 alexxlab
alexxlab Выбор силового кабеля и автоматических выключателей для электропроводки в Хабаровске
Для электропроводки в квартире оптимально ее разбиение на несколько групп. Для каждой группы предусматривается провод или кабель определенного сечения и защитное автоматическое устройство, номинал которого рассчитан заранее. Например, для розеточной разводки — силовых групп медного провода с сечением жил 2,5 мм2; для осветительных групп – 1,5 мм2; для электроприборов повышенной мощности (электроплиты, электродуховки, варочные панели) — 4-6 мм2.
Внимание: медная проводка более предпочтительна, чем алюминиевая, т.к. более надежна и способна выдерживать более высокие токи.
Внимание: мощные бытовые приборы (духовка, варочная поверхность и т.д.) и приборы, которые в процессе работы используют воду (посудомоечная и стиральная машины, водонагреватель и др.), требуют отдельного подключения к распределительному щиту.
| Сечение провода, мм2 | Алюминиевые провода | |||||||
|---|---|---|---|---|---|---|---|---|
| Мощность, кВт | Ток цепи, А | Ток автомата, А | Ток автомата, А | Ток цепи, А | Мощность, кВт | |||
| 220 В | 380 В | 220 В | 380 В | |||||
| 3,3 | 6,4 | 15 | 10 | 1,5 | - | - | - | - |
| 4,6 | 9 | 21 | 20 | 2,5 | 16 | 16 | 3,5 | 6,8 |
| 5,9 | 11,5 | 27 | 25 | 4 | 20 | 21 | 4,6 | 9 |
| 7,4 | 14,5 | 34 | 32 | 6 | 25 | 26 | 5,7 | 11,1 |
| 11 | 21,4 | 50 | 10 | 32 | 38 | 8,3 | 16,3 | |
| 15,4 | 30 | 70 | 63 | 16 | 50 | 55 | 12,1 | 23,5 |
| 18,7 | 36,4 | 85 | 80 | 25 | 63 | 65 | 14,3 | 27,8 |
| 22 | 42,9 | 100 | 100 | 35 | 63 | 75 | 16,5 | 32,1 |
| 29,7 | 57,9 | 135 | 125 | 50 | 100 | 105 | 23,1 | 45 |
*Табличные данные носят рекомендательный характер . Необходимо учесть все составляющие монтажа: способ, тип строения, назначение линии, марку кабеля и другие.
Необходимо учесть все составляющие монтажа: способ, тип строения, назначение линии, марку кабеля и другие.
Для расчета электросети для одного бытового прибора используется формула I=P/U, в соответствии с которой I — сила тока, P — мощность (в ваттах) прибора (указана в паспорте или на корпусе), U — напряжение сети (обычно 220 вольт).
На примере бытовой электроплиты на 220В и мощностью 4,5 кВт видно, что ее токовая нагрузка составляет: 4500 ватт÷220 вольт=20,4 ампера. Следовательно, на линии электропитания данной плиты необходимо использовать кабель сечением 4мм2 (лучше с запасом -6) и автомат номиналом не меньше чем 23 ампера. Поскольку приборов с таким номиналом не существует, нужно выбирать устройство, ближайший номинал которого составляет 25 ампер.
Для расчета токовой нагрузки группы потребителей вводится так называемый коэффициент спроса Кс (вероятность одновременной работы всех имеющихся потребителей в течение продолжительного периода времени). При Кс=1 значит, что одновременно работают потребители всей группы, что бывает крайне редко. Поэтому рассчитывается это значение в каждом случае отдельно: для отдельных комнат, отдельных потребителей и даже для различного стиля жизни жильцов. Например, коэффициент спроса для телевизора обычно равен 1,а коэффициент спроса пылесоса равен 0,1.
При Кс=1 значит, что одновременно работают потребители всей группы, что бывает крайне редко. Поэтому рассчитывается это значение в каждом случае отдельно: для отдельных комнат, отдельных потребителей и даже для различного стиля жизни жильцов. Например, коэффициент спроса для телевизора обычно равен 1,а коэффициент спроса пылесоса равен 0,1.
Расчетная мощность группы электропроводки рассчитывается по формуле:
P(расчетная)=Кс×P(мощность установочная для каждого прибора)
I=Р(мощность расчетная)/220 вольт.
Коэффициент спроса выбирается индивидуально. Для упрощения расчетов часто принимают Кс=1.
Затем выбор автомата и кабеля осуществляется по той же схеме, что и при одиночном потребителе.
