 alexxlab
alexxlab Передняя бабка для токарного станка своими руками
Первые токарные станки появились еще много лет назад, хотя были они очень простые и примитивные. Суппорт к тому времени всё еще не был изобретен и мастеру, при выполнении работы, приходилось постоянно удерживать резец и совершать вращение обрабатываемого элемента собственноручно или использовать для этой цели крепкую верёвку.
Соответственно, данное занятие было очень трудоёмким и требовало большой физической силы и выносливости работающего человека. Ко всему прочему такая производительность была на очень невысоком уровне.
- История возникновения устройства
- Главные составляющие части токарного станка
- Основные составные и механизм действия передней бабки
- Задняя бабка
- Шпиндель
- Передняя бабка токарного станка своими руками
- Настройка токарного станка перед началом работы
- Небольшой токарный станок по дереву своими руками – особенности изготовления
История возникновения устройства
История токарного станка с суппортом начинается в 1712 году, когда Нартов Андрей Константинович – механик из России первым изобрел данный механизм. Это существенно упростило работу с устройством, ибо токарю теперь не нужно было собственноручно придерживать режущие инструменты во время обработки нужного элемента.
Это существенно упростило работу с устройством, ибо токарю теперь не нужно было собственноручно придерживать режущие инструменты во время обработки нужного элемента.
Это изобретение дало мощный толчок, за которым последовало стремительное развитие токарных станков по металлу и дереву.
Хоть создание токарного устройства и суппорта приписывают англичанину Модсли, но русский механик все же опередил его на семьдесят с лишним лет.
Главные составляющие части токарного станка
Такой агрегат, как токарный станок, независимо от модели, сложен с похожих конструктивных элементов, главным образом определяющих все возможности устройства.
Наименование главных составляющих конструкции токарно-винторезного станка:
- Станина – данный элемент токарного устройства служит ни чем иным как одной из основных опор для обеих бабок и является платформой для перемещения суппорта и задней бабки. Все элементы устройства крепятся на нее. Станина представляет из себя две продольные стеночки, которые для надежности и прочности соединяются поперечными ребрами.
 Передняя бабка токарного станка закрепляется по левую сторону станины, противоположная сторона – это место размещения задней бабки.
Передняя бабка токарного станка закрепляется по левую сторону станины, противоположная сторона – это место размещения задней бабки. - Передняя бабка – придерживает и вращает по собственной оси обрабатываемую деталь. Во внутренней части данного элемента токарного станка находится шпиндель, совершающий обороты разной частоты в подшипниках качения и тем самым передает вращение обрабатывающейся детали. Внешние стороны обеих стеночек передней бабки оснащены рукоятками коробки скоростей, которые являются переключателями числа и скорости оборотов шпинделя. Инструкция правильного переключения этих ручников для того чтобы поставить необходимое количество оборотов находится в виде таблички из металла на внешней стороне стеночек передней бабки.
- Задняя бабка – поддерживает оставшуюся часть элемента в процессе обрабатывания. Дополнительно ее используют для установления других рабочих инструментов.
- Суппорт – перемещает режущее устройство во всех направлениях к оси токарного устройства.

- Коробка подач – для конструкции практически всех токарных станков характерен данный элемент, вращающий ходовой вал и ходовой винт и меняющий количество их оборотов вокруг своей оси. Существует большое количество систем коробок подач.
- Фартук — используется для изменения движений ходового вала.
- Категорически запрещено на данном устройстве одновременно включать механизм подачи от ходового вала вместе с замыканием маточной гайки на ходовом винте. Данное действие практически во всех случаях приводит к поломке элементов токарного устройства. Для предотвращения этого, в токарном станке находится специальный механизм, блокирующий полностью все устройство.
Основные составные и механизм действия передней бабки
Этот элемент токарного станка — один из основных деталей любого токарного устройства. Именно от него зависит точность расположения обрабатываемой детали и амплитуда ее движений. Кроме передней бабки на всех станках присутствует и задняя – на нее прикрепляется режущий инструмент.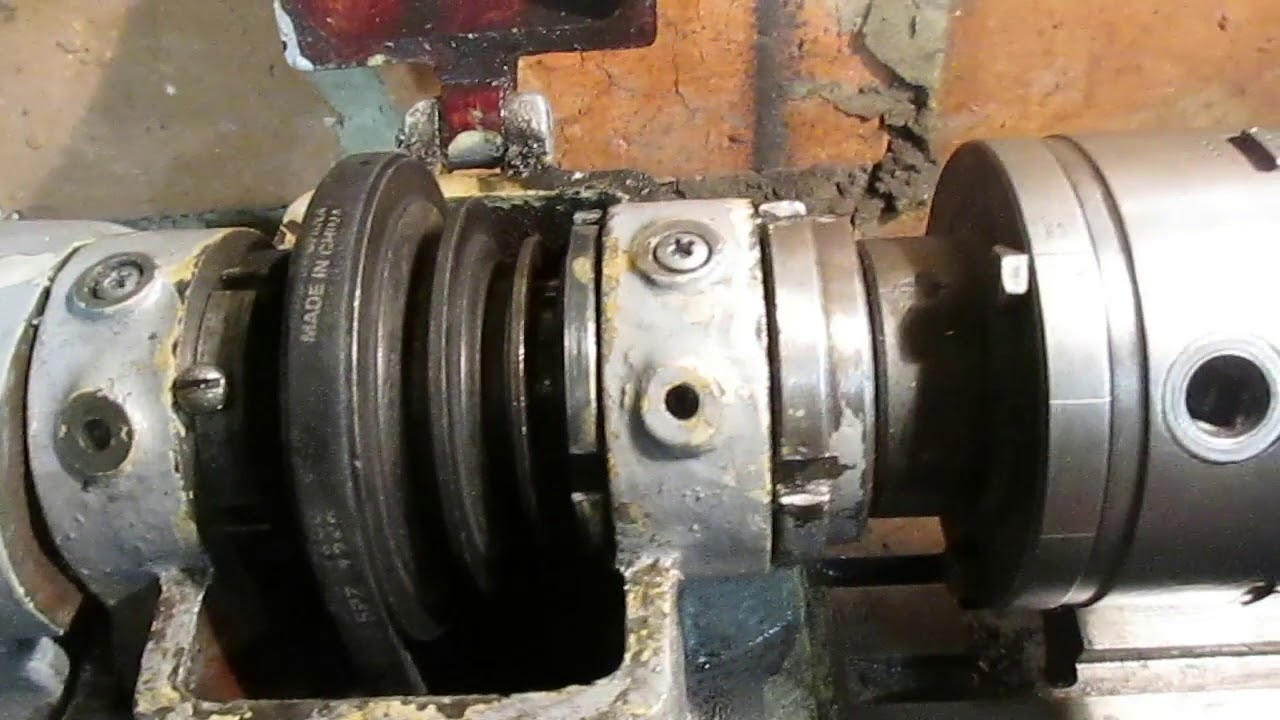 Обе бабки закрепляются на станине, которая является основой для любого станка, и имеют различие только своим местоположением.
Обе бабки закрепляются на станине, которая является основой для любого станка, и имеют различие только своим местоположением.
Существуют еще и шлифовальные станки, на которых дополнительно закреплена третья специальная бабка для шлифовки, отвечающая за перемещение шлифовальной платформы данного устройства.
Существуют такие главные элементы токарного устройства, которые регулируют скорость оборачивания обрабатываемого элемента:
- Два подшипника.
