 alexxlab
alexxlab 6 шагов установки ручного фрезера на столе своими руками
Здравствуйте!
Сегодня я расскажу об одном простом способе фрезерования заготовок небольших размеров.
Мне нужно отфрезеровать с десяток вот таких реечек.
Фрезеровка реекУ них надо скруглить грани. Как Вы, наверное, знаете, фрезеровать мелкие заготовки ручным фрезером крайне неудобно и небезопасно.
Для этого его нужно устанавливать в стол.
Однако тратить время на установку ручного фрезера в стол и обратно для выполнения небольшой работы очень жалко.
Ведь для этого придется сначала снять пластиковую накладку на подошве фрезера,
извлечь механизм ограничителя вылета фрезы.
Затем вкрутить специальный винт для регулировки вылета фрезы со стороны подошвы фрезера.
Ну и, наконец, установить вместо пластиковой накладки специальную пластину, вместе с которой фрезер устанавливается в специальное гнездо в столе.
В общем, с учетом того, что потом фрезер придется приводить в исходное состояние,
слишком много операций для выполнения элементарной работы.
Устанавливаем фрезер на стол
В случае, когда мне нужно по-быстрому отфрезеровать несколько мелких заготовок, я поступаю по другому.
Первым делом вставляю фрезу.
В нашем случае вот такую кромочную калевочную фрезу с радиусом 3 мм.
Диаметр ее хвостовика 8 мм, поэтому сначала надеваю на нее разрезную втулку,
и уже потом вставляю в цангу фрезера.
Настраиваю вылет фрезы
На какой-нибудь деревяшке настраиваю и проверяю вылет фрезы.
✅ Возьмем брусок. Опускаем фрезу вниз до контакта с поверхностью заготовки
и фиксируем это положение рычагом.
✅ Правильность установки вылета фрезы проверим на этой доске.
✅ При необходимости вылет фрезы можно подрегулировать этим упором.
✅ Фрезер с установленной фрезой отложим пока в сторону.
Отделяю упор от направляющих
В комплект поставки практически любого ручного фрезера входит боковой упор.
Это упор моего фрезера. Собственно упор, если он не нужен, я обычно снимаю.
Направляющие с держателем креплю к столу.
Обычно делаю этого через какую-нибудь деревяшку. Возьмем вот такую рейку
и через нее струбцинами закрепим держатель на столе.
С одной стороны и с другой стороны. И жестко затянем струбцины.
Устанавливаю фрезер на направляющие
Берем фрезер. Фиксирую рычаг пуска во включенном положении.
И надеваем его на направляющие.
Винтами «барашек» фиксируем фрезер на направляющих.
С одной стороны… и точно так же с другой.
Приступаю к фрезеровке
Включаем вилку электрического провода фрезера в розетку, предварительно отключив ее.
Ну что ж, теперь можно приступать к работе.
Вот в общем-то и все.
Способы крепления заготовки к рабочему столу — Модернизация
#1 OFFLINE Buzl
Отправлено 12 Сентябрь 2008 — 13:13
Тема отделена от сюда
sergei007
Кстати, если привернуть к столу лист мдф иль фанеры 10 мм то Вашу заготовку можно просто приварачивать шурупами к ней (смотрю на фото) крепить саморезами вверху и внизу, там где свобоное место. А не крепить за уголки. надежно и крепко.
А не крепить за уголки. надежно и крепко.
Похожие темы:
Способы крепления заготовки под латунное клише
Резка букв с 2-х сторонним скотчем
Вакуумный прижим материала
Способы крепления листового материала
- Наверх
#2 OFFLINE sergei007
Отправлено 14 Сентябрь 2008 — 19:59
Спасибо Bizl за подсказку в будущем я планирую взять лист финской фанеры и зделать вакуумный стол вакуумный насос я уже присмотрел остаётся вопрос денег сейчас полный цейтнот .
- Наверх
#3 OFFLINE TBshnik
Отправлено 03 Декабрь 2010 — 00:20
К теме про фанеру. … Ее ведет …. так что не вариант.
… Ее ведет …. так что не вариант.
- Наверх
#4 OFFLINE ААРХИТЕКТОР
Отправлено 22 Декабрь 2010 — 22:19
День дорый форумчане.
Я новенький поэтому прошу сильно не пинать.
По теме скажу что фанера подойдет лучше чем МДФ или ДСП.
Только советую брать от 15 мм.
Фанера выдерживает большее кол во вкручиваний самореза.
После установки фанеры на станину установить торцевую фрезу
И отфрезеруйте плоскость.
Если лист повело повторите операцию, я так работать пробывал вообщем все нормально.
- Наверх
#5 OFFLINE Bird
Отправлено
12.2010, 20:20″>
К теме про фанеру…. Ее ведет …. так что не вариант.
И МДФ поведет и любую другую. У нас бамбуковые рейки прикручены — тоже повело. Дабы разгрузить — сделали пазы 3 мм на половину толщины. И Вам рекомендую это проделать будь то в фанере или другом материале.
А МДФ действительно не выдержит большого количества вкручиваний. Не ставьте его.
- Наверх
#6 OFFLINE fleshget
Отправлено 22 Январь 2011 — 21:45
У меня такое было, что зааготовка точно по размеру детали, а крепить нужно. Так я шурупы с боков повкручивал, а уже их прижимами к столу.- Наверх
#7 OFFLINE Ganch_er
Отправлено 24 Январь 2011 — 14:37
У меня такое было, что зааготовка точно по размеру детали, а крепить нужно.
Так я шурупы с боков повкручивал, а уже их прижимами к столу.
Когда заготовка в размер детали
- Наверх
#8 OFFLINE brownfox
Отправлено 16 Декабрь 2011 — 22:44
К теме про фанеру…. Ее ведет …. так что не вариант.
Если фанеру ведет, то приходится делать так — см. фото.
Кстати, стол у меня из МДФ, усиленный снизу железными профилями, в крепежные отверстия вставлены снизу мебельные гайки с резьбой М6 — очень удобно оказалось.
- Наверх
#9 OFFLINE -Pashtet-
Отправлено 05 Март 2012 — 14:16
Добрый день.
Порылся в поиске, ничего не нашел.
Подкажите пожалуйста, как можно фиксировать заготовки на рабочем столе — струбцины, какой-нибудь крепёж и т.п.
Ps: ваккумный стол есть, но есть варианты, когда нужно закрепить как-то иначе.
Спасибо.
- Наверх
#10 OFFLINE 3D-BiG
Отправлено 05 Март 2012 — 19:20
Как вариант у деревянщиков: на стол кладется лист МДФ к которому обрабатываемый материал прикручиается шурупами…
- Наверх
#11
OFFLINE
yohooo
Отправлено 05 Март 2012 — 22:24
3.2012, 19:20″>
Как вариант у деревянщиков: на стол кладется лист МДФ к которому обрабатываемый материал прикручиается шурупами…
АГа)
Ну или как вариант изнутри к мдф прикрутить заготовку, а уже мдф присосать\прикрутить струбцинами_)
Ибо не всегда хорошо когда заготовка с лицевой стороны шурупами просверлена_
Ладно когда под краску, там можно и шпаклей мазнуть немного, сверху все равно грунт и эмаль, там и не узнает никто никогда. А вот ежели просто под лак, то там беда_) Только надо быть аккуратней с высотой шурупов, ибо фрезе хана сразу же_
Сообщение отредактировал yohooo: 05 Март 2012 — 22:30
- Наверх
#12 OFFLINE Ganch_er
Отправлено 05 Март 2012 — 23:19
шурупы не обязательно крутить в чистовую деталь, можно снаружи, потом обрезка.
шурупы разместить, чтоб фреза не попала на чертеже можно.
P.S. хорошие фрезы шурупы режут как масло. как-то случайно наехал на шуруп Каленый и фреза диаметр 3мм не сломалась, мне стало интересно, что дальше будет — шуруп был отрезан ровно пополам, фреза после этого ходила еще долго.
- Наверх
#13
OFFLINE
kartinka
Отправлено 06 Март 2012 — 15:32
Ganch_er Где купить такие фрезы которые режут всякие шурупы как масло? а то надоело рассчитывать размеры и положение заготовки на столе, заранее спасибо.
- Наверх
#14 OFFLINE Ganch_er
Отправлено 06 Март 2012 — 17:27
это была случайность и не значит, что шурупы нужно резать, так просто лирика. .. простите если кого ввел в заблуждение.
.. простите если кого ввел в заблуждение.
- Наверх
#15 OFFLINE yohooo
Отправлено 06 Март 2012 — 23:46
шурупы не обязательно крутить в чистовую деталь, можно снаружи, потом обрезка.
шурупы разместить, чтоб фреза не попала на чертеже можно.
