 alexxlab
alexxlab принцип работы, что им можно делать и как резать металл
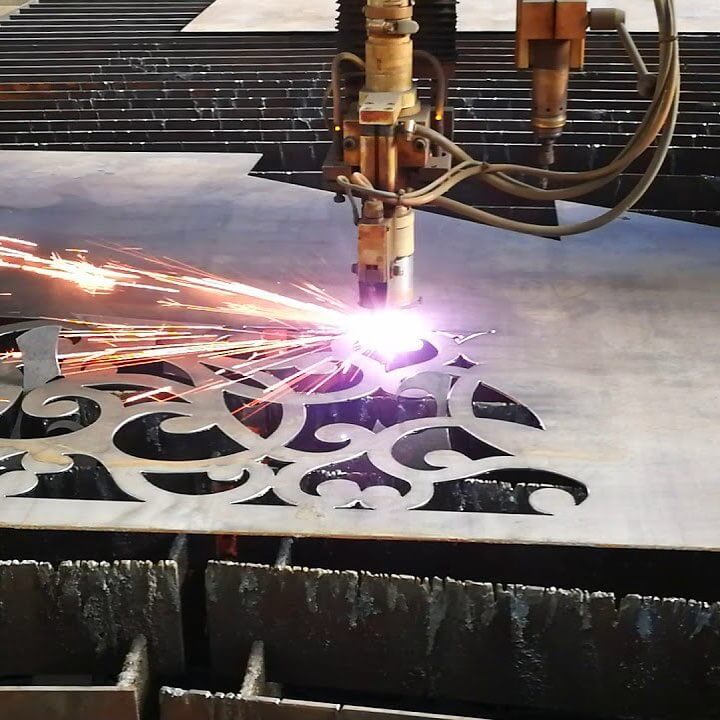
Плазменная резка – одна из наиболее современных эффективных технологий, позволяющая работать с металлом, а также с некоторыми материалами, не проводящими ток, в том числе древесиной, пластиком и камнем.
Неудивительно, что метод пользуется спросом и активно применяется в различных сферах деятельности, в ЖКХ, в строительстве, промышленности. Главным устройством во всем процессе является плазморез, продуцирующий дугу, сформированную плазмой огромной температуры.
Дуга позволяет вести работу с высокой точностью, проводить раскрой не только по прямым линиям, но и формировать сложные фигуры.
Чтобы разобраться в тонкостях всего процесса, рассмотрим подробнее конструкцию устройства, а также основные принципы, на которых построено его функционирование.
Содержание
- Конструкция
- Рабочий принцип
- Области применения
- Основные инструкции
- Заключение
Плазморезка сформирована следующими элементами:
1. Элемент питания, который отвечает за подачу тока той или иной силы. В качестве элемента применяют либо трансформаторы, либо инверторы.
Элемент питания, который отвечает за подачу тока той или иной силы. В качестве элемента применяют либо трансформаторы, либо инверторы.
Первый вариант характеризуется значительной массой, зато почти неуязвим для колебаний напряжения, а также дает возможность осуществлять рез металлических заготовок огромной толщины.
Инвертор – хороший выбор в том случае, если манипуляции ведутся с не слишком толстыми заготовками. Они экономичны в отношении потребления энергии, характеризуются высоким КПД и рекомендуются для использования в частном хозяйстве.
2. Плазмотрон. Основной элемент, посредством которого и ведется рез.
Корпус детали скрывает электрод, отвечающий за формирование мощной дуги. Сделан электрод из тугоплавкого металла, благодаря чему исключены его деформации и разрушения вследствие высокотемпературных нагрузок. Как правило, используется гафний, как наиболее прочный и безопасный материал.
На конце находится сопло, формирующее струю плазмы, с легкостью разрезающую заготовку.
Производительность и мощность устройства, во многом, определяется именно диаметром сопла. Чем шире сопло, тем больше воздуха оно пропускает за единицу времени, а увеличение объемов воздуха непосредственно увеличивает производительность. Наиболее распространенный диаметр – 3 миллиметра.
Точность работы зависит от конфигурации сопла, для проведения наиболее тонкой работы следует подбирать удлиненный элемент.
3. Компрессор. Его главная задача – нагнетание воздуха, без которого плазменный резак по металлу просто не может функционировать. Процесс построен на использовании газа для формирования плазменной струи и защиты.
Если сила тока устройства ограничена 200А, то необходим просто сжатый воздух, его достаточно и для отвода лишнего тепла, и для формирования струи. Такая модель – оптимальное решение в случаях, когда режутся заготовки не толще 5 сантиметров.
Установки промышленного типа используют не обычный сжатый воздух, а концентрированные газовые смеси на основе гелия, водорода, азота.
4. Комплекс кабелей и шлангов соединяет все модули между собой. Шланги транспортируют сжатый воздух, кабеля передают электрический ток.
Смотрите полезное видео, устройство и как работает плазменная резка:
Рабочий принцип
Теперь изучим непосредственно принцип работы устройства.
Когда оператор нажимает на клавишу розжига, элемент питания подает ток на плазмотрон. Это приводит к формированию первичной дуги огромной температуры, которая составляет от 6 до 8 тысяч градусов.
Формирование дуги между наконечником электрода и сопла происходит из-за того, что крайне трудно добиться такого результата непосредственно между заготовкой и электродом. Более того, если работа ведется с материалом, характеризующимся изолирующими свойствами, это просто невозможно.
Когда сформирована первичная дуга, к ней подается воздушная смесь. Данный воздух контактирует с ней, его температура растет, а объем – увеличивается, причем увеличение может быть даже стократным. Вдобавок к этому, воздух теряет свои диэлектрические свойства, ионизируется.
За счет того, что сопло имеет сужение к своему окончанию, воздушный поток разгоняется до 2-3 метров в секунду и вырывается наружу, имея температуру почти в 30 тысяч градусов. Из-за высокой степени ионизации и огромной температуры воздух называется плазмой, показатель электрической проводимости которой равняется этому параметру у обрабатываемого металла.
В момент соприкосновения с обрабатываемой поверхностью первичная дуга угасает, а дальнейшая работа ведется уже за счет вновь образованной режущей дуги. Именно она плавит или прожигает материал. Рез получается ровным, так как мощный воздушный поток сдувает с поверхности все появляющиеся частички.
Такое описание того, как работает система, является наиболее простым и распространенным.
Области применения
Теперь рассмотрим, что им можно делать:
- Оперативный рез больших объемов материалов.
- Изготовление листовых деталей, характеризующихся сложностью геометрии, вплоть до ювелирной и приборостроительной отрасли, где требуется максимальное соответствие исходным чертежам.
Штамповка в такой ситуации не применяется, так как данная технология, хоть и дешево, не обеспечивает достаточной точности. Плазморез же, несмотря на огромную температуру струи, нагревает обрабатываемый элемент точечно, что полностью исключает вероятность температурной деформации.
- Монтаж металлических конструкций. Плазморез исключает нужду в применении баллонов со сжатым кислородом и ацетиленом, что повышает степень безопасности и удобства, в особенности, если дело касается осуществления операций на высоте.
- Рез сталей высокой степени легирования. Механические способы в данном случае не подходят, так как прочность сталей огромна, инструмент, способный эффективно резать листы на их основе, будет стоить очень дорого, а изнашиваться – очень быстро.

Получается, что сферы использования разнообразны.
Основные инструкции
Несколько правил, позволяющие понять, как резать плазморезом эффективно и безопасно:
- Необходимо контролировать расположение катодного пятна, оно должно соответствовать центру электрода. Достигается такая точность вихревой подачей воздуха. Отклонения в подаче приводят к тому, что происходит смещение плазменной дуги, она теряет стабильность горения. В некоторых случаях формируется вторая дуга, а в самой сложной ситуации устройство просто ломается.
- Контроль над воздушным расходом дает возможность корректировать скорость потока плазмы, варьировать производительность.
- Скорость реза напрямую влияет на толщину.
 Чем выше скорость, тем тоньше рез, ее уменьшение увеличивает ширину. Аналогичных результатов, большей ширины, можно достичь и увеличением силы тока.
Чем выше скорость, тем тоньше рез, ее уменьшение увеличивает ширину. Аналогичных результатов, большей ширины, можно достичь и увеличением силы тока.
Смотрите видео-урок работы плазморезом:
Заключение
Итак, мы разобрались, что такое плазморез.
Можно сделать вывод, что в ситуации, когда вам регулярно приходится работать с металлическими элементами, резать арматуру, трубы или другие детали, его помощь окажется полезной. Так что расходы на его покупку будут полностью компенсированы удобством и эффективностью дальнейшей работы.
Плазморез из инвертора: Инструкция +Видео
Плазморез: принцип действия, устройство, инструкция по применению
Что представляет собой плазморез и по какому принципу он работает? Если говорить про данный инструмент, то стоит сразу отметить, что это тот прибор, который используют сварщики, причем далеко не все. Для единоразового использования такой инструмент никогда и нигде не применяют. По этой причине есть инструменты, при помощи которых есть возможность проводить отрезные операции, и при этом не прибегать к использованию дорогого варианта, а именно болгарки. Но если требования к объему и скорости проводимого процесса ужесточенные, то вам никак не обойтись без использования плазмореза.
Для единоразового использования такой инструмент никогда и нигде не применяют. По этой причине есть инструменты, при помощи которых есть возможность проводить отрезные операции, и при этом не прибегать к использованию дорогого варианта, а именно болгарки. Но если требования к объему и скорости проводимого процесса ужесточенные, то вам никак не обойтись без использования плазмореза.
Именно по этой причине его используют в машиностроительной индустрии, при изготовлении больших конструкций из металла, для резки труб и всего остального.
Содержание:
- 1 Разновидности резаков и назначение каждого из них
- 2 Устройство
- 3 Схема работы плазмореза
- 4 Правила выбора инструмента
Разновидности резаков и назначение каждого из них
Много при выборе плазменного резака будет зависеть от того, в какой области вы планируете его использовать. Дело в том, что конструктивные особенности всех видов сильно отличаются между собой – у каждого устройства свой тип зажигания дуги, а также мощность охлаждающей системы.

- Инструменты, которые работают в среде газов защитного типа – водород, аргон, гелий, азот и прочие. Такие газы имеют восстанавливающие свойства.
- Резаки, которые работают в среде газов окисления. Такие обычное насыщают посредством кислорода.
- Приборы, которые используют для работ со смесями.
- Резаки, которые работают в стабилизаторах жидкостно-газового типа.
- Устройства, которые работают с магнитной и водной стабилизацией. Это особый инструмент, который очень редко используют, поэтому его достаточно трудно найти в свободной продаже.
Есть и другая классификация, которая помогает разделить и купить плазморез по виду оборудования, которое используется для работ.
- Инверторные – вариант, признанный экономичным, может разрешать детали из металла с толщиной до 3 см.
- Трансформаторные – такие устройства способны производить резку металла с толщиной до 8 см, вариант сам по себе менее экономичный.

По типу контакта устройства можно поделить на две группы – бесконтактные и контактные. По названию уже легко понять, какие есть методы использования плазменного резака. В первом случае для устройства не требуется контакта с обрабатываемым металлом, причем толщина заготовки может быть любой, тогда как во втором случае требуется контакт с металлом, и его толщина должна быть не меньше 1,8 см.
Еще одна категория – тип использования и возможность питания от электрической энергии. в этом случае есть вде позиции – бытовой резак, который работает от сети с переменным током и стандартным напряжением 220 В, и промышленный, который можно подключать лишь к трехфазной питающей сети с напряжением в 380 В.
Обратите внимание, что даже те резаки, которые имеют минимальную мощность, будут от 4 кВт. По этой причине при его подключении к бытовой электросети для начала удостоверьтесь, что она точно выдержит такую нагрузку.
Такая нагрузка не является единственной, так как в системе резки плазменным устройство используют охлаждение, и для этого в комплект к стандартному оборудованию идет компрессор, который тоже будет работать от сети. Учитывайте и его мощность при подключении к домашнему питанию.
Учитывайте и его мощность при подключении к домашнему питанию.
Устройство
Самому названию уже понятно, что процесс резки металла выполняется благодаря плазме, причем последняя представляет собой ионизированный газ с высокой проводимостью электротока. Чем выше будет температура газа, тем выше будет проводимость, а сила разрезания увеличится в значительной мере. Для процесса резки металла используют также воздушно-плазменную дугу. Учтите, что в данном случае ток уже будет иметь непосредственное воздействие на поверхности из металла.
Получается, что принцип действия устройства такой:
- Металл расплавляют.
- Его жидкое состояние выдувают из зоны среза.
Ручной плазморез состоит из:
- Блока питания – это может быть инвертор или сварочный трансформатор.

- Шлангов.
- Резака, который изредка называют плазмотроном.
- Компрессора.
Не будет лишним разобраться, чтобы понять конструктивные особенности резака. Внутри устройства находится установленный электрод, который сделан из редкого металла, например, из гафния, бериллия, циркония и прочего. Почему именно эти металлы? Дело в том, что при нагревании на поверхности данного электрода образуются тугоплавкие виды оксидов. Она являются своеобразной защитой электрода, которая будет обеспечивать целостность материала, т.е. не разрушать. Чаще всего в плазменных резаках устанавливают гафниевые электроды, потому что данный металл не является токсичным и радиоактивным, как, к примеру, бериллий.
Важное значение в конструкции играет сопло – именно через него плазма попадает на резку. Именно от него и будут зависеть основные параметры устройства, а точнее от толщины и длины сопла. Т диаметра будет зависеть мощность потока плазмы, а значит, и скорость среза и ширина срезанной канавки.
Конечно, от этого будет зависеть еще и скорость охлаждения. Чаще всего на резаках устанавливают сопло, диаметр которого равен 0,3 см. Длина будет прямопропорционально влиять на качестве среза – чем длиннее, тем лучше. Учтите, что очень длинное сопло будет быстро выходить из строя.
Схема работы плазмореза
Итак, когда вы нажимаете на кнопку розжига, источник электрической энергии автоматически включается, и в резак попадает высокочастотный ток. Из-за этого появляется дежурная дуга между электродом и наконечником сопла. Температура дуги составляет от +6 000 до +8 000 градусов. Следует обратить внимание на то, что дуга между разрезаемым металлом и электродом появляется не сразу, на это требуется время.
После этого в камеру резака начинает поступать воздух, находившийся в компрессоре (сжатый). Воздух начинает нагреваться при прохождении через камеру, в которой расположена дежурная дуга, и его становится больше в 100 раз. Помимо этого он начинает ионизироваться, по сути, превращаясь в токопроводящую среду, хотя воздух сам по себе является диэлектриком.
Сопло, которое сужено до 0,3 см создает плазменный поток, который вылетает из резака с большой скоростью (от 2 до 3 метров в секунду). Температура воздуха, который стал ионизированным, достигает до +30 000 градусов. С такой температурой воздух по проводимости становится таким же, как и проводимость металла. Как только плазма попадает на обрабатываемую поверхность, дежурная дуга выключается, но вместо нее включается рабочая. Плавление металлической заготовки производится в месте среза, откуда жидкий металл сдувается воздухом, который попадает в зону среза. Это и есть схема резки.
Правила выбора инструмента
Люди, которые работали с плазморезом, отметят, что чем больше сила тока, попадающего на электрод, тем быстрее будет процесс. Но есть и некоторые условия, на которые будут влиять и остальные параметры оборудования. Сюда отнесем толщину среза и тип металла. От таких параметров будет зависеть, какое оборудование для работы выбрать, а именно такой из параметров, как сила тока. Чтобы разрезать лист меди с толщиной в 0.2 см, вам нужен будет плазменный резак с силой тока в 12 А.
Сюда отнесем толщину среза и тип металла. От таких параметров будет зависеть, какое оборудование для работы выбрать, а именно такой из параметров, как сила тока. Чтобы разрезать лист меди с толщиной в 0.2 см, вам нужен будет плазменный резак с силой тока в 12 А.
Обратите внимание, советуем покупать оборудование, которое будет иметь запас силы тока. Обычно указанные параметры при покупке максимальные, а значит, работать на них получится непродолжительное время.
Преимущества и недостатки
Перед тем как сделать выбор и решить, купить плазморез или нет, следует узнать обо всех отрицательных и положительных сторонах оборудования. Так, например, в домашних условиях данное устройство заменимо болгаркой.
Итак, преимущества следующие:
- Резка на большой скорости, а значит, на процесс будет затрачено не так много времени. По сравнению с остальными режущими инструментами (к примеру, с кислородной горелкой) скорость выше в целых 6 раз.
 Он уступает только лазерной резке.
Он уступает только лазерной резке. - При помощи плазменного устройства можно разрезать заготовки с большой толщиной, а это не всегда под силу даже болгарке.
- Может разрезать любые виды металлов, главное, чтобы был правильно выставлен режим работы.
- Минимальный этап подготовки – поверхности деталей можно зачищать от грязи, ржавчины, масляных пятен, но в этом нет никакого смысла, так как это не помеха для резки.
- Точность среза высокая, качество тоже. Для ручных устройств чтобы улучшить точность среза часто используют специальные упоры, которые не будут давать резаку смещаться по плоскости. В итоге получается срез без наплывов, тонкий и ровный.
- Небольшая температура нагревания, исключение – зона среза, поэтому заготовки не подвергаются деформации.
- Возможность фигурного среза, и хотя таким качеством могут похвастаться и остальные инструменты, но, например, после использования кислородной горелки придется шлифовать края среза и убирать подтеки металла.

- Проводимая операция безопасна на 100%, так как нет ни одного газового баллона в комплекте к оборудованию.
Недостатки:
- Высокая стоимость оборудования.
- Допустимо работать лишь одним резаком.
- Следует выдерживать направление плазмы аккурат перпендикулярно плоскости обрабатываемой детали. На данный момент в продаже появились аппараты, который могут резать под углом от 15 до 50 градусов.
- Толщина изделия для разрезания ограничена, поэтому самые мощные экземпляры могут резать металл, толщина которого 10 см. При помощи кислородной горелки вы сможете порезать металл с толщиной в 50 см.
И, тем не менее, плазморез как устройство достаточно востребован. Ручные виды часто используют, но лишь в небольших предприятиях, где нужно выполнять большие объемы резки и к качестве реза предъявлены жесткие требования.
Принцип работы плазмореза, для чего он нужен и как работает технология
05Дек
Содержание статьи
- Что это за метод
- Разновидности плазморезов
- Виды и принцип плазменных резаков
- Устройство плазменной резки
- Схема работы плазмореза
- Особенности технологии
- Виды и технологии плазменной резк
- Как выбрать плазменный резак
- Трансформаторные и инверторные аппараты
- Как работает аппарат водно-плазменной резки в отличие от воздушной
- Контактный и бесконтактный плазморез: для чего нужен и как он работает
- Параметры резака
- Оборудование своими руками
- Типы плазмотронов
- Как работает плазменная резка металла автомат
- Какие газы используются
- Преимущества и недостатки
- Возможности
В области металлообработки имеет весомое значение плазморез, о нем мы и расскажем: что это такое – воздушно плазменная резка металла, принцип работы, дополнительно покажем видео и фото действия агрегата.
Что это за метод
Его отличие в скорости разреза. Если классическое пламя, основанное на пропане и кислороде, с невысокой температурой горения. Указанный способ работает по принципу усиления электродуги под высоким давлением. В результате тепло не успевает распределиться по всей заготовке, а она – деформироваться.
Особенность – дуга плазмотрона является не только резаком. Она позволяет и производить сварочные работы, если будет использована присадочная проволока.
Разновидности плазморезов
Отличия разных типов – в способе розжига дуги и ее поддержания. В классическом варианте она образуется между соплом и деталью. Но если материал не имеет способности проводить ток, то ионизированная электродуга возникает между катодом и анодом и держится на постоянной основе. Отдельно стоят приспособления, использующие пар от жидкости (она находится в резервуаре), который усиливает давление и заменяет эффект ионизирующего вещества.
Виды и принцип плазменных резаков
В основном выбор зависит от сферы использования – какие металлы предстоит разрезать, ширина заготовок, требования к срезу, теплопроводность материала и прочие параметры. Разновидности:
- Инструменты, которые работают в среде инертных газов, – они являются восстановителями.
- Дополняются окислительными парами и насыщены кислородом.
- Технологии, работающие на основании смесей.
- Работа происходит в среде газожидкостных веществ.
- Водная или магнитная стабилизация – редко используется.
Из вышеперечисленных приборов самой распространенной основой являются инертные газы, например, аргон, водород, азот, гелий. В зависимости от толщины металла используют аппараты на инверторе или трансформаторе. Также они различаются по наличию контакта между резаком и заготовкой или по бесконтактному способу.
Исходя из мощности и предназначения, есть бытовые и промышленные агрегаты. Первые работают от стандартной сети с напряжением в 220 В, а вторые подключаются к 380 В.
Первые работают от стандартной сети с напряжением в 220 В, а вторые подключаются к 380 В.
Устройство плазменной резки
Уже в названии понятно, что главный элемент, оказывающий воздействие, – это плазма, которая состоит из ионизированного газа под давлением с высокой электропроводностью. Чем выше температура, тем сильнее проводимость, а значит, и скорость процедуры. Конструктивно прибор состоит из нескольких частей, как показано на схеме:
Источник электропитания
Энергию может подавать трансформатор или инвертор. Первый очень надежный, фактически нечувствительный к перепадам тока, а также может применяться по отношению к толстым металлическим брускам до 80 мм. К минусам можно отнести увеличенный вес и большую стоимость, не очень высокий КПД, поэтому прибор сложно назвать экономным. Обычно применяется на производстве при необходимости металлообработки крупных заготовок.
Инвертор имеет лишь один относительный минус – им нельзя резать материал более 40 мм в ширину. Зато есть масса плюсов:
Зато есть масса плюсов:
- стабильное горение электродуги;
- высокая эффективность, на 30% больше экономии;
- легкость;
- компактность и мобильность.
Что такое плазменный резак или плазмотрон
Это основной узел, инструмент, с помощью которого через сопло подается плазма. От диаметра и длины отверстия зависит поток и, как результат, качество среза. Внутри находится электрод, он изготавливается из редких материалов с очень высокой прочностью и температурой плавления – бериллий, гафний или цирконий. Они при нагреве создают тугоплавкий оксид, который защищает целостность режущей кромки. Также есть охладитель с подачей воздуха и колпачок. Подробнее на схеме:
Компрессор
От этого элемента зависит то, как работает плазменный резак, – равномерно или с перебоями. В компрессионном устройстве содержится воздух, который подается в определенном объеме тангенциальной или вихревой струей. Если это не будет сделано, возможен нестабильный розжиг, образование двух электродуг одновременно или полный выход плазмотрона из строя.
Схема работы плазмореза
Инженер нажимает на кнопку запуска, включается подача электричества, автоматически зажигается первая пробная дуга. Она еще не имеет достаточную температуру для соединения. Затем воздух начинает поступать на сопло через компрессор в сжатом виде, ионизироваться, становясь проводником электроэнергии, что в обычных условиях без ионной обработки противоестественно для кислорода.
Через узкое отверстие сопла начинает выходить поток плазмы. Нагрев газа увеличивается до 30 тысяч градусов, поэтому луч начинает проводить электричество также хорошо, как и металл. При соприкосновении дуги с заготовкой происходит разрез, который моментально обдувается для охлаждения.
Принцип работы плазмореза и скорость плазменной резки
Когда термообработанный кислород обогащается ионами и выходит через сопло, его ускорение достигает 2-3 тысяч метров в секунду. Этот параметр справедлив при условии узкого отверстия не более 3 мм. При такой быстроте передвижения веществ молекулы еще сильнее разогреваются. Такого жара хватает для плавки даже тугоплавких металлов. Чем меньше эта характеристика у материала, тем быстрее и с меньшими деформациями происходит процесс.
При такой быстроте передвижения веществ молекулы еще сильнее разогреваются. Такого жара хватает для плавки даже тугоплавких металлов. Чем меньше эта характеристика у материала, тем быстрее и с меньшими деформациями происходит процесс.
Особенности технологии
- Толщина заготовок – до 220 мм.
- Обрабатываются любые металлические вещества.
- Скорость первичного потока при начальной дуге обычно составляет 800 – 1500 м/с.
- Чем уже сопло, тем больше ускорение потока.
- Проплав очень точный, точечный.
- Область возле разреза остается фактически не нагретой.
Есть два подвида процедуры в зависимости от замыкания проводящего контура.
Как работает резка плазменной струей
Металл не является замыкающим элементом, он находится между двумя сторонами – анодом и катодом. Принцип используется в том случае, когда обрабатываются неметаллы и вещества с низкой электропроводностью, то есть диэлектрики. Плазма образуется среди электрода и наконечника, а заготовка просто находится между двумя полюсами.
Плазма образуется среди электрода и наконечника, а заготовка просто находится между двумя полюсами.
Плазменно-дуговая резка
Используется, когда нужно разрезать металлическую плашку, которая имеет высокую токопроводимость. Это позволяет разжигать электродугу между проводником и образцом. При этом образуется струя. Плазмообразование происходит при содействии кислорода под высоким давлением и ионизирующего газа.
Обрабатываемая зона начинает плавиться и капли выдуваются вниз, образуя отверстие, ровный срез. Применяется постоянный ток прямой полярности.
Виды и технологии плазменной резки
Различают три технологических подхода в зависимости от среды, в которой проходит процедура:
- Воздух или азот в сочетании с электричеством. Самый простой аппарат.
- Два защитных газа, которые оберегают область воспламенения от воздействия окружающих веществ. Благодаря этому, появляется максимально чистая атмосфера – в этом пространстве будет очень ровный срез.

- С водой. Жидкость одновременно имеет две функции – защитную и охлаждающую. Применяется не со всеми металлами, так как некоторые из них вступают в химическую реакцию или быстрее после такой металлообработки окисляются.
Особенность всех трех типов в применении безопасных, пожаробезопасных материалов.
Как выбрать плазменный резак
Основное условие для выбора – назначение. При домашнем использовании удобнее инверторный источник питания. Также важен такой параметр, как сила тока – от нее зависит скорость работы. При выборе пользуйтесь таблицей:
Тип | Сила тока на 1 мм толщины |
Черный | 4 А |
Цветной | 6 А |
Отсюда следует, для распиловки двухмиллиметрового медного листа необходимо подать 12 ампер.
Трансформаторные и инверторные аппараты
При наличии трансформатора вы получите следующие характеристики:
- 100% продолжительность включения.
 То есть непрерывная работа без потребности делать перерывы.
То есть непрерывная работа без потребности делать перерывы. - Высокое энергопотребление.
- Большая цена.
- Увеличенная ширина разрезаемых заготовок.
Они применяются на производствах. В быту используют инверторы. Они экономичны, с малыми габаритами и массой, поэтому могут иметь ручку для переноса.
Как работает аппарат водно-плазменной резки в отличие от воздушной
Устройство отличается тем, что среда, в которой образуется плазма, – это жидкость. Она является охладителем, а пар – плазмообразователем. Это выгодно, так как одна субстанция заменяет два газовых потока. К достоинствам можно отнести невысокую стоимость и компактность, но есть существенный недостаток – обрабатывать можно только тонкие листы, не более 80 мм. Конструкция значительно облегчается, так как не нужен компрессор или баллон для газа. А резервуар для пара нужен более компактный, ведь он имеет вязкую структуру.
Контактный и бесконтактный плазморез: для чего нужен и как он работает
Эти два способа точное повторение двух типов – с образованием струи (в обход заготовки, когда она имеет низкую электропроводность) и с наличием дуги между электроном и металлов, тогда столб образует контакт.
Параметры резака
Основное различие для мастера – ручной привод или машинный. Первый держит в руках оператор, а второй программируется в станке. Это сложные аппараты, которые в основном применяются при необходимости высокой точности. Ниже о них поговорим подробнее.
Оборудование своими руками
Намного безопаснее купить устройство, тем более что сейчас оно продается по доступной цене. Но умельцам предлагаем посмотреть видео по самостоятельному изготовлению:
Плазморезка ЧПУ: принцип работы в домашних условиях
Еще труднее изготовить аппарат с компьютерным управлением. Обработка происходит намного быстрее, качество детали выше. Мастер из этого ролика справился с самостоятельным изготовлением:
Типы плазмотронов
Различают инструмент по способу стабилизации дуги (подача стабилизатора, воздуха или воды):
- водяной;
- вихревой;
- двойной;
- аксиальный одинарный;
- магнитный.

Как работает плазменная резка металла автомат
Отличие от описанного процесса только в наличии статического стола, динамического сопла, которое передвигается по полозьям и пульта управления. Особенность работы – программа действий задается дистанционно, оператор только включает станок и наблюдает за процедурой.
Какие газы используются
Применяют:
- сжатый воздух;
- кислород;
- азотно-кислородную смесь;
- азот;
- аргоно-водородную смесь.
Преимущества и недостатки
К плюсам можно отнести:
- высокую мощность и производительность;
- экономичность;
- качество и точность.
Минус – небольшая толщина среза, она сильно зависит от силы тока.
Возможности
Используется аппарат во множестве случаев, на предприятиях и в частных целях. Можно обработать как листы, так и трубы, любую конфигурацию металла. Работа происходит и с чистыми веществами, и со сплавами, даже с тугоплавкими. В статье мы рассказали про основы плазменной резки, область применения и максимальную ширину реза при использовании технологии. Предлагаем также ознакомиться с нашим ассортиментом ленточнопильных изделий. Компания «Рокта» уже 15 лет на российском рынке. За это время мы охватили практически все города страны.
Работа происходит и с чистыми веществами, и со сплавами, даже с тугоплавкими. В статье мы рассказали про основы плазменной резки, область применения и максимальную ширину реза при использовании технологии. Предлагаем также ознакомиться с нашим ассортиментом ленточнопильных изделий. Компания «Рокта» уже 15 лет на российском рынке. За это время мы охватили практически все города страны.
Плазморез своими руками
Главная » Разное » Плазморез своими руками
Плазморез из инвертора своими руками: схема, видео
Выполнить раскрой металла без использования специального оборудования — задача непростая. Но покупка необходимой техники требует значительных затрат — гораздо проще и дешевле изготовить плазморез своими руками, тем более что эта работа не займет много времени. Что же для этого потребуется, можно ли сделать подобное устройство из инвертора, и какие материалы нужно будет приобрести?
Преимущества и особенности
Преимущества, которыми обладает плазморез, невозможно переоценить. С его помощью можно аккуратно разрезать листы, не потребуется дополнительная обработка краев, а самое главное, работа займет минимальное количество времени — что уже повод самостоятельно сделать подобное устройство. Схема его достаточно проста, благодаря чему не составит труда воплотить её и своими руками.
С его помощью можно аккуратно разрезать листы, не потребуется дополнительная обработка краев, а самое главное, работа займет минимальное количество времени — что уже повод самостоятельно сделать подобное устройство. Схема его достаточно проста, благодаря чему не составит труда воплотить её и своими руками.
Прежде чем приступать к изготовлению, стоит изучить принцип работы этого прибора.
Начать стоит с покупки инвертора, который и обеспечивает подачу тока — в противном случае готовый прибор будет работать с постоянными перебоями, да и расход электроэнергии многократно увеличивается. Важно учитывать, что использование трансформатора подходит для резки металла практически любой толщины, поэтому он более эффективен в промышленных условиях. Если же речь идет об использовании устройства в быту, то и инвертора будет вполне достаточно.
Принцип работы оборудования: основные элементы
Вне зависимости от вида и комплектации, любое изделие состоит из нескольких основных деталей:
- Резак.

