 alexxlab
alexxlab Страница не найдена — steelfactoryrus.com
Своими руками
Содержание1 Механический пресс для винограда своими руками1.1 Принцип действия и основные элементы1.2 Стальной пресс
Сталь
Содержание1 Трубы для систем отопления дома1.1 В каких системах используются стальные трубы?1.2 Какие основные
Сварка
Содержание1 Удлинитель для сварочного аппарата1.1 Теория1.2 Практика1.3 Какую взять вилку и розетку?2 Удлинитель для
Своими руками
Содержание1 Фрезерный стол своими руками: конструкция, изготовление, сборка1. 1 Для чего нужен фрезерный стол1.2 Конструкция
1 Для чего нужен фрезерный стол1.2 Конструкция
Дерево
Содержание1 Фигурная резка по дереву своими руками — Металлы, оборудование, инструкции1.1 Техника резьбы по
Содержание1 Как своими руками сделать прочную металлическую дверь?1.1 Из чего сделать железную дверь1.2 Изготовление
Страница не найдена — steelfactoryrus.com
Своими руками
Содержание1 Электро культиватор – прекрасная альтернатива ручному труду1.1 Об устройстве1.2 Популярные модели1.3 Hyundai T2000-E1.4
Металл
Содержание1 Тд зэи завод электроизделий. холодная штамповка металла. виды штамповки металла1.1 Почему мы?1.2 Коробка
холодная штамповка металла. виды штамповки металла1.1 Почему мы?1.2 Коробка
Обработка сталей
Содержание1 Поверхностная закалка ТВЧ1.1 Технология высокочастотной закалки1.2 Выбор температуры1.3 Индукционная установка1.4 Охлаждение детали1.5 Достоинства
Своими руками
Содержание1 Развальцовка тормозных трубок своими руками, плюсы и минусы, порядок работ1.1 Неисправности трубок1.2 Самостоятельная
Металл
Содержание1 Как пользоваться холодной сваркой, и что это за термин?1.1 Что такое холодная сварка?1.2
Металл
Содержание1 Виды заклепок, характеристики, установка, области применения1.
Коническое сверло по металлу – разновидности инструмента + Видео
Коническое сверло по металлу, которое также нередко называют конусным, было придумано в 1970-х годах, став практически незаменимым инструментом для осуществления различных работ при монтаже санитарной техники, электрической проводки, ремонте транспортных средств.
1 Сверло коническое по металлу – разновидности инструмента
Такие сверла представляют собой специальный режущий инструмент, с помощью которого можно делать отверстия круглой формы относительно больших сечений в алюминиевых листах, стальных конструкциях толщиной не более 6 миллиметров, в изделиях из цветных металлов. Несомненно, их можно использовать для аналогичных целей и при обработке других материалов – ламината, дерева, пластика, гипсокартона, фанеры и так далее. Название данного инструмента обусловлено тем, что внешне он похож на ступенчатый либо гладкий конус.
Конструктивно приспособления с коническим хвостовиком мало чем отличаются от стандартных видов сверл. Они имеют:
- направляющую и режущую часть;
- поводок;
- хвостовик;
- шейку.
А вот чисто внешне, как было сказано, конусные сверла имеют существенное отличие от других – форма их хвостовика выполнена в виде конуса. Эта часть инструмента может быть изготовлена в различных вариантах:
- конус Морзе;
- инструментальный;
- метрический;
- удлиненный.
Самым распространенным считается инструментальный тип конуса хвостовика. Он является оптимальным для монтажа на станковое оборудование, в котором инструмент меняется автоматически, а также для агрегатов с числовым программным управлением.
Под метрическими конусами понимают изделия с соотношением хвостовика к рабочей зоне 1 к 20 и углом свыше 1 градуса. Они похожи на конус Морзе, который известен с 1860-х годов.
2 Основные причины востребованности сверл конусного типа
Если вы попытаетесь сделать отверстие в тонком стальном листе при помощи стандартного сверла спирального типа, имеющего сечение от 9 мм и более, у вас стопроцентно возникнут определенные трудности. Прежде всего, нельзя будет выполнить точное его центрирование на первых этапах процедуры. Вызвано это тем, что наконечник большого по сечению сверлильного инструмента представляет собой 2–3-миллиметровый отрезок. Это – по сути, ребро, которое формируется не точками, а двумя гранями.
Попытайтесь отцентрировать такое ребро, и вы поймете, о чем идет речь. Решить данную проблему можно исключительно предварительным высверливанием небольшого по диаметру отверстия. Лишь после этого можно будет приступать к сверлению при помощи стандартного спирального инструмента. Кроме того, получаемое при применении спирального сверла отверстие в металлических листах характеризуется треугольным видом, а не круглым. С такой проблемой справиться совсем непросто.
Домашним мастерам остается один выход – поработать (и весьма напряженно) напильником, чтобы придать круглую форму отверстию. Указанных неприятностей и трудностей позволяет избежать конусный инструмент для сверления. Он и круглую форму отверстия обеспечит, и даст возможность идеально произвести начальное центрирование сверла, и, кроме всего прочего, не оставит заусениц на краях обработанных отверстий.
3 Коническое ступенчатое сверло – его особенности
Отдельно хочется рассказать о ступенчатой разновидности конусного инструмента. С его помощью без смены сверл выполняются разные по диаметру отверстия в листовой стали менее 4 миллиметров. У таких режущих приспособлений диаметры высверленного отверстия являются фиксированными, что отличает их от конусных.
Недостатками ступенчатых сверл принято считать:
- потребность применять электрический инструмент с малыми (до 1000 об/мин) оборотами вращения и достаточно высоким моментом кручения;
- их повышенную чувствительность к перекосам, которые могут возникать в процессе сверления.
Достоинства же инструмента идентичны стандартным коническим изделиям (круглая форма отверстия, беспроблемное центрирование). Кроме того, ступенчатые сверла дают возможность выполнять фаску тем же самым приспособлением, которое применялось для сверления.
Добавим, что хвостовики ступенчатых сверл могут иметь либо шестиугольное, либо круглое сечение. Круглые признаются более практичными за счет большей надежности и простоты их крепления в патроне шуруповерта или электродрели. Это исключает вероятность проворачивания инструмента в процессе сверления, что имеет огромное значение тогда, когда необходимо получить большое по сечению отверстие.
4 Сверло с коническим хвостовиком – ГОСТ, советы по выбору и работе
В соответствии с ГОСТ 10903–77 такие сверла изготавливают из легированной и углеродистой высокопрочной стали. Допускается (а потребителем даже приветствуется) специальная термообработка их поверхности с целью повышения их антикоррозионных возможностей и уровня надежности при использовании. Диаметры выпускаемых по государственному стандарту конусных приспособлений равняются 5–80 мм, длина конуса – 58–85 мм, сечение хвостовика – 6–12 мм.