В нижеприведенной таблице, составленой на основе международного стандарта МЭК 364 и европейского стандарта HD 384, можно ознакомиться с рекомндациями по расчету электропроводки в жилых помещениях:
| Тип нагрузки | Условия | Сечение кабеля (медь) | Автоматический выключатель | |
|---|---|---|---|---|
| Рекомендуемый | Максимальный | |||
| Освещение | не более 8 точек** | 1,5 мм2 | 10 А | 16 А |
| Группа розеток на 16 А | не более 5 точек | 1,5 мм2 | 10 А | 16 А |
| не более 8 точек | 2,5 мм2 | 16 А | 20 А | |
| Отдельные линии для электроприборов (не более 10 А) |
1эл.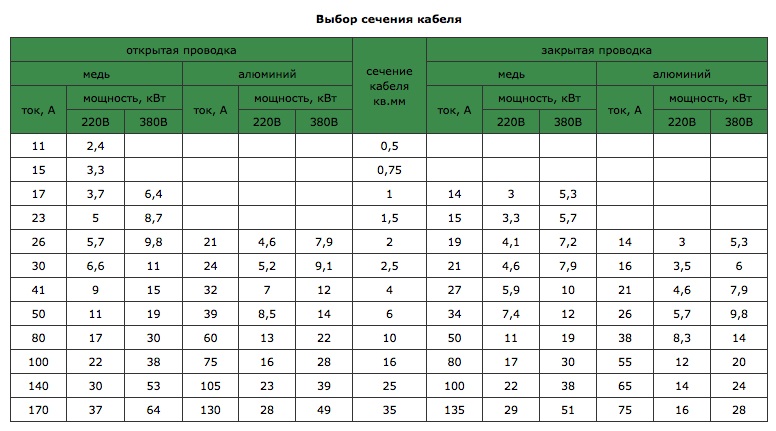 прибор
прибор
|
1,5 мм2 | 10 А | 16 А |
| Отдельные линии для мощных электроприборов (не более 16 А) | 1эл.прибор | 2,5 мм2 | 16 А | 20 А |
| Отдельные линии для мощных электроприборов (не более 32А) | 1эл. прибор | 6 мм2 (1фаза) | 32 А | 40 А |
| 2,5 мм2 (3 фазы) | 16 А | 20 А | ||
| Водонагреватель (накопительный) | 1эл.прибор |
2,5 мм |
16 А | 20 А |
| Оборудование управления и контроля | по необходимости | 1,5 мм2 | 2-6 А | 16 А |
| Электрическое отопление | 2250 Вт | 1,5 мм2 | 10 А | 16А |
| 3500 Вт | 2,5 мм2 | 16 А | 20 А | |
| 4500 Вт | 4 мм2 | 25 А | 32 А | |
| 5750 Вт | 6 мм2 | 32 А | 40 А | |
| 7250 Вт | 10 мм2 | 40 А | 50 А | |
** 1 точка — это:
- для освещения: система из одной лампочки или групп лампочек (бра, люстра, группы точечных светильников, светодиодной подсветки и т.
 д.) общей мощностью не более 300Вт, находящихся в одном помещении
д.) общей мощностью не более 300Вт, находящихся в одном помещении - для розеток:
- отдельно стоящая одинарная розетка
- если в одном корпусе две розетки, то это считается как одна точка
- если в одном корпусе три или четыре розетки, то это считается как две точки
- если в одном корпусе больше четырех розеток, то это рассматривается как три точки
Вернуться к списку
Как выбрать автоматический выключатель под конкретное сечение провода
На главную » Электропроводка своими руками » Как выбрать автоматический выключатель
Электрическая часть ремонта квартиры своими руками неизбежно связана с выбором и покупкой автоматических выключателей. Почему важно четко знать, как выбрать автоматический выключатель? Напомним, что автоматический выключатель предназначен для защиты электропроводки квартиры в случае короткого замыкания. Поэтому номинал автомата должен подбираться под конкретное сечение провода. Провод же, в свою очередь, выбирается исходя из рабочего напряжения и тока. За напряжение отвечает качество изоляции и, как правило, выпускаемые кабеля обеспечивают работу до 400 в. А вот к сечению провода стоит отнестись повнимательнее. При протекании тока по проводам происходит его нагревание, пропорциональное его сопротивлению.
Алюминиевые и медные провода почти не имеют сопротивления, поэтому не должны
нагреваться. Если строго подойти к
вопросу, то сечение провода выбирается исходя из материала, из которого
изготовлен проводник, и тока протекающего через проводник.
Провод же, в свою очередь, выбирается исходя из рабочего напряжения и тока. За напряжение отвечает качество изоляции и, как правило, выпускаемые кабеля обеспечивают работу до 400 в. А вот к сечению провода стоит отнестись повнимательнее. При протекании тока по проводам происходит его нагревание, пропорциональное его сопротивлению.
Алюминиевые и медные провода почти не имеют сопротивления, поэтому не должны
нагреваться. Если строго подойти к
вопросу, то сечение провода выбирается исходя из материала, из которого
изготовлен проводник, и тока протекающего через проводник.
