 alexxlab
alexxlab Инструмент для монтажа полипропиленовых труб: паяльник, ножницы и зачистка
Полипропиленовые трубы – наиболее доступный по цене, практичный и долговечный материал для домашнего водопровода. Но если нанять мастера для монтажа полипропиленовых коммуникаций, то оплата его услуг может обойтись гораздо дороже цены самого материала. Сегодня, кстати, для оплаты используют онлайн смарт кассы, которые представлены тут.
При наличии элементарных навыков сантехнических работ и если приобретены все комплектующие водопровода и подготовлен необходимый инструмент для монтажа полипропиленовых труб, вполне по силам осуществить эти работы самостоятельно.
Резка полипропиленовых труб в размер
Коммуникации можно нарезать на требуемые длины заранее, а можно делать это прямо по месту проведения работ. Второй вариант является более предпочтительным. Для получения изделий нужной длины используют ножницы для резки полипропиленовых водопроводных труб. Этот специальный инструмент даёт идеально ровный срез, но можно обойтись и обычной ножовкой по металлу или болгаркой.
При резке болгаркой лучше зафиксировать изделие, а не резать на весу. Во-первых, это повысит безопасность проводимых работ, во-вторых, позволит получить более ровный срез.
Если вы будете пользоваться кругом по металлу, то возможно появление «наплывов», которые нужно снять острым ножом. Если же вы будете использовать круг по бетону, то наплывов не будет, но сам круг быстро выйдет из строя. Так что, более предпочтительный вариант придётся выбирать самостоятельно.
Перед соединением трубы с фитингами на её конце необходимо снять фаску с наружной стороны. Это нужно для того, чтобы оплавленная поверхность трубы легко вставлялась в фитинг. Если изделие будет входить с трудом, то он может деформироваться, что станет причиной плохо проваренного соединения. Неровная, волнистая поверхность также приводит к уменьшению её проходного сечения.
Для снятия фаски можно использовать остро отточенный нож из стали хорошего качества. Один из вариантов снятия фаски – использовать болгарку с кругом по металлу.
Зачистка труб, армированных алюминиевой фольгой
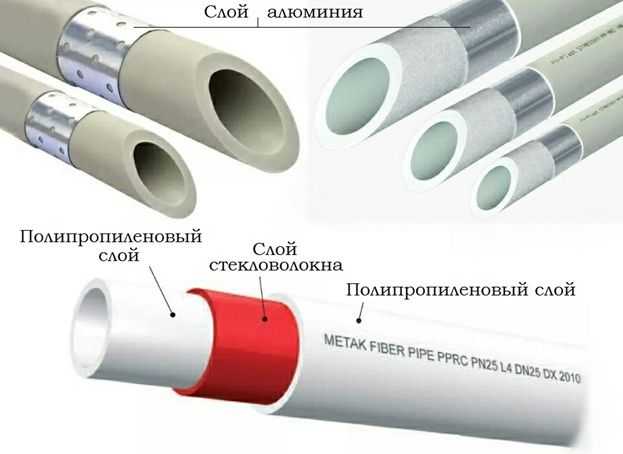
Если полипропиленовая труба имеет алюминиевую прослойку вблизи поверхности, то перед расплавлением армирующий слой необходимо удалить. Это необходимо, чтобы расплавились и внутренняя, и наружная поверхности коммуникаций. Если же алюминиевый слой располагается между слоями полимера, то трубу необходимо торцевать.
Зачистные инструменты для армированных труб из полипропилена бывают следующими:
- Зачистка для полипропиленовых труб для наружной поверхности – небольшой, удобный для использования цилиндр с внутренними режущими кромками. Принцип работы зачистки очень прост – её надевают на трубу и проворачивают. Зачистки часто изготавливают двухстронними – для возможности работы с изделиями разного диаметра.
- Торцеватели внешне похожи на зачистку для наружного слоя. Но предназначаются для удаления прослойки, расположенной между слоями полипропилена. Инструмент надевается на трубу с некоторым натягом.

- Специальные насадки на дрель предназначаются для удаления алюминиевой фольги, расположенной снаружи или внутри полипропиленовой трубы.
Основной монтажный инструмент для полипропиленовых труб – специальный паяльник
При самой сборке трубопровода применяется паяльник для полипропиленовых труб. Его конструкция состоит из нагревательного элемента в комплекте со сменными насадками, предназначенными для нагрева трубы и фитинга. Существует целый ряд насадок, применяемых для работы с изделиями различного диаметра.
Процесс соединения труб с фитингами состоит из следующих этапов. Сварочный аппарат собирают, устанавливают на подставку. Выбираются насадки соответствующего диаметра, к аппарату их крепят плотным прикручиванием. Измеряют глубину насадки.
Паяльник подключают к сети. На торце трубы, подготовленной к сварке, отмечают глубину насадки, от которой вычитают 2 мм. Дожидаются, пока инструмент разогреется до нужной температуры.
В одну руку берут отрезок трубы, а в другую фитинг. В более широкую часть насадки вставляют трубу, на более узкую – надевают фитинг.
При этом продольные оси насадок должны совпадать с продольными осями трубы и фитинга.
Время нагрева определяется по специальным таблицам. Труба должна вводиться в фитинг до отмеченной линии. Далее происходит одновременный нагрев наружной поверхности коммуникаций и внутренней части фитинга.
После окончания требуемого времени нагрева трубу и фитинг снимают с насадок. Если снятие затруднено, то элементы нужно слегка провернуть. Нагретые элементы аккуратно соединяют и удерживают неподвижно эти элементы до полного застывания стыка. Трубу вводят в фитинг до отметки.
Последним этапом надо соединить и удержать нагретые элементы
При соединении необходимо следить, чтобы детали не провернулись относительно друг друга. Такой «проворот» становится причиной образования волнообразной поверхности трубы. Это приводит к ухудшению качества соединения и уменьшению проходного диаметра.
Признаки качественного соединения трубы с фитингом
Если технология проведения сварки была в точности соблюдена, то полученное соединение должно выглядеть так:
- Продольная ось трубы совпадает с продольной осью фитинга.
- В месте соединения с фитингом на наружной поверхности трубы должен образоваться незначительный наплыв полимера в виде ровного круга.
- Между трубой и фитингом не должно быть никакого просвета.
Для получения такого качественного соединения необходимо, чтобы соединяемые поверхности трубы и фитинга были сухими, очищенными от всех загрязнений, обезжиренными. При проведении сварочных работ температура окружающей среды должна превышать 50С.
К тому же, надо учесть, что изготовление фаски с торца труб диаметром более 50 мм является обязательной операцией.
Инструмент для монтажа труб полипропиленовых не является слишком дорогим или очень сложным в использовании. В крайнем случае, паяльник, зачистку или торцеватель можно позаимствовать на время.
В крайнем случае, паяльник, зачистку или торцеватель можно позаимствовать на время.
Полипропиленовые трубы армированные. Особенности. Способы армирования
Преимущества полипропиленовых труб обусловили их высокую востребованность в сегменте сантехнической продукции мирового рынка. Однако без недостатков и здесь не обошлось. В частности, они обладают высоким коэффициентом линейного расширения. Поэтому заводы освоили выпуск изделий, усиленных армирующим слоем. Они применяются для систем отопления и водоснабжения. Особенно популярны в настоящий момент полипропиленовые трубы, армированные алюминием.
Армированные трубы из полипропилена применяют в отопительных системах с высокой температурой теплоносителя
Содержание
- 1 Свойства полипропиленовых труб
- 2 Особенности армированной алюминием полипропиленовой трубы
- 3 Способы армирования
- 4 Нужно ли изолирование полипропиленовым трубам армированным?
Свойства полипропиленовых труб
Данные изделия обладают повышенной устойчивостью к воздействию химически агрессивных соединений и демонстрируют очень продолжительный срок службы. Им характерно отсутствие:
Им характерно отсутствие:
- коррозионного налёта;
- ржавчины;
- известковых отложений;
- гниения.
Немаловажным фактором, обусловившим популярность, является неизменность их диаметра, и, соответственно, стабильность пропускной способности трубопровода в целом. Ну и, конечно же, не последнюю роль играет то что, на всём протяжении эксплуатации полипропиленовых труб, их внутренняя поверхность остаётся практически гладкой.
В зависимости от технологии изготовления, трубы из полипропилена способны выдерживать различные давления. По этому критерию они подразделяются на несколько видов.
PN10. Это тонкая труба со сроком эксплуатации порядка 50 лет. Применяется в системах холодного водоснабжения. Номинальное давление до 1 МПа.
Трубы PPR бывают разного диаметра: самые тонкие подходят для систем с невысокой температурой транспортируемой жидкости
Стандартные размеры труб из полипропилена представлены в таблице.
Таблица 1
| Толщина стенки, мм | 1,90-10 |
| Наружный диаметр, мм | 20-110 |
| Внутренний диаметр, мм | 16,2-90 |
Полезная информация! На основе труб PN10 допускается создание «тёплого пола» с температурой теплоносителя, не превышающей +45˚С.
PN20. Трубы данной категории используются для горячего (температура теплоносителя до +80˚С) и холодного водоснабжения в промышленных и жилых строениях. Номинальное давление – до 2 МПа. Срок службы – порядка 25 лет.
Ниже указаны стандартные геометрические характеристики полипропиленовых труб PN20.
Таблица 2
| Толщина стенки, мм | 16-18,40 |
| Наружный диаметр, мм | 16-110 |
| Внутренний диаметр, мм | 10,60-73,20 |
PN25. Именно в эту группу входят изделия, армированные алюминием.Применяются при монтаже систем горячего водоснабжения и отопления. Номинальное давление – до 2,50 МПа. Такая труба подойдет для скрытой и открытой прокладки, внутри и вне помещения.
Именно в эту группу входят изделия, армированные алюминием.Применяются при монтаже систем горячего водоснабжения и отопления. Номинальное давление – до 2,50 МПа. Такая труба подойдет для скрытой и открытой прокладки, внутри и вне помещения.
Стандартные размеры полипропиленовых труб PN25 представлены ниже.
Таблица 3
| Толщина стенки, мм | 4-13,4 |
| Наружный диаметр, мм | 21,2-77,9 |
| Внутренний диаметр, мм | 13,2-50 |
По сравнению с металлическими, полипропиленовые трубы имеют два серьёзных недостатка. Это:
- Повышенная кислородопроницаемость.
- Высокий коэффициент теплового линейного расширения.
Но армирование полипропиленовых конструкций решает эти проблемы.
Алюминиевая прослойка, которая находится внутри трубы, придает изделию особую прочность и устойчивость к высокому давлению
Особенности армированной алюминием полипропиленовой трубы
Армирование полипропилена придаёт конечному продукту следующие положительные характеристики:
- контакт с перегретой средой не вызывает потерю жёсткости.
 Тело неармированной полипропиленовой трубы при транспортировании под давлением перегретой среды может просто разрушиться. Кстати, именно поэтому изделия данного типа не используются в горячем водоснабжении;
Тело неармированной полипропиленовой трубы при транспортировании под давлением перегретой среды может просто разрушиться. Кстати, именно поэтому изделия данного типа не используются в горячем водоснабжении; - исходный материал становится менее пластичным. Высокая эластичность полипропилена несущественна в открытых системах. Однако, не поддающееся контролю увеличение габаритов трубы, вмонтированной в твёрдое перекрытие стены или пола, при поступлении в её полость жидкости может вызвать образование трещин на опорной поверхности. А благодаря наличию у полипропиленовой армированной трубы жёсткого каркаса, никакого деформирования не произойдёт.
Данную продукцию можно применять для создания систем отопления: такая труба не начнёт вздуваться при температуре +120˚С. При этом допустимое предельное значение приближается к отметке 175˚С.
Причём даже такой экстремальный нагрев вызовет лишь потерю жёсткости, в результате чего труба провиснет, но её целостность сохранится.
Армированные трубы не провисают под действием температуры и система функционирует без сбоев
Совет! Выше приведены данные экспериментов, выполненных в лабораторных условиях. На практике лучше избегать транспортировки жидкостей с температурой, превышающей +95˚С.
Впрочем, с точки зрения возможности эксплуатации в «горячих» водопроводах и системах отопления для полипропиленовых труб, армированных алюминием, данное ограничение некритично. Ведь даже нагретая в котле до +100˚С вода «по дороге» теряет тепло и в эти инженерные коммуникации поступает с температурой порядка +95˚С.
Способы армирования
Чаще всего работы по армированию полипропиленовых труб выполняются таким образом, что края фольги из алюминия крепятся внахлёст. Хоть эту технологию взяли на вооружение многие отечественные производители, достаточное развитие сегодня получила также сварка краёв фольги встык с помощью лазера. Такое исполнение обеспечивает отсутствие контакта теплоносителя с армирующим слоем. При этом сварка соединения трубы и фитинга остаётся неизменно качественной.
При этом сварка соединения трубы и фитинга остаётся неизменно качественной.
На первоначальной стадии разработки данной технологии, армирование выполнялось сплошной алюминиевой фольгой, что предотвращало попадание в теплоноситель кислорода и придавало внешней поверхности трубы исключительную гладкость. Но при этом возникали серьёзные трудности с креплением фольги к полипропиленовым слоям. В связи с этим при производстве армированных алюминием труб особые требования предъявляются к качеству клея и к влажностному, а также температурному режиму.
Использование перфорированной алюминиевой фольги в ПП-трубах снижает риск деформации труб под действием конденсата
Вышеописанному способу изготовления данной продукции присущ ещё один недостаток. Полипропилен гигроскопичен, поэтому через его стенки внутрь конструкции проникает влага, но дальше слоя фольги она пройти не может. В результате её накопления на поверхностном слое образуются ненужные вздутия.
Чтобы исключить данное явление, сегодня для армирования применяется алюминиевая фольга с перфорацией. То есть, по всей её поверхности равномерно располагаются круглые отверстия. Такой способ обеспечивает прочное склеивание между собой декоративного и базового слоёв полимера по всей площади изделия. Производители гарантируют, что полученные по этой технологии рабочие характеристики армированной алюминием полипропиленовой трубы обеспечат срок службы конструкций с холодной водой 50, а с горячей – 25 лет.
То есть, по всей её поверхности равномерно располагаются круглые отверстия. Такой способ обеспечивает прочное склеивание между собой декоративного и базового слоёв полимера по всей площади изделия. Производители гарантируют, что полученные по этой технологии рабочие характеристики армированной алюминием полипропиленовой трубы обеспечат срок службы конструкций с холодной водой 50, а с горячей – 25 лет.
Нужно ли изолирование полипропиленовым трубам армированным?
Этот вопрос вполне закономерен. Ведь полипропилен не подвержен коррозии. В этом, собственно, и заключается основное преимущество выполненных из него труб по сравнению с металлическими изделиями. Однако, в случае наружной прокладки трубопровода изоляция тоже нужна. За счёт неё:
- снижается уровень теплопотерь в холодную пору года. Инженерные коммуникации прокладываются и на открытом воздухе, а не только внутри помещения. Поэтому без изоляции для полипропиленовых труб, в том числе и армированных алюминием, большая часть тепла по пути до места назначения просто пропадёт;
- охлаждение конденсата.
 Это касается холодного водоснабжения. На поверхности изделий данного типа по сравнению с их стальными «коллегами», конденсат тоже образуется, но в меньшем объёме.
Это касается холодного водоснабжения. На поверхности изделий данного типа по сравнению с их стальными «коллегами», конденсат тоже образуется, но в меньшем объёме.
Для теплоизоляции ПП-труб можно применить уже готовую «скорлупу» из прессованного синтетического материала
Важно! Когда наблюдаются незначительные осадки, различие температур тоже может вызвать такое явление. Поэтому теплозащита нужна в любом случае.
Перечень продукции для утепления полипропиленовых труб, армированных алюминием, такой же, как и для обычных изделий. Это следующие материалы:
- стекловата. Такой утеплитель самый доступный по стоимости. Стекловата не боится ни высоких температур, ни огня. При этом ей присущи хорошие утепляющие характеристики;
- вспененный полиэтилен. Чаще всего производится в форме рукава с односторонним разрезом. Многие наши соотечественники отдают предпочтение этому утеплителю для полипропиленовых труб благодаря лёгкости его монтажа;
- пенополистирол (пенопласт).
 По причине низкой теплопроводности эксперты считают его одним из самых эффективных утеплителей;
По причине низкой теплопроводности эксперты считают его одним из самых эффективных утеплителей; - пенополиуретан. По внешнему виду он напоминает традиционный пенопласт, но отличается структурой ячеек. В продаже чаще всего присутствует в виде скорлупы.
Трубы из полипропилена, армированные алюминием, благодаря своим исключительным качествам и характеристикам пользуются повышенным спросом. Правильный выбор и грамотный монтаж избавит вас от проблем в течение всего срока их эксплуатации.
стекловолокно и фольга, основные отличия, достоинства и недостатки обоих видов
Чтобы при разводке системы отопления не испортить все некачественными трубами, необходимо выбрать «правильного» производителя и трубы соответствующей категории. Производителей полипропиленовых труб в мире достаточно много, но пока еще не разработана единая система маркировки и часто изделия из одного и того же материала, с аналогичными характеристиками имеют разное обозначение. Тем не менее, некоторые обозначения стандартны, и их знание облегчит выбор материала с требуемыми техническими характеристиками.
Тем не менее, некоторые обозначения стандартны, и их знание облегчит выбор материала с требуемыми техническими характеристиками.
Характеристики и маркировка полипропиленовых труб
Чтобы ориентироваться в названиях и понимать разницу, немного поговорим о марках полипропиленов. Любой из них обозначается двумя латинскими буквами: «PP» или в русскоязычном варианте «ПП». Далее могут стоять цифры или другие буквы, которыми «маскируются» типы материалов:
Именно трубы PPR (ППР в русскоязычном варианте) на данном этапе считаются самыми лучшими, безопасными и надежными. Изделия PPR, PP-random могут использоваться в системах централизованного отопления, а также индивидуального, если стоит газовый или жидкотопливный котел. Если установлен твердотопливный котел с автоматической защитой от перегрева (срабатывает при температуре теплоносителя 95оС), для разводки системы отопления можно использовать специальный полимер, который имеет повышенную стойкость к температурам: PPs. Он нормально переносит внутреннюю среду в 95оС и краткие перегревы до 110оС.
Он нормально переносит внутреннюю среду в 95оС и краткие перегревы до 110оС.
Если в системе будет стоять твердотопливный агрегат без автоматики, никакой полипропилен не выдержит. Тогда для разводки вам понадобятся или медные или стальные трубы. Использовать полипропилен можно в сетях с таким котлом только при наличии жидкостных теплоаккумуляроров, которые сглаживают перепады температур, повышают безопасность системы и снижают себестоимость отопления, одновременно повышая его комфортность.
PPR трубы используются в системах отопления, горячего и холодного водоснабженияСледующее, на что нужно обратить внимание, это на давление. Маркируется этот параметр латинскими буквами PN, а цифры, стоящие за ними, обозначают номинальное давление воды, которое может выдерживать эта труба на протяжении 50 лет при температуре среды 20оС. Выпускают трубы PN 10, PN 16, PN 20 и PN 25. Соответственно эти изделия прослужат 50 лет при давлении 10, 16, 20 и 25 бар/см2 и температуре среды 20оС.
При изменении температуры и/или давления срок эксплуатации значительно сокращается. Например, срок эксплуатации изделий PN 16 при 50оС уже не 50 лет, а всего 7-8. Нужно также знать, что чем больше давление, тем толще стенка трубы, хотя PN 20 и PN 25 имеют слой армирования, из-за чего их стенки и наружный диаметр меньше, чем у аналогов PN 16.
В принципе, для индивидуального отопления можно использовать и марки PN 10, PN 16. Они пригодны для температур теплоносителя не выше 70оС. Пиково и кратковременно могут выносить нагрев до 95оС. Срок службы у них при таких условиях, конечно, не 50 лет, но десяток лет они работать будут. Как положительный момент таких труб можно отметить меньшую стоимость (по сравнению с PN 20 и PN 25). Но есть очень существенный недостаток: большой коэффициент расширения. Каждый метр трубы при нагреве до 70оС увеличивается практически на 1 см. Если такие трубы спрятать в стене или в стяжке пола без компенсационного контура или петли, то через некоторое время они разрушат близлежащие материалы. Если же они проложены поверху (зафиксированы к стене клипсами/держателями), то ощутимо провиснут. Если в «холодном» виде такой трубопровод выглядит нормально и взгляд на нем не задерживается, то висящие трубы ощутимо портят внешний вид. Потому такие трубы используют чаще для разводки холодной или горячей воды (температура ГВС редко превышает 45-50оС и температурное расширение имеет не такие масштабы).
Если же они проложены поверху (зафиксированы к стене клипсами/держателями), то ощутимо провиснут. Если в «холодном» виде такой трубопровод выглядит нормально и взгляд на нем не задерживается, то висящие трубы ощутимо портят внешний вид. Потому такие трубы используют чаще для разводки холодной или горячей воды (температура ГВС редко превышает 45-50оС и температурное расширение имеет не такие масштабы).
Труба из полипропилена (ППР) армированная
Для отопления обычно используют армированные полипропиленовые трубы (маркировка PN 20 и PN 25). Оба типа подходят как для централизованного, так и для индивидуального отопления. Отличаются эти марки типом армирующего материала: в PN 20 используют стекловолокно, в PN 25 – алюминий (цельный лист или перфорированный зависит от производителя). Несмотря на разные материалы укрепляющей прослойки, оба типа имеют коэффициент расширения значительно ниже, чем у чисто полимерных труб – на ¾ меньше. Но при использовании стекловолокна он на 5-7% выше, чем в фольгированных изделиях.
Самые лучшие марки (Wain Ecoplastik, Valtec, Banninger и др.) имеют большое количество подделок. Кроме невысокой цены (по сравнению с оригинальными) подделки можно определить на глаз. У качественной трубы слои ровные. Это основной показатель качества. Если армировка располагается посередине, то оба слоя полипропилена имеют абсолютно одинаковую толщину в любом месте, хотя все указанные выше производители располагают слой алюминия ближе к наружному краю.
Тут четко видно, что слои полипропилена совсем не одинаковой толщиныЕще один признак, по которому можно определить подделку: практически все лидеры рынка используют сварку алюминия встык. Такие трубы более надежны, хоть для их производства требуется дорогое оборудование. На фото выше виден шов «внахлест». Это явный признак дешевых труб, причем невысокого, мягко говоря, качества.
Наружная и внутренняя поверхности оригинальных изделий гладкая. Надпись нанесена четко, ровно по линейке, не смазана. Кроме того, чтобы избежать претензий в поделках часто название незначительно искажают: пропускают или добавляют лишнюю букву, заменяют другой.
Так что, просто внимательно присмотревшись к таким «мелочам», вы сможете определить подделку. А вообще, если вы точно определились с маркой, не поленитесь зайти на официальный сайт и поинтересоваться как должны выглядеть трубы выбранной марки, какой должна быть поверхность:матовой или гладкой, какого цвета, как выглядит логотип, который наносят, изучить ассортимент изделий, которые производит данная фирма.
Трубы армированные стекловолокном
В трубах PN 20 в качестве армирующего материала используют стекловолокно. Вообще, первоначально, этот тип предназначался для подачи горячей воды. Безусловно, неплохо чувствовать себя они будут и в большинстве отопительных систем. И работать будут неплохо. Не 50лет, но и не год-два. При условии, что это действительно качественные трубы, а не подделка. А теперь подходим к важному моменту: как определить качество. Как ни прискорбно, ориентироваться нужно на цену: европейцы выпускают самые лучшие трубы. Тут не поспоришь: опыт. Но цены у них высокие.
Тут не поспоришь: опыт. Но цены у них высокие.
Теперь о самих трубах и их применении в отоплении. В этом типе изделий ни цвет армирующей прокладки, ни материал, из которого она изготовлена, практически никакой роли не играют. Стекловолокно может быть оранжевого, красного, синего или зеленого цвета. Это просто красящий пигмент и ни на что он не влияет. Если и можно ориентироваться на цвет, то только на продольную полосу, которая нанесена на поверхности трубы: красная говорит о пригодности для горячих сред, синяя – для холодных, обе вместе – об универсальности.
Цвет стекловолокна не на что не влияетТеперь об особенностях применения армированных стекловолокном труб именно для отопления. Их можно ставить, но с некоторыми оговорками. Это связано со вторым недостатком полипропилена (кроме большого температурного расширения) – высокой кислородопроницаемостью. В условиях высоких температур большое количество кислорода в системе ведет к достаточно активному разрушению металлосодержащих элементов. Если в системе использованы действительно надежные и качественные, соответствующие сертификатам алюминиевые радиаторы (обязательное условие — из первичного алюминия), то больших проблем быть не должно. Но если их качество вызывает сомнения, или установлены чугунные радиаторы, то использовать нужно только трубы с фольгой, которая в разы снижает количество кислорода, проходящее через стенки труб PPR. И еще один момент: от толщины стенок проницаемость зависит, но не сильно, а зависит от качества материала. Вот и снова вернулись к тому, что для того чтобы отопление из полипропиленовых труб работало долго, требуются качество.
Если в системе использованы действительно надежные и качественные, соответствующие сертификатам алюминиевые радиаторы (обязательное условие — из первичного алюминия), то больших проблем быть не должно. Но если их качество вызывает сомнения, или установлены чугунные радиаторы, то использовать нужно только трубы с фольгой, которая в разы снижает количество кислорода, проходящее через стенки труб PPR. И еще один момент: от толщины стенок проницаемость зависит, но не сильно, а зависит от качества материала. Вот и снова вернулись к тому, что для того чтобы отопление из полипропиленовых труб работало долго, требуются качество.
Но большая часть монтажников, советует ставить для отопления именно трубы со стекловолокном. Почему? Их монтировать быстрее. Примерно в два раза. А все потому, что для получения качественного сварного шва в фольгированных трубах требуется снять слой фольги и часть материала, который находится над ней. Для этого необходимо специальное устройство (на каждый диаметр — свое). Как водится, хороший инструмент дешевым не бывает, а деньги на него тратить совсем не хочется. К тому же сама процедура зачистки в общей сложности удлиняет процедуру монтажа системы почти в два раза. И сноровка в этом деле тоже нужна. Собственно, их резоны ясны. Но если вы делаете отопление для себя, то вряд ли для вас они решают что-то. Потому внимательно читайте про армирование фольгой. Тут тоже все непросто.
Для этого необходимо специальное устройство (на каждый диаметр — свое). Как водится, хороший инструмент дешевым не бывает, а деньги на него тратить совсем не хочется. К тому же сама процедура зачистки в общей сложности удлиняет процедуру монтажа системы почти в два раза. И сноровка в этом деле тоже нужна. Собственно, их резоны ясны. Но если вы делаете отопление для себя, то вряд ли для вас они решают что-то. Потому внимательно читайте про армирование фольгой. Тут тоже все непросто.
Трубы армированные фольгой
Обозначают армированные алюминием полипропиленовые трубы так: РЕХ/Аl/РЕХ. Есть два вида расположения фольги: ближе к наружному краю и посередине. Есть один нюанс монтажа армированных полипропиленовых труб: нельзя допускать контакта фольги с теплоносителем. Потому что даже если в качестве теплоносителя используется вода, она не является химически нейтральной (соли всегда присутствуют даже в мягкой воде). Вступая в реакцию окисления с фольгой, вода разрушает ее, просачиваясь все дальше в трубу. Рано или поздно (скорее рано) такую трубу разорвет. Потомку практически все европейские производители выпускают трубы с фольгой, расположенной ближе к краю. Именно они требуют зачистки: снятия наружного слоя полипропилена и фольги. Зато в результате, при сварке, получается, что металлизированный слой защищен от взаимодействия с водой толстым слоем материала.
Рано или поздно (скорее рано) такую трубу разорвет. Потомку практически все европейские производители выпускают трубы с фольгой, расположенной ближе к краю. Именно они требуют зачистки: снятия наружного слоя полипропилена и фольги. Зато в результате, при сварке, получается, что металлизированный слой защищен от взаимодействия с водой толстым слоем материала.
При использовании труб, в которых слой фольги находится в середине, требуется не зачистка, а торцовка. Для этого используется тоже специально приспособление, но другого плана – оно срезает на несколько миллиметров фольгу внутри трубы, не разрушая слоев полипропилена. Эта процедура проще и выполняется быстрее (продавцы такие трубы называют «ленивками» понятно, почему?). В принципе, если шов выполнен грамотно и правильно, полипропилен сваривается друг с другом, то такой шов более-менее надежен. Но вот если имеется микропора, то вода в нее проникнет и вызовет расслоение трубы. А наличие микропор гарантировано при недостаточно вертикальном срезе, недостаточном опыте (неправильная выдержка при сварке) и неполном удалении фольги, а проконтролировать насколько тщательно удалена фольга между слоями полимера нереально… Все это чревато разрывами, протечками и нарушением целостности системы. Как они образуются продемонстрировано на рисунке ниже.
А наличие микропор гарантировано при недостаточно вертикальном срезе, недостаточном опыте (неправильная выдержка при сварке) и неполном удалении фольги, а проконтролировать насколько тщательно удалена фольга между слоями полимера нереально… Все это чревато разрывами, протечками и нарушением целостности системы. Как они образуются продемонстрировано на рисунке ниже.
Особенно много неприятностей приносит такое явление, когда трубы у вас спрятаны в стене или в полу. Ремонт будет долгим и нелегким. В некоторых случаях (зимой) быстрее сделать новую разводку «поверху», оставив старую в стене (но слив воду). А микропоры в швах случаются очень часто: контролировать качество удаления фольги между слоями полипропилена практически невозможно, а значит, и гарантировать герметичность шва нереально. И это в случае качественной трубы, а если попадется подделка, типа той, что на фото выше? Как заторцевать такое изделие? О качестве шва тут вообще речи быть не может.
Есть у такого расположения еще один недостаток: к фитингу приваривается только верхняя часть материала трубы, а не оба слоя. И это, даже при условии сварки без микрощели, значительно снижает надежность трубопровода. С другой стороны такие изделия (ленивки) значительно дешевле своих европейских аналогов. Тут все объясняется просто: их выпускают фирмы, которые стараются выиграть в цене (турецкие производители и азиатские). Но как эта экономия скажется в дальнейшем? Скорее всего – потребуется срочная замена или ремонт части трубопровода, или системы целиком.
Вот как в натуральную величину выглядит труба с центральным расположением фольги после 2-х лет эксплуатацииВсе сказанное выше справедливо для сплошного листа фольги в качестве армирующего слоя. Но есть еще перфорированная фольга. Производится она турецкой кампанией Kalde. Производитель заявляет, что из-за наличия перфорации слой фольги удалять необязательно: при сваривании через поры происходит адгезия материалов, которая обеспечивает прочность соединения. Насчет прочности, наверное, все так и обстоит. Но как насчет реакции с фольги с водой и кислородопроницаемости? Наверняка эти показатели хуже, чем у труб с цельной фольгой. Хотя тут та же ситуация, что и в ППР трубах, армированных стеклопластиком: при использовании качественных алюминиевых радиаторов система будет служить достаточно долго.
Насчет прочности, наверное, все так и обстоит. Но как насчет реакции с фольги с водой и кислородопроницаемости? Наверняка эти показатели хуже, чем у труб с цельной фольгой. Хотя тут та же ситуация, что и в ППР трубах, армированных стеклопластиком: при использовании качественных алюминиевых радиаторов система будет служить достаточно долго.
Итоги
Не знаю как вы, но для себя я могу сделать следующие выводы. Если проводка будет скрытая, однозначно необходимы полипропиленовые трубы армированные сплошной фольгой. Причем фольга должна располагаться ближе к наружному краю, а не посередине. Если трубы располагают «поверху», вполне можно использовать качественные трубы для отопления со стекловолокном (только не в тех системах, где стоит твердотопливный котел).
О том, как правильно сваривать трубы из полипропилена, какие фитинги для этого нужны и порядок действия при сварке читайте в статье «Полипропиленовые трубы и фитинги: виды и порядок сварки«
как правильно паять, сварка своими руками, инструкция по монтажу для начинающих
Полимерные изделия используются во многих областях. Пластиковый стаканчик, корзина для белья, радиаторы отопления — все сделано на основе полимеров.
Пластиковый стаканчик, корзина для белья, радиаторы отопления — все сделано на основе полимеров.
Полипропилен считается универсальным. Трубы из этого материала используются для монтажа трубопровода, системы теплого пола, вентиляции в доме. Технология монтажа не требует особых навыков. Разобраться, как паять полипропиленовые трубы самостоятельно, можно за полчаса.
Особенности
Полипропилен – синтетический полимер с высокими физико-механическими свойствами. Он одновременно прочный, гибкий и устойчивый к негативным воздействиям. Он не боится ударов, перепадов температуры, химии. С такими характеристиками сложно поверить, что ближайшим родственником полипропилена является полиэтилен.
Материал, полученный методом полимеризации пропилена. Для того, чтобы иметь прочностные характеристики, в сырье добавляют катализаторы. Продукт химической реакции веществ – белый порошок или окрашенные гранулы.
Продукт химической реакции веществ – белый порошок или окрашенные гранулы.
Гранулированный или порошкообразный полипропилен поступает в производство, которое проходит в шесть этапов:
- Экструзия Первое сырье поступает в экструдер. Внутри этого устройства гранулы размягчаются и становятся пластичной массой. Для превращения твердого сырья в летучую массу его нагревают до 250°С. Для белых труб сырье используют в чистом виде. Если вам нужны цветные изделия, добавьте в экструдер красители нужного оттенка. Добавление пигмента не влияет на качество продукта.
- Молдинг. На следующем этапе производится профилирование массы. Экструдер «выдавливает» заготовки труб. По стандарту диаметр труб 16, 20, 25, 30, 40, 50, 62, 75, 9.0, 110 мм для работы в доме.
 Для подземных работ (прокладки коммуникаций) используют изделия большого диаметра – до 120 см.
Для подземных работ (прокладки коммуникаций) используют изделия большого диаметра – до 120 см.
- Закалка. Горячие преформы охлаждаются холодной водой. Для этого изделие погружают в охлаждающую ванну.
- Нанесение защитного слоя. Закаленные трубы пропускают через оборудование, которое «оборачивает» изделие тонким слоем защитной пленки. Это фольгированная пленка. Это помогает сохранить материалы пригодными для использования после длительного хранения. Перед установкой пленку необходимо снять.
- Маркировка Основная информация нанесена на фольгу. По нему можно сразу определить, для каких работ предназначен тот или иной тип трубы.
- Резка. Это последний этап производства. Нарезанная продукция поступает на склад для упаковки и хранения.

