 alexxlab
alexxlab При какой температуре паять полипропиленовые трубы, Aqua-Info
От того, насколько точно подобрана температура пайки при проведении работ по монтажу полипропиленовых труб, зависит качество и долговечность готовых коммуникаций. Помимо этого необходимо учесть как длительность нагрева материала, так и продолжительность его остывания. В материале представлена таблица, позволяющая понять, при какой температуре паять полипропиленовые трубы 20 мм, 25 мм и т.д.
Правильный подбор показателей будет способствовать повышению надёжности мест стыков. Если не соблюдать установленные требования, их прочность будет гораздо ниже, а сама коммуникация прослужит меньше.
Типы полипропилена и его особенности
В ходе изготовления полипропиленовых труб могут использоваться различные типы полимеров. Каждый из них подходит для эксплуатации в определённом температурном режиме. Это может быть:
- PN10. Выдерживает температуру не выше +40 °C, поэтому изделия из него предназначены лишь для трубопроводов холодного водоснабжения.

- PN16. Используется в сетях с температурным режимом до +60 °C.
- PN20. Является универсальным типом, подходящим для прокладки труб как холодного, так и горячего водоснабжения. Выдерживает до +95 °C, но с условием, что данное максимальное значение достигается только на непродолжительное время.
- PN25. Может использоваться в условиях продолжительного воздействия температуры свыше +95 °C.

При несоблюдении вышеуказанных требований и температуры пайки полипропиленовых труб, изделия быстро начнут деформироваться и изнашиваться. Также большое значение имеет и давление, на которое рассчитаны трубы из полипропилена конкретной марки. Вследствие этого выбор изделий для прокладки коммуникаций по принципу «что подешевле» не допустим. Результаты подобного подхода к делу могут быть самыми печальными: от возникновения протечки до разрыва трубопровода.
Диаметр полипропиленовых труб
Диаметр труб подбирается исходя из текущих требований и гидравлических расчётов. Представленная на рынке линейка размеров позволяет покрыть любые потребности. Для использования в домашних условиях чаще всего достаточно изделий диаметром до 40 мм. С большими домашнему мастеру сталкиваться практически не приходится – они предназначены для магистралей.
Представленная на рынке линейка размеров позволяет покрыть любые потребности. Для использования в домашних условиях чаще всего достаточно изделий диаметром до 40 мм. С большими домашнему мастеру сталкиваться практически не приходится – они предназначены для магистралей.
Цветные полипропиленовые трубы
Различие труб по цвету никак не говорит об их технических характеристиках. Но наличие цветных полос даёт полезную информацию, помогающую не перепутать различные марки изделия при проведении монтажа: синяя полоска говорит о том, что труба предназначена только для холодного водоснабжения, красная – подходит и для горячего. Лучше конечно ориентироваться на буквенно-цифровую маркировку, как более информативную.
Пайка полипропиленовых труб
В ходе проведения пайки концы полипропиленовых труб нагреваются, в результате чего содержащийся в них полимер размягчается. При соединении разогретых таким образом изделий возникает процесс, называемый диффузия. Молекулы взаимно проникают друг в друга, что приводит к самопроизвольному выравниванию их концентрации и созданию прочной молекулярной связи. Таким образом, спайка получается достаточно надёжной и герметичной. Однако при несоблюдении температурного режима диффузия происходит неравномерно или с нарушениями, поэтому качество такого стыка получается низким.
Таким образом, спайка получается достаточно надёжной и герметичной. Однако при несоблюдении температурного режима диффузия происходит неравномерно или с нарушениями, поэтому качество такого стыка получается низким.
Внимание! Лучше паять строго указанное время, иначе излишний перегрев изделий повлияет также пагубно, как и недогрев. Детали деформируются, повреждается их геометрия, на внутренней стороне швов образуются наплывы. Последнее приводит к тому, что на месте стыка диаметр трубы уменьшается, а это серьёзно сказывается в дальнейшем на напоре воды.