P.S. хорошие фрезы шурупы режут как масло. как-то случайно наехал на шуруп Каленый и фреза диаметр 3мм не сломалась, мне стало интересно, что дальше будет — шуруп был отрезан ровно пополам, фреза после этого ходила еще долго.
Снаружи не удобно, ибо если делать обрезку до конца, то деталь выпадает в свободное плавание по столу (прямо под фрезу).
Шурупы размещать можно, но если например это 3д рельеф, где нет такого места которое фреза не должна обрабатывать.
Хорошей фрезой по дереву можно прорезать шуруп. А можно не прорезать и скол сделать. Раз на раз…. Ибо фреза по дереву на то и фреза по дереву, а не по металлу, ибо по дереву_!)
- Наверх
#16 OFFLINE Ganch_er
Отправлено 07 Март 2012 — 01:35
Снаружи не удобно, ибо если делать обрезку до конца, то деталь выпадает в свободное плавание по столу (прямо под фрезу)…
а перемычки?
вобще-то под разные задачи разное крепление, вариантоооов….
сейчас режу детальки из венге, материал дорогой, каждый милиметр на счету.
ширина стенки изделия 8мм, зажать незачто, посажено на двухсторонний скотч, но иногда немного сдвигает при обрезке, пришлось еще прижимать шурупом,
сначала прижимы с внутренней стороны — обрезка снаружи, потом прижимы снаружи — обрезка внутри.
- Наверх
#17 OFFLINE 369852
Отправлено 10 Март 2012 — 00:34
Есть еще такой способ — деталь располагаем вверху заготовки. Саму заготовку крепим по ситуации (вакуум/саморезы). После обработки просто переворачиваем получившуюся деталь и срезаем лишнее. Этот способ подходит для деталей у которых верхняя плоскость параллельна нижней (например мастер-модель фланца).
Еще вариант — «промежуточный» столик с сеткой отверстий. Заготовка кладется на столик и крепится снизу саморезами ч/з отверстия, а уже сам столик крепится струбцинами на станке. Изготовить можно из гетинакса — хорошо обрабатывается и не «ведет». Второй вариант — купить в магазе обычную керамогранитную плитку (обычно 600х600) и насверлить отверстий в ней. Плюс в том, что плитка гарантированно ровная, минус — сверлить отверстия в керамограните долго и печально
Изготовить можно из гетинакса — хорошо обрабатывается и не «ведет». Второй вариант — купить в магазе обычную керамогранитную плитку (обычно 600х600) и насверлить отверстий в ней. Плюс в том, что плитка гарантированно ровная, минус — сверлить отверстия в керамограните долго и печально
- Наверх
#18 OFFLINE Abonent
Отправлено 08 Октябрь 2012 — 12:31
Приветствую уважаемые!
Начинаем мало-по-малу осваивать станок QuickCNC 1325. Разбираться начали с прорезной резьбы. Ну и естественно возникли вопросы.
Подскажите пожалуйста (и по возможности покажите) кто как крепит заготовку? Что подкладывать на стол, чтобы не попортить?
Сейчас ложим фанеру, крепим ее стандартными креплениями к столу, и на нее прикручиваем саморезами доску. Фанера в середине выгибается дугой, к тому же при прорезке фреза поднимет доску.
Фанера в середине выгибается дугой, к тому же при прорезке фреза поднимет доску.
- Наверх
#19 OFFLINE DEDAlex
Отправлено 08 Октябрь 2012 — 12:40
Чтобы подкладка не выгибалась выбирайте сторону так, чтобы стрела прогиба (а фанера практически всегда гнутая) была направлена вниз, т е. чтоб края были приподняты. Можно еще дополнительно нижнюю сторону смочить водой.
Или использовать для жертвенной подкладки МДФ (с ним так же поступать)
А фрезы вы используете спиральные? Вот спиралью и поднимает заготовку. Используйте фрезы с прямой режущей кромкой или с выбросом стружки вниз (обратный наклон спирали). Последняя наоборот прижимает заготовку к столу.
ДАВНО ЖИВУ-ПРИВЫК УЖЕ. ..
..
Самый хороший учитель в жизни — опыт. Берет, правда, дорого, но объясняет доходчиво.
Ничто так не украшает человека, как дружба с собственной головой.
Работать надо не 12 часов, а головой. © Стив Джобс
Только тогда, когда ваши мечты будут сильнее ваших страхов — они начнут сбываться.
Любая достаточно развитая технология неотличима от волшебства (с) Артур Кларк
- Наверх
#20 OFFLINE Abonent
Отправлено 08 Октябрь 2012 — 13:23
Так и ложили фанеру, но при креплении ее по краям середину все равно вытянуло вверх(
Про воду понял — попробуем. МДФ наверное выкрошится, если пару раз в одном месте зарепить саморезом доску.
Фрезы спиральные. Со стружкой вниз конечно верхняя кромка хорошо получается, но для фрезы 3,175 мм максимальная кромка 15 мм, если толщина заготовки 20 мм, то фрезу часто ломает в уголках, видимо потому что скапливается стружка и ее нечем провернуть. Поэтому приходится использовать со стружкой вверх.
Поэтому приходится использовать со стружкой вверх.
Еще такие вопросы: как можно реализовать упоры для крепления на столе нескольких заготовок сразу? Может кто-нибудь покажет фото как делали?
И можно ли сделать пропуск участка обработки по вектору со стороны заготовки, где орнамента не будет? С подъемом фрезы. Это бы решило вопрос упоров…
Спасибо.
- Наверх
Зажимы – зажимы и зажим
Вернуться на главную страницу
вернуться к заготовке
Т-образные пазы
Все традиционные фрезерные станки используют Т-образные пазы по всей длине фрезерного стола для удержания заготовки или какого-либо устройства, которое используется для удержания заготовки. Одним из вариантов является использование резьбовых отверстий, в которые затем можно вставить шпильки. Это может быть полезной альтернативой самодельным удерживающим устройствам, потому что сверление отверстий и нарезание в них резьбы может быть проще, чем фрезерование Т-образных пазов.
Т-образные пазы на фрезерном столе 729
На фотографии выше видно, что область, в которой находятся Т-образные пазы, закрыта, т. е. охлаждающая жидкость на столе задерживается и может быть отведена из сборного резервуара. В этом случае максимальная длина Т-образной гайки ограничена длиной пространства, показанного выше. На небольших фрезерных столах Т-образный паз проходит от одного края стола до противоположного края.
Т-образные гайки и шпильки
Если на фрезерном столе есть Т-образные пазы, то традиционный способ удержания заготовок или устройств, которые могут удерживать заготовки, — использование Т-образных гаек. Они поместятся в Т-образный паз. В них будет резьбовое отверстие, в которое можно будет вставить кусок шпильки или стержень с резьбой на обоих концах.
Т-образная гайка 217
Может использоваться для крепления зажима или болта тисков и т. д. к фрезерному столу.
Гайка должна быть достаточно большой, чтобы в полной мере использовать прочность удерживающего ее металла, но при этом она должна быть достаточно ослаблена, чтобы легко скользить по пазу, даже если на дне гайки осталось небольшое количество стружки. Т-образный паз. Для стола метровой длины гайка должна быть длиной около 30 мм. Для стола длиной около 1/2 метра достаточно прочной гайки длиной около 15 мм.
Т-образный паз. Для стола метровой длины гайка должна быть длиной около 30 мм. Для стола длиной около 1/2 метра достаточно прочной гайки длиной около 15 мм.
Часто резьба на нижней части Т-образной гайки намеренно портится, поэтому шпилька не может пройти до конца.
При покупке полного набора насадок для зажима в него входят специально изготовленные шпильки различной длины. Но любая шиповка будет работать отлично. Обычно используемые шпильки или шпильки должны быть самого большого диаметра из стандартного размера материала, который будет соответствовать пазам на фрезерном столе.
Везде, где используется Т-образная гайка и шпилька, на другом конце будет шайба и гайка.
Т-образную гайку можно установить только с конца Т-образного паза. Однако можно сделать Т-образную гайку в форме ромба. Дело в том, что в одну сторону; его поперечное сечение соответствует Т-образному пазу. С другой стороны, он достаточно узкий, чтобы его можно было поместить в Т-образный паз.
Ромбовидная Т-образная гайка
Ромбовидная Т-образная гайка не может быть затянута так сильно, как обычная Т-образная гайка того же размера. Он не будет работать в круглых Т-образных пазах.
Т-образные гайки легко изготовить. Штифты, как метрические, так и имперские, можно очень дешево купить в большинстве магазинов DIY. Гайки и шайбы очень дешевые. Это ложная экономия – не иметь их в большом количестве под рукой.