Чаще всего провода выбирают, исходя из подобных таблиц:
Таблица выбора сечения кабеля при прокладке проводов открыто и в трубе
|
Сечение кабеля, мм²
|
Проложенные открыто | Проложенные в трубе | ||||||||||
| Медь | Алюминий | Медь | Алюминий | |||||||||
|
Ток |
Мощность, кВт |
Ток |
Мощность, кВт |
Ток |
Мощность, кВт |
Ток |
Мощность, кВт | |||||
| А | 220в | 380в | А | 220в | 380в | А | 220в | 380в | А | 220в | 380в> | |
| 0,5 | 11 | 2,4 |
|
|
|
|
|
|
|
|
|
|
| 0,75 | 15 | 3,3 |
|
|
|
|
|
|
|
|
|
|
| 1,0 | 17 | 3,7 |
|
|
|
14 | 3,0 | 5,3 |
|
|
|
|
| 1,5 | 23 | 5,0 | 8,7 | 15 | 3,3 | 5,7 |
|
|
|
|||
| 2,0 | 26 | 5,7 | 9,8 | 21 | 4,6 | 7,9 | 19 | 4,1 | 7,2 | 14,0 | 3,0 | 5,3 |
| 2,5 | 30 | 6,6 | 11,0 | 24 | 5,2 | 9,1 | 21 | 4,6 | 7,9 | 16,0 | 3,5 | 6,0 |
| 4,0 | 41 | 9,0 | 15,0 | 32 | 7,0 | 12,0 | 27 | 5,9 | 10,0 | 21,0 | 4,6 | 7,9 |
| 6,0 | 50 | 11,0 | 19,0 | 39 | 8,5 | 14,0 | 34 | 7,4 | 12,0 | 26,0 | 5,7 | 9,8 |
| 10,0 | 80 | 17,0 | 30,0 | 60 | 13,0 | 22,0 | 50 | 11,0 | 19,0 | 38,0 | 8,3 | 14,0 |
| 16,0 | 100 | 22,0 | 38,0 | 75 | 16,0 | 28,0 | 80 | 17,0 | 30,0 | 55,0 | 12,0 | 20,0 |
| 25,0 | 140 | 30,0 | 53,0 | 105 | 23,0 | 39,0 | 100 | 22,0 |
38,0 |
65,0 | 14,0 | 24,0 |
| 35,0 | 170 | 37,0 | 64,0 | 130 | 28,0 | 49,0 | 135 | 29,0 | 51,0 | 75,0 | 16,0 | 28,0 |
Если
применить данную таблицу к ассортименту, представленному в магазинах, то
получим такую картину. Сечение проводов выпускается из ряда 0.75, 1, 1.5, 2.5,
4, 6, 10 мм. Для наших бытовых нужд
подойдет кабель сечением от 1 до 4 мм.
Сечение проводов выпускается из ряда 0.75, 1, 1.5, 2.5,
4, 6, 10 мм. Для наших бытовых нужд
подойдет кабель сечением от 1 до 4 мм.
Переходим к практике. Какой провод куда применять, и какие автоматы устанавливать? Про применение кабелей и проводов поговорим отдельно. Автоматический выключатель следует выбирать не только исходя из диаметра провода, но и с учетом потребителя электроэнергии (нагрузки). При этом автомат должен сработать раньше, чем сгорит электропроводка или нагрузка.
Например, нам нужно подключить нагрузку в 10А. Пусть это будет, скажем, кондиционер с потребляемой мощностью 2 кВт. Нужно выбрать провод, определить номинал автоматического выключателя и максимальный рабочий ток розетки.
Разделим мощность 2 кВт на напряжение 220В получим ток 9,1А. Возьмем для расчетов ток с запасом и округлим до 10А. Провод возьмем из таблицы. Смотрим на ближайший больший по величине ток, и видим, что ближайшее к 10 значение — 14А, тогда диаметр провода должен быть не менее 1 кв. мм при использовании медного провода, или 2 кв.мм алюминиевого. Автоматический выключатель и розетка должна обеспечить работу на 10А.
мм при использовании медного провода, или 2 кв.мм алюминиевого. Автоматический выключатель и розетка должна обеспечить работу на 10А.
А можно ли для нашего примера, вместо розетки и автомата на 10, использовать розетку и автомат на 16А? Плохо будет нашей электропроводке или хорошо от такой замены? Коротко ответить на этот вопрос можно в виде стилизованных формул:
Автомат 10А + провод на 10А + розетка на 10А = хорошо
Автомат 10А + провод на 16А + розетка на 10А = хорошо
Автомат 10А + провод на 10А + розетка на 16А = хорошо
Автомат 10А + провод на 16А + розетка на 16А = отлично
Автомат 16А + провод на 10А + розетка на 10А = плохо
Автомат 16А + провод на 16А + розетка на 10А = плохо
Отсюда нехитрые выводы: нельзя покупать и использовать автоматы и кабеля без учета нагрузки, и иметь большой запас по сечению провода не всегда оправдано.