- Механизм, передвигающий резак.
- Система управления.
- Плазмотрон.
- Оборудование, подающее воздух и напряжение.
Принцип работы аппарата, используемого для резки по металлу довольно прост. Под давлением на резак поступает воздух — при соприкосновении с электродом, он нагревается, а соответственно и ионизируется. В результате раскаленный воздух плавит металл, что позволяет добиться аккуратной обработки краев, а также более точной нарезки, чем при использовании других видов оборудования.
Специалисты рекомендуют создавать самодельный плазморез именно на основе инвертора. Так как с его помощью можно выполнять даже небольшие заготовки минимальной толщины.
Устройство отлично подходит для работы в местах, доступ к которым ограничен — для эксплуатации в домашних условиях это станет оптимальным вариантом. К тому же и коэффициент полезного действия будет на 30% выше, чем при использовании для этой цели трансформатора.
Ручная или машинная резка?
При выборе плазмореза для работы, важно учитывать для каких целей планируется использовать устройство. Для бытовых целей будет достаточно ручного оборудования, которое чаще всего устанавливается в небольших мастерских и эксплуатируется в домашних условиях.
Для бытовых целей будет достаточно ручного оборудования, которое чаще всего устанавливается в небольших мастерских и эксплуатируется в домашних условиях.
Ручное управление
В этом случае управление осуществляет оператор — нередко срез получается аккуратным, но не безупречным. Чтобы добиться идеального результата, можно использовать соответствующий упор. Для домашнего применения ручной плазморез оптимален, так процесс его создания не требует особых усилий и значительных затрат, оборудование экономично в работе и рассчитано на долгосрочную эксплуатацию.
Можно приобрести и готовый вариант, который используется не только для сварки, но и резки. Важно учитывать, что цветные металлы обрабатываются большей силой тока, поэтому прежде чем подобрать необходимое оборудование, стоит определиться с целью его использования.
Машина ЧПУ
Станки с ЧПУ актуальны на производстве, так как они обеспечивают необходимую производительность. Участие в работе оператора сводится к минимуму, а плазменный резак позволяет добиться безукоризненного разреза — обработка края не требуется. К тому же, можно использовать оборудование для фигурных вырезов — при использовании ручного аппарата это не так уж просто.
К тому же, можно использовать оборудование для фигурных вырезов — при использовании ручного аппарата это не так уж просто.
Но необходимо учитывать, что для машинной резки металла потребуется специальный стол, а также дополнительное оборудование. Это увеличивает общую стоимость конструкции и требуется дополнительное место для её установки.
Процесс изготовления самодельного оборудования
Чтобы сделать необходимое оборудование, важно приобрести требующиеся материалы. Понадобится:
- Инвертор. Прежде всего, необходимо определиться с толщиной металла, с которым предстоит работать. На основании этого и вычисляется оптимальная мощность оборудования — лучше всего в этом вопросе воспользоваться помощью специалиста. Нередко рекомендуется использовать в качестве основы трансформатор, но стоит учитывать его габариты — устройство для инверторной сварки отличается минимальным весом, благодаря чему его использование предпочтительнее для работ, выполняемых вручную. К тому же, применение инвертора позволяет сократить потребление электроэнергии.

- Плазменный резак. Основным параметром, который определяет выбор, опять-таки является мощность. Важно учитывать, требуется оборудование прямого или косвенного воздействия.
- Компрессор. Используется для прогонки воздуха. Его мощность должна соответствовать используемому оборудованию.
После того как требующиеся материалы будут готовы, можно приступать к непосредственному процессу сборки.
Оборудование для сварки должно сочетаться с иными элементами по мощности. В этом необходимо убедиться еще до того, как приступать к изготовлению аппарата!
Этапы самостоятельного изготовления
Когда все готово, предстоит выполнить следующие этапы работ:
Схема сборки плазмореза
- Подготовить схему и надеть защитную одежду.
- Для создания резака из инверторной сварки, потребуется подобрать подходящий по толщине кабель. Подготовить электроды, которые обязательно должны быть изготовлены из материалов, которые подходят для выполнения воздушно-плазменной резки.

- Соединить инвертор, кабель, электрод в соответствии со схемой — результатом соединения станет электрическая дуга.
- Подключается шланг, обеспечивающий подачу воздуха. С одной стороны он соединен с компрессором, с другой — с плазмотроном.
После этого можно приступить к проверке. Это завершающий этап процесса изготовления — остается лишь сделать раскрой по металлу, убедившись в том, что готовое устройство полностью выполняет необходимые функции.
Процесс изготовления плазмореза довольно прост и понятен: стоит внимательно изучить схему, а также этапы выполнения работ. Благодаря этому не составит труда сделать нужный прибор своими руками, что поможет сэкономить значительную сумму средств. Тем более что если все сделано правильно, то домашний аппарат ничуть не уступает покупным вариантам.
ЧПУ своими руками: необходимое оборудование
Стоимость станка плазменной резки с ЧПУ отнюдь не низка — она доступна далеко не каждому производственному предприятию, что и говорить о покупке подобного устройства для применения в быту. Именно поэтому возможность сделать его самостоятельно — отличный выход из этой ситуации.
Именно поэтому возможность сделать его самостоятельно — отличный выход из этой ситуации.
Для изготовления понадобятся:
- Стол.
- Шаговые детали.
- Направляющие.
- Блок управления.
- Ременная передача.
Нужно учитывать, что часть деталей потребуется заказать — крайне важно детально заранее просчитать параметры каждого изделия, используемого для сборки плазмореза, с учетом особенностей дальнейшего применения устройства.
Порядок изготовления
Процесс сбора состоит из нескольких основных этапов:
- Подготовка основания — оно должно быть ровным и находиться строго параллельно полу. Лучше всего воспользоваться уровнем, чтобы убедиться в этом.
- Из труб сваривается рама, которая станет основой будущего стола. Его ножки стоит усилить специальными подпорками, расположенными под наклоном.
- Чтобы конструкция была практичной и долговечной, важно обязательно покрыть её слоем грунтовки, после чего покрасить. В противном случае очень скоро придется начинать борьбу с коррозией.

- Для установки станка потребуются специальные опоры. Для этой цели лучше всего использовать дюраль.
- Сваривается водяной стол для раскроя металла.
- Металл нарезается на полосы около 4 см — это будут рейки, которые устанавливаются в соответствующие крепления.
- Монтируются направляющие.
- Стол зашивается и тоже окрашивается.
- Остается лишь смонтировать портал, а на него — двигатель и необходимые датчики.
- Крепятся направляющие и двигатель осей Y и Z
- Фиксируется датчик поверхности и кабель-каналы для каждой оси.
Остается лишь завершить процесс создания конструкции, ограничив перемещения портала и смонтировав кран для слива жидкости. После этого все провода аккуратно прячутся, и устанавливается горелка.
Когда основа конструкции готова, необходимо установить терминал с ЧПУ. Сначала корпус, после чего поочередно монтируются все элементы управления, включая монитор, клавиатуру, основные кнопки и модуль ТНС. Устройство готово к работе — можно пользоваться плазморезом с ЧПУ.
Заключение, вывод
Несмотря на то, что процесс создания аппарата, используемого для раскроя по металлу, достаточно прост, лучше все-таки не приступать к этой работе, не имея достаточных знаний и опыта. Поэтому прежде чем воплотить поставленную задачу на практике, стоит заручиться поддержкой профессионалов. Или же купить уже готовый вариант, тем более что современные модели могут использоваться не только для резки, но и для сварки.
По традиции, тематическое видео — «что мы получим в итоге?»
Плазморез из инвертора сделать самому своими руками. Самодельная установка плазменной резки металла
Плазменная резка очень широко применяется в различных отраслях строительства и производства. Удобство работы и качество конечного результата подобного метода обработки снискали огромную популярность у специалистов. Именно поэтому многие начинающие мастера и даже отдельные бригады часто задают вопрос о том, как сделать плазморез из инвертора своими руками, поскольку оригинальное устройство стоит довольно дорого и все желают сэкономить, используя имеющееся оборудование.
Назначение
Прежде всего, данное устройство позволяет производить быструю резку различных металлов. Это очень удобно при создании всевозможных конструкций без использования другого инструмента. Также ручной плазморез может использовать разные электроды, при помощи которых производится сварка.
Процесс соединения металлов с использованием агрегата предполагает использование метода пайки. Поэтому главным преимуществом такого оборудования является то, что благодаря ему можно соединять совершенно разные металлы, используя высокотемпературный припой.
Отдельного внимания заслуживает применение такого инструмента в кузнечном деле. Дело в том, что с его помощью можно производить закаливание, отжиг, термическую зачистку и сваривание черных и цветных металлов вместе. Поэтому наличие его в подобном производстве является необходимостью, позволяющей сильно сэкономить время.
Конструктивные особенности
Собирая плазморез из инвертора своими руками, необходимо знать его устройство и комплектацию. Однако сразу стоит отметить тот факт, что некоторые детали намного проще приобрести в готовом виде, чем создавать самостоятельно.
Однако сразу стоит отметить тот факт, что некоторые детали намного проще приобрести в готовом виде, чем создавать самостоятельно.
Типовой аппарат состоит из источника питания, плазмотрона, который также очень часто называют “резак”, воздушного компрессора и шланго–кабельного пакета.
- Источник питания необходим для того, чтобы подавать на устройство ток определенной силы. Фактически он является сердцем аппарата, и от него зависят его технические характеристики.
- Не менее важным является и сам резак или плазмотрон. Он имеет определенную конструкцию, которая значительно отличается от подобных изделий на сварочных агрегатах. Сразу стоит отметить, что создавая плазморез из инвертора своими руками, именно эту деталь лучше приобретать в магазине. Это значительно облегчит эксплуатацию и решит массу проблем с заменой некоторых элементов.
- Компрессор в аппарате, работающем с использованием тока силой не более 200 А, необходим для подачи воздуха, который выполняет функции охлаждения и позволяет создать плотный пучок плазмы.
 Для более мощных установок применяют аргон, гелий, водород, азот, кислород и их смеси.
Для более мощных установок применяют аргон, гелий, водород, азот, кислород и их смеси. - Кабель–шланговый пакет выполняет функции соединительного элемента, через который поступает электрический ток от источника питания и воздух с компрессора на плазматрон.
Трансформатор или инвертор
Обычно установка плазменной резки металла в качестве источника питания использует инвертор или специальный трансформатор. Оба эти варианта отлично подходят для самостоятельного изготовления, но прежде чем определиться с выбором, необходимо знать, какие есть между ними отличия и как это сказывается на технических характеристиках конечного изделия.
- Типовой плазморез из сварочного инвертора является самым эффективным и экономным. Его КПД на 30% больше, чем у агрегатов, использующих трансформатор, и он выдает стабильную дугу. Однако подобное устройство может выполнять только строго определенные задачи, работая с материалами определенной толщины.
- При использовании трансформатора нужно помнить о том, что данное изделие довольно громоздкое и требует места для размещения.
 При этом его мощность дает возможность работать с крупными деталями довольно большой толщины. Именно поэтому его устанавливают в стационарных помещениях или на специальных передвижных платформах.
При этом его мощность дает возможность работать с крупными деталями довольно большой толщины. Именно поэтому его устанавливают в стационарных помещениях или на специальных передвижных платформах.
Учитывая такие особенности обоих агрегатов, лучше всего создавать плазморез из инвертора, своими руками соединяя уже готовый источник питания и остальные детали в определенной последовательности.
Необходимое оборудование
Прежде всего, необходимо приобрести все необходимые элементы. Однако сразу стоит отметить тот факт, что для того, чтобы установка плазменной резки металла получилась качественной и практичной, многие из них придется приобрести в готовом виде.
Инвертор
Данный узел можно взять из готового сварочного аппарата. Его стоимость относительно невелика, хотя это можно считать самым дорогим вложением в этот проект. Обычно специалисты при выборе этого устройства ориентируются на определенную мощность. Ее определяют, ориентируясь на объем работы и ее специфику.
Некоторые специалисты предпочитают создавать инвертор самостоятельно, подбирая детали под конкретные нужды или используя уже имеющиеся материалы. Однако, как показывает практика, намного проще использовать уже готовый агрегат, поскольку он более надежный, а при его изготовлении использовались определенные стандарты.
Резак
Создавая самодельный плазморез, мастера часто допускают ошибку при попытке полностью создать сам резак, на который будет подаваться ток и воздух. Дело в том, что данное изделие состоит из ручки, элементов подвода и сопла. При этом последнее при интенсивном использовании очень быстро изнашивается и нуждается в периодической замене. Именно поэтому сопло рекомендуется приобретать заводское, а остальные элементы можно изготовить и самостоятельно. Однако профессионалы считают, что не стоит тратить много сил и средств на самостоятельное создание этого элемента, поскольку намного проще приобрести его в готовом виде.
Компрессор
Обычно плазморез, инструкция к которому предполагает использование инертного газа или кислорода, предпочитают подключать к баллонам со специальными смесями. Дело в том, что именно они позволяют получить наиболее плотный пучок плазмы и создает лучшее охлаждение. Однако при бытовом применении проще и экономней использовать обычный компрессор.
Дело в том, что именно они позволяют получить наиболее плотный пучок плазмы и создает лучшее охлаждение. Однако при бытовом применении проще и экономней использовать обычный компрессор.
Сразу стоит отметить тот факт, что этот агрегат вполне можно создать самостоятельно, используя обычный баллон в качестве ресивера. Сам компрессор можно взять из автомобиля ЗИЛ или же от холодильника. Однако при этом очень важно правильно произвести регулировку давления. Обычно специалисты делают это опытным путем непосредственно при работе.
Кабель–шланговый пакет
Данное оборудование можно приобрести как и в комплекте к конкретному агрегату, так и отдельно друг от друга. Дело в том, что оно состоит из шлангов, которые рассчитаны на необходимое для работы давление, и кабеля определенного сечения. При этом стоит помнить, что проводник подбирают под мощность самого инвертора, поскольку в противном случае он будет перегреваться и может возникнуть вероятность возгорания и даже поражения электрическим током.
Сборка
Весь процесс изготовления заключается в том, что нужно подключить сопло для плазмореза к компрессору и инвертору. Для этого и используется кабель–шланговый пакет. Лучше всего здесь использовать специальные клемы и зажимы, которые позволяют производить как сборку, так и разборку очень быстро. Подобный подход дает возможность получить компактное устройство, которое можно удобно перевозить по месту произведения работ, что очень ценится специалистами.
Рекомендации специалистов
- Учитывая то, что принцип работы плазмореза основан на использовании газа, то стоит заранее позаботиться о наличии запасных прокладок, которые используются при подключении шлангов. Особенно это важно, если агрегат постоянно разбирается и перевозится. Элементарная нехватка данного элемента может остановить всю работу.
- Также очень важно иметь запасное сопло для резака. Эта деталь при длительном использовании выходит из строя чаще всего, поскольку на нее воздействуют высокие температуры и быстрое охлаждение.

- Важно помнить, что инверторы от сварочных аппаратов могут стоить довольно дорого, и цена вопроса зависит от его мощности. Поэтому, прежде чем его приобретать, стоит определиться с выходными характеристиками и потребностями, для которых и создается устройство. Это поможет значительно сэкономить и получить агрегат, идеально подходящий для конкретных работ.
- Для работы подобным инструментом потребуется приобрести специальные электроды из тугоплавких металлов. Лучше всего для этих целей подойдут материалы из тория, гафния, циркония или бериллия. Однако при этом стоит помнить, что некоторые металлы при нагреве выделяют вредные вещества и могут нанести вред сварщику. Например, торий очень токсичен, а бериллий образует радиоактивные оксиды. Именно поэтому проще и безопаснее использовать гафний.
- Важно помнить, что рабочая температура плазмы в таких агрегатах достигает 30 000 градусов. Поэтому при работе необходимо строго соблюдать правила безопасности, чтобы не нанести вред себе или окружающим или не стать причиной возникновения возгорания.
 Именно поэтому к работе с таким инструментом допускают только квалифицированных специалистов.
Именно поэтому к работе с таким инструментом допускают только квалифицированных специалистов. - При работе нельзя нарушать вихревой воздушный поток. В противном случае может образоваться две дуги, что полностью выведет устройство из строя. Учитывая это, специалисты предпочитают использовать именно заводские резаки, считая, что лучше потратиться один раз, чем постоянно заниматься ремонтом самого инвертора.
- При выполнении однотипной работы можно внести в устройство определенные модификации. Например, некоторые мастера изготавливают специальный защитный кожух для руки или дорабатывают сопло. Однако стоит помнить, что все эти дополнения не должны отразиться на самом процессе работы оборудования и не должны нарушать правила безопасности.
Вывод
Рассмотрев вопрос, как сделать плазморез с использованием инвертора, можно понять, что практически все необходимое оборудование придется приобретать у различных производителей. Фактически само изготовление является элементарной сборкой. Однако даже при таком подходе можно значительно сэкономить, поскольку полноценный комплект нового агрегата будет стоит в несколько раз больше.
Однако даже при таком подходе можно значительно сэкономить, поскольку полноценный комплект нового агрегата будет стоит в несколько раз больше.
Принцип работы плазмореза | Строительный портал
Плазменная резка широко используется в различных отраслях промышленности: машиностроении, судостроении, изготовлении рекламы, коммунальной сфере, изготовлении металлоконструкций и в других отраслях. К тому же, в частной мастерской плазморез тоже может пригодиться. Ведь с помощью него можно быстро и качественно разрезать любой токопроводящий материал, а также некоторые нетокопроводящие материалы – пластик, камень и дерево. Разрезать трубы, листовой металл, выполнить фигурный рез или изготовить деталь можно просто, быстро и удобно с помощью технологии плазменной резки. Рез выполняется высокотемпературной плазменной дугой, для создания которой нужен лишь источник тока, резак и воздух. Чтобы работа с плазморезом давалась легко, а рез получался красивым и ровным, не мешает узнать принцип работы плазмореза, который даст базовое понятие, как можно управлять процессом резки.
- Устройство плазмореза
- Принцип работы плазмореза
- Параметры плазмореза
- Плазморез своими руками
- ЧПУ плазморез своими руками
Устройство плазмореза
Аппарат под названием «плазморез» состоит из нескольких элементов: источника питания, плазменного резака/плазмотрона, воздушного компрессора и кабель-шлангового пакета.
Источник питания для плазмореза подает на плазмотрон определенную силу тока. Может представлять собой трансформатор или инвертор.
Трансформаторы более увесисты, потребляют больше энергии, но зато менее чувствительны к перепадам напряжения, и с помощью них можно разрезать заготовки большей толщины.
Инверторы легче, дешевле, экономнее в плане энергопотребления, но при этом позволяют разрезать заготовки меньшей толщины. Поэтому их используют на маленьких производствах и в частных мастерских. Также КПД инверторных плазморезов на 30 % больше, чем у трансформаторных, у них стабильнее горит дуга. Пригождаются они и для работы в труднодоступных местах.
Также КПД инверторных плазморезов на 30 % больше, чем у трансформаторных, у них стабильнее горит дуга. Пригождаются они и для работы в труднодоступных местах.
Плазмотрон или как его еще называют «плазменный резак» является главным элементом плазмореза. В некоторых источниках можно встретить упоминание плазмотрона в таком контексте, что можно подумать будто «плазмотрон» и «плазморез» идентичные понятия. На самом деле это не так: плазмотрон – это непосредственно резак, с помощью которого разрезается заготовка.
Основными элементами плазменного резака/плазмотрона являются сопло, электрод, охладитель/изолятор между ними и канал для подачи сжатого воздуха.
Схема плазмореза наглядно демонстрирует расположение всех элементов плазмореза.
Внутри корпуса плазмотрона находится электрод, который служит для возбуждения электрической дуги. Он может быть изготовлен из гафния, циркония, бериллия или тория. Эти металлы приемлемы для воздушно-плазменной резки потому, что в процессе работы на их поверхности образуются тугоплавкие оксиды, препятствующие разрушению электрода. Тем не менее, используют не все эти металлы, потому что оксиды некоторых из них могут нанести вред здоровью оператора. Например, оксид тория – токсичен, а оксид бериллия – радиоактивен. Поэтому самым распространенным металлом для изготовления электродов плазмотрона является гафний. Реже – другие металлы.
Эти металлы приемлемы для воздушно-плазменной резки потому, что в процессе работы на их поверхности образуются тугоплавкие оксиды, препятствующие разрушению электрода. Тем не менее, используют не все эти металлы, потому что оксиды некоторых из них могут нанести вред здоровью оператора. Например, оксид тория – токсичен, а оксид бериллия – радиоактивен. Поэтому самым распространенным металлом для изготовления электродов плазмотрона является гафний. Реже – другие металлы.
Сопло плазмотрона обжимает и формирует плазменную струю, которая вырывается из выходного канала и разрезает заготовку. От размера сопла зависят возможности и характеристики плазмореза, а также технология работы с ним. Зависимость такая: от диаметра сопла зависит, какой объем воздуха может через него пройти за единицу времени, а от объема воздуха зависят ширина реза, скорость охлаждения и скорость работы плазмотрона. Чаще всего сопло плазмотрона имеет диаметр 3 мм. Длина сопла тоже важный параметр: чем длиннее сопло, тем аккуратнее и качественнее рез. Но с этим надо быть поаккуратнее. Слишком длинное сопло быстрее разрушается.
Но с этим надо быть поаккуратнее. Слишком длинное сопло быстрее разрушается.
Компрессор для плазмореза необходим для подачи воздуха. Технология плазменной резки подразумевает использование газов: плазмообразующих и защитных. В аппаратах плазменной резки, рассчитанных на силу тока до 200 А, используется только сжатый воздух, и для создания плазмы, и для охлаждения. Такого аппарата достаточно для разрезания заготовок 50 мм толщиной. Промышленный станок плазменной резки использует другие газы – гелий, аргон, кислород, водород, азот, а также их смеси.
Кабель-шланговый пакет соединяет источник питания, компрессор и плазмотрон. По электрическому кабелю подается ток от трансформатора или инвертора для возбуждения электрической дуги, а по шлангу идет сжатый воздух, который необходим для образования плазмы внутри плазмотрона. Более детально, что именно происходит в плазмотроне, расскажем ниже.
Принцип работы плазмореза
Как только нажимается кнопка розжига, источник питания (трансформатор или инвертор) начинает подавать на плазмотрон токи высокой частоты. В результате внутри плазмотрона возникает дежурная электрическая дуга, температура которой 6000 – 8000 °С. Дежурная дуга зажигается между электродом и наконечником сопла по той причине, что образование дуги между электродом и обрабатываемой заготовкой сразу – затруднительно. Столб дежурной дуги заполняет весь канал.
В результате внутри плазмотрона возникает дежурная электрическая дуга, температура которой 6000 – 8000 °С. Дежурная дуга зажигается между электродом и наконечником сопла по той причине, что образование дуги между электродом и обрабатываемой заготовкой сразу – затруднительно. Столб дежурной дуги заполняет весь канал.
После возникновения дежурной дуги в камеру начинает поступать сжатый воздух. Он вырывается из патрубка, проходит через электрическую дугу, вследствие чего нагревается и увеличивается в объеме в 50 – 100 раз. Помимо этого воздух ионизируется и перестает быть диэлектриком, приобретая токопроводящие свойства.
Суженное к низу сопло плазмотрона обжимает воздух, формирует из него поток, который со скоростью 2 – 3 м/с вырывается из сопла. Температура воздуха в этот момент может достигать 25000 – 30000 °С. Именно этот высокотемпературный ионизированный воздух и является в данном случае плазмой. Ее электропроводимость примерно равна электропроводимости металла, который обрабатывается.
В тот момент, когда плазма вырывается из сопла и соприкасается с поверхностью обрабатываемого металла, зажигается режущая дуга, а дежурная дуга гаснет. Режущая/рабочая дуга разогревает обрабатываемую заготовку в месте реза – локально. Металл плавится, появляется рез. На поверхности разрезаемого металла появляются частички расплавленного только что металла, которые сдуваются с нее потоком воздуха, вырывающегося из сопла. Это самая простая технология плазменной резки металла.
Катодное пятно плазменной дуги должно располагаться строго по центру электрода/катода. Чтобы это обеспечить, используется так называемая вихревая или тангенциальная подача сжатого воздуха. Если вихревая подача нарушена, то катодное пятно смещается относительно центра электрода вместе с плазменной дугой. Это может привести к неприятным последствиям: плазменная дуга будет гореть нестабильно, может образовываться две дуги одновременно, а в худшем случае – плазмотрон может выйти из строя.
Если увеличить расход воздуха, то скорость плазменного потока увеличится, также увеличится и скорость резки. Если же увеличить диаметр сопла, то скорость уменьшится и увеличится ширина реза. Скорость плазменного потока примерно равна 800 м/с при токе 250 А.
Скорость реза – тоже важный параметр. Чем она больше, тем тоньше рез. Если скорость маленькая, то ширина реза увеличивается. Если увеличивается сила тока, происходит то же самое – ширина реза увеличивается. Все эти тонкости относятся уже непосредственно к технологии работы с плазморезом.
Параметры плазмореза
Все аппараты плазменной резки можно разделить на две категории: ручные плазморезы и аппараты машинной резки.
Ручные плазморезы используются в быту, на маленьких производствах и в частных мастерских для изготовления и обработки деталей. Основная их особенность в том, что плазмотрон держит в руках оператор, он ведет резак по линии будущего реза, держа его на весу. В итоге рез получается хоть и ровным, но не идеальным. Да и производительность такой технологии маленькая. Чтобы рез получился более ровным, без наплывов и окалины, для ведения плазмотрона используется специальный упор, который одевается на сопло. Упор прижимается к поверхности обрабатываемой заготовки и остается только вести резак, не переживая за то, соблюдается ли необходимое расстояние между заготовкой и соплом.
В итоге рез получается хоть и ровным, но не идеальным. Да и производительность такой технологии маленькая. Чтобы рез получился более ровным, без наплывов и окалины, для ведения плазмотрона используется специальный упор, который одевается на сопло. Упор прижимается к поверхности обрабатываемой заготовки и остается только вести резак, не переживая за то, соблюдается ли необходимое расстояние между заготовкой и соплом.
На ручной плазморез цена зависит от его характеристик: максимальной силы тока, толщины обрабатываемой заготовки и универсальности. Например, существуют модели, которые можно использовать не только для резки металлов, но и для сварки. Их можно отличить по маркировке:
- CUT – разрезание;
- TIG – аргонодуговая сварка;
- MMA – дуговая сварка штучным электродом.
Например, плазморез FoxWeld Plasma 43 Multi совмещает все перечисленные функции. Его стоимость 530 – 550 у.е. Характеристики, касающиеся плазменной резки: сила тока – 60 А, толщина заготовки – до 11 мм.
Кстати, сила тока и толщина заготовки – основные параметры, по которым подбирается плазморез. И они взаимосвязаны.
Чем больше сила тока, тем сильнее плазменная дуга, которая быстрее расплавляет металл. Выбирая плазморез для конкретных нужд, необходимо точно знать, какой металл придется обрабатывать и какой толщины. В приведенной ниже таблице указано, какая сила тока нужна для разрезания 1 мм металла. Обратите внимание, что для обработки цветных металлов требуется большая сила тока. Учтите это, когда будете смотреть на характеристики плазмореза в магазине, на аппарате указана толщина заготовки из черного металла. Если вы планируете резать медь или другой цветной металл, лучше рассчитайте необходимую силу тока самостоятельно.
Например, если требуется разрезать медь толщиной 2 мм, то необходимо 6 А умножить на 2 мм, получим плазморез с силой тока 12 А. Если требуется разрезать сталь толщиной 2 мм, то умножаем 4 А на 2 мм, получаем силу тока 8 А. Только берите аппарат плазменной резки с запасом, так как указанные характеристики являются максимальными, а не номинальными. На них можно работать только непродолжительное время.
На них можно работать только непродолжительное время.
Станок с ЧПУ плазменной резки используется на производственных предприятиях для изготовления деталей или обработки заготовок. ЧПУ означает числовое программное управление. Станок работает по заданной программе с минимальным участием оператора, что максимально исключает человеческий фактор на производстве и увеличивает производительность в разы. Качество реза машинным аппаратом идеально, не требуется дополнительная обработка кромок. А самое главное – фигурные резы и исключительная точность. Достаточно ввести в программу схему реза и аппарат может выполнить любую замысловатую фигуру с идеальной точностью. На станок плазменной резки цена значительно выше, чем на ручной плазморез. Во-первых, используется большой трансформатор. Во-вторых, специальный стол, портал и направляющие. В зависимости от сложности и размеров аппарата цена может быть от 3000 у.е. до 20000 у.е.
Аппараты машинной плазменной резки используют для охлаждения воду, поэтому могут работать всю смену без перерыва. Так называемый ПВ (продолжительность включения) равен 100 %. Хотя у ручных аппаратов он может быть и 40 %, что означает следующее: 4 минуты плазморез работает, а 6 минут ему необходимо для того, чтобы остыть.
Так называемый ПВ (продолжительность включения) равен 100 %. Хотя у ручных аппаратов он может быть и 40 %, что означает следующее: 4 минуты плазморез работает, а 6 минут ему необходимо для того, чтобы остыть.
Плазморез своими руками
Наиболее разумно будет приобрести плазморез готовый, заводского исполнения. В таких аппаратах все учтено, отрегулировано и работает максимально идеально. Но некоторые умельцы «Кулибины» умудряются смастерить плазморез своими руками. Результаты получаются не очень удовлетворительными, так как качество реза хромает. В качестве примера приведем урезанный вариант, как можно сделать плазморез самостоятельно. Сразу оговоримся, что схема далека от идеала и лишь дает общее понятие процесса.
Итак, трансформатор для плазмореза должен быть с падающей ВАХ.
Пример на фото: первичная обмотка – снизу, вторичная – сверху. Напряжение – 260 В. Сечение обмотки – 45 мм2, каждая шина 6 мм2. Если установить силу тока на 40 А напряжение падает до 100 В. У дросселя также сечение 40 мм2, наматывался той же шиной, всего около 250 витков.
У дросселя также сечение 40 мм2, наматывался той же шиной, всего около 250 витков.
Для работы нужен воздушный компрессор, естественно, заводского исполнения. В данном случае использовался агрегат производительностью 350 л/мин.
Самодельный плазморез – схема работы.
Плазмотрон лучше приобрести заводской, он обойдется примерно в 150 – 200 у.е. В данном примере плазмотрон изготавливался самостоятельно: медное сопло (5 у.е.) и гафниевый электрод (3 у.е.), остальное «кустарщина». За счет чего расходники быстро вышли из строя.
Схема работает так: на резаке находится кнопка пуск, при ее нажатии реле (р1) подает на блок управления напряжение, реле (р2) подает напряжение на трансформатор, затем пускает воздух для продувки плазмотрона. Воздух осушает камеру плазмотрона от возможного конденсата и выдувает все лишнее, на это у него есть 2 – 3 секунды. Именно с такой задержкой срабатывает реле (р3), которое подает питание на электрод для поджига дуги. Затем включается осциллятор, который ионизирует пространство между электродом и соплом, как результат загорается дежурная дуга. Далее плазмотрон подносится к изделию и загорается режущая/рабочая дуга между электродом и заготовкой. Реле геркона отключает сопло и поджиг. Согласно данной схеме, если режущая дуга внезапно погаснет, например, если сопло попало в отверстие в металле, то реле геркона снова подключит поджиг и спустя несколько секунд (2 – 3) загорится дежурная дуга, а затем режущая. Все это при условии, что кнопка «пуск» не отпускается. Реле (р4) пускает воздух в сопло с задержкой, после того, как отпустили кнопку «пуск» и режущая дуга погасла. Все эти предосторожности необходимы для того, чтобы продлить ресурс сопла и электрода.
Затем включается осциллятор, который ионизирует пространство между электродом и соплом, как результат загорается дежурная дуга. Далее плазмотрон подносится к изделию и загорается режущая/рабочая дуга между электродом и заготовкой. Реле геркона отключает сопло и поджиг. Согласно данной схеме, если режущая дуга внезапно погаснет, например, если сопло попало в отверстие в металле, то реле геркона снова подключит поджиг и спустя несколько секунд (2 – 3) загорится дежурная дуга, а затем режущая. Все это при условии, что кнопка «пуск» не отпускается. Реле (р4) пускает воздух в сопло с задержкой, после того, как отпустили кнопку «пуск» и режущая дуга погасла. Все эти предосторожности необходимы для того, чтобы продлить ресурс сопла и электрода.
Самостоятельное изготовление плазмореза в «домашних» условиях дает возможность изрядно сэкономить, но о качестве реза говорить не приходится. Хотя если за работу возьмется инженер, то результат может быть даже лучше заводского исполнения.
ЧПУ плазморез своими руками
Станок плазменной резки с ЧПУ может позволить себе не каждое предприятие, ведь его стоимость может достигать 15000 – 20000 у.е. Довольно часто такие организации заказывают выполнение работ плазменной резки на специальных предприятиях, но это тоже обходится недешево, особенно если объемы работ большие. Но ведь так хочется свой новый станок плазменной резки, а средств не хватает.
Помимо известных профильных заводов есть предприятия, которые занимаются производством станков плазменной резки, закупая лишь профильные детали и узлы, а все остальное изготавливают самостоятельно. В качестве примера мы расскажем, как делают станки плазменной резки с ЧПУ инженеры в производственном цеху.
Составляющие станка плазменной резки своими руками:
- Стол 1270х2540 мм;
- Ременная передача;
- Шаговые детали;
- Линейные направляющие HIWIN;
- Система, управляющая высотой факела THC;
- Блок управления;
- Стойка-терминал, в котором находится блок управления ЧПУ, стоит отдельно.

