиба или трубки, это лучший вариант использования приспособления.
С их помощью заготовка не сгибается, а закругляется, причем даже далеко от кромок. Изготовленный своими руками роликовый листогиб помогает мастерить полые круглые или овальные изделия.
Рекомендации по выбору листогиба
Многих интересует, как выбирается листогиб, на какие параметры надо обращать внимание при покупке. Профессионалы советуют учитывать:
- жесткость, другие характеристики материала для обработки,
- максимальную длину, толщину обрабатываемых заготовок,
- схему прижима листогиба,
- вес оборудования,
- вид привода,
- возможности загиба под максимальным углом,
- наличие регулировок для установки и проверки точности листогиба.
К оборудованию производители прилагают дополнительные приспособления, которые повышают производительность, безопасность, комфортность работы.
Проще купить или сделать своими руками?
Ответ зависит от цели использования. Даже мелкосерийное производство потребует больше физических усилий, времени при загибании руками. Точности параметров тоже не добиться. Даже самодельный листогиб позволит повысить эффективность работы.
Точности параметров тоже не добиться. Даже самодельный листогиб позволит повысить эффективность работы.
Но стоимость заводского оборудования высока, расход электроэнергии большой. При одноразовом применении и изготовлении небольших деталей затраты не окупятся. Плюс к этому станки в основном рассчитаны на сгибание листов шириной до 3 м, гидравлика сложная. Более рационален вариант ручного привода. Такую модель листогиба можно изготовить своими руками. Он позволит повысить эффективность работы.
Временная конструкция по упрощенной схеме
При необходимости срочной работы с жестью подойдет простейшая конструкция ручного листогиба, чертеж которого широко представлен онлайн. Для нее достаточно использования стальных уголков и струбцин. При обработке заготовок:
- край листа зажимается между двумя уголками при помощи мощной струбцины,
- сгибание заготовки осуществляется руками.
Обычно таким способом создаются незамысловатые кровельные элементы. Главное – надевать защитные рукавицы.
Главное – надевать защитные рукавицы.
По возможности надо прогревать металлическую поверхность в местах сгиба. Это значительно облегчает сгибание, уменьшает риск образования трещин и деформации.
Как сделать самодельный ручной листогиб
Тем, кто интересуется, как сделать листогиб, пригодится простой, но эффективный вариант самодельного оборудования.
Для его изготовления достаточно:
- трех отрезков тавра длиной 2,5 м, толщиной 70 мм,
- двух болтов диаметром20 мм,
- небольшого куска металла толщиной 5 мм для укосин,
- пружины,
- сварочного аппарата.
Пошаговое описание с чертежами
- Сложить два отрезка тавра и по концам вырезать выемки под петли.
- Кромки выемок скосить под углом 45°.
- Обрезать третий отрезок кусок металлопроката, сделав выемки глубже. Он будет служить планкой для прижима листов заготовок, поэтому должен свободно перемещаться.
- Приварить петли с внешней и внутренней стороны.
- К каждой из сторон дальнего тавра приварить укосины для установки болтов-фиксаторов планки для прижима.
- Приварить гайки болтов к укосинам.
- Установить планку для прижима и вверху приварить пластины с отверстиями в центре, чей диаметр должен быть немного диаметра болтов.
- Провести центровку отверстий до одного уровня с приваренными гайками.
- Отрезать пружину с расчетом подъема прижимной планки на 5-7 мм.
- Продеть болт в «ухо» прижима листогиба, как предусмотрено схемой.
- После установки пружины закрепить гайку.
- Таким же способом установить вторую часть пружины с другой стороны.
- К шляпкам болтов приварить отрезки арматуры, которые будут выполнять функции ручек при закручивании.
На таком ручном листогибе из металлопроката, мощность которого легко рассчитать по чертежу, можно гнуть даже длинные и толстые заготовки.
Ручной листогиб для толстых листов своими руками
Для изготовления такой модели оборудования лучше брать уголки и швеллеры, обязательно сны всю ржавчину. Не обойтись и без сварочного аппарата.
Не обойтись и без сварочного аппарата.
Стандартная конструкция состоит из:
- основания,
- прижима,
- обжимного пуансона.
В основании лучше использовать швеллер № 6,5 или № 8, для прижима — швеллер № 5, а пуансона — уголок № 5. Чем больше толщина стенок, тем лучше.
Размеры пуансона и прижима делаются на 55 мм короче основы. По описанию и чертежам легко сделать такой листогиб своими руками:
- В прижимной детали строго по оси на расстоянии 30 см от концов просверлить отверстия под болты.
- Согнуть арматуру диаметром 15 мм в виде рычага и приварить к уголкам.
- На концах пуансона и основания снять фаски размером 7*45° по ребрам.
- Добавить к основе щечки из листовой стали толщиной 5 мм.
- В основании просверлить отверстия диаметром 8,5 мм и нарезать резьбу для завинчивания зажимных болтов.
- Установить на головки болтов «барашки» или воротки.
Как сделать ручной листогиб своими руками — чертежи с пошаговым описанием и видео работы
Каким бы не было мастерство и опыт, практически невозможно киянкой и оправкой загнуть часть листа без ее деформации. В интернете можно найти множество инструкций, чертежей, фото самодельных листогибов самых разных вариантов.
В интернете можно найти множество инструкций, чертежей, фото самодельных листогибов самых разных вариантов.
Для траверсного приспособления достаточно:
- 4 метров стального уголка с 50 миллиметровой стороной,
- шаровой опоры для автомашины, оснащенной кронштейном для крепежа,
- тяги стабилизатора диаметром 10 мм,
- болгарки,
- дрели,
- аппарата для электросварки.
В случае неровностей на кромке прижима, по которой будет проходить линия загиба, на заготовке будут образовываться складки или заломы.
Порядок изготовления листогибочного станка своими руками по чертежам
- Нарезать болгаркой куски стального уголка длиной 1 м каждый.
- Из кронштейна вырезать две петли для подвижной траверсы.
- Сделать из стойки стабилизатора ось, на которую будут опираться петли.
- Измерить и разметить на уголке места креплений оси.
- Точно совместить в центре оси разметку и вершину траверсы. При неправильной центровке качество изгиба будет хуже или же листогиб, сделанный своими руками окажется непригодным для работы с металлическими изделиями.
- Приставить отрезки уголков друг к другу.
- Сделать разметку на другом уголке точно напротив оси первого.
- Сложить траверсы и зафиксировать для сварки.
- Приварить петли ко второму уголку.
- Вырезать болгаркой выборку вокруг оси прижимного уголка.
- Просверлить отверстия под болты 10 мм напротив осей.
- Приварить к неподвижной траверсе болты резьбой вверх.
- Сделать отверстие в центре нижней траверсы, но болт не приваривать, потому что он будет съемным элементом. К нему приварить короткую ось.
- Нарезать из прута 15-20 мм две ручки длиной 30 см и приварить их с нижней части поворотной траверсы.
- Изготовить станину, приварив с обеих сторон четвертый уголок к неподвижной траверсе внизу.
- Просверлить в станине отверстия для закрепления к столу или верстаку.
Такой мощный листогиб, сделанный своими руками, позволяет работать с заготовками шириной до 1 м и толщиной 2 мм. Углы загиба можно выбирать любой величины. Загибать края заготовки можно ступенчато или в любом направлении, причем с разной величиной угла загиба.
