 alexxlab
alexxlab видео урок, инструкция как паять
Для обеспечения качественного результата сварки потребуется стандартный набор инструментов и расходных материалов:
- Сварочное оборудование.
- Резак.
- Шабер.
- Обезжиривающее средство.
- Маркер, измерительные приборы и ветошь для очистки изделий от сторонних элементов.
Подготовка к работе
Для проведения правильного монтажа требуется провести ряд операций:
- Подготовить рабочее место. Перед осуществлением сварочных работ требуется проветрить помещение и очистить его от пыли. На рабочем участке не должно находиться сыпучих элементов, оседающих на горячей поверхности трубы, это приводит к снижению качества шва. Оптимальный температурный режим варьирует в пределах 18 — 30°С. Дополнительно следует обеспечить принудительную вентиляцию.
- Разработать схему водопровода. Указав длину отрезков водопровода и параметры комплектующих на чертеже.


- На сварочном оборудовании устанавливаются насадки, производится включение.
Диффузионная пайка
Для реализации метода потребуется доборная арматура и электронагреватель. Весь процесс заключается в проведении следующих действий:
Размещаются насадки на греющей части паяльника, его температура должна достигнуть отметки 260 гр. В насадки размещаются фитинги (на 2-3 секунды), подвергающиеся нагреву и частичному плавлению.
Инструкция пайки своими руками
- Используя линейку, маркер и резак, отмечается отрезок трубы, необходимой для спила. До этого делается пробная резка трубы, позволяющая проверить уровень заточки прибора.
- С торца снимается фаска и, ликвидируются заусеницы. При сечении труб от 4 см ее торец срезается под углом в 35-45°, что позволяет предотвратить появление задиров при пайке.

- Перед тем как спаять полипропиленовые трубы, необходимо проверить соединяемые изделия на отсутствие наружных повреждений и плотного прохождения элемента водопровода в соединительную часть без люфтов и перекосов. Если люфт не соответствует по параметрам, необходимо выбрать другую доборную часть.
- Соединительные части прочищаются спиртом или оцетоном. На окончании труб с помощью маркера помечается уровень погружения с учетом зазора в 1 мм, позволяющего предупредить деформацию изделий при спайке.
- Выбирается пара нагревательных насадок заданного диаметра. Их покрытие очищается обезжиривающим раствором с использованием ветоши и осуществляется проверка свободного вхождения в них соединительных изделий без большого люфта.
- Готовится электрический паяльник. На его греющей части крепятся заданные насадки, паяльник монтируется на подставке и подводится к электрической сети. На термостате нагревательного устройства выставляется метка для достижения желаемой температуры.

Вставка труб
Вставка соединительных деталей осуществляется после автоматического отключения термостата. Время нагрева — 2-3 секунды. При трудном погружении изделий в насадки, можно их немного прокрутить вдоль оси. Поверх внутренней насадки размещается фитинг. На внешнюю насадку устанавливается конец трубы.
Их извлечение после прогрева производится в обратном порядке. Это объясняется большей толщиной стенок соединительной части и необходимостью в длительном нагреве.
Стыковка труб
После прогрева изделия снимаются с насадок паяльника и плавно размещаются друг в друга до достижения отмеченных маркером границ. Повороты соединений по отношению друг к другу не допустимы. Необходимо контролировать соосность образованного стыка.
По факту скрепления, изделия выдерживаются в фиксированном положении на протяжении 2-3 секунд, ориентируясь на табличные данные параметров спайки.
Если при нагреве детали неплотно размещаются на насадках, в момент плавления можно их слегка прокручивать. Однако, следует придерживаться угла поворота до 10 гр. В момент соединения изделия должны фиксироваться в одном положении.
Эксплуатация трубопровода допускается через час после соединения. При наличии дефектов на определенном участке трубы, его следует отрезать и заново сварить.
Плюсы методики
- Легкость монтажа.
- Дешевизна доборных элементов и электрического паяльника.
К недостаткам можно отнести неудобство применения прибора на труднодоступных участках.
Раструбная сварка армированных труб
Сварка труб, армированных алюминием, требует предварительного удаления наружного полипропилена и алюминиевой прослойки на глубину плавления. Этому послужит специальный резак или острый нож. Это требование не распространяется на трубы, армированные стекловолокном.
Нагрев и стыковка труб осуществляется по технологии:
- Подготовительный этап.
После обрезки и зачистки концов трубы, измеряется угол среза. Он должен составлять 90° для придания плотности состыковки при соединении. На трубе отмечается глубина сварки с учетом прибавки 2 мм.
- Сварочные работы. Одновременно вставляются изделия в дорн и в гильзу. Продержав заданное количество времени, производится соединение сварных элементов.
- При остывании конструкции не рекомендуется производить механическое воздействие.
Стыковая сварка
Стыковочная сварка чаще применяется для труб с большим сечением и толщиной. Технология пайки состоит из нескольких этапов:
- Обработки торцовой части с помощью резака.
- Разогрева через сварочное зеркало зачищенной части.
- Сварки расплавленных изделий с помощью механического давления.

