 alexxlab
alexxlab Стоимость услуг пайки полипропиленовых труб
Мастер
Евгений Савелюк
12 апреля 2022, Мытищи
Демонтаж старой отделки, монтаж, замена сантехники, Нужна консультация специалиста по необходимым видам работ, укладка напольного покрытия., Укладка плитки., Дизайн-проекта нет., Материалы в наличии., Нужно сделать ремонт под ключ в ванне и туалете, поменять, сантехнику, плитка, освещение, двери.
Отзыв 5
Евгений делал в нашей квартире ремонт сан узла, а именно демонтаж старой плитки, выравнивание стен, положил новую плитку. Сразу видно, что это опытный мастер, предлагал нам различные решения наших задач. Ровно красиво положил плитку. Понравилось, что Евгений мог сам сходить в магазин за каким-то …далее
недостающими материалами, для нас это было просто спасение, потому что в это время мы жили в другой квартире, очень далеко, не могли сами приезжать и что-то докупать.
Также большое спасибо мастеру за новую плитку на кухне (залил пол, положил плитку), помог нам демонтировать старые двери, постелил ламинат, познакомил нас со своими коллегами — установщиком дверей и сантехником.
—
Айгюль
Мастер
Шухрат Базаров
2 октября 2022, м. Нижегородская
Устранение течи., Выполнить работы: в квартире.
Отзыв 5+
У меня была течь слива под ванной, мастер аккуратно без повреждений освободил доступ к наглухо замурованному плиткой месту течи, оценил ситуацию, сходил в ближайший магазин за запчастями и устранил протечку. Также обнаружил еще 2 проблемных места и устранил недочеты предыдущих горе-сантехников, дал .
рекомендации по обслуживанию. Дополнительных трат не навязывает, ранее оговоренную цену заказа не увеличивает после длительного выполнения работ, как это делают многие мастера (работы в общей сложности заняли часов 6). Мусор весь за собой выносит сам. Я очень довольна работой мастера, буду пользоваться сама его услугами и рекомендовать друзьям. Хороший и грамотный специалист и приятный в общении человек. Еще раз спасибо за работу.
—
Татьяна
Мастер
Руслан Байбурин
10 июня 2022, м. Кузьминки
Починить: напольный унитаз., Подтекает снизу. Болты подкручивал — на какое-то время помогало. Сейчас уже такое ощущение, что практически не подкручиваются и не притягивают.
Отзыв 5+
Сказать просто, что это отличный слесарь-сантехник — значит почти ничего не сказать об этом человеке. Он не просто знает свою работу — он живет этой работой в прямом смысле этого слова. Про таких говорят — Мастер золотые руки. И действительно у этого Мастера руки оттуда, откуда надо растут. …далее
Про таких говорят — Мастер золотые руки. И действительно у этого Мастера руки оттуда, откуда надо растут. …далее
Грамотный, продвинутый по своему ремеслу, приветливый, вежливый… В общем много позитивных прилагательных можно перечислять характеризуя этого Мастера. Пишу Мастер с заглавной буквы — именно так и не иначе. По работе замечаний нет. Сделал все профессионально, аккуратно и практично. Учел все нюансы сложностей по разводке труб, их «возрасту» (более 25 лет), проявил в некоторых моментах находчивость и умение завершать даже сложные ситуации и выходить победителем над любыми проблемами. В общем Руслан работает именно так, как и ожидали мы, сделав свой выбор в пользу этого Мастера. Руслан, спасибо огромное за классную работу!
—
Юрий
Мастер
Роман Харитонов
23 июля 2022, м. Проспект Вернадского
Установить смеситель: вентильный., Смеситель крепится: к раковине.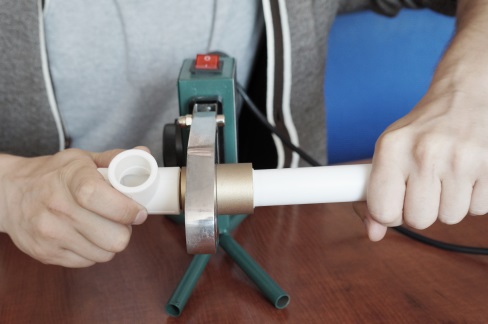 , Смеситель вентильный, раковина из нержавейки, хрущёвка, кран и подводка на фото.
, Смеситель вентильный, раковина из нержавейки, хрущёвка, кран и подводка на фото.
Отзыв 5+
Ну что может быть хуже старой сантехники?.. В бабушкиной кухне потек кран на кухне, воду пришлось перекрыть, чтобы не затопить соседей. Кран и все оборудование еще с советских времён. Но Роман мастерски со всем справился, хоть и пришлось полдня потрудиться. Зато теперь на кухне красуется новый кран. …далее
Сходил с нами в магазин и помог выбрать все, что нужно. Сделал все аккуратно и добросовестно, все необходимое для работы у мастера с собой. Стоимость работы вполне доступна, особенно с учетом того, что работа заняла немало времени. Через день позвонил и спросил, все ли в порядке! Кроме того, что мастер золотые руки, ещё и очень приятный в общении симпатичный человек! Договорились, что остаемся на связи, так что теперь, если какие проблемы возникнут, мы знаем к кому обратиться! Спасибо Роману! Желаем ему всего хорошего!!! Фото до и после прилагаю.
—
Ирина
инструкция, каких ошибок лучше не допускать
Приветствую, дорогие читатели! На смену устаревшим стальным трубопроводам приходят высокотехнологичные полимерные аналоги.
Полипропилен долговечен, легок и прост в уходе, что дает возможность осуществлять сборку изделий из данного материала собственными силами достаточно быстро и с минимальными затратами. Ниже описаны основные моменты при работе с полипропиленом.
