alexxlab
alexxlab Как правильно паять полипропиленовые трубы
Детали нагреваются до 260 °C и связываются так сильно, что место соединения оказывается прочнее, чем сама труба.
1. Приготовьте материалы и инструменты
- Трубы;
- фитинги;
- салфетки;
- перчатки;
- паяльник;
- ножницы для труб;
- рулетка;
- карандаш;
- уровень;
- изопропиловый спирт.
2. Составьте схему трубопровода
Соединение полипропиленовых труб осуществляется довольно просто, но — как и с любой другой конструкцией — перед началом работ желательно подготовить примерную схему монтажа.
Набросайте на бумаге чертёж с расположением точек врезки, запорной арматуры и других нужных деталей. Так вы сможете сразу прикинуть длину труб, а также определить расположение, тип и количество необходимых фитингов.
Поскольку при соединении нагреваются оба конца трубопровода, для удобства монтажа важно, чтобы один из них оставался свободным. Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
Часть труб с фитингами можно собрать на столе, а затем установить в нужном месте, выполнив всего один стык. Всё это поможет предусмотреть схема сборки.
3. Подготовьте паяльник
Вообще, прибор правильно называть «сварочный аппарат». Процесс соединения полипропилена проходит без использования припоя, а значит — это сварка, а не пайка. Мы будем использовать оба термина.
Установите на платформу паяльника насадки нужного диаметра и зафиксируйте их винтом с помощью ключа. Если работаете с трубами нескольких размеров — используйте дополнительную пару гильз.
Выставьте температуру нагрева на 260 °С и включите прибор в сеть. На нагрев потребуется 10–20 минут. О готовности к работе сообщит светодиодный индикатор. Еще около 5 минут нужно подождать перед сваркой первого стыка.
При нагревании полипропилена выделяются вредные пары и дым, которые лучше не вдыхать. Поэтому во время работы проветривайте помещение.
4.
 Сделайте разметку
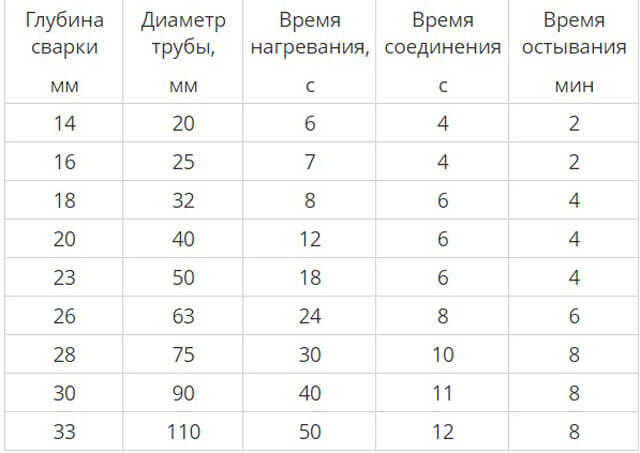
Сделайте разметкуПока паяльник греется, подготовьте трубу и фитинги. Для качественной сварки они должны входить друг в друга строго на определённую глубину. Недостаточное погружение приведёт к плохому соединению, а чрезмерное — уменьшит или полностью закупорит проходное сечение выдавленным пластиком. Вот рекомендуемые большинством производителей значения для самых распространённых размеров:
Как видите, глубина пайки зависит от диаметра труб и фитингов.
Чтобы не ошибиться, отмерьте необходимую длину трубы с учётом припуска на стык и поставьте чёрточку карандашом. Затем на нужном расстоянии от этой метки нарисуйте ещё одну черту — она будет служить ориентиром во время сварки.
Например, нам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 270 мм. Для фитингов диаметром 25 мм глубина пайки — 18 мм, значит, добавляем к 270 ещё 36 мм (по 18 с каждой стороны). В итоге получается 306 мм — именно такой кусок трубы надо отсечь.
5. Отрежьте трубу
Для резки полипропилена используются специальные ножницы, которые ещё называют труборезом. Они позволяют легко отсечь толстостенную трубу и получить ровные края без заусенцев.
Установите ножницы строго перпендикулярно трубе и совместите лезвие с первой меткой. Придерживая трубу одной рукой, второй нажимайте на рукоятки ножниц до тех пор, пока деталь полностью не разрежется.
Важно получить ровный торец, чтобы труба равномерно вошла в фитинг и одинаково спаялась по всему диаметру. Если отрезать косо, то выпирающая часть войдёт слишком глубоко и расплавленный полипропилен выдавится, уменьшив внутренний диаметр фитинга.