Характеристики станка:
- Скорость перемещения по столу 15 м/мин;
- Точность установки позиции плазмотрона 0,125 мм;
- Если использовать аппарат Powermax 65, то скорость реза будет 40 м/мин для 6 мм заготовки или 5 м/мин для заготовки толщиной 19 мм.
На подобный станок плазменной резки металла цена будет около 13000 у.е., не включая источник плазмы, который придется приобрести отдельно – 900 у.е.
Для изготовления такого станка комплектующие заказываются отдельно, а затем все собирается самостоятельно по такой схеме:
- Готовится основание для сварки стола, оно должно быть строго горизонтальным, это очень важно, лучше проверить уровнем.
- Сваривается рама станка в виде стола. Можно использовать трубы квадратного сечения. Вертикальные «ноги» необходимо усилить укосинами.
- Рама покрывается грунтовкой и краской, чтобы защитить от коррозии.
- Изготавливаются опоры для станка.
 Материал опор – дюраль, болты 14 мм, гайки лучше приварить к болтам.
Материал опор – дюраль, болты 14 мм, гайки лучше приварить к болтам.
- Сваривается водяной стол.
- Устанавливаются крепления для реек и ставятся рейки. Для реек используется металл в виде полосы 40 мм.
- Устанавливаются линейные направляющие.
- Корпус стола зашивается листовым железом и окрашивается.
- Устанавливается портал на направляющие.
- На портал устанавливается двигатель и концевые индуктивные датчики.
- Устанавливаются рельсовые направляющие, зубчастая рейка и двигатель оси Y.
- Устанавливаются направляющие и двигатель на оси Z.
- Устанавливается датчик поверхности металла.
- Устанавливается кран для слива воды из стола, ограничители для портала, чтобы не съехал со стола.
- Устанавливаются кабель-каналы Y,Z и X.
- Все провода прячутся в гофру.
- Устанавливается механизированная горелка.
- Далее изготавливается терминал с ЧПУ.
 Сначала сваривается корпус.
Сначала сваривается корпус. - В корпус терминала с ЧПУ устанавливается монитор, клавиатура, модуль ТНС и кнопки к нему.
Все, станок плазменной резки с ЧПУ готов.
Несмотря на то, что плазморез имеет достаточно простое устройство, все же не стоит браться за его изготовление без серьезных познаний в сварочном деле и большого опыта. Новичку проще заплатить за готовое изделие. А вот инженеры, желающие воплотить свои знания и умения в домашних условиях, что называется «на коленке», могут попробовать создать плазморез своими руками от начала и до конца.
Мини аппарат для плазменной сварки и резки своими руками | Были крюки ,станут руки
Мини аппарат для плазменной сварки и резки своими руками
В данной статье речь пойдёт об одной очень интересной самоделке, автор собрал этот мини плазморез на основе биполярного транзистора FP1016. (Характеристики FP1016: Напряжение коллектор-эмиттер 160 В; ток коллектора 8 А; рассеиваемая мощность — 700 Вт; Частота — 65 МГц. )
)
Мини аппарат для плазменной сварки и резки своими руками
Сердечник трансформатора автор сделал из ферритового стержня, от магнитной антенны радиоприёмника.
Мини аппарат для плазменной сварки и резки своими руками
Отрезав от него кусок нужного размера.
Мини аппарат для плазменной сварки и резки своими руками
И намотал обмотку коллектора 20 — витков медной проволокой диаметром 1 мм.
Мини аппарат для плазменной сварки и резки своими руками
Далее намотал обмотку базы 5 витков диаметр 0.6 — 0.7 мм. Все обмотки наматываются в одном направлении.
Мини аппарат для плазменной сварки и резки своими руками
Далее у автора идёт изоляция в 3 слоя изоленты.
Мини аппарат для плазменной сварки и резки своими руками
Затем автор намотал повышающею обмотку 500 витков проводом 0. 14 -0.2 мм предварительно одев изоляцию на один конец провода.
14 -0.2 мм предварительно одев изоляцию на один конец провода.
Мини аппарат для плазменной сварки и резки своими руками
После каждых 125 витков автор проходил одним слоем изоленты.
Мини аппарат для плазменной сварки и резки своими руками
Такая катушка получилась у автора:
Мини аппарат для плазменной сварки и резки своими руками
Затем транзистор поставил на радиатор и спаял всё по схеме.
Мини аппарат для плазменной сварки и резки своими руками
Резисторы он использовал мощностью 0.5 Вт. Вот такой вид имеет мини плазморез после пайки. В качестве массы автор использовал лезвие от канцелярского ножа.
Мини аппарат для плазменной сварки и резки своими руками
Затем автор установил кнопку включения аппарата.
Мини аппарат для плазменной сварки и резки своими руками
Детали
Удачи всем!
СПАСИБО!
Какая высококлассная горелка — Сделай сам
На польском рынке появился новый бренд промышленного оборудования — TIS Technology из Лейпцига в Подлясье. Ключевым моментом в предложении компании является плазменная горелка с ЧПУ серии Hard Premium, которую производители описывают тремя словами: быстрая, точная и энергосберегающая.
— Мы работаем с командой великих польских строителей. Специалисты лучше всех знают, каким должен быть резак, отвечающий ожиданиям промышленного сектора, — говорит Томаш Манчук, президент TIS Technology.- Они создали современный, прочный и надежный инструмент, сделанный из лучших компонентов. Важны не только технические параметры устройства, но и его изменчивость, многофункциональность и удобство использования. Отзывы клиентов подтверждают, что нам удалось вывести на рынок действительно высококлассную машину.
Благодаря использованию специального алюминиевого сплава, используемого в конструкции самолетов, вес портала горелки с ЧПУ, производимого в Лейпциге, был значительно уменьшен. Это особенно важно при быстрой резке сложных деталей.Это нововведение позволяет вырезать любые очень точные элементы из листового металла после загрузки соответствующей программы в контроллер. Это создает практически неограниченные возможности для компаний, работающих с этим материалом.
Управляющее программное обеспечение основано на Windows и, что немаловажно, также доступно на польском языке. Устройство спроектировано таким образом, что позволяет добавлять различные опции, в том числе Режущая головка 3D, головка для параллельной резки фасок, система резки закрытых труб и другие элементы, не влияющие на конструкцию самого станка.Для создания точных деталей чаще всего используются сервоприводы, и горелка с ЧПУ также оснащена этим, но предложение TIS Technology также включает станки с шаговым двигателем, подходящие для менее сложных работ.
У устройства есть еще одно преимущество, на которое обращают внимание пользователи. Инновационные технологические решения позволяют сократить время разгрузки и очистки машины до 5 минут. Кроме того, они потребляют меньше электроэнергии, чем горелки старого типа, что дает значительную экономию при длительном использовании.Все компоненты, используемые в машине, универсальны и производятся компаниями, работающими на мировом рынке не один год. Это гарантирует, что даже через десять лет запчасти будут в наличии и не возникнет проблем с ремонтом или модернизацией горелки.
.Плазморез
от инвертора делает то же самое: чертежи, инструкция по изготовлению
Изготовить инверторный плазменный резак своими руками — задача, которую может выполнить практически любой хороший хозяин. Одним из главных преимуществ этого устройства является то, что после обрезки таким устройством отпадает необходимость в дополнительной обработке кромок листов.
Оборудование прямого действия
На сегодняшний день существует множество вариантов ручной плазменной резки, а также множество различных вариантов их работы. Одна из таких установок — резак с прямым принципом действия. Работа этого типа устройств основана на использовании электрической дуги. Эта дуга имеет форму цилиндра, к которому подсоединен поток газа. Именно благодаря столь необычной конструкции в этом устройстве можно достичь огромной температуры порядка 20000 градусов. Кроме того, это устройство может не только развивать огромную температуру, но и быстро охлаждать другие рабочие предметы.
Одна из таких установок — резак с прямым принципом действия. Работа этого типа устройств основана на использовании электрической дуги. Эта дуга имеет форму цилиндра, к которому подсоединен поток газа. Именно благодаря столь необычной конструкции в этом устройстве можно достичь огромной температуры порядка 20000 градусов. Кроме того, это устройство может не только развивать огромную температуру, но и быстро охлаждать другие рабочие предметы.
Непрямое действие агрегата
Установки непрямого действия используются не так часто, как установки прямого действия.Дело в том, что для них характерен более низкий показатель эффективности, то есть КПД.
Конструкция этих инструментов весьма специфична и заключается в том, что активные точки цепи размещаются на трубе или на специальном вольфрамовом электроде. Эти устройства получили достаточно широкое распространение, когда необходимо напылить или нагреть металлические детали. Однако в качестве плазменного резака этот тип оборудования не применим. Чаще всего их применяют для ремонта автомобильных деталей, не вынимая их из корпуса.
Чаще всего их применяют для ремонта автомобильных деталей, не вынимая их из корпуса.
Особенностью работы таких резаков является еще и то, что они могут работать только при наличии воздушного фильтра, а также кулера. Наличие воздушных фильтров в этом устройстве обеспечивает более длительный срок службы таких элементов, как катод и анод, а также ускоряет процесс запуска механизма.
Конструкция ручного инструмента
Чтобы убедиться, что все необходимые функции плазмотрона от инвертора выполняются своими руками, необходимо понимать основной принцип работы.Эффективность всего устройства зависит от подачи очень горячего воздуха от горелки к металлическому листу. Создаваемый температурный режим — десятки тысяч градусов. Когда кислород нагревается до таких пределов, он под давлением подается от ножа к поверхности, которую необходимо разрезать. Именно этот рабочий процесс является основополагающим. Листы разрезаются с использованием сильно нагретого кислорода под высоким давлением.
Для ускорения этого процесса необходимо учитывать ионизацию электрическим током.Также важно помнить, что вы можете увеличить срок службы произведенного своими руками плазменного резака из инвертора, если устройство содержит дополнительные детали.
Дополнительные компоненты
Есть пять основных компонентов, которые должны быть включены в конструкцию плазменного резака.
- Первая и основная деталь — плазмотрон. Этот элемент отвечает за выполнение всех основных функций резака.
- Дальше плазморез.Оформить этот элемент можно двумя способами — прямо или косвенно. В чем разница между описанными выше конструкциями.
- Также важно наличие электродов в качестве расходных материалов для плазменной резки.
- Одной из важнейших деталей была форсунка. Конфигурация именно этого элемента позволяет мастеру понять, какой именно лист предназначен для резки.
- Компрессор. Необходимость этой детали вполне объяснима.Поскольку для резки требуется кислород под высоким давлением, наличие этого устройства необходимо для функционирования устройства в целом.

Подбор деталей
Чтобы сделать плазменный резак своими руками из инвертора, необходимо определиться с точными элементами, из которых он может быть изготовлен.
Деталь, которая будет генерировать необходимую мощность резки, может быть инвертором или трансформатором. Выбирая этот элемент устройства, очень важно понимать, какой именно толщины потребуется металл.Это толщина металла и будет основным фактором, который повлияет на выбор этой детали. Поскольку резак работает, лучше купить сварочный инвертор. Его мощность немного меньше, чем у трансформатора, но он намного легче по весу и экономит большое количество электроэнергии.
Второй важной деталью будет выбор между плазменным резаком или плазменным резаком. Основным критерием выбора здесь будет тот же фактор, что и при выборе сварочного инвертора, то есть толщина металла.Однако необходимо учитывать еще один нюанс. Устройства прямого воздействия предназначены для работы с компонентами, способными проводить ток.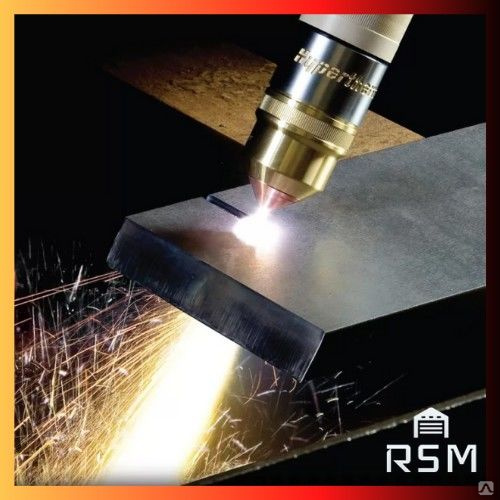 Промежуточный элемент часто устанавливается, когда работа должна выполняться без использования электричества.
Промежуточный элемент часто устанавливается, когда работа должна выполняться без использования электричества.
Другой важный компонент — компрессор. Выбрать проще, потому что единственное важное требование — это мощность, которая должна соответствовать выбранным вами ранее деталям.
Последняя деталь — жгут проводов.Создан для объединения всех вышеперечисленных деталей.
Принцип работы
Для создания хорошего рабочего инструмента такого типа очень важно понимать принцип работы и устройство плазменного резака. Этот компьютер работает следующим образом:
- При запуске устройства источник тока начинает генерировать необходимое напряжение, которое по кабелю передается на горелку горелки.
- В плазмотроне (резаке) два основных компонента — катод и анод.Между этими двумя деталями будет возбуждена дуга.
- Мощный воздушный поток, который движется под высоким давлением и преодолевает специальные скрученные кабели, выводит дугу наружу.
 В то же время подаваемый воздух значительно увеличивает температуру дуги.
В то же время подаваемый воздух значительно увеличивает температуру дуги. - Кроме того, в работу входит кабель заземления, который всегда предварительно подключается к устройству. Создает дуговое замыкание на рабочей поверхности, что обеспечивает стабильную работу плазменного резака.
- Обратите внимание, что при замене инвертора на плазменный резак остается возможность сварки.Это означает, что резак можно использовать и как сварочный аппарат. В этом случае лучше всего использовать в качестве основного газа аргон или другую инертную смесь, способную защитить сварочную ванну от воздействия окружающей среды.
Режущее устройство
Поскольку температура дуги искусственно повышается за счет подачи горячего воздуха, ее температура в импровизированном плазменном резаке может достигать 8000 градусов. Это чрезвычайно высокий температурный индикатор, который позволяет выполнять точечный разрез металла, не нагревая другие части листа.Как и в случае с другими техническими устройствами, инверторные устройства плазменной резки будут иметь разные руки с точки зрения мощности, что позволит вам определить, насколько толстый стальной лист может разрезать станок. Чаще всего ручные резаки могут разрезать лист толщиной до 10 мм. Промышленные агрегаты способны справиться с толщиной металла до 100 мм. Резак для домашних плазменных резаков, сделанный своими руками, сможет резать листы толщиной до 12 мм.
Чаще всего ручные резаки могут разрезать лист толщиной до 10 мм. Промышленные агрегаты способны справиться с толщиной металла до 100 мм. Резак для домашних плазменных резаков, сделанный своими руками, сможет резать листы толщиной до 12 мм.
Эти изделия можно использовать для резки фигур, а также для сварки легированных сталей сварочной проволокой.В простейшие резаки входят четыре основные части — мощность, плазмотрон, компрессор, масса.
Как сделать плазморез?
Установка этого устройства всегда должна начинаться от источника питания. В промышленном оборудовании используется трансформатор для получения большей мощности и, таким образом, резки более толстого металла. Для ручного домашнего резака отлично подойдет обычный инвертор, способный обеспечить такие показатели, как стабильное напряжение и высокая частота.Преимуществом использования инвертора также будет его небольшой вес, благодаря которому устройство будет удобнее транспортировать, а также полностью способным обеспечить стабильное горение ножевой дуги и качество самого реза.
Кроме того, инвертор должен соответствовать некоторым дополнительным требованиям:
- Его питание должно подаваться от сети 220 В.
- Горелка должна работать с мощностью 4 кВт.
- Диапазон регулирования тока для КПК должен быть от 20 до 40 А.
- Холостой ход тоже 220В.
- Номинальная продолжительность включения для 10-минутного цикла не должна превышать 60%.
Для достижения всех этих параметров требуется определенное дополнительное оборудование.
Схема плазменного резака
Для изготовления рабочего устройства, пожалуйста, обратитесь к макету этого устройства. Такую схему можно без проблем найти в Интернете, но читать ее все равно нужно. Для этого необходимо иметь минимальные знания в области электротехники.Правильная установка в соответствии со схемой обеспечивает реальную работу устройства.
Схема рабочего объекта
Сборка плазменных аппаратов по чертежу — важнейший процесс, который обеспечит стабильную работу аппарата в будущем. Готовая и правильно собранная схема выглядит так:
Готовая и правильно собранная схема выглядит так:
- Плазмотрон имеет кнопку, запускающую весь рабочий процесс. Нажатие этой кнопки активирует реле P1. Функция этого элемента — подавать ток на блок управления.
- Кроме того, срабатывает реле P2. Он выполняет такие задачи, как подача тока на инвертор и одновременное включение электромагнитного клапана для продувания горелки. Эта очистка необходима, чтобы высушить камеру горелки и очистить ее от любых загрязнений или накипи.
- После трехсекундной задержки включается реле P3 и подает ток на электроды.
- Когда это реле включено, активируется генератор, который ионизирует воздух между катодом и анодом, таким образом возбуждая резервную электрическую дугу.
- Когда пламя доставляется к изделию, между листом и плазменным резаком зажигается дуга, что называется рабочей.
- В этот момент отключено питание, что влияет на зажигание.
- Дальнейшие работы ведутся по резке или сварке металла.