Основные особенности при сварке труб из полимерного материала
- Полифузия. Полипропилен крайне термопластичен, на этом и основывается принцип его пайки. Под воздействием температур выше +200 С, он моментально становится пластичным и мягким, а затвердевает при комнатной температуре мгновенно за пару секунд. Примечательно, что характеристики материала и торцевых частей не теряют свойств при высокотемпературной обработке. Единое и целостное соединение заготовленных кромок у труб происходит за счет полифузии, т.
 е. нагрева соединяемых деталей до фрагментарного оплавления их поверхности.
е. нагрева соединяемых деталей до фрагментарного оплавления их поверхности. - «Холодная сварка». Другим способом соединения изделий из полимера являются специализированные жидкие смеси, которые вызывают похожий процесс вследствие химической реакции полипропилена с органическими растворителями в их составе. Такой способ носит название «холодной сварки». Данный метод также просто реализовать своими силами, однако необходимо соблюдать меры безопасности при работе с токсическими веществами, входящими в растворители. Видимо поэтому, такая технология менее популярна в сравнении с полифузией.
Осуществить сборку водопровода из полимерных материалов можно несколькими приемами:
- прямым
- муфтовым
Первым вариантом пользуются для заготовок с диаметром более 40,0 мм из-за утолщенных стенок. При этом следует придерживаться нескольких условий:
· одинаковый размер толщины и поперечного сечения;
· абсолютное совпадение кромок трубы в торцах;
· строгое и четкое расположение всех деталей на одной линии.
Следующим методом соединения труб является муфтовая сварка, применяемая для заготовок с тонкими стенками до 5 мм и диаметром до 63 мм. Данный способ актуален при планировании водопровода и отопления в частном секторе. Чтобы собрать полимерные магистрали необходимо пользоваться дополнительными соединительными тройниками и муфтами с патрубками из того же материала.
Классификация муфт делится на следующие разновидности:
· наконечники с резьбой;
· соединители для пайки под различными углами;
· одно и многоканальные разветвители;
· краны и запорная арматура.
Чтобы осуществить пайку полипропиленовых изделий по технологии муфтовой сварки, используют компактное специализированное оборудование. Научиться работать на нем может даже домашний мастер, как на открытых участках, так и в труднодоступных местах. Метод достаточно прост в применении и не требует привлечения профессионалов.
Инструменты, необходимые для пайки
Начинать работу необходимо с раскроя заготовок, подготовки кромок на торцах, термической обработки элементов и формирования аккуратных стыков. При реализации проекта необходимо пользоваться следующим арсеналом:
При реализации проекта необходимо пользоваться следующим арсеналом:
- слесарным уголком, строительными принадлежностями для разметки (карандаш, маркер) и измерительным прибором;
- роликовым резаком (труборезом) или особыми ножницами;
- ветошью со слоем обезжиривателя;
- аппаратом для сварки (пайки) полимерных изделий;
- парой уплотненных перчаток с анти-скользящим покрытием.
- Инструмент для резки должен быть надежным и удобным в использовании, а именно лезвия хорошо заточены и без дефектов, перпендикулярный срез чистый и ровный без заусенцев. Поэтому в данной работе не следует использовать ножовочное полотно (лобзик, пилу) или болгарку.
- Рабочие кромки необходимо подготавливать с особой аккуратность, для обеспечения герметичного и надежного соединения между заготовками из полипропилена. Следует тщательно устранить пыль, загрязнения, влагу и обезжирить поверхность, используя при этом готовые общестроительные составы или жидкости на спиртовой основе.

- При использовании в работе труб большого диаметра для реализации крупных программ пользуются механическим или электрогидравлическим сварочным оборудованием, которое состоит из торцевателя и станины с блоком управления, уплотненного держателя, динамометра и дискового нагревателя. Фиксацию, коррекцию положения и смещение в таких приборах производят мобильным центратором с ручным управлением в виде рычага или гидравлического привода.
- Для труб с меньшим диаметром и толщиной используют сварочной аппарат, включающий в себя подставку, блок регулировки, держатель, шестигранный ключ и мечевидный (узкая пластина) или цилиндрический (штырек) нагревательный компонент.
Проведение пайки у полипропиленовых заготовок
В ходе манипуляций необходимо соблюдать рекомендуемые заводом временные отрезки при разогреве и формировании узловых соединений между заготовками.
Процесс может различаться из-за размера трубопровода и используемого в работе оборудования.
Общие приемы и технологии
Стыковая сварка содержит в себе два основных момента:
· установление и фиксацию заготовок на оборудовании, с обязательной обработкой кромок торцевателем (вращающимся диском), который в последствии заменят плоским нагревательным элементом;
· прижимание заготовок друг к другу, в следствии чего и осуществляется процесс полифузии.
Необходимо внимательно следить за временем во время плавления стенок и сжатия элементов сварки. Стык формируется с помощью наружных труб и внутренних стенок детали. При термическом воздействии на участки используют дополнительные насадки на установку для пайки, разогретые до +260C. Дальше заготовки помещают друг в друга, фиксируя некоторое количество времени.
Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.

Работа с трубами, армированными алюминием
Сам по себе полипропилен при высоких температурах имеет свойство расширяться, поэтому чтобы этого не происходило, его армируют, используя стекловолоконный материал или алюминий. Во втором случае проблем при пайке и эксплуатации не возникает. Армирование металлом производят внутри трубы либо с внешней стороны оболочки.
Важно устранить с наружного слоя изделия алюминиевую фольгу для избегания дополнительного нагрева, исключения разности диаметров и образования непрочного соединения.
Читайте так же — ТОП — 11 лучших аппаратов для сварки полиэтиленовых труб (ПНД)
При пайке пользуются шейвером – полым дюралюминиевым цилиндром, имеющим внутри корпуса стальные лезвия. Можно не беспокоиться о параметрах толщины и глубины срезов, так как инструмент оснащен удобным ограничителем.