Мелкие и фасонные детали из одного сырья (например, фитинги для труб) производятся одинаково. После экструдера жидкая масса подается в форму, где отливаются детали сложной формы. Резать им не нужно. Небольшие фрагменты изготавливаются сразу поштучно.
Производство армированных труб несколько сложнее. Подразумевает промежуточный или внешний слой из более прочных материалов. Этот слой необходим для того, чтобы уменьшить напряжение при повышении температуры.
Поскольку полипропилен близок к полиэтилену — тянущемуся и пластичному веществу, — он также имеет свойство увеличиваться и уменьшаться в размерах при изменении температуры. На низком уровне материал сжимается; на высоте он растягивается.
Степень растяжения полипропиленовых материалов значительна. Так, труба длиной 10 м при температуре 95-100°С может растянуться на 150 мм. Это имеет большое значение для коммунальных служб, в которых используются детали из пропилена.
Так, труба длиной 10 м при температуре 95-100°С может растянуться на 150 мм. Это имеет большое значение для коммунальных служб, в которых используются детали из пропилена.
Растяжение опасно, потому что труба уже не такая прочная, как до изменения температуры. Поэтому его необходимо предотвращать во всех системах, где максимальная температура нагрева изделия превышает 90°С.
Область применения полипропиленовых труб определяется их толщиной: чем они толще, тем прочнее. Чем прочнее – тем большую механическую и физическую нагрузку они выдержат. Чем «выносливее» труба в эксплуатации, тем шире спектр использования.
Производители выпускают два вида продукции: тонкостенную и толстостенную.
Трубы тонкостенные считаются с маркировкой PN10 и PN16. PN10 выдерживает перепады температуры до 45°С и давление не более 10 атм. Толщина стенки — 0,9-1 мм. Сфера их применения сильно ограничена техническими характеристиками, поэтому они самые дешевые. Наносите их вдали от высоких температур.
PN10 выдерживает перепады температуры до 45°С и давление не более 10 атм. Толщина стенки — 0,9-1 мм. Сфера их применения сильно ограничена техническими характеристиками, поэтому они самые дешевые. Наносите их вдали от высоких температур.
PN16 выдерживает нагрев до 60°С и давление до 16 атм. Стенки значительно толще — 15 мм. В то же время этот вид труб имеет отличительную особенность, затрудняющую использование материала во многих сферах. Это большая растяжимость при температуре выше 60°С. Практически во всех системах отопления, где часто используются трубы, температура выше этого значения.
К толстостенным относятся все марки, начиная с PN20. Это серьезное оборудование с толстыми прочными стенками до 21 мм. Он универсален для любого вида работ.
PN10 PN16 PN20 Толстостенные трубы бывают армированные и неармированные.
Армирующий слой располагается внутри трубы, между слоями пропилена или снаружи изделия, как оболочка. Защищает полимерные изделия от растяжения при высоких температурах.
Изготовлены из различных материалов:
- стекловолокно;
- фольга;
- полиэтилен;
- алюминий.
Трубы без армирования и с армирующим слоем из стекловолокна наиболее просты в монтаже. Они хорошо плавятся и беспрепятственно соединяются с фитингами. Связь надежная.
Армирующий слой Без армирующего слоя С трубами из алюминия и фольги работать сложнее. Если алюминий находится за пределами полипропиленового слоя, его следует обрезать на всю ширину соединительного узла. Без зачистки пайка невозможна. Из-за алюминиевой защиты не получится расплавить пропилен, а значит не будет качественного соединения.
Трубу необходимо очистить специальным средством для труб с алюминиевым армированием. Этот процесс длительный и трудоемкий, особенно при большом диаметре изделия.
Если алюминиевый слой находится внутри пропиленовой трубы, очистить его еще сложнее. Но надо. При монтаже внутренний и внешний слои пропилена следует сплавить между собой и «спаять» алюминий, чтобы на него не попала вода.
Алюминий не ржавеет, но при попадании воды между слоями труба может лопнуть.
Комбинированные изделия и трубы с алюминиевой пластиной внутри изделия самые сложные в монтаже, но не самые эффективные.
Преимущества и недостатки
Преимуществ у материала довольно много:
- Относительно небольшой вес.
 Полипропиленовые трубы весят в 9 раз меньше металлических. Их легче транспортировать и собирать.
Полипропиленовые трубы весят в 9 раз меньше металлических. Их легче транспортировать и собирать. - Цена одной трубы 4 м — в пределах 30-110 руб.
- Установка не требует профессиональных навыков. Стоит поработать над запчастями, но это не займет много времени.
- Надежное и герметичное соединение частей трубопровода и любой другой конструкции. Обеспечивается пайкой. Стыки защищены от воды и протечек и такие же прочные, как и сама труба.
- Материал можно обрабатывать. Можно делать прямые и косые срезы, нарезать их на фрагменты от 1 см в ширину до любой желаемой длины. Это удобно, когда трубы приходится устанавливать в труднодоступных местах.
- Материал соответствует требованиям ГОСТ. В производстве используются материалы, которые могут контактировать с питьевой водой.

- Технические условия соответствуют требованиям СНиП по монтажу труб в различных условиях эксплуатации. Допустим установка внутри и снаружи (под землей).
- Полипропилен не ржавеет. В составе нет материалов, поддающихся коррозионным процессам.
- Изделия не нужно красить. Они уже имеют белый или другой цвет и полуматовую поверхность. Краситель добавляется в сырье на первом этапе производства, поэтому пигмент прочно закрепляется. Через 10 лет службы изделие будет иметь тот же цвет.
- Для каждой задачи — свое решение. Если нужно провести холодную воду, есть PN10, для кипятка — PN25.
- Вода бесшумно течет по трубам. Бесшумность обеспечивается толщиной и плотностью материала.
- Внутри трубы не появляется осадок от постоянного тока воды.
- Срок службы — до 50 лет.

- Безотходное использование. Из остатков труб можно сделать полезные и красивые вещи для дома и быта.
Но есть и недостатки:
- Трубы подвержены растяжению при высоких температурах. Даже усиленный.
- Изделия нельзя сгибать. Чтобы изменить направление трубы (повернуть угол, вниз и дальше), нужно использовать фитинги.
- Для пайки требуются специальные инструменты.
- На поверхности трубы могут быть царапины от механических повреждений. Целостность не повредит, но внешний вид пострадает.
- Армированные трубы требуют подготовки перед пайкой. Паять сразу можно только изделия со стекловолокном, а алюминий и фольгу нужно зачищать.
Куда обратиться?
Полипропиленовые трубы — многофункциональная вещь в хозяйстве.
Вот некоторые из них:
- Сантехника. Для холодного водоснабжения подойдет неармированная тонкостенная или толстостенная труба. Он дешев, прост в монтаже, справляется с транспортировкой воды до 45 градусов.
- Система горячего водоснабжения. По трубам с маркировкой NP20 или NP25 можно безопасно подавать кипящую воду. Пропилен начинает плавиться только при 170 градусах.
- Централизованная система отопления в коттедже, доме или коттедже. Для этого выбирают трубу большого диаметра со стекловолокном. Они надежны и не требуют сложной зачистки. Пайка таких труб проходит на ура. Теплопроводное удлинение труб со стекловолокном в 10 раз меньше, чем без него – всего 1,5 см. Благодаря этому трубы не провисают и не деформируются.
- Водяной теплый пол.
 Если не хватает тепла от трубопроводов горячего водоснабжения, установите систему теплого пола. Недостаток такого пола в том, что невозможно закатать трубу с мелким шагом. Плюс — в стоимости содержания системы и сроке ее службы. Срок службы водяного теплого пола составляет около 50 лет. При этом систему можно монтировать прямо на стяжку пола.
Если не хватает тепла от трубопроводов горячего водоснабжения, установите систему теплого пола. Недостаток такого пола в том, что невозможно закатать трубу с мелким шагом. Плюс — в стоимости содержания системы и сроке ее службы. Срок службы водяного теплого пола составляет около 50 лет. При этом систему можно монтировать прямо на стяжку пола.
- Вспомогательные системы: вентиляция и канализация.
- Забор на даче. От непрошеных гостей он не защитит, но разграничить территорию с соседями может. На охраняемых загородных участках — один из самых простых и бюджетных вариантов.
- Теплица или парник. Трубы прочны и хорошо переносят снеговую нагрузку зимой. Из них удобно собрать простую теплицу высотой 1,5-2 м.
- Ярусная клумба для садовых растений.
- Беседка и садовая мебель.
 Стулья, топки, навесы, переносные столы, шезлонги.
Стулья, топки, навесы, переносные столы, шезлонги.
- Посуда. Из обрезков труб можно сделать полезные вещи для зала, балкона, гаража, мастерской, детской комнаты. С помощью тройников, муфт и фрагментов труб собирается любой предмет геометрической формы – обувница, подставка для цветов, вешалка для одежды, сушилка или мусорная корзина. На все это достаточно фантазии и остатков материала. Из него удобно собирать детские площадки, качели и домики для маленьких детей. Если добавить сетку, получатся отличные ворота для детского футбола.
- Элементы декора. С помощью уголков и переходников можно собрать книжную полку в стиле лофт. Короткие обрезки разного диаметра пойдут на создание фоторамки или зеркала, светильников, цветочных горшков и ваз.
Что требуется?
При работе с полипропиленовыми трубами понадобится несколько групп инструментов.
Первая группа необходима для измерений. Включает в себя рулетку, линейки, маркеры, строительные уровни. В сложных случаях приходится прибегать к математическим расчетам. Например, при использовании пропиленовых труб для подачи воды из внешнего источника в дом.
В сложных случаях приходится прибегать к математическим расчетам. Например, при использовании пропиленовых труб для подачи воды из внешнего источника в дом.
Помимо чертежных и измерительных инструментов, вам понадобится спирт и обрезки хлопчатобумажной ткани. Нужны для обезжиривания поверхности труб. На обезжиренную поверхность лучше ложатся макеты и их удобнее паять.
Вторая группа приспособлений необходима для резки. Длина одной трубы в среднем составляет 4 метра. От него нужно отрезать короткие фрагменты, подгоняя их под размеры участка, где будут устанавливаться трубы.
Резка трубы подручными материалами не рекомендуется. Это долго, неудобно, да и срез получается некачественный. Его край «летит», получается с заусенцами. Его необходимо зачистить наждачной бумагой или срезать тонким ножом.
Инструмент для одиночного пропила (можно использовать для отрезания 1-2 фрагментов, когда других под рукой не оказалось):
- Ножовка по металлу;
- электролобзик;
- пила-болгарка;
- Самозатачивающийся нож.
Пропилен мягкий, поэтому эти инструменты справятся с этой задачей. Если вам придется использовать их в отсутствие других, важно учитывать, что срез будет неровным, и внутрь трубы попадет стружка. Этот чип необходимо удалить, чтобы он не «гулял» по водопроводу или системе теплого пола.
Электроприборы (лобзик, пила) требуют аккуратности в работе. Необходимо контролировать силу, с которой происходит давление на трубу, и несколько раз провернуть трубу во время резки. Это помогает сделать разрез прямым, а не под углом.
Эти инструменты нужно использовать правильно — не резать, а пытаться зафиксировать изделие на месте и придавить его инструментом. В этом случае рез будет максимально приближен к идеалу и стружка будет меньше. Но этот способ подходит только для тонкостенных труб и труб малого диаметра. С армированными изделиями придется повозиться.
Но этот способ подходит только для тонкостенных труб и труб малого диаметра. С армированными изделиями придется повозиться.
Инструменты для качественной резки труб:
- ножницы специальные для пластиковых труб, в т.ч. пропиленовых;
- роликовый труборез;
- электрический труборез;
- Гильотинный труборез.
Ножницы для труб сильно отличаются от обычных. Острое лезвие фиксируется только с одной стороны. На месте второго — широкая металлическая основа. Внутри основания имеется канавка. В этот паз входит острая кромка лезвия при резке пластиковых изделий. Край трубы ровный и удобный для установки.
Для работы такими ножницами нужна только мускульная сила. Чтобы разрезать трубу, нужно сомкнуть дужки ножниц так, чтобы лезвие прошло сквозь пластик.
Преимущество этих ножниц в том, что они легкие, дешевые, легко передвигаются с места на место. Минус в том, что расстояние между лезвием и основанием нельзя увеличить. В него проходят только тонкие трубки (до 45мм).
В него проходят только тонкие трубки (до 45мм).
Изделия большого диаметра (для канализации, отопления) нельзя резать вручную.
Также недостатком некоторые мастера считают то, что эффективность инструмента напрямую связана с физическими усилиями.
Труборез роликовый, наоборот, больше ориентирован на работу с большими диаметрами. Внешне это похоже на хомут. Режущее лезвие расположено на конце зажима.
Еще проще представить этот инструмент, если вспомнить ручной станок для закатывания банок. Крепление устанавливается на трубу и затягивается болтом. Важно не тянуть, чтобы изделие не пошло трещинами. После этого нужно взяться за ручку лезвия и повернуть ее по часовой стрелке. В результате получается круговой разрез с ровным краем.
Преимущество средства в удобном использовании и качественном результате. По размеру и весу он больше ножниц. По принципу действия также связан с физическими усилиями.
По размеру и весу он больше ножниц. По принципу действия также связан с физическими усилиями.
Электрический (или аккумуляторный) труборез с приводом от электродвигателя. Он быстро и без особых усилий справится с поставленной задачей. Однако диаметр изделия также ограничен, как и у ручных ножниц.
Труборез гильотинный относится к ручным инструментам. Его конструкция в корне отличается от ножниц и труборезов, а возможностей несколько больше. Им можно резать трубы диаметром 5-35 см. При этом зажимать трубу хомутами не нужно. Срез ровный без риска растрескивания пластика.
Не рекомендуется использовать «циркулярные» и ленточные пилы. Они опасны для целостности трубы изнутри и для человека.
Третья группа инструментов полезна для зачистки труб.
В него входят всего два инструмента, но они очень важные:
- фасксомилатор;
- калибратор.

Фазер предназначен для удаления края и верхнего слоя пластика вокруг разрезанной трубы. Это улучшает качество пайки.
Крепления различаются по диаметру. Бывают также механические и автоматические. Средство не универсальное, поэтому важно не потерять характеристики.
Калибратор нужен для обработки армированных труб. Используйте его, чтобы удалить алюминиевый слой или фольгу. Также он способен устранять заусенцы и неровности реза. Некоторые калибраторы могут выполнять функции фазера.
Полезной функцией калибратора является возвращение идеально круглой формы отрубу, если в процессе резки труба немного сморщилась.
Основной недостаток этих инструментов в том, что для каждого диаметра нужен свой калибратор и фаскосимитель.
Четвертая группа устройств, необходимых для, собственно, пайки. Сварка или пайка труб осуществляется паяльником со сменными насадками. Работа с этим агрегатом требует осторожности и мер безопасности.
Сварка или пайка труб осуществляется паяльником со сменными насадками. Работа с этим агрегатом требует осторожности и мер безопасности.
Поскольку паяльник нагревается до высокой температуры, при работе с ним существует риск ожога. В списке покупок для пайки на первом месте должны быть хорошие плотные перчатки, желательно с термостойким покрытием.
В комплекте паяльника должны быть сменные насадки для труб разного диаметра. Менять насадку можно с помощью ключа-шестигранника.
Тумблер для регулировки температуры расположен сбоку или сверху корпуса. К любому паяльнику прилагается инструкция по эксплуатации с подробным описанием инструмента и всех манипуляций, которые можно с ним произвести.
Инструкция
В общем, для профессиональной сварки труб все выглядит просто: нагрел, соединил, закрепил. Ключевое слово здесь для профессионала. Для начинающих профессионалов и просто домашних хозяев процедура состоит из большего количества шагов. И выполнить их сложнее.
Ключевое слово здесь для профессионала. Для начинающих профессионалов и просто домашних хозяев процедура состоит из большего количества шагов. И выполнить их сложнее.
Приварка возможна двумя способами — встык и в раструб.
Когда две части трубы соединены встык, дополнительные детали не используются. Труба меньшего диаметра вставляется в изделие большего диаметра. Это самый простой, но не самый эффективный способ. Таким образом трудно соединить трубопрокат, если он не идет только по прямой линии.
Метод розетки намного надежнее. Предполагает соединение деталей с помощью фитингов различной конфигурации. С помощью фитингов можно легко изменить направление трубопровода, сделать разветвления и сложные системы водоснабжения.
В обоих случаях сварка или пайка – это стыковка двух нагретых деталей. Благодаря тому, что детали с обоих концов мягкие и податливые к деформации, происходит диффузия (взаимное проникновение материалов). Образуется прочное соединение. По своим характеристикам трубопровод на стыке не отличается от характеристик заводского пропиленового изделия.
Благодаря тому, что детали с обоих концов мягкие и податливые к деформации, происходит диффузия (взаимное проникновение материалов). Образуется прочное соединение. По своим характеристикам трубопровод на стыке не отличается от характеристик заводского пропиленового изделия.
Моделей паяльников для ПП-труб много, но конструкция у них одинаковая:
- Корпус Имеет устойчивую нижнюю часть, подставку и ручку.
- Нагревательный элемент. Максимальная температура нагрева 260 градусов. Сверху есть защитная крышка.
- Регулятор температуры. Может быть механическим или электронным. Есть световые индикаторы.
- Набор насадок разного диаметра. Часть патрубков предназначена для труб, часть – для фитингов. Форсунки имеют тефлоновое покрытие. Обеспечивает равномерный нагрев полипропиленовых деталей и легкую очистку.