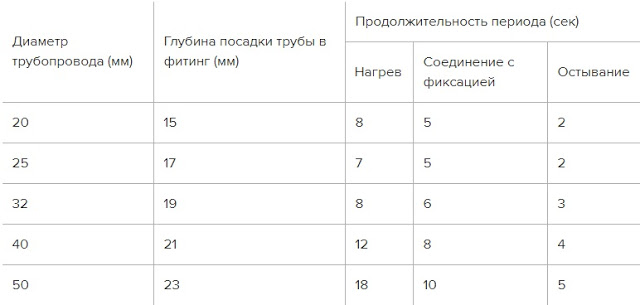
Продолжительность воздействия паяльником на концы полипропиленовых труб напрямую зависит от их диаметра. Также нужно учитывать условия внешней среды. Проводить работы допускается при температуре воздуха не ниже -10 °C и не выше +90 °C.
Влияние внешней среды на процесс спайки может быть достаточно сильным. Дело в том, что между снятием с паяльника труб и их стыковкой проходит определённое время, за которое они начинают остывать. Чем ниже температура воздуха, тем быстрее это происходит, и тем хуже становится качество шва. Чтобы исправить положение, рекомендуется немного увеличивать продолжительность нагрева изделий. Если диаметр труб равен 20 мм и более, надо паять при температуре окружающей среды строго выше 0 °C.
Чем ниже температура воздуха, тем быстрее это происходит, и тем хуже становится качество шва. Чтобы исправить положение, рекомендуется немного увеличивать продолжительность нагрева изделий. Если диаметр труб равен 20 мм и более, надо паять при температуре окружающей среды строго выше 0 °C.
При какой температуре паять полипропиленовые трубы
Приведённая далее таблица наглядно демонстрирует зависимость времени нагревания и охлаждения от диаметра трубы.
Оптимальной температурой паяльника для соединения полипропиленовых труб считается 260 °C. Допустимо увеличивать этот показатель до 280 °C, но следует помнить, что в этом случае наружный слой полимера будет прогреваться больше внутреннего, и качество шва несколько ухудшится.
Спайка труб, армированных стекловолокном, производится с теми же показателями. Перед началом работы их необходимо обработать шейвером, чтобы снять наружный армированный слой.
Разобравшись, сколько паять полипропиленовые трубы, стоит обратить внимание на следующие особенности работы:
- Недопустимо нарушать порядок проведения работ, когда исполнитель пропускает последний стык по причине невозможности установки паяльника между трубами.

- Отдельные детали нельзя нагревать последовательно. Их температура во время стыковки должна быть одинаковой, иначе процесс диффузии пройдёт неравномерно.
- Между местом спайки и паяльником не должно быть большого расстояния, чтобы исключить потери тепла. Оптимально – до 1,4 м.
Соблюдение соответствия температурного режима установленным технологическим требованиям и использование качественного паяльника являются залогом высокого качества производимых работ. Готовые коммуникации прослужат продолжительное время, а возникновение проблем в процессе эксплуатации сведётся к минимуму.
Как паять полипропиленовые трубы в труднодоступных местах
Если верить производителям, то срок эксплуатации труб из полипропилена составляет более 45 лет, что делает их наиболее востребованными сегодня в системах водоснабжения и отопления. Но нужно отметить, что такой срок службы возможен только при соблюдении оптимальных условий.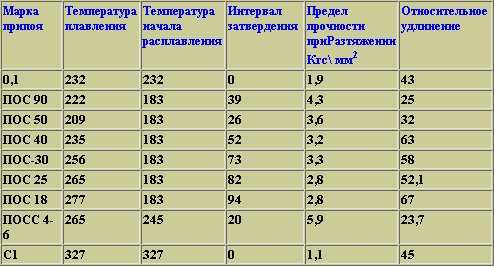
По внешнему виду трубы из полипропилена можно разделить на элементы с черным, серым, а также белым или зеленым покрытием. Причем трубы черных оттенков наименее подвержены действию ультрафиолета. Благодаря большому сроку их службы можно трубы из полипропилена устанавливать как внешне, так и внутри стен. А чтобы знать, как правильно сделать выбор труб отопления, необходимо ознакомиться с их классификацией:
- трубы PN10 чаще всего применяют для систем холодного водопровода, а также при монтаже «теплого пола» с температурой не более 45 °C;
- трубы PN16 хороши в системах холодного трубопровода с высоким напором, а также в системах центрального отопления, где наблюдается несколько низкий напор;
- трубы PN20 являются универсальными, потому как применяются как в системах холодного, так и горячего водопровода с температурой жидкости до 75 °C;
- трубы PN25 производители дополнительно укрепляют, поэтому они незаменимы при установке в системах с высоким напором.