- Шпиндель.
- Шкив.
- Специальная коробка скоростей, которая отвечает за изменение скорости вращения обрабатываемого элемента.
Главным элементом передней бабки токарного станка является шпиндель, основная задача которого состоит в том, чтобы регулировать движение оборачивания на обрабатываемый элемент.
По правую сторону, обращенную к задней бабке, прикреплена резьба. К ней присоединяются патроны, которые удерживают деталь, что обрабатывается. Шпиндель установлен на двух подшипниках, от которых в полной мере зависит точность выполненной работы.
Также во внутренней конструкции передней бабки закрепляется гитара шестерен. Они передают вращение с выходного вала коробки скоростей на вал коробки подач.
Корпус передней бабки является основной платформой для всех составляющих элементов. Его форма напрямую зависит от модели токарного устройства и бывает очень разнообразной. Нижняя поверхность корпуса гладкая, в шпунт, который находится посередине, закрепляются все направляющие.
На внешней стороне передней бабки токарного устройства установлена коробка скоростей, которая работает при помощи зубчатых передач.
Задняя бабка
Данный элемент токарного станка предназначен для того, чтобы поддерживать концы длинных деталей, когда обрабатываются их центральные части.
Также очень часто задняя бабка используется установления в ней сверл и прочих инструментов.
Шпиндель
Наименование данного элемента происходит с немецкого языка и переводится как «веретено». Эта деталь являет собой вал, который оснащен механизмом для крепления заготовки, которая обрабатывается.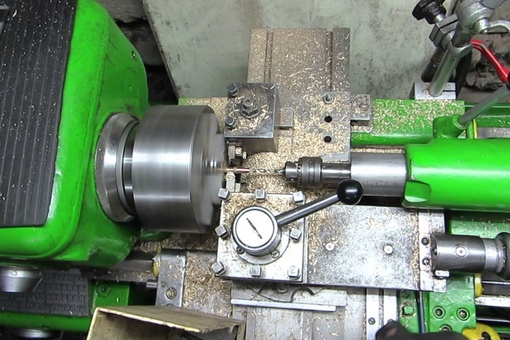
Основные нормы в работе шпинделя:
- Точность оборачивания – оно настраивается, исходя от стандартов, и имеет прямую зависимость от предназначения самого устройства, его точности.
- Жесткость самого шпиндельного узла – данное требование также выполняется, исходя от общепринятых стандартов.
- Виброустойчивость – она ни в коем образе не является определителем качества обрабатываемой детали.
- Быстрота оборотов шпинделя – чем большая быстроходность этого узла, тем выше качество готового изделия.
- Несущая способность – этот параметр почти полностью зависит от качества шпиндельных опор и жидкости для смазки устройства.
- Долговечность – данный пункт зависит только от качества подшипников.
- Нагрев, допустимый для подшипников.
Одним из главных условий для того чтобы изготовляемая деталь была как можно точнее и аккуратнее обработана, является правильное кручение шпинделя.
Передняя бабка токарного станка своими руками
Передняя бабка для токарного станка без проблем изготовляется самостоятельно.
Для этой цели понадобится:
- Деревянная доска.
- Фанера, толщиной десять миллиметров.
- Тонкий лист металла, который разрезается специальными ножницами.
Переднюю бабку намного проще изготовить своими руками, если основой данного устройства составляет обычная ненужная дрель. После этого будет необходимо только смастерить подставку, которая впоследствии и будет закрепительной платформой для дрели, имеющая строгую горизонтальную ось.
Середину передней и середину задней бабки нужно обязательно надежно закреплять, это крайне необходимо. Для задней бабки необходимо заранее установить рамки возможностей оборачивания по оси и жесткое закрепление на месте.
Мощность электрического мотора следует подбирать самостоятельно, опираясь на предназначение токарного устройства. Хотя мощность двигателя не нужно брать на менее, чем на 250 Вт. В противном случае не удастся выточить ни одной необходимой детали.
Хотя мощность двигателя не нужно брать на менее, чем на 250 Вт. В противном случае не удастся выточить ни одной необходимой детали.
Настройка токарного станка перед началом работы
Настроить токарный станок – это, прежде всего, подготовить кинематическую схему для работы, которая определяется технологической картой устройства.
Первым делом все элементы управления приводят в статическое положение.
Дальше идет настройка кинематической цепи основного движения. Тут же устанавливается требуемая скорость оборачивания шпиндельного узла. Эта величина является определителем скорости резания необходимого элемента.
Видео: передняя бабка токарного станка по дереву.
Небольшой токарный станок по дереву своими руками – особенности изготовления
Практически любой мастер по обработке дерева желает иметь собственный токарный станок. Если средств не хватает, его можно смастерить из доступных материалов.
Если средств не хватает, его можно смастерить из доступных материалов.
Токарный станок по дереву самостоятельно изготовить не представляется сложным, если имеются начальные знания о том, что представляет собой данное устройство и его составляющие части.
С помощью небольшого токарного станка можно изготавливать любые детали и элементы в виде тел вращения.
Элементы токарного станка:
- Электромотор – для изготовления токарного станка можно использовать насосный мотор.
- Передняя бабка – отлично подойдет старое электрическое точило.
- Опора для резцов.
- Задняя бабка – изготовляется из дрели.
- Станина.
Для изготовления данного устройства потребуется:
- электрическая дрель;
- болгарка;
- напильники.
Основные особенности изготовления устройства:
- Ось вращения передней бабки должна быть прикреплена на оптимальной высоте.
- Электромотор следует крепить отдельно на другую платформу.

- Для разной породы дерева используются специальные резцы. Данные инструменты можно приобрести в наборе, по пятнадцать штук.
Можно сделать вывод, что с изготовлением токарного станка для обработки дерева справится даже начинающий мастер. Самое главное в этом деле – быть предельно аккуратным и строго соблюдать правила безопасности.
Republished by Blog Post Promoter
Устройство токарного станка — РИНКОМ
Устройство токарного станка — РИНКОМГлавная
Статьи
Устройство токарного станка Устройство токарного станка
25 апреля 2022
Гирин Кирилл
Токарный станок – это стационарное оборудование для обработки деталей резанием и точением. Техника востребована при производстве валов, втулок, переходников и прочей продукции. С ее помощью изготавливаются изделия бытового, хозяйственного и производственного назначения.
В материале:
- Станина
- Передняя бабка
- Суппорт
- Верхняя часть
- Нижняя часть
- Подающий механизм
- Фартук
- Разновидности токарных станков
- Многорезцовые станки
- Карусельные станки
- Затыловочные
- Винторезные
- Револьверные
- Универсальные
- Станки с ЧПУ
- Обслуживание станков
 1 Типовой токарный станок
1 Типовой токарный станок
Устройство токарных станков имеет схожие черты. Типовое оборудование включает следующие компоненты:
- станина;
- передняя бабка;
- суппорт;
- подающий механизм;
- фартук;
- задняя бабка.
Возможно наличие прочих элементов, обусловленных схемой токарного станка.
Станина
Устройство и работа токарного станка во многом определяются станиной. Элемент состоит из опорной части и направляющих. Последние обеспечивают равномерное перемещение подвижных модулей.
Устройство и работа токарного станка во многом определяются станиной. Элемент состоит из опорной части и направляющих. Последние обеспечивают равномерное перемещение подвижных модулей.