Типы паяльников отличаются формой нагревательного элемента или жала. Популярны два вида: «железный» и «стержневой».
Стержневой паяльник появился раньше. Его жало представляет собой цилиндр диаметром в несколько сантиметров. На баллоне закреплена насадка. С одной стороны он приспособлен для обогрева трубы, с другой – для фитинга.
Арматура обогревается изнутри. Надевается поверх насадки. Труба, в свою очередь, нагревается снаружи. Он вставляется в отверстие насадки.
В процессе работы от температурного воздействия крепление насадок на штоке может «разболтаться». Их приходится скручивать, поэтому стержневой паяльник менее удобен, чем в виде утюга.
Жало представляет собой вертикальную пластину с тремя отверстиями для установки насадок. Толщина пластин варьируется в пределах нескольких сантиметров. Ее «нос» заострен, и в целом пластина напоминает железную подошву, расположенную вертикально. Отсюда и название этого типа жала.
Толщина пластин варьируется в пределах нескольких сантиметров. Ее «нос» заострен, и в целом пластина напоминает железную подошву, расположенную вертикально. Отсюда и название этого типа жала.
С одной стороны закреплены насадки для труб, с другой — для фитингов. В процессе пайки они не разбалтываются, что намного удобнее стержневых.
Также ширина от края левого сопла до края правого сопла меньше, чем на стержне паяльника, поэтому удобнее работать в труднодоступных местах.
Важную роль играет количество форсунок разного диаметра и качество их покрытия. Чем больше ассортимент, тем больше видов труб можно использовать в сантехнических работах.
В стандартных наборах по 3 или 4 насадки. Для бытового использования достаточно паяльника. Но для профессионального использования в сантехнических работах необходимо приобрести еще несколько разновидностей.
Еще при выборе паяльника надо учитывать мощность инструмента. Выбирать его по принципу «чем мощнее, тем эффективнее» неправильно. Такой инструмент будет только тратить энергию, а не улучшать результат работы.
Чтобы подобрать паяльник под конкретные нужды, есть простое правило. Диаметр трубы (в миллиметрах) необходимо умножить на 10 Вт. Полученное число и есть необходимая мощность. При работе с изделиями разного диаметра и полипропилена нужно ориентироваться на самые большие.
Технология плавки ПП-труб не сложная. Но в работе с ними есть одна загвоздка: сразу определить качество пайки невозможно. Все оплошности и негерметичные соединения можно выявить только в процессе эксплуатации трубопровода. Поэтому важно заранее изучить нюансы работы и правильно пропаять трубопроводную систему.
Подробная инструкция для начинающих:
- Протрите жала паяльника чистой сухой тканью.
- Установите паяльник на специальную подставку.
- Установите на жало две насадки нужного диаметра. Форсунки располагаем не в ряд, а одна против другой. Труба весит больше фитинга, поэтому насадка для нее устанавливается со стороны рабочей руки. Для правшей — с правой стороны, для левшей — с левой.
- Подключить паяльник к сети 220 вольт. При подключении важно следить, чтобы нагревательные элементы не касались шнура паяльника.
- Настройте сварочный аппарат на максимальную температуру 260 градусов.
- Носите термостойкие перчатки.
 Все производители паяльных аппаратов для ПП-труб указывают, что в целях соблюдения техники безопасности нельзя прикасаться горячими частями паяльника к незащищенным частям тела. Также паяльник не должен иметь доступа у детей и животных.
Все производители паяльных аппаратов для ПП-труб указывают, что в целях соблюдения техники безопасности нельзя прикасаться горячими частями паяльника к незащищенным частям тела. Также паяльник не должен иметь доступа у детей и животных. - Нагрейте пластиковые детали. В процессе важно следить за сохранностью угла сустава.
- Выньте горячие пропиленовые детали по одной, соедините друг с другом.
- Для естественного охлаждения паяльного аппарата. Не охлаждайте его водой или холодным воздухом. От таких манипуляций товар выйдет из строя раньше гарантийного срока.
Производители не указывают универсальное время нагрева для разных типов труб. Для тонкостенных изделий малого диаметра и толстостенных широких труб температура и время могут различаться.
Профессиональные монтажники определяют степень нагрева по опыту и на основе интуиции. Новичкам помогает таблица, которую каждый производитель ставит в инструкции. Учитывается время с трубой в зависимости от ее диаметра и длины соединительного шва.
Новичкам помогает таблица, которую каждый производитель ставит в инструкции. Учитывается время с трубой в зависимости от ее диаметра и длины соединительного шва.
Таблицы разных производителей могут различаться.
Точное время определяется мощностью паяльника и его моделью.
Установка
Пайка или сварка ПП-труб является неотъемлемой частью процесса установки. Нельзя сначала спаять весь водопровод в один, а потом свободно устанавливать его на отведенное место. Некоторые участки все равно придется паять на весу. Поэтому пайка и установка идут параллельно.
Работа выполняется поэтапно.
Первый этап — организационный.

Организация состоит из двух важных мероприятий: выбор материалов и создание чертежа.
Трубы полипропиленовые должны соответствовать своим техническим характеристикам той системы, в которой они будут эксплуатироваться. Если это система холодного водоснабжения, можно остановиться на трубах PN16. Для горячего нужно не менее PN20. Помимо самих труб вам понадобятся соединительные фитинги и держатели (петли).
Чертеж — схема прокладки трубопровода. В нем должны быть отражены все элементы, начиная с источника водоснабжения и заканчивая объектами водопотребления. На схеме важно указать все части системы, которые будут прокладываться в земле и в помещении, на какой глубине они будут находиться и на какую высоту поднимать воду. Крепежи должны быть предусмотрены через каждые 40-50 см. . Также обратите внимание на расположение переходников, отводов, муфт, кранов, радиаторов.
. Также обратите внимание на расположение переходников, отводов, муфт, кранов, радиаторов.
Сантехника монтируется двумя способами: открытым и закрытым. Открыть проще сделать самому. Новичок справится. Закрытый более трудоемкий и сложный. Лучше доверить специалистам.
Помимо того, что чертеж дает наглядное представление о расположении труб, он помогает рассчитать количество материалов.
Полипропилен практически безотходный материал. Но никто не застрахован от ошибок при первой работе с ним, поэтому приобретать материал нужно с небольшим запасом. 5-10% будет достаточно.
Из оставшихся труб и фитингов всегда можно сделать полезные вещи для дома, так что это не пустая трата денег.
Второй этап — подготовительный
Чтобы монтаж был быстрым и легким, необходимо подготовить участки на улице и в помещении, через которые будет прокладываться трубопровод.
Если часть труб необходимо проложить в земле, то под них выкапывается траншея. Чтобы они зимой не промерзали, нужно сделать колодец ниже уровня промерзания. В качестве дополнительной защиты рекомендуется использовать изоляцию. Оборачивают ПП-трубу перед погружением в землю.
Оптимальный вариант утепления – минеральная вата или материалы на основе фольги.
Внутри дома необходимо установить крепеж вдоль трубопровода. Их расположение относительно горизонтальной линии и друг друга определяется строительным уровнем. Лучше всего подходит для этого лазерное устройство. Также нужно пробить отверстия в стенах, через которые будет проходить трубопровод.
В процессе подготовки легко определить труднодоступные места для установки. Важно заранее продумать, как лучше установить трубы на эти участки – использовать готовые детали, которые свариваются на столе, или делать это на весу.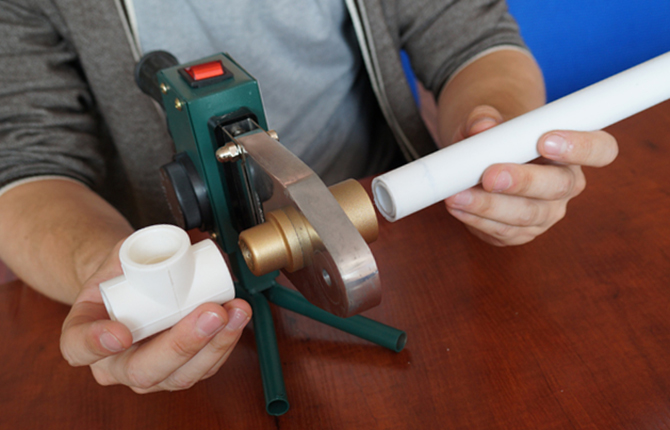
Высокая температура паяльника может привести к повреждению любого предмета в непосредственной близости. Перед установкой нужно расчистить путь, по которому вам предстоит двигаться при установке, чтобы не нарваться на препятствия.
Третий этап — анализ участков трубопровода по сложности
На этом этапе нужно поработать над схемой, чтобы обойти весь путь установки и отметить, какие элементы трубопровода можно монтировать на рабочий стол, а какие приваривать только на весу.
Полученные участки необходимо отметить на схеме. Некоторые из них могут быть слишком короткими, поэтому их можно комбинировать. Некоторые, напротив, могут быть слишком длинными. Их нужно оборудовать дополнительным креплением на стене или разделить на несколько частей, чтобы труба не провисала и не растягивалась.
Четвертый этап — Резка труб
Тонкостенные изделия хорошо режутся ножницами для полипропиленовых материалов и труборезами. В редких случаях подойдет электролобзик.
Для толстостенных труб с армированием из алюминия и фольги перед резкой требуется очистка. С ним справляется многофункциональная фейсер или бритва.
Если не было специальных инструментов и срез получился неровным, его необходимо отшлифовать. Эффективнее использовать два вида наждачной бумаги – сначала с более крупной зернистостью, затем мелкозернистую.
При резке труб важно учитывать, что на соединительный шов уйдет 15-30 мм длины. Их нужно прибавить к длине трубы, которая наносится на схему трубопровода. Если фитинги располагаются на обоих концах трубы, то 15-30 мм следует прибавлять дважды.
Лишнее всегда можно отрезать, но нарастить недостающие несколько сантиметров не получится. Чтобы не ошибиться, не стоит резать сразу все элементы трубопровода, включая сложные участки.
Участки труб, которые будут нагреваться паяльником, должны быть отмечены маркером.
Конец трубы должен входить в патрубок до отметки.
Пятый этап — сварка (пайка) деталей на рабочем столе
Как было сказано выше, на практике спайка труб состоит из большего количества этапов, чем нагрев и стыковка.
Чтобы шов был надежным, а система функционировала правильно, необходимо поэтапно паять:
- Обезжирить сопло паяльного аппарата, внутреннюю поверхность фитингов и концы ПП-труб. Спирт может стереть разметку, отмеченную маркером. При необходимости его можно обновить, указав замеры на линии.

- Установите паяльник на подставку. Он должен быть термостойким, а рабочая поверхность ровной и устойчивой.
- Носите термостойкие перчатки.
- Надежные насадки подходящего размера.
- Подключите инструмент к сети, отрегулируйте температуру до 260 градусов.
- Штуцер надевается на патрубок и вставляется в него трубка. При этом нагревается внутренняя сторона соединительного элемента и внешняя часть трубы. Важно соблюдать рекомендации производителя по времени нагрева (в секундах). Чем больше диаметр трубы и толще стенки, тем больше время. Обычно через 6-8 секунд уже можно паять (соединять детали между собой).
- Подсоедините нагретые детали. Вставьте трубу в фитинг, подержите несколько секунд, чтобы начался процесс диффузии, а затем отложите в сторону до остывания.
- Проверьте подключение. Делать это можно не ранее, чем через 2 часа после сварки. Вы можете механически проверить деталь, перемещая детали руками или пропуская через них воду. Если труба не течет, а вода проходит хорошо, соединение удалось.
- Припаяйте все детали, которые можно соединить на столе.
Шестой этап — укладка трубопровода
По сути, это установка всех элементов на отведенные им места. Чтобы соединить некоторые из них, в процессе работы придется сваривать детали на весу. Делается это так же поэтапно, как и на рабочей поверхности.
Седьмой этап — проверка системы
Через несколько часов после сварки детали схватятся и остынут. Работоспособность и надежность системы проверяют протоком воды по трубам.
Работоспособность и надежность системы проверяют протоком воды по трубам.
Типичные ошибки
Новички в сантехнике и мастера-самоучки, желающие сэкономить на услугах профессиональных монтажников, часто допускают одни и те же ошибки. На первый взгляд, это мелочи, но они приводят к тому, что система быстро дает сбой.
Чего нельзя делать при монтаже ПП-труб своими руками:
- Спешка. Сварка ПП-труб требует некоторой оперативности. Но это касается только скорости соединения деталей, пока они еще горячие. Остальная спешка имеет негативные последствия. Чаще всего начинающие мастера просто не дают паяльнику нагреться до нужной температуры. В результате «сцепление» деталей плохое.
У медлительных монтажников есть еще одна проблема — они нагревают детали до нужной температуры, а потом долго настраивают, прежде чем вставить трубу в фитинг.
 В эти несколько секунд падает температура продуктов, а вместе с ней падает и качество диффузии.
В эти несколько секунд падает температура продуктов, а вместе с ней падает и качество диффузии.
- Положитесь на показания термометра, встроенного в паяльник. Если оборудование старое или от недобросовестного производителя, необходимые 260-270 градусов на дисплее могут появиться из-за неисправности. Реальная температура форсунок часто бывает ниже этого параметра. Для страховки ее необходимо проверить контактным термометром. Стоит такой прибор недорого, а в хозяйстве пригодится не только для работы с паяльником.
- Перегрев изделий из пропилена. Новичкам может показаться, что чем дольше будет прогреваться, тем качественнее будет связь. На самом деле это не так. Если слишком сильно расплавить пластик, то в трубе есть наплыв. Он будет препятствовать свободному протеканию жидкости по трубопроводу или полностью перекрывать участок трубы.

- Сварка труб снаружи в холодную погоду. При низких температурах детали слишком быстро остывают, как и стык. Они не успевают прочно схватиться.
- Не очищайте трубы и патрубки от пыли и жира. Это также негативно сказывается на качестве связи.
- Не обрабатывайте трубы алюминиевым армированием. Температура и время плавления алюминия и пропилена различны. Хотя алюминий является антикоррозийным материалом, трубы из него могут протечь.
- Устанавливайте сразу все элементы трубопровода на пол (стол, грунт). Такой конструктор уже нельзя установить по схеме.
- Для горячих трубопроводов используйте тонкостенные трубы.
 Они не выдержат высоких температур, вытянутся и со временем лопнут.
Они не выдержат высоких температур, вытянутся и со временем лопнут. - Вырезать трубу ножовкой или электролобзиком без последующей зачистки реза наждачной шкуркой.
- Попробуйте ускорить процесс охлаждения трубы холодной водой или воздухом.
Советы
Недостаточно не ошибаться, необходимо также учитывать приемы сварки, которые годами вырабатывались профессиональными монтажниками. Условно их можно разделить на «лайфхаки» по выбору материалов и инструментов и полезные советы для работы.
Как выбрать трубу:
- Возьмите за правило тонкостенные трубы использовать только для холодной воды и декоративных изделий. Для работы с горячей водой стоит выбирать только армированные толстостенные. Для вентиляции нужны трубы с маркировкой PHP.
- Изделия со стекловолокном в качестве армирующего слоя универсальны.
 Они подходят для новичков, которые только учатся пользоваться паяльником, и служат до 50 лет. Не стоит вестись на рассказы консультантов о лучшем качестве труб с алюминием.
Они подходят для новичков, которые только учатся пользоваться паяльником, и служат до 50 лет. Не стоит вестись на рассказы консультантов о лучшем качестве труб с алюминием.
- Внешний вид труб тоже может о многом рассказать. Если изделие имеет однородный цвет, ровный круглый срез и гладкие стенки внутри и снаружи – оно качественное. Если цвет грязный, срез не круглый, а стенки шероховатые – изделие выйдет из строя в процессе эксплуатации.
- Трубку нужно понюхать. Только трубы из низкосортного сырья имеют характерный резкий запах пластика. Изделие из качественного пропилена почти не пахнет.
- Труба должна входить в фитинг плотно и только в горячем состоянии. Если между стенками есть зазор хотя бы миллиметр – это брак.
- Все компоненты должны приобретаться у одного производителя.

Хитростей сварки и монтажа намного больше. Они приходят с опытом, и у каждого мастера есть свои хитрости. Но есть несколько универсальных советов.
Итак, каждому мастеру известно, что сопла паяльного аппарата на производстве обрабатываются специальным раствором. Он защищает инструмент от негативного воздействия окружающей среды перед использованием. Защитный слой испаряется при первом включении паяльника с насадками. При испарении появляется характерный запах и легкая копоть. Поэтому нужно первый раз запустить устройство на улице и дать ему прогреться до полного испарения. Только после этого приступайте к пайке.
Второй секрет касается обработки труб и паяльника обезжиривающим средством. Лучше выбирать чистый спирт. Он быстро испаряется и не оставляет запаха внутри труб, в отличие от ацетона и растворителя.
Если температура окружающей среды близка к нулю, замедлите охлаждение соединения. Для этого используйте салфетку из теплой ткани.
Протрите детали тканью, не оставляющей ворса. Внутри сопла паяльника оно будет светиться.
Для двухконтурных труб (горячая вода и холодная) горячий контур предпочтительно располагать над холодным. Это не приведет к образованию конденсата на трубах. Соединять детали в местах перехода из горизонтали в вертикаль можно только под углом 90 градусов.
При соблюдении данных рекомендаций монтаж пройдет успешно, а коммуникации из полипропиленовых труб прослужат несколько десятков лет.
О том, как паять полипропиленовые трубы, смотрите в следующем видео.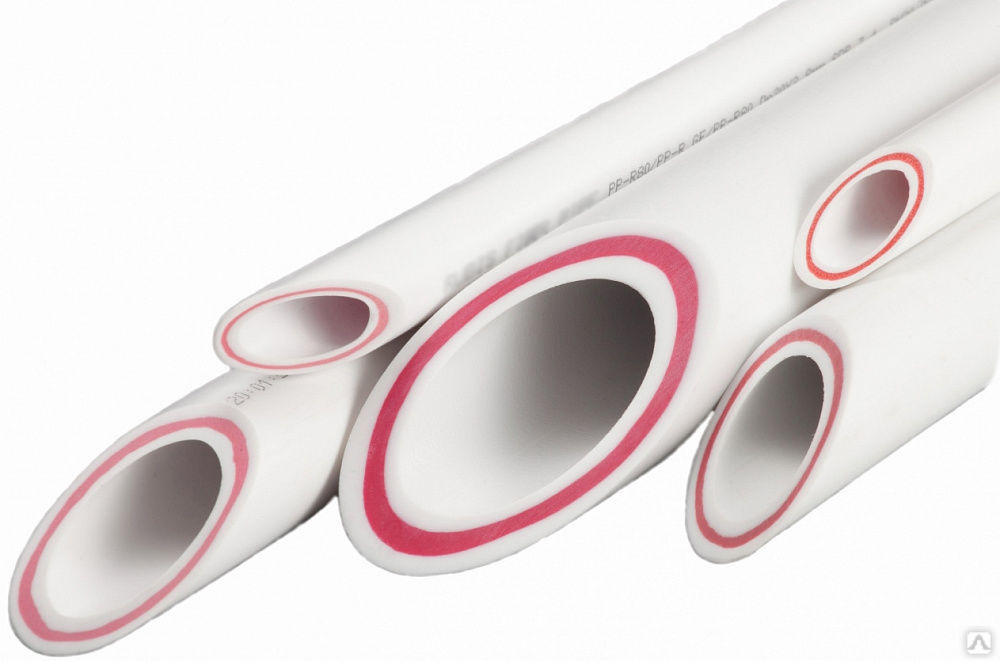
консультация специалиста. Необходимые инструменты и материалы для пайки
Часто возникает вопрос, что за материал полипропилен и как паять полипропиленовые трубы. Сегодня популярный метод пайки полипропиленовых труб используется для проведения монтажа водопровода, отопления или канализации. Этот материал отличается долговечностью и высокими техническими показателями. Поэтому многих интересует, как правильно паять полипропиленовые трубы, чтобы получить эффективный результат работы. Как и любое редактирование, этот процесс требует осторожности и терпения.
Пайка полипропиленовых труб осуществляется с помощью паяльника со специальными насадками для нагрева труб.
Перед началом работы следует знать, какой тип труб нужен для того или иного процесса, как его правильно выполнять специальным инструментом для этого. Собираются с помощью паяльника и фитингов, к которым относятся муфты, уголки, тройники и т. д.
д.
Этот тип трубы используется при монтаже любого вида трубопровода. При этом их можно монтировать как открытыми, так и закрытыми, например, при штроблении в стене. Для их пайки применяют соединительную арматуру, обеспечивающую литое соединение, и резьбовую, у которой оно получается разъемным.
Трубы полипропиленовые делятся на 4 вида. К первому PN10 относятся трубы с рабочим давлением 1 МПа. Они имеют тонкие стенки и используются при устройстве теплых полов и для подачи холодной воды до +20°С. Материал марки PN16 применяется для холодного водоснабжения, а также для систем отопления с низким напором. Трубы типа PN20 универсальны и имеют рабочее давление 2 МПа. Их устанавливают при прокладке любого водопровода как для холодной, так и для горячей воды. К последнему типу PN25 относятся трубы с рабочим давлением 2,5 МПа. Этот материал армирован алюминиевой фольгой и предназначен для монтажа любой системы отопления, а также для горячего водоснабжения.
Вернуться к содержанию
Правила пайки полипропиленовых труб
Потребуются:
- паяльник;
- специальных ключей.

Полипропиленовые трубы соединяются между собой с помощью паяльника со специальными насадками. К ним относятся втулка, предназначенная для оплавления поверхности снаружи, и оправка, необходимая для оплавления поверхности раструба непосредственно на соединительном элементе изнутри. Эти наконечники имеют тефлоновое покрытие и имеют диаметр от 16 до 40 мм. После каждой сварки антипригарный материал нужно очищать в горячем виде брезентовой тканью или деревянными скребками.
Перед работой сварочный аппарат для устойчивости устанавливают на горизонтальную поверхность, чтобы он не падал. А сменные насадки необходимого для работы размера закрепляются на нем с помощью предназначенных для этих целей ключей. От их расположения зависит удобство в процессе монтажа.
Так, например, для установки ответвления трубопровода, расположенного на стене, их располагают ближе к концу. При работе в вертикальном положении и в неудобных местах для пайки требуется еще один человек. Для получения более качественного соединения полипропиленовых труб все элементы будущего трубопровода собираются отдельно.
Для получения более качественного соединения полипропиленовых труб все элементы будущего трубопровода собираются отдельно.
Пайка полипропиленовых труб должна производиться с соблюдением температурного режима. Нагрев паяльника напрямую зависит от температуры окружающей среды и длится 10-15 минут. В жаркую погоду время сварки следует сокращать, а в холодный воздух, наоборот, увеличивать. При температуре ниже 0°С запрещается соединение полипропиленовых труб и фитингов паяльником. Процесс пайки этого материала предусмотрен только при 260°С. Также нужно правильно подобрать временной интервал пайки и охлаждения, который зависит от диаметра труб, т.е. чем он больше, тем больше затрачивается времени.
О готовности устройства к работе сигнализирует индикатор. Для получения прочного и надежного шва паяльник необходимо полностью разогреть. В противном случае детали не достигнут температуры вязкой пластичности, поэтому диффузии материала не произойдет. В случае перегрева паяльника может произойти чрезмерное прилипание полипропилена и, как следствие, потеря стабильности формы. Во время всего процесса пайки устройство должно быть постоянно включено.
Во время всего процесса пайки устройство должно быть постоянно включено.
Вернуться к содержанию
Потребуется:
- трубы полипропиленовые; сварочный аппарат
- ;
- резак для пластика; бритва
- ; Седло сварное
- .
Пайка полипропиленовых труб может производиться раструбным, раструбным или стыковым способом. При стяжном соединении две детали скрепляются с помощью специальной стяжки, а для резьбовых стыковочных узлов применяют раструбные фитинги. Этот вид пайки применяется для полипропиленовых труб диаметром менее 63 мм. Сварка встык осуществляется без дополнительных деталей и выполняется для труб диаметром свыше 63 мм. Раструбный метод пайки труб малого диаметра осуществляется либо ручным сварочным аппаратом, либо центрирующими приспособлениями.
№ Для пайки раструбов сначала отрежьте трубу до необходимой длины с помощью ножниц или пластикового резака под прямым углом. Если изделие армированное, то торцы обязательно зачищаются. Для этого бритвой снимаются два верхних слоя: полипропиленовый и алюминиевый. Зачистку производят на глубину упора инструмента, определяющую глубину сварного шва. Далее поверхность деталей зачищается и обезжиривается. После этого можно приступать к пайке. Сначала нужно нагреть паяльник до необходимой температуры и уже через 5 минут можно приступать к первой сварке.
Для этого бритвой снимаются два верхних слоя: полипропиленовый и алюминиевый. Зачистку производят на глубину упора инструмента, определяющую глубину сварного шва. Далее поверхность деталей зачищается и обезжиривается. После этого можно приступать к пайке. Сначала нужно нагреть паяльник до необходимой температуры и уже через 5 минут можно приступать к первой сварке.
Пропайку соединений необходимо производить быстро, иначе может произойти их деформация.
При нагреве допускается угол поворота не более 100°. Чтобы избежать лишних движений в процессе сварки, предварительно необходимо отметить на трубах соответствующие ориентиры. После завершения пайки дайте время, необходимое для охлаждения, особенно для тонкостенных материалов. При этом в процессе охлаждения ни в коем случае нельзя проворачивать или сгибать элементы. Если соединение фитингов было выполнено неправильно, то для исправления ошибки соединительный фитинг необходимо разрезать. При сварке таких элементов, как уголки, тройники и шаровые краны, учитывается их положение, при котором ручка должна свободно перемещаться в любое положение. По окончании работ все сварные элементы фиксируются между собой и не подвергаются никаким нагрузкам. следует за инструментом с чистыми наконечниками.
При сварке таких элементов, как уголки, тройники и шаровые краны, учитывается их положение, при котором ручка должна свободно перемещаться в любое положение. По окончании работ все сварные элементы фиксируются между собой и не подвергаются никаким нагрузкам. следует за инструментом с чистыми наконечниками.
Если есть необходимость установки дополнительного ответвления на существующий трубопровод, то используются приварные седла. При этом для работы вам понадобится специальный аппарат с дрелью и специальные насадки сварочного инструмента к ним. Сначала в стенке трубы просверливается отверстие при температуре 260°С. В него вставляется нагревательный ниппель так, чтобы инструмент полностью доставал до стенки трубы снаружи. Затем ниппель седла вставляется в нагревательную втулку так, чтобы приваренная поверхность седла находилась близко к дуге инструмента. Все элементы должны прогреться в течение 30 секунд. Затем нужно снять сварочный аппарат и быстро вставить штуцер в нагретое отверстие.
Ввариваемая седловина плотно прижимается к наружной поверхности трубы и фиксируется в неподвижном положении примерно на 15 секунд. На охлаждение суставов уходит 10 минут, после чего можно подвергать их любым нагрузкам.
Если вы решили самостоятельно сделать водопровод в своем доме или квартире, вам придется освоить пайку полипропиленовых труб.
Но для начала стоит разобраться, чем отличаются полипропиленовые трубы для холодной и горячей воды. Не будем говорить о стоимости (здесь разница не столь значительна), нам важнее материал, из которого они изготовлены.
просмотров
Итак, трубы для холодной воды изготавливаются только из одного полипропилена. А вот трубы для горячего водоснабжения и отопления имеют дополнительный слой – фольгу. Он служит своеобразным утеплителем и одновременно каркасом, предохраняющим полипропилен от разрушительного воздействия высоких температур. И, конечно же, трубы могут быть разного диаметра.
Простые трубы
- внимательно прочитать инструкцию к паяльнику, обращая особое внимание на таблицы температура-время;
- правильно измерять и резать трубы.