В старых домах на освещение и электроприборы ставили автоматы на 6-10А. В связи с
возросшим электропотреблением, целесообразно на розетки ставить автомат до
10-16А. При новой моде на энергосберегающие лампы, для освещения достаточно автоматов до 10А. А еще лучше разделить цепи и установить отдельные автоматы на возможно меньший номинал.
При новой моде на энергосберегающие лампы, для освещения достаточно автоматов до 10А. А еще лучше разделить цепи и установить отдельные автоматы на возможно меньший номинал.
Автор статьи — Тимофей Исков 25 февраля 2014
На главную » Электропроводка своими руками » Как выбрать автоматический выключатель
Выбор сварочных кабелей подходящего размера
Мне нужно заказать сварочный кабель для нашего магазина, но я не уверен, что мне нужен нужный размер. Я видел несколько справочных диаграмм, но хотел бы объяснить, как их использовать.
Сварочный кабель — это проводник сварочного тока. Он состоит из ряда тонких медных нитей, обернутых в непроводящую прочную оболочку (обычно из синтетического или натурального каучука разных цветов). Тонкие медные жилы придают сварочному кабелю большую гибкость, чем другие типы электрических проводников, а изоляционная оболочка предназначена для того, чтобы выдерживать повторяющиеся движения по шероховатым поверхностям. По мере увеличения уровня тока (измеряемого в силе тока или амперах) диаметр сварочного кабеля и результирующая площадь поперечного сечения медной жилы должны увеличиваться. Концепция похожа на поток воды через шланг. Шланг большего диаметра необходим для того, чтобы нести больший объем воды. Вы используете меньший шланг для полива своего сада, в то время как пожарная часть использует гораздо больший шланг для тушения пожаров.
По мере увеличения уровня тока (измеряемого в силе тока или амперах) диаметр сварочного кабеля и результирующая площадь поперечного сечения медной жилы должны увеличиваться. Концепция похожа на поток воды через шланг. Шланг большего диаметра необходим для того, чтобы нести больший объем воды. Вы используете меньший шланг для полива своего сада, в то время как пожарная часть использует гораздо больший шланг для тушения пожаров.
«Точность» сварочного кабеля, также известная как допустимая токовая нагрузка или номинальная сила тока, относится к максимальной величине электрического тока, которую кабель может безопасно проводить. Помимо площади поперечного сечения, другими факторами, влияющими на допустимую нагрузку сварочного кабеля, являются его длина, номинальное сопротивление (т. е. номинальное сопротивление), температурные характеристики изоляционного материала и температура окружающей среды. Более короткие кабели могут нести больший ток, чем более длинные кабели того же диаметра. Сварочный кабель часто рассчитан на температуру проводника 75°C (167°F), 90°C (194⁰F) или 105°C (221°F). В то время как медный провод сам по себе может выдерживать высокие температуры, создаваемые более высокими токами, прежде чем получить повреждение, защищающая их изоляция расплавится. Сварочные кабели также часто рассчитаны на температуру окружающей среды 30°C (86°F). Более высокие температуры окружающей среды могут снизить их способность рассеивать тепло в окружающую среду и, таким образом, уменьшить их мощность. Кроме того, несколько кабелей, плотно уложенных вместе, также могут иметь пониженную способность рассеивать тепло. Несколько кабелей должны быть немного разведены в стороны.
Сварочный кабель часто рассчитан на температуру проводника 75°C (167°F), 90°C (194⁰F) или 105°C (221°F). В то время как медный провод сам по себе может выдерживать высокие температуры, создаваемые более высокими токами, прежде чем получить повреждение, защищающая их изоляция расплавится. Сварочные кабели также часто рассчитаны на температуру окружающей среды 30°C (86°F). Более высокие температуры окружающей среды могут снизить их способность рассеивать тепло в окружающую среду и, таким образом, уменьшить их мощность. Кроме того, несколько кабелей, плотно уложенных вместе, также могут иметь пониженную способность рассеивать тепло. Несколько кабелей должны быть немного разведены в стороны.
Обратите внимание, что, хотя медь является отличным проводником электричества, она все же обладает определенным сопротивлением потоку электронов через нее. Следовательно, в кабеле будет происходить некоторый резистивный нагрев. Сварочный кабель правильного размера может быть теплым на ощупь после продолжительной сварки. Однако, если диаметр кабеля слишком мал для уровня тока, протекающего по нему, кабель будет перегреваться. Это может привести к потенциальной опасности возгорания, а также к повреждению самого кабеля (и, в конечном счете, к обрыву и выходу кабеля из строя). Пробой изоляционной оболочки также может привести к поражению электрическим током. И наоборот, кабель, размер которого превышает допустимый для данного уровня силы тока, проводит ток не более эффективно, чем кабель надлежащего размера. Однако кабель большего диаметра обычно стоит больше за фут или метр, чем кабель меньшего диаметра, из-за увеличенного количества медных жил. Таким образом, кабели большого сечения могут оказаться нерентабельными.