- По окончании работы и нажатии кнопки на плазмотроне срабатывает реле Р4, которое отключает обе дуги, а также на короткое время включает подачу воздуха в камеру горелки для удаления нагретых элементов.
Плазменная горелка, электроды, компрессор
Резка или сварка металлов таким элементом, как плазменная горелка. Сделать воду на основе домашней воды очень проблематично и поэтому лучше ее покупать. Своими руками чаще всего делают плазмотроны с воздушной системой.
Для этого требуется компрессор, чтобы продуть и нагреть дугу до желаемых 8000 градусов. Этот элемент также выполняет функцию очистки в резаке, опорожняет его и очищает от нежелательных элементов и мусора.Деталь обычного пистолета-распылителя может использоваться как компрессор.
Электроды будут важной частью фонарика. При их покупке важно уточнить, из какого материала они сделаны. При использовании берилл и торий выделяют ядовитые пары. Их лучше использовать только в особой среде, где безопасность человека гарантирована. Гафниевые электроды станут лучшим выбором для домашнего фонарика.
Гафниевые электроды станут лучшим выбором для домашнего фонарика.
.
Копировальная техника для W
Q: Использование записывающего устройства Hyper-Dynamic
А:
Q: Какие материалы можно резать?
A: Материалы, которые хорошо проводят электричество, можно резать, иначе дуга не будет прыгать из сопла на разрезаемый материал.Диапазон материалов для резки велик, потому что — плазменная резка может резать любой металл, включая сталь, нержавеющую сталь, алюминий и медь.
Q: Почему мы используем порт и кабель LPT, а не USB для подключения записывающего устройства к компьютеру?
A: Несмотря на популярный и более современный метод USB, это высокочастотные технологии, которые более подвержены электромагнитным помехам.
Параллельный порт
LPT, несмотря на свой преклонный возраст, является одним из самых надежных типов связи между компьютером и требовательным оборудованием. Кабель параллельного порта также подходит для промышленного использования благодаря своей прочности и креплению на болтах.
Кабель параллельного порта также подходит для промышленного использования благодаря своей прочности и креплению на болтах.
Q: Какие части горелки изнашиваются быстрее всего?
A: Сопла и электроды требуют периодической замены, поэтому они называются расходными материалами.
Q: Краткий принцип работы процесса плазмообразования:
1. На первом этапе электрод контактирует с соплом.
2. Через электрод в сопло начинает течь небольшой постоянный ток.
3. Сжатый воздух отводит электрод от сопла и выходит через сопло.
4. Между электродом и соплом создается зазор (источник плазмы постепенно увеличивает напряжение, чтобы поддерживать постоянное значение тока). Плазменная дуга, зажатая между указанными элементами, вызывает образование плазмы из подаваемого газа.
5. Плазменная дуга переходит от сопла к разрезаемому материалу. Ток и воздушный поток поддерживаются непрерывно, пока резка не будет завершена.
Q: Это набор для DIY или готовый продукт?
A: Горелка HyperDynamic — это система под ключ. В отличие от наборов для самостоятельного изготовления, HyperDynamic не требует сборки, сварки или сборки сложных элементов. Готовый продукт доставляется вам и подключается квалифицированным персоналом, который также проводит бесплатное обучение использованию машины.
В отличие от наборов для самостоятельного изготовления, HyperDynamic не требует сборки, сварки или сборки сложных элементов. Готовый продукт доставляется вам и подключается квалифицированным персоналом, который также проводит бесплатное обучение использованию машины.
Q: Что еще нужно машине для работы?
A: Комплект HyperDynamic — базовая версия — включает рабочий стол
Q: Зачем нужен компьютер — я не могу подключить свой?
A: Компьютер, входящий в комплект HyperDynamic, специально защищен, чтобы он не был загрязнен / поврежден в промышленных условиях.Агрегат расположен на специальной панели оператора, что предотвращает попадание пыли и других загрязнений в агрегат. Монитор тоже накрыт ..
Клавиатура и беспроводная мышь…
Готовую продукцию с персонального компьютера можно перенести на машину с помощью USB-накопителя, так как HyperDynamic оснащен двумя USB-портами
Q: Что такое вложение?
A: Нестинг — это термин, используемый для процесса размещения деталей на листовом металле для последующей резки или перфорации на станках с ЧПУ. Очень важным элементом подготовки производства является наиболее эффективное расположение деталей на форматах листов, доступных в компании, или указание на потребность в форматах, что исключит образование полезных отходов и, таким образом, снизит затраты на хранение.
Очень важным элементом подготовки производства является наиболее эффективное расположение деталей на форматах листов, доступных в компании, или указание на потребность в форматах, что исключит образование полезных отходов и, таким образом, снизит затраты на хранение.
Q: Каковы затраты на эксплуатацию установки плазменной резки
?
A: Затраты на ввод в эксплуатацию включают покупку стола с ЧПУ, плазменной установки и компрессора.
Q: Какие скорости развивает машина?
A: максимальная скорость резания 6 м / мин и скорость движения до 20 м / мин
Q: Я не компьютерный эксперт — смогу ли я справиться с машиной?
A: Совершенно верно. Машина проста в эксплуатации. Он основан на хорошо известной Windows XP. Программное обеспечение управления Mach5, с другой стороны, является наиболее популярным и рекомендуемым пользователем инструментом.
Q: Каковы особые электрические требования для подключения горелки:
A: Для работы плазменного аграта требуется трехфазное напряжение.
Q: Что такое регулятор высоты напряжения — THC?
A: THC — это регулятор высоты плазменной горелки, основанный на анализе цифрового измеренного напряжения дуги с помощью преобразователя
A / C.
Q: Какой плазменный резак выбрать?
A: Мы рекомендуем источники плазмы Hypertherm серии Powermax для плазменных горелок HyperDynamic из-за их превосходного качества и надежности.У нас нет абсолютно никаких преимуществ от того, чтобы рекомендовать покупателям именно этот бренд, но мы хотим, чтобы у покупателя был лучший инструмент для выполнения своей работы. Многолетний опыт работы с различными источниками плазмы и мнения наших клиентов только подтвердили нашу уверенность в том, что, рекомендуя Hypertherm, мы защищаем клиентов от ненужных затрат, связанных с интенсивностью отказов других производителей.
Конечно, агрегаты от таких компаний, как хорошие производители.
HyperDynamic — это устройство, которое работает практически со всеми плазменными генераторами, доступными на рынке (такими как, например,например, Kjellberg, Formica или Cebora или другие доступны на рынке).
Q: Могу ли я использовать ручной резак для рук для стола?
A:….
Q: Что такое CAD и CAM?
Q: Что такое G-Code?
Q: Какую толщину можно разрезать резаком?
A: Все зависит от используемого плазменного генератора.Именно его мощность влияет на режущие возможности. Чем выше мощность, тем более толстый материал можно разрезать.
Q: В чем преимущество использования стола для вскрытия?
A: в основном
Разделение стола на секции гарантирует оптимальный сбор вредных веществ, образующихся в процессе резки, и снижает потребность в мощности системы фильтрации.
Q: Могу я получить демонстрацию резки горелкой?
A: Конечно — у нас есть видеоролики, которые показывают, как работает наша горелка — свяжитесь с нами.
Q: Запасные части:
A: Срок службы зависит от частоты использования станка
.
Q: Каковы меры предосторожности при использовании горелки?
Q: В какой среде должна использоваться горелка?
А:
Q: Почему вы рекомендуете горелки Hypertherm, когда на рынке есть много других более дешевых производителей?
A: Как мы уже много раз говорили, мы полностью доверяем Hypertherm и знаем, что все ее продукты обеспечат нашим клиентам долгую и бесперебойную работу.
Q: Чем сервоприводы лучше шаговых двигателей?
A: Решение о выборе шаговых двигателей или версии с сервоприводами зависит от того, что заказчик собирается сжечь. Если это промышленное производство, где режутся толстые материалы и не требуется высокая точность, шаговые двигатели легко справятся с этой задачей. Однако, поскольку заказчик заботится о точности и скорости, мы рекомендуем версии с сервоприводами, потому что воспринимаемая мощность машины, оснащенной сервоприводами размера, аналогичного шаговым двигателям, во много раз больше.
Q: Почему ваша горелка такая относительно дешевая?
A: У нас есть вопрос получше: почему горелки наших конкурентов такие (совершенно излишне) дорогие ?! Во время разговора с человеком, заинтересованным в покупке горелки на торговой ярмарке в Кельце, после того, как он услышал цену, человек спросил, была ли это цена в евро. Ну нет — цена указана в злотых — качество не всегда должно стоить. Все компоненты для нашей HyperDynamic собираются и производятся на месте. Мы, конечно, закупаем полуфабрикаты в специализированных магазинах, но чтобы они работали в полном объеме, это целиком наша заслуга! На месте, на нашем заводе, мы сжигаем строительные элементы (конечно …) на горелке HyperDynamic! Мы не платим субподрядчикам — это значит, что производственные затраты не «накачиваются» искусственно.
Мы, конечно, закупаем полуфабрикаты в специализированных магазинах, но чтобы они работали в полном объеме, это целиком наша заслуга! На месте, на нашем заводе, мы сжигаем строительные элементы (конечно …) на горелке HyperDynamic! Мы не платим субподрядчикам — это значит, что производственные затраты не «накачиваются» искусственно.
В. Разве низкая цена не означает снижение качества продукта?
A: Абсолютно нет. Вся наша продукция самого высокого качества.HyperDynamic — это результат многолетнего труда наших инженеров. Мы построили весь проект с нуля, следуя меняющимся технологиям и советам наших клиентов, которые предложили то, что они ожидали от нашей горелки. В нашей команде работают профессионалы, знающие свое дело и заботящиеся о высочайшем качестве продукта.
Q: Могу ли я купить у нас запчасти для горелки — при необходимости по истечении гарантийного срока?
A: Конечно — мы продаем все детали, необходимые для правильного функционирования стола, и, самое главное, элементы, которые мы используем для создания горелки, продаются в магазинах, поэтому нет проблем купить их самостоятельно или через нашу агентство.
Q: Если покупатель хочет купить б / у элемент самостоятельно, может ли он рассчитывать на помощь производителя?
A: Как производители, мы знаем каждую деталь нашей горелки. У нас есть полный перечень запчастей с каталожными номерами
.
Мы потратили много времени и энергии на то, чтобы детали для наших горелок были легко доступны, и поэтому последующая эксплуатация не требует больших финансовых вложений.
Q: Какой выбрать уровень грунтовых вод или стол для вскрытия?
А:
Требуются мелкие детали
Q: С каких пор ваша компания производит горелки?
A: Мы начали продажу в 2010 году, но первые горелки для собственных нужд мы сделали в 90-х годах.
Q: Цена на сайте указана с учетом НДС?
A: Да, конечно, все цены на нашем сайте указаны с учетом НДС.
Q: Каков период ожидания продукта?
A: Все зависит от количества заказов на данный момент. Мы регулярно сообщаем примерное время ожидания. Обычно время ожидания составляет около 5-8 недель с момента подписания контракта.
Обычно время ожидания составляет около 5-8 недель с момента подписания контракта.
Q: Форма оформления заказа: онлайн / тел / лично
A: Мы предпочитаем…
Q: Авансовый платеж, общая сумма
A: 20% от стоимости заказа
В. Какие формы оплаты мы принимаем?
A: перевод, наличные,
Q: Какой гарантийный срок,
A: Гарантия на горелку HyperDynamic 12 месяцев
Гарантия производителя Hypertherm на плазменный генератор: 3 года (серия Powermax) и 2 года для Max200.Гарантия на горелку составляет 1 год.
Q: Послегарантийный период
А 😕
Q: Компания перевозит машину? Если да, то какова цена?
A: Подавляющее большинство клиентов организуют транспортировку машины самостоятельно. Однако, когда у них нет такой возможности, наша компания может передать транспортировку местному субподрядчику. Стоимость заказа зависит от места доставки (точнее километров)
Сложенная машина имеет размеры: x, y, z и тщательно защищена от механических повреждений.
Q: Где можно посмотреть / вырезать демонстрацию станка
A: Приглашаем вас посетить наш офис и рекомендуем вам протестировать разрез под наблюдением нашего специалиста. Назначить встречу . Возможна также онлайн-демонстрация.
Q: Каковы условия продажи?
A: Ссылка на файл, ссылка для заказа
Часто задаваемые вопросы наших клиентов
>> Читайте, вы обязательно найдете здесь что-то интересное!
Плазменная техника — теоретические знания
Решение о покупке плазменной горелки должно строго зависеть от потребностей и профиля вашего бизнеса.
Как купить плазму?
Технология термической резки стали плазменной дугой уже хорошо зарекомендовала себя на нашем рынке. Компаниям, специализирующимся на производстве металлических изделий, стоит ориентироваться на эту технологию. Другие не так эффективны, дешевы и не дадут нам такого широкого спектра работ, как при плазменной резке.
Решение о покупке фрезы (особенно у производителя) должно строго зависеть от ваших собственных потребностей. Если мы хотим сделать правильный выбор, нам необходим предварительный анализ рынка, производителей и устройств, способных решить эту задачу. Решение обычно трудное. Глядя на рынок доступных машин, мы видим сильную дифференциацию по цене, качеству и конфигурации. В этой статье я постараюсь познакомить вас с важными элементами, на которые следует обратить внимание при покупке плазменного резака.
Если мы хотим сделать правильный выбор, нам необходим предварительный анализ рынка, производителей и устройств, способных решить эту задачу. Решение обычно трудное. Глядя на рынок доступных машин, мы видим сильную дифференциацию по цене, качеству и конфигурации. В этой статье я постараюсь познакомить вас с важными элементами, на которые следует обратить внимание при покупке плазменного резака.
КОНФИГУРАЦИЯ МАШИНЫ
Во-первых, вам необходимо проанализировать характеристики собственного производства, чтобы точно определить такие параметры, как:
рабочая зона (размер металлических листов у нас)
тип и толщина обрабатываемого листового металла, и, следовательно, выбор соответствующего источника плазмы
Влияние плазмотрона на окружающую среду (экология, фильтрующая вентиляция)
нуждается в производственном цикле таких опций, как маршрутизация микроплазмы: точка, линия
обработка труб и профилей: тип, толщина и диаметр
Требуется резка под углом (3D), подготовка к сварке.
Чтобы настроить отрезной станок в соответствии с вашими потребностями, обратите внимание на ключевые элементы станка. Оснащать резак автоматической газовой консолью стоит по нескольким причинам. Контроллер автоматически выбирает газы, давления и все настройки, благодаря чему он в значительной степени исключает ошибки оператора, резак готовится к работе быстрее, и, таким образом, быстрее достигается производительность машины, указанная производителем. Есть много примеров неправильной экономии или чрезмерного инвестирования, и никто не захочет доплачивать за неиспользованные «гаджеты».Другое дело, если в конфигурацию включены дополнительные опции по цене лучше, чем у конкурентов. Тогда их стоит иметь, потому что мы не всегда можем предсказать, будут ли они использованы через какое-то время. Важно сравнивать предложения сначала с точки зрения конфигурации машины, а затем по цене.
ВЫБОР ИСТОЧНИКА КЛАССА
Выбор класса источника — один из наиболее важных шагов при покупке устройства плазменной резки. Сегмент источников HD наиболее желателен из-за высокого качества нарезки.Предполагается, что возникающая фаска не должна превышать 2 ° (как указано в стандартах). С другой стороны, альтернативой этому довольно дорогостоящему решению являются источники, основанные на традиционной плазменной технологии. Они менее точны с точки зрения перпендикулярности реза, намного дешевле, а иногда даже быстрее, чем источники HD. Однако их обязательно нужно охлаждать жидкостью. Обычно устройства с воздушным охлаждением не приспособлены к автоматической резке, и время отключения часто необходимо из-за перегрева источника во время непрерывной работы.Выбирая источник, обратите внимание на параметры, возможности и эффективность.
Сегмент источников HD наиболее желателен из-за высокого качества нарезки.Предполагается, что возникающая фаска не должна превышать 2 ° (как указано в стандартах). С другой стороны, альтернативой этому довольно дорогостоящему решению являются источники, основанные на традиционной плазменной технологии. Они менее точны с точки зрения перпендикулярности реза, намного дешевле, а иногда даже быстрее, чем источники HD. Однако их обязательно нужно охлаждать жидкостью. Обычно устройства с воздушным охлаждением не приспособлены к автоматической резке, и время отключения часто необходимо из-за перегрева источника во время непрерывной работы.Выбирая источник, обратите внимание на параметры, возможности и эффективность.
Источник: stal.elamed.pl
Информация
Какую горелку выбрать?
Что такое плазма? Четвертое состояние материи
Плазму часто называют четвертым состоянием материи. Обычно мы думаем о трех фазах вещества: твердом, жидком и газообразном.В случае хорошо известной субстанции вода, тремя состояниями являются лед, вода и водяной пар. Они различаются по уровню энергии. Добавление энергии в виде тепла к льду заставляет его таять и превращаться в жидкость, воду. Добавление еще большего количества энергии вызывает испарение воды, которая превращается в водород и кислород с образованием водяного пара. Дальнейшая подача энергии к пару приведет к ионизации этих газов. Процесс ионизации заставляет газы переносить электрические заряды. Этот электропроводящий ионизированный газ называется плазмой.
Они различаются по уровню энергии. Добавление энергии в виде тепла к льду заставляет его таять и превращаться в жидкость, воду. Добавление еще большего количества энергии вызывает испарение воды, которая превращается в водород и кислород с образованием водяного пара. Дальнейшая подача энергии к пару приведет к ионизации этих газов. Процесс ионизации заставляет газы переносить электрические заряды. Этот электропроводящий ионизированный газ называется плазмой.
Как плазма режет металл
В процессе плазменной резки, который используется для резки проводящих металлов, электропроводящий газ используется для передачи энергии от источника электричества через плазменный резак к заготовке.
Базовая система плазменной резки состоит из источника питания, цепи зажигания дуги и резака. Эти элементы обеспечивают электричество, ионизацию и возможности управления технологическим процессом, необходимые для достижения высококачественной и высокопроизводительной резки различных типов материалов.
Устройство питания представляет собой источник постоянного тока (DC). Напряжение холостого хода обычно находится в диапазоне от 240 до 400 В постоянного тока. Скорость резки и максимальная толщина разрезаемого материала зависят от выходного тока (силы тока) источника питания.Основная функция источника питания — обеспечивать количество энергии, необходимое для поддержания плазменной дуги после ионизации.
Цепь зажигания дуги — это цепь высокочастотного генератора, которая вырабатывает переменное напряжение в диапазоне от 5000 до 10 000 вольт с частотой приблизительно 2 МГц. Это напряжение используется для создания внутри горелки дуги высокой интенсивности, которая ионизирует газ, тем самым создавая плазму.
Горелка служит держателем для расходных материалов, таких как сопло и электрод, а также обеспечивает охлаждение этих компонентов (газа или воды).Сопло и электрод сужают и поддерживают поток плазмы.
Принцип работы установки плазменной резки
Цепь источника питания и зажигания дуги подключается к горелке с помощью кабелей и перемычек.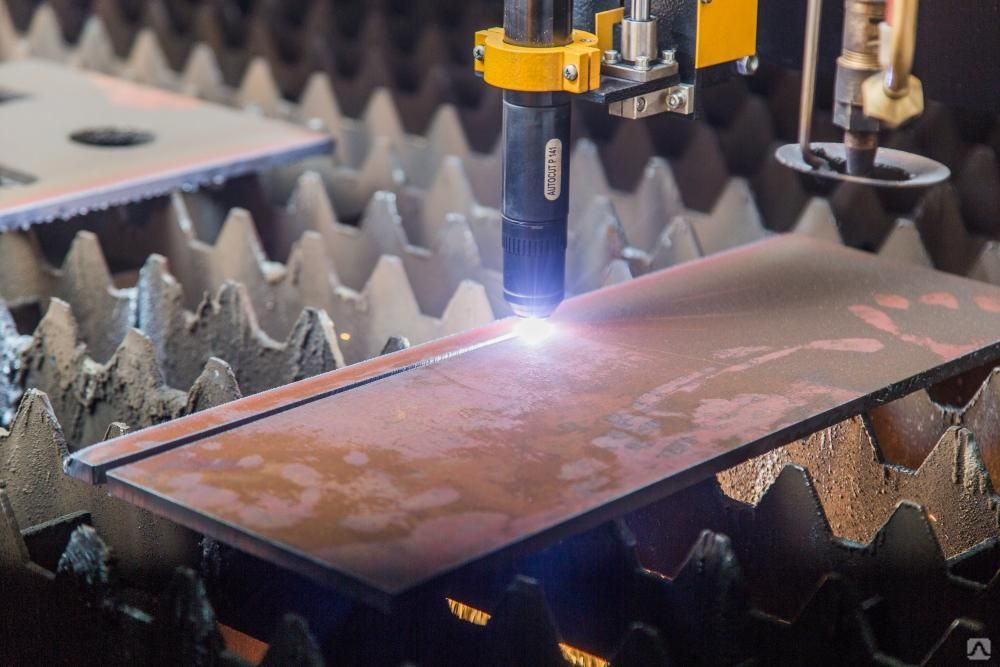 Эти провода и кабели обеспечивают надлежащий поток газа и электрического тока и несут высокую частоту, что позволяет активировать горелку и запустить процесс.
Эти провода и кабели обеспечивают надлежащий поток газа и электрического тока и несут высокую частоту, что позволяет активировать горелку и запустить процесс.
1. На блок питания отправляется сигнал работы.В результате одновременно активируются напряжение холостого хода и подача газа к горелке (см. Рисунок 2). Напряжение холостого хода можно измерить между электродом (-) и соплом (+). Обратите внимание, что сопло подключается к положительной клемме источника питания через резистор и реле (реле вспомогательной дуги), а отрезанный металл (заготовка) подключается к положительной клемме напрямую. Газ проходит через сопло и выходит через отверстие. На этом этапе дуги нет, потому что нет пути тока, соответствующего постоянному напряжению.
2. Как только поток газа стабилизируется, активируется высокочастотный контур. Высокочастотный ток протекает между электродом и соплом в горелке, так что поток газа должен пересечь эту дугу, прежде чем он выйдет из сопла. Энергия, передаваемая от высокочастотной дуги к газу, вызывает его ионизацию, заставляя его проводить электричество. Этот электропроводящий газ позволяет создать путь прохождения тока между электродом и соплом, тем самым создавая плазменную дугу. Поток газа проталкивает дугу через отверстие сопла, создавая пилотную дугу.
Этот электропроводящий газ позволяет создать путь прохождения тока между электродом и соплом, тем самым создавая плазменную дугу. Поток газа проталкивает дугу через отверстие сопла, создавая пилотную дугу.
3. Если предположить, что сопло находится на небольшом расстоянии от заготовки, пилотная дуга будет контактировать с ним, потому что, в отличие от положительного вывода на сопле, путь тока к положительному выводу (в источнике питания) не ограничен сопротивлением.Подача тока к заготовке регистрируется электронным способом в блоке питания. При обнаружении протекания тока высокочастотная цепь отключается и размыкается реле вспомогательной дуги. Процесс ионизации поддерживается за счет энергии основной дуги постоянного тока.
4. Высокая температура плазменной дуги плавит металл, дуга разрезает заготовку, а поток газа с высокой скоростью удаляет расплавленный материал из нижней части разреза.В этот момент резак приводится в движение, и начинается процесс резки.
Виды процессов плазменной резки
Обычная плазменная резка
В этом процессе обычно используется один газ (обычно воздух или азот) для образования плазмы и одновременного охлаждения.
Большинство этих систем имеют выходную мощность менее 100 А и предназначены для резки материалов толщиной менее 1,5 см.
Они в основном используются в ручных приложениях.
Двойная газовая плазменная резка
В этом процессе используются два газа: плазма и защитный.
Защитный газ создает защитную атмосферу вокруг зоны реза для более чистых кромок реза. Это, пожалуй, самый популярный метод плазменной резки, поскольку для достижения оптимального качества резки для конкретного материала можно использовать множество различных комбинаций газов.
Плазменная резка с водяным туманом
Это вариант двухгазовой системы, в которой вместо защитного газа используется вода.
Обеспечивает лучшее охлаждение сопла и заготовки, а также лучшее качество резки нержавеющей стали.
Этот процесс предназначен только для механизированного использования.
Плазменная резка с впрыском воды
В этом процессе используется один плазменный газ, и вода впрыскивается непосредственно в дугу, радиально или по спирали. Это обеспечивает намного лучшее затягивание дуги, плотность и температура которой увеличиваются.
Это обеспечивает намного лучшее затягивание дуги, плотность и температура которой увеличиваются.
Этот процесс используется на станках с выходной мощностью от 260 до 750 А и обеспечивает высококачественную резку материалов различного типа и толщины.
Этот процесс предназначен только для механизированного использования.
Прецизионная плазменная резка
Этот процесс обеспечивает непревзойденное качество при резке тонких материалов (толщиной менее 1,3 см) на малых скоростях.Лучшее качество достигается за счет использования новейших технологий, которые позволяют максимально затянуть дугу, что приводит к быстрому увеличению ее плотности.
Для большей точности обрезки кромок требуется меньшая скорость движущегося устройства.
Этот процесс предназначен только для механизированного использования.
Источник Hypertherm.пл
Преимущества и недостатки плазменной резки?
Преимущества плазменной резки:
— высокая скорость резания,
— резка без нагрева — быстрая прошивка,
— узкая зона термического влияния — относительно низкое температурное воздействие на весь материал за счет высоких скоростей и узкого температурного воздействия,
— Малый режущий зазор,
— тонкие материалы можно резать без перегиба,
— относительно невысокая инвестиционная стоимость,
— очень высокая производительность листового металла при правильной настройке и программировании.
Недостатки плазменной резки:
— повышенный уровень шума
— сильная радиация,
— большое количество газов и дыма (проблему решает Интеллектуальная система управления таблицами сечений),
— изменения зоны влияния реза,
— трудности с поддержанием перпендикулярности краев (проблема решается плазмой High Definition).
Перед телефонным разговором или визитом к производителю важно, чтобы заказчик определил точки, характерные для его продукции, и постарался точно определить такие параметры, как:
— рабочая зона (какие размеры металлических листов будут использоваться),
— вид обрабатываемого материала
— толщина разрезаемого материала (от этого зависит выбор соответствующего источника плазмы)
— какой будет разрез: качественный или, может быть, разделительный
— какое это будет производство: мелкосерийное или промышленное
Решение обычно трудное.Глядя на рынок доступных машин, мы видим сильную дифференциацию по цене, качеству и конфигурации. Но мы не боимся конкуренции — поэтому мы рекомендуем вам ознакомиться с предложениями других производителей горелок 🙂 Мы уверены в качестве всей нашей продукции и можем заверить вас, что горелки HyperDynamic являются профессиональными и, что самое главное, доступными по цене. !
Но мы не боимся конкуренции — поэтому мы рекомендуем вам ознакомиться с предложениями других производителей горелок 🙂 Мы уверены в качестве всей нашей продукции и можем заверить вас, что горелки HyperDynamic являются профессиональными и, что самое главное, доступными по цене. !
Производство серии HyperDynamic находится в небольшом городке недалеко от Опатова в Свентокшиском воеводстве.
Приглашаем заинтересованных лиц встретиться в штаб-квартире компании — по вопросам организации такого визита обращайтесь в .
Зная, что наши горелки вызывают интерес у предпринимателей со всей Польши, которые не всегда имеют возможность посетить нас лично, мы подготовили целый набор онлайн-материалов и информации, а также возможность представить машину онлайн.
Встречи проводятся каждую неделю.
Ежегодно мы также принимаем участие в международной выставке в Кельце — мы также приглашаем вас посетить наш стенд там.
Серия
обрабатывается компанией, работающей с 2010 года. поставляет машины клиентам по всей Польше. Каждый год вы можете посетить нас в Targi Kielce, где наш стенд пользуется большой популярностью у посетителей.
поставляет машины клиентам по всей Польше. Каждый год вы можете посетить нас в Targi Kielce, где наш стенд пользуется большой популярностью у посетителей.
Серия HyperDynamic была разработана с учетом
Если вы хотите сделать удовлетворительный выбор, необходим предварительный анализ рынка:
— Какие производители горелок присутствуют на рынке,
-устройства с какими свойствами и по какой цене они предлагают,
— как изготавливаются предлагаемые конфорки — каково их качество,
— что такое послегарантийное обслуживание и наличие запчастей
Узнайте, какая компания оправдает ваши ожидания — как по функциональности, так и по цене!
Ниже приведена небольшая информация, которая поможет вам совершить покупку:
Можно сделать
использовать
горелка?
Плазменные технологии
Технология плазменной резки
Плазменные установки
Если у вас нет собственной горелки, мы рекомендуем вам купить агрегат у нас — по акционной цене!
Мы придерживаемся принципов своей компании и не добавляем комиссию нашим клиентам!
Вся наша горелка сделана из польских компонентов, но что касается источника плазмы, мы рекомендуем нашу
Мы должны признать перед нашими заказчиками, что американский источник плазмы — компания Hypertherm — не имеет себе равных.
Но придерживаться правил компании — не завышать цену без надобности. Наши клиенты, которые покупают у нас горелку без комиссии. Мы рекомендуем вам сравнить цены с ценами конкурентов.
Каждое устройство может быть оснащено по желанию заказчика источником плазмы от таких компаний, как Cebora, Formica, Kjellberg, Kalliburn
Мы не рекомендуем покупать источники плазмы, кроме упомянутых, так как, несмотря на видимую большую разницу в ценах, эти источники являются ненадежными.Часто они не работают должным образом и больше изнашиваются в течение срока службы.
К сожалению, это не дешевые решения, но для наших клиентов, которые хотят купить устройство в качестве дополнения к таблице, мы продаем по конкурентоспособным ценам.
Выбор источника зависит от толщины материала, который будет разрезаться на столе.
В комплект входит:
О КОМПАНИИ
В начале своей деятельности мы производили столы с ЧПУ для собственных нужд. Мы помогли соседям и друзьям, которые начали производить горелки на месте — на заказ. Клиенты начали рекомендовать наши навыки, идеи, приверженность и искреннюю готовность новым людям.
Мы решили создать компанию, целью которой будет производство лучших плазменных горелок по разумной цене.
Мы с нуля узнали о технике всплесков плазмы, применяемой во всем мире.
Мы старались, у нас есть опыт и мы поставили перед собой самую важную цель: быть номером один на рынке малых и средних предприятий, производя плазменные испарители высочайшего качества, что будет компромиссом между качеством и разумной ценой, что может себе позволить предприимчивый Ковальский.
Но нас отличает не только качество и цена. Мы также должны упомянуть нашу индивидуальную приверженность и страсть, которые мы разделяем с нашими клиентами.
В 2010 году мы запустили производство, и около 100 клиентов позже решили, что наши предположения оправдались.
— мы обеспечиваем конкурентоспособные цены на наши столы и гарантируем окупаемость инвестиций более
— у нас все производство находится под собственным крылом — мы гордимся тем, что все сделано в Польше
Проектирование, изготовление и установка — мы поддерживаем внутренний рынок труда. Все с сертификатом CE. сделано в Польше
Мы рекомендуем вам посетить наш веб-сайт и узнать, что такое устройство записи HyperDynamic и как оно может стать основой для развития вашего бизнеса.
Закажите аппарат плазменной резки, соответствующий вашим потребностям!
Плазменные горелки
HyperDynamic — это результат многолетнего опыта работы в металлообрабатывающей промышленности.
Мы небольшая компания, у нас нет большого штата сотрудников, нам не нужно оплачивать счета за аренду складских площадей, мы не импортируем запчасти со всего мира
мы поддерживаем местный бизнес — талантливых людей с опытом.
Мы польский производитель и гордимся этим!
У нас всего один «иностранный» поставщик — это компания Hyperthrem, но мы преклоняемся перед ее достижениями. Горелки Hypertherm не имеют себе равных.
Но это не значит, что иностранные товары у нас дороже! Пожалуйста — ознакомьтесь — вот наши цены . Дешево . . правда?
То же самое и с другими компонентами нашей горелки: качество идет рука об руку с ценой!
других пользователей.
.
Pirotec Inverter Сварочный аппарат MMA + TIG DC + плазменный резак Sitpac 240/1 купить в OBI
Описание продукта
Номер продукта: 6579809
Доступен только в Интернете
Инверторный сварочный аппарат MMA + TIG DC с функцией 240 / плазменной резки 1 компании Pirotec.
Аппарат предназначен для ручной дуговой сварки покрытым электродом диаметром до 4 мм и методом TIG на постоянном токе с вольфрамовым электродом до 2 мм.
Вторая функция устройства — плазменная резка металлических листов толщиной до 12 мм.
Регулировка сварочного тока: 10-160 A и резка: 15-40 A.
В комплекте: устройство, маска и сварочная щетка, кабель электрододержателя 1,8 м, кабель зажима 1,3 м, кабель TIG 4 м, наконечники горелки TIG и сопла , кабель плазменного резака, осушитель, напорный шланг 1,95 м.
Вольфрамовые электроды, газовый баллон и газовый редуктор в комплект не входят.
Технические характеристики
| Характеристики продукта | |
|---|---|
| Метод сварки: | MMA / TIG |
| Тип сварочного оборудования: | инверторные сварочные аппараты |
| охлаждение: | да |
| макс.диаметр электрода: | 4 мм |
| корпус в комплекте: | нет |
| сварочный ток: | 160 A |
| Размеры и вес (нетто): | |
|---|---|
| Вес: | 20,0 кг |
| Высота: | 43,0 см |
| Ширина: | 28,0 см |
| Глубина / толщина: | 61,0 см |
.
Как сделать мангал из барабана стиральной машины — своими руками
гриль от барабана стиральной машины
У многих из вас есть дачный участок или просто частный дом. А может, вы сами захотите сделать гриль.
В этой статье Иван покажет вам, как он сделал отличный гриль из барабана старой стиральной машины. Барабан от стиральной машины имеет то преимущество, что он нержавеющий и если мы сделаем такой гриль сами, то он будет у нас на долгие годы.
Этот вариант гриля имеет одну важную особенность, Иван придумал удобную систему регулировки высоты гриля.
Материалы. — Лист из нержавеющей стали — Барабан стиральной машины — Стальная труба — Аэрозольная краска.
Инструменты, используемые автором.
— Шлифовальный станок, шлифовальные круги — лепестковые и отрезные диски
— Отвертка
— Ступенчатые сверла
— Плазменный резак
— Сварочный полуавтомат
— Молоток, стержень, круглый напильник, тиски
— Торцовочная пила
— Зажимы
— Маркер.
Первым делом автор приступает к изготовлению решетки для гриля из толстого листа нержавеющей стали.Если мы хотим облегчить себе работу, мы можем использовать готовую решетку из брусков.
Процесс изготовления решетки из барабана стиральной машины:
Размечаем контуры с учетом размера отверстия в барабане.
Теперь обрезает заготовку по контуру плазменным резаком.
Края будущей решетки (колосниковой решетки) очищают болгаркой с откидным диском.
Затем на краю заготовки размечает отверстие для трубы и просверливает отверстие под нее ступенчатым сверлом.
Края отверстия подшиты.
Затем размечает необходимые вырезы для сетки и просверливает по их краям отверстия, переходя от тонкого сверла к толстому.
Затем шлифуют шлифовальный станок.
Излишки металла удаляются, а края отверстий пропилываются. Поверхность очищается лепестковым диском.
Затем отрезает три куска трубы.
Помимо решетки автор решил сделать две небольшие столики.
Трубы приварены к сетке и опорам.
Ножки гриля будут изготовлены из труб немного большего диаметра.Их края следует обрезать под углом 45 градусов.
Затем трубы сваривают следующим образом.
Делается еще один надрез и приваривается треть ножки.
В верхней части ножек просверливаются отверстия под прижимные винты.
Гайки привариваются к трубе и швы зачищаются проволочной щеткой.
Иван обезжирил поверхность труб бензином и покрасил их аэрозольной краской.
На обратной стороне барабана стиральной машины автор снимает крест, просверлив заклепки.Затем очищает все поверхности резервуара.
Просверлил отверстия под ножки в трех местах.
Ножки установлены, и можно приступать к установке гриля.
И так будет регулироваться высота и решетки, и стоек. Вы можете установить это с помощью зажимного винта.
Все готово, можно загружать древесный уголь, зажигать гриль и наслаждаться приготовлением на гриле.
После использования тщательно обожгите гриль, удаляя таким образом остатки пищи с гриля. Ножки можно снять для компактного хранения гриля.
Спасибо автору за несколько трудоемкую, но очень интересную конструкцию решетки от барабана стиральной машины !
.
APYnews — Интернет-портал людей
В этом выпуске мы делаем простое украшение для сада из дешевых кованых элементов, используемых при производстве заборов и перил. Такие цветы недорого стоят и являются не только большим разнообразием клумбы, но и прекрасным подарком — не только для сада! 🙂 Немного не запомнил цены, поэтому исправляю ошибку: роза стоила 8 злотых — теперь я купила бы побольше, дороже, розовые листья стоили 1,70 злотых, а нарцисс и его лист стоили 5 злотых и 7 злотых соответственно.Стебель — это дополнительный злотый, поэтому изготовление одного цветка стоит около 15 злотых + 10 минут вашего времени. Все необходимые элементы можно найти на популярном аукционе 🙂 Мои инструменты: Моя любимая мера Hultafors: https://www. ceneo.pl/49207544#crid=255020&pid=19406 Подготовка против брызг: https://www.ceneo.pl/10539440#crid=254737&pid=19406 Угловая шлифовальная машина Makita: https://www.ceneo.pl/43322211#crid=253590&pid=19406 Митровая пила Evolution: https://www.ceneo.pl/73432101#crid=251664&pid=19406 Таблица митры Evo: https: // www.ceneo.pl/56797329#crid=251666&pid=19406 Ściski (похоже на мой): https://www.ceneo.pl/60439882#crid=253595&pid=19406 Более дешевый шлем с автозатемнением: https://www.ceneo.pl/43224100#crid=253475&pid=19406 Ручной шлем (похож на мой, лучше): https://www.ceneo.pl/43265422#crid=253476&pid=19406 Магнитная подставка для патронов ЭСАБ: https://www.ceneo.pl/44321116#crid=254739&pid=19406 Сварочные аппараты: Migomat Paton Pro: https://www.ceneo.pl/64946504#crid=253991&pid=19406 Стандарт Мигомат Патон: https: // www.ceneo.pl/64946500#crid=253993&pid=19406 TIG AC / DC Magnum: https://www.ceneo.pl/14574824#crid=253477&pid=19406 Плазменный резак Sherman: https://www. ceneo.pl/46843618#crid=253474&pid=19406 Проверенные штучные электроды: 6012 Rutweld 12: https://www.ceneo.pl/31124845#crid=253995&pid=19406 Мост 6013: https://www.ceneo.pl/50354856#crid=253996&pid=19406 Ryjbuk: https://www.facebook.com/pages/PiranNinja/313960535397377
.
Плазменный резак Stamos 400V (ток резки: 10-125A. Толщина / ширина резки: 34 / 1,4 мм) 45643385
В заказ входят:
- Плазменный резак S-PLASMA 125H
- Плазменный пистолет с кабелем — 5 м
- Расходные материалы к плазмотрону
- Шланг воздушный — 4 м
- Кабель заземления с зажимом — 3 м
- Манометр
- Редуктор давления
Все в прочной упаковке, которая защищает товар во время транспортировки.
Доступная цена — одна из наших основных целей. Быстрая доставка и безопасность при совершении покупок — наш следующий приоритет, более того, мы всегда открыты для вопросов и предложений от наших клиентов.
Мы гордимся тем, что количество наших клиентов постоянно растет. Наша компания является прямой дистрибьюторской компанией, предлагающей продукцию известных компаний со всего мира.
Как производитель наших устройств мы выбираем компании, соответствующие высоким немецким стандартам качества.Перед размещением продуктов на страницах нашего каталога они проходят тщательную проверку на функциональность, долговечность, долговечность и отделку.
Благодаря прочной и устойчивой конструкции и соответствующему дизайну они идеально подходят для работы в повседневных условиях в промышленности и торговле. Современное качество изготовления и частые проверки качества гарантируют безопасность наших устройств.
Продвижение данного товара! «Бесплатная доставка по всей стране»
Итак, мы бесплатно доставим этот товар в любую точку Польши.
«Большинство товаров отгружаются в течении 24 часов после проверки инвентаря!»
В течение часа после заказа (в рабочее время) сотрудники склада проверяют наличие заказанного товара на складе, и мы отправляем информацию по электронной почте или SMS.
Акция на отправку фото !!!
Сфотографируйте этот товар за каждую фотографию, представленную на сайте магазина, вы получите 20 злотых.
10 фото — скидка 200 злотых. 15 фото — это скидка 300 злотых.
Фотографии должны быть отправлены на адрес электронной почты: с нашим номером заказа.
.
принцип работы и особенности технологии, устройство ручного резака
Плазменная резка – новая великолепная технология, позволяющая разрезать металлы солидной толщины и любой природы, даже самой капризной. В качестве режущего предмета выступает не нож, а плотная струя плазмы, которая позволяет формировать идеально точный рисунок реза в единицу заданного времени.
Этот способ работы с содержит множество достоинств, которые мы разберем ниже. А сейчас начнем с физики – нужно разобраться с сутью процесса.
Содержание
- Физика плазмы
- Классификация видов плазменной резки
- Простой
- С применением защитного газа
- С водой вместо воздуха
- Преимущества резки плазмой
- Недостатки плазморезки
- Советы и нюансы
- Как работать плазморезкой?
- Выбор аппарата для плазменной резки
- Выбор плазменного резака по мощности
- Выбор резака по времени и скорости разрезания материала
- Пара слов о горелке
Физика плазмы
Технология плазменной резки металла отдает главную женскую роль нашей любимой электрической дуге. Он формируется между электродом и соплом. Иногда вместо электрода выступает металл, который нужно разрезать. Разберемся, что такое плазменная резка.
Начало процесса – включение источника электрического питания и подача тока высокой частоты в . Источник питания включается автоматически после нажатия тумблера розжига в аппарате.
Сначала формируется так называемая промежуточная дуга – она имеет временный характер и соединяет электрод с наконечником сопла резака. Нагревается эта дежурная дуга до уровня температуры около 8000°С.
Это важный момент общего процесса плазменной резки – нужно помнить, что настоящая дуга между электродом и металлом образуется не сразу, а через ее промежуточный вариант.
Следующий этап процесса – поступление воздуха из компрессора, который обычно прилагается к аппарату резки металла. Компрессор подает воздух в сжатом виде. Этот воздух поступает в камеру плазмотрона, в котором находится и уже раскалена временная электрическая дуга.
Дуга нагревает сжатый воздух, объем которого при нагреве увеличивается во много раз. Дополнительно к нагреву и увеличению объема воздух начинает ионизироваться и трансформироваться в настоящий проводник электрического тока. Он превращается в ту самую плазму
Малый диаметр сопла дает возможность разгонять поток этой раскаленной плазмы до огромных скоростей, с которыми струя вылетает из аппарата. Скорость потока может достигать трех метров в секунду.
Схема работы плазменной резки.Температура воздуха – запредельная, вплоть до 30 000°С. При этих условиях электрическая проводимость воздуха – плазмы практически равна проводимости разрезаемого металла.
Настоящая конечная дуга появляется мгновенно, как только поток плазмы достигает и касается поверхности металла. Временная дуга, в свою очередь, автоматически выключается. Металл начинает плавится точно в месте среза.
Жидкие металлические капли сразу же сдуваются струей сжатого воздуха. Это и есть принцип плазменной резки. Как видите, все просто, логично и понятно.
Классификация видов плазменной резки
Виды плазменной резки будут зависеть от среды, в которой проводятся работы по металлу:
Простой
Главное отличие способа – ограниченность электрической дуги. Для резки используется электрический ток и воздух. Иногда вместо воздуха применяются газ в виде азота. Если металлически лист тонкий – всего несколько миллиметров, процесс можно сравнить с лазерным разрезанием.
При этом способе толщина металлов не должна превышать 10-ти мм. Способ отлично работает для низколегированных сплавов стали и других мягких металлов. Режущим элементом выступает кислород, из которого формируется сжатая струя, превращающаяся в итоге в плазму.
В разрезах получаются очень ровные кромки, не требующие дальнейшей доработки.
С применением защитного газа
При этом способе вместо воздуха используются защитные газы, которые превращаются в плазменный поток после преобразования в плазмотроне. Качество срезов в данном случае значительно повышается благодаря отличной защите процесса от воздействия окружающей среды.
Газ для плазменной резки не представляет из себя ничего необычного: это может быть водород или аргон – «газовая классика».
С водой вместо воздуха
Отличны способ со многими преимуществами, одно из которых – отсутствие необходимости в дорогостоящей и громоздкой системе охлаждения.
Существуют и другие критерии классификации плазменной резки. К примеру, виды резки бывают разделительными и поверхностными. Первый из них используется чаще.
Еще один параметр – способ резки. Один вид — резка дугой, в котором разрезаемый металл выступает в качестве элемента электрической цепи. Другой вид – резка струей, когда электрическая дуга соединяет электроды, а не металлическую заготовку.
Плазменные резаки представлены на рынке в самых разнообразных вариантах, так что их можно классифицировать по маркам, производителям и многим другим техническим и торговым параметрам.
Есть, например, ручная плазменная резка – самый демократичный способ и по цене, и по простоте исполнения. Есть машинные автоматические технологии, устройства для которых намного дороже и сложнее.
Преимущества резки плазмой
Принцип работы плазменной резки. Самой близкой технологией является лазерная резка металлов, поэтому логично будет перечислить преимущества в сравнении с «соседкой»:
- Плазменной резке по плечу металлы любой природы, в том числе цветные, тугоплавкие и другие, сложные для обработки.
- Скорость процесса значительно выше, чем резка газовым резаком.
- Одна из значительных особенностей – возможность производить резы любой формы, включающие и геометрические узоры, и фигурную резку самой высокой сложности. Иными словами, резка с помощью плазмы – это реализация самых смелых творческих идей по металлу и другим трудно поддающимся материалам.
- нипочем любая толщина металла: скорость и качество никоим образом не теряются.
- Этому способу поддаются не только металлы, но и другие материалы: он вполне универсальный.
- Резка плазмой и быстрее, и эффективнее по качеству кромки, чем любые другие механические способы резки.
- В данном методе возможна работа не только перпендикулярно к поверхности металла, но под углом, что помогает освоить широкие листы металла.