Внутреннюю поверхность заготовок очищают, чтобы не допустить контакта алюминия с водой во время использования труб и исключить активацию процессов электрохимических реакций, которые разрушают армирующую фольгу и разгерметизируют контактный узел. В данном случае при подготовке заготовок к пайке используют торцеватели, внешне похожие на шейвер, но с расположенными лезвиями во внутреннем торце.
В данном случае при подготовке заготовок к пайке используют торцеватели, внешне похожие на шейвер, но с расположенными лезвиями во внутреннем торце.
Работа с полипропиленом при отрицательной температуре
При пониженной температуре сборка претерпевает изменения в плане ключевых временных отрезков при нагревании и стыковке заготовок, в связи с тем, что полимер на морозе очень хрупкий и сложный в раскрое. Следует обратить внимание и на транспортировку.
Работу лучше производить в помещении с отоплением и температурой окружающей среды выше 5C, чтобы не допустить процесса кристаллизации и крошения изделий.
При этом чем ниже температура воздуха, тем дольше производится процесс нагрева полипропилена. Рекомендуется прогреть материал приблизительно до +20C, а после использовать нормированный таймер. Соединять элементы стоит в укоренном темпе из-за быстрого остывания труб и получения полноценного процесса полимеризации.
Таблица времени пайки полипропиленовых труб| Условный диаметр трубы, мм | Время нагрева для оптимальной диффузии, сек | Время на спайку деталей, сек | Время на охлаждение деталей, мин |
| 20 | 5-8 | 8 | 2 |
| 25 | 7-11 | 10 | 3 |
| 32 | 8-12 | 12 | 4 |
| 40 | 12-18 | 20 | 5 |
Ошибки, влияющие на качество работ
- Самыми частыми ошибками при работе является пренебрежение установленными требованиями в момент подготовки труб и несоблюдение временных интервалов.

- Пропуск процесса обезжиривания, халатное отношение к состоянию кромки, недостаточная чистота и сухость материала могут привести к нарушению монолитности и разрыву соединений.
Излишний перегрев и чрезмерное сжатие приведет к сужению внутреннего диаметра, что также повлечет расстыковку и засорение канала.
Полипропиленовые трубы и дополнительные фитинги следует приобретать у одного завода -производителя, чтобы избежать разнородности материала и быстрого выхода из строя собранного водопровода. Трубы могут иметь различную норму нагревания, фиксацию и остывание. Ведь у каждого изготовителя своя собственная технология производства и индивидуальная рецептура.
видов, как выбрать какие лучше приобрести
Трубы полипропиленовые прочно заняли нишу материалов для домашнего водоснабжения и отопления. Их монтаж прост и удобен, если сравнивать со сборкой стальной проводки. Для сварки пластиковых стыков необходим специальный паяльник для полипропиленовых труб.
Их монтаж прост и удобен, если сравнивать со сборкой стальной проводки. Для сварки пластиковых стыков необходим специальный паяльник для полипропиленовых труб.
Но как правильно выбрать и на что смотреть перед покупкой — такие нюансы знает далеко не каждый обыватель. Эти вопросы мы подробно рассмотрим в статье, обратив внимание на устройство, принцип работы и существующие конструкции оборудования.
Также приведем ряд важных критериев, которые важны при выборе паяльника. Ведь перед его покупкой необходимо ознакомиться не только с видами, но и с ключевыми характеристиками, которые позволят приобрести устройство, соответствующее запланированной работе.
Содержание статьи:
- Виды сварки полипропиленовых труб
- Существующие конструкции паяльников
- Паяльное оборудование
- Принцип работы прибора
- Критерии выбора моделей розеток
- Критерий №1 – потребляемая мощность оборудования
- Критерий №2 – типы нагревательных насадок
- Критерий №3 – компании-производители
- Критерий №4 – паяльное оборудование
- 2 Покупка и продажа Советы по эксплуатации
- Выводы и полезное видео по теме
Виды сварки полипропиленовых труб
Соединить элементы пластиковой разводки из полипропиленовых труб можно с помощью резьбовых фитингов или тремя способами сварки:
- электромуфта;
- приклад;
- колоколообразный.

Принципиальное отличие пайки полипропиленовых труб до 63 мм и более от этого типоразмера.
Трубы малого диаметра (до 63 мм) соединяют раструбным способом, то есть путем вставки обрезанного края одной трубы в расширенный край (раструб) фитинга. Раструбный способ соединения обеспечивает высокую степень герметичности за счет большой площади контакта двух спаянных изделий и абсолютного совпадения их диаметров.
Галерея изображений
Фото
Для производства раструбной сварки ПП труб используется паяльник с насадками, предназначенными для расплавления соединяемых полимерных деталей
Специальная подготовка для проведения сварных соединений полипропиленовых труб не требуется.Трубы для транспортировки холодных сред обычно просто протирают обезжиривающим средством
Перед выполнением сварного соединения полипропиленовые трубы просто разрезают обычной ножовкой или ножницами для резки полимерных труб
Армированные полипропиленовые трубы сложнее подготовить к сварке. На глубину соединения их необходимо очистить от внешнего полимера и следующего за ним алюминиевого слоя
На глубину соединения их необходимо очистить от внешнего полимера и следующего за ним алюминиевого слоя
Трубы ПП, предназначенные для транспортировки теплоносителя или горячей воды санитарно-технического назначения, очищаются, так как без этой стадии подготовки они не влезут в штуцер
На паяльник устанавливаются насадки — оправка для пайки внутренней части фитинга и втулка для пайки снаружи трубы. Включите, подождите 5 минут и установите детали, которые необходимо соединить с форсунками
На насадках паяльника соединяемые детали следует выдерживать в течение периода, зависящего от толщины стенки и диаметра трубы. Затем их снимают и соединяют быстрым уверенным движением без поворота
Неразборные трубопроводы для водопровода и канализации собираются из полипропиленовых труб. Узлы соединения неразборные
Паяльник для раструбного соединения полипропиленовых труб
Обезжиривание полимерных поверхностей перед склеиванием
Резка ножницами для полимерных труб
Очистка армированной трубы
Результат очистки трубы для горячей воды
Процесс нагрева деталей перед соединением
Соединение оплавленных деталей
Полипропиленовая труба в квартире
т Стыковая сварка
трубопроводов большого давления диаметром от 63 мм и более. Этот способ практически не используется в бытовых целях, поэтому оборудование для стыковой сварки подробно рассматривать не будем. Стоимость такого сварочного аппарата начинается от нескольких тысяч долларов, и приобретают его в основном строительные компании.