Что такое зиг машина и как ее сделать
Зиговка часто применяется для обработки металлических листов. Эта технология позволяет добавить изделиям прочность, сделав на поверхности зиги – полукруглые углубления.
Кроме этого на таких станках можно наносить на металл рифление, резать или отбортовывать заготовки. Надежный зиговочный листогиб можно сделать своими руками, причем с электроприводом.
Конструкция состоит из двух валов с горизонтальным, вертикальным или наклонным расположением. На них надеваются формирующие роликовые элементы. Заготовка зажимается между валами и вращается в разные стороны. На поверхности обрабатываемых деталей из-за пластической деформации формируются углубления нужной конфигурации и размеров.
Конструкция зиговочного ручного листогиба своими руками состоит из:
- корпуса,
- кронштейна,
- цилиндрического хвостовика,
- стопорного болта,
- винта с откидывающейся ручкой,
- двух валов,
- пружинного устройства,
- кожуха,
- зубчатой передачи,
- роликов.
Пошаговая сборка:
- определиться с типом привода,
- рассчитать основные параметры,
- составить чертеж самодельного листогиба,
- подготовить основные элементы,
- собирать все детали вместе.
Преимущества самодельного листогиба
Трудно поверить, но самодельный листогиб, изготовленный строго по чертежам, может быть удобнее заводского, потому что:
- агрегаты производителей рассчитаны ширину заготовок 3 м,
- цена готового оборудования «кусается»,
- для тонких работ неудобно использование механического привода,
- расходы на электроэнергию не оправдываются, если детали небольших размеров или требуется одноразовое использование.
С помощью ручного привода в самодельных листогибах легко регулируются физические усилия. Они просты в эксплуатации и не хуже механических или гидравлических могут сгибать заготовки. Такие листогибы для металла легко ремонтировать.
Меры предосторожности при работе
- Обязательно надевать рукавицы из плотных материалов.
- Защищать глаза очками или маской.
- Регулярно смазывать трущиеся части.
- В рабочей зоне или на вращающихся частях исключается нахождение посторонних предметов.
- Перед началом операции проверять исправность оборудования.
- Не разговаривать во время обработки заготовки.
- Не опираться на заводской или самодельный листогиб.
- Производить настройку после обязательного выключения оборудования.
Как сделать самодельный ручной листогиб своими руками
Полезные приспособления /13-июн,2013,23;18 / 85828Сегодня речь пойдет о приспособлении, крайне необходимом кровельщикам, жестянщикам и другим мастерам, деятельность которых связана с гибкой тонколистового металла и жести, а проще говоря, о листогибе. Это приспособление облегчит труд, сэкономит время, а главное – обеспечит высокое качество и точность гибки металла и обеспечит будущему изделию хороший товарный вид. Ну и, конечно же о том, как изготовить столь полезный листогиб своими руками.
Листогиб состоит из следующих частей: основание, прижим, обжимный пуансон, ручка-рычаг, две струбцины с прижимными винтами и верстак, к которому и крепится сам листогиб.
Чертежи листогибного станка
Теперь по поводу необходимых материалов. Прежде всего понадобится швеллер, на котором и будет крепится вся конструкция листогиба; прижим и обжимочный пуансон могут быть изготовлены как из швеллера, так и из уголка. Размеры швеллеров и уголков зависят от рабочей ширины листогиба.
Для рабочей ширины 500-650 мм рекомендуют швеллер основания выбрать № 6,5 – 8, для прижима и обжимного пуансона – уголок №5 (50*50*5 мм), причём длину уголка следует выбрать на 50-60 мм меньше, чем длина швеллера.
Для более серьезной конструкции с рабочей шириной до 2м и материалы выбирают более прочные и массивные. Швеллер основания рекомендуется выбрать №14, в качестве прижима использовать швеллер № 10, а для объёмного пуансона – уголок №8 (80*80*7 мм).
При покупке уголка и швеллера рекомендуется тщательно проверить их прямолинейность и ровность плоскостей, так как все неровности придется устранять фрезерованием.
Теперь можно приступить к сборке. Прежде всего, нужно изготовить верстак, на котором и будет крепится сам листогиб. Высота его должна составлять 900-1000мм. Надежнее и проще всего изготовить металлический верстак из уголка, швеллера или квадратной трубы при помощи сварочного аппарата.
Конструкции могут быть различными, но должны обеспечивать достаточную прочность и устойчивость при работе.
После этого приступают к самой сборке листогиба
Швеллер-основание крепят к верстаку при помощи сварки или болтами М10-М12. Обжим к основанию крепят двумя болтами по краям таким образом, чтобы между болтами умещался изгибаемый лист максимальной ширины.
Угол прижимного пуансона фрезеруют и к полученной фаске приваривают пруток или трубу ∅ 10-20 мм в качестве осей поворота. Далее изготавливают щеки из листовой стали толщиной 10-14мм, в которых сверлятся отверстия диаметром, соответствующим диаметру осей, после чего щеки одеваются отверстиями на оси.
Сборку листогиба рекомендуют производить на листе железа толщиной 0,7-0,8 мм, помещенном на основание, чтобы обеспечить размещение нижних частей прижима и обжимного пуансона в одно плоскости. Тщательно (!) выполнив это условие, щеки приваривают к торцам швеллера основания.
Думаю, нет нужды описывать конструкцию двух струбцин, она крайне проста. Главное, чтобы они обеспечивали надежную фиксацию листа при изгибании.
И последняя деталь – это ручка. Она изготавливается из дюймовой трубы или арматуры ∅ 20 мм и приваривается к пуансону посредине.
Ну вот, кажется и все, да чуть не забыл напомнить, только наш сайт umeltsi.ru поможет вам сделать станки своими руками. Здесь найдете чертежи, описание, фото, видео станков.
Удачной работы!
Листогиб своими руками: видео
Листогиб своими руками: фото и описание изготовления
Самодельный ручной листогиб своими руками: фото и описание изготовления.
Периодически возникает необходимость, гибки листового металла в гараже, уже давно хотел сделать листогиб, но собрался вот только недавно.
Чтобы сделать листогиб, достаточно немного металлолома (как в моем случае).
Размер 550 мм, счёл необходимым и достаточным, теперь внимание на фото — основные детали:
- 1 — прижим;
- 2 — основание;
- 3 — петля;
- 4 — поворотная часть;
- 5 — кронштейн (для установки в тиски)
Далее о технологии изготовления (фото со снятым прижимом). Для начала сделал петлю, она состоит двух частей, ось поз. 2 и поз. 3 (далее по тексту — втулка). Ось это болт из повески ВАЗ, его необходимо вварить соосно оси поворота поворотной части листогиба, для этого сжимаем в тисках основание и поворотную часть, к ним прикрепляем два обрезка уголка с помощью струбцин (получается 4 уголка скрепленные крестом), в центре получившегося перекрестия сверлим диаметр 3 мм, потом 8 мм, потом 12 мм, потом вставляем ось и снимаем один из уголков смежный с основанием, привариваем ось к основанию, снимаем остальные уголки и привариваем ось до конца. Таким образом получаем хорошо отцентрированную приварную ось.
Делам выборки на поворотной части листогиба чтоб не мешало и не задевало сварной шов. Аналогично делаем с другой стороны, сжимаем основание с поворотной частью в тисках, надеваем втулки поз. 3 на оси поз. 2 и привариваем к поворотной части по месту.
