alexxlab
alexxlab Класс арматуры: современные и устаревшие маркировки
У покупателей станков для гибки арматуры, существует серьезная проблема: отсутствие четкого представления о том, с каким именно материалом предстоит работать.
В результате общения с покупателями мы сделали весьма неутешительный вывод — большинство людей, в лучшем случае, имеет представление о диаметре арматуры. Они искренне считают, что исключительно этим параметром определяются различия в видах материала. Но это не так! Как и все прочие строительные материалы, арматура классифицируется в соответствии с задачами, которые призвана выполнять.
Арматурная сталь классифицируется по нескольким параметрам:
- химический состав;
- технологии изготовления;
- условия применения;
- характер профиля и другие.
Международные обозначения классов арматуры
Они были введены относительно недавно, по просьбе металлургических комбинатов. Этот шаг был предпринят с целью выхода их продукции за рубеж.
Этот шаг был предпринят с целью выхода их продукции за рубеж.
На сегодняшний день в нашей стране существуют две параллельные классификации обозначения одной и той же арматуры.
Для удобства арматуру обозначают сразу двумя маркировками
Например, это может выглядеть так: «А-I (А240)».
Вышеприведённое обозначение является сочетанием двух систем:
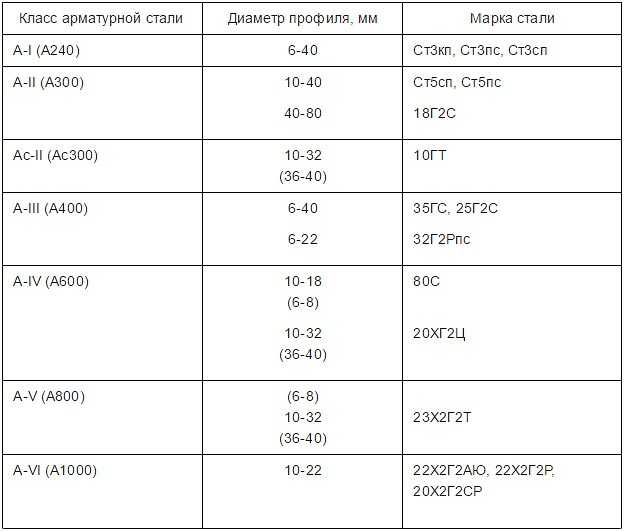
- устаревшей (еще советской) – А-I, А-II, А-III, А-IV4, А-V, А-VI;
- современной — А240, А300, А400, А500, А600, А800, А1000.
Так же арматура может обозначаться дополнительными символами:
- «Ат» — термообработанная (например, Ат400).
- «С» — свариваемая (например, А500С).
- «К» — коррозиеустойчивая (например А600К).
Как видите, литера «А» сохраняется всегда. Изменяются числовые обозначения: чем число (предел текучести) больше, тем выше класс арматуры.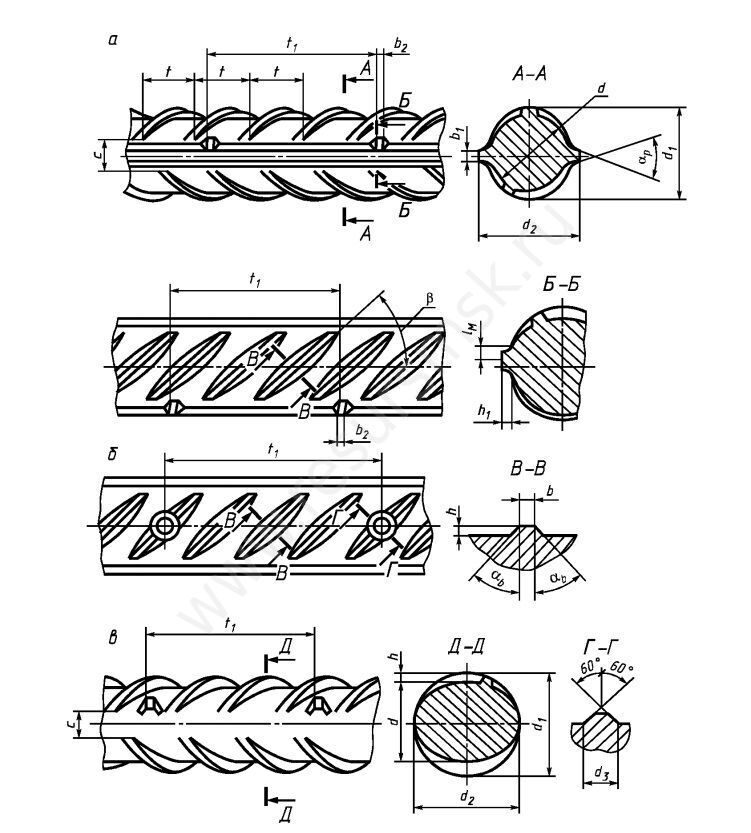
Например:
- А240 (А-I) — это гладкие холоднокатанные стержни;
- A400 (А-III) — это рифленые горячекатаные стержни, обеспечивающие лучшее сцепление с бетонами, выдерживающие значительные нагрузки.
На сегодняшний день наибольшей популярностью в отечественном строительстве пользуется арматура класса A400 (А – III).