Этот способ практически не используется в бытовых целях, поэтому оборудование для стыковой сварки подробно рассматривать не будем. Стоимость такого сварочного аппарата начинается от нескольких тысяч долларов, и приобретают его в основном строительные компании.
Электромуфтовая сварка применяется при соединении полиэтиленовых труб. Изготавливается с использованием муфт со встроенными нагревательными элементами. Он не требует механической обработки концов пайки и возможен в местах с ограниченным рабочим пространством.
К недостаткам электромуфтовой сварки можно отнести высокую стоимость припоя, цена которого начинается от 1500 долларов. При электромуфтовой сварке полимерные детали соединяются равномерно и без наплывов, поэтому этот способ является лучшим, но и самым дорогим.
При соединении ПП труб большого диаметра применяется технология стыковой сварки и соответствующий сварочный аппарат:
Фотогалерея
Фото
При соединении ПП труб с толщиной стенки более 4 мм диаметром более 50 см, для его выполнения применяется технология встык и паяльник
ПП трубы большого диаметра, применяемые при сборке магистральных линий и систем вентиляции, обрезаются для придания торцу четкой геометрической формы
Насадки, выполненные в виде дисков, устанавливаются на паяльник, устройство нагревается, затем на него оплавляются концы соединяемых труб
В комплектации дискового паяльника для ПП труб имеется несколько спаренные диски, поэтому можно выбрать насадку для сборки трубопроводов разного диаметра
Паяльник для ПП труб диаметром более 50 см
Обрезки полипропиленовых труб
Оплавление на дисковом паяльнике
Жала для паяльника
Далее рассмотрим подбор оборудования для раструбной сварки полипропиленовых труб, стоимость которого может окупиться при большом объеме выполняемых работ.
Существующие конструкции паяльников
По внешнему виду оборудование для раструбной сварки пластиковых труб одинаковое и отличается только формой нагревателя.
Может быть двух видов:
- плоский;
- цилиндрический.
Плоский утеплитель (установщики называют его также утюгом для полипропиленовых труб) имеет вид толстой конической металлической пластины. Чем больше масса нагревателя, тем лучше его способность поддерживать стабильную температуру при плавлении пластика. Подробнее о применении утюга для сварки полипропилена мы говорили.
Форсунки для оплавления соединяемых деталей крепятся к нагревателю с помощью болтов, продетых через отверстия в пластине.
Паяльники с плоским нагревателем габаритны и могут опрокинуться, поэтому необходимо заранее положить на пол в рабочем пространстве термостойкий материал
Паяльники с цилиндрическим нагревателем более компактны и удобны в использовании в жестких -доступные места. Форсунки фиксируются на них разъемным хомутом, фиксируемым прижимными винтами.
Форсунки фиксируются на них разъемным хомутом, фиксируемым прижимными винтами.
Паяльники с цилиндрическим нагревателем компактны, но работать с ними в одиночку неудобно. Им нужна устойчивая подставка
В связи с простотой конструкции нагревателя и отсутствием в нем дорогостоящих элементов стоимость паяльников колеблется в пределах 100-200$ в зависимости от их производителя, мощности и комплектации.
Паяльное оборудование
Конструкции паяльников для полипропиленовых труб могут отличаться в деталях, но их основные элементы одинаковы.
В состав оборудования входят:
- корпус;
- обогреватель;
- регулятор температуры; форсунки
- ;
- подставка.
Корпус устройства обычно выполнен из металла, т.к. пластиковые детали могут стать хрупкими из-за постоянного воздействия высоких температур, хотя есть модели с прорезиненными ручками.
Индикаторы нагрева и готовности в разных моделях паяльников могут иметь разный цвет, поэтому их назначение следует читать в инструкции
Электронагреватель (ТЭН) имеет форму конусообразной металлической пластины или толстого стержня цилиндрической формы. Размеры нагревательного элемента зависят от потребляемой мощности и количества надетых на него одновременно насадок.
Размеры нагревательного элемента зависят от потребляемой мощности и количества надетых на него одновременно насадок.
Электронагреватель в виде пластины имеет одно или несколько отверстий для крепления насадок. С увеличением их количества увеличивается мощность паяльника и его стоимость. Стандартная температура нагревателя при сварке труб 260°С, но ее можно регулировать.
Регулятор температуры имеет форму круглой ручки, с помощью которой можно настроить необходимую рабочую температуру. Для контроля готовности паяльника к работе используются индикаторы (обычно красные и зеленые лампочки). При нагреве загорается красный индикатор, а при достижении нагревателем рабочей температуры также загорается зеленый индикатор.
Насадки на плоский нагревательный элемент имеют цилиндрическую форму и называются оправкой и гильзой. Оправка служит для нагрева внутренней полипропиленовой поверхности раструба, а втулка – для размягчения наружного слоя соединяемой трубы.
Насадки для сварочного аппарата должны иметь идеально ровное и гладкое основание – от этого зависит скорость их нагрева и стабильность температуры расплавленного полипропилена
Верхние насадки имеют антипригарное покрытие, чтобы размягченный полипропилен не не придерживаться их. Для каждого диаметра трубы своя насадка. Обычно они идут в комплекте с паяльником в количестве 3-5 пар.