- призматические – для перемещения суппортов;
- плоские – для работы с задней бабкой.
Станина располагается на опорных ножках. Их количество зависит от габаритов и конфигурации элемента. Внутри предусмотрены технологические полости для размещения инструментов и рабочих узлов.
Их количество зависит от габаритов и конфигурации элемента. Внутри предусмотрены технологические полости для размещения инструментов и рабочих узлов.
Передняя бабка
Передняя бабка отвечает за фиксацию и вращение заготовки. Она является стационарным элементом, содержит шпиндель, 2 подшипника, шкив, блок управления и редуктор.
Шпиндель и 2 подшипника передают крутящий момент на патрон. Они имеют установленную размерность, рассчитаны на работу при определенной скорости.
Рис. 3 Шпиндель передней бабкиБлок управления предназначен для настройки станка. Он содержит переключатели, рычаги и прочие управляющие компоненты. С их помощью токарь выбирает режим работы оборудования.
Рис. 4 Блок управления передней бабкиРедуктор представлен набором шестерней. Узел обеспечивает вращение шпинделя в соответствии с заданными параметрами.
Рис. 5 Редуктор токарного станка внутри передней бабки
5 Редуктор токарного станка внутри передней бабки
Некоторые производители выпускают комплекты сменных шестерней. Они позволяют изменить крутящий момент в соответствии с потребностями токаря.
Рис. 6 Шестерни для редуктораТочность выполнения работ во многом зависит от состояния перечисленных узлов. Биение шпинделя и сбои в передаточном механизме снизят качество обработки материала, приведут к появлению дефектов.
Суппорт
Конструкция токарного станка предполагает наличие суппорта. Элемент состоит из двух частей: верхней и нижней.
Верхняя часть
Верхняя часть суппорта фиксирует резцы и прочий инструмент для обработки заготовок. Наличие механизмов подачи позволяет плавно перемещать резец, контролируя объем удаляемого материала.
Рис. 7 Верхняя часть суппорта токарного станкаРезцы подбираются индивидуально. Мастер учитывает:
- конфигурацию станка;
- параметры обрабатываемого материала;
- геометрию резца.

Чтобы купить резцы для токарных станков, посетите соответствующий раздел каталога «РИНКОМ». Здесь представлен широкий спектр металлорежущего инструмента. В наличии продукция отечественного и зарубежного производства, решения для бытовых, полупрофессиональных и профессиональных установок.
Рис. 8 Набор резцов с твердосплавными напайками для токарного станкаНижняя часть
Нижняя часть суппорта представлена опорными салазками. Они служат для перемещения элемента в рамках призматической направляющей на станине.
Рис. 9 Нижняя часть суппорта, установленная на направляющиеПодающий механизм
Подающий механизм управляет движением суппорта. Он взаимодействует с трензелем, расположенным на корпусе передней бабки, контролируется при помощи рукоятей. Наряду с направлением допускается изменение амплитуды движения за счет зубьев и шестерней.
Подающие механизмы автоматизированных станков оснащены валиком и винтом. Первый используется для базовых действий, второй – для высокоточных работ. Такой подход продлевает срок службы винта, сохраняет точность выполнения операций максимально возможный срок.
Первый используется для базовых действий, второй – для высокоточных работ. Такой подход продлевает срок службы винта, сохраняет точность выполнения операций максимально возможный срок.
Фартук
Узел, связывающий суппорт с зубчатой рейкой и ходовым винтом. Управляющие элементы фартука токарного станка вынесены в лицевую часть. Это повышает удобство управления оборудованием, снижает риск травм.
Рис. 11 Фартук токарного станкаЗадняя бабка
Задняя бабка используется для закрепления длинномерных деталей, высверливания отверстий, снятия фасок и прочих операций. Элемент расположен на одной оси с передней бабкой, может включать дополнительные компоненты для настройки.
Рис. 12 Задняя бабка токарного станкаРазновидности токарных станков
Принцип устройства и работы токарного станка во многом зависит от исполнения. Производители предлагают множество моделей, каждая из которых обладает собственными особенностями.
Производители предлагают множество моделей, каждая из которых обладает собственными особенностями.
Многорезцовые станки
Многорезцовые станки выполняют сложные операции. Они обеспечивают комплексное воздействие на деталь, изготавливают изделия с переменной геометрией для особых нужд.
Оборудование используется для решения следующих задач:
- высверливание отверстий;
- нарезание резьбы;
- точение;
- подрезка отдельных элементов;
- затачивание;
- развертывание;
- зенкерование.
Устройства имеют внушительные габариты, обладают высокой производительностью.
Рис. 13 Многорезцовый станокКарусельные станки
Группа станков для работы с деталями большой массы и диаметра. Действия выполняются в вертикальной плоскости, что требует определенной подготовки от персонала.
Перечень проводимых операций:
- обработка конических и цилиндрических поверхностей;
- подготовка пазов;
- шлифование;
- фрезерование.
Возможна подготовка особо крупной резьбы для деталей промышленного назначения.
Рис. 14 Карусельный станокЗатыловочные
Разновидность токарных станков, работающих с зубьями инструментов и шестерней. Техника характеризуется особой конструкцией суппорта, упрощающей выполнение целевых операций. При обработке допускаются вращательные и возвратно-поступательные движения.
Рис. 15 Затыловочный станокВинторезные
Наиболее простые и доступные станки. Оборудование снимает фаски, протачивает канавки, высверливает отверстия и выполняет прочие операции. Рациональное устройство, надежность и долговечность сделали технику завсегдатаем школ, колледжей и частных мастерских.
Револьверные
Станки для работы с заготовками из калиброванного прутка, названные благодаря особому держателю. Оборудование использует множественные режущие элементы в рамках единовременной и последовательной обработки.
Посредством револьверного станка выполняется ряд операций:
- точение;
- зенкерование;
- сверление;
- нарезание резьбы;
- развертывание.
Возможно проведение работ, связанных с расточкой отверстий.
Рис. 17 Револьверный станокРевольверные
Станки для выполнения различных операций. Как правило, они изготавливаются на базе винторезных устройств. Это упрощает работы по модернизации и обслуживанию, снижает общую стоимость оборудования.
Продукция различается по следующим параметрам:
- мощность привода;
- предельная скорость вращения заготовки;
- максимальные размеры обрабатываемых деталей;
- масса и габариты станка;
- класс точности.

Для определения последнего параметра используются буквенные обозначения: С – особая точность, В – высокая точность, Н – нормальная точность, А – особо высокая точность. Техника повышенной точности обозначается буквой П.
Рис. 18 Универсальный токарный станокСтанки с ЧПУ
Станки с числовым программным управлением используются для комплексной обработки заготовок. Оборудование обладает высокой степенью автоматизации, эффективно решает задачи любой сложности.