Конструкция прижима проста, но требует жесткости. Для начала просверлил отверстия 12 мм совместно в прижиме и основании, при использовании они не только прижимают прижим, но и избавляют от его центровки каждый раз когда вы хотите зажать лист. Для жесткости замкнул уголок приварил планку на прихватках, добавил связки между планкой и направляющими втулками, и приварил маленькие перемычки между направляющими втулками и прижимом, добавил две рукоятки для удобства подъема прижима. Кстати направляющие втулки когда-то были втулками в сайлентблоках.
По остальным деталям думаю должно быть все понятно без пояснений, ну и несколько фото в действии.
Получился простой ручной листогиб своими руками, сделан практически из хлама.
Автор самоделки: Федор Янин.
Чертежи и 3D-модели листогибов, описание и принцип работы
Листогибы бывают стационарные и передвижные. Кроме того, листогибы в зависимости от способа гибки делятся на:
- прессовые с пуансоном и матрицей,
- поворотные с гибочной балкой
- ротационные с двумя, тремя и четырьмя валками.
Приводы листогибов бывают:
- Гидравлические работающие с помощью гидропривода. Бывают как стационарные так и передвижные.
- Пневматические работающие с помощью пневмоцилиндров. Бывают как стационарные так и передвижные. В основном типа «поворотной балки».
- Электромеханические — стационарные листогибы работающие за счёт электродвигателя, редуктора и приводной системы (ремни, цепи и т. п.).
- Механические — стационарные листогибы работающие за счёт передачи кинетической энергии предварительно раскрученного маховика.
- Ручные работающие за счёт мускульной силы, так же, в основном, типа «поворотной балки». Рабочий используя силу собственных мышц и устройства листогиба как рычаг придаёт металлу нужную форму. Большинство ручных листогибов передвижные и используются непосредственно на месте изготовления изделий из листа.
Кроме того по способу подачи заготовки: с ручной и с автоматической.
Установка размеров может быть ручная и автоматическая (ЧПУ).
Применение
Гибка листового металла
Листогиб применяется в различных отраслях народного хозяйства: машиностроении, авто-, авиа-, приборостроении и строительстве для производства различных замкнутых и незамкнутых профилей, коробов, коробок а также цилиндров, конусов и т. д.
Основное предназначение листогибов — изготовление различных изделий из листовых материалов.
Описание
Листогибочный пресс — станок, представляющий собой машину, развивающую усилие, применяемое для производственных целей, в основном, для гибки изделий из листового металла.
Характеризуется основными параметрами, такими как развиваемое усилие, рабочая длина; так и дополнительными параметрами: амплитуда хода траверсы, скорость работы (процесса гибки), расстояние между стойками станины, наличием устройства компенсации прогиба стола, наличием дополнительных приспособлений, улучшающих производительность и удобство в работе, таких как поддержка заготовки, датчик полученного угла гиба, система программирования и пр.
В промышленности получили распространение механические, пневматические и гидравлические и «ручные» (при штучном и мелкосерийном производстве) листогибочные прессы. Название происходит от принципа развития усилия на том или ином станке. В основе механического листогибочного пресса лежит кривошипно-шатунный механизм, работа которого вкупе с энергией маховика позволяет осуществлять привод траверсы. Пневматический и гидравлические прессы используют в качестве источника энергии — давление воздуха или давление гидравлического масла соответственно.
Самодельный листогиб. Листогибочный станок своими руками
В практике самодельщиков листогиб является пока малораспространенным приспособлением. А ведь этот инструмент очень полезен, так как позволяет даже неквалифицированному мастеру качественно исполнять работы, связанные с гибкой листового металла. Изогнуть заготовку с помощью листогиба под заданным углом и обеспечить плоскостность и отсутствие деформаций в отгибаемой части листа удается без проблем.
В умелых руках листогиб обеспечивает исключительно высокое качество изготовления таких изделии, как корпусы, шасси, кожухи, листогиб также понадобится при соединении листов в фальц, во всех случаях гарантируя надлежащий товарный вид изделий.
Листогиб состоит из основания, прижима, обжимного пуансона с ручкой-рычагом и двух струбцин для крепления приспособления к столешнице верстака (рис. 1). При наличии электросварки смастерить листогиб не так уж и сложно. Необходимы лишь отрезок швеллера и недеформированные уголки №5 и №3.
Рис. 1. Листогиб (сборка): 1 — основание; 2 — гайка-маховичок; 3 — прижим; 4 — изгибаемый лист; 5 — струбцина; 6 — обжимной пуансон
Основание изготавливают из швеллера №6,5 (годится и №8) длиной до 500 мм (размер выбираем по своему усмотрению).
Прижим, сделанный из уголка, обеспечивает гибку листа на угол, более 90°, что, например, необходимо для соединения листов в фальц. Прижим листогиба имеет сварную конструкцию; основной уголок №5 усиливается дополнительным профилем из уголка №3. Чтобы прижим был жестким, желательно использовать уголки с толщиной полок 5 мм. Прижим делают на 70 мм короче основания, к торцам его приваривают кронштейны из отрезков уголков №3 со стенкой толщиной 5 мм (рис. 2).
Рис. 2. Листогиб (деталировка): 1 — струбцина; 2 — щечка; 3 — основание; 4 — кронштейн; 5 — сварной прижим; 6 — ось; 7 — уголок пуансона
Края полок уголка прижима, контактирующие с изгибаемым листом, фрезеруют или обрабатывают напильником, делая их параллельными основанию. Посередине полки в каждом уголке-кронштейне сверлят отверстие диаметром 8 мм.
Обжимной пуансон выполняют из уголка №5, он на 10 мм короче, чем прижим. Ручку-рычаг выгибают из арматурного стального прутка диаметром 15 мм в виде скобы и приваривают к пуансону. Из стального листа толщиной 5 мм выпиливают щечки и в них сверлят по отверстию диаметром 10 мм.
У торцов уголка-пуансона с его ребра снимают фаски длиной 30 мм и глубиной 5 мм, необходимые для установки и крепления стальных осей из прутка диаметром 10 мм. Оси приваривают так, чтобы направление осевой линии прутка совпадало бы с ребром уголка. Фаски глубиной 6 мм, а длиной 32 мм снимают и на ребре основания (у торцов).
Для предварительной сборки основание и пуансон крепят в слесарных тисках так, чтобы полка швеллера и полка уголка располагались в единой горизонтальной плоскости. На оси пуансона надевают щечки и прихватывают их к основанию в нескольких точках электросваркой или крепят иным способом.
Для пробной гибки на эту поверхность кладут лист из мягкого металла толщиной около 1 мм и фиксируют сверху прижимом, временно притягивая его к основанию струбцинами или шпильками с накладками. Положение щечек относительно основания проверяют путем пробных гибок и, при необходимости, корректируют. Убедившись в оптимальности положения щечек, их приваривают к основанию окончательно.
Используя отверстия в кронштейнах прижима как кондуктор, сверлят отверстия диаметром 8 мм в основании и в них нарезают резьбу М10. Отверстия в прижиме рассверливают до диаметра 10 мм. В резьбовые отверстия в основании снизу завинчивают болты, головки которых фиксируют на основании сваркой.