Для каждого диаметра трубы своя насадка. Обычно они идут в комплекте с паяльником в количестве 3-5 пар.
Для цилиндрических нагревателей используются насадки в форме хомута. Их максимальное количество на стержне паяльника зависит от длины нагревателя.
Стойки для сварочного аппарата бывают универсальные и индивидуальные.
По форме они могут быть:
- крестообразные
- П-образные;
- прямоугольный.
Универсальные подстаканники приобретаются отдельно и подходят для большинства паяльников, а индивидуальные имеют специальное крепление, предназначенное для конкретной модели или серии оборудования. Все стенды относительно компактны, но отличаются по весу.
Конструкция и внешний вид подставок могут быть разными, главное, чтобы они обладали необходимым для работы качеством — устойчивостью
Лучшая подставка имеет прямоугольный металлический лист в основании. Такая конструкция наиболее устойчива, но много весит и редко используется в портативных устройствах.
Изредка попадаются паяльники с нагревателями и подставками необычной формы, но широкого распространения они не получили.
Принцип действия прибора
Работа паяльника полипропиленовых труб основана на термическом размягчении поверхностей спаиваемых деталей с последующим их соединением.
Изделие с раструбом одевается на оправку, а отрезанная труба вставляется в отверстие нагретого рукава. Детали прогреваются в течение стандартного времени, указанного в инструкции к каждому паяльнику отдельно. Затем детали снимаются с патрубков и соединяются.
Если вы никогда не занимались подобными работами, рекомендуем ознакомиться с полипропиленовыми трубами.
В процессе сварки труб важно сохранять равномерный нагрев обеих соединяемых деталей, что достигается только качественными насадками
Критерии выбора моделей раструбов
Выбор паяльника для полипропиленовых труб следует начинать с изучения комплектации и характеристик оборудования.
Основными факторами, обеспечивающими долговечность и функциональность данного устройства, являются:
- мощность нагревательного элемента;
- комплект насадок;
- производитель оборудования;
- паяльник стоимость.
К сварочному аппарату практически всегда прилагается вспомогательный инструмент: перчатки, отвертка, рулетка и другие. Поэтому при выборе устройства, особенно через интернет, необходимо учитывать этот нюанс.
Критерий №1 — потребляемая мощность оборудования
Большинство советов по выбору мощности паяльника в Интернете основаны на утверждении, что она должна быть не менее десятикратного размера трубы в миллиметрах. Максимальный диаметр напорных трубопроводов домашних систем редко превышает 63 мм, поэтому рекомендуемая мощность паяльника теоретически должна составлять 500-600 Вт. Однако такой подход не учитывает реальных характеристик оборудования.
Для изготовления нагревателей большей мощности не требуется дополнительных затрат, поэтому большинство паяльников потребляют более 1 кВт
Минимальная мощность большинства паяльных паяльников на рынке 800 Вт, максимальная 2 кВт, поэтому любого из этих устройств будет достаточно для установки систем отопления или водоснабжения дома.
Более мощные паяльники быстро набирают температуру после нагрева очередной пары пластиковых изделий, но, с учетом времени на последующее их соединение, это преимущество не имеет большого значения.
Стоимость оборудования практически не зависит от мощности нагревателя, поэтому ориентироваться на эту характеристику можно только с учетом электробезопасности. Квартирная проводка рассчитана на максимальную нагрузку 3,5-4 кВт, поэтому при использовании двухкиловатных паяльников использование другого оборудования такой же мощности будет ограничено.
Если очень не хочется покупать паяльник с минимальной мощностью, то лучше всего приобрести прибор с потребляемой мощностью 1,2-1,4 кВт.
Критерий №2 — типы нагревательных насадок
Насадки для труб всегда идут в комплекте с паяльником. Они изготавливаются двух видов в зависимости от формы нагревательного элемента. У плоских нагревателей патрубки выполнены в виде цилиндра, закрытого с одной стороны. Они крепятся друг к другу болтом с обеих сторон металлической пластины паяльника.
Оправки и втулки для нагрева цилиндрических стержней имеют полукруглое основание. Пара таких патрубков охватывает ТЭН в виде хомута и крепится двумя болтами.
Данная конструкция паяльника считается более эффективной, так как большая площадь контакта поверхности нагревателя и сопла ускоряет их нагрев и стабилизирует температуру при плавлении полипропилена.
Количество насадок на нагревательном стержне влияет на время, необходимое для размягчения полипропилена при нагреве труб разного диаметра
Оправки и втулки выполнены из металла и покрыты антипригарным покрытием из обычного или металлизированного тефлона. Предотвращает прилипание расплавленного полипропилена к поверхности.
Несмотря на простоту конструкции, форсунки относятся к оборудованию, которое может быстро выйти из строя. Тонкий слой тефлона имеет свойство быстро стираться, после чего насадки приходят в негодность.
Поэтому лучше покупать товары проверенных производителей, за качество которых могут ручаться продавцы в магазинах. Визуально проверить толщину и качество тефлона невозможно.
Визуально проверить толщину и качество тефлона невозможно.
В базовый комплект паяльника обычно входят насадки диаметром 20,25 и 32 мм. Некоторые модели оборудования поставляются с оправкой и втулкой диаметром 40, 50 и 63 мм.
Насадки недешевы, поэтому их стоимость влияет на итоговую цену комплекта снаряжения. Если не предполагается сварка труб больших диаметров, то лучше купить паяльник с минимальным набором насадок, а потом докупить их при необходимости. А при достаточном количестве денег можно сразу приобрести модель сварочного аппарата в максимальной комплектации.
Критерий №3 — компании-производители
Оценить качество паяльника в магазине по его внешнему виду практически невозможно. Исключение составляют только бюджетные китайские модели, которые имеют жестяной корпус, тонкий электрический шнур и минимальную комплектацию.