Рис. 19 Станок с числовым программным управлениемОбслуживание станков
Токарные станки, вне зависимости от исполнения, требуют своевременного обслуживания. Мероприятия включают чистку компонентов, контроль уровня смазки, проверку соосности узлов и многое другое. Одна из ключевых операций – замена режущих элементов. Использование сертифицированных резцов для токарного станка гарантирует высокую точность операций, сокращает эксплуатационные и временные потери.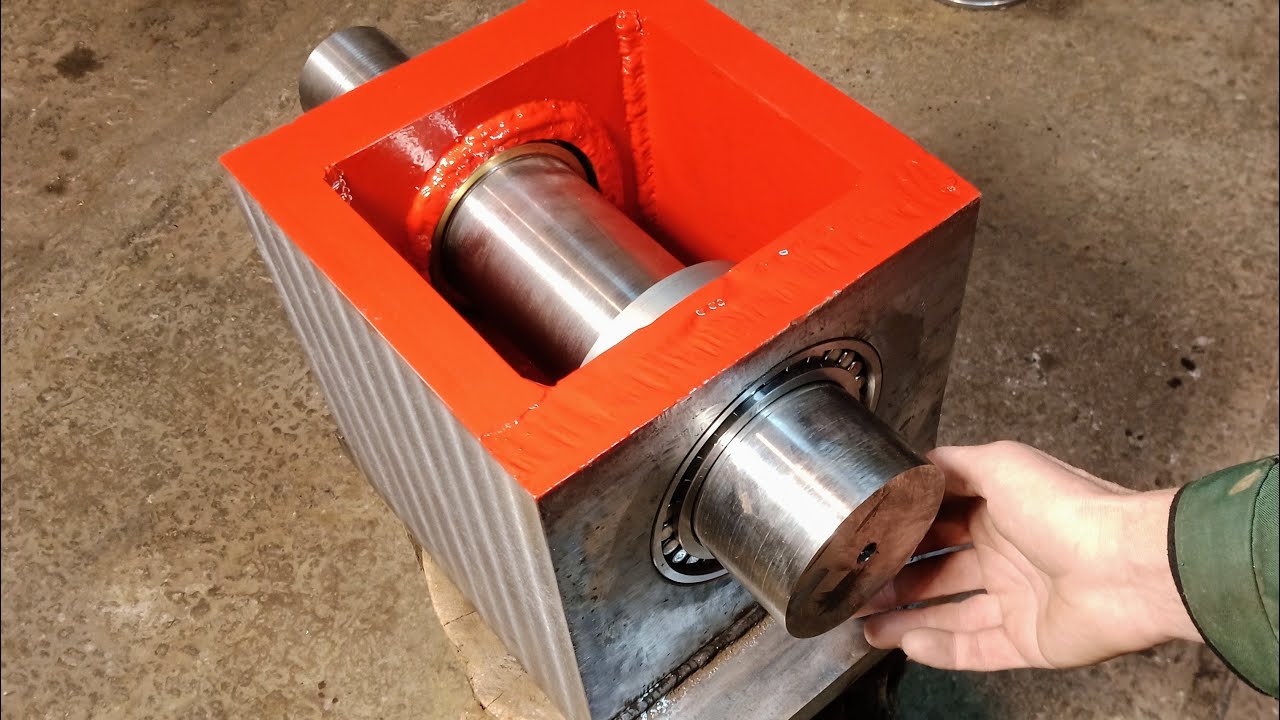
Качественно обслуженное оборудование обеспечивает бесперебойную работу предприятия, снижает риск производственного травматизма, повышает эффективность труда.
Больше полезной информации
Полезные обзоры и статьи
Все статьи26 мая 2023
Токарные режимы резания12 января 2023
Рейтинг сверлильных станков19 декабря 2022
Виды отверток11 октября 2022
Токарные патроныВсе статьиПодписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина СравнитьВход
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Введение – Mini-lathe.com
Если вы новичок в металлообрабатывающих станках и токарных работах, эта страница поможет вам понять некоторые основные понятия, терминологию и возможности. По сути, токарный станок, будь то деревообработка или металлообработка, вращает цилиндрическую заготовку вдоль своей оси и удаляет материал с заготовки, чтобы придать ей определенную форму.
На токарном станке по дереву режущие инструменты обычно прижимают к опоре и вручную перемещают туда-сюда и вперед-назад вдоль поверхности изделия, чтобы сформировать форму, например ножку стола.
На токарных станках по металлу режущие инструменты жестко удерживаются в резцедержателе, установленном на подвижной платформе, называемой кареткой. Инструмент перемещается внутрь и наружу с помощью маховиков и вперед и назад либо путем вращения маховика, либо под действием тока токарного станка. В результате материал может быть удален с заготовки под очень точным контролем для получения действительно прецизионных форм.
В результате материал может быть удален с заготовки под очень точным контролем для получения действительно прецизионных форм.
Как работает токарный станок по дереву – Ульти…
Включите JavaScript
Принцип работы токарного станка по дереву. Полное руководство для начинающихТочность размеров составляет одну тысячную дюйма (0,001″) или одну десятую миллиметра. Из-за присущей токарному станку вращательной природы подавляющее большинство производимых на нем работ имеют в основном цилиндрическую форму. Несмотря на это, токарный станок является чрезвычайно универсальной машиной, способной производить удивительное разнообразие предметов, используемых в основном в качестве составных частей механических систем.
Изучив базовую терминологию токарного станка, ознакомьтесь с дополнительными сведениями на страницах «Возможности и функции».
Терминология
Чтобы получить хорошее представление о токарном станке, вам необходимо знать названия различных компонентов, как показано ниже.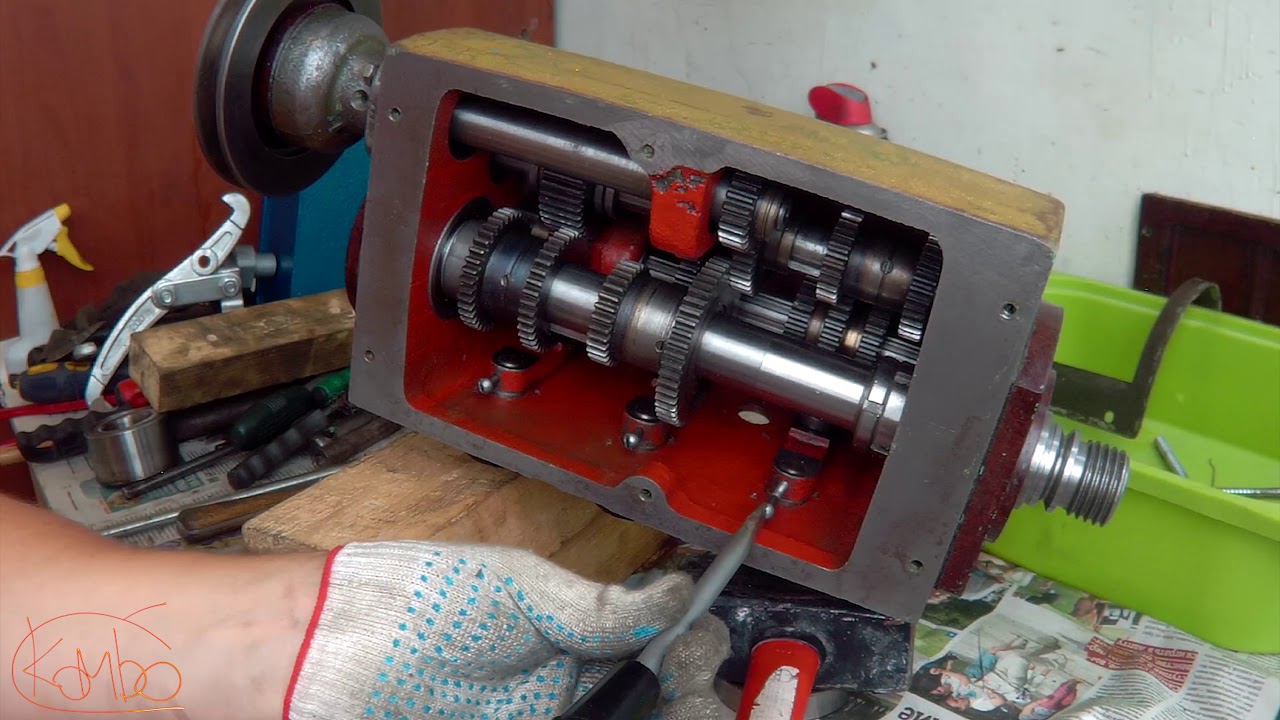
Каретка, в обведенной области, состоит из фартука, вертикальной отливки, на которой установлен маховик каретки, и седла (не показан), Н-образной отливки, которая перемещается по направляющим, к которым крепится фартук .