Однако, если диаметр кабеля слишком мал для уровня тока, протекающего по нему, кабель будет перегреваться. Это может привести к потенциальной опасности возгорания, а также к повреждению самого кабеля (и, в конечном счете, к обрыву и выходу кабеля из строя). Пробой изоляционной оболочки также может привести к поражению электрическим током. И наоборот, кабель, размер которого превышает допустимый для данного уровня силы тока, проводит ток не более эффективно, чем кабель надлежащего размера. Однако кабель большего диаметра обычно стоит больше за фут или метр, чем кабель меньшего диаметра, из-за увеличенного количества медных жил. Таким образом, кабели большого сечения могут оказаться нерентабельными.
Электрический кабель обычно классифицируется по размеру AWG (American Wire Gauge), где кабель меньшего диаметра имеет больший номер. Рисунок 1. перечислены размеры AWG. Калибровочные (или измерительные) размеры больше единицы равны нулю, также обозначаемому как 1/0 (произносится как «один шаг»), двум нулям, выражаемому как 2/0 (произносится как «два шага»), 3/0 и 4/0. Размеры кабеля от № 4 до № 4/0 обычно используются для сварочного кабеля.
Размеры кабеля от № 4 до № 4/0 обычно используются для сварочного кабеля.
Рис. 1: Примеры калибров проволоки
В метрической системе размер сварочного кабеля обычно выражается в квадратных миллиметрах (мм2), представляющих собой площадь поперечного сечения кабеля. На рис. 2 показано сравнение сварочных кабелей размеров AWG и метрических размеров.
Рис. 2. Сравнение размеров кабелей по стандарту AWG и метрических единиц
В метрической системе размер сварочного кабеля обычно выражается в квадратных миллиметрах (мм2), представляющих собой площадь поперечного сечения кабеля. На рис. 2 показано сравнение сварочных кабелей размеров AWG и метрических размеров.
Рис. 3: Пример сварочного контура
Теперь при выборе надлежащего размера кабеля для сварочного оборудования лучше всего выбрать кабель, который может работать с максимальной мощностью сварочного аппарата. Для этого нужно определить три фактора. К ним относятся:
• Общая длина сварочного контура
• Номинальная мощность источника сварочного тока
• Рабочий цикл источника сварочного тока
Сварочный контур представляет собой общий путь, по которому проходит электричество. Он включает в себя источник питания, электродный кабель, электрододержатель (или горелку TIG, или устройство подачи проволоки и пистолет), электрическую дугу, рабочий кабель и рабочий зажим. На рис. 3 показана схема сварки. Для определения правильного размера сварочного кабеля необходимо сложить полные длины кабеля электрода и рабочего кабеля. Кабель электрода подключается либо к электрододержателю, либо к горелке TIG, либо к механизму подачи проволоки. Рабочий трос крепится к рабочему зажиму. Обратите внимание, что последние два элемента часто ошибочно называют «заземляющим кабелем» и «заземляющим зажимом». Однако это неправильная терминология, поскольку «заземляющий» провод применяется только к первичной стороне сварочной цепи (т. е. к входному кабелю питания).
Он включает в себя источник питания, электродный кабель, электрододержатель (или горелку TIG, или устройство подачи проволоки и пистолет), электрическую дугу, рабочий кабель и рабочий зажим. На рис. 3 показана схема сварки. Для определения правильного размера сварочного кабеля необходимо сложить полные длины кабеля электрода и рабочего кабеля. Кабель электрода подключается либо к электрододержателю, либо к горелке TIG, либо к механизму подачи проволоки. Рабочий трос крепится к рабочему зажиму. Обратите внимание, что последние два элемента часто ошибочно называют «заземляющим кабелем» и «заземляющим зажимом». Однако это неправильная терминология, поскольку «заземляющий» провод применяется только к первичной стороне сварочной цепи (т. е. к входному кабелю питания).
Рис. 4: Однофазные и трехфазные источники питания
Обратите внимание, что полярность сварки не влияет на размер необходимого кабеля. Не имеет значения, в каком направлении протекает ток через сварочную цепь, будь то постоянный положительный ток (DC+), постоянный отрицательный ток (DC-) или переменный ток (AC). Полярность и направление тока влияют только на характеристики сварки и выбор электрода.
Полярность и направление тока влияют только на характеристики сварки и выбор электрода.
Номинальная выходная мощность источника питания — это просто максимальный уровень тока или силы тока, при котором машина предназначена для использования (обратите внимание, что некоторые источники питания могут производить более высокие токи, чем их номинальная мощность, в течение коротких периодов времени). Этот номинальный выходной уровень обычно указывается в названии машины. Примеры включают «Idealarc® 250» (номинальная мощность 250 А), Power Wave® S350 (номинальная мощность 350 А), Flextec™ 650 (номинальная мощность 650 А) и т. д.