Качество сварочных аппаратов во многом зависит от страны производителя. Крупные фабрики могут выходить только на крупные экспортные рынки, поэтому именитых компаний в этой сфере мало.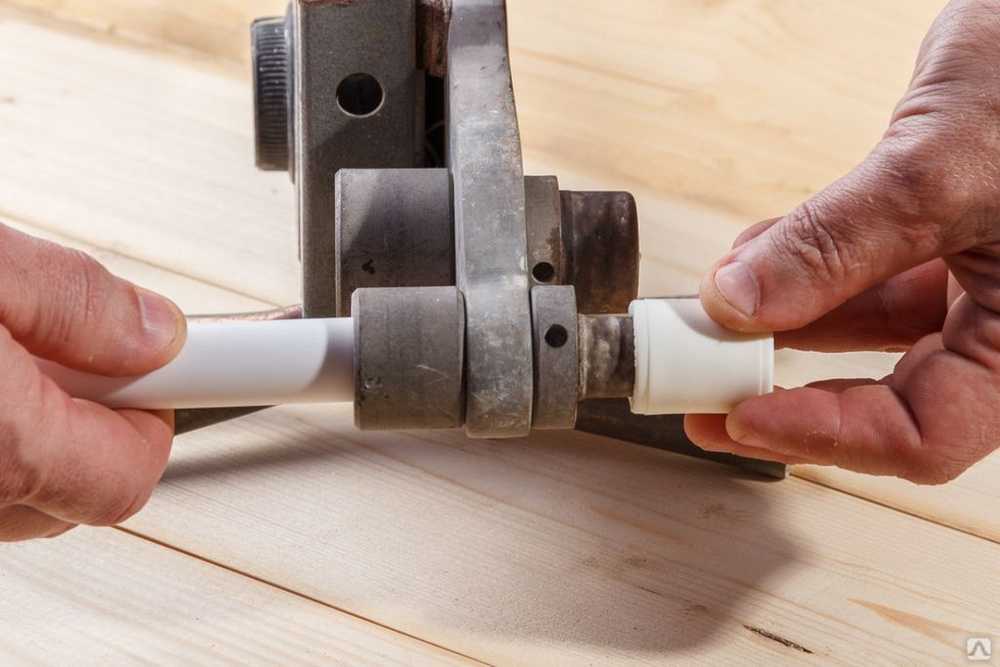
В отечественных магазинах представлены паяльники производства следующих стран:
- Германия: Rothenberger, Kern.
- Чехия: Dytron
- Турция: Candan, Valtec, Cobra.
- Украина: Темп, Днепр.
- Россия: Уралмаш, Сплав.
- Китай: Фора, Штурм, Энкор.
Других производителей десятки, но вышеперечисленные бренды наиболее проверены на практике, а об их качестве можно судить по реальным отзывам. Лучшие и самые популярные среди пользователей модели мы рассмотрели.
В комплекте поставки качественных европейских паяльников редко можно встретить множество сопутствующих инструментов, которыми пытаются заманить покупателя другие производители
Наиболее надежным является немецкое и чешское оборудование, которое прослужит без поломок несколько лет . Его стоимость может быть в 10-12 раз выше российских и украинских аналогов той же комплектации.
Такая большая разница в цене обусловлена не только отличным качеством продукции европейских производителей, но и разницей в стоимости.
Главным преимуществом надежных моделей является точность температурного режима на протяжении всего срока эксплуатации. Rothenberger, Dytron и Kern — лучшие производители сварочного оборудования на европейском рынке.
Турецкие компании пытаются копировать сварочное оборудование для полипропиленовых труб у своих немецких конкурентов, но используя более дешевые комплектующие. Качество их паяльника не сильно уступает европейским аналогам, а стоит гораздо дешевле.
Украинские и российские производители сварочного оборудования под собственными торговыми марками обычно продают модели, собранные на заказ в Китае. Из-за этого качество отечественных и китайских устройств мало чем отличается. При покупке паяльников из этих стран можно ориентироваться только на стоимость, которая прямо пропорциональна качеству и оснащению приборов.
Критерий #4 — com
паяльник В коробке с раструбным паяльным аппаратом могут находиться различные вспомогательные инструменты, стоимость которых может сильно повлиять на окончательную цену набора.
К паяльнику можно дополнительно присоединить:
- Чародей.
- Труборез.
- Перчатки.
- Рулетка.
- Ключ для крепления насадок.
- Отвертка.
- Уровень.
Самое дорогое устройство в комплекте, после уплотнителей и насадок, это . Без него качественный процесс пайки труб просто невозможен. Наличие этого инструмента крайне желательно при покупке сварочного оборудования.
Сварочный аппарат продается в кейсе, в котором для каждой детали предусмотрены отдельные ячейки. Качество изготовления этого корпуса часто схоже с качеством самого оборудования.
Следует отметить, что труборезы в дешевых комплектах довольно быстро тупят, и приходится покупать инструмент получше.
Рекомендуем ознакомиться с ножницами для резки труб.
Советы по покупке и эксплуатации
На основании анализа качества и долговечности сварочного оборудования можно дать такие советы по его приобретению:
- Для разовых домашних работ можно купить паяльник известного отечественный производитель с гарантией.

- При сварке небольшого количества пластиковых труб целесообразнее арендовать сварочное оборудование. Турецкие паяльные аппараты
- купить можно при самостоятельном монтаже многочисленных труб домашней разводки и наличии соответствующей суммы денег.
- Рекомендуется приобрести качественный европейский паяльник, если вы хотите профессионально выполнить монтажные работы.
Покупка надежного дорогого паяльника не гарантирует его долгий срок службы.
Для сохранения характеристик оборудования необходимо соблюдение правил эксплуатации.
- При работе с паяльником необходимо надевать перчатки, предохраняющие от ожогов.
- Паяльники обычно имеют металлический корпус, поэтому для исключения возможности поражения электрическим током необходимо подключать его к заземленной розетке.