Этот метод хорошо зарекомендовал себя, благодаря прочности шва (не ниже самого изделия) и автоматизации процесса. Весь процесс может производиться в полевых условиях.
Способ сварки электрофитингом
Электрофитинги являют собой разные соединительные детали с особой конструкцией, во внутренней части размещены встроенные электрические нагреватели с выведенными наружу контактами.
Ход работ:
- Для начала процесса требуется запустить аппарат через автоматический режим на заданный промежуток времени (см. таблицу). Отключение произойдет автоматически. Дополнительно следует проверить уровень выталкивания пластика через контрольные точки на инструменте.
- Нарезаются отрезки заданной длины и обрабатываются обезжиривающим средством. Трубы очищаются с наружной стороны, а фитинг — с внутренней. Маркером ставится метка для прохождения фитинга.

- Готовые изделия вставляются в электрический фитинг и фиксируются, к внешним контактам подключается сварочное оборудование посредством провода. Под воздействием встроенного электронагревательного элемента осуществляется частичное плавление внутренней части фитинга и спайка с трубой.
Холодная сварка
Реже используется метод по соединению труб через агрессивный клей. Аналогично пайке, склеивание труб начинается с заготовки элементов:
- Нарезки.
- Очистке от жира.
- Установки меток глубины проникновения.
Нанесение клея производится на соединительные элементы по отдельности. В заданном положении детали находятся близко 15 сек. Сам процесс эксплуатации производится через час. На протяжении этого времени соединенные изделия должны оставаться в неподвижном состоянии.
Метод соединения труб клеем сопоставим со сваркой.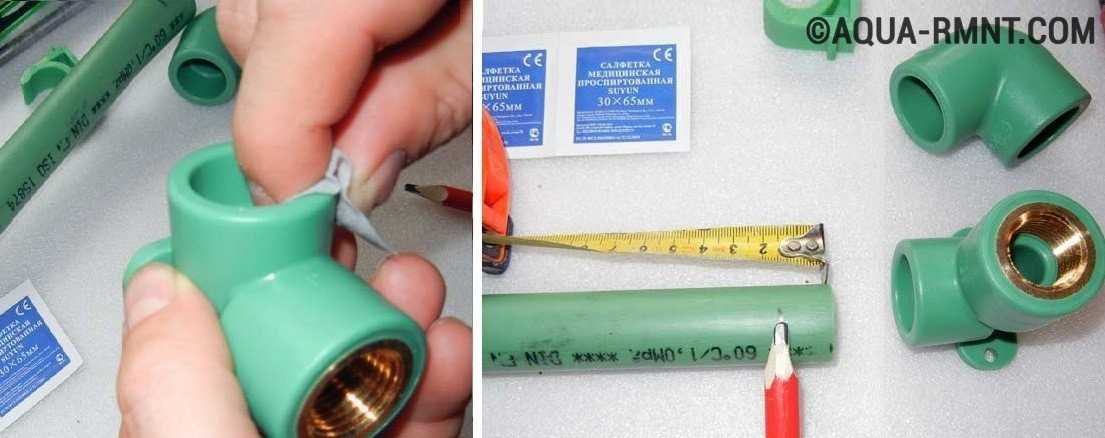
Сварка на труднодоступных участках
Для осуществления сложных монтажных работ необходимо разбить магистраль на составные части. Их пайка производится по отдельности. Затем осуществляется переход к самой большой и неудобной части.
Присоединяются изделия с меньшими параметрами. Один участок трубы жестко фиксируется на стене, предоставляя возможность отогнуть соединяемый элемент для размещения в насадке. Монтаж нагретых элементов должен производиться одновременно.
Сварка с использованием компрессионных фитингов
Краткая инструкция:
- Используя фаскосниматель, удаляются заусенцы и создается фаска для сохранения уплотнительного кольца при прохождении труб через фитинг.
- Замеряется на контуре глубина вхождения в фитинг для определения сопряжения труб со стопором.

- Труба обрабатывается смазкой.
- Подготавливается фитинг. Его можно полностью разобрать или послабить зажимную гайку.
- Осуществляется компрессионная сварка труб с переходником. Надевается зажимная гайка на трубу, на ней устанавливается цанга и корпус. На другом конце трубы размещается уплотнитель, закручивается гайка сначала рукой, потом ключом.
- Если в процессе участвует разборной фитинг, трубу заводят до стопорного кольца и зажимают гайку.
Распространенные ошибки
На первых этапах знакомства с технологией соединения труб не исключена возможность образования ряда ошибок. Для их предотвращения ниже приведен ряд рекомендаций:
- Недостаточный уровень прогрева паяльника приводит к снижению температурного режима. Это влияет на снижение качества сварки и образования протечки. Для исключения подобной ситуации, перед первой пайкой устройство прогревают до получения номинальной температуры (на протяжении 5 мин.