Рабочий цикл — номинальная мощность источника сварочного тока, выраженная в процентах (%). Это процент десятиминутного периода, в течение которого источник питания может работать при заданном уровне выходного тока, прежде чем превысит свой тепловой предел (т. е. обмотки станут слишком горячими) и отключится, если он имеет защиту от тепловой перегрузки. Как правило, по мере снижения уровня выходного сигнала рабочий цикл увеличивается (до 100 % или непрерывного выходного сигнала). И наоборот, по мере увеличения выходных уровней (до достижения максимальной выходной мощности) рабочий цикл уменьшается. Номинальные значения рабочего цикла указаны на паспортной табличке источника питания и/или в руководстве по эксплуатации. Рейтинг рабочего цикла источника сварочного тока обычно зависит от сварочных процессов, в которых он будет использоваться, его предполагаемого использования и от того, работает ли он от однофазного или трехфазного питания. На рис. 4 перечислены некоторые типичные различия между однофазными и трехфазными источниками питания, включая их типичные рабочие циклы.
Как правило, по мере снижения уровня выходного сигнала рабочий цикл увеличивается (до 100 % или непрерывного выходного сигнала). И наоборот, по мере увеличения выходных уровней (до достижения максимальной выходной мощности) рабочий цикл уменьшается. Номинальные значения рабочего цикла указаны на паспортной табличке источника питания и/или в руководстве по эксплуатации. Рейтинг рабочего цикла источника сварочного тока обычно зависит от сварочных процессов, в которых он будет использоваться, его предполагаемого использования и от того, работает ли он от однофазного или трехфазного питания. На рис. 4 перечислены некоторые типичные различия между однофазными и трехфазными источниками питания, включая их типичные рабочие циклы.
Рисунок 5: Выбор правильного размера сварочного кабеля
На рисунке 5 приведен пример таблицы для выбора правильного размера сварочного кабеля. Другие таблицы можно получить у производителей кабелей и в справочниках по сварке. В качестве примера предположим, что у вас есть источник питания на 400 ампер с рабочим циклом 60%, и вам нужна общая общая длина электрода и рабочих кабелей 100 футов. Судя по таблице, правильный размер кабеля для выбора будет кабелем #2/0. Размеры кабелей увеличиваются для большей длины в первую очередь с целью сведения к минимуму падения кабеля. Для более высоких уровней тока часто рекомендуются два или более кабеля, которые следует подключать параллельно или вместе, чтобы разделить текущую нагрузку.
Судя по таблице, правильный размер кабеля для выбора будет кабелем #2/0. Размеры кабелей увеличиваются для большей длины в первую очередь с целью сведения к минимуму падения кабеля. Для более высоких уровней тока часто рекомендуются два или более кабеля, которые следует подключать параллельно или вместе, чтобы разделить текущую нагрузку.
Рис. 6: Примеры изношенного и поврежденного сварочного кабеля
Следует также отметить, что в дополнение к правильному выбору размера кабеля очень важно поддерживать сварочный кабель и кабельные соединения в хорошем состоянии. Любые трещины, порезы, места износа и т. д. в сварочном кабеле могут снизить его токонесущую способность и привести к возникновению точек перегрева. Кроме того, изношенные или изношенные кабельные соединения с рабочим зажимом, наконечниками или разъемами с поворотным замком также могут снижать способность проводить ток и создавать точки перегрева (см. примеры на рис. 6). Все изношенные, изношенные и поврежденные секции должны быть немедленно отремонтированы для правильной работы и минимизации любых потенциальных угроз безопасности.
Патент США на Устройство для установки и автоматической регулировки тягового усилия троса подвесной лебедки для машины для подготовки и содержания горнолыжных склонов Патент (Патент № 6,585,232 от 1 июля 2003 г.)
ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к устройству для установки и автоматической регулировки тягового усилия троса подвесной лебедки машины для подготовки и ухода за горнолыжным склоном.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Для поддержания заданного тягового усилия троса известны устройства регулировки лебедки, влияющие на управляемую работу лебедки таким образом, что предотвращается превышение или недостижение отрегулированного тягового усилия. Повышенная нагрузка на кабель может привести к его обрыву с серьезными последствиями. Кроме того, регулировочные устройства известного типа не учитывают динамику транспортного средства, на котором они установлены, и, в частности, различные угловые положения, которые трос может принимать по отношению к транспортному средству. В связи с тем, что устройства регулировки усилия троса в известных лебедках регулируются только для номинального допустимого натяжения троса, не учитываются условия движения транспортного средства, и при выполнении определенных операций трос подвергается тяговому усилию излишней величины. Это без необходимости сокращает срок службы кабеля.
В связи с тем, что устройства регулировки усилия троса в известных лебедках регулируются только для номинального допустимого натяжения троса, не учитываются условия движения транспортного средства, и при выполнении определенных операций трос подвергается тяговому усилию излишней величины. Это без необходимости сокращает срок службы кабеля.