- С экологической точки зрения это вполне благополучный вид работы с металлом с минимальным выбросом вредных веществ или загрязнений в воздух.
- Отличная экономия времени из-за отсутствия необходимости предварительно нагревать металл.
- Поскольку в методе не используются взрывоопасные газовые баллоны, он значительно безопаснее, чем другие способы.
Ни один способ обработки металлов не обходится без недостатков, и плазменная резка здесь не исключение.
Недостатки плазменной резки следующие:
- Дороговизна всего модельного ряда аппаратов для плазменной резки, включая даже самые простые ручные варианты.
- Пределы толщины металла для резки плазмой: предельная толщина всего 100 миллиметров.
- Это шумный способ работы, потому что сжатый воздух или газ подаются с огромной скоростью.
- Оборудование непростое, дорогое и требующее грамотного и постоянного технического обслуживания.
Советы и нюансы
Еще одной отличительной положительно характеристикой метода является то, что во время процесса происходит нагрев лишь небольшого локального участка. Да и остывает этот участок намного быстрее, чем при лазерной или механической резке.
Охлаждение необходимо только для двух составных элементов – катода и сопла, как самых нагруженных. Это без проблем производится с помощью рабочей жидкости.
Плазменная дуга и струя.начинает работать стабильно в результате рабочего соотношения катода и сопла с паром из сжатого раскаленного воздуха. На катоде локализуется отрицательный заряд, на наконечнике сопла – соответственно положительный. В результате этого образуется промежуточная дуга.
Лишняя влага впитывается специальным материалом, который находится в резервуаре камеры плазмотрона.
Правила безопасности при данном методе имеют строжайший характер, потому что все аппараты плазменной резки могут быть очень травматичными для мастера. Особенно это касается моделей с ручным управлением.
Все будет в порядке, если вы будете соблюдать рекомендации по защитной амуниции мастера: щиток, затемнённые очки, защитные ботинки и т. д. В этом случае вы сможете уберечься от главных факторов риска данного метода – капель расплавленного металла, высокого напряжения и раскаленного воздуха.
Еще один совет по безопасности – ни в коем случае не стучать резаком по металлу для удаления металлических брызг, как это делают некоторые мастера. Вы рискуете повредить аппарат, но главное – поймать кусочки расплавленного металла, например, лицом или другой незащищенной частью тела. Лучше поберечь себя.
Экономия расходных материалов занимает не последнее место в эффективной резке. Для этого зажигаем электрическую дугу не слишком часто, а точно и в срок, чтобы не обрывать ее без надобности.
Экономия ресурсов также распространяется на силу и мощность тока. Если рассчитать его правильно, вы получите не только экономию, но и отличный срез без заусениц, окалины и деформации металла.
Для этого следует работать по следующей схеме: сначала подать ток высокой мощности, сделать пару – тройку разрезов с его помощью. Если сила и мощность тока великоваты, на металле сразу же будет образовываться окалина из-за значительного перегрева.
После осмотра срезов будет ясно, оставить ток на этом уровне или изменить его. Иными словами, работаем экспериментально – малыми пробами.
Как работать плазморезкой?
Электрическая схема плазменного генератора.Резка металлов с помощью плазменного потока — слишком серьезное дело, чтобы заниматься им без предварительного изучения и тщательной подготовки. Это поможет вам сделать резку эффективнее со всех точек зрения, и, что весьма немаловажно, минимизировать риски, связанные с производственными опасностями.
Прежде всего нужно знать принцип работы плазменной резки – видеть картинку физических явлений целиком.
Плазменную горелку следует держать очень близко к поверхности и краю металла, в отличие от лазерной резки. Когда тумблер с «пуском» включится, первой загорится временная электрическая дуга, и только затем – настоящая, которая будет главным режущим элементом. с режущей дугой нужно вести по материалу ровно и медленно.
Скорость резки следует строго контролировать. Это можно делать, наблюдая за искрами с обратной стороны листа разрезаемого металла. Если этих искр нет, то это значит, что разрезка металла произошла неполная.
Такое может произойти по нескольким причинам: из-за слишком большой скорости ведения горелки или прохождения аппарата, либо слишком недостаточной мощности подаваемого тока, либо несоблюдения прямого угла в 90° между горелкой и поверхностью металла.
Дело в том, что полная проплавка металла происходит лишь при наклоне плазморезки к поверхности металла под прямым углом и ни градусом больше или меньше.
После завершения работы резак нужно наклонить. Воздух будет выходить и после выключения аппарата – непродолжительное время.
Перед работой невредно изучить схему вашего аппарата: именно в ней можно прочитать самую достоверную информацию по допускаемой толщине металла, который можно прорезать или сделать в нем отверстие. Устройство плазменного резака может различаться, все зависит от функций его назначения.
Выбор аппарата для плазменной резки
Покупка любого технического оборудования – дело, для которого не нужно жалеть времени и усилий: слишком высок риск неудачного решения и потери денег. А деньги здесь немалые, вы не найдете плазменного резака дешевле 500 USD в принципе.
Сначала разбираемся с параметрами и техническими характеристиками прибора.
Выбор нужно делать только под свои планы и нужды. Задача – найти не самый лучший резак, а самый подходящий для вас по принципу «здесь и сейчас».
Две большие группы плазморезов – это инверторные и трансформаторные. Названия говорят сами за себя.
Открытая и закрытая плазменная струя. Если вам нужен компактный для работы с металлами небольшой толщины, вы можете остановить свой выбор на резаке инверторного типа. Они забирают немного энергии, легкие и с небольшими габаритами.
Вместе с тем работают они с перерывами и легко выходят из строя при перепадах сетевого напряжения. Цена на такие приборы вполне умеренная, из всех плазморезов это самые недорогие.
Другое дело – трансформаторные резаки. Здесь и с габаритами, и с весом «все в порядке»: серьезные аппараты по всем параметрам.
Энергии потребляют много, зато работать они могут практически без перерыва в течение целого дня. И толщина металла может быть побольше, чем при резке инверторной моделью. Стоимость таких устройств высокая – от 3000 до 20000 USD.
Выбор плазменного резака по мощности
Рассуждения начинаем со свойств и технических характеристик деталей, которые вы планируете обрабатывать и резать. Именно это этого рассчитывается мощность режущего прибора, потому что в нем будут различаться и сопло по своему диаметру, и тип используемого газа.
Применение плазменной резки – область чрезвычайно широкая, поэтому говорить нужно только о ваших конкретных нуждах.
К примеру, если толщина металлических заготовок около 30-ти мм, вам будет вполне достаточно резака с мощностью 90А. Он легко справится с вашим материалом.
А вот если ваш металл потолще, ищите подходящую модель в диапазоне мощности от 90 до 170А.
Выбор резака по времени и скорости разрезания материала
Скорость плазменной резки металла измеряют в сантиметрах за одну минуту. Эта скорость у разных аппаратов тоже разная и зависит от их общей мощности и природы разрезаемого металла.
Например, при всех прочих равных медленнее всего режется сталь, чуть быстрее – медь и ее сплавы. И еще быстрее – алюминий со своими алюминиевыми сплавами.
Устройство плазменного резака.Если для вас важна скорость, не забывайте о таком показателе, как длительность работы без перегрева, то есть без перерыва. Если в технической спецификации к аппарату написано, что длительность работы 70%, это означает, что после семи минут резки аппарат должен быть выключенным в течение трех минут, чтобы остыть.
Среди трансформаторных резаков встречаются чемпионы с продолжительностью работы в 100%. Иными словами, они могут работать целый день без отключения. Стоят они, конечно, немало. Но если у вас впереди длинные разрезы, думайте о покупке «чемпионских» трансформаторных плазменных резаков.
Пара слов о горелке
Снова оцениваем природу металла или другого материала, который планируем разрезать. От этого будет зависеть мощность горелка плазмореза. Она должна быть достаточной для качественного реза.
При расчетах нужно учитывать факт, что вы можете встретиться со сложными условиями работы, которая, как назло, должны быть произведена в самые короткие сроки, то есть резка должна носить выраженных интенсивный характер.
Во многих источниках рекомендуется выбирать сопло из меди: оно прочное и отлично охлаждается воздухом, намного быстрее, чем сопла из других металлов.
Рукоятку горелку не упускаем из зоны внимания, это важная часть для комфортной, а значит качественной работы. На рукоятке можно зафиксировать дополнительные элементы, которые помогут держать сопло на одинаковом расстоянии от поверхности металла. Данный совет распространяется только на ручные модели аппаратов.
Если вы собираетесь резать , выбирайте модель с горелкой, которая предназначена для поступления воздуха.
Если же ваши планы связаны с массивными толстыми заготовками, покупайте резак с горелкой для приема защитного газа – азота, например.
Использование плазмы для резки металлолома — Портал о ломе, отходах и экологии
Содержание:
- Мобильная установка для резки нержавейки
- Принцип резки металлов высококонцентрированной плазмой
- Конструкции и работа плазменных резаков
- Электродуговая резка плазмой – единственный способ резки лома твёрдых сплавов
- Технические характеристики аппаратов плазменной резки
Плазма является высококонцентрированным источником тепловой энергии, которая с успехом применяется для разделительных операций с различными металлами. Во многих случаях резка плазмой считается более эффективной технологией разделки металлолома, поскольку не нуждается в кислороде и горючих газах, а также позволяет эффективно разделять металл в различных условиях своего применения.
Мобильная установка для резки нержавейки
Сразу хочется сказать о плюсах такого оборудования, как мобильная ручная плазморезка, применительно к теме – лома и ломозаготовки цветных металлов, а конкретнее лома нержавейки.
Часто в металлолом идут емкости из нержавейки – это могут быть обычные пивные кеги (которые необходимо утилизировать – порезать и превратить изделие в лом), другие емкости – ж/д цистерны из нержавейки, пищевые емкости, огромные цистерны на химических заводах и другое. Все эти емкости необходимо демонтировать на месте, “покрошить” для перевозки. Для резки таких изделий обычное оборудование, которым режется черный лом – кислород и пропан, не подойдет, т.к. нержавеющая сталь относится к жаропрочным сталям и температуры кислорода с пропаном будет недостаточно. В этом случае на помощь придет мобильная установка плазменной резки.
Мобильная установка плазменной резки
С ее помощью легко можно резать нержавейку толщиной до 5мм, если требуется работа с более толстыми листами, то нужно подбирать под каждую задачу свою установку. Т.к. как оборудования подобного рода имеет высокую цену, то для начала (для демонтажа единичного объекта, где требуется порезать емкости) лучше поискать плазморезку в аренду.
Конечно, резка емкостей из нержавейки это не единственное преимущество плазменной установки, скорость резания, работа с более толстыми листами металла – вот основные преимущества “плазмы”.
Но есть и недостатки – это массивность дополнительного оборудования, а также обязательное наличие компрессора, в некоторых случая резка плазмой будет обходиться дороже, поэтому, если есть возможность, то дешевле будет резать обычным резаком – кислородом.
Видео – как работает установка для ручной воздушно-плазменной резки металла:
к содержанию ↑
Принцип резки металлов высококонцентрированной плазмой
Для локального повышения температуры в зоне плазменного столба необходим мощный источник энергии (им в большинстве типов промышленных установок является обычный сварочный генератор и концентрированный поток окисляющего газа), а также герметичный объём, где возбуждается разряд.
Последовательность резки металла при газовой и плазменной резке разная. В первом случае резак имеет в своём составе две коаксиально размещённых трубы. Через одну из них – внешнюю – под большим давлением прокачивается инертный газ (это может быть аргон или двуокись углерода), задача которого – сжать поток пламеобразующего газа – кислорода, который в это же время подаётся по внутренней трубе плазмотрона. Такая конструкция ограничивает неконтролируемое распространение пламени по разделяемой поверхности, повышает энергетические характеристики источника тепла, и исключает оплавление кромок разрезаемого фрагмента лома. В стационарных аппаратах современного типа перемещение инструментальной головки может программироваться, в зависимости от конфигурации исходного изделия. Резка на плазме при помощи плазменных резаков переносного типа производится перемещением инструментальной головки самим оператором.
Принцип плазменной резки металла
В электрических плазмотронах сжатие столба дуги производится поперечным потоком среды-диэлектрика (чаще всего ею является индустриальное масло, хотя может быть и вода). Для создания больших давлений, которые достигают 5…10 ат, в комплектацию электрического плазмотрона входит также соответствующая насосная установка. Это снижает компактность оборудования, поэтому плазменные резаки с применением электрического дугового разряда применяются на специальных участках, для разделки особо крупногабаритных фрагментов лома (размерами более 200 мм). Их преимущество – высокая производительность процесса, которая достигает по стали 20000 мм3/мин, а при пониженных требованиях к точности – и 40000 мм3/мин.
Технология плазменной резки
Для резки лома чугуна, алюминия и других цветных металлов постепенно приобретает распространение технология мультиплазмирования, для которой характерно возбуждение электрического разряда в водной или спиртсодержащей среде. Соответствующие аппараты отличаются компактностью, однако требуют высококвалифицированного обслуживания и настройки.
Независимо от конструкции, аппарат для резки металла плазмой создаёт в рабочей зоне локальные температуры от 6000 до 200000С, чего достаточно не только для размерного плавления наиболее тугоплавких металлов, но и для размерного испарения частиц, которые выносятся потоком среды из зоны разделения. Скорость потока при этом достигает 500…1000 мс.
к содержанию ↑
Конструкции и работа плазменных резаков
Основным узлом газовых плазменных резаков является инструментальная головка. Она включает в себя:
- Защитный внешний кожух их жаропрочной стали.
- Сопло (в комплект к аппаратам входит несколько конфигураций, которые используются для плазменной резки различных профилей).
- Охлаждающий узел, которым предотвращается перегрев катода.
- Охладитель рабочего сопла, исключающий его тепловую деформацию, особенно при длительной резке.
- Трубопроводы для подачи инертного и плазмообразующего газов.
Для стационарных установок плазменной резки в конструкции предусматривается подвижный стол, на котором закрепляется разрезаемый фрагмент металлолома. Такой стол имеет программируемое перемещение с задаваемой точностью и производительностью резки.
Стационарная плазменная установка
Все электрические дугоплазмовые резаки являются устройствами прямого действия, в которых возбуждаемая дуга включается в общую электрическую цепь. Безопасность их применения обеспечивается надёжной термоизоляцией токоведущих элементов установки от прочих деталей оборудования. В качестве материала электрода используется графит марок МПГ иди ЭЭГ, хотя при малых требованиях к точности может применяться и медь. При постепенном повышении тока дуги происходит ионизация межэлектродного промежутка, и образующаяся плазма производит размерное разделение металла. Сам процесс протекает в переносной герметизированной камере, которая перекрывает всю зону разделения, и препятствует снижению рабочего давления прокачиваемой рабочей среды. При понижении давления точность такой резки заметно снижается, а сам процесс превращается в размерное плавление металла. Поэтому рабочее давление прокачки не может быть менее 3…4 ат.
к содержанию ↑
Электродуговая резка плазмой – единственный способ резки лома твёрдых сплавов
Электродуговой ручной плазменный металлизатор
Качество ручной плазменной резки зависит только от квалификации и выносливости оператора. Поэтому для облегчения условий его труда такие аппараты снабжаются комплектом переносных упоров. Упоры устанавливаются на сопло, вследствие чего отпадает необходимость в том, чтобы держать резак навесу.
Для работы плазменных резаков, использующих газовый способ инициирования плазмы, необходимо непрерывное поступление инертного газа (чаще – азота), при помощи которого из зоны реза удаляют грат и застывшие частицы металла. В качестве источника подачи таких газов используются либо баллоны, либо стационарная магистраль.
Все плазмотроны работают от электрического источника постоянного тока. Исключение составляет резка лома алюминия, которая ведётся на переменном токе.
Видео – как режет аппарат плазменной резки Aurora PRO Airhold 40:
к содержанию ↑
Технические характеристики аппаратов плазменной резки
Ниже приведены сравнительные характеристики газовых плазменных резаков, способных разделять фрагменты лома чёрных и цветных металлов:
| Модель | Способ возбуждения разряда | Наибольшая толщина резки, мм | Напряжение питания, В | Наличие компрессора | Мощность, кВт | Длинга шлинга, м | Рабочий ток, А |
| Сварог CUT70 | Инвертор | До 20 | 380 | – | 9,5 | 1,5 | 20…60 |
| FUBAG 65T | Выпрямитель | До 30 | 380 | – | 6,8 | 6 | 20…65 |
| BRIMA CUT120 | Выпрямитель | До 40 | 400 | + | 18,0 | 3 | 20…120 |
Для выбора подходящей модели плазмотронов, реализующих электрический способ возбуждения дуги, можно воспользоваться данными следующей таблицы:
| Тип | Наибольшая толщина резки, мм | Напряжение питания, В | Рабочий ток, А | Потребляемая мощность, кВт |
| Telwin Plasma 34 | До 6 | 220 | 5…25 | 6,5 |
| DecA PAC1235 | До 12 | 220/380 | 5…35 | 4,0 |
| HyperthermHPR800 | До 160 | 380 | До 40 | 24,0 |
Установка плазменной резки HyPerformance HPR400XD и брусок толщиной 140 мм
Как пользоваться плазменным резаком?
Лучшие сварочные проекты для начинающих
Пожалуйста, включите JavaScript
Лучшие сварочные проекты для начинающих
Когда вы только начинаете заниматься металлообработкой, это может быть довольно сложно. Есть множество принципов и практик, которые вы должны изучить, чтобы действительно стать хорошим специалистом в области металлообработки… Есть несколько станков и инструментов, которые вам нужно освоить, включая плазменный резак.
Плазменный резак (или плазменный резак) используется для резки электропроводящих металлов, таких как сталь и алюминий. Это достигается за счет использования сжатого газа для ионизации воздуха в плазменную дугу, которая фактически плавит разрезаемый материал.
Это отличный инструмент. Особенно, если вы строите или ведете производственный бизнес. Он портативный, простой в использовании и действительно может быстро заработать вам деньги.
Я начал пользоваться плазменным резаком несколько лет назад и хотел бы узнать о них еще раньше. До того, как появился мой новый любимый инструмент, я использовал угловую шлифовальную машину и ленточную пилу, чтобы делать все разрезы. Но теперь мой плазменный резак с легкостью справится со всей этой тяжелой работой.
Я поделюсь своим опытом и ноу-хау, которые я узнал на этом пути. Не волнуйтесь, даже если вы никогда не слышали о плазменном резаке и о том, как его использовать, я обещаю, что у вас будут прочные практические знания, когда мы закончим.
Итак, давайте приступим к изучению плазменного резака, принципа его работы и различных типов, доступных на рынке.
Что такое плазменный резак?
Теперь, чтобы по-настоящему понять плазменный резак, важно поговорить о науке, стоящей за ним. Вы не только получите более глубокие знания о машине, но и получите лучшее представление о том, как устранять проблемы, если и когда они возникают.
Наука
» Так в чем же дело — я просто покупаю плазменный резак, подключаю газ и электричество, и готово… верно? «Ну, не совсем так.
Плазменные резаки работают на различных типах газа, они могут использовать сжатый воздух (например, ваш компрессор в магазине), аргон или кислород. В этой статье мы остановимся на ручных плазменных резаках, поэтому большинство этих машин работают на сжатом воздухе.
Теперь , вот самое интересное.
Все мы знаем о льде, паре и жидкой воде, верно? Да, мы на секунду возвращаемся к нашему уроку естествознания в 6-м классе. Лед, пар и вода представляют различные состояния материи, с которыми мы все знакомы: твердое, жидкое и газообразное.
Но подождите минутку : есть 4-е состояние вещества, которое мы редко обсуждаем- Плазма.
Чем он отличается от обычного газа?
Одно из отличий плазмы от обычного газа состоит в том, что она содержит одинаковое количество как положительно, так и отрицательно заряженных ионов.
Всякий раз, когда к газу прикладывается высокая температура, превращая его в плазму, он наделяется довольно уникальной способностью. Когда плазма направляется с высокой скоростью на кусок металла, электроны в плазме сталкиваются с основным металлом. Следовательно, металл буквально плавится и сдувается в виде реза.
Теперь, когда вы немного знаете о том, как на самом деле работает плазменный резак, давайте поговорим о настройке и инструментах, которые вам понадобятся.
Плазменный станок и установка
Плазменный резак сам по себе довольно прост. С базовой портативной моделью у вас есть горелка, электрические и газовые входы. Важно знать, что для плазменной резки требуется подача сухого воздуха.
- Большинство машин поставляются с фильтром для осушения и удаления любых примесей из подаваемого воздуха. Но некоторые машины значения не имеют. Так что имейте это в виду. Хорошим компрессором для магазина будет этот .
- Для любителей плазменный резак, который может работать от 110 В или 220 В, является хорошим выбором. Поскольку 110 В доступно практически везде, этот тип машины очень портативный. Однако толщина металла, который вы можете разрезать с помощью 110 В, ограничена гораздо более тонким материалом. Взгляните на плазменный резак, который использует владелец этого сайта, здесь.
- После настройки воздуха и подключения машины к сети вы готовы к работе. Вы просто отмечаете свой металл и начинаете резать. Имейте в виду, что большинству машин требуется 220 В для металла толщиной более ⅜ дюйма и выше.
ПРИМЕЧАНИЕ: Самое важное, что нужно помнить новому пользователю, это скорость движения. Хорошее эмпирическое правило: чем толще ваш металл, тем медленнее должна быть ваша скорость передвижения. Если вы будете двигаться слишком быстро, вам не удастся добиться тщательного разреза.
Расходные материалы
Как и при сварке, существуют расходные материалы, которые необходимо время от времени заменять при использовании плазменной резки. Главный элемент, который время от времени требует замены, — это наконечник.
ПРИМЕЧАНИЕ: Некоторые бренды разработаны таким образом, что их наконечники необходимо приобретать. А другие поставляются с наконечниками общего дизайна, которые доступны по гораздо более низкой цене. Это просто то, что нужно иметь в виду, когда вы решаете, какой резак купить.
Где использовать плазменный резак?
До сих пор мы немного познакомились с наукой о плазменной резке, самой машине и настройке. Теперь давайте сменим тему и поговорим об основных областях применения плазменного резака и о том, где его лучше всего использовать.
Вы можете найти плазменные резаки в полевых условиях и в магазине. Иногда это специализированные машины для цеха, а иногда вы можете использовать переносную машину в магазине и в полевых условиях, как упоминалось ранее.
Все зависит от ваших потребностей и проектов, над которыми вы хотите работать. Но в идеале вы захотите иметь специальный магазин и отдельную полевую машину.
Портативные плазменные резаки для полевых работ
На рынке представлено множество портативных плазменных резаков, из которых можно выбирать. Они варьируются в цене от недорогих марок до моделей высокого класса. Большинство машин довольно надежные исполнители. Просто будьте осторожны с машинами на дне ствола. Вы, вероятно, закончите с чем-то менее чем полезным.
Yeswelder становится все более и более популярным в сфере сварки. Он предлагает отличное соотношение цены и качества, и вам обязательно стоит его посмотреть.
Для использования в полевых условиях вам понадобится машина с проводами 15 или 20 футов. Таким образом, вы можете легко добраться до своей работы и при этом иметь возможность подключить воздух и электричество.
СОВЕТ: Вы также можете запустить плазменный резак или сварочный аппарат, если на то пошло, от генератора, если нет питания 110 В. Я делал это несколько раз, и приятно знать, что это вариант. С генератором вы действительно на 100% портативны.
Где вы обычно используете портативный плазменный резак?
Типичное использование зависит от проектов, которыми вы занимаетесь. Поэтому позвольте мне дать вам несколько идей о проектах, для которых я использовал свой полевой плазменный резак.
Ремонт квартир
У нас был проект, в ходе которого старое здание переоборудовали из сдаваемых в аренду квартир в многоквартирные дома. Проектировщики хотели, чтобы все мусоропроводы и воздуховоды HVAC были удалены для новой высокоэффективной системы. Чтобы сэкономить время, у нас было около 12 плазменных резаков одновременно (на разных этажах), чтобы вырезать и удалить все воздуховоды.
Художественные инсталляции
Художники могут быть непостоянными людьми, поэтому иногда лучше выполнять отделочные работы в полевых условиях. Когда-то у нас была 35-футовая стальная фигура, которую нужно было прикрепить к земле и к соседнему зданию.
После того, как художнику понравился «внешний вид» опоры статуи, нам пришлось изготовить стальные анкеры, чтобы подогнать их под изогнутый металл. Итак, мы обвели картон вдоль фигуры, чтобы получить точную подгонку. Затем мы обвели наш картон поверх стали и вырезали анкеры с помощью плазменного резака.
Техническое обслуживание
Иногда мы сталкиваемся с машиной или сооружением, которое нуждается в небольшом ремонте. Плазменный резак может эффективно резать нестандартную форму или небольшой кусок металла, не возвращаясь в мастерскую. Это экономит время и быстро завершает ремонт.
Использование плазменного резака в цехе
Использование плазменного резака в цеху — это немного другая история. Их можно использовать на станке с ЧПУ, и результаты могут быть потрясающими. Вы можете взять необработанный стальной лист и превратить его в произведение искусства с удивительным дизайном.
Больше, чем просто красивые изделия, эти рисунки можно повторять снова и снова. Это позволяет вашему магазину принимать большие заказы для более крупных клиентов.
Некоторые примеры, которые я видел:
- Разработайте и изготовьте 79 оконных решеток для небольшого многоквартирного дома
- Произведите 125 металлических тыкв для праздника Хэллоуина в маленьком городке
- Спроектируйте металлическую выходную дверь для музея (с добавить)
Это только верхушка айсберга, когда дело доходит до использования в цеху стола с ЧПУ. Но основная идея заключается в том, что вы можете производить точные разрезы снова и снова. Это может иметь большое значение, если вы хотите заняться производством или у вас есть работа, где вам требуется много одинаковых деталей.
Насадки и аксессуары для плазменного резака
Я хотел бы рассказать о некоторых насадках и других предметах для плазменных резаков. На всякий случай, если вы не захотите идти по маршруту ЧПУ. Возможно, у вас есть производственный цех или вы думаете о том, чтобы заняться чем-то подобным.
В этом случае вам понадобятся следующие насадки и аксессуары:
Стол для плазменной резки
Вот хороший стол от Eastwood. Это очень удобно по двум основным причинам:
- вы не хотите резать на полу и
- если вы прикрепите металл к сварочному столу, отрезанная часть обычно падает на пол.
Этот стол позволяет выполнять безопасные разрезы и поддерживает всю заготовку.
Направляющая для резки
Вот еще один хороший инструмент от Иствуда. Иногда нужно сделать криволинейный срез. Особенно, если вы работаете с кузовными панелями или произведениями искусства. Это руководство позволит вам вести горелку вдоль края для точного реза.
- Комплект кругов
Предположим, вам нужно изготовить стальной стержень, и чтобы закрепить его на месте, вам нужно прорезать 73 сквозных отверстия, чтобы вы могли закрепить этот стержень болтами. Как вы можете сделать это легко? С круглой насадкой . Или, допустим, вам нужно вырезать круглые диски для арт-инсталляции — ну, эта насадка вам пригодится.
Вы можете эффективно использовать плазменный резак в полевых условиях и в магазине. В зависимости от проекта вам могут понадобиться дополнительные приспособления для быстрого и эффективного выполнения высококачественной работы.
Большую часть времени вы можете покупать насадки и инструменты по мере необходимости, поэтому со временем у вас будет хороший выбор насадок, которые значительно облегчат работу.
Разница между плазменными резаками и многофункциональными станками
Основное различие между плазменным резаком и многофункциональным станком заключается в следующем: у плазменного резака будет одна функция — резка. Многофункциональная машина будет иметь несколько функций, обычно сварку электродом и сварку TIG в дополнение к плазменной резке.
Стоит ли покупать многоцелевой станок или плазменный резак?
Для ответа на этот вопрос нет жесткого и быстрого правила, но оно возникает часто, поэтому я дам вам свой лучший ответ.
- Если вы занимаетесь домашними делами и любите сваривать по выходным, то вам подойдет хороший аппарат MP. Вы можете подключить до 110 В (домашнее питание) и без проблем резать сталь толщиной ⅜ дюйма. Затем вы можете легко установить свой машинный сварной шов.
- Аппарат MP — это хорошая инвестиция, и его приобретение сэкономит вам место, а не отдельные сварочные аппараты и плазменный резак.
- Если вы работаете в малом бизнесе или являетесь генеральным подрядчиком, вам стоит иметь специальный плазменный резак. Вы будете более эффективны в работе, а экономия на рабочей силе быстро окупится за машину, включая любые необходимые специальные навесные приспособления.
Как использовать плазменный резак в деталях?
Каждый плазменный резак работает по-своему. Следовательно, всегда лучше перед запуском ознакомиться с руководством пользователя. Некоторые из них, такие как плазменные резаки Lincoln, будут иметь встроенную воздушную и защитную решетку. В то время как другим потребуется воздух из магазина и ограниченные средства защиты.
Ниже приведены несколько общих моментов, которые мы рассмотрим в этой статье, относительно того, как эффективно использовать плазменный резак. Мы разбили их на мелкие кусочки.
1. Подготовка аппарата
Когда вы будете готовы использовать свой плазменный резак, убедитесь, что все подключено и готово к работе.