Специалисты советуют при выборе конусного инструмента обращать внимание на его маркировку. Самыми качественными являются приспособления с надписью HSS, которая говорит нам, что они сделаны из легированной быстрорежущей стали (она признается идеальным вариантом для обработки металлических изделий). Впрочем, китайские производители нынче ставят такую маркировку на всю свою продукцию, используя при этом совсем другие марки стали.
Если вы сомневаетесь в инструменте, обращайте внимание на его стоимость. Качественная продукция никак не может стоить менее 6–8 американских долларов в иностранных веб-магазинах. В рознице ее стоимость, естественно, выше. Конический инструмент рекомендован для применения в сверлильных станках. Но его можно вставлять и в обычную дрель. В таком случае следует позаботиться о том, чтобы заготовка плотно закреплялась. Только тогда вы не столкнетесь с явлением заклинивания сверла либо его перекоса.
Качественная продукция никак не может стоить менее 6–8 американских долларов в иностранных веб-магазинах. В рознице ее стоимость, естественно, выше. Конический инструмент рекомендован для применения в сверлильных станках. Но его можно вставлять и в обычную дрель. В таком случае следует позаботиться о том, чтобы заготовка плотно закреплялась. Только тогда вы не столкнетесь с явлением заклинивания сверла либо его перекоса.
Смазывать приспособление в процессе его использования желательно специальными составами. При отсутствии таковых – жидким мылом или машинным маслом. Применение смазки повышает срок эксплуатации инструмента для сверления отверстий. Увеличенным временем службы, кстати, могут похвастаться сверла, на поверхность которых наносят нитрид титана или бора, либо кобальт.
Конусные сверла несложно подобрать для осуществления каких-либо определенных вариантов работ, так как они в наши дни выпускаются различных видов:
- для сверления материалов, считающихся трудными в обработке;
- для получения качественных отверстий в деталях, изготовленных из легких сплавов;
- с твердосплавными специальными пластинками, улучшающими режущие свойства инструмента.
Выбирайте сверла конусного типа с умом, и операция сверления принесет вам максимум удовольствия своим безупречным качеством и легкостью!
Сверление отверстий в металле большого и малого диаметра: как правильно делать?
Узнаем все тонкости и способы сверления металла — выбор инструмента, заточки и режимов резания.
Просверлить отверстие в металле — что может быть проще? Есть, однако, в этой слесарной операции довольно много тонкостей, касающихся правильного выбора инструмента, заточки и режимов резания.
Как просверлить отверстие в металле
- Виды свёрл по металлу и техника их заточки
- Как правильно сверлить металл
Для проделывания отверстий в металле используют свёрла — механические стержни из сплава, который твёрже, чем обрабатываемая деталь. Свёрла по металлу изготавливают из быстрорежущей стали марок Р6М5, Р9, Р18 под общим обозначением HSS, либо из твёрдых сплавов: ВК, Т5К10, предназначенных для обработки закалённых и твёрдосплавных заготовок.
Свёрла по металлу изготавливают из быстрорежущей стали марок Р6М5, Р9, Р18 под общим обозначением HSS, либо из твёрдых сплавов: ВК, Т5К10, предназначенных для обработки закалённых и твёрдосплавных заготовок.
Сверло состоит из трёх элементов:
- Кромки врезаются в дно отверстия и снимают с него тонкую стружку.
- Спиральная нарезка выталкивает стружку из отверстия.
- Хвостовик предназначен для крепления сверла в патроне инструмента.
О режущих кромках стоит рассказать более подробно. Это два скоса на остром конце сверла, которые сходятся в вершине — самой выступающей точке передней части, образуя перемычку. Угол, под которым сходятся кромки, называют главным углом при вершине, его величина стандартизирована для различных материалов и режимов обработки:
- Твёрдая сталь и нержавейка: 135–140°
- Конструкционная сталь: 135°
- Алюминий, бронза, латунь: 115–120°
- Медь: 100°
- Чугун: 120° задний угол и 90° угол заточки кромки
Каждая кромка также имеет собственный угол заточки порядка 20–35°, определяющий её остроту. Этот угол, называемый задним, обеспечивает касание сверла к металлу только по линии кромок, при этом за ними остаётся свободное пространство.
Такая форма необходима для более лёгкого снятия и выброса стружки. У некоторых свёрл кромка заточена под более тупым углом, вплоть до прямого.
Такие режущие кромки хорошо справляются с обработкой хрупких металлов, например, чугуна, латуни и бронзы.
Спиральная часть включает несколько канавок для отвода стружки, на вершине которых расположены дополнительные кромки, плоскость которых параллельна оси сверла. Это так называемая ленточка, которая при погружении сверла подчищает стенки отверстия и способствует более качественной центровке.
Виды свёрл по металлу и техника их заточкиВыше мы рассмотрели базовую разновидность свёрл. Чтобы понять, как формируются углы при заточке, нужно лишь немного знаний и практики.
Точить свёрла лучше всего на шлифовальном станке с подручником, в худшем случае можно воспользоваться универсальной заточной машинкой.
На УШМ свёрла точить нельзя: во-первых, это противоречит технике безопасности при работе с этим электроинструментом, а во-вторых, из-за большой скорости вращения металл сильно перегревается и отпускается, становясь мягким.
При заточке сверло устанавливается на подручник так, чтобы его режущая часть была немного приподнята. Проворачивая сверло и сдвигая хвостовик влево, нужно добиться, чтобы режущая кромка расположилась строго горизонтально и параллельно торцу круга. Затачивать левую и правую кромку нужно поочерёдно, снимая тонкий слой металла и периодически охлаждая сверло в воде.
Если просто зафиксировать сверло в требуемом положении и подвести его к наждаку, правильно обточить заднюю поверхность не удастся. Из-за того что точильный камень круглый, затылочная часть кромки получается вогнутой.
Это приводит к быстрому затуплению кромки и проблемам с отводом стружки. Чтобы избежать такого явления, переднюю часть сверла после касания о камень нужно немного приподымать, подавая вперёд и не снимая нажима.
Так формируется выпуклая задняя поверхность, которая намного лучше воспринимает нагрузку при резании.
Обточка кромок должна выполняться до выведения острых граней без сколов и заусенцев.
При этом съём с обеих сторон должен быть равномерным, о чём можно судить по форме и положению остающейся перемычки, а также по длине самих кромок.
Если перемычка будет смещена, сверло будет вращаться эксцентрично, что приведёт к увеличению диаметра отверстия. Этот эффект можно использовать, если в наличии нет сверла нужного диаметра.