Если край получился неровным и позволяет запас, лучше отрезать ещё раз. Если же длина впритык — подровняйте торец, удалив всё лишнее острым ножом.
6. Обезжирьте детали
Согласно инструкциям всех производителей свариваемые детали полагается обезжиривать для качественного соединения.
Очистите трубы от любых загрязнений. Слейте остатки воды и тщательно протрите салфеткой или туалетной бумагой насухо. Обработайте поверхности фитингов и труб смоченной в изопропиловом спирте тряпочкой.
Этим же спиртом легко стереть все надписи на трубах и придать им более эстетичный вид.
7. Нагрейте трубу и фитинг
При работе с горячим паяльником есть риск получить серьёзные ожоги, поэтому обязательно используйте защитные перчатки. Детали различных размеров нужно греть в течение определённого времени. Чем больше диаметр — тем дольше.
Для надёжного соединения полипропилен важно не перегреть, иначе материал станет текучим, расплавится и перекроет фитинг изнутри.
Вставьте в соответствующие гильзы паяльника сначала фитинг, затем трубу. Проталкивая детали, не проворачивайте их вокруг своей оси и не наклоняйте. Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Трубу вставляйте на отмеченную ранее глубину, до тех пор, пока расплавленный полипропилен не дойдёт до карандашной чёрточки. Только после этого отсчитайте положенное время.
Все указанные данные справедливы для работ при окружающей температуре около 20 °С. Если в помещении холоднее 5 °С, то время нагрева увеличивается примерно в два раза.
8. Сварите стык
Не проворачивая и не наклоняя, быстро снимите с насадок сначала трубу, а затем фитинг и соедините обе детали в нужном положении относительно друг друга. Не суетитесь, но и не мешкайте — у вас в запасе 4–6 секунд.
Подержите трубу и фитинг неподвижно около 5 секунд, чтобы стык зафиксировался. В этот момент допускается провернуть соединение не более чем на 10 градусов, чтобы откорректировать его положение.
Полное время остывания, после которого можно нагружать место сварки, составляет от 2 до 4 минут.
Остатки полипропилена с насадки легко удалить бумажной салфеткой, пока паяльник горячий.
Если очищать уже остывшие гильзы — есть риск повредить тефлоновое покрытие.
9. Проверьте соединение
Определить качество сварки можно по небольшому равномерному наплыву на конце фитинга. Если его нет, то, возможно, стык недогрет и герметичность будет под вопросом. Если наплыв слишком большой — трубу, скорее всего, перегрели, и она оплавилась внутри, частично и полностью перекрыв проходное сечение.
Для тех, кто впервые имеет дело со сваркой полипропилена, не лишним будет сначала попрактиковаться и сварить несколько тренировочных стыков. Учиться лучше на прямых муфтах. В отличие от уголков и других фитингов сложной формы, их легко хорошо осмотреть после пайки не только снаружи, но и изнутри.
сантехника — пайка труб с мапп газом
спросил
Изменено 1 год, 9 месяцев назад
Просмотрено 2к раз
Я пытаюсь вскрыть некоторые паяные соединения на 1/2-дюймовой линии холодной воды в жилом доме, и у меня возникают проблемы с этим.
- сантехника
- пайка
2
Если это медная труба и она действительно была припаяна (с использованием оловянно-свинцового сплава или более современного бессвинцового припоя), то пропан должен подойти. Тем не менее, MAPP (первоначально метилацетилен-пропадиен-пропан, но теперь стабилизированный сжиженный нефтяной газ с пропиленом) будет нагреваться быстрее и, с осторожностью здравого смысла, не расплавит трубу. То есть не нагревайте трубу, пока она не станет желтой; красный или оранжевый подойдет.
Если труба была припаяна серебряным припоем, который часто используется в системах отопления, вентиляции и кондиционирования, пропана недостаточно: вы должны использовать MAPP, чтобы нагреть ее до нужной температуры.
Пропан и МАПП полностью сгорают. Вам не нужно беспокоиться о выхлопе: во всех случаях результатом является водяной пар и углекислый газ. Так же, как когда животные выдыхают.
1
Газ MAPP – это то, что вам нужно. Он горит горячее, поэтому быстрее нагреет трубу. Он даже нагреет трубу, если в линии есть немного воды, чего пропан не сделает.
Есть все разные типы, размеры и стили от разных производителей. Это только один пример.