Подвид арматуры, маркируемый ВР и Вр – I
Это арматурная проволока диаметром 3-5 мм гладкого и периодического профиля.
Таблица современных и устаревших обозначений классов арматур
| A240 | A-I |
| A300 | A-II |
| А400 | А-III |
| А600 | А-IV |
| А800 | А-V |
| А1000 | А-VI |
А500 – это свежий класс, введенный в 1993 г.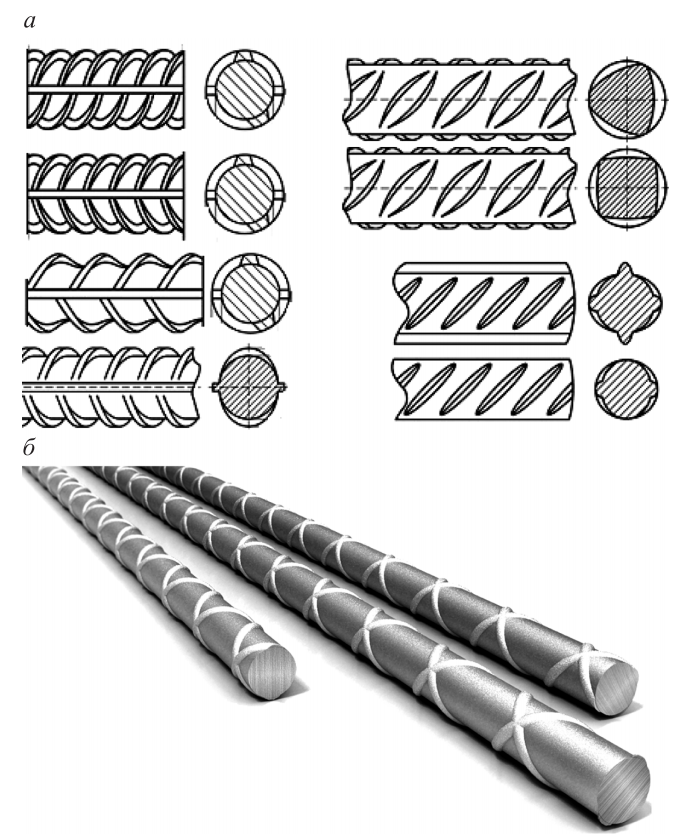 Он не успел получить устаревшую маркировку, но практически полностью повторяет показатели А400 (А-III).
Он не успел получить устаревшую маркировку, но практически полностью повторяет показатели А400 (А-III).
Как определить класс арматуры
Сделать это несложно – достаточно внимательно изучить надписи на ярлыке. На каждом мотке арматуры должен присутствовать ярлык с информацией о производителе, классе арматуры, номера партии, длины стержней и др.
Мотки или концы связок арматуры окрашиваются краской (на тот случай, если при перевозке ярлык теряется).
Соответствие цвета классу арматуры:
- белый — Ат 400 С;
- белый и синий – Ат 500 С;
- желтый – Ат 600;
- желтый и белый – Ат 600 С;
- желтый и красный – Ат 600 К;
- зеленый – Ат 800;
- зеленый и красный – Ат 800 К;
- синий – Ат 1000;
- синий и красный — Ат 1000 К;
- черный – Ат 1200.
Красной краской окрашиваются нетермообработанные концы.
Вам не обязательно запоминать классификацию арматуры наизусть. Однако перед тем как купить станок для арматуры, определитесь, с каким видом материала ему предстоит работать. Обязательно сообщите об этом менеджеру, который поможет вам сделать правильный выбор.
Классы арматуры — Арматурные работы
Автор Admin На чтение 6 мин. Опубликовано
По основной классификации арматура делится на 6 классов: А1, А2, А3, А4, А5, А6, данная классификация основывается на механических свойствах арматуры, основополагающим из которых является прочност, чем выше класс арматуры, тем прочнее изделие.
Самый первый класс арматуры А1 является горячекатаным гладким. Остальные пять классов (А2, А3, А4, А5, А6) являются горячекатаной стержневой арматурой с периодическим профилем.
Горячекатаную стержневую арматуру с целью ее упрочнения можно подвергнуть после проката термомеханической обработке.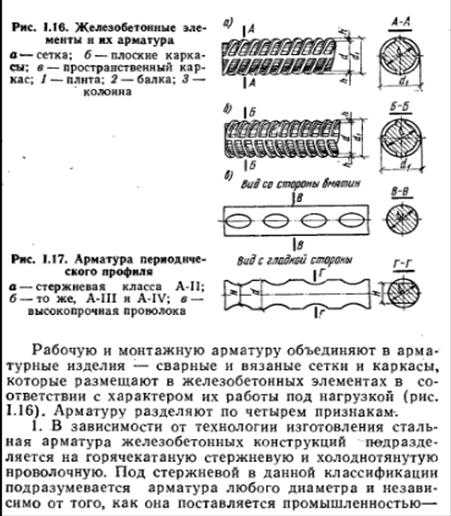 Классы термически упрочненной арматуры подразделяют на классы: Ат-3, Ат-4, Aт-5, Aт-6, Aт-7. Механические свойства стержневой арматуры класса А приведены в табл. 1.