Когда основные кромки выведены, выполняется стачивание перемычки. Для этого сверло нужно поставить на подручник под углом около 45° и прижать задней частью к ребру круга, не задевая режущую кромку. На перемычке образуются две небольшие насечки длиной до 1/10 диаметра сверла, которые выполняют роль заходных и центрирующих кромок.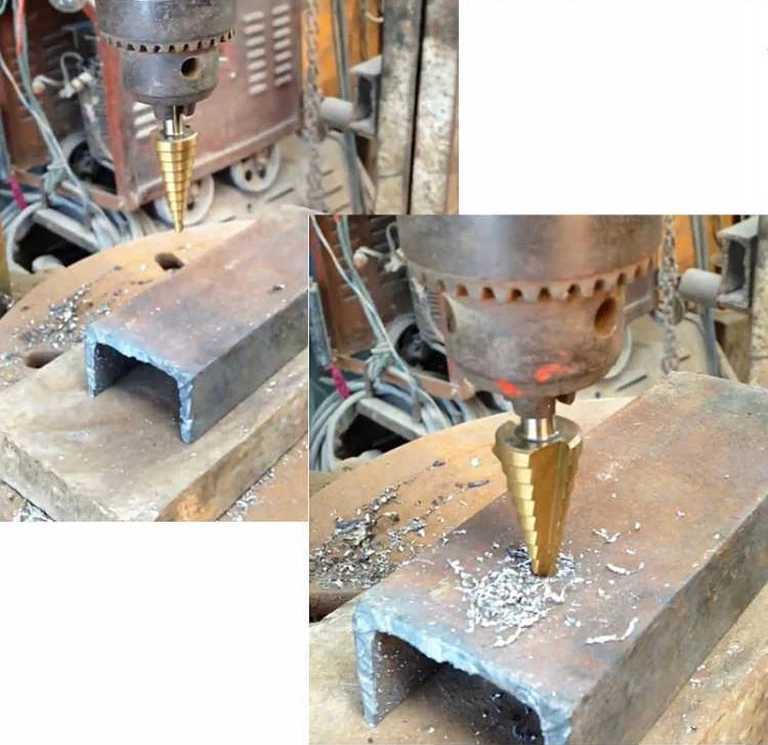
Более специфическая разновидность свёрл используется для сверления тонколистового металла. При изготовлении глубокого отверстия сверло сначала центрируется вершиной, а на выходе удерживается ленточками спиральной части. Однако в тонком металле вершина проходит насквозь до того, как ленточки упираются в края, из-за чего отверстие получается рваным, смещённым или овальным.
В таких ситуациях лучше использовать сверло перьевого типа, имеющее центрирующий носик. Изготовить такое можно из обычного сверла по металлу, переточив его определённым образом.
Всё делается так же и с теми же углами, но при этом кромки не развёрнуты от вершины к краям, а сведены навстречу друг другу. Перьевое сверло нужно затачивать о край камня, оставляя перемычку нетронутой.
Стачивание кромок выполняется до тех пор, пока перемычка не образует носик, выступающий над вершинами режущей части на 1–2 мм.
Третий вид свёрл по металлу — конусные ступенчатые. У них есть несколько режущих кромок различного диаметра, что позволяет проделывать разные по размеру отверстия всего одним инструментом.
Однако, несмотря на кажущуюся универсальность, найти действительно хорошее ступенчатое сверло довольно сложно, а его стоимость составит не менее $25.
Другой минус — заточку таких свёрл можно выполнить только на специализированном станке.
Для сверления твёрдых сплавов и закалённой стали лучше использовать победитовые свёрла по бетону. Их заточка изначально рассчитана на дробящее действие, однако если вывести кромки под углом при вершине около 135° и заточить их под углом 20°, даже в очень твёрдой детали можно без усилий проделать аккуратное отверстие.
Как правильно сверлить металлВне зависимости от того, выполняется сверление дрелью или на станке, главное — правильно выбрать скорость вращения. В большинстве случаев оптимальная скорость находится в диапазоне 1800–2500 об/мин, однако на практике могут выбираться совершенно разные значения в зависимости от точности заточки и свойств материала.
Для эффективного и быстрого сверления не обойтись без умения правильно соотносить скорость вращения и усилие подачи. Легко почувствовать, как сверло врезается в металл, непрерывно выделяя стружку, и само начинает заглубляться в дно отверстия без существенного усилия. Обороты при этом, как правило, довольно низкие — порядка 300–500 об/мин.
Лучший показатель, что процесс сверления проходит технологически верно, а сверло заточено правильно — равномерный выход стружки с обеих спиральных канавок. Качество стружки — тоже значимый показатель:
- при сверлении стали выделяется цельная стружка в виде длинных спиралей;
- чугун, закалённая сталь и прочие хрупкие материалы образуют россыпь иголок;
- алюминий сверлится с образованием коротких завитков;
- при сверлении нержавейки могут получаться пыль и мелкие хлопья.
Если сверло не врезается в металл, а трёт по нему с характерным писком, либо на выходе образуется нетипичный вид стружки, лучше остановиться и поправить заточку, иначе есть риск отпуска металла от перегрева или слома рабочей части.
Обязательно соблюдение техники безопасности! Сверлить следует без перчаток, защитив глаза слесарными очками.
Перед началом сверления необходимо разметить все отверстия, которые нужно проделать в детали. Центр каждого отверстия следует наметить кернером.
Сначала сверлится небольшая лунка глубиной 2–3 мм, в неё вносится несколько капель машинного масла.
Нужно научиться позволять сверлу самому выполнять свою работу: сначала сильно прижать инструмент, а когда произойдёт врезание кромок в металл — ослабить нажим и просто слегка придавливать, удерживая равномерную скорость вращения.
Вместо масла могут использоваться и другие охлаждающие жидкости. Так, при сверлении нержавейки сверло нужно смачивать олеиновой кислотой. Её испарения вредны, поэтому работать необходимо в респираторе. Для охлаждения также хорошо подходит керосин и мыльная вода — брусок хозяйственного на литр.
Особое внимание требуется в момент выхода сверла при сверлении сквозных отверстий. Достаточно часто в таких случаях тонкое дно прорывается с образованием крупных заусенцев, которые попадают в спиральные канавки и затягивают сверло вперёд. На выходе из детали требуется ослабить нажим и немного увеличить обороты.
Сверлить отверстия большого диаметра лучше в несколько этапов, постепенно увеличивая диаметр сверла. Это не только снизит нагрузку на инструмент, но также продлит срок жизни заточки и обеспечит чистоту обработки. Отверстия диаметром свыше 13 мм лучше сверлить с помощью коронок.
Вместо масла рекомендуется использовать консистентную смазку, так будет меньше брызг.
Коронке нужно периодически давать время остыть, а во время работы тщательно следить за тем, чтобы зубья погружались равномерно, иными словами — держать шпиндель строго перпендикулярно поверхности детали.