Общая цель настоящего изобретения состоит в том, чтобы исправить вышеупомянутые недостатки, сделав доступным устройство для установки и автоматической регулировки тягового усилия с учетом обстоятельств машины для подготовки и ухода за лыжным склоном с целью создания необходимого тягового усилия. сила, доступная в любое время, но в то же время ограничивающая ее до строго необходимой величины. Кроме того, номинальное тяговое усилие должно устанавливаться автоматически.
Эта цель достигается в соответствии с настоящим изобретением устройством для установки и автоматической регулировки тягового усилия подвесной лебедки для машины для подготовки и ухода за горнолыжным склоном.
С помощью блока управления регулировкой и нанесенного на него алгоритма и по различным измерениям датчиков определяется номинальное тяговое усилие. Номинальное значение состоит из рабочего давления гидростатического троса при движении и угла троса по отношению к транспортному средству, а также поправочного коэффициента, заданного оператором. В замкнутом контуре регулировки, расположенном ниже по потоку, полученное таким образом номинальное значение сравнивается с действительным значением, измеренным динамометрическим штифтом, и тяговое усилие доводится до номинального значения.
В качестве меры необходимой тяговой силы используется рабочее давление хода. Если, например, трос лебедки расположен впереди по направлению движения, а высокое давление находится на «ведущей стороне» операции движения, то тяговое усилие лебедки также должно быть выбрано соответственно высоким. Но если давление прикладывается с «задней стороны» к тросу лебедки, направленному по ходу движения, это означает, что подвесная лебедка работает против тяги хода. В этом случае тяговое усилие лебедки должно быть очень низким.
В этом случае тяговое усилие лебедки должно быть очень низким.
Кроме того, тяговое усилие лебедки должно быть уменьшено, если она задействована поперек направления движения. Если из-за неблагоприятных снежных условий (например, свежий снег) блок управления регулировкой выдал ошибочные номинальные значения тягового усилия, оператор имеет возможность избыточной поворачиваемости и, в частности, сделать возможным увеличение или уменьшение тягового усилия.
Дополнительные характеристики и преимущества устройства в соответствии с настоящим изобретением изложены в формуле изобретения и приведенном ниже описании предпочтительного варианта осуществления со ссылкой на прилагаемые чертежи.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
РИС. 1 показана схема устройства в соответствии с настоящим изобретением, примененного к машине для подготовки и ухода за лыжными склонами известного типа,
. Фиг. 2 схематично показана машина для подготовки и ухода за лыжным склоном с подвесной лебедкой,
. На фиг. 3 показана диаграмма для нахождения силы тяги,
На фиг. 3 показана диаграмма для нахождения силы тяги,
Фиг. 4 показана диаграмма нахождения наибольшей допустимой силы тяги, а
РИС. 5 схематично показана схема регулировки для сравнения реальной тяговой силы и подгонки реальной тяговой силы к номинальной.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Со ссылкой на фиг.1 машина известного типа для подготовки и ухода за лыжными трассами обозначена в целом ссылочной позицией 1. Она содержит, например, дизельный двигатель 2, который через трансмиссию 3 приводит в движение первый насос 4 и второй насос 5. Гидравлический насос 4 питает через нагнетательный трубопровод 6 гидромотор 7, а насос 5 питает по напорному трубопроводу 8 гидромотор 9.с жидкостью под давлением. Гидромотор 7 соединен через обратный трубопровод 10, а гидромотор 9 через обратный трубопровод 11 с насосами 4 и 5 соответственно. Гидравлический двигатель 7 приводит в движение гусеницу 12, правую, если смотреть по направлению движения, а гидравлический двигатель 9 — левую гусеницу 13. Описанные до сих пор детали машины для подготовки и ухода за лыжным склоном относятся к известному типу и пригодны только для в улучшении понимания нижеследующего описания устройства в соответствии с настоящим изобретением. Термины «напорный канал» и «возвратный канал» относятся к «движению вперед» и принимают обратное значение в случае «хода назад».
Описанные до сих пор детали машины для подготовки и ухода за лыжным склоном относятся к известному типу и пригодны только для в улучшении понимания нижеследующего описания устройства в соответствии с настоящим изобретением. Термины «напорный канал» и «возвратный канал» относятся к «движению вперед» и принимают обратное значение в случае «хода назад».
Нагнетательный трубопровод 6 соединен через ответвление 14, а нагнетательный трубопровод 8 — через ответвление 15 с переключающим клапаном 16, позволяющим определять более высокое из двух давлений в трубопроводах 6 и 8 через трубопровод 17 от давления датчик А.
Аналогичным образом обратка 10 соединена через ответвление 18, а обратка 8 — через ответвление 19 с отборным клапаном 20, соединенным через воздуховод 21 с датчиком давления В.