Классы термически упрочненной арматуры подразделяют на классы: Ат-3, Ат-4, Aт-5, Aт-6, Aт-7. Механические свойства стержневой арматуры класса А приведены в табл. 1.
| Классы арматуры | Номинальный диаметр стержня, не менее, мм | Временное сопротивление, не менее, МПа | Предел текучести, не менее, МП а | Относительное удлинение при разрыве, не менее, % | Угол загиба в холодном состоянии при толщине оправкн С |
| A-1 | 6—40 | 380 | 240 | 25 | 180o, C=0,5d |
| А-2 | 10—80 | 500 | 300 | 19 | 180o, C=3d |
| А-3 | 6—40 | 600 | 400 | 14 | 90o, C=5d |
| A-4 | 10—22 | 900 | 600 | 6 | 45o, C=5d |
| A-5 | 10—22 | 1050 | 800 | 7 | 45o, C=5d |
| Aт-4 | 10—40 | 900 | 600 | 8 | 45o, C=5d |
| Aт-5 | 10—40 | 1000 | 800 | 7 | 45o, C=5d |
| Aт-6 | 10—22 | 1200 | 1000 | 6 | 45o, C=5d |
| Aт-7 | 10—32 | 1400 | 1200 | 5 | 45o, C=5d |
Примечания:
- Для термически упрочненной стали Ат приведен условный предел текучести.

- Угол загиба — это изменение направления оси некоторого участка арматурного стержня относительно первоначального. Оправка представляет собой приспособление, вокруг которого производится загиб образца арматурного стержня.
- d — диаметр испытуемого образца.
Классы арматуры А-2 и A-3, подвергнутые после проката упрочнению вытяжкой в холодном состоянии, имеют классы А-2в, А-3в. Стали с повышенной пластичностью по сравнению со сталью А-2 присвоен класс Ас-2.
Содержание
- Особенности использования арматуры разных классов
- Проволочная арматура
- Арматурные стальные канаты
Стержневую арматуру класса A-1 применяют для обычной (ненапрягаемой) арматуры. В основном арматуру этого класса используют в качестве монтажной, конструктивной и рабочей (поперечной). Свариваемость арматурной стали A-1 хорошая. Углеродистые стали ВСтЗпс2, ВСтЗсп2 и низколегированную сталь 10ГТ используют для изготовления петель железобетонных изделий, так как они должны изготавливаться из стали с повышенным значением относительного удлинения при растяжении, высокой ударной вязкостью и хорошей способностью к изгибу в холодном состоянии. При температуре воздуха ниже — 40 oС арматурная сталь марки ВСтЗпс2 для изготовления монтажных петель не применяется.
При температуре воздуха ниже — 40 oС арматурная сталь марки ВСтЗпс2 для изготовления монтажных петель не применяется.
Стержневую арматуру из стали класса А-2 применяют там же, где и арматуру класса A-1, кроме стали марки Ст5 диаметром более 32 мм, которая при сварке увеличивает хрупкость сварного соединения.
Ненапрягаемую арматуру классов A-1 и А-2 рекомендуется применять для сварки сеток и каркасов. Арматуру из стали класса A-3 широко используют в качестве рабочей арматуры при производстве обычных железобетонных конструкций. Свариваемость стали хорошая, кроме марки 35ГС.
Арматура диаметром 6—10 мм идет на изготовление сварных каркасов и сеток как плоских, так и рулонных. Стержневую арматуру из стали класса A-4 в основном используют в качестве напрягаемой арматуры, но можно применять ее и как обычную, подобно арматуре класса А-3. Свариваемость стали класса A-4 считается вполне удовлетворительной, хотя и несколько хуже, чем стали A-3. Поэтому стыковка стержней стали класса A-4 может осуществляться по способу так называемой «обжатой обоймы».
В обозначении классов термомеханически и термически упрочненных сталей с повышенной стойкостью против коррозионного растрескивания добавляется буква «К», например Ат-4K. Свариваемые стали этого же класса имеют индекс «С» (Ат-5C), а стали, обладающие одновременно свойством свариваемости и стойкости против коррозионного растрескивания — «СК» (Aт-5CK). По рекомендации НИИЖБ для предварительно напряженных железобетонных конструкций длиной от 12 м в качестве напрягаемой арматуры следует применять сталь классов Ат-5, Aт-6, Aт-4 (марок 80С), Ат-4K, Aт-5CK и Aт-6K. Допускается также для этих же целей и условий горячекатаная сталь классов А-5, A-6 и А-3в. Причем арматуру класса А-3 в следует подвергать двойному контролю при упрочнении: по удлинению и напряжению.
Горячекатаную сталь классов А-5 и A-6 следует использовать в качестве напрягаемой арматуры в длинномерных конструкциях пролетом свыше 12 м. Для стержней, которые стыкуются по длине путем сварки (или же к ним по длине приваривают закладные детали и анкеры) допускается применять сталь классов A-4 марки 20ХГ2Ц, A-5 марки 23Х2Г2Т и A-6 марок 22Х2Г2АЮ и 22Х2Г2Р.