- Если вашей машине нужен внешний воздух, подключите линию прямо сейчас. Если машина сжимает собственный воздух, убедитесь, что установка подключена к электричеству, манометр активен и воздух накапливается.
- Ваша машина будет иметь определенное давление воздуха для оптимальной резки, обязательно обратитесь к руководству. Когда вы начнете резать, давление воздуха упадет. Это нормально и ожидаемо. Когда вы отпустите спусковой крючок и прекратите резку, давление вернется к выбранному вами показателю PSI, а манометр покажет ваш текущий PSI.
2. Регулировки
Теперь, когда на машину подается питание и подается воздух, вам необходимо внести некоторые коррективы.
- Проверьте силу тока. Вам нужно будет настроить усилители в соответствии с материалом, который вы режете. Здесь, конечно, действует правило: чем толще материал, тем выше сила тока. Многие машины будут иметь стандартные 50 ампер. И они будут резать все толщиной ½ дюйма и меньше. Машины с меньшим усилием обязательно будут сведены к резке более тонких материалов.
- Факел. Поскольку вы режете очень горячим сжатым воздухом, большинство пистолетов имеют две встроенные функции безопасности.
- Первая из них — неработоспособность: машина не будет работать, если горелка собрана и отсутствует часть.
- Второй предохранитель — спусковая скоба. Поскольку плазменный резак будет резать все, что проводит электрический ток, вам нужно убедиться, что вы выровнены с заготовкой и готовы к работе. Поэтому, как только вы настроите факел, вам нужно будет поднять защиту, а затем нажать на спусковой крючок, чтобы разрезать.
Безопасность
Мы только что рассмотрели текущую регулировку плазменного резака. Но давайте поговорим о вас на секунду. Резать плазмой грязно. Искры и шлак могут летать повсюду. Особенно, если скорость вашего движения выключена. Итак, чтобы быть в безопасности, вам понадобится:
- Хорошая защита для глаз. Для сварки требуется капюшон, потому что искры летят к вам, а свет намного ярче по сравнению с плазменной резкой. Мы рекомендуем вам использовать затемненные очки для резки или сварочную маску с регулируемым затемнением.
- Также необходима огнеупорная оболочка.
Операции
Итак, ваш плазменный резак готов и включен. Усилители настраиваются на материал, который вы режете, и вы и машина в безопасности. Поговорим об операциях.
Если вы используете направляющую для резки, вы должны выровнять ее для прямого реза. Если это изогнутая линия, установите магнитную защиту.
- Возьмите резак и выровняйте его под углом 90 градусов к заготовке. Затем вы нажмете на спусковой крючок и начнете перемещать его вдоль заготовки. В этот момент вы активно делаете сокращение. Обратите внимание на скорость вашего движения.
- Скорость движения важно учитывать, и легко определить, двигаетесь ли вы слишком быстро или слишком медленно. Вот как:
- Слишком высокая скорость движения: искры и окалина будут лететь вверх к вам, оператору. В этом случае немедленно снизьте скорость.
- Слишком медленное движение: вы можете заметить неровный срез. Если вы двигаетесь слишком медленно, вы можете дать камере резака блуждать влево или вправо, что приведет к неровному резу, если вы не используете направляющую.
- Скорость движения как раз подходящая: все искры и окалина будут падать на пол, пока вы делаете сквозной пропил.
- Завершение резки: Старайтесь, чтобы угол резака составлял истинные 90 градусов. Это обеспечит чистоту среза. Если есть несколько мест, которые не были прорезаны по всему желобу, вам нужно взять молоток и слегка постучать по части, чтобы она полностью отделилась.
Заключение
В этой статье мы рассмотрели науку о плазменном резаке, различные доступные типы резаков, приспособления и аксессуары, которые вы захотите рассмотреть, а также основные области применения плазменного резака.
Плазменные резаки — это универсальные и простые в использовании машины, которые могут использовать как мастера, так и профессионалы. На сегодняшнем рынке их много, и менее чем за 800 долларов вы можете получить хорошую многоцелевую машину, небольшой комплект расходных материалов и магазинный компрессор для начала работы.
Если у вас есть опыт сварки за плечами и вы хотите браться за более крупные и сложные проекты, плазменный резак — это отличное вложение.
Читать далее
- Что мне нужно, чтобы начать сваривать как новичок?
- Плазменный резак или кислородно-ацетиленовая горелка?
- 8 советов начинающим сварщикам MIG
- Стоит ли купить или собрать сварочную тележку
- Лучший сварочный аппарат для начинающих
- Лучшая обувь для сварки
- Как размагнитить металл для сварки?
Видео плазменной резки | Как | Технические советы
ПРЕОБРАЗОВАНИЕ ИЗОБРАЖЕНИЯ В DXF
Краткое и простое руководство по преобразованию изображения в файл DXF.
https://youtu.be/QiMH8KMxTEkВидео не может быть загружено, так как отключен JavaScript: Преобразование изображения в DXF (https://youtu.be/QiMH8KMxTEk)
КАК СМАЗАТЬ ПЛАЗМЕННЫЙ СТОЛ FASTCUT CNC
Руководство по смазыванию плазменного стола FastCut CNC для обеспечения бесперебойной работы.
https://youtu.be/8FJIr764k6UВидео не может быть загружено, потому что JavaScript отключен: Как смазать плазменный стол FastCut CNC. (https://youtu.be/8FJIr764k6U)
КРАТКОЕ РУКОВОДСТВО ПО MACH4
Основы запуска Mach4 на плазменном столе с ЧПУ.
https://youtu.be/CxTh6GYjRvwВидео не может быть загружено, так как отключен JavaScript: Making the Cut – Краткое руководство по использованию Mach4 (https://youtu.be/CxTh6GYjRvw)
ПРОФИЛИРОВАНИЕ В SHEETCAM MADE EASY
Быстрый базовый этап профилирования детали в SheetCam и создания G-кода для резки на столе ЧПУ FastCut.
https://youtu.be/SD5SKO8AbH0Видео не может быть загружено, так как отключен JavaScript: профилирование в SheetCam – легко (https://youtu.be/SD5SKO8AbH0)
SHEETCAM – ДОБАВЛЕНИЕ ИНСТРУМЕНТА
Узнайте, как сохранить параметры резки, чтобы каждый раз получать идеальный рез.
https://youtu.be/xXxFAOCq69QVideo не может быть загружен, так как отключен JavaScript: Sheetcam — Добавление инструмента (https://youtu.be/xXxFAOCq69Q)
SHEETCAM – СЛОИ И ИНСТРУМЕНТ КОНТУРА
Руководство по оптимизации резки путем применения отдельных операций резки.
https://youtu.be/EaPys9ovKKwВидео не может быть загружено, так как отключен JavaScript: SheetCam — Слои и инструмент контура (https://youtu.be/EaPys9ovKKw)
MACh4 – ПЕРЕЗАПУСК РЕЗКИ
Руководство по перезапуску и сохранению резки.
https://youtu.be/Odq9sKZV7IQВидео не может быть загружено, так как отключен JavaScript: Mach4 – Перезапуск монтажного ролика (https://youtu.be/Odq9sKZV7IQ)
TurboCAD Quick Start Tutorial
Новое в TurboCAD. Ознакомьтесь с новым кратким руководством по началу работы. Это видео покажет вам все основы.
https://youtu.be/c3BpvPxAArUВидео не может быть загружено, поскольку JavaScript отключен: Учебное пособие по быстрому запуску TurboCAD (https://youtu.be/c3BpvPxAArU)
2D-объекты: линии и окружности
В этом видео рассказывается об инструментах, используемых для построения линий и кругов.
https://youtu.be/OxN7vegJWWcВидео не может быть загружено, поскольку JavaScript отключен: 2D-объекты: линии и окружности (https://youtu. be/OxN7vegJWWc)
Выбор 2D-объектов (2D-селектор)
В этом видеоролике рассматриваются 2D-функции инструмента выбора.
https://youtu.be/m9T8s_ohTfkВидео не может быть загружено, так как JavaScript отключен: Выбор 2D-объектов (2D-селектор) (https://youtu.be/m9T8s_ohTfk)
Шаблоны пластин Bend-Tech 7x — MotorSports Edition
Это набор шаблонов, предназначенных для индустрии автоспорта, который включает в себя шайбы, выступы, косынки, замки, скобы, различные крепления, скобы и т. д. MSP поможет вам найти и создать нужные детали плиты. Это программное обеспечение с настраиваемыми размерами идеально подходит для вашего уникального производственного проекта. После того как вы создали пластину, MSP может экспортировать файл вашей детали в формате .dxf для отправки в программу CAM для плазменной резки для упрощения резки и изготовления.
https://youtu.be/mB48ayUt3lkВидео не может быть загружено, так как отключен JavaScript: шаблоны пластин Bend-Tech 7x – MotorSports Edition (https://youtu. be/mB48ayUt3lk)
Когда менять форсунку Powermax
Износ расходных материалов может играть большую роль в общем качестве и производительности, поэтому очень важно понимать, как работают расходные материалы и когда их заменять.
https://youtu.be/rgrivBOxG3UВидео не может быть загружено, так как отключен JavaScript: Когда менять насадку Powermax (https://youtu.be/rgrivBOxG3U)
Когда менять стопорную крышку Powermax
Износ расходных материалов может играть большую роль в общем качестве и производительности, поэтому очень важно понимать, как работают расходные материалы и когда их заменять. Вот что вам нужно знать о удерживающей крышке.
https://youtu.be/6c74wVMQzEoВидео не может быть загружено, так как отключен JavaScript: Когда менять стопорную крышку Powermax (https://youtu.be/6c74wVMQzEo)
Когда менять щит Powermax
Износ расходных материалов может играть большую роль в общем качестве и производительности, поэтому очень важно понимать, как работают расходные материалы и когда их заменять. Вот что вам нужно знать о щите.
https://youtu.be/wpUXXNzBpWoВидео не может быть загружено, так как отключен JavaScript: Когда менять щит Powermax (https://youtu.be/wpUXXNzBpWo)
Когда заменять завихритель Powermax
Износ расходных материалов может играть большую роль в общем качестве и производительности, поэтому очень важно понимать, как работают расходные материалы и когда их заменять. Вот что вам нужно знать о вихревом кольце.
https://youtu.be/tFIEnplcfqQВидео не может быть загружено, так как JavaScript отключен: когда менять завихритель Powermax (https://youtu.be/tFIEnplcfqQ)
Когда менять электрод Powermax
Износ расходных материалов может играть большую роль в общем качестве и производительности, поэтому очень важно понимать, как работают расходные материалы и когда их заменять. Вот когда и как менять электрод.
https://youtu.be/tdK0IT3tzgkВидео не может быть загружено, так как JavaScript отключен: когда менять электрод Powermax (https://youtu. be/tdK0IT3tzgk)
Bosch Rexroth: Практическое руководство – Смазка линейных направляющих с помощью трубки сопла
Смазка шариковых кареток с помощью трубки сопла.
https://youtu.be/CTZ-QMhJ1MoВидео не может быть загружено, так как отключен JavaScript: [EN] Bosch Rexroth: How to – Смазка линейных направляющих трубкой сопла (https://youtu.be/CTZ- QMhJ1Mo)
СВЯЗАТЬСЯ С НАМИ
Продажи (Канада)
Бесплатный номер 1-866-339-3377
Телефон 1-250-314-0580
Факс 1-250-314-0590
[email protected]
НАЙТИ НАС
FastCut CNC Inc.
МЫ ТОЖЕ СОЦИАЛЬНЫЕ
© 2022 FastCut CNC. Все права защищены.
Стратегия и дизайн
×
БЛОГ: Выбор подходящего плазменного резака
Перейти к содержимомуПредыдущий Следующий
- Посмотреть увеличенное изображение
БЛОГ: Выбор правильного плазменного резака
Плазменный резак — это устройство, с помощью которого мы можем резать различные металлы с помощью генерируемой дуги. Такие устройства используются в различных сферах, например, в металлообрабатывающих производствах и аварийно-спасательных службах. Устройства для плазменной резки также становятся все более популярными для домашнего использования, поскольку растет спрос со стороны мастеров-любителей, которые также хотят разделять и обрабатывать металлы и листовой металл в домашних условиях. В конечном счете, никакое другое устройство не может разделять и резать металлы более чисто и быстро, чем плазменный резак, который, в отличие от гибких устройств, не оставляет нечистых краев.
Основными компонентами плазменного резака являются кабель заземления, источник питания, наконечник, охладитель и линия подачи сжатого воздуха и питания. Плазменная резка может использовать эти детали для создания электрической дуги между неплавящимся электродом и заготовкой. Однако резка происходит, когда сжатый воздух в плазменном резаке создает газ, который сильно нагревается, и его энергия преобразуется непосредственно в тепло, с которым могут работать такие металлы, как сталь, нержавеющая сталь, алюминий, медь, литые, окрашенные поверхности и т. д. быть обрезанным.
На рынке вы найдете бесчисленное количество режущих устройств, которые существенно различаются по напряжению и току резки, а также по типам зажигания, ВЧ-ВЧ-зажиганию, контактному зажиганию и низкочастотному зажиганию. В то же время доступно множество комбинированных устройств, которые могут выполнять не только плазменную резку, но и сварку TIG.
Как правило, чем сильнее ток устройства, тем выше производительность резки, которая может варьироваться от 1 мм до 40 мм. Отдельные плазменные устройства также могут использоваться в сочетании с ЧПУ.
Плазморезы в основном используются в промышленности, для резки различных металлов и в спасательных службах. Используются либо машинные, либо ручные плазменные резаки, последние используются в спасательных операциях, где плазменный резак является лучшей альтернативой газовому резаку, поскольку его можно использовать в непосредственной близости от людей.
Дуга плазменной резки может быть зажжена несколькими способами. Как уже упоминалось, они могут быть подожжены высокочастотным, контактным и низкочастотным зажиганием, но есть также вариант ВЧ зажигания, который называется зажиганием пилотной дуги.
Вспомогательная дуга служит вспомогательной дугой, которая зажигается перед основной дугой при плазменной резке. При зажигании дежурной дуги воздух ионизируется, становится проводящим и, таким образом, создает токопроводящее соединение с заготовкой. С одной стороны, дежурная дуга расчищает путь для бесконтактного зажигания основной дуги, а с другой стороны, с заготовки одновременно выжигаются непроводящие загрязнения, такие как краска, ржавчина и т.д.
Выбирая плазменный сепаратор, прежде всего следует учитывать, какие материалы вы хотели бы обрабатывать с его помощью в будущем. Во-вторых, вы также должны обратить внимание на то, хотите ли вы только резать или хотите также выполнять сварочные работы.
Если вы можете найти ответ на оба вопроса, вы можете приобрести «чистый» плазменный резак или комбинированное устройство (плазменный резак 2-в-1 и сварочный аппарат TIG).
Как только вы узнаете, с какой толщиной материала вы будете работать, вы также сможете определиться с толщиной устройства. Поэтому, если вы знаете, что будете резать только более тонкий листовой металл, тогда достаточно модели с режущей способностью 12 мм или 45А. Но если вы хотите резать более толстые материалы, вам придется соответственно увеличить выбор толщины устройства.
В нашем предложении вы найдете проверенное фирменное качество IPOTOOLS. Вы найдете как плазменные резаки для более тонких и прочных материалов, так и комбинированные устройства. Взгляните на наш ассортимент! Если у вас есть какие-либо вопросы, мы доступны круглосуточно по электронной почте.
В этом разделе представлены некоторые основы работы с плазменным резаком и правила его эксплуатации. Всегда помните, что эти инструкции предназначены для плазменных резаков с радиочастотным зажиганием и предназначены для начинающих. Начнем с видео плазменного резака IPOTOOLS CUT-45R:
–
СОЕДИНЕНИЕ
Подсоедините шланг сжатого воздуха компрессора к входу сжатого воздуха. Затем подключите кабель горелки и кабель заземления к устройству, как показано на рисунке. Включите компрессор и установите его на максимальное давление.
СТАРТ
Держите резак на высоте не более 2 мм над заготовкой в начальной точке резки и нажмите на курок резака. Если дуга не загорится в течение 2 секунд, необходимо снова нажать кнопку горелки.
ПРИМЕЧАНИЕ. Если вы не будете держаться на расстоянии от заготовки перед поджиганием, струя может повредить сопло.
РЕЗ В ЦЕНТРЕ ЗАГОТОВКИ
Держите резак на высоте 2 мм над заготовкой под углом 90 градусов. Нажмите выключатель горелки и подождите, пока дуга не проникнет в материал. Как только дуга проникнет в материал, вы должны держать резак под углом 90 градусов к материалу и перемещать его в нужном направлении с соответствующей скоростью резки.
ПРИМЕЧАНИЕ. При проникновении в центр заготовки сопло изнашивается намного быстрее, чем при резке с края.
ОБРЕЗКА КРАЯ ЗАГОТОВКИ
Держите горелку под углом 90 градусов на расстоянии 1 мм от заготовки и выше и зажгите дугу. Как только загорится дуга, прислоните резак к материалу под углом 90 градусов и перемещайте его в нужном направлении с разумной скоростью резки.
СКОРОСТЬ РЕЗКИ
Переместите резак на соответствующей скорости, чтобы плазменная струя проникла в заготовку. Поскольку первый разрез является тестовым, самое время почувствовать скорость резки. Обратите внимание, что если скорость резки слишком мала, шов может быть слишком широким из-за чрезмерного нагрева, но если она слишком высока, дуга не сможет проникнуть в заготовку.
ПРИМЕЧАНИЕ. Мы рекомендуем выполнять резку заготовки быстро и с высоким током.
После резки
После резки газ все еще идет, дуга больше не видна. Это совершенно нормально, потому что устройство должно быть включено не менее 3 минут, чтобы вентилятор как следует охладил электронику. Как только плазморез остынет, отсоедините шнур питания от источника питания, чтобы устройство не было повреждено в случае короткого замыкания, и храните его в чистом и сухом месте в мастерской.
ПРИМЕЧАНИЕ: Когда плазменный резак вводится в эксплуатацию в первый раз, имеет смысл дать газу пройти по линиям в течение примерно 10 секунд, чтобы удалить примеси.
ПРИМЕЧАНИЕ. Быстро прорежьте заготовку, чтобы материал не нагревался и не испортился.
ПРИМЕЧАНИЕ: Не позволяйте дуге гореть без необходимости, так как это увеличивает износ сопла, электрода и диффузора.
ПРИМЕЧАНИЕ. Форсунки и электроды в плохом состоянии необходимо заменить.
ПРИМЕЧАНИЕ. Перед работой сопло и электрод всегда должны быть в хорошем и чистом состоянии. Отверстие в патрубке должно быть свободным и чистым, на нем не должно быть шлака. Очистите загрязненные сопла и электроды прилагаемым шлаковым молотком со щеткой.
При работе с плазменными резаками всегда надевайте защитную одежду, соответствующие перчатки, обувь и, что особенно важно, средства защиты глаз! Для защиты лица и глаз всегда надевайте сварочную маску, отвечающую всем стандартам безопасности.
Об авторе: admin
Перейти к началу
Система плазменной резки листового металла Lockformer VulcanPlus
Система плазменной резки листового металла Lockformer VulcanPlus является эталоном среди систем плазменной резки. Обладая функциями для непревзойденной точности и прецизионности, эта система также способна обрабатывать низкоуглеродистую сталь диаметром 3/8 дюйма и 1/2 дюйма со скоростью позиционирования 3000 дюймов в минуту (макс.) — самое быстрое время резки, позиционирования и перемещения в отрасли. Сварная конструкция из стальной трубы 3″ x 3″ гарантирует, что рама будет идеально выровнена сегодня, как и через годы. Практически неразрушимые съемные компоненты входят в стандартную комплектацию, и все защищено — двигатели и приводные системы никогда не подвергаются воздействию. Кроме того, три (3) серводвигателя, планетарные редукторы и одновальный ремень являются самыми точными в отрасли.
Часть семейства систем резки Lockformer Vulcan, которое также включает:
- Система лазерной резки листового металла Lockformer Vulcan Laser-Max 1,5 с подачей рулонов
- Lockformer Vulcan 1600 Система гидроабразивной резки стеклопластиковой и пенопластовой изоляции
Узнать больше E
Узнать цену
Есть вопрос? Свяжитесь с нами.
- Особенности
- Технические характеристики
- Галерея
- Видео
- Vulcan ROI Calculator
- Ресурсы
Система плазменной резки листового металла Lockformer VulcanPlus является эталоном среди систем плазменной резки. Обладая функциями для непревзойденной точности и прецизионности, эта система также способна обрабатывать низкоуглеродистую сталь диаметром 3/8″ и 1/2″ и обеспечивает максимальную скорость позиционирования 3000 дюймов в минуту — самое быстрое время резки, позиционирования и перемещения в отрасли. Сварная стальная трубчатая конструкция 3 x 3 гарантирует, что рама будет идеально выровнена сегодня, как и через годы. Практически неразрушимые сменные компоненты входят в стандартную комплектацию, и все защищено — двигатели и приводные системы никогда не подвергаются воздействию. Кроме того, три (3) серводвигателя, планетарные редукторы и одновальный ремень являются самыми точными в отрасли.
Характеристики системы:
- Все подключаемые компоненты Premium
- Сварной каркас из стальных труб 3″ x 3″
- Автономная консоль управления
- Исходное позиционирование всех осей с использованием измерения крутящего момента двигателя
- Стальные подставки для ножек стола 8 x 8 дюймов с функцией выравнивания
Характеристики привода:
- Двойной привод Y
- Двухуровневые, 24-прядные стальные прецизионные радиальные зубчатые ремни
- HIWIN® линейный подшипник оси X и направляющая
- Диаметр 3″ x длина 128″, точеная, отшлифованная и отполированная Направляющая оси Y
- Прецизионные кулачковые толкатели
- Защита щетки по оси X
- Стальной закрытый корпус для двигателя сервопривода оси X
Характеристики плазменной резки Hypertherm PowerMax45:
- Рабочий цикл 50 % при выходном токе 45 А
- Твердотельный инверторный источник питания с регулируемым выходным током от 20 до 45 ампер, оптимальная производительность при толщине металла от 28 калибра до 1/4 дюйма
- Сопло с коническим потоком увеличивает плотность энергии дуги для превосходного качества резки с минимальным образованием окалины
- Защитный экран, на который подана заявка на патент, уменьшает образование окалины и обеспечивает более плавную резку волочением для более качественного реза
- Конструкция сопла с защитой Hypertherm для увеличения срока службы расходных материалов
- Универсальный блок питания Однофазный блок питания 220 В переменного тока
- Интерфейс ЧПУ и быстроразъемное соединение резака повышают универсальность
- Конструкция Power-cool более эффективно охлаждает внутренние компоненты, повышая надежность системы и увеличивая время безотказной работы
- Полная 3-летняя гарантия на блок питания и 1-летняя гарантия на резак
- Максимальная режущая способность 3/8″ Powermax65 доступна в качестве опции
Функции управления машиной:
- Контроллер машины B&R, созданный для тяжелых промышленных условий эксплуатации
- Система управления Lockformer 759 CNC-TS с 15-дюймовым цветным графическим промышленным сенсорным экраном
- Архитектура ПО Windows 10 VS Control
- Цифровые приводные устройства
- Ручная блокировка увеличения/уменьшения скорости
- Компенсация пропила
- Автоматическое определение исходного положения для автоматической установки 0/0
- Автоматическое замедление поворота
- Бесщеточные серводвигатели переменного тока с обратной связью резольвера
- Дистанционные выключатели безопасности и токоограничивающие приводы для обеспечения безопасности
Характеристики стола:
- Периметр стола из листовой стали 1/4″
- 3″ x 16 калибра. CRS, разнонаправленные X- или Y-образные опорные планки
- Планки могут быть сконфигурированы для «боковой нагрузки» или «торцевой нагрузки» стола
- Эксклюзивный стол в форме крыла чайки
- Прямоугольная вытяжная камера в задней части стола для легкого доступа
- Вытяжной воздуховод стола размером 10″ x 12″ из оцинкованного четырехболтового соединителя TDC калибра 20
- Стратегически расположенные аварийные остановки [1 = контроллер; 1 = каретка оси X]
- 3 L-образных кронштейна с фрезерованной поверхностью
Программное обеспечение и компьютер включает в себя:
- Прямоугольный, с откидной щекой, от квадратного до круглого
- Круглые и овальные в сборе
- Супер и ручная сегментация
- Автоматическое размещение фигур и вращение для минимального брака
- Резка отверстий в фитингах/круглые/щелевые/квадратные/овальные
- Предварительный просмотр трехмерного изображения и компоновка развертки
- Лопасти делителя
- Отверстия для усиления стержня, прорезанные в фитинге
- Программное обеспечение для резки изоляции
- Детали Vulcan (специальная программа CAD)
- Лицензия на станцию ввода для двух пользователей
- Легко создавайте и настраивайте — цветные метки и отчеты
- Операционная система Microsoft Windows 10
- Два принтера
Software / Computer System
Machine Control
Cutting / Plasma Unit
Cutting Capacity
Cutting Area and Table Capacity
Dimensions / Weight
Lockformer VulcanPlus Sheet Metal Plasma Cutting System
Windows 10® Professional PC with 19″ Monitor and Printer
7590 CNC-TS and 15″ Цветной графический промышленный сенсорный экран
Hypertherm
Стандарт: PowerMax 45
Дополнительно: PowerMax 65
3/8″ Мягкая сталь
Мягкая сталь 1/2″0003
Скорость позиционирования: макс. 3000 дюймов в минуту
Стандарт: 5 футов x 10 футов
Дополнительно: 5 футов x 20 футов
Вместимость стола: 1000 фунтов.
Длина: 164 «
Ширина: 81″
Высота: 58 «
Вес: 2700 фунтов.
Lockform Stuckancer Metall Metalle Metall -STIPER PLASMA PLASMA STIPTAR
9999999999999999999999999999999999999999999999999.
Локформер | Система плазменной резки листового металла VulcanPlus | Особенности
Формирователь замка | Система плазменной резки листового металла VulcanPlus | Отзыв: Томас Пратер — Системы кондиционирования воздуха, Inc.
Система плазменной резки листового металла VulcanPlus | Отзыв: Расс Паттерсон — Alliance Supply & Piping, Inc.
Блокформер | Система плазменной резки листового металла VulcanPlus | Отзыв: Рэнди Смит — Eagle Mechanical, Inc.
Lockformer | Система плазменной резки листового металла VulcanPlus | Использование системы подачи рулонов
Калькулятор окупаемости инвестиций Vulcan
Ср. фитингов, изготовленных вручную в год (только макет и вырез)
Макс. = 24 000
Ср. годовой труд (включая льготы) на производителя
Ручная стоимость фитинга:
$Стоимость Vulcan фитинга: $ (производительность труда 80%)
Общая экономия труда в вашем цехе
компоновка человека:
$ год30% экономии отходов по сравнению с ручной компоновкой
Общая экономия отходов в год: $
Общая экономия
В год:
$В месяц:
$ Предполагаемый арендный платеж за эту машину составляет 1100 $ в месяц.
Положительный денежный поток: $
Положительный денежный поток в течение срока аренды (5 лет/60 месяцев):
$
Брошюра по системе плазменной резки листового металла Lockformer VulcanPlus
Сопутствующие продукты Lockformer
Сопутствующие продукты других брендов Mestek Machinery
История и хронология плазменной резки металла
Хронология возникновения плазменной резки:
Процесс плазменной резки был впервые разработан в 1950-х годов инженерами, работающими независимо как в США, так и в Германии. Семьдесят (70) лет спустя компании по всему миру продолжают работать над совершенствованием процесса, в том числе: ESAB (Швеция), Hypertherm (США), Kjellberg (Германия), Komatsu (Япония), Kaliburn/Lincoln (США), и тепловая динамика (США).
- 1950’s
- 1960’s
- 1970’s
- 1980’s
- 1990’s
- 2000’s
- 2010’s
James Browning and Merle Thorpe at Dartmouth College in Hanover, NH were developing plasma technology for metalizing, cutting and heating for various customers по контракту. Они разработали дуговые горелки без переноса, используемые для имитации температуры входа в атмосферу для растущей космической программы США. По словам Джеймса Браунинга, самый большой из них имел выходное отверстие (сопло) невероятного диаметра 12 дюймов и работал на 7 мегаваттах. Узнайте больше, посмотрев видеоролики YouTube «Легенды о термическом напылении» Это 12-минутное видео является частью серии «Легенды о термическом напылении», организованной Международным обществом по термическому напылению ASM.
10 сентября 1957 г. д-р Роберт Гейдж из подразделения компании Union Carbide Linde получил первый в США патент на плазменную резку. Компания Union Carbide владела патентом на плазменную резку в течение следующих 17 лет.
Джеймс Браунинг и Мерл Торп основывают компанию Thermal Dynamics, чтобы расширить свою работу с плазменными горелками. Их первая горелка, F-40, была первоначально разработана для распыления металла, а затем модифицирована для других применений, включая резку металла.
Институт Манфреда фон Арденна в Дрездене, Германия, провел базовые испытания плазменно-дуговой резки высоколегированной стали и алюминия аргон-водородом. Это было в сотрудничестве с Kjellberg Finsterwalde из Финстервальде, Восточная Германия.
Компания Thermal Dynamics продала свою первую систему плазменной резки компании Ryerson Steel в Чикаго, штат Иллинойс, для обработки больших объемов нержавеющей стали. Система включала модифицированную горелку F-40 и высокочастотный пускатель, установленный на пульте управления. Продажи Thermal Dynamics в 1960 году достигли 1,0 миллиона долларов, разделенных поровну между высокотемпературными исследованиями, оборудованием для плазменного напыления и оборудованием для резки металла.
Компания Thermal Dynamics выпустила универсальную газовую горелку U-50 для работы при силе тока до 1000 ампер для нагрева, напыления металла, сварки или резки до 6 дюймов.
Компания Kjellberg Finsterwalde начала продажу системы плазменной резки WSH III-M (50 кВт). Это была первая европейская промышленная система плазменной резки. В том же году Кьельберг усовершенствовал этот процесс, превратив его в технологию плазменной резки FineFocus, и получил патент.
СВЯЗАННЫЕ:
СТАНОК ДЛЯ ПЛАЗМЕННОЙ РЕЗКИ С ЧПУ
СМОТРЕТЬ МАШИНУ
ПОСМОТРЕТЬ В ДЕЙСТВИИ
Компания Thermal Dynamics получила патент на двухпоточный плазменный резак с использованием0011 Вторичный газ . Вторичный поток охлаждал внешнюю часть наконечника горелки (сопло) и способствовал процессу резки. Компания Thermal Dynamics также выпустила Dual Flow M-200 (механический резак на 1000 ампер) и H-100 (ручной резак на 750 ампер). В том же году они выпустили первую произведенную в США систему плазменной резки компонентов на 1000 ампер, оснащенную их механизированным резаком M-200, двумя параллельными источниками питания PSC-500 500A (Westinghouse), консолью управления CC-50 (TDC) и теплообменником HE-200. (ВМТ).
Ранние эксперименты в США с воздушно-плазменная резка привела к ограниченному успеху. Однако Маннсфельд успешно применил этот процесс в Восточной Германии для клиентов в СССР и Японии.
Компания Thermal Dynamics представила Вторичный водяной туман , в котором вторичный газ был заменен водопроводной водой, стекающей по внешней стороне режущего наконечника. Процесс обеспечил дополнительное охлаждение режущего наконечника, что увеличило срок службы наконечника. Кроме того, при резке цветных металлов водород (h3), содержащийся в воде, обеспечивает ограниченную восстановительную реакцию. Вторичный водяной туман обеспечил более чистую поверхность реза цветных металлов, более подходящую для сварки. Компания Thermal Dynamics не запатентовала этот новый процесс.
Дик Кауч и Боб Дин основали компанию Hypertherm в Ганновере, штат Нью-Гемпшир. Они получили патент на свою плазменную горелку PAC500 с впрыском воды . Конструкция горелки ограничивала столб азотной плазменной дуги с помощью небольших струй воды, впрыскиваемой радиально на плазменную дугу. Эффект значительно сжал дугу и создал более концентрированный тепловой столб, что привело к более квадратной поверхности реза. Впрыскиваемая вода также создавала слой пара между столбом плазмы и внутренней частью сопла горелки, увеличивая срок службы сопла. Горелка PAC500 позволила значительно улучшить резку стали.