Некоторые зажимные приспособления, которые обычно устанавливаются на фрезерном столе, могут иметь прорези, которые слишком малы для установки самых больших болтов, подходящих для фрезерного стола. В этом случае либо прорези на устройстве могут быть фрезерованы для болта большего размера, либо могут использоваться специальные Т-образные гайки, которые должным образом подходят к фрезерному столу, но для которых требуется меньший размер шпильки.
Например, блоки 1-2-3 могут иметь только шпильки диаметром 10 мм, но может быть полезно закрепить их на фрезерном столе с пазами 12 мм.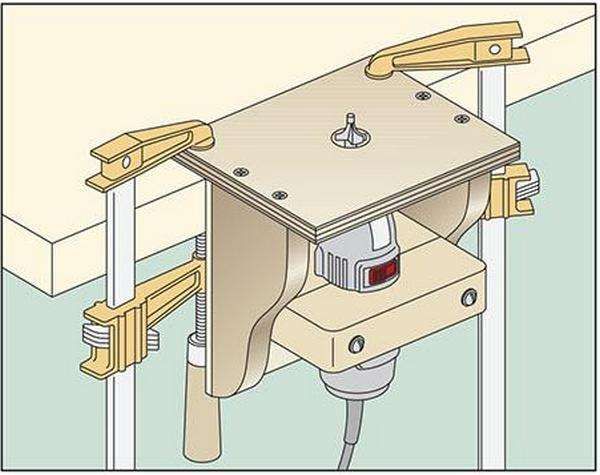 Нужны Т-образные гайки под паз 12 мм, но с резьбой 10 мм.
Нужны Т-образные гайки под паз 12 мм, но с резьбой 10 мм.
Преимущество использования Т-образных гаек и шпилек
Основное преимущество использования Т-образных гаек и шпилек заключается в том, что требуется очень мало Т-образных гаек, а шпильки дешевы и могут быть легко изготовлены любой требуемой длины. Но это означает, что пользователь постоянно перерабатывает Т-образные гайки. Далее будет видно, что очень полезно иметь болты очень определенной длины для крепления некоторых устройств. Кроме того, на некоторых устройствах, таких как зажимы, можно сэкономить много времени, если оставить зажимы с последним использованным болтом. Для этого потребуется много Т-образных гаек.
Иногда полезно использовать отверстия в заготовке, чтобы прикрепить ее к зажимному устройству. В то же время может возникнуть необходимость фрезеровать отверстия в заготовке даже там, где может быть болт. Все это нужно делать, не перемещая заготовку. Одним из преимуществ использования Т-образных гаек и болтов является то, что ими можно зажать заготовку в определенном месте во время фрезерования. После этого можно снять болт, оставив гайку под ним. Можно даже заменить болт позже, используя Т-образную гайку под заготовкой.
После этого можно снять болт, оставив гайку под ним. Можно даже заменить болт позже, используя Т-образную гайку под заготовкой.
Цилиндрические болты – альтернатива Т-образным гайкам
В качестве альтернативы можно изготовить комбинированную тавровую гайку и шпильку, используя скругленный болт, головка которого выточена и отфрезерована для соответствия прорези. Их также можно купить в других размерах, чтобы при необходимости они соответствовали Т-образным пазам любого другого размера.
модифицированный продольный болт 260
Головка сначала поворачивается так, чтобы глубина соответствовала прорези. Затем болт удерживается в блоке с резьбой, который можно затянуть, чтобы удерживать болт.
Приспособление для удерживания ригеля при обработке 237
Это приспособление необходимо затянуть на удивление туго, чтобы болт не сползал во время фрезерования.
С его помощью стороны болта могут быть отфрезерованы по ширине Т-образных пазов.
Также можно просто зачистить стороны квадратной части хвостовика, которая местами может быть немного больше номинальной ширины болта.
Подобные болты также доступны в продаже.
Зажимной болт 624
При отсутствии болтов с шестигранной головкой
Обычно нецелесообразно использовать болты с шестигранными головками, поскольку количество металла под краями паза слишком мало, и это может привести к слишком большой нагрузке на эти края. Это может повредить край Т-образного паза, но может даже просто сломать часть Т-образного паза. Это предотвращает свободное скольжение чего-либо по прорези. Кроме того, в отличие от Т-образной гайки или модифицированного корешкового болта, ничто не мешает ему вращаться в пазу.
Даже если шестигранная головка подходит к Т-образному пазу, длина головки короче Т-образной гайки, поэтому напряжения в Т-образном пазу будут выше.
Усилия на Т-образных пазах
С Т-образной гайкой и шпилькой или с комбинированной гайкой и шпилькой, т. е. с модифицированным квадратным болтом, при его использовании могут возникнуть две возможные ситуации. Во-первых, шпилька проходит через Т-образный паз, а затем через металл, будь то заготовка или удерживающее устройство, окружающее шпильку. Затем идет шайба, за которой следует гайка.
е. с модифицированным квадратным болтом, при его использовании могут возникнуть две возможные ситуации. Во-первых, шпилька проходит через Т-образный паз, а затем через металл, будь то заготовка или удерживающее устройство, окружающее шпильку. Затем идет шайба, за которой следует гайка.
зажим – случай 1 – 522
В этом случае очевидно, что возможное усилие зажима ограничивается не пределом прочности на растяжение материала фрезерного стола, а его пределом прочности на сжатие, который значительно превышает предел прочности на растяжение шпилька. Это тот случай, когда к фрезерному столу крепятся тиски. Его можно затянуть очень туго, не опасаясь что-нибудь сломать. Две защемленные таким образом поверхности можно считать неподвижными.
Вторая ситуация возникает, когда заготовка или зажимное приспособление не окружают шпильку. Это тот случай, когда Т-образная гайка, болт и т. д. используются для удержания зажима. В этом случае сила стремится тянуть край Т-образного паза вверх. Стороны Т-образного паза подвергаются очень большой растягивающей силе. Учитывая, что он, вероятно, сделан из чугуна, а болт сделан из стали, это означает, что есть риск сломать часть Т-образного паза.
Стороны Т-образного паза подвергаются очень большой растягивающей силе. Учитывая, что он, вероятно, сделан из чугуна, а болт сделан из стали, это означает, что есть риск сломать часть Т-образного паза.
Зажим – корпус 2 – 523
В этом случае гайку можно затягивать с умеренным усилием. В некоторых обстоятельствах все, что удерживается таким образом, может быть вынуждено двигаться. Это может произойти, например, если фреза ударится о зажим.
Т-образные пазы под прямым углом
Некоторые устройства, например поворотный стол, могут иметь два набора Т-образных пазов, пересекающихся друг с другом под прямым углом. Легко видеть, что металл на углу двух таких пазов имеет гораздо меньшую прочность, чем на краю одного Т-образного паза. Это подтверждается тем, сколько раз можно увидеть эти углы обломанными.
рис проблема с пересекающимися Т-образными пазами
По возможности постарайтесь не использовать Т-образную гайку на этом этапе.
Использование длинных болтов
По мере того, как болты, используемые для зажима, становятся длиннее, становится возможным скручивание заготовки, чего не происходит, когда болты короткие.
Использование длинных болтов – 508
Длинные болты по-прежнему будут удерживать заготовку. Что необходимо, так это какой-то способ остановить вращение заготовки, который не зависит от этих болтов. Это может быть, например, ограждение или ограждения поверхностей заготовки на уровне поверхности фрезерного стола.
Крепление заготовки к фрезерному столу
Иногда в заготовке имеются отверстия, которые можно использовать для ее болтового крепления к фрезерному столу.
Использование существующего отверстия в заготовке для зажима 48
Если отверстие большое, можно использовать более длинный зажим. Если он очень большой, его можно зажать изнутри отверстия.
Как будет объяснено позже, почти без исключения требуется как минимум два зажима.
Поверхностные зажимы
Если в заготовке нет отверстий, чтобы ее можно было прикрутить к фрезерному столу, альтернативой является зажим.