Притягивают прижим к основанию гайками М10, под головки которых подкладывают шайбы. Предпочтительнее использовать гайки-маховички, которые можно снять с водопроводной арматуры. Отжатие прижима при отвинчивании затяжных гаек обеспечивают пружины, надетые на болты. Можно использовать и резиновые амортизаторы.
Струбцины для крепления листогиба к основанию самодельные, сварены из уголка №3. Конструкция струбцин понятна из чертежа (рис. 3). Зажимные винты М10 снабжены опорными накладками. Струбцины приваривают к полке основания рядом со щечками.
Рис. 3. Листогиб (левая щёчка условно снята): 1 — вкладыш из дерева; 2 — основание; 3 — щечка правая; 4 — изгибаемый лист; 5 — прижим; 5 — ось пуансона; 7 — пуансон; 8 — рычаг пуансона
Сделайте чрезвычайно мощный станок для гибки металла
Сделайте чрезвычайно мощный станок для гибки металла | Самодельный станок для гибки металла
ВВЕДЕНИЕ
Я покажу вам, как сделать самодельный станок для гибки металла. Вы можете сделать этот самодельный станок для гибки металла, следуя инструкциям ниже. Вы также можете сделать этого самодельного станка для гибки металла, посмотрев видео своими руками, предоставленное в конце.
Станок для гибки металлов — это станок, который используется для гибки металлов, которые используются при обработке металлов.Существуют различные типы станков для гибки металла, такие как станок для гибки труб, станок для гибки арматуры, станок для гибки листового металла и станок для гибки длинных валков. Эти листогибочные станки приводятся в действие ручным, электрическим и гидравлическим приводом. Трубогибочные станки используются для гибки труб. Этот тип машин используется в ферменной, автомобильной промышленности. Станки для гибки арматуры используются в строительстве для гибки арматуры. Длинный листовой металл можно очень легко согнуть с помощью гибочных станков для листового металла, которые используются в автомобильной промышленности.Станок для гибки листового металла может сгибать листы только для того, чтобы прокатить листовой металл, нам нужна другая машина, называемая длинно-роликовым гибочным станком. Станки для гибки металла с длинными роликами используются для гибки листового металла в изгиб или рулон.
Некоторые станки для гибки металла компактны и легки, поэтому их легко переносить, а некоторые станки для гибки металла имеют большой вес, поэтому их нельзя переносить. В электрических станках для гибки металла используются электродвигатели с высоким крутящим моментом и коробкой передач. Этот тип станков для гибки металла обеспечивает высокий крутящий момент, который используется для очень простой гибки металлов.На рынке доступны различные типы станков для гибки металла, но мы должны выбирать станок в зависимости от того, как мы его используем. Поскольку каждый тип станков для гибки металла предназначен для отдельного использования, например, в трехвалковых станках для гибки металла, мы не можем сгибать металл под углом 90 градусов, вместо этого мы можем только сгибать кривую или кататься по ней. Я использовал старый шарикоподшипник из металлолома, чтобы сделать этот ручной станок для гибки металла. Этот станок для гибки металла используется для гибки плоских металлов, круглых прутков и арматуры. Здесь я предоставил все размеры, необходимые для изготовления этого ручного станка для гибки металла.Надеюсь, что эти детали помогут вам сделать этот станок для гибки металла своими руками.
НЕОБХОДИМЫЕ МАТЕРИАЛЫ
65 мм X 12 мм металлическое плоское
50 мм X 7 мм металлическое плоское
Подшипник OD = 130 мм и ID = 60 мм
75 мм X 7 мм плоский плоский
Вал диаметром 20 мм
OD = 35 мм Подшипники вала и ID = 15 мм 2 шт.Вал диаметром 30 мм
Красно-матовая черная краска
Болт 8 мм 2 шт.
Гайка 8 мм 2 шт.
КАК СДЕЛАТЬ
ШАГ 1
9000 12 мм металлический плоский и затем вырежьте из него кусок длиной L = 150 мм. Сделайте чрезвычайно мощный станок для гибки металла | Самодельный станок для гибки металла STEP-1STEP 2
Теперь просверлите два отверстия диаметром 10 мм в плоской металлической детали размером 150 x 65 x 12 мм, как показано на рисунке.
Сделайте чрезвычайно мощный станок для гибки металла | Самодельный станок для гибки металла STEP-2STEP 3
Возьмите металлический лист 50 мм X 7 мм и вырежьте из него два куска длиной L = 78 мм.
Сделайте чрезвычайно мощный станок для гибки металла | Самодельный станок для гибки металла STEP-3STEP 4
Поместите эти две плоские металлические детали размером 78 мм X 50 мм X 7 мм на плоскую металлическую деталь размером 150 мм X 65 мм X 12 мм, а затем приварите две плоские металлические детали размером 78 мм X 50 мм X 7 мм к Плоская металлическая деталь размером 150 мм X 65 мм X 12 мм, как показано на изображении.
Сделайте чрезвычайно мощный станок для гибки металла | Самодельный станок для гибки металла STEP-4STEP 5
Возьмите подшипник OD = 130 мм и ID = 60 мм и затем вставьте подшипник в две плоские металлические детали размером 78 мм X 50 мм X 7 мм, как показано на рисунке.
Сделайте чрезвычайно мощный станок для гибки металла | Самодельный станок для гибки металла STEP-5STEP 6
Теперь приварите внутреннюю дорожку подшипника к двум металлическим плоским частям размером 78 мм X 50 мм X 7 мм, как показано на рисунке.
Сделайте чрезвычайно мощный станок для гибки металла | Самодельный станок для гибки металла STEP-6STEP 7
Возьмите металлический лист размером 75 мм X 7 мм и вырежьте из него кусок длиной L = 118 мм.
Сделайте чрезвычайно мощный станок для гибки металла | Самодельный станок для гибки металла STEP-7STEP 8
Теперь отшлифуйте плоскую металлическую деталь размером 118 мм X 75 мм X 7 мм так, чтобы она изогнулась на одном конце, как показано на изображении.
Сделайте чрезвычайно мощный станок для гибки металла | Самодельный станок для гибки металла STEP-8STEP 9
Затем просверлите отверстие диаметром 13 мм в этой металлической детали размером 118 мм X 75 мм X 7 мм, как показано на рисунке.
Сделайте чрезвычайно мощный станок для гибки металла | Самодельный станок для гибки металла STEP-9STEP 10
Теперь приварите эту металлическую деталь размером 118 мм X 75 мм X 7 мм к внешнему кольцу подшипника, как показано на рисунке.
Сделайте чрезвычайно мощный станок для гибки металла | Самодельный станок для гибки металла STEP-10STEP 11
Возьмите вал диаметром 20 мм и обработайте его в соответствии с размерами, показанными на изображении. Затем отрежьте и снимите обработанную деталь с вала 20 мм с помощью отрезного инструмента.
Сделайте чрезвычайно мощный станок для гибки металла | Самодельный станок для гибки металла STEP-11STEP 12
Возьмите четыре подшипника OD = 35 мм и ID = 15 мм и затем вставьте все эти четыре подшипника в обработанную деталь вала, как показано на рисунке.
Сделайте чрезвычайно мощный станок для гибки металла | Самодельный станок для гибки металла STEP-12STEP 13
Теперь вставьте конец обработанной детали вала диаметром 13 мм в отверстие 13 мм, сделанное на металлической детали 118 мм X 75 мм X 7 мм, как показано на рисунке.