- Необходимо следить за тем, чтобы обогреватель не соприкасался с деревянным полом или легковоспламеняющимися предметами. При работе желательно использовать специальную подставку.

- Пробную сварку деталей желательно проводить на ненужных отрезках труб.
- Очистка сопла после выполнения комплекса сварочных работ.
Соблюдение этих советов позволит вам приобрести надежное оборудование, а также эксплуатировать его долго и безопасно. Ведь сварочный процесс имеет множество нюансов, которые необходимо изучить, прежде чем использовать его самостоятельно. А параметры этого процесса зависят от сорта полипропилена, диаметра труб, мощности паяльника и других факторов.
Хотите научиться паять полипропиленовые трубы своими руками? В таком случае рекомендуем ознакомиться с другими нашими статьями, где мы подробно рассмотрели технологию сварки, температуру и разобрали основные ошибки, допускаемые новичками:
Выводы и полезное видео по теме
Недорогие модели паяльников могут прослужить долго, но при покупке оборудования не стоит учитывать индивидуальные мнения непрофессионалов, которым повезло в выборе устройства. В роликах даны квалифицированные советы специалистов по характеристикам паяльников для ПП труб и особенностям их выбора.
В роликах даны квалифицированные советы специалистов по характеристикам паяльников для ПП труб и особенностям их выбора.
Обзор аппарата для сварки труб VALTEC:
Правила выбора сварочных аппаратов:
Сравнение дешевого и дорогого паяльника:
Выбор сварочного оборудования для полипропиленовых трубопроводов во многом зависит от финансовых возможностей покупателя. Но при покупке паяльника необходимо учитывать их технические характеристики, чтобы приобрести именно то оборудование, которое необходимо для выполнения монтажных задач.
Вы тоже выбираете аппарат для сварки пропилена и хотите уточнить пару спорных моментов, которые мы затронули в статье? Задавайте свои вопросы в комментариях — наши специалисты постараются вам помочь.
Или вы давно являетесь владельцем паяльника (а может и не одного) и имеете хороший опыт пайки труб? Поделитесь, пожалуйста, своими рекомендациями с новичками, расскажите о плюсах и минусах вашего оборудования, покажите фото своего паяльника, добавьте советы по использованию.
Учебное пособие по сварке пластика паяльником
Большинство людей заменяют пластиковое покрытие объекта, когда оно трескается или распадается на части; тем не менее, пластик на удивление податлив, его легко расплавить и снова собрать с помощью паяльника. Хотя отреставрированный предмет не будет выглядеть точно так же, как когда он был свежим, с опытом можно добиться хороших пластиковых сварных швов, которые визуально не заметны.
Как сварить пластик паяльником: пошаговая инструкция
Советы пользователям: Пока вы не сделаете первую сварку, потренируйтесь на выброшенном пластике и выясните, как долго вам потребуется прижимать утюг к разным точкам пластика.
- Тщательно очистите пластик с мылом и обезжиривателем, даже если он не выглядит грязным. Отшлифуйте края пластика, чтобы они не были неровными. После этого вам нужно будет подключить утюг и подождать, пока он нагреется, что займет всего пару минут;
- Сожмите 2 куска пластика вместе и удерживайте их на месте, проводя жалом паяльника по шву, пока они не расплавятся.
 Замените кусочки пластика, когда они уже горячие и съемные, чтобы они максимально сцепились друг с другом;
Замените кусочки пластика, когда они уже горячие и съемные, чтобы они максимально сцепились друг с другом; - Нанесите на шов крошечные кусочки пластика, предпочтительно тонкие листы, чтобы укрепить сварной шов. Затем с помощью лезвия паяльника тщательно прогрейте эти фрагменты пластика до их жидкого состояния. Лезвием паяльника распределите расплавленный пластик по всей длине шва;
- Последний шаг — использовать паяльник, чтобы пройтись по швам и окружающему пластику быстрыми и плавными движениями. Вы должны быть в состоянии произвести ровный, гладкий пластиковый сварной шов после некоторого опыта в этой технике;
- Дайте пластику остыть в течение не менее 5 минут. Дайте пластику остыть до комнатной температуры, прежде чем продолжить работу с ним. Сварной пластик быстро остывает, поэтому не торопитесь. Следите за тем, чтобы припаянный пластик затвердел. Вы готовы сосредоточиться на этом, если от этого не исходит жар;
- Безопаснее залатать сварной шов, пока он не остынет.
 Сильный сварной шов выглядит достаточно аккуратным и аккуратным. При необходимости добавьте больше сварочного стержня или используйте пистолет, чтобы разгладить расплавленный пластик;
Сильный сварной шов выглядит достаточно аккуратным и аккуратным. При необходимости добавьте больше сварочного стержня или используйте пистолет, чтобы разгладить расплавленный пластик; - Используя наждачную бумагу с зернистостью 120, отшлифуйте сварное соединение. Чтобы сварной шов выглядел так же, как остальная часть пластика, сгладьте шероховатые выступы. Проведите наждачной бумагой вперед и назад по сварному шву с легким трением. Постарайтесь, чтобы сварной шов выглядел на одном уровне с окружающей поверхностью, но будьте осторожны, чтобы не поцарапать пластик;
- Используя наждачную бумагу с зернистостью 180 и 320, окончательно отполируйте пластик. Чтобы сгладить сварной шов, используйте более мелкую наждачную бумагу. Наждачная бумага с более высокой зернистостью более гладкая и менее абразивная, но если вы не проявите терпение, пластик треснет. Протрите сварной шов наждачной бумагой с зернистостью 120, пока он не станет однородным по внешнему виду и не станет мягким на ощупь.