Армированные трубы
Обычно армирующая фольга находится внутри полипропилена, из которого изготовлена труба, и в этом случае процесс пайки идентичен пайке обычных (неармированных) труб. Иначе обстоит дело с полипропиленовой трубой, имеющей наружный армированный слой.
Внимание! Чтобы припаять армированную полипропиленовую трубу к фитингу, фольгу придется снять.
Для удаления фольги необходимо использовать специальную заточку (шейвер). После того, как фольга будет удалена с участка трубы, который нагревается на сопле паяльника, можно приступать к обычной пайке полипропиленовых труб своими руками, однако рекомендуется предварительно снять небольшую фаску снаружи и внутри трубы.
Если вы впервые пытаетесь паять полипропиленовые трубы своими руками, скорее всего, вам понадобится помощник, который будет держать паяльник.
Внимание! Если нет необходимости паять трубы прямо «на стене», то лучше выбрать для пайки отдельное место (например, стол), где можно заниматься своими делами, не наклоняясь и не приседая.

Не забывайте, что паяльник сильно нагревается во время работы и держать его нужно только за ручку.
Сборка
После того, как основные элементы трубопровода спаяны, необходимо собрать их в единую систему и подключить к существующим выводам водопровода. Для этого вам придется заняться пайкой полипропиленовых труб своими руками прямо «на стене». Так как нагретый полипропилен достаточно быстро остывает, паяльник придется держать в навесе и ближе к месту пайки.
Видео
В этом видео подробно показан процесс пайки полипропиленовых труб:
Фото
Любое современное жилье, будь то частный особняк или городская квартира, обязательно оснащено разнообразными коммуникациями. А раз так, то либо в процессе строительства, либо при ремонте или реконструкции владельцам рано или поздно придется столкнуться с проблемой монтажа или замены труб – и системы отопления. Мало кого сейчас привлекает трудоемкий и достаточно сложный монтаж стальных труб ВГП. Они дороги сами по себе, требуют немалых дополнительных затрат на транспортировку, а их обработка и соединение связаны со специфическими операциями, которые под силу не каждому – резка, гибка, электро- или газосварка, нарезание резьбы и т. д. Кроме того, требуется особый подход к «набивке» каждого резьбового соединения, чтобы узел соединения был качественным, без протечек.
Мало кого сейчас привлекает трудоемкий и достаточно сложный монтаж стальных труб ВГП. Они дороги сами по себе, требуют немалых дополнительных затрат на транспортировку, а их обработка и соединение связаны со специфическими операциями, которые под силу не каждому – резка, гибка, электро- или газосварка, нарезание резьбы и т. д. Кроме того, требуется особый подход к «набивке» каждого резьбового соединения, чтобы узел соединения был качественным, без протечек.
Хорошо, что современные технологии позволяют обойтись без всех этих хлопот, используя полипропиленовые трубы. При правильном выборе материала и качественном монтаже контуры водоснабжения и отопления практически ни в чем не уступают стальным, по многим параметрам они намного их превосходят. Кроме того, не так уж и сложна сама пайка полипропиленовых труб, инструкция по осуществлению которой будет рассмотрена в данной публикации.
Не все полипропиленовые трубы одинаковы
Прежде чем приступить к рассмотрению инструкции по монтажу полипропиленовых труб, имеет смысл дать хотя бы общее представление об этом материале, в частности – о его разновидностях и областях применения. Совершенно недопустим выбор труб по принципу «какие дешевле» или «какие были». Последствия для неразборчивого домашнего мастера могут быть очень печальными – от деформации проложенного трубопровода до его разрыва или появления протечек в соединительных узлах.
Совершенно недопустим выбор труб по принципу «какие дешевле» или «какие были». Последствия для неразборчивого домашнего мастера могут быть очень печальными – от деформации проложенного трубопровода до его разрыва или появления протечек в соединительных узлах.
Разницу в диаметре объяснять не надо — в разных системах и в различных их сечениях используются свои размеры, которые предопределены гидравлическими расчетами. Диапазон диаметров от 16 до 110 мм позволяет реализовать практически все возможные варианты. Причем практика показывает, что для дома или квартиры обычно достаточно сортамента до 40 мм, гораздо реже – до 50÷63 мм. Трубы большего диаметра являются, скорее, основными, и у них есть специфические особенности монтажа, но домашнему мастеру вряд ли придется с этим сталкиваться.
Сразу бросается в глаза разница в цвете некоторых видов труб. Вот на что можно меньше всего обращать внимание — белые, зеленые, сероватые и прочие стены — ни о чем не скажешь. Судя по всему, это просто решение производителей как-то выделить свою продукцию на общем фоне. Кстати, белый цвет однозначно будет предпочтительнее для контуров отопления, так как трубопровод ненавязчиво впишется в любой интерьер, не создавая дисгармоничного цветового «пятна».
Кстати, белый цвет однозначно будет предпочтительнее для контуров отопления, так как трубопровод ненавязчиво впишется в любой интерьер, не создавая дисгармоничного цветового «пятна».
А вот цветные полосы, если они есть, уже несут информативную нагрузку, интуитивно понятную каждому. Синяя полоса – труба предназначена исключительно для холодного водоснабжения, красная – способна выдерживать повышенные температуры. Однако даже эта цветовая маркировка (которой, кстати, очень часто вообще не существует), является лишь весьма приблизительной, не раскрывающей в полной мере эксплуатационных возможностей той или иной трубы. Помогает просто не ошибиться при установке системы. Кстати, продольная линия хороша еще и тем, что становится хорошим ориентиром при соединении сопрягаемых деталей при пайке.
Гораздо больше информации дает буквенно-цифровая маркировка, которая, как правило, наносится на наружную стену. Тут уже стоит присмотреться.
Международная аббревиатура полипропилена — PPR. Материал бывает нескольких видов, и можно встретить обозначения PPRC, PP-N, PP-B, PP-3 и другие. Но чтобы окончательно не запутать потребителя, существует более четкая градация труб – по типам в зависимости от допустимого давления перекачиваемой жидкости и ее температуры. Всего таких типов четыре: ПН-10, ПН-16, ПН-20, ПН-25. Чтобы долго не рассказывать о каждой из них, можно привести табличку, характеризующую эксплуатационные возможности и область применения труб.
Материал бывает нескольких видов, и можно встретить обозначения PPRC, PP-N, PP-B, PP-3 и другие. Но чтобы окончательно не запутать потребителя, существует более четкая градация труб – по типам в зависимости от допустимого давления перекачиваемой жидкости и ее температуры. Всего таких типов четыре: ПН-10, ПН-16, ПН-20, ПН-25. Чтобы долго не рассказывать о каждой из них, можно привести табличку, характеризующую эксплуатационные возможности и область применения труб.
трубы полипропиленовые
| Тип полипропиленовых труб | Рабочее давление (номинальное) | Применение труб | |
|---|---|---|---|
| МПа | техническая атмосфера, бар | ||
| ПН-10 | 1,0 | 10,2 | Холодное водоснабжение. Как исключение – подводящие магистрали к водяным контурам «теплого пола», с максимальной рабочей температурой теплоносителя до 45°С. Материал самый доступный – за счет не особо выдающихся физико-технических и эксплуатационных параметров. |
| ПН-16 | 1,6 | 16,3 | Наиболее популярный вариант для автономных систем холодного и горячего водоснабжения, с рабочей температурой не более 60°С, давлением не более 1,6 МПа. |
| ПН-20 | 2,0 | 20,4 | Холодное и горячее водоснабжение автономное или центральное. Может использоваться в автономных системах отопления, где гарантирован гидравлический удар. Температура охлаждающей жидкости не должна превышать 80 ˚С. |
| ПН-25 | 2,5 | 25,5 | Горячее централизованное водоснабжение, системы отопления с температурой теплоносителя до 90 ÷ 95˚С, в том числе центральные. Самый прочный, но и не самый дорогой тип трубы. |
Конечно, чтобы труба выдерживала более высокие давления и температуры, она должна иметь более толстые стенки. Значение толщины стенки и, соответственно, номинальный диаметр полипропиленовых труб различных типов — в таблице ниже:
| Наружный диаметр трубы, мм | Тип полипропиленовой трубы | |||||||
|---|---|---|---|---|---|---|---|---|
| PN -10 | PN -16 | PN -20 | PN -25 | |||||
| Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм 9091||
| 16 | — | — | 11,6 | 2. 2 2
| 10,6 | 2,7 | — | — |
| 20 | 16,2 | 1,9 | 14,4 | 2,8 | 13,2 | 3,4 | 13,2 | 3,4 |
| 25 | 20,5 | 2.3 | 18 | 3,5 | 16,6 | 4.2 | 16,6 | 4.2 |
| 32 | 26 | 3 | 23 | 4.4 | 21,2 | 5.4 | 21,2 | 3 |
| 40 | 32,6 | 3,7 | 28,8 | 5,5 | 26,6 | 6,7 | 26,6 | 3,7 |
| 50 | 40,8 | 4,6 | 36,2 | 6,9 | 33,2 | 8.4 | 33,2 | 4,6 |
| 63 | 51,4 | 5,8 | 45,6 | 8.4 | 42 | 10,5 | 42 | 5,8 |
| 75 | 61,2 | 6,9 | 54,2 | 10,3 | 50 | 12,5 | 50 | 6,9 |
| 90 | 73,6 | 8. 2 2
| 65 | 12,3 | 60 | 15 | — | — |
| 110 | 90 | 10 | 79,6 | 15.1 | 73,2 | 18,4 | — | — |
При всех достоинствах полипропилена, он имеет и довольно существенный недостаток — очень значительное линейное расширение при нагреве. Если для холодных трубопроводов, расположенных внутри здания, это не так важно, то для труб горячего водоснабжения или для контуров отопления такая особенность может привести к провисанию, провисанию длинных участков, деформации сложных узлов, возникновению внутренних напряжений в теле. трубы, что снижает срок ее службы.
Для минимизации эффекта теплового расширения используется армирование труб. Это может быть алюминий или стекловолокно.
Армирующий пояс из стекловолокна всегда располагается примерно по центру толщины стенки трубы и никак не влияет на технологию пайки.
А вот с алюминием несколько сложнее. Существует два типа этого вида армирования. В одном случае слой фольги расположен в непосредственной близости от наружной стенки трубы (на иллюстрации внизу слева). Другой вариант – армирующий пояс проходит примерно по центру стены. Для каждого из видов такой арматуры существуют особые технологические нюансы монтажа, о которых речь пойдет ниже.
И стекловолокно, и алюминиевая арматура значительно снижают линейное расширение полипропиленовых труб. Кроме того, алюминиевый слой выполняет и еще одну функцию: он становится барьером от диффузии кислорода — проникновения молекул кислорода из воздуха через стенки труб в теплоноситель.
Проникновение кислорода в жидкую среду теплоносителя может вызвать ряд негативных последствий, среди которых основными являются повышенное газообразование и активизация коррозионных процессов, что особенно опасно для металлических деталей котельного оборудования. Армирующий слой способен значительно уменьшить этот эффект, поэтому такие трубы чаще всего используют именно для отопительных контуров. В сантехнических системах вполне можно обойтись стеклопластиковой арматурой, не оказывающей существенного влияния на диффузию.
В сантехнических системах вполне можно обойтись стеклопластиковой арматурой, не оказывающей существенного влияния на диффузию.
| Типы полипропиленовых труб | Обозначение | Коэффициент теплового расширения, м × 10 ⁻⁴/˚С | Скорость диффузии кислорода, мг/м² × 24 часа |
|---|---|---|---|
| Однослойные трубы: | |||
| ППР | 1,8 | 900 | |
| Многослойные трубы: | |||
| Полипропилен, армированный стекловолокном. | ППР-ГФ-ППР | 0,35 | 900 |
| Полипропилен, армированный алюминием. | ППР-АЛ-ППР | 0,26 | 0 |
На рисунке ниже показан пример маркировки полипропиленовой трубы:
1 — на первом месте обычно стоит наименование производителя, наименование модели трубы или ее артикул.
2 — материал изготовления и структура трубы. В данном случае это однослойный полипропилен. Трубы со стеклопластиковой арматурой обычно имеют маркировку ППР-ФГ-ППР, с алюминиевой ППР-АЛ-ППР.
Могут встречаться армированные трубы с наружным полипропиленовым слоем и внутренней стенкой из сшитого полиэтилена. Они будут иметь такое обозначение, как PPR-AL-PEX или PPR-AL-PERT. На технологию пайки это не влияет, так как внутренний слой не принимает в ней участия.
3 — стандартный размерный коэффициент трубы, равный отношению наружного диаметра к толщине стенки.
4 — номинальные значения наружного диаметра и толщины стенки.
5 — указанный тип трубы по номинальному рабочему давлению.
6 — перечень международных стандартов, которым соответствует товар.
Трубы обычно продаются стандартной длины 4 или 2 метра. Большинство торговых точек практикуют продажу кратно 1 метру.
Ко всем трубам в продаже представлены многочисленные комплектующие — резьбовые фитинги, для перехода на другой тип труб, с наружной или внутренней резьбой или с накидной гайкой-американкой, муфты, тройники, переходы по диаметру, отводы половые с углом 90 и 45 градусов, заглушки, перепускные петли, компенсаторы и другие необходимые детали. Кроме того, есть возможность приобретения кранов, вентилей, коллекторов, «косых» фильтров грубой очистки воды, предназначенных для непосредственной впайки в полипропиленовые трубы.
Кроме того, есть возможность приобретения кранов, вентилей, коллекторов, «косых» фильтров грубой очистки воды, предназначенных для непосредственной впайки в полипропиленовые трубы.
Одним словом, такое разнообразие позволяет подобрать наиболее удобную схему сборки системы практически любой степени сложности. Стоимость большинства этих деталей очень низкая, что позволяет приобрести их с некоторым запасом, хотя бы для того, чтобы перед началом практической установки провести небольшой инструктаж — так сказать «набить руку».
Методы соединения полипропиленовых труб
Полипропилен является термопластичным полимером — при нагревании его структура начинает размягчаться, а при соединении двух равномерно нагретых до определенной температуры фрагментов происходит взаимная диффузия, а точнее даже полиплавление, то есть взаимопроникновение материала. При охлаждении свойства полипропилена не меняются, а при качественном соединении — обеспечении оптимального нагрева и необходимой степени сжатия, после обратной полимеризации границы как таковой быть не должно — получается полностью монолитный блок.
Именно на этом свойстве основаны основные технологические способы соединения полипропиленовых труб – этот способ часто называют полифузной сваркой.
Такая сварка (пайка) может осуществляться муфтовым или стыковым способом.
- Сварка в раструб – это именно та технология, которая чаще всего используется при монтаже водопровода или отопительных контуров в доме или квартире. Он предназначен для труб малого и среднего диаметра, до 63 мм.
Смысл его в том, что любой соединительный узел предполагает использование двух частей – это сама труба и муфта, внутренний диаметр которой несколько меньше наружного диаметра трубы. То есть в обычном, «холодном» виде детали не поддаются сопряжению. Муфтой может выступать не только, простите за тавтологию, сама муфта, но и монтажный участок тройника, отвода, крана, резьбового штуцера и других составных частей.
Принцип такой сварки показан на схемах ниже.
Труба (поз. 1) и муфта или любой другой соединительный элемент (поз. 2) одновременно надеваются на нагревательные элементы сварочного аппарата.
2) одновременно надеваются на нагревательные элементы сварочного аппарата.
На самом рабочем нагревателе предварительно устанавливается соосно пара необходимого диаметра, состоящая из металлической втулки (поз. 4), в которую будет вставляться труба, и оправки (поз. 5), на которую надевается необходимая соединительная элемент надет.
В период разогрева по наружной поверхности трубы и внутренней поверхности рукава (поз. 6) формируется пояс из расплавленного полипропилена примерно одинаковой ширины и глубины. Важно правильно подобрать время нагрева, чтобы процесс плавления не захватил всю стенку трубы насквозь.
Обе детали одновременно снимаются с нагревателя и соосно, с усилием, соединяются друг с другом. Расплавленный пластичный наружный слой полипропилена позволит трубе плотно входить в гильзу до упора, на длину нагреваемого участка.
На этом этапе происходит процесс полиплавления, охлаждения и полимеризации. В результате получается надежное соединение, которое хоть и показано на схеме заштрихованным сечением (поз. 7), на самом деле, если посмотреть на сечение, то его вообще не видно — это практически монолитная стена .
7), на самом деле, если посмотреть на сечение, то его вообще не видно — это практически монолитная стена .
- Сварка встык выполняется несколько иначе.
Одно из основных отличий заключается в том, что соединяются детали, обязательно одинаковые по внутреннему и внешнему диаметру.
Первым шагом является точная настройка концов, чтобы они идеально подходили друг к другу.
Трубы обжаты с двух сторон торцевателем — вращающимся диском (поз. 2) с точно соосными ножами (поз. 3)
Трубы снова поджимают к центру, а на концах по всей толщине стенки формируют участки плавления полипропилена (поз. 5).
И, по аналогии с предыдущим случаем, по мере остывания сварного шва происходит его полимеризация, создавая надежное соединение двух труб.
Принцип кажется простым, но это только на первый взгляд. При такой технологии сварки решающее значение имеет максимально точное выравнивание сопрягаемых деталей. Кроме того, при муфтовой сварке необходимая степень сжатия сопрягаемых расплавленных участков обеспечивается в большей степени разницей диаметров деталей. В этом случае требуется приложение значительной внешней силы, направленной строго по оси соединяемых труб. Все эти условия могут быть соблюдены только при использовании специального, достаточно сложного аппарата машинного типа.
Кроме того, при муфтовой сварке необходимая степень сжатия сопрягаемых расплавленных участков обеспечивается в большей степени разницей диаметров деталей. В этом случае требуется приложение значительной внешней силы, направленной строго по оси соединяемых труб. Все эти условия могут быть соблюдены только при использовании специального, достаточно сложного аппарата машинного типа.
Машин для стыковой сварки много, но почти все они имеют мощную раму с направляющими и зажимами для зажима труб разного диаметра — для обеспечения соосности соединения, съемный или откидной торцевой инструмент и нагреватель, механизм для создания необходимое сжатие — ручное, гидравлическое, с электроприводом и т.п. н.с.
Данная технология используется, как правило, только профессионалами при прокладке магистральных труб, и вероятность столкнуться с ней на бытовом уровне практически нулевая.
Существует также «холодный» метод сварки – с использованием клея на основе сильнодействующего органического растворителя. Дело в том, что при обработке таким составом поверхностные слои полимера размягчаются. Детали в это время могут быть соединены в желаемом положении, а поскольку растворители обычно очень летучи, они быстро испаряются. затем достаточно быстро начинается процесс обратной полимеризации.
Дело в том, что при обработке таким составом поверхностные слои полимера размягчаются. Детали в это время могут быть соединены в желаемом положении, а поскольку растворители обычно очень летучи, они быстро испаряются. затем достаточно быстро начинается процесс обратной полимеризации.
Данная технология больше подходит для поливинилхлоридных (ПВХ) труб, не обладающих должной термопластичностью. Кроме того, подобный способ соединения имеет, пожалуй, больше недостатков и ограничений в применении, чем достоинств, поэтому не пользуется особым спросом, тем более, что существует простая и доступная каждому технология полифузной муфтовой сварки.
Что требуется для монтажных работ
Итак, в дальнейшем будем рассматривать исключительно полигатурную сварку (пайку). Чтобы справиться с этой задачей самостоятельно, необходимо подготовить ряд инструментов и приспособлений.
- В первую очередь это, конечно же, аппарат для сварки полипропиленовых труб. Такой инструмент того стоит – не так уж и дорог, да и у многих рачительных хозяев он уже есть в домашнем «арсенале».

К сварочному аппарату должны прилагаться комплекты «муфта-оправка» необходимых диаметров. Большинство устройств позволяют размещать на своем нагревательном элементе одновременно две, а иногда и три пары рабочих насадок, что позволяет без перерывов на замену установить систему, в которой используются трубы различного диаметра.
Если у вас нет своего аппарата, и обстоятельства в данный момент не позволяют его приобрести, то многие магазины, салоны практикуют краткосрочную аренду с посуточной оплатой — вы можете воспользоваться этой возможностью.
Если вы решили купить аппарат для сварки полипропиленовых труб…
Все сварочные аппараты устроены примерно одинаково и работают по сходному принципу, однако имеют и определенные отличия по компоновке и функциональным возможностям. Полезная информация для тех, кто решился на такую покупку, размещена в статье нашего портала, специально посвященной .
В тексте можно встретить определение аппарата для пайки труб — но это всего лишь «игра слов».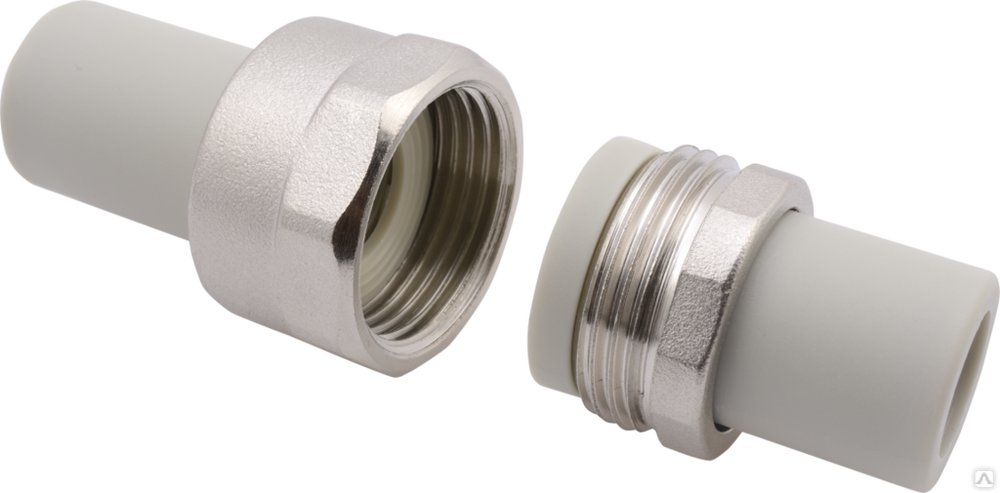 В данном случае разницы между этими понятиями нет.
В данном случае разницы между этими понятиями нет.
- Для резки трубы требуются специальные ножницы. Причем они должны быть остро заточены, с исправным храповым механизмом, обеспечивающим ровный срез. Лезвие не должно иметь зазубрин или кривизны.
Конечно, можно разрезать трубу ножовкой, просто металлическим листом или даже болгаркой, но это абсолютно не профессиональный подход, так как такими инструментами невозможно добиться требуемой точности и ровности реза.
машина для сварки полипропиленовых труб
- Необходимо подготовить разметочный инструмент — рулетку, линейку, строительный угольник, маркер или карандаш. Чтобы разместить трубы правильно, придется прибегнуть к помощи уровня.
- Если вы планируете паять полипропиленовые трубы с алюминиевой арматурой, то вам потребуются дополнительные инструменты.
— если труба имеет внешнее армирование, то потребуется шейвер, который очистит алюминиевый слой в месте прокола.
— если алюминиевый армированный слой расположен в глубине толщины стены, то труба все равно требует предварительной подготовки, но в этом случае уже используется облицовочный инструмент.
Внешне торцовочный инструмент часто похож на бритву, но разница между ними есть — она заключается в расположении ножей. У шейвера срез идет тангенциально параллельно оси трубы, а у триммера, как понятно даже из их названия, нож обрабатывает обух и снимает небольшую фаску.
Прочтите полезную статью, а также ознакомьтесь с разновидностями и критериями выбора, на нашем портале.
Остановимся на этом моменте подробнее при рассмотрении технологии пайки труб.
- Многие упускают из виду это, но свариваемые участки труб и муфт необходимо очистить от грязи, пыли, влаги, а затем обезжирить. Это значит, что нужно подготовить чистую тряпку и растворитель на спиртовой основе (например, обычный этиловый или изопропиловый спирт).