Поверхностный зажим представляет собой форму рычага.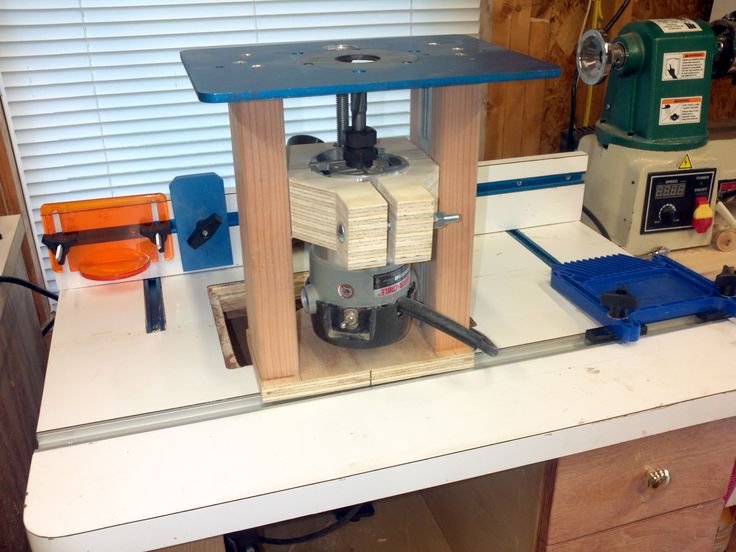 Зажим – это рычаг. Один конец упирается в заготовку. Дальний конец опирается на точку опоры, и сила прикладывается вниз между этими двумя точками. То, как может работать рычаг, приводит к классификации, в которой описанный здесь зажим является представителем третьего класса рычагов
Зажим – это рычаг. Один конец упирается в заготовку. Дальний конец опирается на точку опоры, и сила прикладывается вниз между этими двумя точками. То, как может работать рычаг, приводит к классификации, в которой описанный здесь зажим является представителем третьего класса рычагов
Рис. 212 — третий класс рычагов — 1013
В этом классе рычагов усилие на поверхности заготовки всегда меньше, чем усилие, прилагаемое, т. е. при затяжке болта. По мере того, как болт перемещается вблизи точки опоры, выходное усилие, то есть усилие зажима, резко уменьшается. Поэтому болт всегда размещают как можно ближе к точке, где зажим касается заготовки. Это означает, что зажим обычно зажимает заготовку около одного из ее краев, а болт/шпилька находится как можно ближе к точке зажима.
Там, где зажим касается заготовки, он никогда не должен подниматься вверх по направлению к точке зажима. Этому есть две причины. Во-первых, если он наклонен вверх, то при движении заготовки зажим зажима ослабевает, а потом, конечно, его вообще ничего не держит. Во-вторых, чем меньше угол, тем больше площадь контакта. Конечно, сила, удерживающая заготовку, одинакова на любой площади, поэтому сопротивление боковому скольжению одинаково независимо от площади. Сопротивление вращению больше, но, как будет видно, для его предотвращения используются другие методы. Снижается риск пометить или деформировать заготовку.
Во-вторых, чем меньше угол, тем больше площадь контакта. Конечно, сила, удерживающая заготовку, одинакова на любой площади, поэтому сопротивление боковому скольжению одинаково независимо от площади. Сопротивление вращению больше, но, как будет видно, для его предотвращения используются другие методы. Снижается риск пометить или деформировать заготовку.
Поскольку зажим никогда не должен наклоняться вверх и редко бывает идеально горизонтальным, он должен слегка наклоняться вниз по направлению к заготовке.
Необходимое количество зажимов
В общем, если ничего больше не используется для удержания заготовки, то для предотвращения любого возможного вращения заготовки два зажима или эквивалент являются минимально необходимыми для удержания заготовки при фрезерование. Очевидно, что если оба зажима были зажаты в одной и той же точке, высок риск вращения – как правило, чем дальше друг от друга находятся две точки зажима, тем ниже риск вращения.
Типы зажимов
Зажим может быть плоским или изогнутым. Если она плоская, по указанной выше причине высота точки опоры будет немного выше, чем точка контакта с заготовкой. В качестве альтернативы, если зажим изогнут соответствующим образом, точкой опоры может быть фрезерный стол.
Если она плоская, по указанной выше причине высота точки опоры будет немного выше, чем точка контакта с заготовкой. В качестве альтернативы, если зажим изогнут соответствующим образом, точкой опоры может быть фрезерный стол.
Плоский зажим – 525
Если конец плоского зажима имеет форму, показанную на рисунке, то угол, под которым зажим может воздействовать на заготовку и обеспечивать хороший контакт, значительно увеличивается.
Модифицированный зажим 333
Изогнутые зажимы
Рис. 215 — изогнутый зажим
Если зажимы типа «лебединая шея», то одиночный зажим подойдет для значительной разницы в толщине заготовки. У таких зажимов один конец оказывает давление непосредственно на фрезерный стол. Очень важно, чтобы он имел какие-то средства распределения давления по небольшой площади, чтобы не повредить стол.
768 однокомпонентный хомут 2
Рис. 216 – хомут со средствами распределения давления
Наиболее гибким и экономичным типом зажима является плоский зажим, предназначенный для использования со ступенчатым блоком.
215 зажим со ступенчатым блоком
Ступенчатые блоки можно использовать только с зажимом, имеющим такой же ступенчатый конец.
Если эти хомуты покупаются, они обычно закалены. Если необходимо их обработать, например, для расширения паза, то их можно обработать твердосплавными пластинами.
Альтернативой использованию ступенчатых блоков для регулировки высоты зажима является установка зажима с помощью болта с резьбой, который устанавливает высоту. Болт может быть ввернут или вывинчен из зажима по мере необходимости.
Альтернативный зажим 2 – 560
Обратите внимание, что зажим можно регулировать только с помощью ручки. Достаточную затяжку можно произвести только с помощью гаечного ключа, затягивающего гайку.
Одним из преимуществ этого метода является то, что стержень представляет собой одно целое с зажимом, и его проще установить. Если хомут имеет такой шарнир и, насколько это возможно, удерживается собственным болтом, шайбой и гайкой, то хомут — это всего лишь один компонент, всегда готовый к использованию, не требующий дополнительных усилий.
Обратите внимание, что при использовании встроенного болта важно, чтобы усилие, прилагаемое для зажима, прикладывалось к гайке, а не к шарниру. Это связано с тем, что если поворотный элемент повернется, он может оставить след на столе. Один из способов предотвратить это — сделать нижнюю часть опоры из латуни или бронзы.
Размер зажима
Размер используемого зажима обычно определяется следующим образом. Болт должен быть наибольшего размера, который подходит к Т-образному пазу. Тогда зажим должен быть с самым узким пазом, подходящим для болта. Выбрав это, вторым параметром является длина. Короткие зажимы дают меньший рычаг, но очень часто пространство для более длинных зажимов ограничено. Возможно, компромисс состоит в том, чтобы использовать максимально возможный размер, при условии, что он не станет неудобным.
В домашней мастерской часто требуются Т-образные болты самого большого диаметра, соответствующие Т-образным пазам на столе фрезерного станка. Они вполне подходят для удерживающих устройств, которые крепятся к фрезерному столу. Но если в этих устройствах также есть Т-образные пазы, они будут пропорционально меньше. Это означает, что вряд ли будет достаточно Т-образных гаек и шпилек одного размера, хомутов и т. д. болты и т. д. в отдельных коробках.
Они вполне подходят для удерживающих устройств, которые крепятся к фрезерному столу. Но если в этих устройствах также есть Т-образные пазы, они будут пропорционально меньше. Это означает, что вряд ли будет достаточно Т-образных гаек и шпилек одного размера, хомутов и т. д. болты и т. д. в отдельных коробках.
Сборка хомута
Везде, где болт проходит через хомут и удерживается гайкой, под гайкой должна быть шайба. Это должна быть не какая-то старая шайба, а шайба, которая просто надевается на резьбу, но достаточно большая, чтобы, по крайней мере, покрыть нижнюю часть гайки, но, предпочтительно, ширину хомута. Если прорезь в хомуте значительно больше диаметра болта, то гайка, которая подходит к этому болту, не закроет хомут должным образом. В этом случае следует изготовить и использовать более крупную и толстую шайбу.
Аналогичная ситуация возникает, когда устройство, такое как тиски, прижимается к чему-либо, например к фрезерному столу, где болт намного меньше, чем паз для удержания устройства. В этом случае шайба может скользить в одну сторону паза. Решение этой проблемы состоит в том, чтобы сделать шайбу, которая может находиться только в середине паза, как показано на рисунке.
В этом случае шайба может скользить в одну сторону паза. Решение этой проблемы состоит в том, чтобы сделать шайбу, которая может находиться только в середине паза, как показано на рисунке.
Специальная шайба – 315
Обратите внимание, что скругление верхней части толстой шайбы значительно улучшает внешний вид работы.
Часто бывает так, что болты определенного размера часто используются на хомуте определенного размера. Стоит иметь достаточно Т-образных болтов, чтобы болт можно было держать прикрепленным к зажиму, даже когда вы закончили использовать этот зажим.
Смешанные размеры
Если самые большие болты, которые подходят к фрезерному столу, имеют размер, скажем, 12 мм, иногда может оказаться, что для зажимного приспособления могут использоваться болты только 10 мм. А вот гайки на 10 мм не подходят. Решение состоит в том, чтобы сделать Т-образные гайки, которые подходят к Т-образному пазу, в который входят 12-миллиметровые болты, но с резьбой для 10-миллиметровых шпилек.
струбцины специального назначения
Струбцины необходимы не только для крепления заготовки к столу, но также бывают случаи, когда необходимо закрепить заготовку на поворотном столе или на столе инструментального микроскопа. Бывают случаи, когда такое приспособление, как слесарные тиски, нужно за что-то зажать.