В предварительно напряженных железобетонных конструкциях, эксплуатируемых в агрессивных средах, изготовленных из шлакопемзобетона или на основе шлакопортландцемеита, следует применять арматурную сталь, стойкую против коррозионного растрескивания, классов Ат-4K, Aт-5CK и Aт-6K. Необходимо помнить, что резать стержни арматурной стали классов А-3, Ат-3С, Ат-4, Aт-4C, Aт-4K, A-5, Aт-5, Aт-5CK, A-6, Ат-6 и Ат-6K следует в холодном состоянии, то есть на станках с помощью ножниц.
Проволочная арматура
Проволочная арматура подразделяют на круглую (гладкую) обыкновенную класса B-1, периодического профиля класса Вр-1 (ГОСТ 6727—80) и высокопрочную класса В-2 и периодического профиля классов Вр-2 (ГОСТ 7348—81), (табл. 2 и 3).
Номинальный диаметр проволоки. мм мм |
Разрывное усилие Р, гН,нe менее | Число перегибов, не менее | Относительное удлинение, % | |
| класса В-1 | класса Вр-1 | |||
| 3,0 | 30 | 4 | 4 | 2,0 |
| 4,0 | 68 | 4 | 4 | 2,5 |
| 5,0 | 104 | 7 | 4 | 3,0 |
Проволоку класса В-1 с номинальным диаметром 3,0; 4,0; 5,0 мм применяют в качестве ненапрягаемой арматуры в основном для изготовления арматурных сеток и каркасов как сварных, так и вязаных, высотой до 400 мм. Свариваемость проволоки хорошая. Проволоку холоднотянутую отпущенную из углеродистой стали круглую класса В-2 и периодического профиля класса Вр-2 с номинальным диаметром 3,0; 4,0; 5,0; 6,0; 7,0; 8,0 мм используют для армирования предварительно напряженных железобетонных конструкций. Так как арматурная проволока классов В-2 и Вр-2 подвергается низкотемпературному отпуску, то эту арматурную проволоку не сваривают.
| Номинальный диаметр, мм | Разрывное усилие, Н | Усилие, соответствующее условному пределу текучести, Н | Число перегибов на 180 градусов при диаметре валиков 30мм | Относительное удлинение после разрыва, % | Разрывное усилие, Н | Усилие, соответствующее условному пределу текучести, Н | Число перегибов на 180 градусов при диаметре валиков 30мм | Относительное удлинение после разрыва, % |
| арматурная проволока класса В-2 | арматурная проволока класса Вр-2 | |||||||
| 3,0 | 13 130 | 10510 | 9 | 4 | 12 810 | 8 | 10 250 | 4 |
| 4,0 | 22 150 | 17 720 | 7 | 4 | 21540 | 6 | 17 230 | 4 |
| 5,0 | 32 730 | 26 190 | 5 | 4 | 30 800 | 3 | 24 627 | 4 |
| 6,0 | 44 300 | 35 440 | — | 5 | 41 600 | — | 33 300 | 5 |
| 7,0 | 56 550 | 45 200 | — | 6 | 52 800 | — | 42 300 | 6 |
| 8,0 | 68 890 | 55110 | — | 6 | 64 100 | — | 51 300 | 6 |
Арматурные стальные канаты
Нераскручивающиеся арматурные стальные спиральные канаты употребляют в качестве напрягаемой арматуры для изготовления предварительно напряженных железобетонных конструкций. Канаты бывают однопрядные и двухпрядные из 7-ми и 19-ти проволочных нитей (ГОСТ 13840—68*). Основные механические свойства арматурных канатов приведены в табл. 4. Для изготовления арматурных канатов применяют стальную проволоку круглого сечения (ГОСТ 7372—79*). Проволока может быть без покрытия и оцннкования. По временному сопротивлению проволока делится на 14 маркировочных групп от 107 до 2352 МПа.
Канаты бывают однопрядные и двухпрядные из 7-ми и 19-ти проволочных нитей (ГОСТ 13840—68*). Основные механические свойства арматурных канатов приведены в табл. 4. Для изготовления арматурных канатов применяют стальную проволоку круглого сечения (ГОСТ 7372—79*). Проволока может быть без покрытия и оцннкования. По временному сопротивлению проволока делится на 14 маркировочных групп от 107 до 2352 МПа.
| Условный диаметр каната, мм | Относительное удлинение перед разрывом, % | Временное сопротивление, МПа, не менее | Условный предел текучестн МПа, не менее | ||
| с государственным знаком качества | 1 категории | с государственный знаком качества | 1 категории | ||
| 4,5 | 3 | 19,0 | 19,0 | 16,2 | 15,2 |
| 6,0 | 3 | 18,5 | 18,5 | 15,7 | 14,8 |
| 7,5 | 4 | 18,0 | 18,0 | 15,3 | 14,4 |
| 9,0 | 4 | 18,0 | 17,5 | 15,3 | 14,0 |
| 12,0 | 4 | 17,5 | 17,0 | 14,8 | 13,6 |
| 15,0 | 4 | 17,0 | 16,5 | 14,2 | 13,2 |
Калькулятор длины развертывания арматуры в соответствии с ACI 318
Калькулятор длины развертывания арматуры в соответствии с ACI 318 Перейти к содержимомуКатегории Железобетон, веб-расчеты
Удобный онлайн-инструмент для быстрого вычисления длины развертывания арматуры в соответствии с кодом ACI в метрических единицах СИ.