Но не следует использовать растворители на основе ацетона, сложных эфиров, углеводородов, так как полипропилен не устойчив к ним, и стенки могут плавать
- Необходимо также позаботиться о защите рук. Работать им придется в непосредственной близости от нагревательного элемента аппарата, а получить серьезный ожог проще простого.
Лучше всего для этого дела подходят замшевые рабочие перчатки — они практически не сковывают движений, не тлеют от контакта с горячим обогревателем, надежно защищают руки.
И еще одно важное предупреждение. Большую часть монтажных работ очень часто можно проводить не на месте, а, например, на верстаке в мастерской — некоторые устройства даже имеют специальные кронштейны с клипсами для надежной фиксации на столе. Это удобно в том плане, что собранный узел потом быстро устанавливается, например, в тесных и неудобных условиях ванны или туалета.
В любом случае, где бы ни производилась пайка, необходимо обеспечить высокоэффективную вентиляцию. При нагревании полипропилена выделяется газ с резким запахом. Запах не самое страшное – при длительном вдыхании может возникнуть серьезная интоксикация. Поверьте, проверено на «собственной шкуре». Автор этих строк провел сутки с температурой 39° после семи часов работы в довольно просторном совмещенном санузле, с вроде бы исправно работающей вентиляционной решеткой. Не повторяйте ошибок!
При нагревании полипропилена выделяется газ с резким запахом. Запах не самое страшное – при длительном вдыхании может возникнуть серьезная интоксикация. Поверьте, проверено на «собственной шкуре». Автор этих строк провел сутки с температурой 39° после семи часов работы в довольно просторном совмещенном санузле, с вроде бы исправно работающей вентиляционной решеткой. Не повторяйте ошибок!
Как паяют полипропиленовые трубы
Общие технологические приемы сварки полипропиленовых труб
- В первую очередь начинающий мастер должен четко понимать, что он собирается монтировать. Должен быть подготовлен подробный схематический чертеж с указанием размеров и конкретных деталей – этот же «документ» станет основанием для приобретения необходимого количества труб и комплектующих.
- Если позволяют условия, например, в помещении, где будет производиться монтаж, еще нет отделки, то схему лучше всего перенести прямо на стены — так будет нагляднее, и можно будет отмерить необходимое отрезки труб буквально на месте.

Ключ к успеху — постараться сделать максимально возможное количество узлов в удобном рабочем положении, на верстаке. Работа с паяльным станком прямо на месте, да еще и в одиночку, без помощника — дело чрезвычайно сложное, а ошибиться очень легко. Понятно, что полностью избежать таких операций нельзя, но их количество следует свести к возможному минимуму.
- Паяльная машина готовится к работе. Рабочие пары — муфты и оправки необходимых для работы диаметров надеваются и затягиваются винтом на его нагреватель. Если предполагается работа с одним типом трубы, то тут мудрить нечего — надевается одна пара, как можно ближе к концу нагревателя.
Есть сварочные аппараты с цилиндрическими ТЭНами — у него немного другое крепление рабочих элементов, наподобие хомута. Но разобраться в этом не сложно.
- Работать будет намного удобнее, если устройство будет жестко закреплено на рабочей поверхности верстака. Очень здорово, если в конструкции предусмотрен винт струбцины для крепления к краю столешницы.
 Но даже с обычным аппаратом можно попробовать придумать какую-нибудь фиксацию. Например, если позволяет поверхность, ножки подставки прикручиваются к верстаку саморезами.
Но даже с обычным аппаратом можно попробовать придумать какую-нибудь фиксацию. Например, если позволяет поверхность, ножки подставки прикручиваются к верстаку саморезами.
Даже при закрепленной опоре аппарат может в ней «пошевелиться» — обязательно будет люфт. Здесь тоже можно предусмотреть собственное крепление – просверлить отверстие и вкрутить саморез. Когда для удаленной работы нужен паяльник, снять это крепление — дело нескольких секунд.
- Паяльник подключен к сети. Если у него есть регулировка температуры, то она выставлена примерно на 260°С — это оптимальная температура для работы с полипропиленом. Не стоит никого слушать, что для 20-й трубы нужно 260 градусов, для 25-й — 270 градусов и так далее — по возрастанию. Температура та же, меняется только время нагрева сопрягаемых деталей. Во всяком случае, таблицы, которые производитель вкладывает в паспорт изделия, и которые будут размещены ниже в этой статье, рассчитаны именно на такой уровень нагрева.