Сделайте чрезвычайно мощный станок для гибки металла | Самодельный станок для гибки металла STEP-13STEP 14
Затем приварите этот конец обработанной детали вала диаметром 13 мм к металлической детали 118 мм X 75 мм X 7 мм, как показано на рисунке.
Сделайте чрезвычайно мощный станок для гибки металла | Самодельный станок для гибки металла STEP-14STEP 15
Возьмите вал диаметром 30 мм и длиной L = 285 мм, а затем просверлите отверстие диаметром 7 мм на одном конце этого вала, как показано на рисунке.Затем вырежьте и раскройте отверстие, а затем отклоните отмеченную часть, как показано на изображении.
Сделайте чрезвычайно мощный станок для гибки металла | Самодельный станок для гибки металла STEP-15STEP 16
Теперь вставьте этот 30-миллиметровый вал в металлическую деталь 118 мм X 75 мм X 7 мм, а затем приварите вставленный конец вала к металлической детали 118 мм X 75 мм X 7 мм, как показано на изображение.
Сделайте чрезвычайно мощный станок для гибки металла | Самодельный станок для гибки металла STEP-16STEP 17
Теперь покрасьте этот самодельный станок для гибки металла в красный и черный матовый цвета, как показано на изображении.Затем прикрепите этот металлический гибочный станок к подставке с помощью 8-миллиметровых гаек и болтов, как показано на рисунке.
Сделайте чрезвычайно мощный станок для гибки металла | Самодельный станок для гибки металла STEP-17STEP 18
Теперь возьмите металл и поместите его в этот станок для гибки металла, как показано на рисунке. Затем начните гнуть металл, потянув за рычаг.
Сделайте чрезвычайно мощный станок для гибки металла | Самодельный станок для гибки металла STEP-1 8Для лучшего понимания посмотрите видео ниже
small bending machine — Купить small bending machine с бесплатной доставкой на AliExpress
Отличная новость !!! Вы попали в нужное место для небольшого гибочного станка.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эта небольшая гибочная машина высшего класса вскоре станет одним из самых популярных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели свой небольшой гибочный станок на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в маленькой гибочной машине и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести small bending machine по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Cheap Diy Metal Bending Machine, найдите Diy Metal Bending Machine предложения на сайте Alibaba.com
Cheap Diy Metal Bending Machine, найдите Diy Metal Bending Machine онлайн на Alibaba.com Главная страница ›(1390724 результатов)WC67K-50T2500 cnc гидравлический листогибочный станок стали листогибочный станок с ЧПУ Гидравлический гибочный станок с ЧПУ
6 359 долларов США.00 / Комплект
1,5 * 2000 Ручная фальцевальная машина, ручная папка, гибочная машина, ручная фальцевальная машина по металлу
US $ 994,77 / шт.
Гибочные станки Ручная гибочная машина Малая ручная гибочная машина Гибка металла для стальных листов Оцинкованный лист алюминия
328,0
Dream world Anhui гидравлический листогибочный станок листогибочный станок листогибочный станок
US $ 6,200.00 / комплект
5PCS / LOT Листогибочный станок для резки металла напильником напильником Harden Alloy File
20 долларов США.89 / lot
Мощный мини-токарный станок по металлу с 12000 об / мин 70 Вт моторами DIY инструменты в подарок детям.
219,00 долларов США / кусок
Мир мечты Гидравлический гибочный станок в Аньхой станок для гибки и резки листового металла
6 200,00 долларов США / комплект
Мощный мини-сверлильный станок по металлу с 12000 об / мин моторами 70 Вт в подарок детям.
219,00 долларов США / кусок
Трехвалковая листогибочная машина Листогибочная машина с роликовым листом Металлопрокат
9,850 долларов США.00 / шт
Двухосевой угловой гибочный станок Рекламный настольный фальцевальный станок для металлических букв, ширина изгиба 10 см
256,0
Двухосный угловой гибочный станок Рекламный настольный фальцевальный станок для металлических букв, ширина изгиба 15 см
299,0 Роликовый гибочный станок для алюминиевых листов / 4-роликовый гибочный станок для листового металла / 4-роликовый гибочный станок из нержавеющей стали
US $ 1,00 / кусок
Надоело искать поставщиков? Попробуйте запрос предложений! | Запрос коммерческого предложения
Настройка обработки Apperal
|
Пневматический угловой гибочный станок Педаль для гибки металла Word (высота подола: 10 см)
null
Станок для резки металла серии Q43 Крокодиловые ножницы Гидравлический гибочный станок, ножницы по металлу
10000 $.0
гидравлический пресс / гибочный станок / листогиб / станок для гибки нержавеющей стали
US $ 5,090.00 / комплект
Клещи для гибки 10 см Металлические светящиеся слова для тонкого материала Прямоугольные плоскогубцы Гибочный станок (с круглым горлом)
95,0
Universal Mini Деревообрабатывающий сверлильный станок Мини-инструменты для сверления металла DIY
US $ 369,00 / Шт
Универсальный 48-дюймовый (1200 мм) ручной акриловый нагреватель для гибочного станка + ручной гибочный станок для изготовления акриловых букв
229 долларов США.00
Станок для гибки листового металла с ЧПУ / станок для гибки вручную / станок для резки и гибки
US $ 15,600.00 / комплект
Миниатюрный алюминиевый лобзик по металлу Инструмент для самостоятельного изготовления деревянных моделей
605,00 долларов США / кусок
CNC channeacrylic letter bending машина Цена гибочного станка с ЧПУ станок для гибки проволоки
US $ 5 090,00 / Шт
Универсальный мини-фрезерный станок по дереву Mini Metal Miller DIY Tools для DIY
380 долларов США.00 / шт
Мини-алюминиевый станок для индексации металла Сверлильное приспособление для деревообработки своими руками
US $ 380,00 / Шт
Мини-токарный станок по дереву Инструменты с ЧПУ Металлический фрезерный станок по дереву Сверлильный сверлильный станок DIY мельница-шлифовальная пила Сверлильный станок 12000 об / мин
179,99
110V 1200 мм Ручная горячая гибка Нагреватель простой акриловый гибочный станок для горячего гибочного станка Настольный инструмент для гибки ПВХ
US $ 161,50 / Шт
Ручной гибочный станок для алюминиевых распорных стержней —- Бесплатная доставка
US $ 400.00 / штука
Пневматическая двухосная гибочная машина для металлических полосок для гибки листов алюминия
155.0
Гибочная машина для листового металла с ЧПУ с системой DA41
15600,00 долларов США / комплект
Гибка металла (величайшее волшебство в мире)
19.00
Ручной станок для гибки алюминиевых распорных стержней
200,00 долларов США / штука
Вас также может заинтересовать:
Примечание: статьи, изображения, новости, мнения, видео или информация, размещенные на этой веб-странице (за исключением интеллектуальной собственности принадлежащих Alibaba Group на этой веб-странице) загружаются зарегистрированными участниками Alibaba.Если вы подозреваете какое-либо несанкционированное использование ваших прав интеллектуальной собственности на этой веб-странице, сообщите нам об этом по следующему адресу: [email protected].