Размеры токарного станка
При сравнении размера и производительности токарных станков по металлу необходимо учитывать несколько основных параметров:
Поворот над станиной: Диаметр наибольшей заготовки, которую можно вращать на шпинделе, не ударяя о станину. Это первое из двух чисел, используемых для описания размера токарного станка по металлу. В случае токарных станков 7×10 или 7×12 это 7″.
Расстояние между центрами: Самая длинная деталь, удерживаемая между центром передней бабки и центром задней бабки. (см. глоссарий ниже для получения дополнительной информации). Это второе из двух чисел, используемых для описания размера станка. Исходя из этого, можно ожидать, что 7×10 вместит 10 дюймов между центрами, 7×12 — 12 дюймов и 7×14 — 14 дюймов.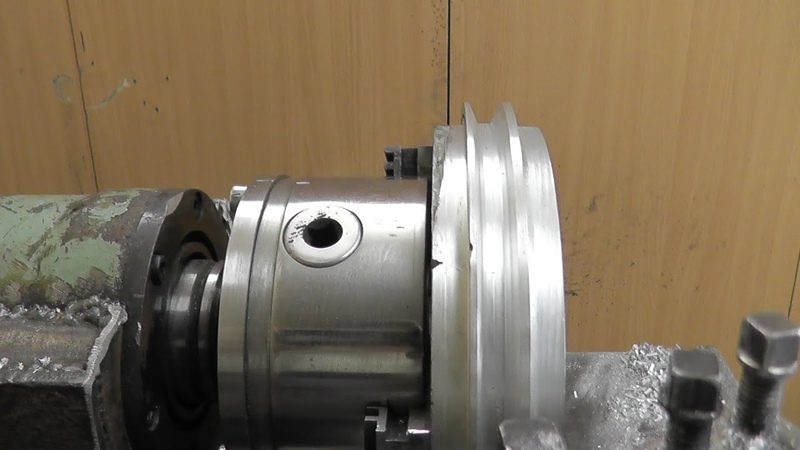 На самом деле, из-за желаемого маркетинга, 7×10 на самом деле всего лишь 7×8. 7×12 и 7×14 — это то, что вы от них ожидаете.
На самом деле, из-за желаемого маркетинга, 7×10 на самом деле всего лишь 7×8. 7×12 и 7×14 — это то, что вы от них ожидаете.
Качание над кареткой: Диаметр наибольшей заготовки, которая может вращаться над кареткой, не задев ее. На токарных станках 7x это около 4″
Диаметр сквозного отверстия шпинделя: Диаметр отверстия, проходящего через шпиндель. На токарных станках 7x (или на любом токарном станке со шпинделем с конусом Морзе № 3) он составляет около 3/4″. При обработке относительно длинной заготовки свободный конец заготовки может проходить через шпиндель, если его диаметр не больше диаметра сквозного отверстия.
Вот таблица, в которой приведены некоторые размеры токарных станков 7×12 и 9×20:
| 7×12 | 9×20 | |
|---|---|---|
| Качели над кроватью | 7″ | 9″ |
| Расстояние между центрами | 12″ | 20″ |
| Поворотная тележка | 4″ | 5″ |
| Конус шпинделя | #3МТ | #3МТ |
| Диаметр сквозного отверстия шпинделя | 3/4″ | 3/4″ |
| Конус задней бабки | #2МТ | #2МТ |
Словарь терминов для токарных и фрезерных станков
Фартук: Передняя часть узла каретки, на которой установлен маховик каретки.
Станина: Основная опорная отливка по всей длине станка.
Между центрами: 1. Способ удержания заготовки путем установки ее между центром в шпинделе передней бабки и центром в шпинделе задней бабки (см. Центр). Заготовка захватывается и приводится в движение собакой.
2. Размер, представляющий максимальную длину заготовки, которую можно обточить между центрами. Токарный станок 7 × 10 имеет расстояние 10 дюймов между центрами; у токарного станка 7 × 12 расстояние между центрами составляет 12 дюймов. Поскольку чем дольше, тем лучше, производители токарных станков иногда завышают это число.
Бит: Заостренный режущий инструмент, такой как сверло или токарное сверло, используемый для удаления металла или другого материала с заготовки.
Твердый сплав: Чрезвычайно твердый, термостойкий и износостойкий материал, используемый для изготовления режущих инструментов. В контексте станков обычно относится к карбиду вольфрама. Несмотря на то, что он очень твердый, он хрупкий и может трескаться при ударе.
Несмотря на то, что он очень твердый, он хрупкий и может трескаться при ударе.
Каретка: Узел, который перемещает резцедержатель и режущий инструмент по направляющим.
Маховик каретки: Колесо с рукояткой, используемое для перемещения каретки вручную с помощью реечной передачи.
Замок каретки: Механизм для фиксации каретки на направляющих, чтобы седло не перемещалось по направляющим во время операций торцевания. Стандартная функция для большинства больших токарных станков, но не для мини-токарных станков. Хотя легко добавить.
Литье: Металлический компонент, которому придается определенная форма путем заливки расплавленного металла в полую форму желаемой формы. После того, как металл остынет и затвердеет, фасонная отливка вынимается из формы и удаляется лишний металл, известный как оплавление.
Форма обычно изготавливается из специальной смеси песка и вяжущего и делится на две половины, которые отделяются для удаления готовой отливки. Может также относиться к процессу изготовления отливки.
Может также относиться к процессу изготовления отливки.
Процесс литья используется для изготовления большинства крупных металлических компонентов станков. Грубые отлитые компоненты обрабатываются станками для формирования прецизионных сопряженных поверхностей, таких как направляющие токарного станка или стол фрезерного станка.
Центр: Прецизионно отшлифованный конический цилиндр с заостренным концом под углом 60º и стержнем с конусом Морзе. Удерживается в задней бабке токарного станка для поддержки конца длинной заготовки. Может также использоваться в шпинделе передней бабки для поддержки работы между центрами на обоих концах. Также процесс точного позиционирования заготовки на одной линии с дрелью или фрезой.
Подвижный центр — это центр со встроенными подшипниками для уменьшения трения; мертвая точка не имеет подшипников, поэтому наконечник необходимо смазывать, чтобы центр и заготовка не перегревались из-за трения.
Глагол. Точно расположить заготовку так, чтобы центр заготовки или центр элемента, например отверстия, был концентричен с осевой линией токарного станка или шпинделем фрезерного станка. Может также применяться для центрирования поворотного стола или другого приспособления, удерживающего заготовку, концентрично со шпинделем фрезерного станка.
Может также применяться для центрирования поворотного стола или другого приспособления, удерживающего заготовку, концентрично со шпинделем фрезерного станка.