- Под особый контроль попадает время плавления полипропилена на этапе прогрева. Если передержать изделие, материал сильно размягчается и деформируется. Отверстие может стать полностью перекрытым.
- Длительная стыковка изделий между собой образует плохой сварной шов. Детали успевают охладиться, что негативно отражается на результате.
- До начала работ рекомендуется проверить все фитинги. При наличии трещин или геометрических нарушений формы изделий, трубопровод получится низкого качества.
- Вся комплектация должна быть изготовлена одним производителем. Выпуск изделий под разными брендами основные отличия в температуре плавления.
Если первая спайка завершилась неудачно, не рекомендуется применять фитинг повторно. Окончание трубы потребуется срезать.
Важные рекомендации
Кроме времени термического воздействия, необходимо придерживаться определенных правил пайки, напрямую влияющих на качество и эффективность технологии:
- В процессе эксплуатации сварочное оборудование должно быть подключено.
 Минимальное время между 2-мя пайками составляет не менее 5 мин.
Минимальное время между 2-мя пайками составляет не менее 5 мин. - Нагрев двух соединительных изделий должен производиться одновременно.
- Предварительная разметка на поверхности трубопровода обеспечит соблюдение правильной глубины сварочных швов. Она также выступает в качестве ориентира для правильного размещения двух деталей по отношению друг к другу.
- Не рекомендуется проворачивать детали на этапах соединения и остывания нагретых частей. Это способствует нарушению целостности сварного слоя и утере герметичности.
Таблица с размерами и временем сварки
Для получения качественного соединения, следует ориентироваться на параметры сечения элементов и температуры внешней среды:
Приведенная в табличных данных длительность нагрева соединительных элементов актуальна для проведения работ при температуре 20°С. Для более суровых условий требуется увеличить длительность нагрева.
Для более суровых условий требуется увеличить длительность нагрева.
По завершению монтажных работ следует обязательно пустить воду через магистраль и проверить места стыков на отсутствие протечки.
Видео уроки
Написать отзыв
Ваше имя:
Ваш EMail: (не для публикации)
Ваш город:
Ваш отзыв:
Примечание: HTML разметка не поддерживается! Используйте обычный текст.
Оценка: Плохо Хорошо
Введите код, указанный на картинке:
Какие существуют типы припоя?
Припой — это материал, который используется для постоянного соединения объектов, таких как трубы или провода. Основное применение пайки в сантехнике — это соединения без утечек. В электронной промышленности пайка используется для соединения проводов компонентов схемы.
Основное применение пайки в сантехнике — это соединения без утечек. В электронной промышленности пайка используется для соединения проводов компонентов схемы.
Для пайки сантехники на место соединения медной трубы и фитинга нагревается горелка. После нагревания припой помещается в стык и плавится и течет, чтобы герметизировать его. Это соединение обеспечивает соединение между трубой и фитингом.
Припой представляет собой металл или металлический сплав, который исторически состоял из свинца и олова в различных пропорциях. Сегодня бессвинцовый припой доступен в соответствии с Законом о безопасной питьевой воде, который ограничивает количество свинца, используемого в портативных системах водоснабжения.
Давайте рассмотрим три различных типа пайки.
Типы припоя
1. Припой на основе свинца
Свинцовый припой, изготовленный из свинца и олова, используется в большинстве электронных производственных приложений для образования прочной связи между соединениями других металлов, таких как медь и алюминий. Припой на основе свинца не используется для водопроводных труб.
Припой на основе свинца не используется для водопроводных труб.
2. Бессвинцовый припой
Бессвинцовый припой обычно имеет более высокую температуру плавления, чем обычный припой.
● Оловянно-сурьмяный припой: Содержит 95 % олова и 5 % сурьмы. Этот тип припоя не содержит свинца и поэтому безопасен для водопроводных сетей. Разработан для использования в сантехнике, где происходят частые резкие перепады температуры и вибрации (холодильники, холодильное оборудование и теплопроводы, также используется для пайки электроники. Мы рекомендуем использовать кислотный сердечник 95/5 для работы с воздуховодами и канифольный сердечник 95/5 для электрики. Диапазон плавления составляет от 450 ° F до 464 ° F и имеет неограниченный срок хранения.