Специальный зажим для слесарных тисков – 207
Вертикальные зажимы
Часто полезно иметь возможность удерживать заготовку так, чтобы ее более широкая сторона была вертикальной. Один из способов — зажать его в тиски. Это будет рассмотрено позже.
Также можно использовать уголки. Они также рассматриваются позже.
Вертикальные зажимы можно изготовить своими руками, используя зажимы инструментальных мастеров.
Вертикальный зажим – 669
На рисунке показаны некоторые имеющиеся в продаже зажимы. Ключевой особенностью является отсутствие высоты.
Вертикальные зажимы 2 – 626
Многие из наиболее необычных удерживающих устройств могут быть полезны, но не очень часто. Поэтому всегда стоит повторно использовать любые биты, которые уже могут быть вокруг. У большинства читателей уже есть множество зажимов для горизонтального зажима. Несложно изготовить деталь, позволяющую использовать «горизонтальные» зажимы в вертикальном положении.
Поэтому всегда стоит повторно использовать любые биты, которые уже могут быть вокруг. У большинства читателей уже есть множество зажимов для горизонтального зажима. Несложно изготовить деталь, позволяющую использовать «горизонтальные» зажимы в вертикальном положении.
Вертикальный зажим 3 – 670
Зажим – практические советы
Поиск болтов, гаек и шайб и установка их на зажим или упор требует времени. Будет обнаружено, что в большинстве случаев хомут используется для необходимой длины болта, обычно в очень ограниченном диапазоне длин. Можно сэкономить много времени, если зажимы достаточно прочно установлены с помощью собственных болтов и т. д.
То же самое относится ко многим приспособлениям, которые будут рассмотрены позже; зажимные болты в большинстве случаев имеют достаточно фиксированный размер.
Иногда для устройства, например, поворотного стола, могут потребоваться болты особой длины. Стоит иметь небольшую коробку со специальными деталями, включая эти болты, которые должны храниться отдельно для использования с этим поворотным столом.
Крепежные болты метрических размеров и различной длины можно купить очень дешево в компании Screwfix. Покупайте самый длинный размер — они стоят немного дороже. Распилите их до нужной длины. Но сделайте их кратными единице длины, скажем, кратными 15 мм. Это облегчает определение их размера.
Обработка с зажимами
Обычно, если два зажима удерживают заготовку, ее можно обрабатывать таким образом. Если один из зажимов теперь находится на пути дальнейшей обработки, то один зажим можно снять и переместить, а затем использовать для зажима заготовки в какой-либо другой точке. При этом важно, чтобы первый зажим был затянут очень туго. Это может показаться очевидным, но удивительно, как часто при этом заготовка достаточно свободно перемещается, хотя бы незначительно. Движение не боковое в каком-либо направлении, а вращательное.
Если необходимо переместить зажим, решение состоит в том, чтобы зажать заготовку более чем двумя зажимами. С тремя и более зажимами заготовка вообще не будет двигаться, даже если перемещается один зажим.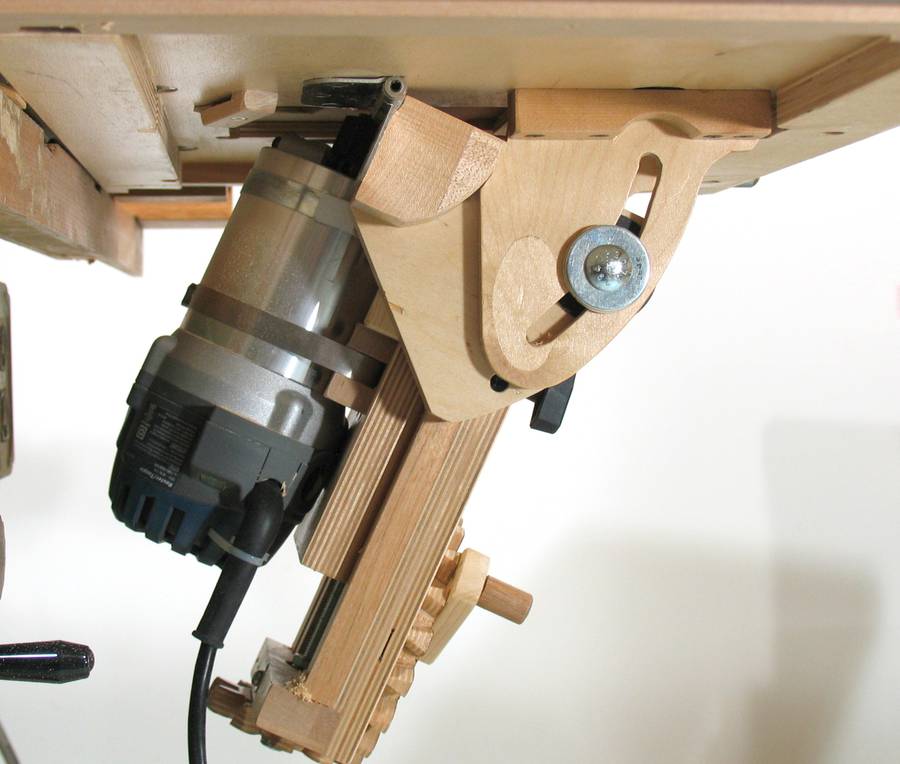
Фрезерование детали, которая будет фрезероваться на две и более детали
Даже если мы начнем фрезерование с одной детали, удерживаемой двумя зажимами, вполне возможно, что к концу работы у нас будет две или более детали. Где должны быть хомуты? Это происходит, когда фрезерный станок используется для резки листового металла или когда из листа вырезается круглая форма.
Самый безопасный метод — зажать обе возможные детали двумя зажимами каждую. Когда они расстанутся, они останутся там же, где и были.
Если одна часть относительно мала, можно позволить ей упасть.
Вероятно, наихудшая ситуация – зажать одну деталь двумя зажимами, а другой – одним зажимом. В этом случае, когда деталь, зажатая одним зажимом, отделяется, она не может отойти, а может вращаться и может быть повреждена фрезой.
Использование лапок
Если заготовку нужно разрезать на две важные части, и невозможно правильно зажать обе эти части, одним из решений является использование лапок.
Это включает в себя выполнение большей части резки, но две части остаются соединенными небольшими выступами. Этих выступов достаточно, чтобы надежно скрепить две части вместе. Например, может быть два выступа толщиной около 1 мм и шириной 10 мм каждый.
По окончании фрезеровки заготовка вынимается, выступы распиливаются, а остатки выступов спиливаются.
Предпочтительное направление удержания/фрезерования заготовок
Как правило, заготовка, длина которой в одну сторону больше, чем в другую, будет удерживаться продольным направлением вдоль фрезерного стола. Это экономит время, поскольку вы не пытаетесь установить его по-другому, а затем обнаруживаете, что для него недостаточно места.
Использование направления x часто имеет другие преимущества по сравнению с направлением y. Часто на него подается питание, и у него могут быть остановки.
Перемещение по оси x всегда больше, чем перемещение по оси y, но всегда существенно меньше длины стола. Полезно разместить на столе два маркера, показывающих пределы, до которых может доходить центр шпинделя. Это избавляет от необходимости подгонять заготовку, а затем обнаружить, что режущий инструмент не может ее достать.
Полезно разместить на столе два маркера, показывающих пределы, до которых может доходить центр шпинделя. Это избавляет от необходимости подгонять заготовку, а затем обнаружить, что режущий инструмент не может ее достать.
Фрезерование на всю глубину заготовки
Часто необходимо фрезеровать отверстие или кромку насквозь по толщине заготовки, закрепленной на столе. Ясно, что мы не хотим помечать таблицу. Самый простой способ обойти это — поднять заготовку, поставив ее на что-нибудь.
Используется для фрезерования краев листового материала, особенно если он длинный и узкий.
Заготовку можно поднимать двумя различными способами:
Параллели
Параллели представляют собой металлические детали, обычно изготавливаемые из закаленной стали. Они квадратные или прямоугольные в сечении. Стороны перпендикулярны друг другу, а противоположные стороны параллельны. Часто они имеют длину около 150 мм, но могут быть как длиннее, так и короче. Они очень точно сделаны парами, поэтому можно предположить, что пара будет идентичной по ширине и глубине, но не обязательно по длине.
Они очень точно сделаны парами, поэтому можно предположить, что пара будет идентичной по ширине и глубине, но не обязательно по длине.
Более крупные могут иметь I-образное поперечное сечение или отверстия.
Иногда концы имеют прямоугольную шлифовку, а иногда нет.