Как правильно паять полипропиленовые трубы
Для монтажа труб из полипропилена поперечной длиной до 6 сантиметров своими руками обычно применяют зажимный или раструбный метод пайки (см. видео). И тот, и другой способ предусматривает использование специальной вспомогательной детали – зажимного устройства. Для соединения труб с резьбой чаще всего применяют фитинги. Паять полипропиленовые трубы большого диаметра, т.е. более 6 сантиметров, рекомендуется методом стыка, который не требует применения дополнительных элементов и поэтому является более надежным.
Для пайки полипропиленовых труб поперечной длиной до 4 сантиметров можно использовать ручной сварочный аппарат, а для соединения труб большого диаметра, т.е. больше 5 сантиметров, – устройство с центрированными приспособлениями. Соединяются части труб между собой путем нагрева при помощи насадок сварочного аппарата. Паяльник устанавливается обязательно на горизонтальной поверхности и закрепляется. Специальные насадки для полипропиленовых труб нужного размера в нем должны быть зафиксированы еще до его нагревания.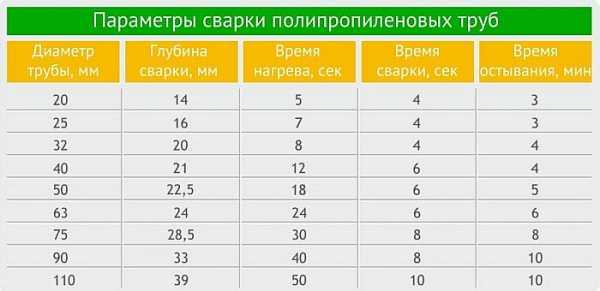 Температура нагревания аппарата обычно доходит до 260 °C за 12-14 минут.
Температура нагревания аппарата обычно доходит до 260 °C за 12-14 минут.
Нужно отметить, что паять трубы из полипропилена нельзя при слишком низкой температуре воздуха, ведь это очень влияет на качество соединений. Например, при слишком высокой температуре среды температура нагревания должна быть несколько уменьшена, а при низкой – наоборот увеличена. Первая сварка труб должна проводиться только через 5 минут после полного нагрева аппарата, а по окончанию каждой пайки механизм должен очищаться от ненужных остатков.
Пайка в углах
Трубы из полипропилена для пайки в углах должны обрезаться своими руками только под углом 90 градусов (см. видео). Кроме того их концы должны зачищаться и обезжириваться. Для того чтобы обеспечить плавное прохождение труб в углах во время пайки используют зажимное устройство или фитинги. Глубину вхождения труб в них обозначают еще перед началом работ. Чтобы паять трубы их вместе с угловой насадкой помещают в сварочный аппарат и нагревают до необходимой температуры. В конце пайки трубам дают время на остывание. Особенно это касается элементов с негрубыми стенками, которые могут легко деформироваться.
В конце пайки трубам дают время на остывание. Особенно это касается элементов с негрубыми стенками, которые могут легко деформироваться.
В труднодоступных местах
Работать с трубами из полипропилена своими руками в труднодоступных местах достаточно сложно, так как требуется точность движений. При получении хоть малейших искривлений, особенно для элементов большого диаметра, необходима их срочная замена. Во время пайки аппарат для сварки постоянно должен находиться во включенном состоянии, а нагрев отдельных труб должен проводиться одновременно, как на видео.