- Обычно на паяльнике есть световая индикация. Горящий красный индикатор указывает на то, что нагревательный элемент работает. Зеленый – устройство вышло в рабочий режим.
Однако многие модели имеют собственные функции индикации. Некоторые устройства даже имеют цифровой дисплей с индикацией температуры. В любом случае прибор «даст знать», что прогрелся до необходимого уровня.
- Готовятся к работе сопрягаемые детали — отрезается необходимый кусок трубы, берется соединительный элемент, согласно схеме установки.
- Так делают не многие, а между тем технология требует — обязательной очистки места соединения от возможной грязи и пыли, обезжиривания. Кроме того, совершенно недопустимы даже мельчайшие капельки воды или мокрая поверхность – водяной пар может попасть в слой расплава, создать там пористую структуру, и этот соединительный узел рано или поздно рискует дать течь.
- Следующим шагом будет разметка соединения.
 На трубе необходимо отмерить от конца и отметить карандашом (маркером) длину ленты проходки. Именно до этого момента труба будет вставляться в нагревательный рукав, затем в штуцер. Каждый диаметр имеет свое значение – оно будет указано в таблице ниже.
На трубе необходимо отмерить от конца и отметить карандашом (маркером) длину ленты проходки. Именно до этого момента труба будет вставляться в нагревательный рукав, затем в штуцер. Каждый диаметр имеет свое значение – оно будет указано в таблице ниже.
Второй знак наносится, если имеет значение взаимное расположение сопрягаемых деталей. Например, с одной стороны отрезка трубы уже вварен отвод 90°, а с другой надо монтировать, скажем, тройник, но так, чтобы его центральный швеллер располагался под углом к отгибу относительно оси. Для этого сначала точно определяется положение деталей, а затем наносится риск через границу, на обе.
Времени на выбор правильного положения при пайке не будет много, а точно расположить сопрягаемые детали поможет такая «фишка».
- Следующим шагом является непосредственная пайка соединения. Он, в свою очередь, также включает в себя несколько фаз:
— С обеих сторон труба одновременно вставляется в раструб паяльника, а соединительный элемент надевается на оправку. Труба должна доходить до сделанной метки, штуцер – до упора.
Труба должна доходить до сделанной метки, штуцер – до упора.
— После того, как труба и соединительный элемент полностью вставлены, начинается время прогрева. Для каждого диаметра есть свой оптимальный период, которого следует придерживаться.
— По истечении времени обе части снимаются с нагревательных элементов. У мастера есть буквально несколько секунд, чтобы придать деталям правильное положение и, конечно же, соосность, с усилием вставить одну в другую и довести до одной отметки. Легкая регулировка без поворота вокруг оси допускается только в течение одной-двух секунд.
— В таком положении детали должны удерживаться без малейшего смещения в течение указанного срока фиксации.
— После этого собранный узел не должен подвергаться никаким нагрузкам в течение указанного периода охлаждения и полимеризации полипропилена. И только тогда его можно считать готовым
Теперь — об основных параметрах, которых необходимо придерживаться при установке. Для простоты восприятия они сведены в таблицу:
Для простоты восприятия они сведены в таблицу:
| Наименование показателей | Диаметр трубы, мм | ||||||
|---|---|---|---|---|---|---|---|
| 16 | 20 | 25 | 32 | 40 | 50 | 63 | |
| Длина свариваемого участка трубы, мм | 13 | 14 | 16 | 18 | 20 | 23 | 26 |
| Время нагрева, сек | 5 | 5 | 7 | 8 | 12 | 12 | 24 |
| Время на перестановку и подключение, сек | 4 | 4 | 4 | 6 | 6 | 6 | 8 |
| Время установления связи, сек | 6 | 6 | 10 | 10 | 20 | 20 | 30 |
| Время охлаждения и полимеризации агрегата, мин | 2 | 2 | 2 | 4 | 4 | 4 | 6 |
| Примечания: — Если свариваются тонкостенные трубы типа ПН10, то время нагрева самой трубы уменьшается вдвое, но время нагрева соединительного звена остается таким же, как указано в таблице.  — Если работы проводятся на открытом воздухе или в холодном помещении при температуре ниже +5°С, то период прогрева увеличивается на 50%. |
|||||||
О сокращении установленного времени прогрева (за исключением случая, указанного в примечании к таблице) не может быть и речи — качественного соединения не получится, а узел обязательно потечет со временем. А вот по поводу какого-то незначительного повышения — у мастеров нет единства взглядов. Мотивация здесь в том, что трубы разных производителей могут немного отличаться по материалу, то есть есть более жесткий или, наоборот, мягкий полипропилен. Но у мастеров накоплен опыт, точное знание используемого материала, и новичку следует брать за основу рекомендуемые показатели.
Добрый совет — при покупке труб и комплектующих — возьмите небольшой запас самых дешевых соединительных элементов, и проведите эксперимент — обучение. Можно подготовить несколько отрезков трубы и выполнить пробную пайку.
При качественной пайке по окружности соединительного узла создается аккуратный буртик высотой около 1 мм, который не будет мешать свободному прохождению воды.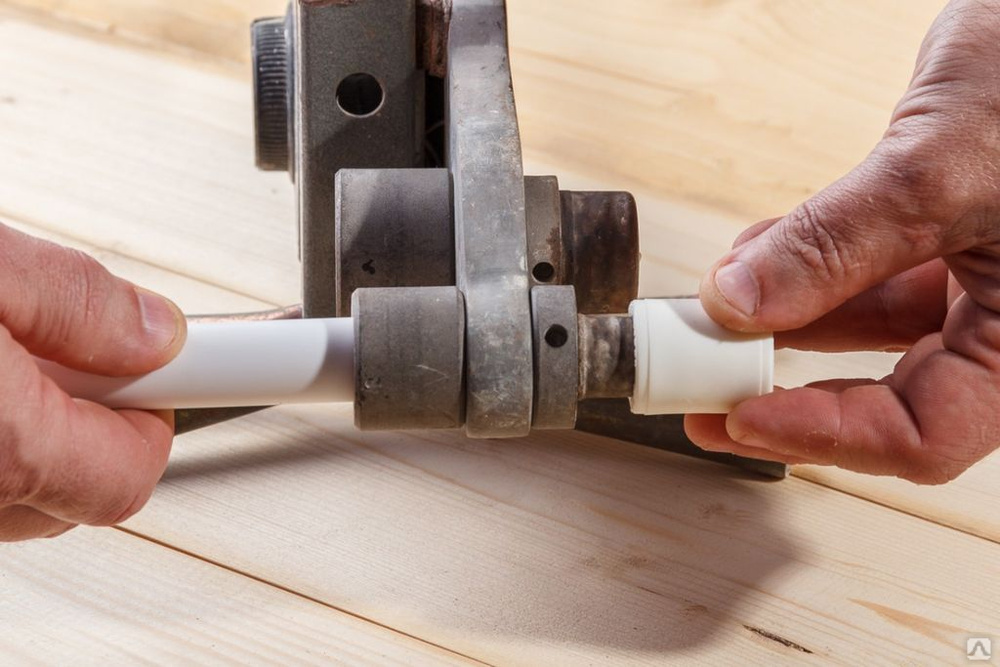 С внешней стороны также будет образовываться аккуратный воротник, который не портит внешний вид соединения.
С внешней стороны также будет образовываться аккуратный воротник, который не портит внешний вид соединения.
ножницы для труб
Но перегрев уже чреват получением бракованного соединения. Расплавленный полипропилен при совмещении деталей начинает продавливаться внутрь, где образуется и затвердевает «юбка», в значительной степени закрывающая проход. Напор воды в таком водопроводе можно снизить, а кроме того, такой дефект со временем часто становится местом засора.
Проведение такого практического занятия поможет вам точно определить все параметры пайки и избежать ошибок.
Особенности работы с трубами с алюминиевой арматурой
Как было сказано выше, здесь возможны два варианта – слой армирования располагается у поверхности трубы, либо в глубине стены. Соответственно различаются и способы подготовки трубы к сварке.
- Понятно, что слой алюминия, расположенный на поверхности, просто не позволит полноценно прогреть и подключить блок.
 Кроме того, такие трубы всегда имеют несколько больший диаметр, и просто не влезут ни в нагревательный рукав, ни в соединительный элемент. Это означает, что необходимо очистить этот слой до «чистого» полипропилена.
Кроме того, такие трубы всегда имеют несколько больший диаметр, и просто не влезут ни в нагревательный рукав, ни в соединительный элемент. Это означает, что необходимо очистить этот слой до «чистого» полипропилена.
Для этого используется специальный инструмент — бритва. В него вставляется кусок трубы и начинают вращаться – установленные ножи аккуратно последовательно срезают верхнее полимерное покрытие и расположенный под ним алюминий.
Обработка ведется до упора трубы в нижней части инструмента — размеры шейвера предусмотрены такие, что он будет резать фольгу именно в той полосе, которая требуется для сварного соединения по заданному диаметру, т. е. вы даже не нужно проводить соответствующую маркировку.
При пайке весь зачищенный участок необходимо прогреть, а затем полностью вставить в штуцер. Оставлять снаружи даже тонкую полоску защищенной трубы запрещается.
- Если алюминиевая фольга спрятана в оболочке материала, то, казалось бы, к качественной пайке она никак не подходит.
 Но тут уже есть другой нюанс.
Но тут уже есть другой нюанс.
Если труба не защищена с торца, то вода, проходящая под напором, попытается ее расслоить, найти выход между алюминиевым слоем и внешней полипропиленовой оболочкой. Алюминий, кроме того, может начать подвергаться коррозии и терять свою прочность. Результатом такого расслоения сначала являются «волдыри» на теле трубы, которые затем обязательно заканчиваются крупной аварией.
Выход — создать такие условия, чтобы при сварке торец трубы и алюминиевый слой были полностью покрыты расплавленным полипропиленом. А добиться этого можно обработкой специальным инструментом, о котором говорилось выше – фрезой.
Внешне он может быть и похож на бритву, но у него ножи расположены иначе — точно выровняют обух, срежут фаску и снимут тонкую полоску алюминиевой фольги по окружности примерно на 1,5-2 мм от края. При нагреве и при сопряжении деталей созданный фланец из расплавленного полипропилена полностью закроет торец трубы, и узел получит необходимую надежность.
Трубы с армированием стеклопластиком особенностей монтажа не имеют.
- Процесс пайки, как уже говорилось, лучше проводить на удобном просторном рабочем месте, максимально собрав готовые узлы водопровода (отопительного контура), и только потом устанавливая и подключая их на место.
Работа «у стены» всегда более сложная, кропотливая и нервная, так как приходится держать достаточно тяжелый аппарат одной рукой, одновременно обеспечивая нагрев обеих сопрягаемых частей. Часто без помощника такое сварное соединение практически невозможно. Поэтому стоит свести количество таких операций к минимуму.
Но при этом важно не ошибиться. Для соединения блока необходимо предоставить некоторую степень свободы сопрягаемым деталям – их нужно раздвинуть, чтобы установить между ними сварочный аппарат (плюс греющая пара тоже имеет определенную ширину), затем аккуратно, без перекоса вставить в оправку и муфту, после прогрева обеспечить поступательный вывод, а затем — соединение. Необходимо заранее предусмотреть этот момент – хватит ли люфта для выполнения всех этих манипуляций.
Необходимо заранее предусмотреть этот момент – хватит ли люфта для выполнения всех этих манипуляций.
- Бывает, что неопытные мастера, не предвидя этого нюанса, сталкиваются с тем, что остался последний сварной шов, и нет возможности его доделать. Что делать?
Выходом из положения может быть вварка в разрез трубы разъемной соединительной пары — резьбового штуцера и муфты с накидной гайкой — «американки». Соединение получается надежным, и спаять такие элементы не составит труда даже в таких сложных условиях.
- Если хоть какой-то узел при установке вызывает хоть малейшее сомнение, без сожаления его следует вырезать и приварить другие детали. Поверьте, это не займет много времени и не повлечет за собой серьезных затрат. Но если со временем такой сомнительный участок вдруг даст течь, последствия могут быть очень печальными.
- Следующая группа ошибок уже упоминалась выше — это нарушение технологии пайки труб. Это включает в себя недостаточный или чрезмерный нагрев.
 Усилие, прилагаемое к деталям во время соединения, должно быть умеренным. Слишком сильное сжатие создаст внутреннюю «юбку». Не менее опасно недостаточное приложение усилия – труба не входит в раструб штуцера до конца, остается небольшой участок с увеличенным диаметром и утонченной стенкой – потенциальное место прорыва!
Усилие, прилагаемое к деталям во время соединения, должно быть умеренным. Слишком сильное сжатие создаст внутреннюю «юбку». Не менее опасно недостаточное приложение усилия – труба не входит в раструб штуцера до конца, остается небольшой участок с увеличенным диаметром и утонченной стенкой – потенциальное место прорыва!
- Не забудьте очистить свариваемые детали от грязи и жира. Возможно, это кажется несущественным, но на практике вполне достаточно случаев, когда такое пренебрежение впоследствии оборачивалось слабым соединением и образованием течи.
- Попытки изменить положение деталей в период схватывания и остывания соединения очень опасны. Внешне это может и не проявляться, но в соединительном шве появляются микротрещины, которые впоследствии приводят к авариям. Мне не нравится связанный узел — «в топку» его, и сделайте новый, но не пытайтесь его изменить!
- При зачистке армированной трубы на очищаемом участке не должен оставаться даже крошечный фрагмент фольги — это может стать потенциальным местом будущей протечки.
- Еще одна рекомендация. Понятно, что материал должен быть качественным – не стоит гнаться за дешевизной, так как можно потерять гораздо больше, тем более, что даже брендовые полипропиленовые трубы и комплектующие к ним стоят не так дорого. Но известны случаи, когда при монтаже качественных труб, проведенном со строгим соблюдением технологии, соединительные узлы со временем все же начинали выходить из строя. А причина проста — использовался действительно качественный материал, но разных производителей. Казалось бы, незначительные различия в химическом составе и физико-технических характеристиках полипропилена дали столь неожиданный результат — не удалось добиться полной диффузии расплавов.
Поэтому последний совет: используйте качественные трубы одного производителя. Наверное, понятно, что все комплектующие тоже должны быть одной марки.
В конце публикации — обучающее видео о пайке полипропиленовых труб:
Видео: мастер делится секретами качественной пайки полипропиленовых труб
Пайка полипропиленовых труб удивительно проста в исполнении и прощает многие ошибки без ущерба для надежности трубопровода. Наши рекомендации помогут вам выполнить работу самостоятельно.
В последние десятилетия для изготовления трубопроводов широкое распространение получили металлополимерные трубы. Они не ржавеют, не зарастают внутренними отложениями, мало сопротивляются потоку жидкости, просты в монтаже.
Полипропиленовые трубыбыстро завоевали популярность после своего появления. По своим характеристикам они сравнимы с любыми другими металлополимерными трубами, но имеют перед ними огромное преимущество: полипропиленовые фитинги любых производителей полностью совместимы друг с другом.
Какие трубы выбрать
Обычная полипропиленовая труба имеет существенный недостаток, ограничивающий область ее применения: она сильно удлиняется при нагреве. Для компенсации этого теплового расширения на трубопроводах монтируются специальные компенсаторы в виде петли.
Армированный полипропилен имеет многослойную стенку: наружный и внутренний слои полипропиленовые, а между ними слой алюминия или стекловолокна. У таких изделий тепловое удлинение примерно в 10 раз меньше. Их можно замуровывать в стены и поэтому стоит выбирать их для сантехники, хотя они и дороже.
Маркировка из полипропилена указывает максимальное давление ХОЛОДНОЙ воды, на которое они рассчитаны. Для бытового водопровода следует покупать материалы с обозначением PN20 и PN25, что означает давление 20 и 25 атмосфер соответственно. Диаметр пластиковой трубы обычно выбирают равным 20 мм (внешний диаметр), что эквивалентно ½ дюйма стальной трубы (внутренний диаметр). Пусть вас не смущает, что проходное сечение пластиковых труб иногда выбирают чуть меньше, чем у стальных трубопроводов: чрезвычайно гладкая внутренняя поверхность почти не оказывает сопротивления потоку воды и производительность трубы не страдает.
Инструменты для пайки
Основной инструмент для пайки полипропиленовых труб своими руками –
сварочный аппарат с насадками необходимого диаметра. Для разовой работы можно купить самый дешевый паяльник. От цены и конструкции паяльника зависит только удобство работы, но никак не качество получаемых с его помощью соединений.
Вам обязательно понадобится специальный резак в виде ножниц, так как резать придется много.
Разумеется, вам понадобится стандартный сантехнический инструмент: разводной и газовый ключи, лен, герметизирующая паста. Детали из полипропилена соединяются с традиционными стальными деталями с помощью комбинированных резьбовых соединений.
Как паять полипропилен
Принцип выполнения сварных соединений полипропилена прост: две детали прогреваются паяльником до расплавления материала, затем вставляются одна в другую; после остывания получаем прочную монолитную деталь.
Комбинируя отрезки труб разной длины и соединительные элементы различной конфигурации, можно собрать трубопровод любой сложности и разветвления.
Недопустимые ошибки при пайке труб
Надежность получаемого соединения при пайке полипропиленовых труб своими руками зависит от температуры, до которой нагреваются детали. Пластик необходимо размягчить, чтобы свариваемые элементы с некоторым усилием соединились и вошли один в другой на необходимую глубину.
- Если детали недостаточно горячие, пластик начнет отверждаться еще до того, как вы полностью их соедините. Такое соединение может течь не сразу, но рискует оборваться еще до завершения монтажа.
- Перегретый пластик слишком мягкий и при соединении горячие поверхности деталей не будут прижиматься друг к другу с достаточной силой: останутся «непропаяные» места и почти наверняка такое соединение сразу начнет течь. Может возникнуть другая проблема. Если перегреть детали, а затем с чрезмерным усердием двигать их, расплавленная масса пластика выдавится в трубу и полностью перекроет ее зазор.
Иногда рекомендуют прогревать свариваемые элементы в течение нескольких секунд. Это не всегда эффективно, так как время нагрева зависит от многих факторов: температуры сопла паяльника и температуры окружающего воздуха, массивности детали и диаметра трубы, огнеупорности конкретной партии полипропилена. . Если у вас нет опыта сварки, имеет смысл потратить некоторое время и попрактиковаться.
Имеется несколько десятков мест для пайки пластиковых труб при монтаже водопровода средней сложности. И это неудивительно: каждый изгиб трубопровода требует двойной пайки, ответвление состоит из трех сварных стыков.
И в этом-то и состоит главная трудность всей работы. Сварка в большинстве случаев должна быть «на месте». Конфигурация трубопровода и последовательность соединения его частей должны быть продуманы с учетом того, что соединения выполняются очень громоздким паяльником, который к тому же нагревается до температуры 300 градусов.
Техника безопасности
Если вы знакомы с вопросом, как правильно паять полипропиленовые трубы своими руками, то вам необходимо ознакомиться с техникой безопасности, вот основные правила:
- Будьте осторожны при работе с горячим паяльником, чтобы не обжечься.
- Горячий полипропилен интенсивно испаряется. Необходимо обеспечить достаточную вентиляцию, чтобы меньше вдыхать его паров.
- Помните о пожарной безопасности: не оставляйте работающий паяльник без присмотра и всегда ставьте его на специальную подставку.
- Готовый трубопровод заполнить водой под давлением и проверить соединения на герметичность.
Видео
Чтобы наглядно показать как правильно паять полипропиленовые трубы — видео для ознакомления с этим процессом ниже.
Наверняка для вас не будет секретом, что современный качественный ремонт с заменой системы отопления или водопровода невозможно представить без использования полипропилена, т.е. пластиковых изделий. Этот материал быстро появился на рынке строительных материалов, произвел революцию в системе водоснабжения и прочно занял лидирующие позиции. В этой статье мы поговорим о том, как паять полипропиленовые трубы своими руками и как сэкономить на вызове специалистов. Это своего рода инструкция по выполнению работы.
Преимущества материала
В жизни современного человека пластик используется практически во всех сферах его жизни. Они стали просто незаменимыми комплектующими при ремонте и строительстве любого масштаба: для отопления, водоснабжения, канализации и т. д. Все потому, что аналогичные трубы для инженерных сетей имеют неоспоримые преимущества перед другими материалами :
- Не подвергать коррозии;
- Обладают высокой устойчивостью к химическим веществам;
- Отличная устойчивость к различным видам микроорганизмов;
- Обладают низкой звуко- и теплопроводностью;
- Легкий для удобной транспортировки;
- Экологически чистый;
- Простая установка;
- Могут укладываться как открытым, так и скрытым способом;
- Долгий срок службы — при правильной эксплуатации до 50 лет службы.
Внимание! Оптимальный режим работы, при котором должна осуществляться пайка полипропиленовых труб своими руками: рабочее давление до 15 бар при температуре 0-10°С и до 2 бар при высокой температуре до 95°С
Именно благодаря своим экологическим свойствам полипропилен широко используется в водоснабжении и отоплении дома. Широкий выбор фитингов с разного рода хромированными или латунными вставками дает возможность использовать их с уже существующими частями инженерных сооружений или сантехническими изделиями.
Необходимое оборудование
Рассмотрим, как паять полипропиленовые трубы своими руками. Для обустройства линий отопления или водоснабжения используются изделия с наружным диаметром 16-63 мм. Для их соединения используется раструбная сварка, или, как ее еще называют, раструбная сварка. Для пайки вам понадобится следующее:
1. Паяльник с набором насадок разного диаметра. Ну и как правильно выбрать паяльник, чтобы он был качественным и позволял производить быстрый монтаж. Выбор инструментов сейчас действительно велик, как и их ценовая политика. Ссылка на правила отбора будет после статьи.
- Мощность инструмента играет ведущую роль. Если вы планируете использовать его дома для пайки диаметров 16-63 мм, то вам будет достаточно 1200 Вт. Если вам предстоит паять полипропиленовые трубы в труднодоступных местах и на профессиональном уровне, то вам понадобится мощность 1800 Вт и более. Но, скажем сразу, такие профессиональные устройства в домашних условиях начинающему монтажнику не понадобятся.
- Насадки, входящие в комплект, выполняют роль нагревательных элементов. Они состоят из втулки, оплавляющей наружную часть изделий и оправки, оплавляющей внутреннюю часть раструба соединительной части. Насадки должны иметь антипригарное тефлоновое покрытие. Чаще всего в комплекте паяльника имеется 6 насадок разного диаметра.
- Наиболее удобным будет паяльник, позволяющий установить на себя не одну, а три насадки. Такая конструкция обеспечивает значительную экономию времени, так как вы потратите значительно меньше в процессе замены аксессуара с одного размера на другой. Ведь не забывайте, что для замены насадки вам нужно будет ее охладить, заменить, а затем снова нагреть.
- Паяльник, позволяющий профессионально паять изделия, обычно имеет электронную регулировку температуры. Он позволяет контролировать нагрев с точностью до 1-5°С. Конечно, можно обойтись и без этой регулировки, но достаточно купить термометр для измерения температуры рабочей части.
Внимание! При работе необходимо соблюдать температуру пайки полипропиленовых труб. Важно не превышать рабочую температуру сопла 260°С, при которой можно паять полипропилен. Уже при 270°С пластик потеряет устойчивость, будет слишком прилипать, не пойдет в фитинг. Но при переохлажденной рабочей части полипропилен не достигнет необходимой вязкости и, как следствие, не произойдет необходимой диффузии материала. Следствием будет ненадежное соединение.
2. Следующим инструментом, который вам понадобится, когда вы решите разобраться, как правильно паять полипропиленовые трубы, будут ножницы для пластика.
3. Кроме того, вам понадобится карандаш, рулетка, брезентовые тряпки, и, конечно же, полипропиленовая труба и необходимая фурнитура.
Что такое арматура
Чтобы понять, что можно паять и как паять различные секции, необходимо разобраться, что такое дополнительные соединительные элементы.
- Втулки под пайку.
- Углы 45° и 90°. Они используются как для разных, так и для одинаковых размеров.
- Тройник или тройник.
- Крестовины.
- Седло сварное.
- Заглушки.
- Припой для полипропилена.
- Переход с наружной пластиковой резьбой типа DG.
- Комбинированные муфты (внешняя, внутренняя или накидная гайка).
- Тройники комбинированные (наружная, внутренняя или накидная гайка).
- Колено комбинированное (с наружной, внутренней резьбой или накидными гайками).
- Колено комбинированное для установки различного типа устройств (например, смесителя).
- Шаровые краны под пайку, прямые или угловые с американкой.
- Проходной водовыпуск.
Как пользоваться паяльником
Чтобы понять, как паять полипропиленовые трубы, нужно разбираться в технологии паяльника. Итак, начнем.
- Паяльник необходимо положить на ровную поверхность. Устанавливается необходимый диаметр патрубка, затягивается специальными ключами. Вплотную к краю следует установить насадку, которая потребуется для того, чтобы производить пайку непосредственно на стене. Все отдельно расположенные части трубопровода будет удобнее собрать на стационарном паяльнике, самостоятельно. Но вам нужно будет собрать детали в цепочку на стене с помощником.
- Правильная пайка должна начинаться только после того, как инструмент прогреется до рабочей температуры, примерно через 10-15 минут после его включения. Запомните номинальную рабочую температуру, чтобы провести качественную пайку.
- Паяльник нельзя отключать от сети на протяжении всей работы, т.е. пока вы все напьетесь.
- Обе детали должны нагреваться одновременно.
- Пластик, оставшийся на креплениях, необходимо снимать брезентовой тканью после монтажа каждого фрагмента. Не допускается чистка охлаждаемых насадок.
Технология пайки полипропиленовых труб
1. С помощью специальных ножниц отрежьте нужный кусок перпендикулярно оси.
2. Выберите нужный размер фитинга. Здесь обращаем внимание, что необогреваемый штуцер должен иметь внутренний диаметр, который будет немного меньше наружного диаметра трубопровода.
3. Конец трубы и раструб штуцера очищают от грязи, обезжиривают спиртом или мыльным раствором и просушивают.
4. Установите соединяемые детали на соответствующую насадку паяльника. Изделие необходимо ввести на всю глубину сварного шва в гильзу, а раструб фитинга надеть на оправку.
5. После размещения деталей в патрубках необходимо выдержать время нагрева. Здесь нужно действовать в соответствии с данными в таблице ниже. Уточним, что в таблице указано время, необходимое для нагрева деталей. Однако данные применимы к температуре воздуха 20°С. Если работать при более низкой температуре, то нагревать детали нужно дольше, а если при более высокой температуре, то уменьшить его. Ниже представлена таблица времени пайки полипропиленовых труб.
6. После прогрева снимите детали с паяльника и соедините их между собой. Здесь обращаем внимание, что соединение должно производиться без поворота по своей оси и на всю глубину раструба штуцера. Операция должна быть проведена быстро и согласованно.
7. Если вы все сделали правильно, то после соединения по краю гнезда должен появиться сплошной наплыв пластика. Вы можете увидеть пример ниже.
8. Далее выдерживают время для остывания деталей. В этот период недопустимы разного рода деформации (изгибы или повороты по оси). Здесь обращаем внимание, что если произошло соединение и сместилась соосность или угол взаимного расположения, то деталь необходимо вырезать и установить заново. Пайка тройников, уголков и отводов должна производиться с особым вниманием. Например, ручка крана должна легко двигаться.
Если вы не знаете, как правильно паять полипропиленовые трубы, то целесообразно выполнить пробные пайки. Для контроля качества припоя можно разрезать прототип по его оси. У вас должна получиться монолитная конструкция.
Не забывайте, что технология пайки полипропиленовых труб предполагает соблюдение техники безопасности, ведь выполнять ее вы будете с применением высоких температур, электроинструмента и пластика, который при нагреве будет выделять вредные пары.
Инструкция по пайке полипропиленовых труб. Как паять полипропиленовые трубы? Можно ли паять металлопластиковые трубы полипропиленом
Настоящий домашний мастер всегда старается в любом ремонте обойтись без помощи профессионалов. А при необходимости вы также можете своими силами заменить ПВХ трубы отопления или водопровода в квартире.
Использование полимерных труб для разводки водопровода дает то преимущество, что нет необходимости работать со сваркой, с нарезкой резьбы, а потому работа значительно облегчается.
Перед монтажом полипропиленовых труб необходимо иметь представление о работе паяльником для труб ПВХ, приобрести необходимые инструменты и материалы.
Как правильно паять
Как правильно сделать соединения, чтобы они были герметичны?
Для трех наиболее распространенных методов пайки подробное описание всех операций приведено ниже:
Звонок
- Для пайки труб малого диаметра (до 50 мм) используется простой ручной аппарат. Если вам нужно соединить трубы большого диаметра, то используйте приспособление с центрирующими приспособлениями.
- Два патрубка отопления представляют собой рукав, на который надевается труба ПВХ. Также в этой конструкции имеется оправка (устройство для перемещения заготовки в отверстии втулки), в которую вставляется муфта.
- Устройство для пайки полипропиленовых труб необходимо установить на ровную горизонтальную поверхность и оставить для прогрева до необходимой температуры. Процесс нагрева длится 10-15 минут — зависит от мощности прибора.
- При пайке труб, относящихся к категориям PN 10 и PN 20 (разница рабочего давления), стыки должны быть очищены от грязи и заусенцев. Если вам нужно припаять армированные ПВХ трубы, то нужно снять верхнюю часть трубы с помощью шейвера, чтобы ее можно было легко надеть на фитинг. Стрижку делают на глубину входа трубы в муфту.
- Штуцер и трубу надевают на насадки паяльника и дают прогреться необходимое время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по времени выдержки есть в документации к прибору.
- Нагретые детали необходимо быстро снять с устройства и соединить между собой поступательным движением. Круговые движения запрещены.
- Соединяемые детали необходимо некоторое время выдержать в неподвижном положении, чтобы трубы не деформировались. После того, как область полностью остынет, соединение готово к использованию.
Монтаж трубопровода диаметром более 50 мм производится другим способом — применяется стыковое соединение фрагментов. Этот способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой концы труб необходимо выровнять так, чтобы они были параллельны друг другу.
- Необходимо обязательно использовать центрирующие приспособления, так как необходимо соблюдать строгое выравнивание осей.
- Для нагрева поверхностей используется дисковый нагревательный элемент, у которого поверхность нагрева идеально ровная.
- Остальные технологические операции такие же, как и при пайке раструбов.
Седла для пайки
Это разновидность пайки встык. При таком способе пайки к поверхности трубы необходимо припаять специальную седловину, имеющую раструб 90˚. При сборке трубопровода из полимерных труб используйте специальный паяльник для полипропиленовых труб.
После того, как этот фрагмент остынет, нужно просверлить отверстие в трубе ПВХ через седло. Затем к седлу необходимо припаять еще одну трубу. У вас должна получиться трубчатая конструкция, по форме напоминающая букву «Т».
Ваши движения должны быть четкими и быстрыми. Если у вас нет опыта пайки, попробуйте сделать несколько пробных швов.
Паять полипропиленовые трубы самостоятельно несложно, но эта работа требует аккуратности и внимательности. Главное соблюдать время нагрева элементов и выдержку при остывании деталей – от этого зависит качественный шов стыков.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при 140°С, а рабочая температура паяльника обычно составляет 260°С, чтобы обеспечить полную диффузию материалов.
Как правильно паять полипропиленовые трубы: 3 современных метода
Для соединения полипропиленовых труб применяют электрические и газовые паяльники. Трубы можно паять в домашних условиях и самостоятельно – для этого нужно изучить технику пайки и купить ненужный набор инструментов.
Пайка полипропиленовых труб
В материале о полипропиленовых трубах я вкратце рассказал, что это за трубы.
Теперь поговорим немного о пайке этих труб.
Конечно, правильно говорить: «сварка» или даже «диффузионная сварка труб», но мы обычно используем более простые слова:
Словарь диффузионная сварка, которую мы называем пайкой
Сварочный аппарат, мы называем паяльник или даже утюг
Мы называем полипропилен «polycom» или «PPR»
Цвета называем так:
Белый — тюрк. (Хотя Valtek тоже делает белые и качество труб на высоком уровне)
Серый — Чешский
Зеленый — Немецкий
Инструмент
«Паяльник» — это тот самый инструмент, без которого монтаж полипропиленовых труб невозможен в принципе. Что касается ножниц, то трубу можно отрезать ножовкой по металлу или даже болгаркой. Только теперь края нужно будет зачистить от лишней «бохромы».
Что касается инструмента для зачистки, то при его отсутствии можно выбрать трубу, армированную стекловолокном.
Для того, чтобы собрать систему из таких труб, существует множество различных фитингов и соединителей.
Можно собрать абсолютно любую систему:
Шаровой кран под пайку:
Средняя температура сварочного аппарата должна быть около 260 градусов.
Конечно, для каждого диаметра есть более тонкие настройки температуры и на дорогих аппаратах нужная температура подставляется автоматически, если указать диаметр свариваемой трубы.
Выставили температуру 260 градусов, надели нужную насадку и теперь осталось только запомнить время, в течение которого трубу нужно прогреть.
16-й заезд 5 сек. после чего его необходимо зафиксировать на 6-7 секунд, чтобы пайка была качественной.
Греем 20-й 5 сек.
Берем в руки трубу с муфтой и пытаемся состыковать их без нагрева. По возможности не будет качественного соединения, замените комплектующие и используйте по возможности разъемы одного производителя в одной системе.
После того, как вы выяснили, что держите в руках то, что вам нужно, и можете его паять, надеваем сначала штуцер (он толще), а затем трубу на насадку сварочного аппарата.
Но это книжный пример и на паяльник отдельно штуцер и трубу приделать очень сложно. Протолкните его заодно, но вы уже можете достать сначала трубу, а потом коннектор.
Так выглядит арматура с подогревом:
Теперь нужно их соединить.
При нагреве важно полностью вставлять трубу в патрубок. Для верности перед напайкой на трубу можно сделать отметку, на сколько труба должна входить в патрубок.