Завершающий этап сверления — снятие фасок с обеих сторон отверстия. Для этого можно использовать зенковку, а при её отсутствии — сверло вдвое большего диаметра, которое подаётся с минимальным усилием на больших оборотах. Для снятия заусенцев с больших отверстий разумно воспользоваться круглым напильником и наждачной бумагой. опубликовано econet.ru
Подписывайтесь на наш канал Яндекс Дзен!
Если у вас возникли вопросы по этой теме, задайте их специалистам и читателям нашего проекта здесь.
P.S. И помните, всего лишь изменяя свое потребление — мы вместе изменяем мир! © econet
Источник: https://econet.ru/articles/sposoby-sverleniya-metalla-svyorla-i-prisposobleniya
Как увеличить отверстие в металле без сверла – Как сделать отверстие в закаленной стали без сверления
Уверен, вы сталкивались с такой ситуацией, когда в деревянной заготовке необходимо просверлить отверстие, скажем, под установку декоративных светильников.
И вот, перебрав весь арсенал сверел, вы с сожалением обнаруживаете, что подходящего диаметра нет или самое большое из имеющихся меньше чем требуемое отверстие.
Что делать? Бежать в супермаркет инструментов или заказывать в интернет-магазине? Не стоит торопиться, давайте воспользуемся смекалкой и нашей подсказкой!
Смотрите и не говорите потом, что не видели
Что понадобится?
- Сверло Форстнера
- Фреза с подшипником для выборки четверти
- Фреза с подшипником для фрезерования кромки
Ну и еще самая малость: сверлильный станок, ручной фрезер и в идеале стол для установки ручного фрезера
1. Сверлим отверстие сверлом форстнера
Используйте наибольший из имеющихся диаметров.
2. Расширьте отверстие с помощью фрезы для выборки четверти
В данном случае удобнее всего использовать специальный специальный стол для установки ручного фрезера. Не забудьте, что размер четверти вы можете регулировать установкой подшипников различного диаметра.
3. Удалите четверть с обратной стороны детали
Переверните заготовку, закрепите ее на верстаке и отфрезеруйте полученную четверть прямой фрезой для обработки кромки.
Готово!
Все гениальное — просто
www.stankoff.ru
Как просверлить отверстие в каленом металле, какое сверло взять
Обычную сталь или любой другой металл сверлить несложно, для этого применяются стандартные сверла из быстрорежущего материала. Другое дело – просверлить каленую сталь: здесь нужно потрудиться. После закаливания заготовка приобретает необычайную прочность, и возникает вопрос, как просверлить отверстие в каленом металле, ведь обыкновенное сверло в этом случае уже мало чем может помочь.
Специалисты рекомендуют делать отверстия в деталях до того момента, как произошла закалка. Еще можно попробовать отпустить сталь, затем произвести сверловку и снова закалить материал. Если это экономически оправдано и технически исполнимо, то следует так и сделать, но в некоторых случаях просто невозможно поступить иначе, как приступить к получению канала по уже закаленной поверхности.
Есть несколько способов, которые позволяют просверлить в каленом металле отверстия любого диаметра. Эти методы с большим успехом можно реализовать как на производстве, так и в домашней мастерской.
Методы сверления каленой стали
Сверловка каленой стали характеризуется высоким нагревом поверхности заготовки и инструмента, что ведет к быстрому износу последнего. Поэтому во время обработки стараются отвести лишнее тепло или сделать так, чтобы участок, где будет канал, стал более мягким.
Первый способ, который позволяет сделать каленый металл более податливым, основан на использовании кислот. Из подходящих веществ можно указать азотную, хлорную или серную кислоту.
Эти жидкости применяют точечно, то есть ими обрабатывают конкретно то место, где в дальнейшем будет отверстие (протравливают участок).
Чтобы кислота не вышла за пределы рабочей области из материалов, не подверженных воздействию кислоты (полимеры, краски, парафин), вокруг будущего отверстия организуют что-то наподобие бортика. Отверстие заливают активной жидкостью и выдерживают определенное время. Далее проводят сверление обычным сверлом.
Еще один метод ослабления твердости каленого металла в зоне получения канала основан на прогреве этой зоны до высоких температур. Наилучшим образом с этим справляется сварочный аппарат.
В этом случае нужно правильно подобрать силу дуги, чтобы металл не плавился и не деформировался.
Когда заготовка в зоне сверления раскалится, можно проделывать отверстие обычным сверлом из быстрорежущей стали.
Самый простой способ, но не самый дешевый, заключается в приобретении специального сверла, рассчитанного на проделывание отверстий в каленом металле. Режущие кромки такого инструмента усилены победитовыми напайками или выполнены из победитовых пластин. В этом случае также желательно применять дополнительное охлаждение рабочей области.
Во время работы с кислотами нужно быть предельно осторожным и выполнять операцию в хорошо проветриваемом помещении. Это поможет предотвратить ожоги либо отравление вредными парами.
Это поможет предотвратить ожоги либо отравление вредными парами.
Применение смазочных материалов
Когда происходит сверление отверстий в каленом металле, обязательно необходимо применять смазывающее вещество. Оно частично охлаждает рабочую область, не давая оснастке быстро выходить из строя. В качестве смазки можно использовать обычное машинное масло или специальные мастики для сверления. Правильная обработка смазкой заключается в следующем:
- Область сверления на каленом металле отмечают керном. На эту точку наносят небольшое количество смазки. Если она жидкая, то выдавливают каплю масла так, чтобы оно не растекалось.
- Режущую область инструмента опускают в смазку и устанавливают на отмеченную ранее точку.
- Во время сверления каленого металла следят за количеством смазки и добавляют по мере ее выработки.
- Следят за состоянием нагрева инструмента, не допуская его перегрева. Интенсивное выделение дыма от горения смазки указывает на необходимость прекратить работу и остудить оснастку и металл.
Марки сверл для каленой стали
Сверла для закаленной стали, если брать из наиболее подходящих старых советских, – это инструмент на базе стали Р18. Оснастка имеет содержание вольфрама до 18 %, что делает ее высокопрочной, не подверженной перегреву и быстрому износу. Такими сверлами можно работать на высоких оборотах электроинструмента. Металл выпускался до 70-х годов прошлого столетия – это очень редкий инструмент.
Сталь марки Р6М5К5 – материал отечественного производства, где вольфрама меньше, всего 6 %, но его недостаток компенсируется за счет применения в сплаве элемента кобальта (до 5 %). Кобальт также способствует крепости оснастки, возможности долго выдерживать повышенные тепловые нагрузки при работе с калеными материалами.
Среди иностранных аналогов быстрорежущих сталей, подходящих для производства сверл по каленому металлу, стоит отметить марку HSS-Co. Это, по сути, такой же инструмент, как и предыдущий, где имеется схожий состав основных элементов сплава.
Любые сверла по керамограниту также подходят для получения отверстий в каленом металле, только их победитовые напайки нужно перетачивать.