Недостаточный их нагрев может привести к тому, что качество соединения будет низким, что в свою очередь приведет к поломке системы в будущем. Перегрев труб из полипропилена при соединении в труднодоступных местах может привести к потере их формы и невозможности введения в зажимное устройство или фитинг.
Поиск правильной температуры сварки для вашего проекта по сварке пластмасс — статьи
21.06.2019
У каждого пластика есть набор параметров (температура, давление, время/скорость), при которых его следует сваривать. Однако идеальная температура для нанесения может варьироваться в зависимости от условий окружающей среды. Если вы выполняете сварку в условиях, далеких от идеальных, единственный способ найти идеальную температуру сварки для вашего проекта — это метод проб и ошибок. Если сварка проводится на открытом воздухе, обязательно периодически в течение дня выполняйте пробные сварные швы, чтобы убедиться, что температура установлена правильно, так как окружающая среда может меняться со временем.
Помня об этом, вот несколько рекомендаций, которые помогут вам сузить начальную температуру в зависимости от свариваемого материала:
|
Материал |
Темп. горячего воздуха. |
Расход воздуха (л/мин |
|
Полиэтилен высокой плотности |
300 — 320 |
40 — 50 |
|
ПП |
305 — 315 |
40 — 50 |
|
НПВХ |
330 — 350 |
40 — 50 |
|
ПВХ-Х |
340 — 360 |
40 — 50 |
|
ПВХ-П |
300 — 370 |
40 — 50 |
|
ПММА |
320 — 370 |
40 — 60 |
|
ПВДФ |
365 — 385 |
45 — 55 |
Сварка другого пластика? См. наши более подробные температурные диаграммы для ручной сварки и экструзионной сварки.
наши более подробные температурные диаграммы для ручной сварки и экструзионной сварки.
Имеются также индикаторы, помогающие определить правильную температуру. Окончательным признаком правильной температуры сварки является прочный сварной шов
Индикаторы: температура сварки слишком ВЫСОКАЯ
- Материал обесцвечивается, подгорает или сгорает
- ПП и ПЭ – материал с обеих сторон сварного шва имеет блестящую поверхность
- ПВХ – материал с обеих сторон сварного шва имеет матовую поверхность или коричневый цвет
- Ручная сварка — сварочный стержень полностью сплющен или смазан
- Экструзионная сварка — при зондировании материала в зоне предварительного нагрева перед сварочным аппаратом глубина проплавления значительно превышает 0,5 мм
- Наличие дыма — дым является признаком слишком высокой температуры сварки
Индикаторы: температура сварки слишком НИЗКАЯ
- Сварной шов легко рвется
- Ручная сварка – сварочный стержень сохраняет большую часть своей первоначальной формы (почти не сплющивается) и не проникает глубоко в основной материал
- Экструзионная сварка — при контроле материала в зоне предварительного нагрева перед сварочным аппаратом проплавление менее 0,5 мм
Индикаторы: Температура сварки ХОРОШАЯ
- ПП и ПЭ – материал с обеих сторон сварного шва матовый
- ПВХ – материал с обеих сторон сварного шва имеет блестящую поверхность
- Ручная сварка — сварочный стержень частично сплющен и может иметь небольшой валик, спускающийся по обеим сторонам сварного шва.

- Примечание. Это также зависит от надлежащего давления при сварке
- Экструзионная сварка — при зондировании материала в зоне предварительного нагрева перед сварочным аппаратом глубина провара составляет примерно 0,5 мм
Прочтите нашу статью об оценке сварочного шва, чтобы узнать, на что обращать внимание при сварке.
Первоначально опубликовано: 22.10.2014
Типы припоя — руководство по покупке Томаса электрический провод к клемме или разъему. В концепции пайки используется металлический сплав, температура плавления которого ниже температуры плавления соединяемых объектов. Для пайки тепло подается с помощью горелки или других средств, например, к стыку между медной трубой и коленом трубы, и после достаточного нагрева припой может быть помещен в стык, и он расплавится и потечет, чтобы герметизировать стык и обеспечить прочная связь между медной трубой и коленом трубы.