от CCStruct
Этот онлайн-инструмент позволяет рассчитать длину развития растяжения и сжатия деформированного арматурного стержня.
Ввод:
Метрические единицы СИ Стандартные единицы США
Диаметр стержня (мм)
f’c (МПа)
fy (МПа)
Тип бетона:
Нормальный вес3
Легкий вес 90
Горизонтальный стержень со свежим бетоном толщиной более
300 мм под нимВсе остальные типы положения арматуры
Покрытие арматуры:
Без покрытия С эпоксидным покрытием (покрытие <3db или s<6db) С эпоксидным покрытием (все остальные типы)
Расстояние и покрытие удовлетворяют:
Расстояние между стержнями или проволоками в свету не менее db , прозрачное покрытие не менее db , а также хомуты или связи по всей длине ld не менее кодового минимума
Расстояние между стержнями или проволоками не менее кодового минимума
менее 2 db и прозрачное покрытие не менее db
Все остальные случаи
cb (мм)
Меньшее из расстояний от центра арматурного стержня до ближайшего центра бетонной поверхности или половина межцентровое расстояние между разрабатываемыми стержнями
Ktr
40(Atr/sn), условно можно принять за 0
Расстояние между стержнями или проводами в свету не менее 2 db и чистое покрытие не менее db
Все остальные случаи
Результат:
Длина натяжного анкера:
Ld = 0,00 x db
Ld = 0,00 мм
Длина соединения внахлестку на растяжение:
L = 0,00 x db (соединение класса B 01) для соединения 90,030 L мм
, используйте то же, что и длина анкеровки.
Длина развития сжатия:
LD = 0,00 x DB
LD = 0,00 мм
Сжатие сплайсинга длина сплайсинга:
L = 0,00 x дБ
л = 0,00 мм
Используемые управляющие факторы:
√ (f’cc. ) = 0,00 МПа
λ = 1,00
ψt = 1,00
ψE = 1,00
ψt ψE = 1,00
ψS = N.A.
(CB + KTR)/DB = N.A.
Стандартная длина развития:
.
Ldh = 0,00 x db
Ldh = 0,00 мм
r = 0,00 x db = 0,00 мм
C = 0,00 мм
EXT = 0,00 мм
H = 0,00 мм
180 ° Стандартный крюк
LDH = 0,00 x DB
LDH = 0,00 мм
R = 0,00 x DB = 0,00 мм
C = 0,00 мм
EXT = экст. 0,00 мм
h = 0,00 мм
Исходная информация:
Описание
Длина развертывания арматурного стержня — это наименьшая длина заделки, необходимая для достижения арматурным стержнем полного предела текучести в бетоне. Эта длина определяется прочностью бетона и пределом текучести арматурного стержня. Как правило, если бетон слабее или арматурный стержень имеет более высокий предел текучести, потребуется большая длина разработки, и наоборот. Другие факторы, такие как тип покрытия арматурного стержня, расстояние, ограничение и положение арматурного стержня, также влияют на определение длины разработки.
Как правило, если бетон слабее или арматурный стержень имеет более высокий предел текучести, потребуется большая длина разработки, и наоборот. Другие факторы, такие как тип покрытия арматурного стержня, расстояние, ограничение и положение арматурного стержня, также влияют на определение длины разработки.
Формулы длины разработки, используемые в этом онлайн-инструменте расчета, основаны на положениях ACI 318-14. Эти формулы не сильно изменились по сравнению с более ранними версиями кода, такими как ACI 318-11 или ACI-318-08, поэтому рассчитанные выходные значения совместимы со старыми кодами.
Длина развития растяжения: упрощенный метод
В этом методе используется раздел 25.4.2.2 ACI 318-14 или раздел 12.2.2 ACI 318-11 или более ранней версии. Кодекс рассматривает распространенные случаи строительства.
ACI 318M-14, таблица 25.4.2.2или ACI 318M-11, таблица 12.2.2
В этом положении признается, что во многих текущих практических случаях строительства используются значения зазоров и покрытия наряду с ограничивающей арматурой, такой как хомуты или связи, что приводит к значение (кб + Ктр)/дб не менее 1,5.
Выдержка из ACI 318M-14 R25.4.2.2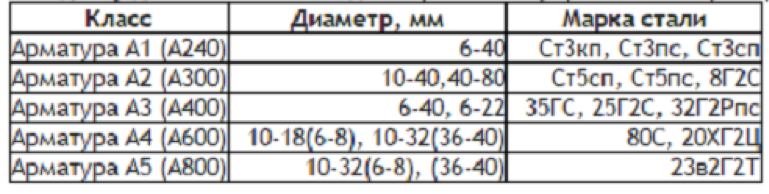
Длина развития растяжения: подробный метод
В этом методе используется раздел 25.4.2.3 ACI 318-14 или раздел 12.2.3 ACI 318-11 или более ранней версии. Во многих ситуациях можно получить меньшую длину развития растяжения, используя детальный метод.
ACI 318M-14, уравнение 25.4.2.3aили ACI 318M-11, уравнение 12-1
В любом из методов минимальная длина развертывания должна быть не менее 300 мм.
Длина развития сжатия
Длина развития сжатия рассчитывается с использованием Раздела 25.4.9 ACI 318-14 или Раздела 12.3 ACI 318-11 или более ранней версии.