Таким образом, оба давления датчики A и B используются для измерения давления в режиме движения. Датчик А соединен через распределительный клапан 16 с «передними сторонами», а датчик В соединен через распределительный клапан 20 с «задними сторонами» обоих гидростатических приводов хода в виде гидромоторов 7 и 9. . Таким образом, более высокое давление «передней стороны» или «задней стороны» левого или правого ходового привода соответственно воздействует на оба датчика A и B. сверху. Подвесная лебедка обозначена ссылочным номером 22. Она имеет рычаг 23, направляющий трос 24 лебедки под углом &agr; относительно направления движения 25 машины для подготовки и ухода за лыжными трассами 1.
. Таким образом, более высокое давление «передней стороны» или «задней стороны» левого или правого ходового привода соответственно воздействует на оба датчика A и B. сверху. Подвесная лебедка обозначена ссылочным номером 22. Она имеет рычаг 23, направляющий трос 24 лебедки под углом &agr; относительно направления движения 25 машины для подготовки и ухода за лыжными трассами 1.
Угол &agr; троса 24 или рычага 23 лебедки относительно оси управления транспортным средством или направления движения 25 определяют с помощью датчика угла поворота известного типа (не показан), который выдает сигнал натяжения, пропорциональный углу . Если плечо 23 лебедки направлено вперед в направлении движения, это соответствует &agr;=0°. Если это направление движения назад, оно соответствует углу &agr;=180°. Угловой сигнал одинаков для положительных и отрицательных углов (например, угол &agr;=60° дает тот же сигнал, что и угол &agr;=-60° или &agr;=300° соответственно), поскольку различие между правая и левая сторона не имеет значения для определения силы тяги.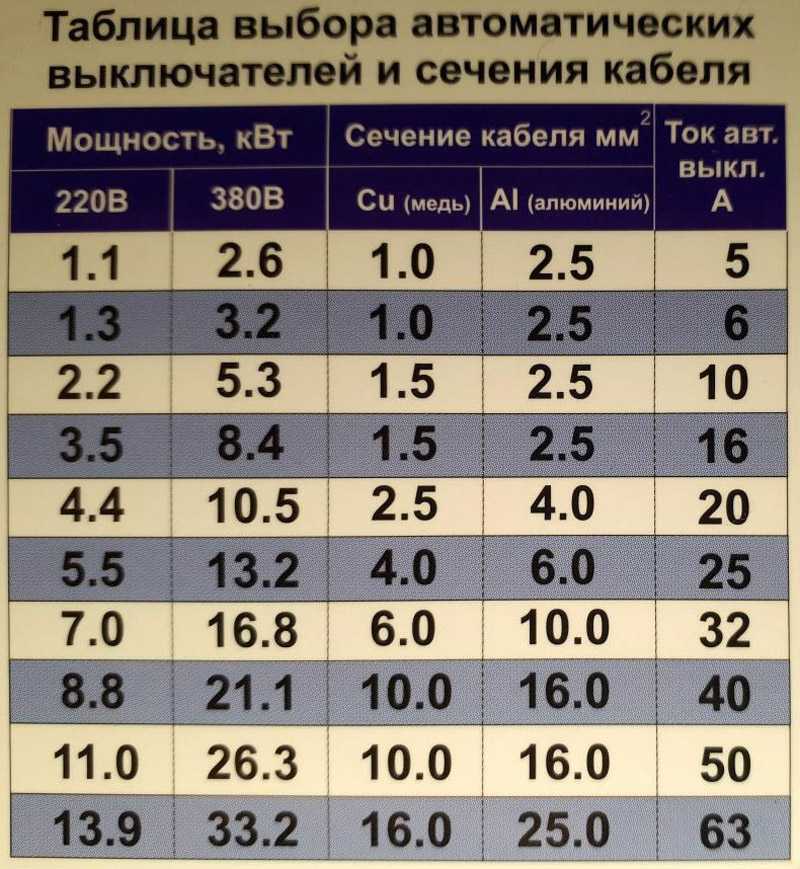
Посредством непоказанного потенциометра оператор может установить значение регулировки. Блок управления регулировкой тягового усилия лебедки, работающий в обычном режиме полностью автоматически, может управляться оператором с настройкой поправочного коэффициента. Потенциометр, используемый для этой цели, может отклоняться от центрального положения под действием упругой нагрузки в положительном и отрицательном направлении. Таким образом можно уменьшить или увеличить номинальное тяговое усилие, определяемое автоматически блоком управления регулировкой, в зависимости от требований. После отпускания потенциометра он автоматически возвращается в центральное положение, так что поправочный коэффициент равен нулю, а номинальное значение тягового усилия снова принимается полностью автоматически.
Определение номинального тягового усилия в блоке управления регулировкой происходит в два этапа следующим образом.
Как показано на РИС. 3, в зависимости от давления p в приводе хода и поправочного коэффициента K1, который может регулироваться оператором с помощью потенциометра, коэффициент тягового усилия F* определяется со ссылкой на РИС.