Самодельное сверло
Дорогое сверло для работы необязательно покупать, в некоторых случаях его можно изготовить в домашних условиях. Лучше всего для этого подойдет стержень из сплава кобальта и вольфрама – победит. Такой стержень легко распознать среди других железок: он не будет поддаваться резанию полотном для металла. Далее делают следующее:
- Устанавливают на наждак алмазный круг.
- Торцуют одну сторону стержня и стачивают на этой стороне шлицы, как на плоской отвертке.
- Далее стачивают бока, чтобы получился острый конус.
Уважаемые посетители сайта, поделитесь в комментариях предложениями, как еще можно просверлить отверстие в стали, которая была подвержена закалке.
wikimetall.ru
Как просверлить каленую сталь в домашних условиях обычным сверлом
Для улучшения основных характеристик металла зачастую проводится его закалка. Подобная технология предусматривает повышение твердости изделия за счет сильного нагрева металла и его быстрого охлаждения.
В некоторых случаях после проведения термической обработки приходится выполнять сверление. За счет повышения подобной характеристики провести сверление каленного металла становится сложнее.
Рассмотрим все особенности сверления каленой стали подробнее.
Сверлим отверстие в каленой стали
Распространение вопроса, как просверлить каленую сталь можно связать с тем, что при применении обычной технологии инструмент быстро затупляется и приходит в непригодность. Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
- Нужно правильно подготовить каленую заготовку.
- В некоторых случаях требуется специальный инструмент.
- Применяется охлаждающая жидкость.
При необходимости можно изготовить сверло для закаленной стали своими руками, для чего требуется определенное оборудование и навыки. Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.
Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.
Процесс сверления каленой стали
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
- Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла. Определить твердость можно при применении самых различных технологий.
- Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения.
- При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент. В качестве абразива подходит исключительно круг с алмазным напылением.
Инструмент для сверления стали
Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.
Полезные приемы при сверлении
Для работы с каленой сталью могут применяться самые различные технологии. Наиболее распространенные технологии характеризуются следующими особенностями:
- Обработка поверхности кислотой. Эта технология характеризуется длительным применением, так как для снижения твердости поверхности требуется довольно большое количество времени. Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.

- Можно использовать сварочный аппарат для достижения поставленной цели. При воздействии высокой температуры металл становится более мягким, что значительно упрощает процедур.
- Чаще всего применяется специальное сверло. В продаже встречаются варианты исполнения, которые можно применять для обработки каленой стали. При их изготовлении используется металл с повышенной устойчивостью к износу и воздействию высокой температуры. Однако, сложность изготовления и некоторые другие моменты определяют то, что стоимость специального инструмента довольно высока.
Кроме этого, для достижения поставленной цели часто приобретается пробойник. С его помощью можно сделать небольшой отверстие, что упростит дальнейшее сверление.
Использование смазочных материалов
При сверлении каленой стали возникает серьезное трение. Именно поэтому рекомендуется приобретать и использовать различные смазочные материалы. Среди особенностей подобного метода обработки отметим следующие моменты:
- Для начала проводится обработка зоны сверления. На поверхность, где будет находиться отверстие, наносится небольшое количество смазывающего вещества.
- Масло добавляется на режущую кромку. Для обработки каленой стали требуется небольшое количество вещества, но его время от времени нужно добавлять, так как при вращении инструмента оно разлетается.
- Во время работы рекомендуется делать перерывы для остывания режущей поверхности и обрабатываемой поверхности.
Смазывание стали специальным маслом
Специальное масло позволяет не только упростить сверление, но и увеличить срок службы применяемого инструмента.
Это связано с тем, что масло может снижать температуру режущей кромки.
Выбор сверла
Довольно большое распространение получили спиральные сверла, которые представлены вертикальным стержнем с двумя канавками. За счет определенного расположения канавок образуется режущая кромка. Среди особенностей выбора отметим следующие моменты:
- Довольно большое распространение получило победитовое сверло.
 Оно может применяться для работы с различными калеными сплавами. Однако, поверхность со слишком высокой твердостью подобным инструментом не обработать.
Оно может применяться для работы с различными калеными сплавами. Однако, поверхность со слишком высокой твердостью подобным инструментом не обработать. - Выбор проводится и по показателю диаметра. Стоит учитывать, что получить отверстие большого диаметра довольно сложно. Вариант исполнения большего диаметра обходится намного дороже по причине применения большого количества материала при его изготовлении.
- Уделяется внимание и углу заточки, предназначению изделия и типу применяемого материала при изготовлении. К примеру, кобальтовые варианты исполнения характеризуются более высокой устойчивостью к воздействию высокой температуры.
- Рекомендуется уделять внимание продукции исключительно известных производителей. Это связано с тем, что китайские варианты исполнения изготавливаются при использовании низкокачественных материалов. Однако, подобное предложение обходится намного дешевле и может использоваться для недлительной или одноразовой работы.
- При выборе сверла можно ориентироваться по нанесенной маркировке. По ней можно определить то, какие именно материалы применялись при изготовлении. Также указывается и диаметр отверстия, которое можно получить при использовании инструмента.
Сверло по каленой стали
В специализированном магазине можно встретить практически все необходимое для проведения работы. Однако, достаточно высокая стоимость изделия и некоторые другие моменты определяют то, что некоторые решают изготовить сверло самостоятельно из подручных материалов. Подобную работу можно провести при наличии требующихся инструментов.
Изготовление самодельного сверла
При необходимости можно провести изготовление сверла из каленой стали. Среди основных рекомендаций по проведению подобной работы отметим:
- Подбираются стержни, которые изготавливаются из сплавов вольфрама и кобальта. В народе подобный металл называют победитом. В сравнении с обычным сверлом подобный вариант исполнения характеризуется повышенной устойчивостью к износу.

- Для обработки заготовки нужно закрепить ее в небольших тисках. В противном случае провести работу будет довольно сложны.
- Для затачивания подобной поверхности требуется алмазный камень. Обычный не выдержит длительную работу.
- Торцевая поверхность затачивается таким образом, чтобы получилась поверхность, напоминающая плоскую отвертку. После этого режущие кромки затачиваются для получения острого наконечника.
Для того чтобы снизить степень обрабатываемости поверхности проводится добавление масла. За счет этого обеспечивается длительная обработка по причине уменьшения силы трения и снижения температуры.
Самодельные сверла по каленке
В заключение отметим, что обработка каленой стали должна проводиться исключительно при применении специальных инструментов. Для работы требуется сверлильный аппарат, так как ручной не позволит получить требуемое отверстие.
Источник: https://ice-people.ru/raznoe-2/kak-uvelichit-otverstie-v-metalle-bez-sverla-kak-sdelat-otverstie-v-zakalennoj-stali-bez-sverleniya.html
Чем и как ровно и точно рассверлить отверстие в металле
Металлообработка выполняется специальным режущим инструментом, при помощи машин и механизмов. Сверление отверстий в металле — дело непростое. Эта технологическая операция требует элементарных знаний о материале, станках и технологии резания. Иногда бывает трудно подобрать сверло с учётом разной степени твёрдости металла и выбрать режимы резания.