ACI 318M-14, уравнение 25.4.3.1или ACI 318M-11, уравнение 12-1
Минимальная длина развития сжатия должна быть не менее 200 мм. Для совместимости со старыми кодами ACI, Ψr принимается за 1,0. Этот коэффициент относится к удержанию арматурного стержня и может быть принят как 0,75 при соблюдении определенных условий, установленных в таблице 25. 4.9.3 ACI 318-14 (например, если используются спиральные связи).
4.9.3 ACI 318-14 (например, если используются спиральные связи).
Длина соединения внахлест при растяжении
Строго говоря, длина развития растяжения относится к длине анкеровки , необходимой для достижения полного предела текучести арматурного стержня, залитого в бетон. С другой стороны, длина соединения — это длина, необходимая для полной передачи усилия от одного стержня к соседнему стержню.
Для соединений внахлестку класса А необходимая длина натяжения внахлест равна длине развития натяжения (длине анкеровки). Чтобы классифицировать круг как класс А, он должен соответствовать обременительным условиям, указанным в таблице ниже.
ACI 318M-14, таблица 25.5.2.1или ACI 318M-11, таблица R12.15.2
В наиболее распространенных случаях натяжной нахлест считается классом B. В этом случае необходимая длина соединения внахлестку составляет 1,3 x длина развертывания но не менее 300 мм.
Компрессионное соединение внахлестку, длина
Длина компрессионного соединения внахлестку зависит от следующих условий:
ACI 318M-14 Раздел 25.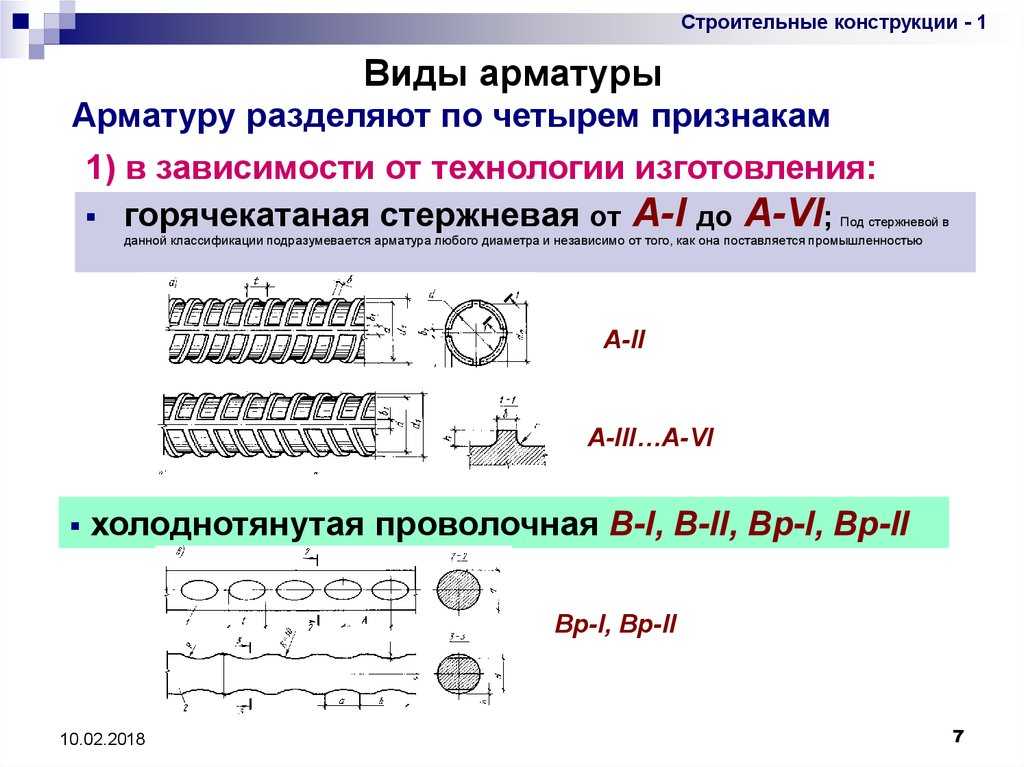 5.5.1
5.5.1 или ACI 318M-11 Раздел 12.16.1
Минимальная длина компрессионного соединения внахлест составляет 200 мм.
Притирочные стержни разного диаметра
Если притирочные стержни имеют разные диаметры, длина соединения внахлестку принимается как большее из значений длины развертывания большего стержня или длины стыка меньшего стержня. Как правило, стержни диаметром более 36 мм не должны притираться (есть исключения, см. код).
Эти правила применяются к расчету длины нахлеста как при растяжении, так и при сжатии.
Коэффициенты длины разработки
Следующие коэффициенты (поправочные коэффициенты) применимы для определения длины разработки.