● Припой медно-оловянный: Содержит 97 % олова и 3 % меди. Бессвинцовый и безопасный для водопроводных сетей, этот тип припоя предназначен для запотевания медных и латунных сантехнических соединений. Диапазон плавления составляет от 440 ° F до 572 ° F, и он имеет неограниченный срок хранения.
Диапазон плавления составляет от 440 ° F до 572 ° F, и он имеет неограниченный срок хранения.
● Серебросодержащий припой: Содержит серебро, медь, висмут и олово. Этот припой, не содержащий свинца и безопасный для водопроводных сетей, идеально подходит для латуни с низким содержанием свинца. Он имеет широкий диапазон плавления (от 420°F до 460°F), что дает больше времени для пайки соединений.
Типы флюса
Флюс предназначен для очистки труб и фитингов от поверхностного окисления. Все флюсы Oatey не содержат свинца, соответствуют требованиям NSF и имеют срок годности два года с даты изготовления.
Существует четыре типа флюса, которые вы можете выбрать в зависимости от области применения:
● Флюс на нефтяной основе (или вазелиновый флюс): Промывка требуется и разработана для обеспечения превосходных смачивающих свойств для улучшения текучести припоя. Этот флюс совместим со всеми распространенными припоями для сантехники, такими как медь, металлы с медным покрытием, латунь, цинк, оцинкованное железо, свинец и олово.
● Водорастворимый флюс: Смываемый водой и совместимый со всеми распространенными припоями для сантехники, он менее коррозионно-активен, поскольку самоочищается внутри трубы при протекании воды по линиям. Этот флюс имеет более узкий диапазон температур при нагреве, но работает со всеми припоями.
● Флюс для жаркой погоды: Специально разработанный для жаркого климата, этот флюс не расслаивается при температуре до 135°F.
● Флюс для лужения: Доступный как в водорастворимой, так и в нефтяной формуле, этот флюс обогащен частицами луженого порошка для предварительного лужения труб и улучшения текучести припоя, а также обеспечивает равномерный нагрев фитинга. Последнее необходимо при пайке латунных систем с низким содержанием свинца или трубопроводов большого диаметра. Он совместим со всеми распространенными припоями для сантехники.
Дополнительные советы
● В некоторых случаях вместе с припоем могут понадобиться расходные материалы. Большинство наборов для пайки включают щетку для крепления проводов, наждачную ткань и, в зависимости от типа припоя, контейнер с флюсом и щетку для флюса.
Большинство наборов для пайки включают щетку для крепления проводов, наждачную ткань и, в зависимости от типа припоя, контейнер с флюсом и щетку для флюса.
● Если вы паяете рядом с чем-то легковоспламеняющимся, рассмотрите возможность использования Oatey Flame Protector, чтобы поверхность не загорелась и не загорелась. Поместите пламегаситель между соединением и поверхностью, чтобы предотвратить повреждение.
● При использовании припоя в вашем следующем проекте мы рекомендуем вам ознакомиться с инструкциями производителя по применению конкретного продукта и рекомендациями по безопасности.
См. Джейн Дрилл — Улучшение дома своими руками
См. Джейн Дрилл — Улучшение дома своими руками сиджейн
- Как построить площадку для домашних животных на открытом воздухе, которая понравится вашей собаке
-
Как построить площадку для домашних животных на открытом воздухе, которая понравится вашей собаке
сижане
Как построить площадку для домашних животных на открытом воздухе, которая понравится вашей собаке Лия демонстрирует, как уложить гравийную площадку для домашних животных с помощью брусчатки TrueGrid.
 Copyright 2018, См. Январь…
Читать далее
Copyright 2018, См. Январь…
Читать далее
- Добро пожаловать на Джейн Дрилл!
-
Добро пожаловать, чтобы увидеть Джейн Дрилл!
сижане
- Пригласите Лию на следующую конференцию или торговую выставку!
-
Пригласите Лию на следующую конференцию или выставку!
сижане
Лия готова выступить и выступить на вашем следующем семинаре, конференции, выставке или мастер-классе! Чтобы узнать больше информации о хо… Читать далее
- Отклейте раздвижную дверь патио
 com/wp-content/uploads/2017/09/sliding-door-pic-2-50×50.jpg»>
com/wp-content/uploads/2017/09/sliding-door-pic-2-50×50.jpg»> Отклейте раздвижную дверь патио
сижане
Посмотрите это видео, чтобы узнать несколько советов от Лии, которые помогут вашей медленно движущейся или застрявшей двери снова плавно скользить! Copyright 2017, См. Джейн Дрилл, Все буровые… Читать далее
- Как разместить большую лестницу в маленьком автомобиле
-
Как поместить большую лестницу в маленькую машину
сижане
Лия демонстрирует, как пользоваться телескопической лестницей и как легко она помещается в багажник небольшого автомобиля. Чем хороша эта лестница, так это тем, что ее можно перемещать… Читать далее
- Ресурсы для самостоятельного изготовления