Трубогибы, инструменты для гибки металла с толстыми стенками
Инструменты для гибки металла Eastwood
Сгибать, изгибать, наклонять и придавать другую форму металлу в собственном магазине так же просто, как приходить в Иствуд за подходящим оборудованием. Наши трубогибы и трубогибы — лучший способ для энтузиастов DIY добавить функциональности и стиля своим аттракционам.Эти мощные инструменты можно использовать для изготовления трубных каркасов и рулонных каркасов или просто для украшения капота. Правильный трубчатый каток Eastwood быстро станет незаменимым устройством для любого производителя.
Приобрести трубогиб Pro
С помощью трубогиба Eastwood вы сможете изгибать металлические трубы до 180 градусов без сгибания и перекручивания. Как наши обычные, так и высокопроизводительные гибочные станки имеют жесткую стальную раму, которая надежно удерживается на вашем рабочем месте. Стандартная модель предназначена для труб из низкоуглеродистой стали и хрома, в то время как модель большой емкости также может работать с нержавеющей сталью, алюминием и медью.Каждый гибочный станок либо поставляется с набором формовочных штампов, либо имеет возможность добавить те, которые вам понадобятся. Если вы используете стержни для подвесов и кронштейнов, а не трубы, инструмент для формирования стержней — доступный способ получить надлежащее усилие.
Оборудование для надрезки труб
Иногда по функциональным или эстетическим причинам вам необходимо надрезать трубки под большим углом. Наш профессиональный надрезчик труб сделает точные надрезы в трубках шириной до трех дюймов. Используйте их для создания прочных и стильных выхлопных труб, каркасов тележек или рулонных каркасов.Набор пилы для выреза и кольцевой пилы позволит вам подготовить трубы, а также просверлить угловое отверстие. Объедините оба устройства с трубогибом, чтобы получить полное решение для кронштейна и трубы.
Качество изготовления металла и поддержка
Всякий раз, когда вы работаете с трубками, рассчитывайте на Eastwood, чтобы получить подходящие инструменты и аксессуары. Наша стопроцентная гарантия удовлетворенности клиентов и квалифицированные технические консультации известны во всей отрасли. Мы хотим, чтобы каждый выполнял свою работу правильно, и поможем вам приобрести для этого необходимое оборудование и навыки.
Чего требует ваш проект? Свяжитесь с нами сегодня по телефону или электронной почте и поделитесь своей идеей. Мы поможем вам найти лучший продукт для ваших нужд. С Иствудом вы сделаете свою работу правильно и вынесете свой проект из гаража и в дорогу, где ему и место.
Гибка трубы без гибки — самодельный стиль!
Силачи цирка XIX века гнули сталь голыми руками, чтобы продемонстрировать свою удивительную силу — но вам не нужно быть одетым в купальник с леопардовым принтом, чтобы выполнять простые домашние дела по дому.Большинство людей могут сгибать мягкие металлы, такие как медь и алюминий, голыми руками. Так что в следующий раз, когда вам нужно будет согнуть трубы для проекта, вы можете броситься в строительный магазин за трубогибом или просто потренировать свои мышцы.
Знакомство с металлами
Есть некоторые ограничения для гибки металлов без использования станка. Естественно, у людей есть свои пределы, и вы, вероятно, сможете гнуть только более мягкие металлы. И алюминий, и медь достаточно мягкие, чтобы их можно было сгибать без особых усилий, но со сплавами, такими как нержавеющая сталь, ситуация станет значительно сложнее.Еще одна вещь, о которой следует помнить, — это тип изгиба, которого вы добьетесь. Более мягкие металлы будут иметь U-образный изгиб, а более твердые — больше похожи на «V».
Инструменты для гибки
Голые руки
Если вам нужен грубый изгиб трубы и ограниченные ресурсы, вы можете просто использовать ее голыми руками. Большинство людей могут сгибать трубы толщиной до дюйма, но если больше, вам могут понадобиться инструменты или дополнительная помощь. Прежде чем сгибать трубу, рекомендуется обернуть ее концы чем-нибудь, чтобы обеспечить дополнительный захват и защитить руки.Кожа — один из лучших материалов для этого вида работ. Просто нарежьте несколько полосок и оберните ими концы планки — вы можете выбрать другие материалы, например, толстую ткань, но они не будут обеспечивать такое же усилие. Затем крепко возьмитесь за концы и выберите наиболее удобное положение для сгибания, например захват сверху со штангой прямо перед собой.
Кредит изображения: flickr.com
Паяльная лампа
Один из наиболее распространенных способов гибки труб без использования машины — это использование паяльной лампы.Сильный жар концентрируется на участке, который вы хотите согнуть, что делает его податливым. Существует несколько способов использования тепла для сгибания труб, которые мы описываем ниже. Прежде чем приступить к какой-либо технике, убедитесь, что вы отметили, где вы хотите согнуться. Также неплохо создать шаблон изгиба и измерять трубу по нему по ходу движения. Большинство людей используют дешевый деревянный материал, например МДФ, для создания масштабных шаблонов.
Тиски
Закрепите трубку в тисках, чтобы она не двигалась.Убедитесь, что по обе стороны от области, которую вы хотите согнуть, достаточно места, чтобы вы могли хорошо удерживать ее при сгибании. С помощью паяльной лампы постоянно нагревайте то место, которое вы хотите согнуть. Не забудьте нагреть всю поверхность, а не только одну сторону трубы, так как это поможет ей равномерно изгибаться. Когда труба раскалится докрасна, осторожно начинайте ее гнуть. Вы можете делать это руками, но наденьте толстые перчатки, так как труба будет очень горячей. Если у вас возникли проблемы с рычагом, попробуйте использовать гаечный ключ.Или используйте другой кусок трубы в качестве рычага. Если вам все еще трудно сгибать трубу, привяжите кого-нибудь еще, чтобы помочь. Иногда бывает проще, если один человек нагревает трубу, а другой гнет.
Связанный: Как гнуть трубу с помощью трубогиба
Пружины изгиба
Пружины гибки — это простые инструменты, которые предотвращают перегиб труб при изгибе. Доступны два типа пружин: внутренние и внешние. Внутренняя пружина вставляется в трубу сразу после ее нагрева.Он поддерживает трубу при ее изгибе, чтобы она не сморщилась. Точно так же внешние пружины поддерживают трубу снаружи. Они окружают трубу и предотвращают ее распространение при изгибе.
Наружные пружины обычно используются для труб меньшего диаметра, а внутренние пружины — для труб большего диаметра. Хотя они полезны для получения точного и равномерного изгиба, пружины обычно ограничены определенными размерами. Поэтому, если вы изгибаете трубы более чем одного размера, вам придется покупать пружины разных размеров.
Песок
Вы не поверите, но песок — бесценный материал для обеспечения равномерного изгиба. Заблокируйте один конец трубы материалом, например скомканной газетой или тканью. Затем заполните трубу песком — убедитесь, что песок плотно утрамбован. Заблокируйте другой конец трубы, а затем нагрейте место изгиба. Когда он станет докрасна, аккуратно согните его вручную.
Сгибание трубы голыми руками — дешевый и простой способ добиться быстрых результатов, но будьте осторожны, чтобы не пораниться при этом.Если вы чувствуете боль при сгибании, немедленно остановитесь. Кроме того, убедитесь, что вы принимаете надлежащие меры предосторожности при использовании паяльной лампы, такие как использование защитных очков и толстых перчаток. Если вы обнаружите, что вашу трубу трудно гнуть, или если вы приступаете к крупномасштабному проекту, подумайте о приобретении трубогибочного станка.