Выдержка из таблицы 25.4.2.4 ACI 318M-14Модифицирующие факторы для развития деформированных стержней и деформированных проволок при растяжении
Разработка стандартных крюков при растяжении
9Стандартный крюк с углом 0° или 180°, позволяющий арматурному стержню развить полную прочность при растяжении. ACI 318-14 определяет минимальную геометрию для стандартных крючков. Выдержка из таблицы 25.3.1 ACI 318M-14
ACI 318-14 определяет минимальную геометрию для стандартных крючков. Выдержка из таблицы 25.3.1 ACI 318M-14 Стандартная геометрия крюка для разработки деформированных стержней при растяжении
Длина разработки рассчитывается из максимального значения:
ACI 318M-14 Раздел 25.4.3.1или ACI 318M-11 Раздел 12.5 .1 и 12.5.2
Коэффициент Ψe учитывает покрытие арматуры (с эпоксидным покрытием или без покрытия), которое предоставляется пользователю в качестве входных данных в этом расчетном инструменте. Другие модифицирующие факторы Ψc и Ψr относятся к покрытию и наличию удерживающих связей соответственно. Для простоты этот онлайн-калькулятор консервативно предполагает, что эти два коэффициента равны 1,0 . Инженер может обратиться к таблице ниже, чтобы решить, применимы ли эти модификаторы.
Выдержка из таблицы 25.4.3.2 ACI 318M-14Коэффициенты модификации для развития крючковидных стержней при растяжении
Эта справочная информация является только обзором. Для получения подробной информации инженер-строитель может обратиться к коду бетона ACI 318-14.
Для получения подробной информации инженер-строитель может обратиться к коду бетона ACI 318-14.
Если вы сочтете этот инструмент полезным, вы можете добавить эту страницу в закладки, нажав CTRL+D для быстрого расчета длины разработки. Вы также можете получить к нему доступ на своем телефоне или планшете с помощью предпочитаемого вами браузера. Комментарии и предложения приветствуются.
Переосмысление арматуры: армирование становится зеленым
30 июля 2022 г.
Фото Ricardo Gomez Angel Авторы Chris Bennett, iSCS, CDT и Aurora Jensen бетон под напряжением. Описывая его более гуманистически, можно рассматривать арматуру как часть мышечной скелетной системы здания. Вместе арматура и бетон работают, чтобы противостоять растягивающим усилиям и увеличивать полезность конструкции. Без арматуры люди не смогли бы строить высоко в небо или безопасно пересекать большие водные пространства. Однако воплощённый углерод, образующийся при производстве и транспортировке традиционной арматуры, значителен. К счастью, на рынке появляется все больше новых альтернатив традиционной арматуре, и сталелитейная промышленность делает все возможное, чтобы строить более экологично.
К счастью, на рынке появляется все больше новых альтернатив традиционной арматуре, и сталелитейная промышленность делает все возможное, чтобы строить более экологично.
Стальная арматура
Исторически арматура изготавливалась из стали. Основной «черный» стержень, распространенный на всех видах строительных площадок, представляет собой арматуру из углеродистой стали. Он обладает высокой прочностью на растяжение, но легко подвергается коррозии, что делает его плохим выбором для матриц с высокой вероятностью воздействия влаги. ASTM A615M-09, Стандартные технические условия на стержни из деформированной и углеродистой стали для армирования бетона , охватывают параметры длины и витков различной арматуры.
Арматура с эпоксидным покрытием представляет собой стандартную стальную арматуру с тонким слоем эпоксидной смолы. Обеспечивает повышенную устойчивость к коррозии; однако само эпоксидное покрытие хрупкое и легко откалывается во время транспортировки или установки. Это может оставить пораженные участки подверженными коррозии. Рекомендации по арматуре с защитным эпоксидным покрытием изложены в Стандартных технических условиях ASTM A775M-19, для стальных арматурных стержней с эпоксидным покрытием .
Это может оставить пораженные участки подверженными коррозии. Рекомендации по арматуре с защитным эпоксидным покрытием изложены в Стандартных технических условиях ASTM A775M-19, для стальных арматурных стержней с эпоксидным покрытием .
Оцинкованная арматура выполняет ту же роль, что и арматура с эпоксидным покрытием, благодаря процессу цинкования. По сравнению с арматурой с эпоксидным покрытием, оцинкованные разновидности не так устойчивы к коррозии, но их сложнее сколоть и повредить. Материалом покрытия для оцинкованной арматуры является цинк, который наносится различной толщины с помощью процесса, называемого «погружением» или «погружением в горячем состоянии». Болты, стяжки, дюбели и анкеры могут быть оцинкованы.
Арматура из нержавеющей стали обладает значительной коррозионной стойкостью и не требует обработки сколов, как арматура с эпоксидным покрытием.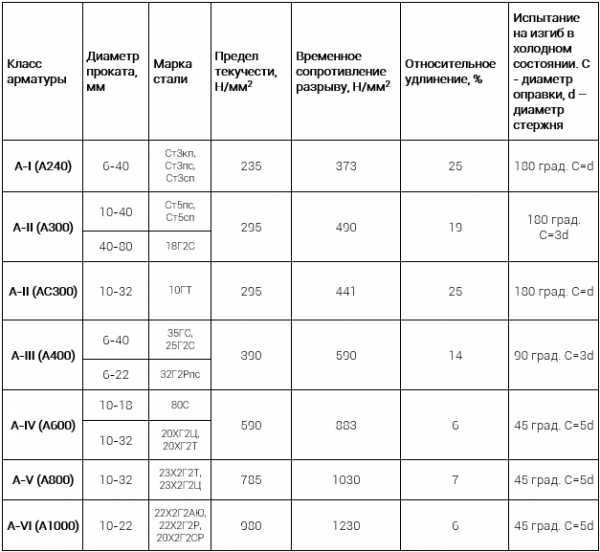 Это делает его оптимальным выбором для простоты установки и долговечности железобетона. Однако арматура из нержавеющей стали традиционно очень дорога и обычно используется только в проектах, требующих долгосрочной защиты от коррозии, таких как мосты или в регионах с более высокой сейсмической активностью. Он также более углеродоемок, чем стандартная арматура, более чем на 10 процентов. В Северной Америке основным стандартом для арматуры из нержавеющей стали является ASTM A9.55/A955M, Стандартные технические условия на деформированные и гладкие стержни из нержавеющей стали для армирования бетона . Он включает размерные профили стержней и другую информацию для помощи проектным группам.