я бы сказал, что обычный газ пропан, используйте флюс, равномерно нагрейте его, и припой доберитесь до плавления и потока, я использовал его раньше, и просто убедитесь, что вы засунули немного легкого хлеба в трубу, чтобы вода не капала, так как у вас уже есть мапп, не доводите его до кипения, держите пламя на расстоянии
7
Вопреки совету хорошего друга, который был сантехником, я несколько раз использовал окси-ацетилин (например, при сварке кузова автомобиля и т. д.) даже на трубах, все еще содержащих воду, и пока я жду, пока припой не расплавится. , это до тех пор, пока тепло должно быть там. MAPP, похоже, близок к этому, поэтому должен справиться с этой задачей. Но — я занимаюсь сваркой уже много десятилетий.
д.) даже на трубах, все еще содержащих воду, и пока я жду, пока припой не расплавится. , это до тех пор, пока тепло должно быть там. MAPP, похоже, близок к этому, поэтому должен справиться с этой задачей. Но — я занимаюсь сваркой уже много десятилетий.
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя адрес электронной почты и пароль
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie

Краткий обзор пайки и пайки в сантехнике
Сантехника, вероятно, является одним из наиболее важных аспектов строительства. Он управляет движением воды для всего здания или дома. Типичная водопроводная система включает в себя систему водоснабжения и систему глубокого сброса воды, и все они соединяются с помощью пайки труб.
Система водоснабжения состоит из ряда трубопроводов, зависящих от давления воды. Домохозяйства в жилых районах или квартирах обычно имеют два источника воды.
«Городская вода» или муниципальный водопровод является наиболее распространенным источником воды в современных жилых районах. Этот источник воды подключен к каждому дому через огромную магистральную трубу и поступает из природных источников, таких как озера или реки.
Для населения, проживающего в местах, не подключенных к магистральному водоснабжению, основным источником воды являются колодцы. Затем вода из этих колодцев под огромным напором закачивается в каждое домашнее хозяйство.
Типы сантехнических труб: различные сокращения
Если вам нужна лучшая сантехническая система для вашего дома или участка, полезно ознакомиться с различными типами сантехнических труб, представленных на рынке. Жесткие медные трубы, оцинкованная сталь и чугун — распространенные материалы, используемые в старых домах. Но благодаря развитию технологий были разработаны новые экологически чистые материалы.
Современные водопроводные трубы внешне похожи, но есть существенные различия в используемых материалах, прочности и долговечности. Вот наиболее распространенные сантехнические трубы и их сантехнические аббревиатуры, которые могут пригодиться при обсуждении труб в хозяйственных магазинах.
PEX
PEX, сантехнический акроним для сшитого полиэтилена, является одной из недавно разработанных труб, созданных для обеспечения прочности, позволяющей выдерживать сильное давление воды. Несмотря на свою жесткость, PEX все еще достаточно гибок, чтобы проходить через стены и подпольные пространства. Эта водопроводная труба используется в основном для подачи воды и имеет цветовую маркировку для горячей и холодной воды. PEX — это недорогой, но очень удобный материал для промышленной и бытовой сантехники.
Эта водопроводная труба используется в основном для подачи воды и имеет цветовую маркировку для горячей и холодной воды. PEX — это недорогой, но очень удобный материал для промышленной и бытовой сантехники.
ПВХ
ПВХ, аббревиатура сантехнических труб из поливинилхлорида, является нарицательным названием современной бытовой сантехники. Если вы сравните ПВХ с традиционными сантехническими материалами, такими как оцинкованная сталь или чугун, вы сразу же заметите разницу только по весу. Трубы из ПВХ также имеют более длительный срок службы и относительно недороги, что делает их хорошим выбором для ирригации.
АБС
АБС или акрилонитрил-бутадиен-стирол выглядит как труба из ПВХ, за исключением того, что он только черного цвета. Трубы из АБС в основном используются для дренажных линий.
Пайка и пайка: знание того, как работать с сантехническими трубами
Если вы подумываете заняться сантехническими работами своими руками или хотите больше узнать о сантехнической стороне строительства, пайка и пайка — это два термина, которые будут часто появляться в разговоры. Пайка против пайки — это спор, который так же стар, как само ремесло сантехника.
Пайка против пайки — это спор, который так же стар, как само ремесло сантехника.
При работе с металлическими трубами пайка твердым припоем и пайка являются двумя важными процедурами для понимания труб. Были ошибочные представления, что эти два процесса одинаковы. Однако это не совсем так. По определению, как пайка твердым припоем, так и пайка — это процессы, которые включают плавление стороннего источника (например, припоя) для соединения металлоконструкций — или, в данном случае, металлических труб.