Их можно купить в наборах, состоящих из пар параллелей разной высоты. Они также могут быть домашними. Они все еще полезны, даже если они не закалены. Но если они не закалены, они склонны к образованию вмятин по краям, которые, если их не удалить, ставят под угрозу их точность.
Части быстрорежущей стали часто имеют очень точные размеры и могут также использоваться в качестве параллелей.
Поскольку параллели обычно закалены, если режущий инструмент случайно наткнется на них, режущие кромки, соприкасающиеся с ними, будут испорчены.
Использование дерева под
Дерево очень хорошо подходит для подкладки под обрабатываемую деталь. Он может быть достаточно прочным, чтобы поддерживать заготовку.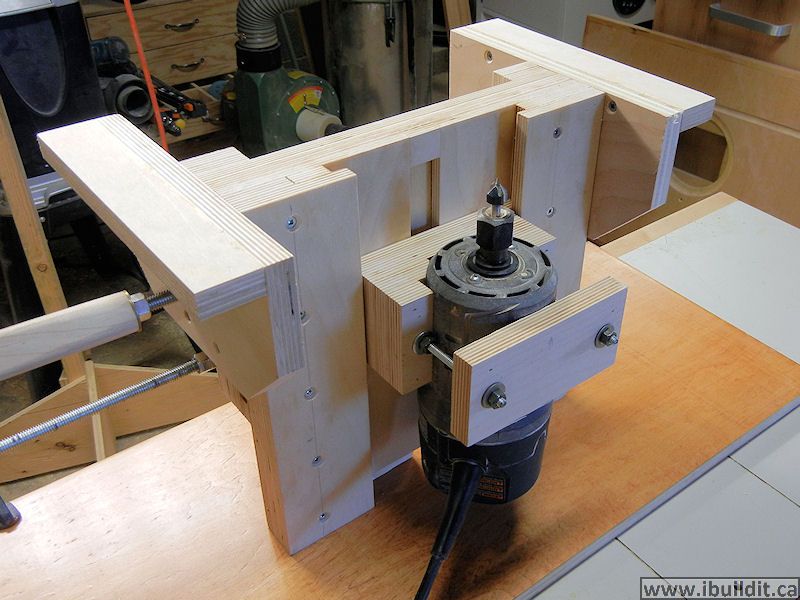 Он дешев и, следовательно, необязателен, поэтому не имеет значения, будет ли он подвергаться механической обработке. Его легко вырезать до нужной формы. Толщина древесины может быть очень точной. Большинство фанеры и МДФ вполне достаточно хороши и дешевы.
Он дешев и, следовательно, необязателен, поэтому не имеет значения, будет ли он подвергаться механической обработке. Его легко вырезать до нужной формы. Толщина древесины может быть очень точной. Большинство фанеры и МДФ вполне достаточно хороши и дешевы.
При использовании дерева под куском тонкого металлического листа, который необходимо фрезеровать, необходимо использовать что-то поверх металлического листа для распределения давления зажимов. В противном случае, если зажимы применяются непосредственно, они могут деформировать лист.
Не оставляйте куски дерева или древесные материалы, такие как МДФ, на столе фрезерного станка при использовании смазочно-охлаждающей жидкости – это может привести к появлению пятен на столе. Если МДФ намокнет и будет оставаться влажным какое-то время, он набухнет.
Заготовка, установленная на параллелях и закрепленная на столе
Если заготовка представляет собой кусок листового материала примерно квадратной формы, становится трудно зажать край обрабатываемого листа. В этом случае край может поддерживаться параллели внизу и другой параллели или куском уголка сверху, а затем зажиматься с обоих концов. Крайне важно, чтобы в месте зажима струбцина воздействовала на параллельную или уголковую деталь, затем на заготовку, а затем на параллельную.
В этом случае край может поддерживаться параллели внизу и другой параллели или куском уголка сверху, а затем зажиматься с обоих концов. Крайне важно, чтобы в месте зажима струбцина воздействовала на параллельную или уголковую деталь, затем на заготовку, а затем на параллельную.
Также можно использовать тонкий кусок дерева между уголком и заготовкой. Это действует как упругое вещество, которое оказывает давление по всему краю. Это полезно для тонкого листа, который может вибрировать при резке.
Если резать тонкий лист с помощью продольной пилы, и он поддерживается только снизу, то лучше резать продольной пилой вниз.
Шарнирно-рычажные зажимы
Шарнирно-рычажные зажимы предназначены для очень быстрого и легкого зажима заготовки вручную без использования какого-либо другого инструмента.
Это может быть очень полезно, когда необходимо максимально эффективно обработать большое количество деталей с помощью приспособления для их удержания. В этом случае желательно, чтобы заготовка вставлялась и вынималась из приспособления как можно быстрее и при этом надежно удерживалась. Стратегия заключается в том, что приспособление удерживает заготовку так, чтобы она могла двигаться только в одном направлении, например, внутрь или наружу сверху, и может делать это только в том случае, если рычажный зажим не применяется.
В этом случае желательно, чтобы заготовка вставлялась и вынималась из приспособления как можно быстрее и при этом надежно удерживалась. Стратегия заключается в том, что приспособление удерживает заготовку так, чтобы она могла двигаться только в одном направлении, например, внутрь или наружу сверху, и может делать это только в том случае, если рычажный зажим не применяется.
Если заготовка удерживается на месте двумя из них только фрезерным столом, это небезопасно. Если бы он удерживался в держателе таким образом, чтобы он мог двигаться только вверх, то, вероятно, одного из удерживающих его вниз было бы достаточно.
Пружинный зажим — 490
Существуют также зажимные зажимы, которые можно использовать для бокового приложения силы.
Нравится:
Нравится Загрузка…
Общие | Монтаж тисков…глупый вопрос | Практик-механик
ScubaSteve65
Пластик
- #1
Всем привет, я выпускник колледжа, хожу на вечерние курсы по механообработке. Изучая основы механической обработки, мой инструктор не прошел процедуру первоначальной настройки или базового обслуживания.
Так что я взял на себя обязательство учиться. У нас есть коленный станок Acer с ЧПУ. Во время поиска здесь, прежде чем сделать этот пост, мне интересно, какова спецификация tq для затягивания тисков к столу с помощью болта и Т-образных гаек, болта с зажимом для пятки / носка (рис. ниже). Просто взглянув на Т-образные пазы, я мог увидеть, где, если сильно затянуть оборудование, это деформирует Т-образный паз в столе. После некоторого поиска я, кажется, нашел несколько случаев, когда это возможно на форуме for.
Изменяется ли этот крутящий момент при использовании станка Haas VMC? Все еще гайка 5/8.
литлероб1
Алмаз
- #2
Чувак, я очень надеюсь, что ты дипломированный специалист по медицинскому образованию.
Вы собираетесь снять резьбу с болта, прежде чем деформировать Т-образные пазы в столе. ЕСЛИ это не половинчатая плита или стол сделан из пластика. Итак, чтобы ответить на ваш вопрос; это будет меньше, чем выход резьбы на болте, но больше, чем плотный.
Р
JRIowa
Алмаз
- #3
Мины немного другие. Я затягиваю достаточно, чтобы тиски не двигались, и недостаточно, чтобы сломать шпильку. Если вам нужен хороший письменный ответ, посмотрите на моменты затяжки болтов или шпилек класса 8.
Если вам нужен хороший письменный ответ, посмотрите на моменты затяжки болтов или шпилек класса 8.
JR
ГрегСИ
Алмаз
- #4
Я затягиваю свои до тех пор, пока они не сорвутся, затем отворачиваю их на четверть оборота.
Ванная L
Алмаз
- #5
Проведите технический анализ нагрузок на Т-образные пазы стола при использовании различных методов крепления.
Если в основании тисков есть отверстия под болты, простейшими креплениями являются болты с шестигранной головкой, закаленные плоские шайбы и Т-образные гайки. Вы также можете использовать шпильки, шестигранные фланцевые гайки, жесткие плоские шайбы и Т-образные гайки. Менее распространены Т-образные болты, шестигранные гайки и жесткие плоские шайбы. Какая бы комбинация ни использовалась, кромка Т-образного паза стола зажимается на сжатие между тисками и Т-образной гайкой, и на кромку не действует изгибающая нагрузка. Таким образом, стол не сломается до того, как выйдет из строя крепеж, при условии, что материал стола нормального качества.
Если тиски имеют выступ сбоку, вам потребуются ступенчатые блоки, ступенчатые зажимы с прорезями, Т-образные гайки, шпильки и комплекты сферических шайб/фланцевых гаек и т.д. В такой системе над Т-образной гайкой нет опоры, поэтому край Т-образного паза стола подвергается изгибающей нагрузке и вполне может выйти из строя до того, как выйдет из строя крепеж. Я видел фрезерные столы с кусками, выбитыми из Т-образных пазов, и решил, что это результат использования шлицевых зажимов и шпилек, таких как обычные зажимные комплекты, продаваемые для использования с фрезерными станками. Я никогда не ломал ни одну из своих фрез, но я учитываю эту возможность, когда использую наборы зажимов.