При нагреве элементы нельзя скручивать на паяльнике … Хоть производитель и запрещает витки, но я все же делаю это, но витки очень маленькие, я бы даже сказал это какие-то движения, чтобы легче было ставить на трубу с фитингом. Бывает, что уголок очень плотно прилегает к патрубку, Это часто бывает на больших диаметрах, например 40 мм. При этом паяльник относительно деталей можно двигать на пару градусов вперед-назад.
Если скрутить детали или паяльник более, примерно на 5 градусов, то на сопле останутся части пластика, который потом будет дымить, и пайка может быть некачественной. Так что по возможности лучше не крутить и уж тем более не крутить и не крутить .
После того, как элементы были посажены, мы начинаем обратный отсчет полностью через 5 секунд в случае с трубой 20 мм. или 8 секунд в случае 32-й трубы.
По истечении этого времени снимаем сначала трубу, а потом фитинг.
Быстро, но без суеты соединяем эти два элемента. После подключения у вас еще есть пара секунд, чтобы исправить развал. Через 2-3 сек. регулировка выравнивания должна быть остановлена. В противном случае соединение будет течь.
После стыка дать изделию остыть около 20 секунд, неподвижно зафиксировав стык.
Если вы пропаиваете первые стыки, то строго соблюдайте время выдержки нагрева и фиксации. Учитывайте сквозняки и температуру окружающей среды в последующих соединениях.
Если вы работаете на сквозняке и температура, например, ниже +10, то время нагрева нужно немного увеличить на 1-3 секунды. в зависимости от диаметра. В противном случае вы рискуете не успеть состыковать нагретые элементы, либо на выравнивание не останется и секунды.
Если вы недогреете трубы, то вы либо не сможете их соединить, либо стык впоследствии потечет.
Если вы перегреетесь, вы рискуете запечатать сквозное отверстие.
Если пайка выполнена правильно, но отверстие не сужено.
Отрезать трубу можно не только ножницами:
А иногда с помощью ножниц не получается сделать ровный срез, например, если нужно отрезать всего сантиметр.
В этом случае можно прибегнуть к помощи болгарки.
Так выглядит армированная стекловолокном труба в разрезе. Такую трубу не нужно чистить и подрезать, чего не скажешь об алюминиевом слое.
Теперь срезаем спаянные элементы, смотрим, возможны ли эти соединения разъединителем.
Вверху серая трубка припаяна к белой втулке, а на картинке ниже серая трубка приварена к серой.
В обоих случаях сварные элементы видны слитыми в единое целое. Даже белый и серый. Отличия только визуально — в цвете. Это сразу ответ на вопрос можно ли паять белый и серый. Можно.
Теперь посмотрим на сечение переходника:
В данном случае труба была без армирования. Видно, что отличия только в цвете, хотя производитель тот же. Само соединение не может быть разъединено, а правильная пайка никогда не протечет. По этой причине такие соединения можно безопасно спрятать в стенах и в полу.
Вот вроде как и все ключевые моменты, связанные с пайкой полипропиленовых труб.
Все вопросы по материалу задавайте в комментариях.
Ну и в заключение несколько фото сварных труб:
Для горизонтальной фиксации труб использую клипсы
Для вертикальной трубы, где труба должна быть закреплена жестко, используется специальный хомут.
Пайка полипропиленовых труб
Пайка полипропиленовых труб В материале о полипропиленовых трубах я вкратце рассказал, что это за трубы. Теперь немного поговорим о пайке этих труб. Правильно, конечно, сказать: «сварка»
Очень распространенной работой по ремонту дома является замена старых труб, которые прослужили более полувека. Сейчас прошли те времена, когда для выполнения работ приходилось вызывать сантехника, который устанавливал металлические трубы. На сегодняшний день чугунные и стальные трубы на рынке уверенно заменили полипропиленовые трубы, имеющие множество преимуществ перед старыми образцами труб.
Если стальные трубы в основном соединялись сваркой, то сегодня полипропиленовые трубы соединяются при помощи муфт. Если работа не удалась, то сцепление можно разобрать и устранить дефект.
Так в чем преимущества полипропиленовых труб? Прежде всего, это высокая устойчивость к агрессивным средам. Полипропиленовые трубы выдерживают высокие температурные нагрузки и давление. Срок службы полипропилена — полвека. Установить трубы сможет даже новичок.
Монтаж полипропиленовых труб в стену (пример)
Теперь поговорим об инструменте, который используется в работе при соединении полипропиленовых труб.
- Непосредственно полипропиленовые трубы.
- Несколько муфт.
- Углы 90 и 45 градусов.
- Переходники с металлических труб на пластиковые.
- Трубная арматура.
- Ножницы для резки полипропиленовых труб.
- Паяльное устройство. Изоляция
- Мерилон.
- Рулетка, угольник и карандаш.
Перед началом работ необходимо правильно выбрать полипропиленовые трубы. Специалисты рекомендуют покупать трубы того же диаметра, что и раньше. Тогда не будет проблем при переходе с металлического отрезка трубы на пластиковую.
Как правильно паять полипропиленовые трубы для отопления
В настоящее время полипропиленовые трубы соединяют с помощью диффузионной сварки. Используются различные уголки, переходники и муфты. Если трубы будут использоваться для холодного водоснабжения, то можно смело рассчитывать на то, что трубы будут установлены лет на пятьдесят. Однако в случае монтажа полипропиленовых труб для системы отопления дело обстоит несколько иначе. Здесь важным фактором, определяющим срок службы труб, является температура и давление. Несмотря на то, что полипропиленовые трубы сами по себе очень прочны, из-за высокой температуры теплоносителя и давления они могут потерять до семи лет жизни.
Надо сказать, что высокое давление и температура вряд ли будут присутствовать в домашних системах. Даже если эти показатели резко возрастут, то полипропиленовые трубы будут к этому готовы.
На рынке представлено большое количество цветов полипропиленовых труб. Это еще одно преимущество изделия перед стальными трубами, которые после монтажа необходимо красить. Полипропиленовые трубы уже будут иметь готовый цвет.
Следует отметить, что собранная система отопления из полипропилена не подлежит дальнейшей разборке. С помощью полипропиленовых труб производится разводка системы от котла, а также подается теплоноситель к радиаторам. Срок службы труб допускает скрытую и открытую систему. Это означает, что при необходимости трубы можно спрятать в стене.
Для самостоятельной пайки труб необходимо ознакомиться с основными навыками работы. Изначально кажется, что работа достаточно простая и займет минимум времени. В какой-то степени это так. Но тут нужно быть точным и аккуратным. Прежде чем приступить к работе с паяльником, необходимо внимательно прочитать инструкцию.
Инструкция содержит пошаговые инструкции для правильного выполнения работы. Кроме того, в инструкции есть информация по работе с определенным видом полипропиленовых труб. Так что вопросов быть не должно.
Перед тем, как приступить к монтажу системы отопления, необходимо подготовить план работ, который подразумевает схему. На ней указываются места, где будет выполняться разводка, краны, сантехнические приборы. Как только каждая часть системы окажется под рукой, можно приступать к ее сборке.
Вариант схемы подключения системы отопления
Выполнение работ
Диффузионный паяльник необходимо размещать на специальной подставке. Обычно они идут в комплекте с устройством. При пайке держите устройство и соединяемые детали горизонтально.
Паять трубы в вертикальном положении намного сложнее. Самостоятельно без помощника выполнить работу будет сложно даже мастеру. Один человек должен держать паяльник, а другой – трубы, которые нужно будет стыковать после нагрева. Если диаметр трубы более 65 миллиметров, то работа дополнительно усложняется тем, что необходимо использовать раструб.
Работа со станком для сварки полипропиленовых труб
Фузиотерм (fusiotherm) — самый распространенный сварочный аппарат для полипропиленовых труб. Как с ним работать?
Внешний вид устройства Fusiotherm
Еще до включения холодных частей устройства необходимо надеть насадки, которые представлены в виде оправки и муфты. Полипропилен плавится при 260 градусах. Это температура, которую необходимо установить на устройстве. Как только он нагреется, индикатор сработает.
Трубы диаметром до 40 мм паяют раструбной пайкой. Используем центрирующее устройство и насадки для аппарата. Пока устройство разогревается, можно специальными ножницами отрезать трубы необходимой длины. Если в трубе есть арматура, то с помощью специальных инструментов ее необходимо удалить на участке пайки. В противном случае соединение будет некачественным.
Очень важно носить перчатки, чтобы избежать термических ожогов от горячего полипропилена или сварочного аппарата. Как только концы труб прогреются, нужно моментально их состыковать, пока деформация не прошла. Пока сварочные элементы не высохнут, не нагружайте их.
Некоторые нюансы
После соединения труб необходимо закрепить их в определенных местах. При нагреве системы отопления трубы начнут расширяться. Если нет креплений, то трубы начнут провисать. Для систем отопления лучше всего использовать армированные трубы. Они состоят из двух слоев полипропилена, между которыми размещен слой алюминия. Он позволяет ограничить линейное расширение труб при нагреве.
После проведения всех работ нужно визуально осмотреть стыки и переходы на наличие изъянов. Если вы найдете таковые, вам нужно переделать работу.
На сегодняшний день не составит труда найти на рынке или в специализированном магазине все необходимые детали для качественной реализации системы отопления из полипропиленовых труб своими руками. Следует отметить, что полипропилен значительно дешевле и практичнее стальных или чугунных труб.
Залог успешной и качественной работы заключается в правильности и аккуратности всех работ. Начинающим рекомендуется попробовать сварку двух отдельных отрезков трубы в качестве примера. С первого раза может не получиться, так как требуется определенная «хватка».
Если вы не уверены, что сможете выполнить работу самостоятельно, то лучше доверить ее специалистам, имеющим опыт и необходимый инструмент. Помните, что система отопления требует качества на долгие годы. Ведь на его реализацию тратится много денег. Недопустимы потери материала и денег из-за ненадлежащего выполнения работ.
Как паять полипропиленовые трубы своими руками с помощью диффузионного паяльника или фузиотерма
Правильная пайка труб системы отопления — залог ее долгой работы. Как правильно паять полипропиленовые трубы своими руками, подробно рассмотрим в статье.
Пайка полипропиленовых труб удивительно проста в исполнении и прощает многие ошибки без ущерба для надежности трубопровода. Наши рекомендации помогут вам выполнить работу самостоятельно.
В последние десятилетия для изготовления трубопроводов широкое распространение получили металлополимерные трубы. Они не ржавеют, не зарастают внутренними отложениями, мало сопротивляются потоку жидкости, просты в монтаже.
Полипропиленовые трубы быстро завоевали популярность после своего появления. По своим характеристикам они сравнимы с любыми другими металлополимерными трубами, но имеют перед ними огромное преимущество: полипропиленовые фитинги любых производителей полностью совместимы друг с другом.
Какие трубы выбрать
Обычная полипропиленовая труба имеет существенный недостаток, ограничивающий область ее применения: она сильно удлиняется при нагреве. Для компенсации этого теплового расширения на трубопроводах монтируются специальные компенсаторы в виде петли.
Армированный полипропилен имеет многослойную стенку: наружный и внутренний слои полипропиленовые, а между ними слой алюминия или стекловолокна. У таких изделий тепловое удлинение примерно в 10 раз меньше. Их можно замуровать в стены и поэтому стоит выбирать их для водопровода, хоть они и дороже.
Маркировка из полипропилена указывает максимальное давление ХОЛОДНОЙ воды, на которое они рассчитаны. Для бытового водопровода следует покупать материалы с обозначением PN20 и PN25, что означает давление 20 и 25 атмосфер соответственно. Диаметр пластиковой трубы обычно выбирают равным 20 мм (внешний диаметр), что эквивалентно ½ дюйма стальной трубы (внутренний диаметр). Не смущает, что проходное сечение для пластиковых труб иногда выбирают чуть меньше, чем для стальных трубопроводов: чрезвычайно гладкая внутренняя поверхность почти не оказывает сопротивления потоку воды и производительность трубы не страдает.
Инструменты для пайки
Основной инструмент для пайки полипропиленовых труб своими руками – сварочный аппарат с насадками необходимого диаметра. Для разовой работы можно купить самый дешевый паяльник. От цены и конструкции паяльника зависит только удобство работы, но никак не качество получаемых с его помощью соединений.
Вам обязательно понадобится специальный резак в виде ножниц, так как резать придется много.
Разумеется, вам понадобится стандартный сантехнический инструмент: разводной и газовый ключи, лен, герметизирующая паста. Детали из полипропилена соединяются с традиционными стальными деталями с помощью комбинированных резьбовых соединений.
Как паять полипропилен
Принцип выполнения сварных соединений полипропилена прост: две детали прогреваются паяльником до расплавления материала, затем вставляются одна в другую, после остывания получается прочная монолитная деталь.
Комбинируя отрезки труб разной длины и соединительные элементы различной конфигурации, можно собрать трубопровод любой сложности и разветвления.
Недопустимые ошибки при пайке труб
Надежность получаемого соединения при пайке полипропиленовых труб своими руками зависит от температуры, до которой нагреваются детали. Пластик следует размягчить, чтобы свариваемые элементы с некоторым усилием соединились и вошли один в другой на необходимую глубину.
- Если детали недостаточно горячие, пластик начнет затвердевать еще до того, как вы их полностью соедините. Такое соединение может течь не сразу, но рискует оборваться еще до завершения монтажа.
- Перегретый пластик слишком мягкий и при соединении горячие поверхности деталей не будут прижиматься друг к другу с достаточной силой: останутся «непропаяные» места и почти наверняка такое соединение сразу начнет течь. Может возникнуть другая проблема. Если перегреть детали, а затем с чрезмерным усердием двигать их, расплавленная масса пластика выдавится в трубу и полностью перекроет ее зазор.
Иногда рекомендуют прогревать свариваемые элементы в течение нескольких секунд. Это не всегда эффективно, так как время нагрева зависит от многих факторов: температуры сопла паяльника и температуры окружающего воздуха, массивности детали и диаметра трубы, огнеупорности конкретной партии полипропилена. . Если у вас нет опыта сварки, имеет смысл потратить некоторое время и попрактиковаться.
Имеется несколько десятков мест для пайки пластиковых труб при монтаже водопровода средней сложности. И это неудивительно: каждый изгиб трубопровода требует двойной пайки, ответвление состоит из трех сварных стыков.
И именно в этом главная трудность всей работы. В большинстве случаев сварку приходится делать «на месте». Конфигурация трубопровода и последовательность соединения его частей должны быть продуманы с учетом того, что соединения выполняются очень громоздким паяльником, который к тому же нагревается до температуры 300 градусов.
Техника безопасности
Если вы знакомы с вопросом, как правильно паять полипропиленовые трубы своими руками, то вам необходимо ознакомиться с техникой безопасности, вот основные правила:
- Будьте осторожны при работе с горячим паяльником, чтобы не обжечься.
- Горячий полипропилен интенсивно испаряется. Необходимо обеспечить достаточную вентиляцию, чтобы меньше вдыхать его паров.
- Помните о пожарной безопасности: не оставляйте работающий паяльник без присмотра и всегда ставьте его на специальную подставку.
- Готовый трубопровод заполнить водой под давлением и проверить соединения на герметичность.
Воспользуйтесь нашими советами и рекомендациями по пайке пластиковых труб. Они помогут вам установить сантехнику в квартире или на даче самостоятельно и сэкономить на услугах профессиональных сантехников. В следующей статье мы подробно рассмотрим процесс пайки водопровода из полипропиленовых труб.
Как правильно паять полипропиленовые трубы своими руками
Как правильно паять полипропиленовые трубы своими руками — пошаговая инструкция, инструменты, фото, ошибки пайки.
На первый взгляд может показаться, что в сварке полипропиленовых труб нет ничего особо сложного: нагреть, соединить, остудить и готово. Однако по опыту можно с уверенностью сказать, что в этом процессе есть множество нюансов, влияющих на качество крепления фитингов и труб. Игнорирование этих фактов приводит к множеству недостатков, которые вызывают протечки труб, засоры и другие проблемы. Некоторые ошибки можно обнаружить только через некоторое время после начала работы пайплайна, когда найти самодеятельных установщиков практически невозможно.
Для сварки полипропиленовых фитингов и труб чаще всего используется термополифузионная технология. Смысл его заключается в том, что свариваемые детали нагреваются до необходимой температуры и максимально быстро соединяются. Для нагрева конструкции используется специальный прибор, который в народе называют «паяльник». Процесс пайки пластиковых труб занимает много времени и сил.
Некоторые производители нагревателей для сварки пластиковых труб устанавливают на одно оборудование сразу несколько ТЭНов, особенно это характерно для бюджетных моделей турецкого и китайского производства. На каждый из них устанавливается отдельный тумблер, а мощности такого оборудования хватает на арматуру и трубы определенного размера. Не стоит включать сразу два нагревательных элемента, чтобы не перегреть пластик, не тратить лишнюю электроэнергию и не перегружать сеть. Второй нагреватель лучше использовать как запасной, который включается в случае поломки первого.
Если оборудование для пайки труб оснащено двумя нагревателями, их можно использовать одновременно в самом начале работы для более быстрого прогрева системы. Затем один из них должен быть выключен.
Нагретый материал полимерных труб сохраняет свою пластичность в течение очень короткого промежутка времени. В эти моменты необходимо соединить детали и зафиксировать соединения, устранив при этом перекосы. Только после момента фиксации, когда материал утратил эластичность, можно укладывать соединяемые трубы на поверхность.
Лучшей температурой нагрева полипропиленовых труб считается 260 градусов Цельсия. При нагреве необходимо достаточно сильно разогреть конструкцию, чтобы полученное соединение было надежным. При этом трубу противопоказано перегревать, так как она может потерять форму. Для этого нужно контролировать время нагрева. В зависимости от размера труб оно должно быть:
- 8-9 секунд для труб шириной 20 миллиметров;
- 9-10 секунд для труб шириной 25 миллиметров;
- 10-12 секунд для труб шириной 32 миллиметра и так далее;
Если изделие не нагреть до необходимой температуры, соединение будет слишком слабым и со временем начнет протекать. Перегрев трубы может привести к снижению ее проходимости и появлению провисаний.
Существуют модели нагревательного оборудования для сварки пластиковых труб с ручкой для регулировки температуры и без нее. Возможность изменения степени нагрева устройства была встроена больше из маркетинговых соображений, чем продиктована необходимостью на практике. Профессионалы рекомендуют устанавливать температуру на уровне 260 градусов Цельсия и не менять ее в дальнейшем, ориентируясь на время нагрева. Поэтому старые виды «паяльников», не имеющие регулятора температуры нагрева, также вполне подходят для качественной сварки полипропиленовых труб.
После того, как трубы нагреты и подключены, их необходимо как следует охладить. Для завершения фазы склеивания требуется столько же времени, сколько и для разогрева. Неопытные редакторы часто слишком торопятся, заканчивая процесс раньше, чем нужно, на несколько секунд, что приводит к деформации соединения. Не думайте, что вам нужен секундомер для работы с полипропиленовыми трубами. На начальном этапе можно считать вслух, а опытные специалисты рассчитывают время нагрева и остывания «на глаз», без дополнительных приспособлений.
Количество возможных ошибок, которые можно допустить при сварке полипропиленовых труб, достаточно велико. Однако часто это:
- Наличие грязи в местах крепления частей конструкции.
- Небольшое количество воды, попавшей в систему во время сварки.
- Долговременное позиционирование элементов трубы.
- Использование некачественного или неподходящего материала.
- Несоблюдение инструкций по установке и т. д.
Избежать подобных ошибок довольно легко, если быть внимательным, аккуратным и иметь достаточный опыт в этих работах при пайке.
Ошибка, связанная с попаданием воды и грязи на подсоединенные изделия
Перед началом работы профессиональный монтажник должен протереть все скрепляемые детали, чтобы удалить грязь с поверхности. Также следует тщательно вымыть пол в зоне сварки, так как трубы укладываются на пол и на них может попасть грязь. При демонтаже сломанной трубы часто можно обнаружить явный след грязи по всей длине стыка.
Оставшаяся в трубе жидкость может повредить соединение. Несколько капель при нагревании превращаются в пар, материал деформируется и теряет свою надежность. Для удаления жидкости из трубы необходимо набить в нее крошку мятого хлеба или просунуть обычную соль. После завершения работы трубу необходимо тщательно промыть. Соединение, выполненное с такими дефектами, может оставаться надежным даже при опрессовке, но через определенный промежуток времени (часто даже целый год) течь в любом случае появится. Эта ошибка возникает при пайке стабилизированных труб, если фольга была небрежно удалена с промежуточного слоя. Даже крохотный кусочек фольги в месте склеивания отдельных деталей значительно ухудшит качество монтажа.
Чистыми должны быть не только продукты, но и паяльник. Мастеру необходимо своевременно удалять частицы расплавленного полипропилена с нагревательных элементов оборудования, иначе они могут попасть на следующий участок конструкции.
Ошибка неправильного позиционирования
После соединения двух нагретых частей конструкции у мастера есть всего несколько мгновений, чтобы правильно расположить их относительно друг друга. Чем меньше времени тратится на этот процесс, тем лучше. Если лимит времени исчерпан, деформацию изменить нельзя и прочность системы будет значительно снижена.
Неопытные монтажники часто пытаются сразу убрать наплыв, образовавшийся в процессе пайки. Этого делать нельзя, потому что не остывший до конца стык может легко деформироваться в этот период. Удалять заглушки нужно только после полного остывания соединения. И лучше всего не перегревать трубу, чтобы не появились шлаки.
Ошибка, связанная с неправильным выбором материала
Если для обустройства системы были выбраны бюджетные трубы из некачественного полипропилена, то даже самый качественный монтаж не сможет защитить собственников здания от поломок . Фитинги и трубы лучше покупать у одной и той же известной фирмы, выбирать надежного поставщика и тому подобное. Помните — скупой платит дважды.
Еще одна проблема в этой категории – попытка склеить две качественные трубы разных производителей. Химический состав двух продуктов может быть разным, поэтому такие трубы будут вести себя по-разному при нагреве. В таких условиях добиться надежного соединения практически невозможно.
Ошибка монтажа
Некачественная пайка полипропиленовых труб часто бывает вызвана различными ошибками при соединении труб и фитингов. Например, если труба не полностью вставлена в фитинг, между внутренним упором фитинга и его краем может образоваться зазор. В результате останется место, где толщина стенки меньше, а внутренний диаметр больше запланированного. Расчетное рабочее давление для такого участка будет слишком низким, рабочие нагрузки здесь могут стать чрезмерными, что приведет к образованию течи.
Недопустимо прилагать чрезмерные усилия при вводе нагретой поверхности трубы в фитинг. В этом случае внутри может образоваться большой ил. Это приведет к снижению проницаемости трубопровода, чем было раньше, что негативно скажется на эффективности системы.
Часто причиной нарушений может быть человеческая халатность или лень. Например, фитинг, поврежденный в процессе сварки трубы, необходимо немедленно заменить новым. Если нужной детали нет под рукой, монтажники-любители могут просто спаять фитинг встык с трубой. Такое соединение прослужит какое-то время, но потом придется решать проблему протечки.
Для того, чтобы работа была выполнена качественно и в срок, имеет смысл придерживаться следующей инструкции, которая поможет в работе:
- Трубы и фитинги должны быть одной фирмы. В этом случае нельзя экономить и приобретать бюджетную арматуру и дорогие трубы или наоборот. Это очень важно, так как температура плавления продуктов может быть разной, что чревато надежностью готовой системы;
- Паяльник необходимо нагреть до температуры 260 градусов Цельсия, при этом температуру элемента нельзя повышать для экономии времени. Пара минут времени «погоды не сделает», а вот вероятность повреждения материала увеличится;
- Соединительные элементы необходимо обезжирить и тщательно очистить от загрязнений. Даже мельчайшие частицы грязи могут поставить под угрозу качество крепления;
- Перед началом пайки и монтажа, при отсутствии опыта подобных работ, лучше сначала потренироваться на участках труб, чтобы «набить руку» и понять, сколько усилий нужно приложить. Недостаточно или слишком много усилий — одна из самых распространенных ошибок;
- Если вы хотите построить систему качества, вы не можете экономить. Не стоит покупать дешевые материалы, инструменты и оборудование. Качественные изделия прослужат гораздо дольше.
- Паяльные работы нельзя проводить при температуре воздуха ниже +5 градусов Цельсия. В этом случае эффективность процесса значительно снижается, соединения становятся хрупкими и требуют большего нагрева соединительных элементов. Это опасно из-за чрезмерного плавления и деформации изделий.
Помимо организационных проблем и ошибок при проектировании трубопроводной конструкции, монтаж полипропиленовых труб зависит исключительно от человеческого фактора при пайке. В наших силах повлиять как на время подключения, так и на температуру нагрева продуктов, поэтому остается быть внимательным и внимательным.
В последнее время традиционные чугунные и стальные трубопроводы все чаще заменяются более современными изделиями химической промышленности — поливинилхлоридными и полипропиленовыми трубами. Но новые материалы требуют иной технологии соединения труб, и наиболее эффективной в данном случае является пайка.
Внимание! Температура пайки, влияющая на качество соединения, зависит от размеров изделий – это видно из таблицы ниже.
| Трубы полипропиленовые, маркировка | Характеристики и назначение |
|---|---|
| ПН 10 | технические характеристики приемлемы для холодного водоснабжения до 20 градусов Цельсия, полов теплой системы до 45 градусов, при рабочем давлении 1 МПа |
| PN 16 | характеристики определяют применение как для горячего (до 60 градусов Цельсия), так и для холодного водоснабжения, номинальное рабочее давление — 1,6 МПа |
| PN 20 | технические характеристики данного типа труб позволяют использовать их в системах горячего водоснабжения с температурой до 95 градусов, номинальным давлением — 2 МПа |
| PN 25 | Труба полипропиленовая армированная: характеристики подходят для горячего водоснабжения, а также для систем центрального отопления до 95 градусов Цельсия, номинальное давление — 2,5 МПа |
Шаг 1. Выбор того или иного исходного материала напрямую зависит от будущей цели. Основным критерием деления является максимально допустимая температура рабочей среды. В связи с этим различают трубы для горячего, холодного и смешанного водоснабжения.
Для определения точного количества необходимых труб и фитингов производится обмер помещения и составляется примерный план. В последнем указываются размеры будущей магистрали и всех ее элементов.
После покупки всех компонентов можно переходить к следующему шагу.
Этап 2. Необходимое оборудование
Принцип пайки заключается в нагреве концов соединяемых труб до необходимой температуры и последующем их закреплении. Для этого понадобится специальный прибор – сварочный аппарат.
Может быть трех типов:
Кроме самого устройства для работы потребуются:
О выборе насадок
Нагревательные патрубки должны соответствовать сечению подключаемых труб. Для этого нужно обратить внимание на определенные параметры:
- прочность;
- сохранение формы при перепадах температур;
- теплопроводность.
Большинство сварочных аппаратов совместимы сразу с несколькими различными насадками, что крайне удобно при обустройстве сложных линий.
Каждая насадка имеет сразу два конца – один предназначен для нагрева внешней поверхности изделий, другой – для внутренней. Все наконечники покрыты тефлоновым спреем для предотвращения прилипания расплавленного спрея. Размеры насадок варьируются от 2 см до 6 см, что полностью совпадает с общим и сечением труб.
Когда план составлен, и все комплектующие закуплены, остается только тщательно убрать помещение. Особое внимание следует уделить пыли, ведь даже мельчайшие частицы, оседая на швы, легко могут нарушить герметичность.
Сначала в розетку вставляется насадка, после чего устройство включается. Дальнейшие действия зависят от выбранной техники пайки, поэтому рассмотрим их (методы) более подробно.
Способ №1. Диффузионная пайка
При использовании данной технологии сварки материал соединяемых деталей взаимно проникает друг в друга и после охлаждения образует монолитный элемент. Один из самых распространенных способов обработки, который, однако, приемлем только для однородных материалов.
Внимание! При этом температура пайки достигает 265ᵒС. Именно при этой температуре плавится полипропилен.
Видео — Диффузионная пайка полипропиленовых труб
Способ №2. Пайка в розетку
Для раструбной сварки применяют сварочные аппараты с разным сечением насадок. Сама процедура выглядит достаточно просто.
Шаг 1. Сначала нарезаются отрезки трубы необходимой длины. Важно, чтобы обрезка происходила исключительно под прямым углом.
Шаг 2. Торцы изделий зачищают бритвой (если используются армированные трубы).
Шаг 3. Концы вставляются в патрубок соответствующего сечения, нагреваются до температуры плавления и соединяются.
Внимание! Крайне важно, чтобы трубы не меняли своего положения по мере остывания.
Способ №3. Пайка встык
Этот метод удобен при соединении труб большого диаметра. Как и в предыдущих вариантах, трубы нарезаются на отрезки необходимой длины, а концы тщательно зачищаются.
Способ №3. Пайка муфты
При способе сварки муфтой между соединяемыми элементами вводится дополнительная деталь — муфта. Прогрев происходит так же, но только элементы соединения прогреваются не участками линии.
Способ №4. Полифузионная пайка
Разновидность диффузной технологии, отличающаяся тем, что оплавляется только один из двух соединяемых элементов.
Способ №5. «Холодная» пайка ПП труб
Этот метод сварки заключается в нанесении на соединяемые трубы специального клея. Характерно, что применение «холодной» сварки допустимо только в тех магистралях, в которых давление рабочей жидкости незначительно.
При перегреве или соединении труб малого диаметра существует опасность провисания внутренней поверхности. Эти пробки будут препятствовать свободному движению рабочей жидкости во время работы.
Во избежание этого необходимо проверить соединение на наличие таких дефектных участков. Место соединения необходимо продуть, и если воздух проходит свободно, то сварка однозначно очень качественная.
Внимание! После этого необходимо проверить герметичность соединения – для этого через спаянные элементы пропускают небольшое количество воды.
Важные правила пайки полипропилена
Для качественного и герметичного соединения необходимо придерживаться определенных правил.
Пайка полипропиленовых труб в труднодоступных местах
На вопрос, в чем основная проблема при обустройстве пластикового трубопровода, любой специалист ответит: пайка в труднодоступных местах. Для выполнения этой процедуры конструкция делится на несколько секций.
Прежде всего монтируется неудобная большая площадь. Целесообразно формировать его отдельно, и только потом устанавливать на стационарное место.
После исправления проблемного участка устанавливаются более мелкие и, соответственно, простые в установке элементы. Это мероприятие должно проводиться как минимум двумя людьми.
Видео — Установка в труднодоступных местах
Распространенные ошибки при пайке пластиковых труб
Видео – Технология пайки полипропиленовых труб
Исходы
Навыки пайки полипропиленовых труб придут со временем. Здесь нет ничего сложного, хотя сначала будут повреждены несколько муфт и один-два десятка метров труб. И это не страшно, ведь стоят они не так дорого; как минимум автономность от сантехников дороже.
Если вы приняли решение самостоятельно сделать водопровод для своего дома, то знайте, что лучшим материалом для этого будут пластиковые трубы. Для того, чтобы интегрироваться в единую систему, нужно представлять, как сваривается пластик. Однако пусть вас это не пугает, так как сам процесс пайки пластиковых труб не отличается особой сложностью и не требует большого количества специальных инструментов.
Для производства сварочных работ Вам потребуется:
- рулетка; маркер
- ; строительный уровень
- ;
- ножницы для резки пластиковых труб;
- сварочный аппарат для пластиковых труб.