Пайка и пайка отличаются по температуре. При соединении соединений пайка требует минимум 840 градусов по Фаренгейту. Пайка труб обычно используется для соединения медных труб, потому что это обеспечивает более прочное соединение. Однако пайка соединяет их стыки для металлических труб, используемых в сантехнике.
Процесс пайки
Пайка труб — более простая процедура, чем пайка, поскольку для нее требуются материалы и более низкие температуры. Новичок может быстро освоить основы пайки труб.
Сначала подготовьте следующее:
- Самозажигающийся фонарь (Самозажигающийся фонарь создает однородную головку, которая экономит время и энергию, чем спички или зажигалка)
- Резак для трубок — обеспечивает чистые разрезы с прямыми концами для более аккуратной посадки.
- Стальная щетка – Тщательная очистка концов повышает эффективность пайки. Используйте наждачную шкурку и немного наждачной бумаги после очистки внутренней части стальной щеткой, чтобы еще больше сгладить трубу перед пайкой.
- Припой – металлический сплав, используемый для сплавления металлических деталей.
Подготовив эти материалы, начните с тщательной очистки и сушки труб, чтобы сэкономить время и силы. Оставшаяся на трубах влага только ослабит припой. Если трубы необходимо изменить в размерах или опрокинуть, используйте труборез, а стальная щетка очистит область разреза.
После очистки труба готова к нанесению флюса. Флюс помогает защитить припой от утечек. Выровняйте трубы и подготовьтесь к их пайке одну за другой. Зажгите горелку, обеспечив правильное нагревание припоя, что обычно является ключом к успеху при пайке труб.
Выровняйте трубы и подготовьтесь к их пайке одну за другой. Зажгите горелку, обеспечив правильное нагревание припоя, что обычно является ключом к успеху при пайке труб.
Процесс пайки
Пайка является стандартной процедурой для трубопроводов высокого давления, поскольку готовое изделие прочнее и долговечнее. Как правило, для тяжелых трубных работ. Для пайки и пайки медных труб требуется один и тот же процесс, но для пайки требуется более высокая температура.
Трубы для пайки припоем часто классифицируют в соответствии с используемыми методами. Часто в процессе пайки используются два разных метода нагрева: метод локализованного нагрева и метод диффузного нагрева.
В методе локального нагрева тепло, необходимое для плавления стороннего источника, поступает от пламени горючего газа. Источник газа может варьироваться от ацетилена, газообразного водорода и пропана. Методы локализованного обогрева намного дешевле и проще.
С другой стороны, метод диффузионного нагрева включает в себя плавление части металла, который необходимо спаять, и последующее расплавление в нем стороннего наполнителя.
4 способа пайки труб
- Пайка горелкой – Использование самозажигающейся горелки
- Индукционная пайка
- Пайка в печи – Сантехники помещают флюс в область, требующую соединения, и помещают их в печь, где флюс будет плавиться.
- Пайка сопротивлением – Это приложение электричества к материалу. Сопротивление материала электричеству выделяет тепло, которое плавит флюс.
Этапы пайки труб
Говоря о пайке и пайке, важно дать представление о том, как работает этот процесс. При пайке обычно есть шесть шагов для выполнения работы. Вот общие шаги для пайки труб.
- Создание надлежащего зазора – Чтобы начать процесс, необходимо подготовить металл, который будет подвергаться процессу. Между металлами должен быть зазор не менее 0,005 дюйма, чтобы наполнитель работал.

- Очистка материалов – Это особенно важно при работе с металлами. Пайка не может работать должным образом, если поверхность материала все еще грязная. Очистите металлические трубы и сгладьте все шероховатости, чтобы убедиться, что наполнитель будет действовать соответствующим образом.
- Флюс – Этот процесс включает в себя нанесение флюса на материалы, которые необходимо спаять. Флюс представляет собой соединение, которое часто бывает в жидкой форме и предназначено для защиты поверхностей соединения во время нагревания.
- Сборка – Когда ваш материал будет готов, самое время приступить к самому процессу пайки. Точно выровняйте детали и убедитесь, что вставки подходят.
- Пайка – Процесс пайки состоит из двух частей: нагрева основного металла и нанесения наполнителя. Убедитесь, что нагреваете оба металла равномерно, чтобы наполнитель точно сел без каких-либо затруднений.
- Очистка соединения – После пайки важно очистить соединение от остатков флюса.