Центровочное сверло: 1. Короткое укороченное сверло, используемое для формирования направляющего отверстия для сверления и неглубокого потайного отверстия для крепления конца заготовки к центру.
2. Процесс сверления заготовки центрирующим сверлом
Центральная линия: Воображаемая линия, проходящая от центра шпинделя через центр ползуна задней бабки и представляющая собой центральную ось токарного станка, вокруг которой вращается заготовка.
Патрон: Зажимное устройство для закрепления заготовки на токарном станке или для удержания сверла в задней бабке. Сверлильные патроны иногда называют патронами Jacobs Chucks, торговой маркой, которая популяризировала этот тип патронов.
Соединение: Подвижная платформа, на которой крепится инструментальный пост; можно установить под углом к заготовке. Также известен как составной слайд и составной отдых.
Также известен как составной слайд и составной отдых.
Составной маховик: Колесо с ручкой, используемое для перемещения составного ползуна внутрь и наружу. Также известен как комбикорм.
Зенковка: 1. Для сверления неглубокого плоскодонного отверстия, немного большего размера и концентрического с ранее просверленным отверстием, чтобы головка винта могла быть утоплена под поверхностью заготовки. С помощью специальной зенковки или концевой фрезы просверливают отверстие так, чтобы дно было ровным.
2. Отверстие, просверленное этим процессом.
Зенковка: 1. Для формирования неглубокого конусообразного отверстия вокруг просверленного отверстия меньшего диаметра. Зенковка часто используется, чтобы головка винта с плоской головкой была на одном уровне или немного ниже поверхности, в которой используется винт.
2. Режущий инструмент, похожий на сверло, с конусообразным наконечником, используемый для прорезания зенкерного отверстия. Часто сочетается с коротким наконечником сверла как «комбинированное сверло и зенкер» или центрирующее сверло.
Часто сочетается с коротким наконечником сверла как «комбинированное сверло и зенкер» или центрирующее сверло.
Поперечная подача: Маховик или кривошип, который перемещает поперечные салазки за счет вращения винта. Также действие по перемещению поперечного суппорта с помощью маховика поперечной подачи.
Поперечный суппорт: Платформа, которая перемещается перпендикулярно оси станка под управлением маховика поперечного суппорта.
Маховик для поперечных салазок: Колесо с рукояткой, используемое для перемещения поперечных салазок внутрь и наружу. Также известен как поперечная подача.
Режущий инструмент: Инструмент для резки или удаления металла или другого материала. Может относиться к любому типу режущего инструмента, такого как сверло, развертка или токарное долото. Токарное долото обычно имеет квадратное сечение с заостренным концом на одном конце. Он изготовлен из очень твердого и термостойкого материала, такого как быстрорежущая сталь или разновидность карбида.
Мертвая точка: Токарный центр, изготовленный из цельного куска стали без подшипников, обычно используемый для поддержки конца задней бабки относительно длинной гибкой заготовки. Поскольку подшипников нет, наконечник необходимо хорошо смазать, чтобы он не нагревался из-за трения. См. также: Живой центр.
Собака: Также известна как Токарная собака или Dogleg. Г-образный переходник, обычно изготовленный из чугуна, с отверстием для заготовки и стопорным винтом для фиксации заготовки. Используется для зажима заготовки и приложения к ней вращательного усилия, когда заготовка установлена между центрами вместе с планшайбой.
Собачка входит в отверстие в планшайбе, чтобы приложить усилие к заготовке. Используется вместо патрона, особенно в работе до 1940-х годов, и/или при нарезании конусов путем смещения задней бабки.
Ласточкин хвост или салазки типа «ласточкин хвост»: Поверхность скольжения между двумя близко подходящими компонентами станка, такого как поперечный салазок токарного станка. Ласточкин хвост гарантирует, что два компонента могут двигаться точно линейно с очень небольшим движением из стороны в сторону.
Ласточкин хвост гарантирует, что два компонента могут двигаться точно линейно с очень небольшим движением из стороны в сторону.
Назван так потому, что при виде с торца он похож на форму голубиного хвоста. Также распространенный тип соединения, используемый в деревообработке и названный так по той же причине.
Лицевая пластина: Металлическая пластина с плоской поверхностью, устанавливаемая на шпиндель токарного станка для удержания деталей неправильной формы.
Торцевание: Токарная операция, при которой металл удаляется с конца заготовки для создания гладкой перпендикулярной поверхности или торца. Режущий инструмент перемещается по направляющим, поворачивая маховик с поперечными салазками, также известный как поперечная подача.
Штифт: Отрезок из стали или латуни с ромбовидным поперечным сечением, который входит в зацепление с одной стороной ласточкиного хвоста и может регулироваться с помощью винтов, чтобы компенсировать любой провис в ползунке ласточкина хвоста. Используется для регулировки ласточкиного хвоста для оптимальной герметичности и компенсации износа.
Используется для регулировки ласточкиного хвоста для оптимальной герметичности и компенсации износа.
Полугайка или полугайка: Гайка, состоящая из двух половинок, которые зажимают ходовой винт под управлением рычага полугайки для перемещения каретки под действием силы, приводимой от ходового винта. Полугайка обычно имеет длину 6-10 полных витков резьбы для распределения движущей силы по большей площади.
Полугайка: Рычаг Рычаг для сцепления каретки с ходовым винтом для перемещения каретки под действием силы.
Маховик: Колесо, поворачиваемое вручную для перемещения компонента токарного станка или другого станка. Часто будет иметь ручку, отходящую от передней поверхности. Рукоятка облегчает быстрое вращение маховика.
Запас: Расстояние между вершиной шпинделя (или патрона) и столом фрезерного станка или сверлильного станка.
Передняя бабка: Основная отливка установлена на левом конце станины, в которой установлен шпиндель. В нем находятся шестерни переключения скорости вращения шпинделя.
В нем находятся шестерни переключения скорости вращения шпинделя.
Быстрорежущая сталь (HSS): Сплав стали, используемый для режущих инструментов, таких как токарные долота и сверла. HSS обладает высокой устойчивостью к потере твердости из-за нагрева от трения. При использовании для токарных станков заготовка из быстрорежущей стали шлифуется до нужной формы на настольном шлифовальном станке.
Прерванная резка: Операция резания на токарном или фрезерном станке, при которой поверхность, вдоль которой движется режущий инструмент, имеет зазоры или отверстия. Таким образом, режущее действие инструмента «прерывается» каждый раз, когда он проходит через такое отверстие.
Из-за вибрации, вызванной этим процессом, необходимо соблюдать особую осторожность, чтобы убедиться, что режущий инструмент и заготовка надежно закреплены, чтобы они не болтались. На фрезерном станке головка должна быть надежно зафиксирована, чтобы она не соскальзывала.
Патрон Jacobs: Стандартный сверлильный патрон, в котором используется внешнее кольцо с зубчатым венцом и шпонка патрона, которая входит в зацепление с кольцом с зубчатым венцом, чтобы очень плотно удерживать сверло. До появления «бесключевых» патронов они повсеместно использовались на ручных дрелях и сверлильных станках. Jacobs — торговая марка, которая часто используется как общее название для патронов этого типа.
Конус Jacobs: Одна из нескольких стандартных спецификаций для конических хвостовиков инструментов. Конические валы на инструментах входят в зацепление с соответствующим конусом в токарном станке, сверлильном станке, шпинделе фрезерного станка или на поворотном столе или подобных инструментах.