Змеевик в производстве: основы
Возможно, вы не часто видите змеевидные изгибы, но они используются чаще, чем вы, вероятно, думаете.Их основное предназначение — передача тепла. Трубка, изогнутая в змеевидную форму, с последовательными изгибами на 180 градусов, позволяет производителю оригинального оборудования (OEM) изготавливать продукт, который извлекает тепло из одной среды и передает это тепло в другую (см. , рис. 1, ). Например, в обычном домашнем холодильнике энергия в виде тепла содержится в продуктах, которые вы хотите сохранить в прохладном состоянии. Целью холодильной системы является извлечение энергии из этих продуктов, и змеевидная трубка — эффективный способ сделать это.
Змеевидный профиль максимизирует площадь поверхности (и, следовательно, хладагента), используемую для передачи тепла в ограниченном пространстве. Поскольку змеевидный профиль обычно представляет собой одну непрерывную изогнутую трубу, по умолчанию количество соединений ограничено двумя, по одному на каждом конце, что снижает гарантийные расходы производителя.
Какие есть варианты изготовления серпантинного профиля? С одной стороны — ручные гибочные машины; на другом — гибочные станки с ЧПУ. Понимание змеевидной гибки — ввода сырья, процесса гибки, выхода готовой детали, а также параметров консистенции и качества детали — может помочь вам найти подходящее оборудование для вашей области применения.
Перед гибкой
При выборе извилистого изгиба необходимо учитывать два основных фактора. Первый касается возможностей гибочного станка; второй касается готовой детали.
Во-первых, поскольку змеевидная форма представляет собой серию изгибов на 180 градусов, конструкция и конструкция гибочного станка являются важными факторами. У гибочного станка должен быть достаточный зазор в области штампа, чтобы изгиб был без столкновения между гибочным станком и изогнутой трубой.У каждого гибочного станка, даже если он разработан специально для гибки змеевиков, есть ограничения. У ручного гибочного станка должен быть необходимый зазор вокруг гибочного инструмента. На гибочной машине гибочная матрица, зажимная матрица и прессовая матрица работают вместе. Для выполнения змеевидного изгиба, особенно с малым радиусом, гибочный станок должен иметь возможность выполнять последовательные изгибы без столкновения между изогнутой трубкой, пресс-штампом и зажимным штампом (см. , рис. 2, ).
Второй фактор — стабильность изгиба.Постоянные изгибы в плоской плоскости обеспечивают наиболее эффективный поток хладагента и, следовательно, оптимальную теплопередачу. Это критически важно для OEM-производителей, которые производят системы охлаждения и охлаждения, поэтому производители могут использовать согласованность в качестве конкурентного преимущества при производстве компонентов для этой отрасли. На согласованность влияет почти каждый аспект оборудования: выбор гибочного станка, процесс гибки и система транспортировки материалов.
Ручная гибка
Довольно часто в процессе разработки новой конфигурации производители используют ручные гибочные станки для получения необходимой змеевидной формы.С чертежом в руке оператор берет шкалу, отмечает трубу, в которой начнутся изгибы, и начинает изгиб. Цель состоит в том, чтобы доставить на испытания тубу, похожую на рисунок. Ожидается, что после того, как прототип будет испытан и принят, серийные модели будут иметь те же размеры, что и прототип. Часто производственный процесс становится немного проще, поскольку оператор совершенствует способы разметки и выполнения изгибов.
Существенным преимуществом гибки вручную является то, что первоначальные вложения в оборудование невелики.Недостаток в том, что качество варьируется. Если внимание оператора теряется, страдает качество.
Гибка с ЧПУ
В то время как ручная гибка может обеспечить приемлемые изгибы, гибка с ЧПУ может поднять змеевидную гибку на более высокий уровень качества. Во-первых, процесс ЧПУ обеспечивает лучшую повторяемость, чем ручной процесс, что приводит к лучшей однородности продукта. Во-вторых, в сочетании с правильной системой обработки материалов, система ЧПУ может производить более плоский змеевидный продукт, чем ручная система.
Программное обеспечение. Современное программное обеспечение может позволить инженерному отделу отправлять созданный в САПР файл STEP с серпантинным профилем непосредственно на гибочную машину (см. , рис. 3, ). Это экономит время при программировании, избавляя от необходимости вводить точки данных. Опция программирования, которая сообщает станочному станку, что труба должна быть изогнута до змеевидного профиля, также упрощает процесс (см. , рис. 4, ).
Рис. 1. Змеевидный профиль состоит из нескольких изгибов, расположенных один за другим, также известных как обратные изгибы.
Еще раз о достаточном зазоре. Стандартный роторный гибочный станок не имеет достаточного зазора за зажимом и прижимными штампами для змеевидного изгиба. Однако это не всегда исключает изгиб змеевика. В зависимости от доступного зазора можно сделать изгиб, повернуть плоскость изгиба на 180 градусов, затем сделать следующий изгиб и так далее.
По мере увеличения расстояния между изгибами становится все более важным выполнять изгибы, не поворачивая трубу вокруг плоскости изгиба.Гибочный станок, способный выполнять гибку как по часовой, так и против часовой стрелки (CW / CCW), хорошо подходит для этого применения. Помимо устранения необходимости поворачивать плоскость изгиба, станок для гибки по часовой / против часовой стрелки создает более плоский профиль изгиба (см. , рис. 5, ).
Змеевик спроектирован и изготовлен таким образом, чтобы обеспечить необходимые зазоры для всех аспектов процесса гибки. Сюда входит каретка, которая подносит трубу к зоне изгиба. Изгибающее движение и движение подачи каретки не могут мешать друг другу; змеевик, длина которого может достигать 48 дюймов, должен выходить из каретки при приближении гибочного станка к 180 градусам.Без этого зазора гибочный станок не сможет достичь заданного профиля.
В змеевидном профиле контроллеру гибочного станка, возможно, придется компенсировать определенные переменные, чтобы обеспечить необходимый зазор. Некоторые ЧПУ предварительно запрограммированы змеевидными функциями, чтобы снизить нагрузку на оператора по программированию.
Погрузочно-разгрузочные работы. Осознанный выбор способа отделения трубы от катушки и перехода к зоне изгиба может повысить производительность. Платформа, поддерживающая наливную катушку НКТ, может повысить ценность производственной операции.В зависимости от скорости, с которой гибочный станок снимает трубку с катушки, может не потребоваться питание на разматывающее устройство. Зачастую лучше вставить трубку в зону изгиба, чем пытаться засовывать трубу в зону изгиба. Использование сцепного устройства снижает важность длины гибочного станка.
На стороне выхода есть два варианта: статический стол и вращающийся стол (см. Рисунок 6 ). Статический стол окружает гибочный станок. Поскольку гибочный станок формирует змеевидный профиль, трубка перемещается по столу вперед и назад.Недостаток статического стола — трение. Сопротивление между профилем и столом расходует часть мощности гибочной головки. Вращающийся опорный стол синхронизирован с гибочной головкой. При вращении гибочной головки вращается опорный стол.
Последний этап — вырезание готового профиля из оставшейся части рулона. Встроенная обрезка, которую можно интегрировать с ЧПУ, упрощает эту задачу.
Проектирование производства
Несколько рекомендаций могут помочь сделать проект изгиба змеевика успешным.Сначала сравните форму змеевидного профиля с зазорами штампа вашего гибочного станка. Достаточно ли у гибочного станка зазора, чтобы образовать эту деталь, или у него будут проблемы с натягом?