Компания Thermal Dynamics представила систему Plas-Cut 400 с источником питания PSC-500, консолью CC50, рециркулятором HE-200 и новой горелкой PCH-4. Согласно инструкции по эксплуатации, при работе при токе 400 ампер и напряжении нагрузки постоянного тока 100 вольт система мощностью 40 кВт может резать сталь толщиной 1 дюйм при скорости 10 дюймов в минуту с шириной пропила ¼ дюйма. Система с проводами резака длиной 25 футов была продана за 4175 долларов. Компания Thermal Dynamics также предложила несколько механизированных плазменных систем.
В этом году компания Thermal Dynamics выпустила (5) новых плазменных сварочных горелок – PWH-2, PWH-3A, PWH-4A, PWH-5A и PWH-7A. Модели 4A, 5A и 7A также использовались для плазменной резки, когда в горелку устанавливались уникальные расходные материалы. Компания Thermal Dynamics выпустила первую по-настоящему унифицированную систему плазменной резки : PAK 40 (40 кВт). Она объединила источник питания на 400 А, рециркулятор охлаждающей жидкости, консоль управления и резак PCH/M-5A в единую портативную систему. Он продавался за 4,9 доллара.00 и предлагал 2-дюймовую режущую способность для большинства металлов.
Volkseigener Betrieb Schweißtechnik Finsterwalde была основана в Германии.
Многие механизированные системы плазменной резки Mansfeld от VEB Schweißtechnik Finsterwalde были доставлены в Японию. Mansfeld стал лидером рынка японских верфей.
Hypertherm продала свою первую автоматизированную плазменную систему компании Mixing Equipment Company в Рочестере, штат Нью-Йорк. Система была оснащена резаком PAC-500 и (2) источниками питания PAC-400.
Компания Thermal Dynamics выпустила LO-AMP PAK 20 (20 кВт), обеспечивающий выходной ток резки до 100 ампер. Эта система была намного меньше, более портативной и менее дорогой.
Volkseigener Betrieb Schweißtechnik Kjellberg Finsterwalde впервые запустила PA 40 Cut с использованием кислородной плазмы.
Компания Thermal Dynamics выпустила модели PAK 20A (100A) и PAK 40A (400A), которые предлагали бесступенчатую регулировку силы тока.
Компания Thermal Dynamics выпустила PAK 44 с главным трансформатором с жидкостным охлаждением. Эта система имела максимальную вместимость 3 дюйма и была очень хорошо принята как для ручного, так и для механизированного применения. PAK 44 был продан за 8220 долларов.
Компания Thermal Dynamics выпустила первую систему плазменной резки с воздушным охлаждением — PAK 10 (100A). Эта первая в своем роде система устранила необходимость в рециркуляторе жидкого хладагента и горелке с жидкостным охлаждением.
Коллектив исследователей из Кьельберга и Института профессора Манфреда фон Арденна был удостоен Национальной премии Германской Демократической Республики в области науки и техники за научно-техническую работу по разработке процесса плазменной резки. Компания Thermal Dynamics выпустила двухгазовую систему TA-500 (500 А) и TA-1000 (1000 А) со 100% рабочим циклом, оснащенную горелкой M-200 для механизированной резки до 5 дюймов.
Компания Thermal Dynamics выпустила первую произведенную в США систему плазменной резки, которая могла работать от однофазной входной мощности , названной PAK 5, с использованием азотной плазмы и вторичного воздуха. PAK 5 продается за 2950 долларов. В 1980-е годы наблюдался быстрый рост технологий воздушно-плазменной резки. Было разработано множество систем от 20 до 200 ампер как с ручными, так и с механическими горелками.
Компания Thermal Dynamics выпустила первую в США ручную систему плазменной резки, которая могла работать на воздушной плазме. Он получил название ПАК 3 (28 А). Компания Thermal Dynamics выпустила систему PAK 45 (400 А) с рабочим циклом 100 %, двойную газовую систему с ручными и механизированными горелками.
Компания Kjellberg предоставила корпорации O-A-Machine в Японии лицензию на производство и продажу своих плазменных резаков. Kjellberg в Германии не могла удовлетворить спрос на японском рынке. Компания Thermal Dynamics представила воздушно-плазменную установку PAK 3XR (31 А) — первую из своих плазменных систем XR.
Компания Thermal Dynamics выпустила воздушно-плазменную систему PAK 5XR (55 А) емкостью ½ дюйма по цене 2995 долларов США. Он предлагал три диапазона резки – 20, 35 и 55 А. За первые 12 месяцев производства было продано пять тысяч систем (5000). Hypertherm выпустила одногазо-воздушную плазменную систему MAX 40 (40 А) с твердотельным блоком питания с прерывателем и режущей способностью 3/8 дюйма. Это была первая ручная система Hypertherm. К концу года они продали 1000 систем. Компания Hypertherm представила горелку, в которой использовалась азотная плазма, но кислород вводился в столб дуги вне дугогасительной камеры. Такой подход позволил избежать нормального сокращения срока службы электрода. Однако это лишь незначительно увеличивало скорость перемещения, ширина пропила была чрезмерной, а срок службы сопла сокращался.
Стив Хардвик и Джо Уоррен открывают InnerLogic в Чарльстоне, Южная Каролина. Основатели компании осознали, что плазменная промышленность нуждается в полнофункциональном, высококачественном и точном методе определения высоты листа и поддержания «напряжения дуги» во время резки. В последующие годы многие производители плазменных систем и OEM-производители машин для резки стали использовать серию систем управления высотой резака RSVP (rapid-servo-voltage-positioner). Компания Thermal Dynamics выпускает двухрежимную систему воздушно-плазменной резки PAK 10XR (105 А) — первую систему воздушно-плазменной резки на 100 А, произведенную в США.
Компания Thermal Dynamics выпустила первый произведенный в США инверторный источник питания . DynaPak 110 (20 А) продается за 1290 долларов.
Hypertherm выпускает систему плазменной резки MAX100 (100 A) с одним газом и воздухом.
Компания InnerLogic выпускает инверторную систему плазменной резки SR45i (45 А) — свою первую из многих будущих систем плазменной резки.
За десятилетие с 1990 по 2000 год рынок плазменной резки вырос в пятьдесят (50) раз. Komatsu в Японии представила свою 90-амперную систему Fine Plasma. Это была первая в мире плазменная система высокого разрешения, обеспечивающая узкий пропил и очень квадратную кромку на металлах толщиной до 1/2 дюйма.
Компания Thermal Dynamics выпустила двойную газоплазменную систему Merlin PAK15XC (150A) с ручным и механическим резаками.
Hypertherm выпускает двухрежимную систему газоплазменной резки MAX200 (200A) с ручным и механическим резаком. Hypertherm выпустила и запатентовала процесс LongLife Oxygen. Это было достигнуто с использованием азота в качестве пускового газа дуги, а затем переключением на кислород для фактического процесса резки. Азот в качестве стартового газа наряду с линейным изменением тока дуги в начале и в конце процесса резки способствовали увеличению срока службы расходных деталей по сравнению с обычной кислородно-плазменной резкой.
После воссоединения Германии компания Kjellberg была реструктурирована, а ассортимент продукции существенно обновлен. Компания Thermal Dynamics выпускает модульную систему плазменной резки под названием Stak Pak . Stak Pak позволяет сконфигурировать модуль управления и до (4) силовых модулей в системы мощностью от ½” до 2”. Для ручной и машинной резки были доступны четыре различных резака: 35 А с воздушным охлаждением, 70 А с воздушным охлаждением, 140 А с воздушным охлаждением и 140 А с жидкостным охлаждением. К сожалению, этот революционный продукт не был достаточно надежным и в конце концов был исключен из линейки продуктов TDC к 2000 г.
InnerLogic выпускает инверторную систему плазменной резки SR100i (100 A).
Hypertherm выпускает систему кислородно-плазменной резки HT2000 (200 A).
Hypertherm выпускает HD1070 (70 A) с ручной газовой консолью — первую плазменную систему высокого разрешения, произведенную в США.
Hypertherm выпускает систему водяного глушителя HT4100 с впрыском воздуха.
Hypertherm выпускает плазменную систему высокого разрешения HD3070 (100 А) с ручной газовой консолью и ручным управлением силой тока.
Представлены небольшие переносные системы плазменной резки со встроенным воздушным компрессором ; устраняет необходимость в источнике сжатого газа.
Hypertherm выпускает плазменную систему высокого разрешения HD3070 (100 A) с Auto Gas Console.
InnerLogic выпускает плазменную систему высокого разрешения FineLine 100 (100 A) с ручной газовой консолью.
Hypertherm выпускает плазменную систему высокого разрешения HD3070 (100 A) с Auto Gas Console.
Компания Kjellberg Finsterwalde выпускает технологию плазменной резки высокого разрешения HiFocus. Hypertherm выпускает плазменную систему HT4400 (400 А) с рабочим током 400 А с использованием кислородной плазмы. Hypertherm выпускает ARC WRITER или плазменную маркировку от 4 до 19 ампер с использованием воздуха или плазменного газа H5 и воздушного экрана.
Компания InnerLogic выпустила систему регулировки высоты резака INOVA с микропроцессорным управлением и последовательным интерфейсом. InnerLogic выпускает FineLine 100 PC — первую 100-амперную плазменную систему высокого разрешения американского производства с первым автоматическим управлением процессом на базе ПК.
InnerLogic выпускает ПК FineLine 200 – первый ПК 200, произведенный в США. Плазменная система высокого разрешения с первым автоматическим управлением процессом на базе ПК. Компания Kjellberg запустила технологию плазменной резки HiFocus (с качеством, близким к лазерному). Hypertherm представляет технологию резки HySpeed, которая увеличивает скорость резки до 50 % для их плазменных систем HT.
Hypertherm выпускает плазменную систему высокого разрешения HD4070 (200 А) с консолью Auto Gas.
Компания Kjellberg выпускает технологию HiFinox, позволяющую выполнять чистую резку без окалины тонких листов хромоникелевой стали.
Hypertherm выпускает плазменную систему высокого разрешения HPR130 (130 А) с ручной газовой консолью.
Компания InnerLogic выпускает системы плазменной резки высокого разрешения ProLine 2150 (150 А), ProLine 2200 (200 А) и ProLine 2260 (260 А) с ручной регулировкой силы тока и газа.
Компания Thermal Dynamics выпускает серию плазменных систем высокого разрешения ULTRA-CUT с плазменным резаком XT-300. Выходной ток 100, 200 и 300 ампер.
Hypertherm выпускает источник питания для плазменной резки высокого разрешения HPR260 (260). Hypertherm выпускает автоматическую газовую консоль для HPR130 и HPR260.
Hypertherm запускает многогазовую плазменную систему HSD130 (130 А).
InnerLogic меняет название компании на Kaliburn.
Kaliburn выпускает серию систем плазменной резки высокой четкости Spirit с автоматическими газовыми консолями, включая Spirit 150a, Spirit 200a и Spirit 275a.
Hypertherm выпускает плазменную систему высокого разрешения HPR400XD (400A) Auto Gas Console с технологиями Power Pierce и True Hole. Предыдущие системы HPR были перезапущены как версия HPRXD — HPR130XD и HPR260XD.
Hypertherm выпускает плазменную систему высокого разрешения HPR800XD (800A) Auto Gas Console. Hypertherm также выпускает многогазовую плазменную систему MAXPRO200 (200 А) с ручными и механическими резаками.
Lincoln Electric приобретает Берни и Калибурн.
ESAB приобретает Victor Technologies, включая Thermal Dynamics. Kjellberg выпускает серию Smart Plasma. Hypertherm выпускает процесс HDi для резки тонкой нержавеющей стали с помощью своих плазменных систем HPRXD.
ЭСАБ выпускает инверторные системы iSeries на 100, 200, 300 и 400 А.
Hypertherm выпускает систему плазменной резки высокой четкости XPR300 (300 А), оснащенную газовыми консолями Core, Vented Water Injection или OptiMix.
Park Industries выходит на рынок резки металлов с плазменным станком KANO™ HD с ЧПУ.
Hypertherm выпускает систему плазменной резки высокой четкости XPR170 (170 А), оснащенную газовыми консолями Core, Vented Water Injection или OptiMix.
КАНО HDРуководство по сборкеИз всех компаний, с которыми мы работаем в сфере оборудования и инструментов, ответ и обслуживание Park Industries самые лучшие.
Грант Лейман
Производство и поставка Spraggins
Изучив множество плазменных столов, представленных на рынке, мы были рады нашему решению выбрать Park Industries®.
Майк Бренсеке
Сварка и производство Breseke
Служба поддержки клиентовPark была очень полезной, и мы очень довольны станком плазменной резки с ЧПУ KANO HD.
Макс Стек
Сварка и производство Breseke
CrossFire PRO | Langmuir Systems
Безопасность
При правильном использовании плазменный стол Langmuir Systems Crossfire с ЧПУ обеспечит вам годы безопасного
операция. Однако, как и для всех других автоматизированных и промышленных машин, существуют важные
правила техники безопасности и меры предосторожности, которые необходимо соблюдать во избежание травм. Изучите эти
внимательно изучите предупреждения о безопасности перед сборкой и использованием машины.
ПОРАЖЕНИЕ ЭЛЕКТРИЧЕСКИМ ТОКОМ
Поражение электрическим током может привести к серьезной травме или смерти. Эта машина требует использования высокого напряжения электричество для работы. Во избежание травм всегда соблюдайте следующие меры предосторожности:
- Никогда не прикасайтесь к оголенным проводам/шинам/соединениям или компонентам, по которым проходит электричество.
- Отремонтируйте или замените все изношенные или поврежденные компоненты. Отключите питание станка и плазмы резак при ремонте.
- Установка и техническое обслуживание оборудования в соответствии с Национальным электротехническим кодексом (NEC)
- Если у вас ограниченные знания/опыт в области электротехники, наймите сертифицированного электрика для выполнения
все электромонтажные работы.
ПОЖАР И ВЗРЫВ
Пожар и взрыв могут быть вызваны переносимыми по воздуху искрами и шлаком, воспламеняющим ближайший горючий материал. материал. Электрические возгорания могут быть вызваны неправильной сборкой или использованием машины. К во избежание травм всегда соблюдайте следующие меры предосторожности:
- Никогда не работайте на машине вблизи легковоспламеняющихся материалов или летучих и горючие пары в воздухе.
- Не используйте машину для резки материалов или деталей, которые ранее содержали топливо или легковоспламеняющиеся вещества любого рода, такие как бензобаки.
- Всегда держите поблизости огнетушитель на случай чрезвычайной ситуации.
- Никогда не работайте на машине в плохо проветриваемом помещении.
АВТОМАТИЧЕСКАЯ РАБОТА
Машина может работать в любое время, автоматически и без предупреждения. Чтобы избежать травм, всегда соблюдайте следующие меры предосторожности:
- Перед началом работы на машине пройдите необходимое обучение.
- Никогда не допускайте прямого контакта какой-либо части тела с областями машины, которые могут защемить и раздавить при включении. Предположим, что если на машину подается питание, она может двигаться в любое время.
- Держите место подальше от посторонних, убедитесь, что никто, кроме человека, управляющего машиной, имеет доступ к управлению компьютером.
ОПАСНЫЕ ДЫМЫ
Газы и дымы, образующиеся в процессе плазменной резки, могут быть опасны для здоровья. К
во избежание травм всегда соблюдайте следующие меры предосторожности:
- Не допускайте попадания паров и газов в зону, в которой вы дышите. Никогда не работайте на машине в помещения с минимальной или отсутствующей вентиляцией. Используйте вентиляторы и воздуходувки для удаления паров и газов из рабочая зона.
- При плохой вентиляции используйте респиратор с подачей воздуха.
- Тип дыма и уровень опасности сильно зависят от типа разрезаемого металла. До резки, обратитесь к Паспорту безопасности материала (MSDS) для получения конкретных указаний по типу и уровень опасности паров, образующихся при резке.
- Никогда не режьте материалы, покрытые краской, маслом, смазкой или растворителями.
УЛЬТРАФИОЛЕТОВОЕ И ИНФРАКРАСНОЕ ИЗЛУЧЕНИЕ
Плазменный резак излучает ультрафиолетовое и инфракрасное излучение высокой интенсивности, которое может повредить глаза и кожа. Во избежание травм всегда соблюдайте следующие меры предосторожности:
- Никогда не работайте на машине без достаточной защиты глаз. Обратитесь к руководству пользователя для ваш плазменный резак, чтобы определить минимальный защитный оттенок, необходимый для силы тока вашего машина. В качестве альтернативы обратитесь к ANSI/ASC Z49..1.
- Всегда носите перчатки и подходящую одежду для защиты кожи.
- Всегда предупреждайте окружающих, прежде чем начать резку. Посторонние лица в непосредственной близости должны
носить подходящую защиту для глаз и кожи. По возможности используйте сварочные экраны.
ИСКРЫ И МУСОРЫ В ВОЗДУХЕ
Плазменная резка создает искры и частицы в воздухе, которые могут вызвать повреждение глаз. Чтобы избежать травм, всегда соблюдайте следующие меры предосторожности:
- Всегда надевайте подходящие средства защиты глаз при работе на машине. Защита глаз должна следовать рекомендации, установленные в ANSI Z87.1.
- Убедитесь, что все посторонние в непосредственной близости носят подходящие средства защиты глаз.
ТОЧКИ ЗАЖИМА И РАЗМЫКАНИЯ
Эта машина может создавать точки защемления во время движения во время обычных операций. Чтобы избежать травм, всегда соблюдайте следующие меры предосторожности:
- Не прикасайтесь ни к каким частям машины, когда она движется под напряжением.
- Обратите внимание на все области машины, которые потенциально могут быть защемлены, например, подшипники, ходовые винты, ходовые гайки и направляющие.
- Никогда не ремонтируйте машину, когда она включена.
ГОРЯЧИЕ МАТЕРИАЛЫ
В процессе плазменной резки используются чрезвычайно высокие температуры для резки металла. В результате материал может быть очень горячим после резки, что может привести к ожогам. Во избежание травм всегда соблюдайте следующие меры предосторожности:
- Всегда исходите из того, что металл, лежащий на машине, достаточно горячий, чтобы вызвать серьезные ожоги.
- Всегда давайте металлу достаточно остыть, прежде чем обращаться с ним. Используйте ведро воды для охлаждения
нижнюю часть, прежде чем браться за нее голыми руками.
- Никогда не касайтесь горячего металла голыми руками. Используйте перчатки или щипцы для удаления материала с машина.
ПРЕДУПРЕЖДЕНИЕ
Этот продукт может подвергнуть вас воздействию химических веществ, которые, как известно в штате Калифорния, вызывают рак, врожденные дефекты или другие нарушения репродуктивной функции. Для получения дополнительной информации посетите веб-сайт www.P65Warnings.ca.gov.
Начало работы
Соберите свой PRO
Используйте следующее руководство по сборке CrossFire PRO, чтобы собрать свой компьютер.
Установите и подключите ваш LS-THC
Подключите дополнительный блок LS-THC и подключите его к плазменному резаку с помощью
Руководство по регулировке высоты резака.
Установите программное обеспечение для проектирования
Просмотрите рабочий процесс программного обеспечения и следуйте нашему руководству Fusion 360 CAD и CAM, чтобы начать проектирование деталей!
Установите FireControl
Используйте руководство FireControl для загрузки и установите программное обеспечение, используемое для управления вашим ПРО .
Запустите программу взлома
Загрузите программу взлома PRO из наших загрузок страницу и запустите ее с помощью FireControl.
Сделайте первые вырезы
Начните вырезать детали с помощью PRO !
CrossFire PRO в сборе
Langmuir Systems CrossFire PRO поставляется в частично собранном виде. Таким образом, этот раздел служит для предоставления всей соответствующей информации и инструкций, необходимых для полной сборки вашей новой машины.
0: Распаковка
CrossFire PRO поставляется в 3 отдельных коробках, что упрощает транспортировку комплекта. Эти
коробки помечены
с их содержимым, но более подробное описание того, что внутри, представлено здесь.
Пожалуйста, используйте это как ссылку для остальной части сборки.
PRO Box #1
- (11) Трубы стальной рамы
- (3) Ходовые винты
- (4) Держатели планок
- (16) Стальные рейки
- (1) Опорная трубка кабеля
PRO Box #2
- (1) Электроника CrossFire PRO
- (2) Портальные сварные детали
- (1) Узел оси Z
- (1) Коробка для оборудования
- (1) Коробка для обработанных деталей
- (3) Шаговые двигатели
PRO Box #3
- (2) половинки водяного стола
- (2) Боковые юбки
- (4) Угловые косынки
1: Установка выравнивающих ножек
Первым шагом при сборке CrossFire PRO является установка выравнивающих ножек на опорные трубы.
Материалы
Детали
- (4) Ножная трубка (с монтажными отверстиями и без них)
- (4) Вставка для выравнивающей опоры
- (4) Регулировочная ножка
Крепежные детали
- (4) Сумка 4-1 ВИНТ С ШЕСТИГРАННОЙ ГОЛОВКОЙ M10
- (8) Пакет 14 ШЕСТИГРАННАЯ ГАЙКА, 10 ММ X 1,5 мм, ОЦИНКОВАННАЯ
Инструменты
- Молоток или молоток с мягким бойком
- (2) Ключи на 17 мм
Инструкции
- Вставьте пакет 4-1 Болт M10 с головкой в отверстие
Регулировочная ножка . Прикрутите один из пакетов 14 M10
Шестигранные гайки на винт М10. Полностью затяните гайку.
- Накрутите вторую шестигранную гайку M10 Bag 14 на винт примерно с 1” зазор между ним и первой гайкой.
- Вставьте выравнивающую вставку в нижний конец ножки . Делать конечно вставка полностью села. Обратите внимание, что выравнивающая вставка, поставляемая вместе с машина будет выглядеть иначе, чем показано на изображении.
- Вверните узел выравнивающей ножки в выравнивающую вставку до упора гайки. соприкасается с выравнивающей вставкой.
- Повторите шаги для остальных 3 ножек.
2: Сборка рамы
Соберите все черные трубы рамы на большой рабочей поверхности и соберите раму CrossFire.
ПРО.
Материалы
Детали
- (2) Ножка Трубка (с монтажными отверстиями для электроники)
- (2) Трубка для ножек (без монтажных отверстий)
- (2) Нижняя поперечная труба (с системами Ленгмюра и печатью CrossFire PRO)
- (1) Правая нижняя направляющая труба
- (1) Левая нижняя направляющая труба
Крепежные детали
- (8) Пакет 4 ВИНТ С ШЕСТИГРАННОЙ ГОЛОВКОЙ, 3/8-16 X 4,5
- (4) Пакет 1 ВИНТ С ШЕСТИГРАННОЙ ГОЛОВКОЙ, 3/8-16 X 2,5
- (12) Пакет 13 ШЕСТИГРАННАЯ ГАЙКА, 3/8”
- (20) Пакет 29 Распорка трубки
Инструменты
- Гаечный ключ 9/16 дюйма
- Трещотка с головкой 9/16″
Инструкции
-
На твердой поверхности поместите нижний левый рельс и правый нижний рельс .
на каждый
из Нижние поперечины . Закрепите их с помощью показанного оборудования.
Затягивать только вручную.
- Прикрепите каждую из ножек с помощью показанного оборудования. Затягивать только вручную.
- Поднимите раму в сборе и положите ее на землю так, чтобы она опиралась на ножки.
Материалы
Детали
- Сборка рамы с ручным затягиванием
Оборудование
- Нет
Инструменты
- Рулетка
- Гаечный ключ 9/16 дюйма
- Трещотка с головкой 9/16″
- Молоток или молоток с мягким бойком
- Транспортир, угольник плотника или угольник слесаря
Инструкции
- С помощью транспортира, столярного угольника или комбинированного угольника сделайте
Нижние направляющие трубы перпендикулярны нижним поперечным трубам.
- С помощью рулетки измерьте расстояние между левой и правой нижней частью . Рельсы на каждом конце (расстояние «A» и расстояние «B»). Если два измерения отличаются более чем на 1/32”, слегка постучите по одной из нижних направляющих, чтобы уравнять пролеты.
- Осторожно затяните болты, соединяющие левую нижнюю направляющую с правой нижней направляющей и . Рельс к нижним поперечным трубам.
- Дважды проверьте, что левая и правая нижние направляющие все еще параллельны в пределах 1/32 дюйма. после затягивания. Если это не так, повторите шаги 1 и 2.
-
Установите болты, которыми ножки крепятся к раме, но НЕ ЗАТЯГИВАЙТЕ их в
этот шаг. Цель состоит в том, чтобы просто устранить слабину в суставе. ноги будут трястись от этого
шаг, который в порядке. Болты ножек будут затянуты на более позднем этапе.
3: Установка направляющих и кареток оси Y
Сначала завершите сборку кареток блока подшипников оси Y.
Материалы
Детали
- (2) Сварные детали каретки (правая и левая)
- (4) Подшипниковый блок в сборе
Крепежные детали
- (16) Сумка 7 ВИНТ С ГОЛОВКОЙ С ГОЛОВКОЙ, 1/4″-20 X 3/4″
- (16) Пакет ШАЙБА 19 1/4″
- (16) Пакет 16 ГАЙКА С ЗУБЧАТЫМ ФЛАНЦЕМ, 1/4″-20
Инструменты
- Шестигранный ключ 3/16″
- Гаечный ключ 7/16 дюйма
Инструкции
- Прикрепите по одному подшипниковому блоку в сборе к каждому фланцу каретки .
Сварка .
Узел подшипникового узла должен быть ориентирован таким образом, чтобы установочные винты находились в правильном положении.
расположение, как показано. Не затягивайте винты, они должны быть затянуты только вручную.
Кроме того, регулируемые опорные блоки должны быть свободно плавающими и
винты с головкой под торцевой ключ не должны быть затянуты.
- Повторите инструкции по сборке для второй каретки.
Материалы
Детали
- (2) Каретка в сборе (правая и левая)
- (2) Направляющая оси Y
- (8) Пластина стойки
Крепежные детали
- (16) Пакет 3 ВИНТ С ШЕСТИГРАННОЙ ГОЛОВКОЙ, 3/8-16 X 3
- (32) Пакет 20 ШАЙБА, 3/8″
- (16) Пакет 13 ШЕСТИГРАННАЯ ГАЙКА, 3/8″
Инструменты
- (2) Ключ 9/16”
Инструкции
- Вставьте одну направляющую оси Y в каждую каретку оси Y .
сборки.
Ориентация каждого Рельс оси Y важен и должен соответствовать тому, что
показано на схемах.
- Прикрепите направляющие оси Y к раме машины в сборе с помощью стойки . Показаны пластины и крепления. Убедитесь, что отверстия диаметром ¼ дюйма в оси Y Рельс выровняйте по отверстиям в опорных пластинах . Если они не расстановка, затем Направляющая оси Y , вероятно, установлена вверх ногами.
-
Затяните каждый из болтов, которыми пластины стоек крепятся к обеим нижним
рельсовые трубы. НЕ ЗАТЯГИВАЙТЕ болты, которыми пластины стоек крепятся к
Рельсы оси Y . Они будут затянуты на более позднем этапе.
- Примечание. Подшипники каретки должны быть свободно закреплены на рельсах. Они будут предварительно загружены позже шаг.
4: Установка портала и оси Z
Завершите сборку оси Z и установите ее на каретку оси X.
Материалы
Детали
- (1) Узел оси Z
- (1) Крепление горелки
- (1) Фиксированный V-образный блок
- (1) Плавающий V-образный блок
- (1) Зажимной ремень для крепления резака
- (1) Винт с накатанной головкой
- (1) Каретка оси X в сборе
- (1) Крепление с ходовой гайкой оси X
Крепежные детали
- (3) Сумка 8 ВИНТ С ГОЛОВКОЙ С ГОЛОВКОЙ, 10-24 X 1/2″
- (3) Пакет 7 ВИНТ С ГОЛОВКОЙ С ГОЛОВКОЙ, 1/4-20 X 3/4″
- (2) Сумка 7-1 ВИНТ С ГОЛОВКОЙ С ГОЛОВКОЙ, 1/4-20 X 1,5″
- (1) Пакет 16-1 КОНТРГАЙКА, 1/4-20
Инструменты
- Шестигранный ключ 5/32 дюйма
- Шестигранный ключ 3/16″
- Гаечный ключ 7/16 дюйма
Инструкции
-
Закрепите фиксированный V-образный блок резака на креплении резака с помощью гнезда Bag 8.
Винт с головкой. Полностью затянуть.
- Прикрепите плавающий V-образный блок горелки к стационарному V-образному блоку горелки с помощью пакета 7-1. Винты с головкой под торцевой ключ. Закрутите болты на несколько оборотов каждый.
- Прикрепите узел оси Z к каретке оси X с помощью торцевой головки Bag 7. Колпачковые винты. Ключевой выступ на задней стороне узла оси Z должен плотно входит в неглубокий паз каретки оси X . Полностью затяните винты.
-
Вставьте винт с головкой под торцевой ключ Bag 7 в одно из отверстий
Факел
Ремешок с зажимом для крепления . Навинтите контргайку Bag 16-1 на
винт.
- Поместите узел крепления резака в слот каретки оси Z . Вверните регулировочный винт зажимной ленты в отверстие с левой резьбой. в каретке оси Z так, чтобы зажимной ремень крепления резака лежал на Верхняя часть Крепление горелки .
- Вставьте Винт с накатанной головкой в другое отверстие зажима крепления резака . Ремешок и вверните его в каретку оси Z .
-
Отрегулируйте регулировочный винт зажимного ремня внутрь или наружу до тех пор, пока резак
Зажимной ремень крепления ровно прилегает к креплению горелки с
Винт с накатанной головкой
рука затянута. Как только регулировочный винт зажимной ленты будет правильно отрегулирован,
затяните контргайку Bag 16-1.
- Прикрепите крепление свинцовой гайки оси X к узлу каретки оси X, используя Пакет 8 винтов с головкой под торцевой ключ. Эти винты должны быть закручены полностью, но крепление должно иметь возможность плавать.
Материалы
Детали
- (1) Каретка оси X/Z в сборе
- (1) Портальная трубка
- (1) Крепление подшипника ходового винта оси X
- (1) Опора двигателя оси X
Крепежные детали
- (4) Сумка 6 ВИНТ С ГОЛОВКОЙ С ГОЛОВКОЙ, 1/4-20 X 1/2″
Инструменты
- Шестигранный ключ 3/16″
- Транспортир или угольник
Инструкции
-
Наденьте узел каретки осей X/Z на портальную трубу .
ориентация
важно и должно соответствовать диаграмме. Обратите внимание, что подшипники должны быть
ослаблены на этом этапе — они будут отрегулированы на более позднем этапе.
- Закрепите крепление двигателя оси X на портальной трубе с помощью Сумка на 6 торцевых головок колпачковые винты. Крепление двигателя оси X симметрично, поэтому ориентация не важно. Перед полной затяжкой болтов используйте транспортир крепления двигателя оси X к портальной трубе . Обратите внимание, что опора двигателя оси X короче опоры двигателя оси Y (2).
-
Закрепите опору подшипника ходового винта оси X на портальной трубе .
используя оставшиеся винты Bag 6. Обратите внимание, что
расточенное отверстие подшипника должно быть обращено вправо, если смотреть на
портал с фронта. Перед полной затяжкой болтов используйте транспортир
чтобы подровнять опору подшипника ходового винта оси X к Портал
Трубка .
Обратите внимание, что опора подшипника ходового винта по оси X короче, чем опора ходового винта по оси Y.
подшипниковые опоры (2).
Материалы
Детали
- (1) Узел портала
- (2) Каретки оси Y (на машине в сборе)
Крепежные детали
- (4) Сумка 2 ВИНТА С ШЕСТИГРАННОЙ ГОЛОВКОЙ, 3/8-16 X 2,75 дюйма
- (4) Пакет 13 ШЕСТИГРАННАЯ ГАЙКА 3/8-16
- (4) Пакет ШАЙБА 20 3/8″
- (2) Сумка 6 ВИНТ С ГОЛОВКОЙ С ГОЛОВКОЙ, 1/4-20 X ½»
- (2) Пакет 16 ЗУБЧАТАЯ ФЛАНЦЕВАЯ ГАЙКА, 1/4–20
Инструменты
- (2) Ключ 9/16″
- Шестигранный ключ 3/16″
- Гаечный ключ 7/16 дюйма
Инструкции
-
Прикрепите портальный узел к кареткам оси Y с помощью
показан крепеж.
НЕ затягивайте эти болты. Примечание. Пакет с 6 винтами с головкой под торцевой ключ должен быть
проходил через отверстие в верхней части гентри трубы. Рассмотреть возможность
прикрепив винт к шестигранному ключу, чтобы он не упал в трубку.
5: Регулировка оси Y
Каждый узел каретки оси Y включает два узла подшипниковых блоков. Каждый подшипниковый блок в сборе содержит четыре подшипниковых блока; два фиксированных и два регулируемых. Целью этого раздела является регулировка регулируемого подшипникового узла, чтобы убедиться, что подшипники должным образом предварительно нагружены на направляющие оси Y.
Материалы
Детали
- (8) Регулируемые подшипниковые блоки в сборе
Оборудование
- Нет (предустановлено)
Инструменты
- Шестигранный ключ 3/16″
- Шестигранный ключ 1/8″
Инструкции
-
Каждый узел каретки оси Y включает в себя два узла подшипниковых блоков.
Каждый подшипниковый блок в сборе содержит четыре подшипниковых блока; два фиксированных
и два регулируемых. Целью этого раздела сборки является настройка
Регулируемый подшипниковый блок для обеспечения правильной установки подшипников.
предварительно загружены в направляющие оси Y.
- На каждом регулируемом подшипниковом блоке установите обе головки
колпачковые винты, а затем отверните их примерно на 1/4 оборота. Далее медленно поворачивайте
регулировочный установочный винт по часовой стрелке. Прекратите поворачивать установочный винт, когда
хотя бы один из двух противоположных Фиксированный подшипник опорного подшипника находится в контакте
с рельсом
и когда никакой игры не чувствуется.
- По завершении шага 2 затяните винты с головкой под торцевой ключ , которые крепят Регулируемый подшипниковый блок к опорной пластине.