Пайка отличается от других методов соединения металлов, таких как пайка или сварка, как температурой, используемой для создания соединения, так и результирующей прочностью соединения. Общепринятое определение пайки, данное Американским обществом сварщиков, состоит в том, что пайка происходит при температурах ниже 840 o F (450 o C). Процессы склеивания при более высоких температурах производят более прочные соединения, которые не подвержены ползучести, вызванной напряжением.
Припой в основном применяется в сантехнической промышленности, где припой сантехников используется для обеспечения герметичных соединений в трубах, и в электронной промышленности, где электрический припой используется для соединения компонентов схемы с печатными платами (PCBs), проводки жгуты и разъемы, например.
Часто используются три основных типа припоя, а именно:
- Кислотный припой
- Припой с канифолью
- Твердый припой
Припои также доступны в различных форм-факторах, и существуют припои для конкретных приложений или отраслей. В этом руководстве представлен краткий обзор различных типов припоя с учетом типа сердечника, сплава или материала, форм-фактора и области применения.
В этом руководстве представлен краткий обзор различных типов припоя с учетом типа сердечника, сплава или материала, форм-фактора и области применения.
типов припоя по Core Style
Припойс кислотным сердечником состоит из припоя, изготовленного в виде проволоки, но с полым сердечником, заполненным флюсом на кислотной основе, который является более прочной и агрессивной формой очищающего флюса. Использование флюса для пайки помогает удалить и предотвратить образование оксидов металлов, препятствующих образованию прочного паяного соединения. Эти припои предназначены для использования со сталью или другими металлами, но требуют очистки остатков флюса после завершения пайки во избежание коррозии. Кислотные припои чаще всего используются в сантехнике для соединения металлических труб или листового металла.
Припой с сердечником из канифоли также изготавливается с полым сердечником внутри проволоки припоя, но используемый флюс представляет собой более мягкую разновидность канифоли, которая представляет собой твердую форму смолы, полученной из хвойных деревьев, таких как сосна. Остаток флюса, связанный с припоем со смоляным сердечником, не вызывает коррозии и поэтому используется для изготовления паяных соединений в электрических приложениях, где может быть трудно удалить остатки флюса после завершения операции пайки.
Остаток флюса, связанный с припоем со смоляным сердечником, не вызывает коррозии и поэтому используется для изготовления паяных соединений в электрических приложениях, где может быть трудно удалить остатки флюса после завершения операции пайки.
Кислотные и канифольные припои характеризуются как припои с флюсовым наполнителем или самофлюсующиеся припои.
Припои с твердым сердечником, в отличие от разновидностей кислотного или канифольного сердечника, не имеют полого сердечника, заполненного флюсовым материалом. Вместо этого эти припои состоят из сплошной проволоки, состоящей из припоя или материала. Флюс необходимо наносить отдельно в случае использования твердого припоя.
Типы припоя по сплаву или материалу
Существует множество сплавов или материалов, используемых для производства припоев для различных применений. Как правило, пропорция элементов, используемых в припоях, будет определять температуру плавления припоя, которая затем согласуется с возможными применениями этого припоя.
Одно из основных различий заключается в том, содержит ли припой свинец в качестве элемента. Свинец, хотя и ценится при пайке из-за его низкой температуры плавления, как было показано, представляет опасность для здоровья людей, особенно детей младшего возраста. По этой причине использование бессвинцового припоя в приложениях, где существует потенциальный риск воздействия или выщелачивания в источники воды (например, при использовании для соединения медных труб в линиях подачи питьевой воды), широко используется.
Некоторые примеры бессвинцового припоя включают:
- индиевый припой
- наплавленный латунный припой, представляющий собой чистый цинк или припой из цинкового сплава
- платиновый припой, золотой припой и серебряный припой, которые представляют собой высокотемпературные припои, используемые в качестве ювелирных припоев.