Необходимые инструменты
Профессиональные свёрла для металла (например, Bosch, Makita, Metabo или Hawera) изготавливаются исключительно из быстрорежущей стали HSS. Некоторые покрываются защитным слоем, который повышает их износоустойчивость при сверлении.
Ручной инструмент — дрель и свёрла следует выбирать тщательно. Если в этой области нет опыта, необходимо получить консультацию у работника магазина. Не всегда покупка дорогого бура высокого класса даёт гарантию его долгой службы.
Соблюдение технологии получения отверстий в металле и правильно подобранное сверло значительно увеличивает срок его службы и предохраняет от преждевременного износа. Основные правила эксплуатации режущего инструмента:
- Подбор подходящего типа буравчика для сверления металла определённой твёрдости. Многие производители разработали целые программы, по которым можно подобрать подходящий инструмент.
- Выбор режимов резания, установка правильной скорости вращения.
- Правильно подобранная подача, применение соответствующей силы нажима на режущий инструмент.
- Применение охлаждения. Рекомендуется эмульсия на базе масла.
- Правильное крепление материала (например, в тисках).
- Крепление дрели к стойке, точно и перпендикулярно.
- Применение расширенного набора прокладок при сверлении сквозных отверстий.
Технологический процесс
Сверление — это процесс удаления с помощью бура небольших частей обрабатываемого материала, стружки. Во время бурения повышается температура заготовки. Режущее усилие приводят к повреждению, сила трения вызывает изменение геометрии режущей кромки, плюс высокая температура, в итоге инструмент постепенно тупится.
Большинство свёрл изготавливают из быстрорежущей стали с различным содержанием кобальта. Очень важно, чтобы оно было правильно заточено: режущие кромки были равной длины, перемычка между ними находилась по оси режущего инструмента.
Это даёт гарантию того, что обе кромки в процессе бурения будут выполнять идентичную работу. Сверло не будет иметь биения, диаметр отверстия будет отвечать размеру, сведётся к минимуму нагревание детали и инструмента.
Бур-сверло с коррекцией фаски имеют меньшую перемычку, за счёт этого удлиняются режущие кромки. Такими свёрлами можно сверлить отверстие без предварительной разметки керном.
Как определить правильный угол заточки ножа
Выбор свёрл зависит от типа выполняемой работы. Оптимальными являются свёрла NWKa HSS Baildon для сверления:
Оптимальными являются свёрла NWKa HSS Baildon для сверления:
- конструкционной стали;
- чугуна;
- латуни;
- бронзы;
- алюминия;
- пластмассы;
- дерева.
Сверление металла
Особенностью свёрл является наличие острой кромки, позволяющей выполнять механическую обработку материала. Они имеют равный диаметр по всей длине, а лезвие заточено под углом 118°. Угол заточки меняется в зависимости от твёрдости материала, например, для легированной стали, он составляет 135°. Свёрла этого типа изготовлены из стали HSS с 5-процентной примесью кобальта. Во время работы они требуют охлаждения специальным маслом для бурения.
Чтобы дюзу в металле пробуравить ровно и точно, необходимо применить направляющее приспособление — кондуктор.
Во время бурения лучше всего применять как можно меньше усилия. При сверлении сквозного отверстия, когда приближается момент выхода режущего инструмента, необходимо уменьшить подачу, чтобы не вырвало деталь, не сломалось сверло, не образовались заусенцы.
Для получения конусного отверстия в металле применяется конический бур. Он используется как самостоятельный инструмент. Им можно рассверлить цилиндрическое отверстие, превратив его в коническое. Конусное отверстие в металле выполняют на токарном станке, чтобы просверлить, расточить резцом полученную дюзу.
Режимы резания
Наиболее распространённая ошибка — это применение слишком большой скорости сверления. Чем труднее обрабатывается материал, тем меньше скорость бурения следует применять. Например, в случае сверления 8-мм отверстия в латуни скорость сверления должна составлять 2500 об./минуту, для более твёрдой легированной стали — 800 об./минуту. Лучший признак выбора правильной скорости сверления — это красивая и длинная стружка.
Как сделать сварочный стол своими руками
В зависимости от того, какой инструмент выбрать, важными являются параметры резания. Необходимо правильно подобрать скорость вращения и подачу. Лучшие параметры обеспечивают настольные сверлильные станки, но не везде их можно использовать. Необходимо следовать принципу, чем ниже обороты и меньше подача, тем дольше будет служить инструмент.
Необходимо правильно подобрать скорость вращения и подачу. Лучшие параметры обеспечивают настольные сверлильные станки, но не везде их можно использовать. Необходимо следовать принципу, чем ниже обороты и меньше подача, тем дольше будет служить инструмент.
Например, берется нержавеющая сталь, отверстие 8 мм, толщина 4 мм, лосьон или масло для охлаждения, сверло HSS, дрель или сверлильный станок: Обороты не должны превышать 400 об/мин, а подача не может быть больше, чем 0,10 мм/оборот.
Другими словами, можно сверлить со скоростью не выше 400 об/мин. Но эта скорость не является оптимальной. Поэтому оптимально будет, например: 170 об/мин, и подача на каждые 30 оборотов 1 мм (в три раза меньше, чем рекомендуется).
Очень важно охлаждение сверла в процессе сверления. Используйте эмульсии, масло, спреи для бурения. Нужно избегать воды, так как она не имеет свойств смазочных жидкостей, а лишь охлаждает.
Отверстия большого диаметра
На вопрос, как просверлить отверстие большого диаметра в металле, ответ один: в технологическом процессе рассверливания горловин.
Например, нужно увеличить горловину и получить размер тридцать миллиметров в диаметре.
Сначала сверлится инструментом меньшего диаметра, например, четыре миллиметра, потом под размер 8 миллиметров, дальше — 12 миллиметров, и так каждый размер расширяется до результата.
Горловину большого диаметра в изделии можно сделать на токарном станке. Операция выглядит следующим образом: сверление отверстия, растачивание горловины нужного размера. По мере необходимости предварительного засверливания процесс можно разделить на этапы: сверление малого диаметра, рассверливание с постепенным увеличением диаметра сверла.
Бурение тонкой жести
Особенностью получения проймы в тонком листе металла является его надёжное крепление.
После выхода сверла на другую сторону есть опасность, что лист может внезапно заклинить и вырваться, если его держали в руках. Лучшим способом надёжного крепления листа является струбцина.
Лучшим способом надёжного крепления листа является струбцина.
В этом случае риск, что жесть будет вырвана, гораздо меньший. Уменьшается количество образовавшихся заусенцев, что значительно облегчит отделочную обработку элемента.