Я видел фрезерные столы с кусками, выбитыми из Т-образных пазов, и решил, что это результат использования шлицевых зажимов и шпилек, таких как обычные зажимные комплекты, продаваемые для использования с фрезерными станками. Я никогда не ломал ни одну из своих фрез, но я учитываю эту возможность, когда использую наборы зажимов.
Пользуется ли кто-нибудь динамометрическим ключом для крепления стола мельницы? Я знаю, что никогда этого не делал, и у меня есть несколько.
Ларри
термит
Алмаз
- #6
ГрегСИ сказал:
Я затягиваю свои до тех пор, пока они не сорвутся, затем отворачиваю их на четверть оборота.

Нажмите, чтобы развернуть…
Может быть, у меня просто больше ОКР, но эта процедура, кажется, дает более стабильные результаты, если повторять ее дважды, полностью отвинчивать между проходами, обезжиривать крепежные детали и наносить молибденовую пасту перед приложением окончательного крутящего момента.
Во всяком случае, ни одна из моих тисков не продвинулась от мельницы дальше ближайшей стены. Так что это работает достаточно хорошо для меня.
Имейте в виду, у меня ДЕЙСТВИТЕЛЬНО крепкие стены и аккуратная маленькая тележка Vestil, чтобы привезти их обратно, так что…
YMMV
ScubaSteve65
Пластик
- #7
litlerob1 сказал:
Чувак, я действительно надеюсь, что ты дипломированный выпускник МЭ.
Вы собираетесь снять резьбу с болта, прежде чем деформировать Т-образные пазы в столе. ЕСЛИ это не половинчатая плита или стол сделан из пластика. Итак, чтобы ответить на ваш вопрос; это будет меньше, чем выход резьбы на болте, но больше, чем плотный.
Р
Нажмите, чтобы развернуть…
R,
Единственная причина, по которой я спрашивал об этом, заключалась в том, что я прочитал сообщение на этом форуме о деформации Т-образного паза стола из-за чрезмерной затяжки. Поскольку у меня нет опыта в этой области, я предпочитаю осторожность.
Л.
Вэнис сказал:
Проведите технический анализ нагрузок на Т-образные пазы стола с использованием различных методов крепления.
Если в основании тисков есть отверстия под болты, простейшими креплениями являются болты с шестигранной головкой, закаленные плоские шайбы и Т-образные гайки. Вы также можете использовать шпильки, шестигранные фланцевые гайки, жесткие плоские шайбы и Т-образные гайки. Менее распространены Т-образные болты, шестигранные гайки и жесткие плоские шайбы. Какая бы комбинация ни использовалась, кромка Т-образного паза стола зажимается на сжатие между тисками и Т-образной гайкой, и на кромку не действует изгибающая нагрузка. Таким образом, стол не сломается до того, как выйдет из строя крепеж, при условии, что материал стола нормального качества.
Если тиски имеют выступ сбоку, вам потребуются ступенчатые блоки, ступенчатые зажимы с прорезями, Т-образные гайки, шпильки и комплекты сферических шайб/фланцевых гаек и т.
д. В такой системе над Т-образной гайкой нет опоры, поэтому край Т-образного паза стола подвергается изгибающей нагрузке и вполне может выйти из строя до того, как выйдет из строя крепеж. Я видел фрезерные столы с кусками, выбитыми из Т-образных пазов, и решил, что это результат использования шлицевых зажимов и шпилек, таких как обычные зажимные комплекты, продаваемые для использования с фрезерными станками. Я никогда не ломал ни одну из своих фрез, но я учитываю эту возможность, когда использую наборы зажимов.
Пользуется ли кто-нибудь динамометрическим ключом для крепления стола мельницы? Я знаю, что никогда этого не делал, и у меня есть несколько.
Ларри
Нажмите, чтобы развернуть…
У нас есть наборы зажимов для удержания материала. Но то, что вы сказали о пропаже патронов, это то, что мне нужно. Я не знал, ребята, используете ли вы ключи tq для столов или палки tq. Я читал, что некоторые используют гаечные ключи tq для установки тисков или зажимов (например, Mittee Bit) при выполнении производственных циклов для стабильной работы), но опять же не в моей области знаний.
Модельман
Титан
- #8
Я не думаю, что можно повредить стол, закручивая болты через тиски… в конце концов, основание тисков противостоит натяжению болта, и вам придется сдавливать стороны Т-образного паза в слот. Не произойдет, сначала сломается болт/шпилька. Тем не менее, при использовании ленточных хомутов, безусловно, ВОЗМОЖНО потянуть горб в столе, так как точно напротив Т-образной гайки ничего нет. У меня есть старый ЧПУ BOSS, у которого есть эта проблема в одном месте, которую мне нужно очистить на днях.
Деннис
литлероб1
Алмаз
- #9
ScubaSteve65 сказал:
R,
Единственная причина, по которой я спрашивал об этом, заключалась в том, что я прочитал сообщение на этом форуме о деформации Т-образного паза стола из-за чрезмерной затяжки. Поскольку у меня нет опыта в этой области, я предпочитаю осторожность.
Нажмите, чтобы развернуть…
Честно говоря, я все еще хочу знать, является ли это степенью инженера-механика. Со временем все деформируется, но есть миллионы вещей, о которых нужно беспокоиться о плоскостности вашего стола, прежде чем он деформируется из-за чрезмерного затягивания болтов.
Разместите ссылку на эту тему, я бы хотел ее прочитать. Я не помню этого.
Похоже, вам нужно получить несколько камней, прежде чем вы начнете делать что-то еще.
Р
Чувак, ты только что добавил эти картинки, мы говорим об игрушках? Потому что это не резьба 1/2-13 на этих болтах.
термит
Алмаз
- #10
ScubaSteve65 сказал:
R,
Единственная причина, по которой я спрашивал об этом, заключалась в том, что я прочитал сообщение на этом форуме о деформации Т-образного паза стола из-за чрезмерной затяжки. Поскольку у меня нет опыта в этой области, я предпочитаю осторожность.
Нажмите, чтобы развернуть.
..
Осторожность — это хорошо. Хорошо закрепленные тиски — хорошая форма «осторожности».
Износ и повреждения бывают — этого никто не отрицает. Среди способов.
Накопленный урон за очень долгое время. Здесь много старого железа, которое очень долго и упорно использовалось, изнашивается в наиболее часто используемой зоне.
Зажимные болты не всегда были строго выровнены, Т-образные гайки не всегда соответствовали Т-образным гайкам. Некоторые тоже время от времени попадали в тильт — либо случайно, либо специально для какой-то странной установки или чего-то еще. Тиски далеко не единственные товары, украшающие стол фабрики, и не все они подходят к нему должным образом.
Вылетает, конечно, любая мельница, нечего им делать.
Осторожность — это хорошо. Но не ходите по мельнице. Надежно привинтите его, чтобы эта «аварийная» часть не разрушила вашу «осторожность».
ScubaSteve65
Пластик
- #11
litlerob1 сказал:
Честно говоря, я все еще хочу знать, является ли это степенью инженера-механика. Со временем все деформируется, но есть миллионы вещей, о которых нужно беспокоиться о плоскостности вашего стола, прежде чем он деформируется из-за чрезмерного затягивания болтов.
Разместите ссылку на эту тему, я бы хотел ее прочитать. Я не помню этого.
Похоже, вам нужно получить несколько камней, прежде чем вы начнете делать что-то еще.
R
Чувак, ты только что добавил эти картинки, мы говорим об игрушках? Потому что это не резьба 1/2-13 на этих болтах.
Нажмите, чтобы развернуть…
Не вините меня за выбор оборудования, это бюджет округа на образование. Они предназначены для гайки 5/8 T (такие же, как у bridgeport/acer).
Я знаю, что получу пламя и порку за это, но я учусь на 2-м курсе ME Tech в местном колледже. Иметь еще 2 года обучения в области проектирования/дизайна ME. Я знаю, что вы, ребята, ненавидите инженеров за их глупые призывы и иногда мысли. Я видел это сам .. Я понял, лол, так что полегче. Я откопаю, когда вернусь домой, это на моем домашнем компьютере
Ларри Дикман
Титан
- #12
это забавно, я был машинистом, ходил на вечерние курсы по машиностроению. Я не уверен, почему вы использовали зажим на тиски. Просто вставьте шпильку и гайку с фланцем, проходящие через монтажные отверстия. Эй, по крайней мере, ты правильно написал «Визе».
Эй, по крайней мере, ты правильно написал «Визе».