Это делает его оптимальным выбором для простоты установки и долговечности железобетона. Однако арматура из нержавеющей стали традиционно очень дорога и обычно используется только в проектах, требующих долгосрочной защиты от коррозии, таких как мосты или в регионах с более высокой сейсмической активностью. Он также более углеродоемок, чем стандартная арматура, более чем на 10 процентов. В Северной Америке основным стандартом для арматуры из нержавеющей стали является ASTM A9.55/A955M, Стандартные технические условия на деформированные и гладкие стержни из нержавеющей стали для армирования бетона . Он включает размерные профили стержней и другую информацию для помощи проектным группам.
Несмотря на то, что сталь обладает превосходной прочностью, ее ахиллесова пята — воплощенный углеродный след. Тонна стали стоит около тонны выбросов парниковых газов (ПГ), что примерно эквивалентно количеству двуокиси углерода (CO 2 ), сожженного в 40 баллонах с пропаном для домашнего барбекю. Сталь также имеет более высокий углеродный след (по весу) по сравнению с бетоном. Согласно информации Всемирной ассоциации производителей стали, производство стали составляет от шести до семи процентов глобальных выбросов парниковых газов.
Сталь также имеет более высокий углеродный след (по весу) по сравнению с бетоном. Согласно информации Всемирной ассоциации производителей стали, производство стали составляет от шести до семи процентов глобальных выбросов парниковых газов.
Основным фактором выбросов стали является производственный процесс. Существует два основных типа заводов: кислородная печь (КК) и электродуговая печь (ЭДП). Сталь – это сплав железа и углерода. Устаревшие конвертерные печи сжигают ископаемое топливо для нагрева железной руды, кокса и известняка до температур, превышающих 2000 C (3632 F). Затем его смешивают с от 25 до 40 процентов железного и стального лома для производства новой стали. Современные ЭДП-печи плавят железный и стальной лом для производства новой стали, достигая гораздо более высокого уровня содержания вторичного сырья, составляющего 9от 0 до 100 процентов.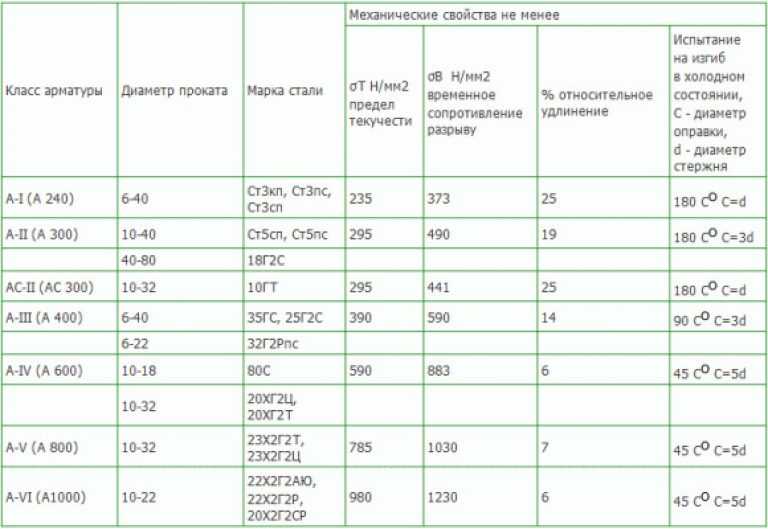 В то время как ЭДП стали преобладающей формой производства стали в США, конвертерные печи по-прежнему являются наиболее распространенными печами, используемыми во всем мире.
В то время как ЭДП стали преобладающей формой производства стали в США, конвертерные печи по-прежнему являются наиболее распространенными печами, используемыми во всем мире.
Учитывая высокое содержание вторичного сырья, содержание углерода в стали, полученной в ЭДП, примерно в два раза меньше, чем в конвертерной стали. Однако уменьшить углеродный след стали не всегда так просто, как заказать сталь на заводе в ЭДП, поскольку тип производства привязан к форме стали. Горячекатаные стальные профили, например, обычно производятся на заводах ЭДП в США. Однако профили с полым конструкционным профилем (HSS) с большей вероятностью поступают на заводах в конвертере. Арматура может быть произведена с использованием процессов кислородного конвертера или ЭДП, поэтому предпочтительнее получать арматуру из ЭДП-печей.
Недавно также была поставлена под сомнение эффективность указания более высокого содержания вторичного сырья в качестве метода сокращения воплощенного углеродного следа стали.