Как проверить автомобильный аккумулятор на работоспособность
Если металл имеет толщину 0,1 миллиметра, можно сделать пробоину без дрели, применив инструмент для пробивки отверстий в металле. Конструкция его очень простая, наподобие пассатижей. К одному рычагу прикреплён пуансон, к другому — матрица. Принцип таков же, как у холодной прошивки при помощи штампа.
Чтобы прорезать в листовой стали сквозной паз, нужно, согласно размеру, насверлить последовательный ряд дырочек, соединив их в единую прорезь при помощи зубила и молотка. Для этого необходимо отрубить перемычки между дырками и неровности зачистить напильником.
Металлические трубы
В случае сверления металлической трубы следует убедиться в том, что заготовка надёжно закреплена в тисках. Желательно дрель закрепить на вертикальной стойке. Вставить внутрь трубы обрезок древесины, одинаковый по форме и размеру, что сохранит трубу от деформации. В этом случае применять малую подачу.
Получение узких дюз
Сверление глубоких отверстий малого диаметра можно сделать только на специальном или токарном станке с применением приспособления. Деталь зажимается в 3-кулачковый патрон и проверяется индикатором на биение.
Приспособление крепится на резцедержателе. Сверлильный патрон со сверлом устанавливается в приспособление. Сначала делается центровка отверстия, затем сверлится дюз на заданную глубину.
Применять заднюю бабку проблематично, так как свергло нужно постоянно выводить для выхода стружки и смазки.
Для получения вертикальных отверстий применяется приспособление для сверления под прямым углом. Для электродрели это вертикальная стойка под углом 90 градусов к основанию. Проще всего использовать вертикально-сверлильный станок.

Источник: https://pochini.guru/sovety-mastera/kak-tochno-rassverlit-otverstie-v-metalle
Как просверлить отверстие в металле
Металлические изделия по сравнению с деталями из других материалов обладают повышенной твердостью и прочностью, поэтому для успешной работы с ними требуется соблюдение технологического процесса и применение качественного режущего инструмента.
Инструменты для сверлильных работ по металлу:
- Электрическая или ручная дрель;
- Спиральное сверло;
- Кернер;
- Молоток;
- Защитные очки.
Сверла по металлу подбирают, исходя из диаметров отверстий и свойств обрабатываемого материала. Как правило, они изготовляются из быстрорежущих сталей, таких как Р6М5К5, Р6М5, Р4М2. Твердосплавные сверла используют для работы с чугуном, углеродистыми и легированными закаленными сталями, нержавейкой, а также другими труднообрабатываемыми материалами.
Мощность электродрели должна быть рассчитана на то, чтобы просверлить отверстие требуемого диаметра. Производители электроинструмента указывают соответствующие технические характеристики на изделии. Например, для дрелей мощностью 500…700 Вт максимальный диаметр сверления по металлу составляет 10…13 мм.
Различают глухие, неполные, а также сквозные отверстия. Они могут применяться для соединения деталей между собой посредством болтов, шпилек, штифтов и заклепок.
Если отверстие сверлится с целью нарезания резьбы, стоит обратить особое внимание на выбор диаметра сверла. По причине его биения в патроне происходит разбивка отверстия, которую нужно учитывать.
Ориентировочные данные представлены в таблице.
| 5 | 10 | 15 | 20 |
| 0,08 | 0,12 | 0,20 | 0,28 |
| 5,08 | 10,12 | 15,20 | 20,28 |
Чтобы уменьшить разбивку, сверление выполняют в два этапа: сначала сверлом меньшого диаметра, а затем основным. Этот же метод последовательного рассверливания применяют, когда необходимо сделать отверстие большого диаметра.
Этот же метод последовательного рассверливания применяют, когда необходимо сделать отверстие большого диаметра.
Как правильно сверлить металл дрелью
Особенность сверления металла дрелью заключается в том, что необходимо вручную удерживать инструмент, придавать ему правильное положение, а также обеспечивать требуемую скорость резания.
После разметки обрабатываемой детали следует накернить центр будущего отверстия. Это предотвратит смещение сверла от заданной точки. Для удобства работы заготовку следует зажать в слесарных тисках или положить на подставку так, чтобы она заняла устойчивое положение. Сверло устанавливается строго перпендикулярно поверхности, которую нужно просверлить. Это важно, чтобы избежать его поломки.
При сверлении металла на дрель не нужно оказывать большого давления. Наоборот, оно должно уменьшаться по мере продвижения. Это предотвратит поломку сверла, а также уменьшит образование заусенцев на выходной кромке сквозного отверстия. Следует следить за удалением стружки. Если произошло заедание режущего инструмента, его освобождают, предав обратное вращение.
Выбор режима резания
Когда используется инструмент из быстрорежущей стали, можно ориентироваться на частоту вращения согласно данным таблицы. При работе с твердосплавными сверлами допустимые значения в 1,5…2 раза выше.
| до 5 | 6…10 | 11…15 | 16…20 |
| 1300…2000 | 700…1300 | 400…700 | 300…400 |
Сверление металлических изделий нужно вести с охлаждением. Если его не использовать, велика вероятность потери инструментом режущих свойств из-за перегрева.
Чистота поверхности отверстия при этом будет достаточно низкой. В качестве охлаждающей жидкости для твердых сталей обычно используют эмульсию. В домашних условиях подойдет машинное масло.
Чугун и цветные металлы можно сверлить без охлаждающей жидкости.
Особенности сверления глубоких отверстий
Отверстия считаются глубокими, если их размер больше пяти диаметров сверла. Особенность работы здесь заключатся в трудностях, связанных с охлаждением и удалением стружки. Длина режущей части инструмента должна быть больше глубины отверстия. В противном случае тело детали перекроет винтовые канавки, по которым удаляется стружка, а также поступает жидкость для охлаждения и смазки.
Сначала отверстие сверлится жестким коротким сверлом на небольшую глубину. Эта операция необходима для задания направления и центрирования основного инструмента. После этого делают отверстие необходимой длины. По мере продвижения нужно время от времени извлекать металлическую стружку. Для этой цели используют охлаждающую жидкость, крючки, магниты или переворачивают деталь.
Источник: https://tehnouzel.ru/tehnologii-remonta/kak-prosverlit-otverstie-v-metalle.html
Сверление металла
Компания SKIL с уважением относится к вопросам конфиденциальности и неразглашения личной информации.
Посещая настоящий веб-сайт, вы соглашаетесь на использование cookie-файлов для различных целей, таких как запоминание ваших предпочитаемых настроек веб-сайта, анализ использования веб-сайта посетителями для усовершенствования работы сайта и повышения его эффективности и интеграция с социальными сетями, а также представление (целевой) рекламы.
Дополнительную информацию о конфиденциальности и неразглашении личной информации на нашем веб-сайте можно найти здесь.