Практически у каждого ремесленника есть все инструменты, кроме последнего. Последний может понадобиться вам всего один раз в жизни, поэтому гораздо целесообразнее его не покупать, а брать в долг или арендовать.
Коротко о сварочном аппарате
Прежде чем приступить к пайке, следует кратко ознакомиться с устройством, которое вы собираетесь использовать.
Важным элементом является подошва, которая оснащена нагревательными элементами. Удобство работы обеспечивается тем, что на подошве есть отверстия, позволяющие закрепить специальные насадки для пайки. Контроль температуры осуществляется с помощью термостата, расположенного на корпусе.
Процесс пайки труб
Перед пайкой устройство необходимо установить в нужное положение и закрепить на нем насадки подходящего размера. С помощью термостата установите необходимую температуру:
- 260°С для полипропиленовых труб;
- 220°С для полиэтиленовых труб.
Дайте устройству прогреться в течение 10-20 минут, пока индикатор не погаснет.
При пайке необходимо исходить из следующих данных:
| Внешний размер трубы, мм | |||||
| Расстояние до метки, мм | |||||
| Продолжительность нагрева, сек | |||||
| Максимальная продолжительность технологической паузы, сек | |||||
| Время охлаждения, мин |
Процесс пайки сводится к следующим операциям:
- С помощью специальных ножниц отрезать трубу необходимой длины, спиртовым раствором очистить соединения от грязи и жира;
- Установить патрубок и ответную муфту в патрубок и прогреть в течение времени, указанного в таблице;
- Соедините нагревательные элементы друг с другом, вставив трубу в раструб. Данная операция должна быть выполнена в течение времени, указанного в таблице как технологическая пауза;
- После завершения операции проверьте качество получившегося сварного соединения, которое будет заметно в виде пластиковых колец.
Мы только что изложили суть процесса пайки. Однако для обеспечения надежного функционирования трубопровода следует обратить внимание на следующие детали:
- Первую сварочную операцию следует выполнять через пять минут после прогрева паяльника.
- Если вам нужно сварить армированные трубы, вы должны использовать специальный инструмент, называемый шейвером, чтобы удалить алюминий и полипропилен с трубы, которые образуют два верхних слоя. После этого трубы стыкуются по уже описанной методике.
- Сварочные работы следует проводить только при температуре окружающей среды выше точки замерзания.
- После сварки дайте соединенным трубам остыть, не допуская их перекручивания или смещения друг друга. В случае некачественного соединительного шва необходимо разрезать узел и повторить процесс сварки.
При работе с необходимо соблюдать определенные меры предосторожности, несоблюдение которых может сказаться на качестве сварных соединений. В частности, необходимо помнить, что наконечники имеют тефлоновое покрытие для предотвращения образования нагара. В конце каждой операции с них необходимо удалять расплавленные остатки деревянной лопаткой. Категорически запрещается удалять остатки материала после охлаждения насадок, так как это может привести к повреждению покрытия и выходу из строя всего устройства.
Ассортимент строительных товаров растет с каждым годом. На рынке появляются современные материалы, облегчающие этапы строительства и повышающие производительность труда рабочих. Потребители склонны использовать трубопроводы с длительным сроком службы при планировании внутренних систем в домах. Пластиковые ответвления внутренних коммуникаций стали подходящей альтернативой для удовлетворения потребностей потребителей. Как паять пластиковые трубы?
Еще одним преимуществом таких технологий является появление возможности самостоятельно отремонтировать или заменить водопроводные и тепловые сети. Как паять пластиковые водопроводные трубы?
Разберемся с видами
Армированные пластиковые
Полиэтиленовые
Такие коммуникации подразделяются на подвиды:
- Полиэтиленовые — применяются для прокладки электропроводки внутри зданий и наружных трасс. Их можно использовать на соединениях труб с повышенным давлением и при низких температурах окружающей среды.
- ПВХ используется для снижения стоимости ремонта.
- Армированные пластиковые изделия являются наиболее практичными изделиями со сроком службы более 50 лет. Идеально подходит для замены горячего водоснабжения.
Широкое использование этого материала обусловлено рядом причин. Положительные свойства таких конструкций, в отличие от металлических:
- Длительный срок службы.
- Низкая коррозионная активность.
- Простота установки.
- Не требует специальных навыков.
- Экологически чистый материал.
- Экономичный и доступный в использовании.
- Легкий и удобный для переноски.
- Не поддаваться пагубному воздействию микроорганизмов.
Ваша сантехника
Муфта в сборе
Полиэтиленовые модели собираются пайкой или с помощью муфт/фитингов (муфта в сборе). Как паять пластиковые водопроводные трубы?
Для строительства новых водопроводных сетей подходят изделия из ПВХ и полиэтилена без армирования и армирования. Подготовка требует создания схемы будущего водопровода с обозначением длин ответвлений, его положения и всей необходимой для монтажа конструкции арматуры. Правильный расчет длин и количества изгибов упростит технологию, повысит скорость выполнения задачи и предотвратит переделки.
Паяльник
Труборез
Для пайки полиэтиленовых соединений вам потребуется:
- Паяльник.
- Труборез
- Облицовочный инструмент для резки труб и обрезки концов.
- Мелкозернистая бумага для очистки кромок
- Соединительная муфта (если муфта в сборе)
Нагревательный прибор представляет собой специальное устройство с подошвой с прикрепленными к ней специальными насадками различного диаметра. Есть устройства, которые поставляются с двумя и более насадками одновременно.
Этапы технологии прокладки гидрокоммуникаций подскажут, как научиться паять:
- Рулеткой отмеряем необходимую длину.
- Отрежьте измеренную длину труборезом.
- Подравниваем обрезанные концы. Это важный этап пайки. Секции должны быть гладко отшлифованы и очищены от заусенцев. Для большей уверенности можно дополнительно обезжирить спиртовым раствором.
- Припаиваем концы. Если при монтаже сетей жизнеобеспечения используется муфтовое соединение, то на один конец конструкции устанавливаем муфту/штуцер и прогреваем вместе с будущей обраткой в насадке нужного диаметра паяльника. После прогрева сразу соединяем концы и ждем полного остывания сборки. О качестве сварки свидетельствует наличие буртика.
Внимание! При устройстве тепловодоснабжения со сварным швом категорически не допускается попадание воды или влаги в полость или на поверхность. При нагревании вода, превращаясь в пар, деформирует пластиковую конструкцию, в результате чего она теряет свою прочность.
На что обратить внимание
Температурный режим для пайки описан в инструкции к инструменту. На современных изделиях устанавливается автоматический режим нагрева в зависимости от размера устанавливаемой сети и глубины сварки. На предыдущих марках сила нагрева выбиралась вручную.
При какой температуре паять пластиковые трубы? При пайке полиэтиленовых стояков выставляем терморегулятор в районе 220°С, для полипропиленовых – 260°С. Механизм нагрева имеет индикатор, который сигнализирует о готовности устройства к работе. Индикатор горит только в режиме обогрева.
Время пайки зависит от окружного радиуса трубопровода и может составлять от 5 до 40 секунд. Не перегревайте концы. Это может привести к образованию закупорки в месте спайки.
Если вам необходимо установить водопровод такого же размера, то не стоит переплачивать за количество форсунок и наличие температурного механизма.
Если планируется большой объем производства долгосрочного характера с использованием сетей разного размера по окружности, то приобретаем универсальное устройство для подключения с новейшими техническими возможностями и характеристиками.
Нюансы пайки
Знать технологию подключения автономных коммуникаций недостаточно. Для качественного монтажа необходимо знать ряд особенностей прокладки и пайки ответвлений корпуса. Как правильно паять пластиковые трубы? Для обеспечения профессионального монтажа технологических корпусов необходимо помнить о некоторых нюансах соединения:
- Для паяльного узла предусмотрено время прогрева. Это время от 5 до 20 минут.
- Производство внутри помещений жизнеобеспечения должно осуществляться при плюсовых температурах.
- После пайки концов требуется не допускать их прокручивания или смещения, достаточно плавно устранить перекосы. Дайте им остыть. Закручивание шва может дать течь в будущем. Охлаждение занимает столько же времени, сколько и пайка.
- Требуемая мощность паяльника 1200 Вт.
- Паяльники бытовые предназначены для пайки проводов диаметром до 32 см. Если вам необходимо собрать изделия большого диаметра, то приобретаем профессиональный паяльный аппарат.
- Между кромкой трубы и внутренней резьбой фитинга не должно быть зазоров. Зазоры могут протекать при высоком давлении воды. Чрезмерное усилие при сжатии элементов может привести к уменьшению зазора в полости и ухудшению работоспособности всей конструкции.
- Остатки материала следует удалять с насадок после каждой произведенной упаковки. Так как насадки имеют специальное покрытие, нагар следует удалять деревянным приспособлением, чтобы не повредить целостность поверхности. Царапины на поверхности насадки ухудшат технологические характеристики устройства и сделают его непригодным для дальнейшего использования.
Хотите знать, как сделать отопление?
Установка теплоснабжения имеет ряд сложностей. Устройство нагревательных моделей можно проводить в помещениях с низкими температурами, что усложняет процесс пайки. Для теплоснабжения разрабатывают системы в зависимости от температуры подаваемой в систему воды и рабочего давления. Использование пластика в строительстве позволило повысить производительность труда и снизить стоимость необходимого материала.
Трубы отопления армированы стекловолокном, что делает этот материал прочным и долговечным.
Охрана здоровья и условия труда
При производстве работ, связанных с обогревом стыков теплотрассы, соблюдаем правила техники безопасности во избежание травм и ожогов:
- Паяем в специальных защитных перчатках.
- Следим за чистотой пола в помещении. Грязь негативно скажется на качестве сварного шва и внешнем виде всей конструкции.
- Паяльник устанавливается на ровную горизонтальную поверхность.
- Приступать к работе необходимо после полного прогрева устройства, после того как погас индикатор готовности к работе.
- Поддон не отключаем от электросети на протяжении всей установки.
Паять пластиковые трубы своими руками не сложно. Процесс пайки не требует профессиональных навыков или опыта. Каждый может установить сети жизнеобеспечения в собственном доме. В обязательный состав необходимого инструмента входит только паяльное устройство. Остальные вспомогательные инструменты можно заменить подручными средствами, труборез можно заменить острым ножом. Трубопровод из полиэтиленовых конструкций и ПВХ – это надежная, долговечная и экологически чистая система подачи воды и отопления.
Как качественно спаять полипропиленовые трубы водопровода
Трубы из полипропилена — недорогое и практичное решение для обустройства водопровода своими руками. Как паять полипропиленовые трубы, сегодня может рассказать любой мастер, хоть раз сталкивавшийся с такой работой. Но получить крепкие, герметичные соединения и, как следствие, долговечный водопровод можно только тщательно соблюдая технологию пайки полипропиленовой трубы. А для этого нужно знать все особенности таких труб и работать с ними.
Неопытный мастер может создать надежный трубопровод из полипропилена
Содержание
- 1 Как паять полипропиленовые трубы
- 2 Температура пайки полипропиленовых труб
- 3 Как паять полипропиленовую трубу без пайки 2 Полипропиленовая труба
- Соединение
Как паять полипропиленовые трубы
Самостоятельно паять трубы вполне под силу начинающему мастеру. Существует поэтапная технология пайки полипропиленовых труб. Вы можете потратить время и преодолеть неизбежные ошибки, научиться создавать надежные и прочные соединения полипропиленовых труб своими руками или обратиться за помощью к специалистам. Однако технология пайки полипропиленовой трубы не так уж и сложна, а соединить между собой две пластиковые трубы с помощью фитингов можно даже без особого опыта.
Важно! Главное точно выдерживать температуру и время нагрева элементов, от этого зависит качество соединений.
Важно знать и уметь паять полипропиленовую трубу. Как правило, любитель использует дешевое, некачественное оборудование, профессионал – дорогое и престижное. Но дело не столько в стоимости, сколько в качестве нагревательного устройства и форсунок. От этой методики зависит, насколько хорошо будут прогреваться соединительные элементы и трубы.
Качество соединения труб во многом зависит от используемого оборудования
Основные ошибки начинающего мастера, и неправильная пайка полипропиленовой трубы, заключаются в таких ситуациях:
- Трубы ПНД надежно сцепляются друг с другом слоем расплавленный пластик, поэтому нет необходимости прокручивать трубы в фитингах при остывании. В этом случае качественно паять не получится, пайка полипропиленовой трубы с фитингом будет ломкой, и через некоторое время она потеряет герметичность;
- пайка полипропиленовых труб своими руками предусматривает разное время нагрева фитингов для труб разного диаметра, и нельзя перегреть трубу или фитинг и недостаточно прогреть. Можно предварительно потренироваться в пайке полипропиленовой трубы и фитингов, а получившееся соединение проверить, разрезав его по длине ножовкой; Пайка
- труб из полипропилена или пнд трубы возможна только после предварительной подготовки самой трубы. Соединение не будет прочным, если соединяемые элементы (фитинги и труба) предварительно не обезжирить в местах пайки;
- край среза трубы ножовкой или другим инструментом необходимо зачистить, удалив заусенцы и проверив геометрию среза. Правильный срез имеет форму круга, и делается под углом 45° к плоскости трубы. Пайка полипропиленовой трубы овальной формы на плоскости среза – верный путь к некачественному стыку;
- при прокладке нужно следовать от источника к потребителям, осуществляя соединения в местах, где будет удобно работать паяльником для пластиковых труб;
- традиционная ошибка новичка – монтаж системы в холодное время года. Многие по неопытности не знают, при какой температуре паять полипропиленовую трубу нельзя, а между тем такие изделия чувствительны к холоду и надежно соединить их не получится . Опытные мастера не проводят такие работы при температуре воздуха ниже +5С.
Надежное соединение может быть получено только при правильной обработке отрезка трубы
Совет! Пайка полипропиленовых труб своими руками некачественным инструментом из простой и несложной операции превращается в долгое и мучительное мероприятие. Используйте хороший инструмент, если нет возможности его купить, то точно можно взять напрокат.
Правила пайки полипропиленовой трубы допускают способ раздельного нагрева фитинга и трубы. Этот метод можно использовать, если нет другого способа создать надежное соединение. Например, так припаивают трубы в местах, где доступ ограничен — в пространстве между стенами или для врезки тройника-отвода в существующую систему.
Температура пайки полипропиленовых труб
Как качественно спаять полипропиленовую трубу? Это очень просто, главное – это практический опыт, но на его приобретение потребуется некоторое время. Качественное, герметичное соединение трубы любого диаметра можно получить только при правильном соблюдении не только температуры нагрева, но и времени остывания расплавленного пластика. Если трубу перегреть во время пайки, материал превращается в пористую, хрупкую структуру.
Время пайки полипропиленовой трубы зависит от ее диаметра и от производителя, который дополнил трубу армированным слоем, либо выпустил трубу полностью из полипропилена. Пайка полипропиленовых труб своими руками будет правильной, если увеличить время прогрева, а соответственно и остывания в зависимости от диаметра трубы, руководствуясь данными таблицы.
Таблица 1
| Наружный диаметр труб, мм | 16 | 20 | 25 | 32 | 40 | 50 | 63 | 75 | 90 | 110 |
| Расстояние до метки, мм | 13 | 14 | 15 | 16,5 | 18 | 20 | 24 | 26 | 29 | 32,5 |
| Время прогрева, с | 5 | 6 | 7 | 8 | 12 | 18 | 24 | 30 | 40 | 50 |
| Технологическая пауза не более, с | 4 | 4 | 4 | 6 | 6 | 6 | 8 | 8 | 8 | 10 |
| Время охлаждения, мин | 2 | 2 | 2 | 4 | 4 | 4 | 6 | 6 | 8 | 8 |
Важно не только время нагрева и охлаждения соединения. Также важно, при какой температуре нужно и можно паять полипропиленовую трубу. Как минимум, температура окружающей среды должна быть положительной (не ниже +5°С), а температура нагрева трубы составляет, согласно СНиП, 260°С. Правильная пайка полипропиленовой трубы возможна только при этих температурных коэффициентах.
Чем больше диаметр труб, тем дольше их нужно нагревать для пайки
Практически всегда в комплекте поставки инструмента для пайки труб ПНД (паяльника) есть небольшая брошюра, в которой кратко описано, как правильно правильно паять полипропиленовые трубы методом термодиффузии.
Как паять полипропиленовую трубу
Прежде всего, проверьте трубу на наличие полостей, шероховатостей и вмятин. Если все в порядке, то алгоритм действий будет следующим:
- необходимо узнать при какой температуре паяется полипропиленовая труба выбранного вами диаметра, какая должна быть «технологическая пауза» и время остывания стыков;
- оснастить трубу паяльника насадками необходимого размера. Те, кто умеет правильно паять полипропиленовые трубы, насадку большего диаметра, если их установлено несколько, располагают ближе к ручке паяльника. Это оправдано, если паяльник имеет мечевидную форму, и удобно в случае трубчатого паяльника для труб ПНД;
- установите необходимый уровень температуры на трубном паяльнике с помощью регулятора. Если на приборе нет индикатора температуры, дождитесь, пока паяльник нагреется и индикатор на приборе погаснет;
- обрезать, при необходимости, трубу до нужного размера.
Световой индикатор на корпусе паяльника подскажет, когда паяльник будет готов к работе
Полезный совет! Температура пайки полипропиленовой трубы достаточно высока, и есть опасность ожога от случайного прикосновения к нагретым элементам. Обязательно используйте защитные перчатки.
Соединение полипропиленовой трубы без пайки
Метод «холодной сварки» — это решение, как соединить полипропиленовую трубу без пайки. Используется специальный тип муфты ПНД и специальный клеевой состав. Не все полипропиленовые трубы подходят для этого метода, соединение без пайки предпочтительно использовать, когда нет возможности работать с паяльным оборудованием. Как паять полипропиленовую трубу, если в помещении запрещено пользоваться электронагревателями? Для решения этой проблемы были созданы так называемые «скользящие» и «компрессионные» фитинги.
Спайка полипропиленовой трубы с фитингом, дополненным резьбовым соединением, позволит подключиться к существующей магистрали из металлических или пластиковых труб. Компрессионный фитинг позволяет создать неразъемное соединение, но требует специального инструмента.
Пайка трубы ПНД своими руками невозможна, если реализовано соединение труб и фитингов с помощью натяжных шайб. Недостаток этого способа в том, что для него потребуется специальный инструмент, да и навык выполнения работы не помешает.
Компрессионный фитинг позволяет надежно соединить полипропиленовые трубы без пайки
Более сложным будет вопрос, как спаять полипропиленовые трубы, случайно поврежденные в процессе эксплуатации, без специального оборудования. Но определенная температура для пайки полипропиленовой трубы имеет решающее значение, поэтому вам все равно придется найти паяльник для замены вышедшего из строя участка или фитинга. В качестве экстренной меры можно использовать специальный клей или шпаклевку для полипропиленовых труб.
Чтобы новый водопровод не преподнес сюрприз в виде протечки, перед вводом в эксплуатацию его необходимо протестировать. Самый простой способ проверить пайку полипропиленовой трубы в месте соединения с фитингами и переходами – это испытание системы избыточным давлением.
Секреты пайки полипропиленовой трубы без паяльника и с ним — вовсе не привилегия высококвалифицированных мастеров. Знания о том, как правильно паять полипропиленовую трубу с фитингом, как паять трубу из полипропилена и как соединять полиэтиленовые трубы, можно получить из любого источника — даже из Интернета. Посмотрев краткую видеоинструкцию, легко получить представление о том, как правильно паять полипропиленовую трубу любого производителя. Поэтому начинающим мастерам вполне под силу монтаж технически сложных и надежных систем трубопроводов. Но специалистами становятся только те, кто придерживается технологии и правильно выбирает температуру пайки полипропиленовых труб. Используя табличные данные, указывающие, как правильно спаять трубу из полипропилена, можно также более экономно расходовать средства, выделенные на строительство или ремонт коммуникаций.
Паяльные жала (сделай сам)
Обновлено: 21 июня 2017 г.
Пусть протекающие трубы не испортят вам настроение
Следующий проект›
Семейный мастер на все руки
Не позволяйте медным трубам мешать вам делать водопровод самостоятельно. С помощью этих советов вы всегда сможете получить герметичные соединения с первой попытки.
Авторы журнала «Сделай сам» из журнала «Семейный мастер на все руки»
Пайка соединения медной трубы.
Я научился паять в старшей школе. Это было на удивление просто — настолько просто, что в моем учебнике весь процесс описан всего за пять шагов:
- Тщательно очистите конец трубы наждачной бумагой.
- Тщательно очистите внутреннюю часть фитинга проволочной щеткой.
- Обильно нанесите флюс на трубу и фитинг и соберите соединение.
- Нагрейте фитинг (не трубу) пропановой горелкой в течение примерно 30 секунд.
- Прикоснитесь паяльной проволокой к стыку.
Следуя этим основным шагам, я успешно спаял несколько соединений и поздравил себя с тем, что стал опытным сантехником. Но когда я взялся за свой первый реальный проект сантехники, я обнаружил, что основ не всегда достаточно. После нескольких ошибок и множества советов я научился некоторым хитростям для успешной пайки. Вот коллекция моих любимых.
Разборка клапанов перед пайкой
Тепловые повреждения клапанов
Чтобы тепло не повредило резиновые или пластиковые детали внутри, разберите клапаны перед пайкой.
Чтобы тепло не повредило резиновые или пластиковые детали внутри, разберите клапаны перед пайкой. Большинство клапанов, таких как показанный здесь запорный патрубок, можно легко разобрать и собрать за несколько секунд. Шаровые краны являются упрямым исключением. К счастью, шаровые краны не так легко повредить при нагревании. Просто обязательно откройте клапан и сконцентрируйте тепло на фитинговых концах корпуса клапана.
Не допускайте припоя на резьбе
Не допускайте припоя на резьбе
Покройте резьбу трубной смазкой, чтобы на нее не попал припой.
Даже небольшая капля припоя на резьбе фитинга может сделать затяжку фитинга практически невозможной. Резьбовой фитинг лучше всего припаять к трубе до того, как вы подсоедините другой конец трубы. Таким образом, вы сможете поставить трубу вертикально, чтобы лишний припой стекал с резьбы. При припаивании резьбового фитинга к уже установленной трубе защитите резьбу толстым слоем пасты для труб (также называемой «герметиком для резьбы» или «герметиком для соединения труб»). Тепло от горелки высушит пасту, и она станет бесполезной в качестве герметика. Вытрите его и нанесите новый раствор.
Хлеб останавливает воду
Хлеб хорош не только для подливки, но и для впитывания
Вода рассеивает тепло — скатайте белый хлеб в шар и заткните его глубоко в трубу, чтобы вода не попала в место пайки.
Если через соединение просачивается немного воды, фитинг не может быть достаточно горячим, чтобы расплавить припой. Чтобы остановить струйку, скатайте белый хлеб в шар и засуньте его глубоко в трубу. Хлеб будет удерживать воду достаточно долго, чтобы вы могли спаять соединение (работайте быстро!), а затем быстро растворится, когда вы снова включите воду.
ВНИМАНИЕ!
Используйте только белый хлеб. Цельная пшеница содержит песчаные зерна, которые могут застревать в клапанах.
Дайте паяным соединениям остыть
Горячий припой хрупок. Даже легкие движения, такие как вибрация от ближайших ударов молотка, могут разрушить паяное соединение, которое еще не остыло. Дайте ему остыть в течение нескольких минут, прежде чем прилагать к нему какие-либо усилия.
Не сжигайте флюс
Если флюс начинает дымиться или чернеть при нагревании стыка, это означает одно из двух: вы перегрели стык, удерживая на нем горелку слишком долго, или, что более вероятно,— вы держите горелку слишком близко, пытаясь слишком быстро нагреть соединение. Отойдите и не торопитесь. Если флюс сгорит, припой свернется в шарики и скатится с трубы, а не прилипнет, как должен.
Газ MAPP против пропана
Пропановая горелка — традиционное оружие сантехников, проводящих выходные дни. Он отлично подходит для большинства работ и дешев: вы можете получить 14 унций. одноразовый баллон с пропаном и фонарик примерно за 20 долларов.
Большим преимуществом газа MAPP (метилацетилен-пропадиен) является то, что он горит более чем в два раза горячее, чем пропан. Это означает, что соединение нагревается достаточно, чтобы расплавить припой в два раза быстрее; вы сэкономите от 15 до 30 секунд на каждое соединение. Газ MAPP также позволяет паять большие трубы (с пропаном трудно пайку труб диаметром более 1 дюйма). Но вы платите за дополнительное тепло: баллон с газом MAPP стоит примерно в два раза дороже, чем пропан, и требует специальной горелки, которая будет стоить двадцать долларов или больше.
Собрать и припаять сразу все концы фитинга
Нельзя, например, вставлять трубу в один конец колена и припаивать ее, а затем вставлять и припаивать вторую трубу. Если вы это сделаете, вы, вероятно, испортите первый косяк.
Защита близлежащих соединений от нагревания
Предотвращение нагревания близлежащих соединений
Оберните близлежащие соединения мокрой тряпкой, чтобы они не нагревались настолько, чтобы размягчить припой.
Если вы припаиваете 3 дюйма или менее от другого паяного соединения, оберните его мокрой тряпкой, чтобы он не нагревался настолько, чтобы размягчить припой. Тряпка должна быть из хлопка, а не из синтетического материала, который может загореться.
Если стык протекает, перепаяйте
Сначала перекройте воду и откройте кран, расположенный ниже протекающего стыка, чтобы дать трубе стечь. Затем смажьте соединение припоем, нагрейте его и добавьте еще припоя. Обычно это работает. Если это не так, вам придется разобрать соединение и начать все сначала.
Необходимые инструменты для этого проекта
Подготовьте необходимые инструменты для этого проекта «Сделай сам» перед началом работы — вы сэкономите время и нервы.
- Паяльная горелка
Необходимые материалы для этого проекта
Избегайте походов за покупками в последнюю минуту, подготовив все материалы заранее. Вот список.
- Emory Cloth
- Flux
- MAPP GAS
- Propane
- Паяль
Первоначально опубликовано: 20 июня 2017 г.
Аналогичные проекты
Популярные.
Пайка полипропиленовых труб — разбираемся как правильно паять
Пластиковые трубы, благодаря доступной стоимости и простоте подключения, заняли лидирующие позиции при монтаже водопроводных и даже тепловых сетей. Несмотря на то, что эти конструкции менее прочны и долговечны, чем металлические, многие отдают предпочтение именно им, намереваясь поменять инженерные коммуникации в своих домах и квартирах. Особенно привлекает быстрый монтаж изделий, так как пайка полипропиленовых труб позволяет создать прочное и надежное соединение всего за несколько минут.
Классификация полипропиленовых труб
Особо прочный пластик, применяемый для производства труб, не подвержен коррозии, противостоит отложению солей и появлению известкового налета. Полипропиленовые конструкции рассчитаны на длительную эксплуатацию. Производитель гарантирует 50-летний срок службы оборудования.
Это действительно возможно при условии эксплуатации трубопроводов в условиях давления и температуры, указанных в инструкции. Детали рассчитаны на длительное воздействие высокого давления при низкой температуре транспортируемой жидкости и наоборот — высокой температуры жидкости при низком давлении.
Все полипропиленовые трубы можно разделить на четыре категории
Полипропиленовые трубы выпускаются четырех цветов, что не означает ограничений в использовании, кроме черных, которые сделаны максимально защищенными от УФ-излучения. Конструкции используются в системах водоснабжения и отопления; возможно их соединение с металлическими конструкциями. Их можно использовать во всех типах трубопроводов: открытых, закрытых и настенных. Полипропиленовые трубы делятся на категории:
- PN 10 — исполнение с тонкими стенками. Используется для теплых полов, температура которых не выше 45°С или для разводки холодной воды.
- PN 16 – применяется для организации холодного водоснабжения в системах высокого давления или в трубопроводах отопления низкого давления.
- PN 20 — универсальная труба, может применяться как для горячего, так и для холодного водоснабжения, где температура не выше 80°С.
- PN 25 — конструкция армирована алюминиевой фольгой. Используется для центрального отопления и горячего водоснабжения с температурой не выше 95С. Может использоваться для соединения металлической трубы с пластиковой.
Подготовка к сварке + нюансы процесса
В руководствах, описывающих технологию пайки, указано, что конструкции диаметром менее 63 мм обычно соединяются раструбной сваркой. В местах соединения труб используются фитинги, специальные соединительные детали, к которым привариваются элементы. Трубы большего диаметра соединяются без фитингов методом стыковой сварки. Этот способ считается для них самым надежным.
Пайка труб из полипропилена производится с помощью ручного сварочного аппарата, который в народе называют утюгом. Для деталей диаметром более 40 мм специалисты рекомендуют использовать аппараты с центрирующими устройствами, которые несколько сложнее в эксплуатации. Сварочные аппараты оснащены специальными съемными насадками для труб. Они представляют собой нагревательные элементы, выполненные в виде втулки для оплавления наружной части трубы или оправки для нагрева внутренней поверхности детали.
Аппарат ручной для сварки полипропиленовых труб
Диаметры насадок варьируются от 14 до 63 мм. Нагревательные элементы покрыты тефлоновым покрытием, которое не допускает пригорания. В процессе сварки обязательно нужно следить за чистотой насадок и протирать их после каждого использования специальными скребками из дерева или брезентовыми тряпками. Делать это нужно пока элементы еще горячие, очистка холодных деталей недопустима.
Порядок работ
Рекомендуемая технология пайки полипропиленовых труб включает несколько этапов.
Этап № 1 — подготовка сварочного аппарата
Аппарат должен быть установлен на ровной поверхности так, чтобы к нему был легкий доступ. Перед началом работы нужно определить, какие диаметры труб будут паять и подготовить необходимые ТЭНы. Особенности конструкции устройства позволяют использовать несколько насадок.
Перед прогревом прибора рекомендуется установить все необходимое. Устройство нагревается равномерно, поэтому расположение нагревательного элемента не влияет на температуру насадки. Их закрепляют так, как будет максимально удобно для работы. Используйте специальные ключи для установки форсунок. Нужная температура выставляется на панели управления прибора, для полипропиленовых труб это 260°. Устройство включается и нагревается, что занимает около 10-15 минут.
При отрицательных значениях температуры сварка запрещена. Кроме того, время пайки полипропиленовых труб зависит от температуры в помещении: в жару она снижается, в холод – увеличивается.
Этап №2 — подготовка трубы
С помощью трубореза или специальных ножниц деталь отрезается под прямым углом. Место среза зачищают и обезжиривают вместе с фитингом мыльным или спиртовым раствором. Детали хорошо просушиваются. Если работы ведутся с трубами марки ПН 10-20, можно выполнять сварку. Если с PN 25, необходимо дополнительно очистить верхние слои алюминия и полипропилена. Работы ведутся с помощью шейвера ровно, но на глубину сварки, которую можно определить по размеру сопла сварочного аппарата.
Только обрезать полипропиленовую трубу под прямым углом
Этап №3 — нагревательные детали
Элементы надеваются на патрубки аппарата необходимого диаметра. Труба вставляется в гильзу до ограничителя, показывающего глубину сварки, и на оправку устанавливается штуцер. Время нагрева деталей строго выдерживается. Для каждого типа труб он разный, значения можно посмотреть в специальной таблице.
Этап №4 — Сварка элементов
Нагретые детали снимаются с аппарата и соединяются между собой уверенным быстрым движением с соблюдением соосности элементов. Соединительные части их нельзя поворачивать в осевом направлении или изгибать. Также необходимо строго следить за тем, чтобы труба входила на глубину, определяемую внутренней границей раструба фитинга.
Детали прогреваются строго определенное время.
Этап № 5 — охлаждение соединения
Предварительно нагретым деталям необходимо дать остыть, это особенно важно для тонкостенных труб. Любые деформации деталей в это время недопустимы, они могут привести к герметизации внутреннего просвета трубы. После полного остывания деталей необходимо продуть или пропустить через них воду, чтобы убедиться в их проходимости.
Видео пример паяльных работ
Также весь процесс можно наблюдать в этой видеоинструкции:
Рекомендации как паять трубы из полипропилена достаточно просты.