Большинство припоев представляют собой сплавы одного или нескольких элементов. Например, бессвинцовый сплав, такой как серебряный припой, может состоять из 94% олова и 6% серебра. Другие примеры припоев из сплавов без свинца включают:
Другие примеры припоев из сплавов без свинца включают:
- олово-сурьма (95/5)
- олово-медь (97/3)
- олово-серебро (95/4)
Припои на основе свинца используют систему нумерации, которая указывает процентное содержание свинца, а также смешанного металла в сплаве, называемое соотношением свинцового сплава (где первое число — это % олова, второе — % свинца). Обычные сплавы, которые представляют собой оловянные припои, включают:
- 63/37
- 60/40
- 50/50
- 30/70
- 10/90
Типы припоев по форм-фактору
Хотя наиболее распространенным форм-фактором припоя является проволока для припоя, поставляемая на катушках, припой также может быть приобретен в виде стержней припоя, гранул припоя, колец припоя, ленточного припоя, стержней припоя, слитков припоя, фольги припоя и полосок припоя, в зависимости от в приложении. Существуют также шайбы для пайки с предварительным покрытием, которые используются для автоматизации операций пайки сквозных компонентов в электронике.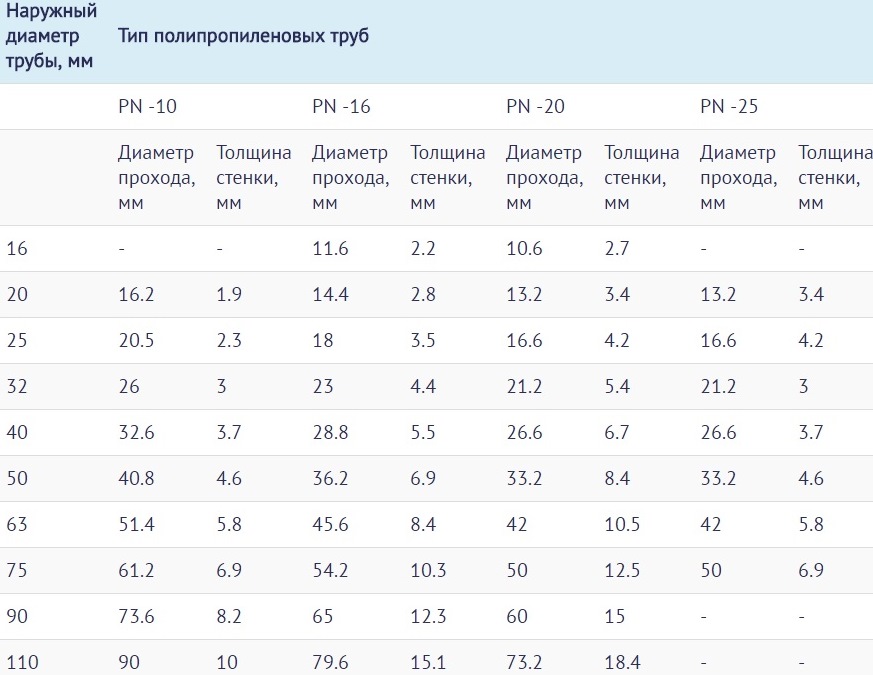 Сферы припоя, продаваемые на лентах и катушках, также могут использоваться в автоматизированных операциях пайки.
Сферы припоя, продаваемые на лентах и катушках, также могут использоваться в автоматизированных операциях пайки.
Типы припоя по применению
Хотя наиболее широко припой используется в сантехнике и электронике, этот материал можно использовать и в других целях. Припой для самолетов должен соответствовать условиям окружающей среды, которые включают вибрацию и термоциклирование. При ремонте радиаторов автомобильный припой используется для устранения течи, возникающей в теплообменниках охлаждающей жидкости автомобилей и других транспортных средств. Припой также используется для бытового ремонта и в таких хобби, как создание витражей.
Существуют специальные составы припоев для соединения металлов, которые трудно паять. Примеры их включают алюминиевый припой и чугунный припой.
Резюме
В этой статье представлен краткий обзор распространенных типов используемых припоев с разбивкой по типу сердечника, сплаву/материалу, форм-фактору и применению.