Конусы прецизионно обработаны, и при правильном сопряжении и отсутствии масла и песка инструмент плотно и соосно удерживает шпиндель станка. После сопряжения инструменты, удерживаемые конусом, необходимо удалить, высвободив их путем вбивания мягкого стержня с задней части инструмента с помощью молотка или винта для приложения усилия.
Ходовой винт: Прецизионный винт, проходящий по всей длине станины. Используется для привода каретки под действием силы при точении и нарезании резьбы. Меньшие ходовые винты используются внутри поперечного суппорта и компаунда для точного перемещения этих частей.
Промышленные токарные станки имеют отдельный привод для механической подачи и резервный ходовой винт для нарезания резьбы, чтобы уменьшить ненужный износ ходового винта.
Подвижный центр: Токарный центр со встроенными шарикоподшипниками, которые позволяют наконечнику вращаться независимо от конического конца, чтобы уменьшить трение при использовании центра для поддержки конца заготовки. См. Мертвая точка.
Длинный конус: Конус, вырезанный на токарном станке, который обычно слишком длинный, чтобы его можно было вырезать из-за смещения компаунда. На многих токарных станках задняя бабка состоит из двух компонентов, верхняя часть которых может быть смещена относительно оси станка.
Заготовка просверлена по центру на обоих концах и поддерживается между центрами с помощью собачки для перемещения заготовки. Задняя бабка смещена на нужный угол конусности. При перемещении каретки по направляющим режущий инструмент остается параллельным оси токарного станка, но заготовка обрезается по конусу, поскольку он смещен.
Токарные станки промышленного класса иногда имеют конусную насадку, позволяющую нарезать длинные конусы без смещения задней бабки. По мере того, как каретка перемещается по направляющим, конусное приспособление перемещает поперечные салазки внутрь или наружу с постоянной скоростью, что приводит к конусообразному разрезу.
Станок: Станок, такой как токарный станок, сверлильный станок или фрезерный станок, предназначенный для придания формы металлу и другим материалам с высокой степенью точности. Типичная размерная точность составляет порядка тысячных долей дюйма или сотых долей миллиметра. Станки могут варьироваться от размера настольного компьютера до огромных машин весом в несколько тонн, используемых для промышленных работ.
Механическая обработка: Процесс придания формы металлу или другому материалу с использованием станков, таких как токарный станок или фрезерный станок. Большинство операций механической обработки, таких как сверление или токарная обработка, отрезают лишний материал, оставляя желаемую форму и размеры.
Конус Морзе: Конус определенных размеров, используемый для сопряжения соответствующих охватываемых и охватывающих деталей таким образом, чтобы они плотно и концентрически сцеплялись друг с другом. Конусы бывают разных размеров, например № 0, № 1, № 2, № 3 и т. д., причем большее число соответствует большему размеру. Шпиндель мини-токарного станка имеет конус Морзе № 3, а цилиндр задней бабки имеет конус Морзе № 2.
Пилотное отверстие: Неглубокое отверстие, обычно конусообразное, просверливаемое в качестве начального отверстия перед тем, как просверлить более глубокое отверстие. Направляющее отверстие помогает гарантировать, что буровое долото входит в материал в нужном месте и не смещается и не смещается, когда долото начинает врезаться в просверливаемый материал.
Перо: Часть сверлильного станка, фрезерного станка, задней бабки токарного станка или другого станка, которая выдвигается и втягивается в часть станка под управлением ручного рычага или маховика. Как правило, пиноль имеет стандартный конус для удержания патрона или другого приспособления для крепления инструмента.
Конус R8: Стандартный конус, наиболее часто используемый для отверстия шпинделя и инструментальных хвостовиков фрезерных станков среднего размера. Конические хвостовики обеспечивают точную концентричность станков со шпинделем и противостоят боковым силам, возникающим при фрезеровании.
Конусы R8 считаются «саморазъединяющимися», т.е. для их отрыва от шпинделя при смене инструмента требуется небольшое усилие или вообще не требуется никакого усилия.
Зубчатая рейка и шестерня: Механизм для перемещения линейного зубчатого колеса (рейки) путем поворота круглого зубчатого колеса (шестерни). Используется для преобразования вращательного движения, обычно маховика, в управляемое линейное движение. Типичным примером является механизм фокусировки микроскопа.
Типичным примером является механизм фокусировки микроскопа.
Седло: Отливка, часто имеющая форму буквы «Н», если смотреть сверху, которая едет по дорогам. Наряду с фартуком он является одним из двух основных узлов, из которых состоит вагон.
Короткий конус: Конус, вырезанный на токарном станке, достаточно короткий по длине, чтобы его можно было обрезать, сместив компаунд под желаемым углом конуса.
Уступ: Точка, в которой заготовка резко меняется от одного диаметра к другому.
Шпиндель: Основной вращающийся вал, на котором установлен патрон или другое удерживающее устройство. Он установлен в прецизионных подшипниках и проходит через переднюю бабку. В более общем смысле основная вращающаяся часть станка.
Сквозное отверстие шпинделя: Размер, указывающий минимальный диаметр отверстия, проходящего через шпиндель. Заготовка меньшего диаметра может проходить через шпиндель, что облегчает работу с длинными заготовками.
На мини-токарном станке это 3/4″, но его можно безопасно развернуть до 13/16″. Обратите внимание, что рядом с передней частью шпинделя отверстие сужается для удержания конического инструмента и больше 3/4″, если смотреть на шпиндель.
В наличии: 1. Кусок металла или другого материала, обрабатываемый на токарном станке
2. Исходный материал, такой как металлический стержень, который будет обрезан до рабочего размера и обработан
Поворот: Размер, представляющий заготовку наибольшего диаметра, обрабатываемую на токарном станке может вращаться. Все мини-токарные станки 7×10, 7×12 и 7×14 имеют 7-дюймовый поворот, а это означает, что максимальный размер обрабатываемой детали, которая может вращаться без удара о станину, составляет 7 дюймов в диаметре.
Связанный размер, Поворот над кареткой или Поворот над поперечными салазками, представляет собой заготовку максимального диаметра, которая может вращаться на поперечных салазках. Это около 4 дюймов на токарных станках 7x, поэтому любая заготовка длиннее примерно 3 дюймов не может быть больше 4 дюймов в диаметре.
Это около 4 дюймов на токарных станках 7x, поэтому любая заготовка длиннее примерно 3 дюймов не может быть больше 4 дюймов в диаметре.
Задняя бабка: Чугунный узел на правом конце токарного станка, который может скользить по направляющим и фиксироваться на месте. Используется для удержания длинных изделий на месте или для установки сверлильного патрона для сверления в конце изделия.
Маховик задней бабки: Колесо с ручкой, используемое для перемещения штока задней бабки внутрь и наружу отливки задней бабки.
Поршень задней бабки: Поршневой вал, который можно перемещать внутрь и наружу задней бабки, поворачивая маховик задней бабки. Также известен как перо. Имеет коническое внутреннее отверстие для хвостовика с конусом Морзе.
Вал или плунжер выдвигается или выдвигается вращением маховика задней бабки, расположенного на правом конце задней бабки. Шток обычно имеет маркировку в дюймах и/или миллиметрах и может быть заблокирован в определенной точке с помощью стопорного рычага.
Конусность: 1. Равномерное постепенное изменение диаметра заготовки.
2. Процесс резки заготовки для получения конического диаметра.