- Выполните шаги 2 и 3 для каждого из восьми Регулируемые подшипниковые блоки , машина имеет.
Материалы
Детали
- (1) Портал машины в сборе
Оборудование
- Нет
Инструменты
- (2) Ключ 9/16″
- Шестигранный ключ 3/16″
- Гаечный ключ 7/16 дюйма
Инструкции
-
Сдвиньте портальный узел вдоль направляющих оси Y до упора.
подшипники касаются
опорные пластины, как показано на рисунке.
- Затяните 6 креплений, которые крепят портальную трубу к кареткам оси Y.
- Затяните 16 винтов с головкой под ключ, которые крепят блоки подшипников к Каретки оси Y .
- Затяните 8 болтов, которыми направляющие оси Y крепятся к стойке . Пластины , которые были оставлены незакрепленными на предыдущем шаге.
-
Циклически перемещайте портальный узел вперед и назад по оси Y .
Рельсы сделать
уверен, что он свободно перемещается. Если это не так, повторите предыдущие шаги, чтобы сделать
Направляющие оси Y параллельны.
- Убедитесь в отсутствии зазоров/люфтов между роликовыми тележками и рельсами. Если там есть, повторите шаг 3 предыдущего набора инструкций для дальнейшей предварительной загрузки регулируемого элемента.
6: Соединение и установка водяного зеркала
Соедините обе половины водяного зеркала.
ПРЕДУПРЕЖДЕНИЕ
Водяной стол CrossFire PRO предназначен для использования с до 45 Ампер. Для использования с резаки более 45 ампер, мы рекомендуем использовать дополнительный изоляционный материал, чтобы предотвратить повреждение поднос.
Материалы
Детали
- (2) Половина секции грунтовых вод
Оборудование
- Силиконовый герметик
- (10) Пакет 11 ВИНТ С ГОЛОВКОЙ С ГОЛОВКОЙ, 8-32 X 1/2″
- (20) Пакет 18 ШАЙБА, #8
- (10) Пакет 15 КОНТРГАЙКА, #8-32
Инструменты
- Шестигранный ключ 9/64 дюйма
- Гаечный ключ 11/32 дюйма
Инструкции
- Тщательно очистите поверхность фланца каждой половинки водяного стола . До
продолжая, убедитесь, что вы планируете присоединиться к уровням грунтовых вод в течение 5 минут после применения
силиконовый клей.
- На одном из Половина секций водного зеркала , нанесите равномерный слой силикона Герметик (прилагается) диаметром примерно ¼ дюйма вдоль показанного пути.
- Нанесите полоску силикона на внутреннюю сторону каждого из четырех сваренных углов.
Инструкции
- Поместите обе секции Water Table Half Sections на раму машины с зазором между два.
-
Осторожно сожмите фланцы вместе и установите все крепления, как показано на рисунке. Затяните крепления
до средней жесткости. Чрезвычайно важно, чтобы дно воды
столы выровнены друг с другом, прежде чем полностью затянуть винты. Сотрите любой
выдавил силиконовый герметик. Дайте отвердеть в течение 24 часов перед заполнением водой.
Материалы
Детали
- (2) Латунная сливная пробка
- (1) Уровень грунтовых вод (соединенный)
- (1) Рама машины
Крепежные детали
- (12) Сумка 21 САМОРЕЗУЮЩИЙ ВИНТ ДЛЯ ЛИСТОВОГО МЕТАЛЛА, #10 x 3/4”
- (2) Пакет 12 ТОНКАЯ ГАЙКА, 1”-8
- (2) Пакет 27 УПЛОТНИТЕЛЬНОЕ КОЛЬЦО
- (2) Пакет 25 ЗАГЛУШКА, ¼” NPT
Инструменты
- Дрель с головкой ¼”
- Рулетка
- Ключ 3/8”
Инструкции
-
Используйте рулетку, чтобы отцентрировать Стол воды в обоих направлениях на машине
Рамка. Крайне важно, чтобы уровень грунтовых вод выступал над нижними поперечными трубами.
равные по переду и по спине.
- Правильно расположив водяной стол, выстрелите в Мешок 21. Самосверлящие уплотнительные винты из листового металла через отверстия в уровне грунтовых вод в нижнюю часть Пересеките трубы с помощью дрели. Удалите стружку, чтобы обеспечить герметичность.
- Для каждого узла сливной пробки (2) сдвиньте мешок 27
Уплотнительное кольцо на наружном диаметре латунной сливной пробки .
Вставьте латунную сливную пробку в отверстие в водяном столе. Достичь под
уровня грунтовых вод и навинтите тонкую гайку Bag 12 на латунную сливную пробку.
и затяните рукой.
Вкрутите трубную заглушку Bag 25 в латунную сливную заглушку.
7: Установка планок
Установите планки и держатели планок на CrossFire PRO.
Материалы
Детали
- (16) Планка
- (4) Держатель планки
- (1) Уровень грунтовых вод
Оборудование
- Нет
Инструменты
- Молоток
Инструкции
- Поместите четыре держателя пластин на дно водяного стола . таким образом, чтобы они закрывали ранее установленные винты для листового металла.
-
Вставьте планки в пазы держателей планок. Вбейте их молотком
по мере необходимости, чтобы полностью их усадить.
8: перемещение по оси Z
В этом видеоролике показано, как вручную перемещать салазки резака по оси Z, чтобы они перпендикулярно решетке при резке.
Материалы
Детали
- (1) Машина в сборе
Оборудование
- Нет
Инструменты
- Шестигранный ключ 5/32 дюйма
- Гаечный ключ 7/16 дюйма
- Транспортир или угольник
Инструкции
-
Следуйте инструкциям в видео.
9: Установка опор подшипников ходового винта
Сначала установите опоры подшипников ходового винта оси Y.
Материалы
Детали
- (2) Крепление подшипника ходового винта оси Y
Крепежные детали
- (4) Сумка 11 ВИНТ С ГОЛОВКОЙ С ГОЛОВКОЙ, 8-32 X 1/2″
- (4) Пакет 7 ВИНТ С ГОЛОВКОЙ С ГОЛОВКОЙ, 1/4-20 X 3/4″
- (2) Сумка 28 608 ШАРИКОВЫЙ ПОДШИПНИК
Инструменты
- Шестигранный ключ 9/64″
- Шестигранный ключ 3/16″
Инструкции
-
Вставьте шариковый подшипник Bag 28 в расточенное отверстие.
опоры подшипника ходового винта оси Y . Установите два
Пакет 11 Винты с головкой под торцевой ключ для крепления подшипника
в расточенном отверстии и полностью затяните. Примечание: для вставки может потребоваться С-образный зажим.
подшипник в опору подшипника, если существует условие запрессовки.
- Закрепите опору подшипника ходового винта оси Y слева ручная направляющая оси Y с помощью двух торцевых головок Bag 7 Колпачковые винты и затягивайте только вручную. ПРИМЕЧАНИЕ: винты должны быть вставлены через монтажные отверстия внутри трубки направляющей оси Y. Временно снятие болта ⅜” пластины стойки облегчает установку винтов. Когда закончите, замените болт пластины стойки ⅜ дюйма.
-
Повторите шаги 1 и 2 для другой стороны.
Материалы
Детали
- (1) Крепление подшипника ходового винта оси X (установлено ранее)
Крепежные детали
- (2) Сумка 11 ВИНТ С ГОЛОВКОЙ С ГОЛОВКОЙ, 8-32 X 1/2″
- (1) Пакет 28 608 ШАРИКОВЫЙ ПОДШИПНИК
Инструменты
- Шестигранный ключ 9/64 дюйма
Инструкции
-
Вставьте шариковый подшипник Bag 28 в расточенное отверстие X.
Крепление подшипника ведущего винта оси . Установите два гнезда Bag 11.
Винты с головкой с головкой для фиксации подшипника в расточенном отверстии и полностью затяните их. Примечание: С-образный зажим может
необходима для вставки подшипника в опору подшипника, если существует условие запрессовки.
10: Установка опор двигателя и ходовых гаек
Сначала установите опоры для шаговых двигателей оси Y.
Материалы
Детали
- (2) Крепление двигателя оси Y
Крепежные детали
- (4) Пакет 7 ВИНТ С ГОЛОВКОЙ С ГОЛОВКОЙ, 1/4-20 X ¾»
Инструменты
- Шестигранный ключ 3/16 дюйма
Инструкции
-
Закрепите крепление двигателя оси Y на левой направляющей оси Y с помощью
Пакет 7 Винты с головкой под торцевой ключ и затяните только вручную. Обратите внимание
винты
должны быть вставлены через монтажные отверстия внутри направляющей оси Y
Трубка. Временное удаление болтов опорной пластины ⅜ дюйма облегчает
для установки винтов. Когда закончите, замените болт пластины стойки ⅜ дюйма.
- Повторите шаг 1 для другой стороны.
Материалы
Детали
- (2) Каретка оси Y (на собранной машине)
Крепежные детали
- (4) Сумка 5 ВИНТ С ГОЛОВКОЙ С ГОЛОВКОЙ, #8-32 X 3/4″
- (16) Пакет 18 #8 ШАЙБА
- (8) Пакет 15 КОНТРГАЙКА, #8-32
- (2) Сумка 31 ГАЙКА ДЛЯ ОСИ Y
Инструменты
- Шестигранный ключ 9/64 дюйма
- Гаечный ключ 11/32 дюйма
Инструкции
- Закрепите пакет 31 Направляющая гайка оси Y на левой оси Y
Каретка с использованием
показан крепеж. Не затягивайте винты полностью; ведущая гайка оси Y
должен иметь возможность плавать во всех направлениях для выравнивания на более позднем этапе.
- Повторите шаг 1 для другой стороны.
Материалы
Детали
- (1) Ушко крепления ходовой гайки оси X (на собранной машине)
Крепежные детали
- (2) Сумка 5 ВИНТ С ГОЛОВКОЙ С ГОЛОВКОЙ, #8-32 X 3/4″
- (2) Сумка 18 #8 ШАЙБА
- (2) Пакет 15 КОНТРГАЙКА, #8-32
- (1) Сумка 31Х ОСИ ГАЙКА
Инструменты
- Шестигранный ключ 9/64 дюйма
- Гаечный ключ 11/32 дюйма
Инструкции
-
Закрепите направляющую гайку оси X Bag 31 на креплении гайки ходовой оси X .
Вкладка с помощью
показан крепеж. Не затягивайте винты полностью; ведущая гайка оси X
должен иметь возможность плавать во всех направлениях для выравнивания на более позднем этапе.
11: Установите ходовые винты
Установите оба ходовых винта оси Y.
Материалы
Детали
- (2) Ходовой винт оси Y (3/8 дюйма)
- (2) Ходовая гайка оси Y (установлена ранее)
Крепежные детали
- (2) Сумка 9 ВИНТ С ГОЛОВКОЙ С ГОЛОВКОЙ, 10-32 X 3/8″
- (2) Пакет 17 #10 ШАЙБА
Инструменты
- Шестигранный ключ 5/32 дюйма
Инструкции
-
Расположите гентри примерно по центру его хода.
- Начиная с конца с резьбовым отверстием, привинтите ось Y . Ходовой винт в ходовую гайку оси Y (сделать обязательно оттяните Белый компрессионный воротник во время первоначального введения ходового винта для предотвращения повреждение ходовой гайки). Продолжайте поворачивать ходовой винт оси Y до тех пор, пока он не сможет вставьте в подшипник, установленный в креплении подшипника ходового винта оси Y.
- Прикрепите ходовой винт к подшипнику с помощью показанного оборудования и полностью затяните.
- Повторите шаги 2 и 3 для другой стороны.
Материалы
Детали
- (1) Ходовой винт оси X (1/2 дюйма)
- (1) Ходовая гайка оси X (установлена ранее)
Крепежные детали
- (1) Сумка 9 ВИНТ С ГОЛОВКОЙ С ГОЛОВКОЙ, 10-32 X 3/8″
- (1) Пакет 17 #10 ШАЙБА
Инструменты
- Шестигранный ключ 5/32 дюйма
Инструкции
-
Расположите гентри примерно по центру его хода.
- Начиная с конца с резьбовым отверстием, привинтите ось X . Ходовой винт в ходовую гайку оси X (убедитесь, что Белый компрессионный воротник во время первоначального введения ходового винта для предотвращения повреждение ходовой гайки). Продолжайте поворачивать ходовой винт оси X до тех пор, пока он не сможет вставьте в подшипник, установленный в креплении подшипника ходового винта оси X.
- Прикрепите ходовой винт к подшипнику с помощью показанного оборудования и полностью затяните.
12: Установка двигателей
Установите два шаговых двигателя оси Y на станок.
Материалы
Детали
- (1) Двигатель оси Y (короткий кабель)
- (1) Двигатель оси Y (длинный кабель)
Крепежные детали
- (8) Пакет 8 ВИНТ С ГОЛОВКОЙ С ГОЛОВКОЙ, 10-24 X 1/2″
- (2) Сумка 30 МУФТА МОТОРА
Инструменты
- Шестигранный ключ 5/32 дюйма
- Шестигранный ключ на 3 мм
- Шестигранный ключ 3/16″
Инструкции
- Наденьте муфту двигателя Bag 30 на конец левой части .
Ходовой винт оси Y
пока не упрется в плечо.
- Есть два двигателя оси Y, один с длинным кабелем, а другой с коротким кабелем. Закрепите двигатель оси Y с помощью короткого кабеля на двигателе оси Y . Гора с помощью показанных креплений и полностью затяните. ПРИМЕЧАНИЕ. Кабель двигателя должен быть ориентированы вниз.
- Не затягивайте хомут муфты Bag 30Motor. Они будут затянуты на более позднем этапе.
- Затяните винты, которые крепят опору двигателя оси Y и ось Y .
Вести
Прикрутите крепление подшипника к трубе направляющей оси Y.
- Повторите шаги 1–4 для другой стороны, используя мотор оси Y с длинным кабель.
Материалы
Детали
- (1) Двигатель оси X
Крепежные детали
- (4) Сумка 8 ВИНТ С ГОЛОВКОЙ С ГОЛОВКОЙ, 10-24 X 1/2″
- (1) Пакет 30 МУФТА МОТОРА
Инструменты
- Шестигранный ключ 5/32 дюйма
- Шестигранный ключ на 3 мм
- Шестигранный ключ 3/16″
Инструкции
- Наденьте муфту двигателя Bag 30 на конец оси X . Ведите винт , пока он не упрется в буртик.
- Прикрепите двигатель оси X к креплению двигателя оси X с помощью
показанные крепежные детали и полностью затяните. Двигатель оси X идентичен двигателю оси Y с
короткий кабель. ПРИМЕЧАНИЕ. Кабель двигателя должен быть направлен вниз.
- Затяните хомут муфты двигателя, пока он не будет надежно зажимать оба вала двигателя. и заглушка ходового винта.
13: Установка усилителей рамы
Установите угловые косынки на длинные стороны рамы машины.
Материалы
Детали
- (2) Левая угловая косынка
- (2) Правая угловая косынка
Крепежные детали
- (24) Сумка 23 ВИНТ ДЛЯ ЛИСТОВОГО МЕТАЛЛА, #12 x 3/4″
Инструменты
- Дрель с головкой 5/16″
Инструкции
- Расположите левую угловую косынку , как показано на рисунке. Обратите внимание, что грань левого угла
Косынка должна быть на одном уровне с лицевой стороной трубки ноги.
- Прикрепите левую угловую косынку с помощью пакета 23 Самосверлящие шурупы для листового металла с помощью дрели.
- Повторите шаги 1 и 2 для оставшейся левой угловой косынки и двух оставшихся правых Угловые косынки . Убедитесь, что вы используете правильную угловую косынку в каждом углу.
Материалы
Детали
- (2) Боковая юбка
Крепежные детали
- (18) Сумка 23 ВИНТ ДЛЯ ЛИСТОВОГО МЕТАЛЛА, #12 x 3/4 дюйма
Инструменты
- Дрель с головкой 5/16″
- (2) Ключ 9/16″
Инструкции
- Прикрепите боковую юбку , как показано на нижней стороне машины, используя
Bag 23 Саморезы для листового металла.
- Повторите шаг 1 для другой стороны.
- Затяните болты, которые крепят трубы ножек к раме.
14: Установка корпуса электроники
Установите корпус электроники в монтажные отверстия на раме машины.
Материалы
Детали
- (1) Корпус электронного блока
Крепежные детали
- (3) Пакет 22 ВИНТ ДЛЯ ЛИСТОВОГО МЕТАЛЛА, #8 X 3/4″
- (3) Пакет 22 ШАЙБА, #8 Пластик»
Инструменты
- Дрель с торцевой головкой 5/16″ ИЛИ крестовая отвертка
Инструкции
- Удалите винты из листового металла, которыми крепится крышка корпуса электронного блока .
Отложите их в сторону, так как они будут использоваться повторно.
- Прикрепите блок электроники к задней левой опорной трубе с помощью показанных винтов и шайб Bag 22 для листового металла. ПРИМЕЧАНИЕ. В ножке имеются предварительно просверленные отверстия для вкручивания винтов.
Если ваш аппаратный ящик содержит пластиковый изолятор , как показано ниже, следуйте ниже инструкции для этого шага.
Инструкции
- Удалите винты из листового металла, которыми крепится крышка корпуса электронного блока . Отложите их в сторону, так как они будут использоваться повторно.
- Если монтажные отверстия в корпусе электронного блока содержат резиновые втулки и вы также получили
пластиковый изолятор — снимите резиновые втулки.
- Поместите пластиковый изолятор между корпусом электронного блока и ножкой. Пластик Изолятор должен быть ориентирован так, чтобы выступы вошли в отверстия в корпусе электроники.
- Прикрепите блок электроники к задней левой опорной трубе с помощью показанных винтов и шайб Bag 22 для листового металла. ПРИМЕЧАНИЕ. В ножке имеются предварительно просверленные отверстия для вкручивания винтов.
Материалы
Если вы используете CrossFire или CrossFire PRO в регионе с напряжением 220 В питания, не забудьте переключить переключатель на блоке питания, чтобы не повредить блок питания и другая электроника CrossFire. По умолчанию установлено 110 В.
Инструкции
- Снова прикрепите крышку корпуса электронного блока с помощью винтов для листового металла, которые были
изначально установлен.
15: Установите крышки и опорную трубку кабеля
Завершите сборку CrossFire PRO.
Материалы
Детали
- (18) Крышка трубки
- (1) Опорная трубка кабеля
Оборудование
- Нет
Инструменты
- Молоток
Инструкции
- С помощью молотка вставьте трубных заглушек в открытые концы каждой трубки.
- Вставьте опорную трубку кабеля в левую опору кабеля оси Y. отверстие.
Затяжка и доводка электроники
В этом разделе мы завершим сборку CrossFire PRO, подключив
компоненты электроники, прокладка кабелей и затягивание гаек и соединителей.
-
Подключаемые шаговые двигатели X и Y1
Найдите разъем DSUB для шагового двигателя оси X и вставьте в соответствующий разъем на корпусе электроники. Сделайте то же самое для Y1 шаговый двигатель, как показано на рисунке ниже. Обязательно полностью затяните два винтовых зажима на каждом разъеме DSUB в корпус электронного блока.
-
Установите P-образные зажимы для шагового двигателя Y2
Затем найдите четыре черных пластиковых П-образных зажима из пакета 26 и четыре #8 x ½” саморезы для листового металла из пакета 24. С помощью шуруповерта использовать P-образные зажимы и крепления для крепления кабеля шагового двигателя Y2 к нижнюю часть трубок рамы, как показано на двух изображениях ниже.
Наконец, вставьте разъем DSUB шагового двигателя Y2 в соответствующий разъем на корпусе электроники. Будьте уверены, что полностью затяните два винтовых зажима на этом разъеме DSUB в блоке электроники. Корпус.
-
Подключаемый двигатель оси Z
Затем найдите два черных ремешка на липучке из Bag 32 Torch Firing и вставлять по одному в верхнее отверстие в опорной трубке кабеля и в третье отверстие (от верхней). Оставляя много люфта в шаговом двигателе оси Z.
кабеля, проложите кабель двигателя поверх опорной трубы кабеля и закрепите
ремни на липучке в двух местах, как показано ниже. Примечание: два оставшихся
Ремешки с липучками будут использоваться для крепления кабеля плазменного резака к
опорная трубка кабеля.
Наконец, вставьте разъем DSUB шагового двигателя оси Z в соответствующий разъем. гнездо на корпусе электронного блока. Обязательно полностью затяните два винтовых зажима на этом разъеме DSUB в корпусе электронного блока.
-
Подсоединение кабеля IHS к оси Z
Затем найдите кабель Initial Height Sensing (IHS) в разделе «Разное».
Коробка с оборудованием внутри CrossFire PRO Box 2. Вы обнаружите, что ваш
Сборка оси Z поставляется с двумя предварительно установленными проводами, которые соединены
к переключателю IHS внутри оси Z. Подсоедините двухлезвийный разъем
концы кабеля IHS в соответствующие разъемы на оси Z
сборка, как показано ниже. Примечание. Неважно, какой провод подключен
к красному или черному концу кабеля IHS.
Затем снимите винт с головкой под торцевой ключ и П-образный зажим на задней части Сборка по оси Z. Закрепите P-образный зажим вокруг кабеля IHS и снова прикрепите его. к узлу оси Z с помощью винта с головкой под торцевой ключ, как показано ниже. Этот p-образный зажим обеспечивает разгрузку кабеля IHS при отключении резака.
каретка перемещается вокруг плазменного стола.
Затем, сохраняя провисание кабеля IHS в соответствии с кабелем оси Z, используйте 3 предоставленных черных стяжки в сумке 32 Torch Firing для крепления IHS кабель к кабелю оси Z, как показано ниже. Обрежьте лишние концы стяжки по мере необходимости. Наконец, расстегните каждый из двух черных ремешков на липучке. на опорной трубе кабеля, чтобы закрепить как кабель IHS, так и ось Z кабель двигателя к трубе с помощью этих ловушек.
-
Подключите кабель IHS, кабель USB и кабель питания
Затем подключите кабель IHS, USB-кабель и шнур питания к соответствующему разъему.
порты на корпусе электронного блока. Подключите USB-кабель к компьютеру
и включите питание электронного блока.
-
Затяните муфты двигателя
На этом этапе муфты двигателя оси Y и оси X установлены, но еще не установлены. тугой. На этом этапе мы полностью затянем все муфты двигателя, используя процедуру, описанную в следующее видео. Электронный корпус должен быть включен, чтобы двигатели имели удерживающий момент. Примечание: это относится к 4-винтовым стальным муфтам, но процедура затяжки и проверки относится и к алюминиевым муфтам с 2 винтами. Осторожно: чрезмерно крутящий момент может привести к поломке винтов или шестигранного ключа.
Процедура затяжки
- Затяните внутрь винтов до упора.
- Затяните винты снаружи до упора.
- Поверните винты внутри еще на 1/8–1/4 оборота.
- Поверните снаружи и дополнительные 1/8-1/4 оборота
-
Возьмитесь за ходовой винт и попытайтесь повернуть шаговый двигатель задним ходом. Если его можно отодвинуть назад, муфта затянута. Если муфта проскальзывает, повторите предыдущие два шага.
-
Затяните ходовые гайки оси X и оси Y
В этот момент ходовая гайка оси X и обе ходовые гайки оси Y должны быть свободным. Далее, используя FireControl, нам нужно запустить машину в самая положительная позиция X (клавиша со стрелкой вправо) и самая отрицательная Позиция Y (клавиша со стрелкой вниз на клавиатуре). Как только Gantry приблизится к пластины стойки в направлении Y, измените скорость толчкового движения в FireControl до 50 ИПМ. Наконец, переместите машину вниз в направлении Y (отрицательное) повторным нажатием на кнопку толчкового режима до тех пор, пока подшипники в раме не каретки с обеих сторон слегка соприкасаются с пластинами стоек.
Этот шаг необходим для приведения портала в соответствие с планкой. В этот
точка, ваша машина должна выглядеть так, как показано на рисунке ниже.
Затем затяните два болта на ходовой гайке оси X, как показано ниже. Лапка крепления свинцовой гайки должна быть затянута от руки на оси X. перевозка.
Затем затяните два болта, удерживающие монтажный выступ свинцовой гайки оси X. к каретке оси X, как показано ниже.
Наконец, затяните четыре болта на каждой ходовой гайке оси Y (с обеих сторон).
гентри), как показано ниже.
-
Установка плазменного резака и прокладка кабеля резака
СТОП
Убедитесь, что провод плазменного резака имеет достаточную слабину. чтобы не оказывать подъемной силы на плавающую ось Z и систему IHS. Невыполнение этого требования приведет к ошибкам, генерируемым системой IHS.
Установите резак плазменного резака в крепление резака и затяните два нержавеющих крепления (4 крепления из нержавеющей стали при использовании крепления механического резака) для крепления резака. Быть осторожно, чтобы не перетянуть корпус горелки или ограничить движение внутренних компонентов, так как это может привести к потере дуги и осечки.
Посадка должна быть плотной
чтобы фонарь не крутился в креплении.
Используя прилагаемые ремни на липучке, проложите кабель резака вдоль кабельной трассы. стержень с достаточным провисанием, чтобы перемещаться по всей режущей поверхности.
Ось Z и определение начальной высоты
CrossFire PRO оснащен плавающим ползунком Z-Axis в сборе . Главная
Функция узла оси Z заключается в перемещении резака вверх и вниз по мере необходимости для
процесс механизированной резки. Это включает перемещение горелки вниз для прожига,
перемещая его дальше вниз для резки и втягивая значительно выше поверхности пластины
для быстрого перемещения между резами. Другая функция узла оси Z — начальная.
Датчик высоты (IHS). В начале каждого реза резак приводится в движение по оси Z.
до поверхности металла. При контакте горелки с материалом
размыкается нормально замкнутый электрический выключатель, который предупреждает
контроллер движения, что текущая позиция Z совпадает с верхней поверхностью
плита. IHS позволяет получить почти идеальный прожиг и первоначальный рез
высоты, несмотря на то, что материал не является плоским.
Переключатель IHS также играет второстепенную роль, если он размыкается во время процесса резки (т. е. если горелка соприкасается с материалом), резак автоматически и быстро перемещайтесь вверх на 1/16 дюйма, чтобы восстановить высоту зазора. Этот Функция резко снижает риск повреждения резака.
Ниже приведена схема, на которой показаны некоторые ключевые компоненты узла оси Z.
Правильно обслуживаемый узел оси Z обеспечит долгие годы бесперебойной работы. Однако, если у вас возникли проблемы с осью Z и системой IHS, проконсультируйтесь В следующей таблице приведены основные причины и меры по устранению неполадок.
| Выпуск | Возможная причина | Корректирующее действие |
|---|---|---|
| Выключатель IHS срабатывает до того, как резак коснется пластины | Направляющие оси Z загрязнены, что препятствует свободному скольжению Z-салазок |
Очистите направляющие оси Z растворителем, чтобы удалить любые отложения. |
| Контакты переключателя загрязнены |
Используйте сжатый воздух для удаления пыли и мусора с контактов переключателя. |
|
| Преднатяг подшипника с V-образной канавкой слишком велик, что препятствует свободному скольжению Z-салазки |
С помощью гаечного ключа на 5 мм поверните ось эксцентрикового подшипника против часовой стрелки, чтобы уменьшить подшипник. предварительная загрузка. |
|
| Недостаточное провисание кабеля резака, из-за чего выключатель IHS размыкается в крайних углах конверт для резки |
Увеличьте величину провисания кабеля резака. |
|
| Значение напряжения THC Live Volt не равно нулю, несмотря на то, что плазменный резак не срабатывает. | Для правильной работы контакты переключателя IHS электрически изолированы от остальная часть машины. Если проводящая среда (например, химически обработанная грунтовая вода) может соедините небольшой зазор между контактом латунного винта и ходовым винтом, это подаст питание кадр машины с низким напряжением, которое считывается контроллером THC. |
Используйте сжатый воздух для удаления грязи/воды между латунным контактом переключателя и проводом. винт. Нанесите диэлектрическую смазку на контакты, чтобы предотвратить повторение проблемы. |
| Чрезмерный люфт подшипника оси Z | Оси эксцентриковых подшипников не отрегулированы и нет предварительного натяга между V-образным пазом
подшипники и рельсы. |
С помощью гаечного ключа на 5 мм поверните оси эксцентриковых подшипников по часовой стрелке. Обязательно предварительно загрузите подшипники на минимально возможное количество, чтобы обеспечить нулевой или минимальный люфт, а также убедиться, что Z-ползун может свободно скользить вверх и вниз. |
Электропроводка плазменного резака
CrossFire был разработан для совместимости с плазменными резаками, оснащенными ручным резаком. или машинная горелка. Ручной фонарик позволяет оператору запускать и останавливать резку, нажимая и отпуская резак курок.
Razorweld Плазменные резаки, приобретенные через Langmuir Systems, поставляются с функцией plug ‘n play
Факельный пожарный порт
позволяет быструю настройку.
Проводка плазменного резака для CrossFire PRO идентична CrossFire, поэтому следуйте инструкциям.
Инструкции можно найти в Руководстве по CrossFire, ссылка на которое приведена ниже.
Руководство по сборке CrossFire — проводка плазменной резки
Сборка подставки для ноутбука
Если вы заказали подставку для ноутбука Langmuir Systems, следуйте этим инструкциям по сборке.
Материалы
Детали
- (1) Лоток
- (1) Вертикальная опора
- (1) Монтажный кронштейн
Оборудование
- (4) Подставка для ноутбука HW Винт с плоской головкой, 10-32 x ½»
- (4) Подставка для ноутбука HW Washer, #10
- (4) Подставка для ноутбука HW Контргайка, 10-32
- (2) Подставка для ноутбука HW Винт с головкой под торцевой ключ, ¼–20 x ½»
- (2) Подставка для ноутбука HW Washer, ¼ дюйма
- (2) Подставка для ноутбука HW с зубчатой фланцевой гайкой, ¼-20
Инструменты
- Крестовая отвертка
- Ключ 3/8
- Гаечный ключ 7/16 дюйма
- Шестигранный ключ 3/16″
- Гаечный ключ 9/16 дюйма
Инструкции
-
Закрепите лоток на вертикальной опоре с помощью показанного оборудования подставки для ноутбука.
- Прикрепите вертикальную опору к монтажному кронштейну с помощью аппаратное обеспечение изображено. Винты можно оставить слегка ослабленными, если поворотная способность ограничена. желанный.
- Прикрепите эту подставку для ноутбука к переднему левому углу машины. с помощью болтов опорной плиты.
Что дальше
Установка и подключение LS-THC
Подсоедините дополнительный блок LS-THC и подключите его к плазменной резке с помощью направляющей регулировки высоты резака.
Установите программное обеспечение для проектирования
Просмотрите рабочий процесс программного обеспечения и следуйте нашему руководству по Fusion 360 CAD и CAM, чтобы начать проектирование деталей!
Установите FireControl
Используйте руководство FireControl для загрузки и установки программного обеспечения, используемого для управления вашим PRO .
Запустите программу взлома
Загрузите программу взлома PRO с нашей страницы загрузок и запустите ее с помощью FireControl.
Сделайте первые надрезы
Начните вырезать детали с помощью PRO !
Юридический
Гарантия
На всю продукцию Langmuir Systems распространяется 12-месячная ограниченная гарантия на оборудование и 6-месячная ограниченная гарантия на электронику. Условия гарантии перечислены ниже:
- Гарантийные преимущества распространяются только на первоначального покупателя и истекают в случае перепродажи товаров. Вы должны предоставьте подтверждение покупки и уникальный серийный номер вашей машины (если применимо) по электронной почте до может быть предъявлен гарантийный иск.
- У покупателя есть 30 дней после доставки, чтобы сообщить о недостающих предметах и запросить их. Ленгмюр
Systems отправит недостающие товары покупателю в течение 10 рабочих дней. Компания Langmuir Systems имеет
право отказать в замене товаров любому покупателю, если он подозревает, что они не соответствуют действительности. Покупатель
несет ответственность за замену любых недостающих предметов по истечении 30-дневного периода.
- Langmuir Systems гарантирует, что полученные товары не имеют дефектов в течение 12 месяцев для
механическое оборудование и 6 месяцев на электронику. Предметы, отвечающие следующим условиям, будут
заменены бесплатно:
- Товары, полученные в дефектном и непригодном для использования состоянии.
- Изделия, которые становятся дефектными и непригодными для использования после использования в результате изготовления, проектирования,
или дефект материала.
- Гарантия не распространяется на следующие типы дефектов:
- Дефекты, не влияющие отрицательно на функциональность изделия. Примеры могут включать царапины, вмятины, вмятины и потертости на поверхности.
- Дефекты, вызванные неправильной сборкой.
- Дефекты, вызванные неправильным использованием.
- Дефекты, вызванные неадекватным или неправильным текущим обслуживанием.
- Дефекты, вызванные неправильным хранением предмета или воздействием на предмет элементы.
- Дефекты, вызванные естественным износом.
- Если поврежденный или дефектный элемент покрывается гарантией, Langmuir Systems оставляет за собой право
потребовать, чтобы дефектный товар был отправлен обратно, прежде чем поставлять замену. Ленгмюр
Systems предоставит транспортную этикетку для покрытия расходов на обратную отправку. Покупатель
ответственный за обработку и упаковку. Langmuir Systems будет поставлять либо отремонтированные, либо фирменные
новый товар на замену в течение 5 рабочих дней с момента получения дефектного товара.
Политика возврата и возмещения
Все продукты, продаваемые напрямую компанией Langmuir Systems, подлежат возврату и возмещению. Условия Политика возврата и возврата указана ниже:
- Только первоначальный покупатель товара имеет право вернуть товар и получить возмещение. Доказательства покупка необходима для того, чтобы иметь право на возмещение.
- Возврат должен быть запрошен в течение 30 календарных дней после доставки товара. Возвращаться
запросы после периода приемлемости будут отклонены.
- Покупатель несет ответственность за все расходы по доставке и обработке, связанные с доставкой товара. назад.
- Предметы, подлежащие возврату, должны соответствовать всем следующим требованиям:
- Товар должен быть в неиспользованном состоянии.
- Товар не должен иметь дефектов.
- Товар должен быть получен в оригинальной упаковке.
- Langmuir Systems проверит товар в течение 5 рабочих дней с момента его получения. Покупатель будет сообщается, если он прошел проверку и, таким образом, имеет право на возмещение.
- Если Langmuir Systems приходит к выводу, что элемент соответствует требованиям права на возмещение,
за первоначальную сумму сделки за вычетом 20% комиссии за пополнение запасов будет выдан Покупателю в течение
5 рабочих дней после завершения проверки.