Ответ на ваш вопрос: «Достаточно плотно»
ScubaSteve65
Пластик
- №13
Ларри Дикман сказал:
это забавно, я был машинистом, ходил на вечерние занятия по машиностроению. Я не уверен, почему вы использовали зажим на тиски. Просто вставьте шпильку и гайку с фланцем, проходящие через монтажные отверстия. Эй, по крайней мере, ты правильно написал «Визе».
Ответ на ваш вопрос: «Достаточно туго»
Нажмите, чтобы развернуть.
..
хороший вопрос по используемому оборудованию. Я, честно говоря, не знаю, кроме того, что струбцины уже были на машине, когда я начинал. Так как они уже были там, это то, что я использовал. Я просто снял тиски, чтобы почистить, смазал стол для тисков (чтобы предотвратить ржавчину) и вдавил их обратно. Я не забивал их камнями, потому что не просил. Я, наверное, должен был.
термит
Алмаз
- №14
ScubaSteve65 сказал:
Не обвиняйте меня в выборе оборудования,
Нажмите, чтобы развернуть.
..
Ваше беспокойство не совсем напрасно. Хотя проблема вряд ли в визе.
Часто вокруг находится множество скобяных изделий, которые были сделаны для каких-то других целей — будь то шестигранные гайки в пазе тройника или купленный в магазине специализированный хомут — не предназначенный для этого паза.
Когда такие предметы не имеют такого широкого или длинного фланца, который необходим для соответствия прорезям тройника стола, на которые кто-то их помещает, и/или над ним имеется высокая стойка, действующая как монтировка, повреждение края может произойти прямо прочь.
Похоже, «здравый смысл» и «Эйбол» Mark One предотвратят это.
Нет.
Всегда найдется какой-нибудь оптимист, полагающий, что ОН сможет сойти с рук в сотый раз, потому что первые 99 не ошиблись.
Обычно это верно, когда ему преподают урок, от которого он уклонялся.
Старик Пердун искренне хочет вам ПОМОЧЬ, он в сотый раз признается и объясняет, почему все-таки это была плохая игра, ПОЧЕМУ дерьмо пошло наперекосяк, что искать, делать или не делать — чтобы избегайте повторения этого.
В конце концов, ему не платят комиссию за то, сколько раз ТЫ облажался. Это создает дополнительную работу, останавливает производство, останавливает станок, портит инструменты — или даже сам станок, который ему понадобится на следующий день или неделю.
Хвастовство остальными 99, где они «сошли с рук» — более распространенная ситуация, и хуже, чем бесполезная. Ни на каком рабочем месте нельзя многому научиться у «Владык Совершенства», кроме того, как правильно лгать, не смущаясь за это, когда их поймают.
Ищите тех, кто достаточно расслаблен и уверен в себе, они не ПРОТИВ делиться анализом прошлых ошибок. То много на самом деле НАУЧИЛИСЬ от них, и не нужно бояться критики от тех, кто не может или не хочет.
Любая область человеческой деятельности, кстати, не только ковыряние металлов.
ДМФ_ТомБ
Алмаз
- №15
ScubaSteve65 сказал:
Привет всем, я выпускник колледжа, хожу на вечерние курсы по механической обработке. Изучая основы механической обработки, мой инструктор не прошел процедуру первоначальной настройки или базового обслуживания.
Итак, я взял на себя обязательство учиться. У нас есть коленный станок Acer с ЧПУ. Во время поиска здесь, прежде чем сделать этот пост, мне интересно, какова спецификация tq для затягивания тисков к столу с помощью болта и Т-образных гаек, болта с зажимом для пятки / носка (рис. ниже). Просто взглянув на Т-образные пазы, я мог увидеть, где, если сильно затянуть оборудование, это деформирует Т-образный паз в столе. После некоторого поиска я, кажется, нашел несколько случаев, когда это возможно на форуме for.
Изменяется ли этот крутящий момент при использовании станка Haas VMC? Все еще гайка 5/8.

Нажмите, чтобы развернуть…
.
.
используйте шестигранный ключ нормальной длины или торцевой ключ на 1/2″. ударный гайковерт для болтов от 1/2 до 5/8, так как замена крепления обычно занимает всего несколько минут. Теоретически 10-минутная замена штампов — это метод настройки, который многие пытаются использовать. некоторые парни бьют по гаечному ключу большим ударным молотком для большей жесткости. вероятно, это связано с гораздо большей машиной, имеющей дело с силами от 1 до 10 тонн. приспособление или тиски ослабляют это не хорошо.
Мичиганбак
Алмаз
- №16
Очень часто стандартная длина ключа и ощущение пружины являются простым калибром для большинства операций со сталью.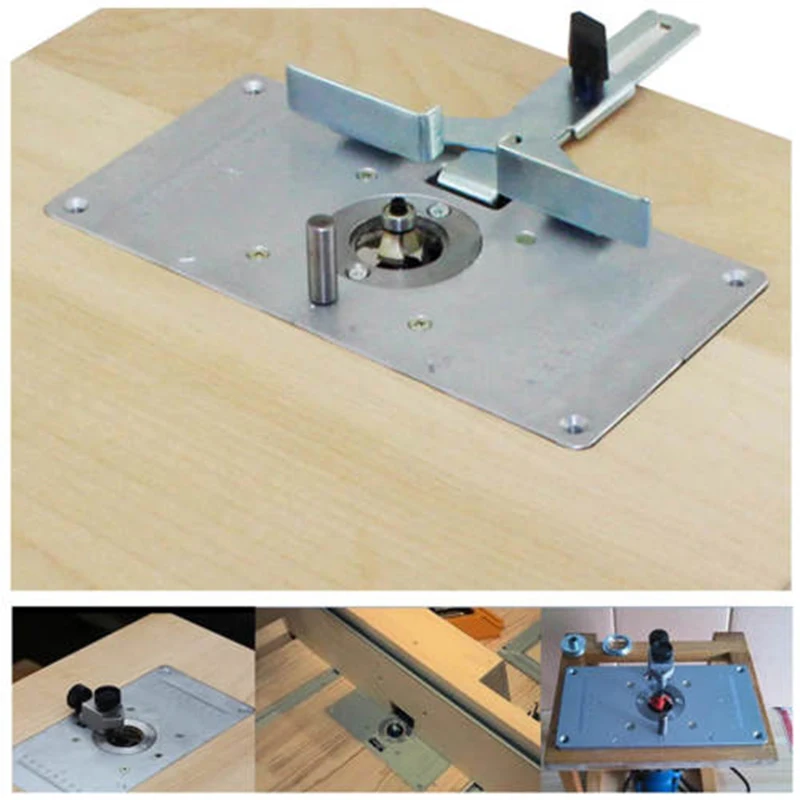 Удлиненные ключи предназначены для разборки, а не затягивания. Труба или помощник могут сломать вещи. Вещи из алюминия и других материалов требуют некоторого размышления.
Удлиненные ключи предназначены для разборки, а не затягивания. Труба или помощник могут сломать вещи. Вещи из алюминия и других материалов требуют некоторого размышления.
Дэнни ВанВорн
Титан
- # 17
Я довольно туго затягивал некоторые из этих Т-образных болтов и ни разу не сломал прорезь в столе, говоря о гаечном ключе длиной в полтора фута, который я мог предложить.
Мне кажется, что эти выбитые секции на некоторых машинах происходят из-за того, что неосведомленный наладчик слишком долго затягивал болты с помощью Т-образных гаек, и болт попал в дно паза? Он действует как винтовой пресс и поднимает Т-образную гайку, в результате чего отломившиеся куски лежат на столе. Гайки T продаются двумя способами; через многопоточный и только частичный полный поток, чтобы застраховаться от этого сценария. Если вы обратите внимание, вы поймете, что я говорю о двух разных вещах, Т-образных гайках и Т-образных болтах.
Гайки T продаются двумя способами; через многопоточный и только частичный полный поток, чтобы застраховаться от этого сценария. Если вы обратите внимание, вы поймете, что я говорю о двух разных вещах, Т-образных гайках и Т-образных болтах.
Дан
ДМФ_ТомБ
Алмаз
- # 18
Ударный гайковерт 1/2 дюйма застегивается на молнию и готово
ДМФ_ТомБ
Алмаз
- # 19
Мичиганбак сказал:
Очень часто стандартная длина ключа и ощущение пружины являются простым калибром для большинства операций со сталью. Удлиненные ключи предназначены для разборки, а не затягивания. Труба или помощник могут сломать вещи. Вещи из алюминия и других материалов требуют некоторого размышления.
Нажмите, чтобы развернуть…
.
.
достал дело с машиной л.с. большая машина, которую вы научитесь делать очень жесткой. у меня что-то разболталось, и это нехорошо
.
иногда используйте стопорные шайбы и/или двойные гайки, чтобы материал не расшатывался от вибрации