3. Конусная часть заготовки, вырезанная на токарном станке.
4. Конусный конец инструмента или шпинделя, соответствующий стандартному шаблону, такому как конус Морзе, конус Джейкобса или конус R8.
Сквозное отверстие: Отверстие, проходящее через шпиндель. Стержни меньшего диаметра, чем сквозное отверстие, могут проходить через отверстие, что позволяет обрабатывать концы стержня, которые в противном случае были бы слишком длинными для токарного станка.
Инструмент: Режущий инструмент, используемый для удаления металла с заготовки; обычно изготавливаются из быстрорежущей стали или карбида.
Заготовка для инструмента: Кусок быстрорежущей стали, из которого на настольном шлифовальном станке вытачивают режущий инструмент. Обычно квадрат 5/16 дюйма на длину 2 1/2 дюйма для использования на мини-токарном станке.
Стойка для инструмента: Удерживающее устройство, установленное на компаунде, в котором зажимается режущий инструмент.
Токарная обработка: Токарная операция, при которой металл удаляется с внешнего диаметра заготовки, уменьшая ее диаметр до желаемого размера.
Способы: Прецизионно отшлифованные поверхности вдоль верхней части станины, на которой ездит седло. Пути точно выровнены с осевой линией токарного станка.
Работа или заготовка: Материал удерживается на токарном станке для обработки. Обычно это стержень или цилиндр из металла или пластика, но он также может иметь более сложную форму, например, отливку двигателя модели самолета.
Выравнивание передней бабки токарного станка: резка тестового стержня
- автор: Куинн Данки
Допустим, вы недавно купили токарный станок и установили его в своей мастерской. Может быть, вы даже пошли и прокачали его как босса. Вы готовы делать чипсы, верно? Ну не так быстро. Как скажут вам настоящие машинисты, вы можете использовать все уровни и лазеры и все, что захотите, но доказательство в разрезе. Благодаря точному нивелированию ваша машина находится на приблизительном уровне (у механиков есть очень маленькие ), но последний шаг к тому, чтобы машина действительно хорошо работала, — это вырезать тестовый стержень. Это верный способ устранить любые последние следы скручивания в кровати.
Может быть, вы даже пошли и прокачали его как босса. Вы готовы делать чипсы, верно? Ну не так быстро. Как скажут вам настоящие машинисты, вы можете использовать все уровни и лазеры и все, что захотите, но доказательство в разрезе. Благодаря точному нивелированию ваша машина находится на приблизительном уровне (у механиков есть очень маленькие ), но последний шаг к тому, чтобы машина действительно хорошо работала, — это вырезать тестовый стержень. Это верный способ устранить любые последние следы скручивания в кровати.
Существует два типа тестовых стержней. Один из них предназначен для проверки выравнивания передней бабки и направляющих, что мы здесь и делаем. Есть еще один тип, используемый для проверки выравнивания задней бабки, но это тема для другого дня.
Мы начинаем с того, что бросаем инвентарь. Вы хотите что-то значительного диаметра, потому что у нас будет много неподдерживаемых выступов, чего вы обычно никогда не делаете. Приклад должен быть максимально жестким сам по себе. Чем больше у вас вылет, тем более точным будет ваше измерение скручивания станины, но испытание становится невозможным, если вылет слишком велик, чтобы заготовка оставалась жесткой во время резки. Это сложный баланс. Для этой демонстрации на моем маленьком настольном станке я использую ложу диаметром 1-1/4 дюйма и длиной 5 дюймов. Для большой напольной машины лучше всего начать с приклада диаметром 2 дюйма и длиной около 10 дюймов.
Чем больше у вас вылет, тем более точным будет ваше измерение скручивания станины, но испытание становится невозможным, если вылет слишком велик, чтобы заготовка оставалась жесткой во время резки. Это сложный баланс. Для этой демонстрации на моем маленьком настольном станке я использую ложу диаметром 1-1/4 дюйма и длиной 5 дюймов. Для большой напольной машины лучше всего начать с приклада диаметром 2 дюйма и длиной около 10 дюймов.
Вставьте его как можно ближе в четырехкулачковый патрон. Чем больше биения мы устраним сейчас, тем быстрее и проще будет этот тест. Если у вас есть заготовка с обработанной поверхностью, это идеально, но холоднокатаная заготовка с завода, как правило, тоже подойдет. Я использую здесь мягкую сталь, но что-то вроде стали 12L14 для свободной обработки облегчило бы получение хорошей отделки (что помогает при измерениях).
Общая идея в том, что мы делаем форму штанги. Сделаем высокоточные надрезы на концах, оставив посередине более узкую область, которую можно легко пропустить.
С набранным запасом отогните рельефную область в центре стержня, оставив около дюйма на каждом конце нетронутыми. Мы будем измерять только концы, поэтому средняя часть будет только мешать. Создание рельефа также сводит к минимуму износ инструмента между проходами (что может повлиять на результаты наших испытаний). Рельефа в 30-50 тыс. достаточно. Нам нужно достаточно места, чтобы очистить несколько тестовых надрезов на каждом конце. Не ослабляйте слишком сильно, потому что нам нужна жесткость приклада.
Обратите внимание, что мы используем , а не заднюю бабку для поддержки. Это важно, потому что задняя бабка вводит свой собственный набор переменных, влияющих на выравнивание. Мы только проверяем выравнивание передней бабки по направляющим, поэтому мы не можем использовать заднюю бабку. Это означает, что мы должны делать очень легкие разрезы, потому что наша жесткость очень низкая.
Это означает, что мы должны делать очень легкие разрезы, потому что наша жесткость очень низкая.
Сделав рельеф, мы можем сделать очень легких разрезов в двух областях измерения. Нам нужно ровно столько, чтобы очистить поверхность по всей окружности (чтобы мы знали, что находимся внутри любого биения в патроне). Здесь я делаю двухтысячные пропилы на каждом проходе. Пройдитесь по обеим зонам измерения, не касаясь поперечного ползуна между ними. В конце остановите машину и измерьте, затем поверните каретку назад и при необходимости сделайте еще один разрез.
Между каждым проходом тщательно измеряйте две полосы. После того, как вы получите чистый срез в обеих зонах измерения, сравните диаметры с помощью высококачественного микрометра. Если они разные, машина режет конус, а это означает, что ваша кровать имеет некоторый изгиб. Немного отрегулируйте или подожмите ножки задней бабки токарного станка и сделайте еще один разрез.
Если они разные, машина режет конус, а это означает, что ваша кровать имеет некоторый изгиб. Немного отрегулируйте или подожмите ножки задней бабки токарного станка и сделайте еще один разрез.
Увеличенная задняя часть стержня означает, что передний правый угол направляющих слишком низок (насадка приближается к заготовке по мере перемещения). Если зажимной конец стержня больше, передний правый угол направляющих слишком высок (резец инструмента удаляется от обрабатываемой детали по мере его перемещения).
В моем случае два конца на 1,245″ полностью затянуты, так что я очень доволен. Этой машине можно доверять, чтобы не резать конусы в пределах по крайней мере 6 дюймов или около того. Насколько близко вы хотите получить эти размеры, зависит от вас, но десятой тысячной на 5-6″, вероятно, будет достаточно для всего, что понадобится любителю. Когда вы закончите, вы можете смазать и хранить тестовую полосу для использования позже. При затыловке в 30 тыс. или около того один и тот же испытательный стержень можно использовать несколько раз.