Во-вторых, если возможно, сделайте радиус средней линии (CLR) как минимум в два раза больше наружного диаметра трубы. Например, если в проекте требуется 3⁄8 дюйма. НКТ используйте CLR не менее 3⁄4 дюйма. Потребность в оправке возрастает по мере уменьшения CLR, а использование оправки невозможно при изгибе материала, намотанного из змеевика.
В-третьих, спроектируйте трубу так, чтобы оператору не приходилось поддерживать трубу во время процесса гибки.Обычно змеевидный профиль заканчивается изгибом под углом 90 градусов, который касается станка или самого готового профиля. В таком сценарии оператор должен манипулировать трубкой во время процесса гибки, что представляет собой угрозу безопасности.
Последнее, если это кажется невозможным, не отчаивайтесь. Некоторые проекты включают один или два изгиба, которые слишком сложно выполнять последовательно. Необязательно выполнять все изгибы по порядку. Если изгиб не подходит для процесса, у вас есть варианты. Попробуйте согнуть его наполовину и закончить позже, или вообще пропустите его во время первого прохода и сделайте его во второй операции.
Об авторе
Джордж Винтон, P.E. проектирует и производит оборудование для производства труб с ЧПУ для Winton Machine в Сувани, Джорджия. С ним можно связаться по адресу [email protected] или 888.321.1499 .
О машинах, которые мы производим
Все наши машины для изготовления полужестких коаксиальных кабелей и трубок в Winton проектируются, производятся и тестируются на собственном предприятии. У нас есть большая линейка стандартных продуктов, а также способность разработать лучшее решение для нужд наших клиентов.Наши опытные сотрудники по продажам заботятся о том, чтобы наши клиенты могли оправдать свои капитальные вложения в оборудование, предлагая именно то, что им нужно для производства деталей. Свяжитесь с нами сегодня, чтобы обсудить ваш проект.
ИНСТРУМЕНТОВ ТОРГОВЛИ! — ТРУБОГИБЫ
Это начало моей новой «ИНСТРУМЕНТЫ ТОРГОВЛИ!» цикл статей.
Сегодня мы начнем с трубогибов, так как я как раз сейчас работаю над проектом, который требует изогнутой трубы (статья об этом проекте будет вскоре опубликована).
Для начала вот фотография моего трубогиба. Мой — гибочный станок в стиле JD2 Model 3, но подробнее о типах гибочных станков позже.
Мой трубогиб (и да, я понимаю, что у меня в гараже много хлама)
Я модернизировал шахту до пневматической / гидравлической системы, но при ручном сгибании труб теория та же, просто сжигается намного больше калорий. Они доступны в наборах, ссылки см. В конце статьи. Имейте в виду, что если у вас нет гидравлического / пневматического комплекта, в зависимости от модели гибочного станка вам, вероятно, придется прикрутить его к полу.Или, если вы бедны и креативны, как я в колледже, я прикрутил свой к своему бортовому прицепу, потому что у меня подъездная дорога была гравийной.
Для начала проденьте трубку в трубогиб. Пропустите необходимое количество трубки, затем наденьте хомут (внизу справа) на трубку и затяните стяжной болт
.После того, как вы затянете стяжной болт, вставьте штамп толкателя в машину и запустите гибочный станок до тех пор, пока трубка не войдет в штампы, затем установите индикатор градуса на 0.
(Да, я понимаю, что мой индикатор троса в некоторой степени сомнительный как точный измерительный прибор, но эй, он работает….)
Смажьте матрицу толкателя и согните трубку! В данном случае я делаю изгиб на 90 °.
В трубке всегда будет определенное количество пружины, поэтому для того, чтобы трубка имела изгиб 90 *, мне действительно нужно пройти 90 ° в гибочном устройстве. Я обнаружил, что в моем изгибе он обычно составляет примерно 2,5 * от желаемого угла. Вероятно, у вас будет другой опыт гиба / трубки / опыта.
После завершения первого изгиба ослабьте стяжной болт и протяните трубку до желаемой длины, затем слегка затяните стяжной болт.
На втором изгибе и каждом последующем изгибе вы должны проверять уровень / угол вашего изгиба и согласовывать часть трубки с этим углом. В противном случае, если вы пропустите этот шаг, когда вы закончите сгибание, два + сгиба не будут находиться в одной плоскости. Как только углы совпадают, вы готовы затягивать стяжной болт. Я уже выполнил этот шаг и начал сгибать № 2
На этом рисунке вы можете увидеть, что в гибочном устройстве и штампе есть несколько отверстий. Таким образом, гибочный станок может работать с трубами под разными углами и разными размерами.Чтобы сделать изгиб на 90 *, мне пришлось дважды повторно заколоть матрицу, чтобы завершить изгиб. Без дополнительных штифтов ход поршня заканчивается до того, как изгиб будет завершен.
Повторите шаги, описанные выше, для сгиба 3.
Затем еще раз для отвода 4.
TA-Da! Теперь у нас есть полупрофессионально выглядящий кусок изогнутой трубки! Также превью к другому проекту, над которым я работал.
Полезные ссылки и продукты
Ниже приведены ссылки на компании, которые производят очень хорошие гидравлические и ручные трубогибы.Они в порядке от тех, кто, вероятнее всего, скупится на копейки, до тех, у кого довольно глубокие карманы. Вы также можете следить за использованными на FB Marketplace или Craigslist.
Начальный уровень / стандартная опция:
Это модель, эквивалентная той, что я всегда использовал. Их много, и это, вероятно, самый распространенный тип трубогиба.
Вы покупаете штампы отдельно, потому что для этого гибочного станка есть трубки разных размеров и грузоподъемности от 3/4 ″ до 2 ″ OD (внешний диаметр).Наиболее распространенный размер автомобильных каркасов безопасности — 1 3/4 дюйма.
Ниже приведена ссылка на комплект пневмо-гидравлики, который экономит МНОГО времени !! У меня есть один, и я не хочу возвращаться к ручному управлению.
Как упоминалось выше, другим дополнительным преимуществом этого комплекта является то, что вам не нужно привинчивать гибочный станок к неподвижному объекту (например, бетонному полу или прицепу), вам просто нужно прикрутить его к чему-то достаточно большому, чтобы он выиграл. не упасть. На фотографиях выше у меня он вообще не был прикреплен, но я обычно прикручиваю его с помощью болтов к старой тяжелой деревянной двери из лома.
Необычная промышленная модель:
Ниже представлена более модная версия гибочного станка в стиле JD2 для промышленных нужд:
Если бы я выиграл в лотерею модель:
Ага … только в мечтах 😉
ЛУЧШАЯ направляющая для гибки труб из имеющихся!
Ниже приводится ссылка на статью Роба Парка о пиратских 4 × 4 под названием «Tube Bending 101». Он гораздо лучше объясняет процесс гибки, чем я. Я уже много лет возвращаюсь к этому руководству.
ПИРАТ 4X4 — ТРУБОГИБ 101
Это не исчерпывающий справочник по гибке труб, но, надеюсь, я смог познакомить вас с процессом, показать пример и некоторые часто используемые инструменты, которые вы можете взять и использовать самостоятельно.
А теперь ВЫ выходите на улицу и поработайте над чем-нибудь !!