Полезные советы:
- Сначала поэкспериментируйте с куском пластика, чтобы узнать, как долго вы сможете удерживать утюг на определенном месте. Каждая форма пластика плавится с разной скоростью;
- Горящий пластик выделяет ядовитые пары. Наденьте защитную маску и проведите эту операцию в открытом поле на улице;
- Часто начинайте с наждачной бумаги с самой низкой зернистостью. Поскольку он более шероховатый, он быстрее отрывает пластик. Оставьте наждачную бумагу с более мелкой зернистостью для последних штрихов;
- Начинать пайку следует с отметки температуры 210-230F. В противном случае вы можете сжечь пластиковую деталь;
Некоторые из лучших паяльников, которые вы можете использовать для сварки пластика:
- Hakko FX888D-23BY
- Инструменты JBC CD-1BQE
- Утюг Weller SP40NKUS 40 Вт;
- Веллер БЛ60МП;
- ЛЕКСИВОН LX-770;
Два простых метода сварки пластика с помощью фена и паяльника
Термофен — это гораздо больше, чем средство для удаления краски. Это измеримый инструмент для широкого спектра применений. Его можно использовать в различных функциональных реализациях (многие из которых мы уже обсуждали), а также любителями и художниками. Разве это шокирует, что вы можете использовать его для сварки пластика?
Это измеримый инструмент для широкого спектра применений. Его можно использовать в различных функциональных реализациях (многие из которых мы уже обсуждали), а также любителями и художниками. Разве это шокирует, что вы можете использовать его для сварки пластика?
Несмотря на свою гибкость, некоторые пластики плохо впитывают клей. Прикрепление клея происходит лишь изредка, пока оно не будет добавлено. Каждый пластик, изготовленный из полиэтилена высокой плотности (HDPE) или полипропилена, подпадает под эту категорию (PP). Высокая температура — единственный способ полностью сварить их вместе в долгосрочной перспективе.
Вам понадобятся такие вещи: фен, паяльник, кожаные перчатки, плоскогубцы.
1) Метод фронтальной промывки
Соберите компоненты, которые вы будете сплавлять. Если это дизайн, используйте дизайн или контур, чтобы вырезать по желанию. В противном случае подготовьте их к нагреванию.
Размягчите каждое лицо в микроволновой печи. Наденьте перчатки и сомкните руки. Их легко перегреть, поэтому рекомендуется сначала потренироваться на ломе.
Наденьте перчатки и сомкните руки. Их легко перегреть, поэтому рекомендуется сначала потренироваться на ломе.
Вставьте пластик вместе с куском листового металла. Это может увеличить количество силы без слияния.
2) Метод точечной сварки
Держите кусок пластика (желательно в виде палочки) по краям или между поверхностями с помощью плоскогубцев.
Аккуратно прижмите горячий паяльник к пластиковой палочке, пока она не начнет плавиться.
Если у вас возникли проблемы, подумайте о том, чтобы нагреть винт, прежде чем он пройдет через все материалы. И нагревайте его, пока две части не сплавятся.
Последние мысли
Сварки пластика паяльником недостаточно для ремонта: его можно использовать и для сварки, и даже для скульптуры. Если у вас уже есть паяльник/утюг/станция, вам не нужно покупать набор для сварки пластика и можно сразу приступать к сварке пластика.
Почтовые теги: # Паяльное оборудование
Похожие сообщения
Как писать код на MSP430
MSP430 от Texas Instruments — это мощная линейка микроконтроллеров. Он предлагает широкий спектр возможностей и функций, чтобы удовлетворить практически любые требования к продукту. Я использовал их во многих проектах и получил очень хороший опыт работы с этим семейством микроконтроллеров. Код MSP430 написан на языке программирования C и использует…
Он предлагает широкий спектр возможностей и функций, чтобы удовлетворить практически любые требования к продукту. Я использовал их во многих проектах и получил очень хороший опыт работы с этим семейством микроконтроллеров. Код MSP430 написан на языке программирования C и использует…
Подробнее Как писать код на MSP430Продолжить
Обзор модели X-Tronic #3020-XTS
Характеристики модели X-Tronic #3020-XTS: Выходная мощность 60 Вт (нагревательный элемент 60 Вт) Питание от сети переменного тока: 110 В/60 Гц Диапазон температур: 392°F ~ 896°F Паяльная станция X-Tronic Model #3020-XTS — отличное оборудование для тех, кто хочет паять печатные платы, работать с электроникой или просто заниматься декоративно-прикладным искусством. Может использоваться в…
Подробнее Обзор X-Tronic Model #3020-XTSПродолжить
5 Паяльники ECG
Выберите лучший паяльник ECG Выбор покупателя: в этом опросе приняли участие пользователи паяльников ECG с лучшим рейтингом. Пожалуйста, помогите нам улучшить этот обзор! выбранных пользователей, выбранных, выбранных, выбранных и выбранных. Каждый месяц мы анализируем ваши ответы и меняем наш рейтинг. Бренд Electric Corded Ergonomic более известен…
Пожалуйста, помогите нам улучшить этот обзор! выбранных пользователей, выбранных, выбранных, выбранных и выбранных. Каждый месяц мы анализируем ваши ответы и меняем наш рейтинг. Бренд Electric Corded Ergonomic более известен…
Подробнее 5 Паяльники ECGПродолжить
Как проверить автомобильный генератор
Чтобы проверить автомобильный генератор, выполните следующие действия: Проверьте кабели автомобильного аккумулятора. Я видел это много раз, люди думают, что их генератор неисправен, но оказывается, что это ослабленные или окислившиеся клеммы аккумулятора. Покачивайте отрицательный и положительный кабели вперед и назад, убедитесь, что они натянуты. Если один из них ослаблен или…
Подробнее Как проверить автомобильный генераторПродолжить
5 Лучшие держатели для паяльников
Выберите лучший держатель для паяльников Выбор клиента: в этом опросе приняли участие пользователи держателей для паяльников с лучшим рейтингом. Пожалуйста, помогите нам улучшить этот обзор! выбранных пользователей, выбранных, выбранных, выбранных и выбранных.