Стандартные сверла по металлу хорошо подходят для работы с такими мягкими металлами, как медь или алюминий. Для более твердых металлов, таких как нержавеющая сталь, лучше использовать сверла, изготовление из хром-ванадиевого или кобальтового сплава или карбида титана. Метка HSS показывает, что сверло изготовлено из металла повышенной прочности. Стандартные сверла по металлу выпускаются в диапазоне диаметров от 1 до 13 мм.
Компания SKIL рекомендует использовать рабочие перчатки, защитные очки, противопылевую маску и средства защиты органов слуха, как указано в руководстве пользователя, при работе с электроинструментами.
-
Характерной чертой сверл по металлу является их острый конец, который требуется для того, чтобы сверло легко проходило через металл. Диаметр сверл по металлу одинаков по всей длине; на конце сверло затачивается под углом 118°. Такие сверла также называются сверлами из быстрорежущей стали (High Speed Steel; HSS).
Сверла HSS из кобальтового сплава предназначены для сверления твердых металлов, таких как нержавеющая сталь; они затачиваются под несколько более тупым углом в 135° для облегчения центровки при начале сверления.
Такие сверла изготавливаются из быстрорежущей стали с добавкой 5% кобальта; при сверлении их необходимо охлаждать при помощи специального масла.
-
При сверлении металла образуются опилки или мелкая стружка (при сверлении мягких металлов типа латуни) или длинные стружки (при сверлении твердых металлов, таких как железо или сталь). Для каждого из этих типов металла имеются специальные сверла.
Режущая кромка сверла для мягких металлов является плоской (A). Это сделано для того, чтобы такие сверла не «закусывались» в металле; их также можно использовать и для других мягких материалов, таких как пластик или нейлон.
Режущая кромка сверла для твердых металлов остро заточена (B).
-
Если требуется просверлить в металле отверстие большого диаметра, необходимо сначала «пройти» такое отверстие с помощью сверла меньшего диаметра. Это позволит более крупному сверлу резать металл более эффективно и уменьшить вероятность перекоса.
В случае необходимости, предварительное сверление можно выполнить в несколько проходов, постепенно увеличивая диаметр используемых сверл.
При предварительном сверлении диаметр малого сверла (B) должен быть не менее диаметра перемычки более крупного сверла (A).Перемычкой сверла называется кратчайшее расстояние между двумя режущими кромками.
При предварительном сверлении диаметр малого сверла (B) должен быть не менее диаметра перемычки более крупного сверла (A).
 Перемычкой сверла называется кратчайшее расстояние между двумя режущими кромками.
Перемычкой сверла называется кратчайшее расстояние между двумя режущими кромками. -
Частой ошибкой при сверлении металла бывает слишком высокая скорость вращения. Чем тверже металл, в котором нужно выполнять сверление, тем ниже должна быть скорость сверления.
Например, при сверлении отверстия диаметром 8 мм в латуни скорость вращения дрели нужно установить на 2500 об/мин. В случае нержавеющей стали, которая является значительно более прочным металлом, правильная величина скорости вращения равняется 800 об/мин.
Хорошим показателем того, что скорость установлена правильно, является образование красивой длинной стружки.
-
Если требуется просверлить тонкий металлический лист, никогда нельзя держать его руками.
Когда сверло прорезает металл и выходит на противоположной стороне, возникает опасность, что металлический лист может внезапно зажать сверло и вырваться из рук.
Правильное решение состоит в том, чтобы прочно зажать металлический лист между двумя кусками дерева. Это снижает вероятность опасного срыва листа. При этом также уменьшается количество заусениц, что упрощает окончательную отделку заготовки.
-
При сверлении железа или стали рекомендуется прикладывать как можно меньшее усилие. Пусть работает сверло! Для смазывания и охлаждения сверла можно использоваться смазочное масло. Если толща металла пройдена почти полностью, нельзя допускать слишком быстрого выхода сверла на противоположной стороне заготовки. Это позволит свести к минимуму образование заусенцев при выходе сверла.
-
Перед сверлением металлической трубы необходимо убедиться, что она прочно зажата. Для сверления лучше всего использовать сверлильную стойку и тиски.
Для того чтобы предотвратить деформацию трубы – в результате давления со стороны дрели – поместите внутрь трубы кусочек дерева такой же формы и размера, что и труба.
В этом случае следует руководствоваться тем же советом: пусть работает дрель; не прикладывайте слишком большого усилия.

Оцените эти подробные инструкции.
Сверление металла
2406 (всего)
ПОДСКАЗКА!
Сверло можно легко охладить с помощью медицинской пипетки; можно также воспользоваться небольшим пульверизатором для опрыскивания растений.
Советы СДЕЛАЙ САМ
Источник: https://www.skil.ru/poshagovye-instrukcii/sverlenie-metalla.html
Pereosnastka.ru
- Особенности сверления отверстий малых размеров
- Категория:
- Технология миниатюрных изделий
Особенности сверления отверстий малых размеров
В настоящее время минимальный размер отверстий, получаемых сверлением, равен 0,05 мм. Получение сверлением отверстий меньших размеров ограничено возможностью изготовления достаточно качественных и стойких сверл, отсутствием прецизионного высокочувствительного сверлильного оборудования. К тому же, как показали исследования, отверстия диаметром 0,03 мм, полученные сверлением, как правило, не имеют четко очерченного контура. Образующаяся стружка и заусенцы становятся соизмеримыми с отверстием. Удаление стружки затрудняется. Поэтому для получения отверстий менее 0,05 мм более эффективными являются лазерный, электронно-лучевой и другие методы.
Несомненно, сверление отверстий по размерам, близким к минимально предельному значению, имеет свои особенности по сравнению со сверлением отверстий диаметром около 1 мм и требует не только специального инструмента и оборудования, но и гораздо большей осторожности.
Промышленностью выпускаются стандартные спиральные сверла, минимальный диаметр которых равен 0,1 мм. Для получения меньших размеров отверстий изготавливают специальные сверла.
Малые размеры сверл для сверления отверстий диаметром 0,05—1 мм, их ограниченная жесткость и прочность обусловливают специфические особенности процесса сверления.
Основной особенностью является более резкое влияние ряда факторов, таких как биение сверла и шпинделя станка, состояние и качество поверхности изделия, величина вылета сверла, характер и равномерность подачи.
Ухудшение каждого из перечисленных факторов может привести к поломке сверла или к получению неточных отверстий.
Поэтому весьма важным является исследование влияния каждого из этих факторов на процесс сверления, качество поверхности, точность обработки и стойкость сверл.
Перед началом сверления необходимо обеспечить правильную установку сверл в цанге или патроне, ограничить биение шпинделя и неперпендикулярность его оси к рабочей поверхности стола в пределах 0,005 мм.
Биение режущих кромок сверла должно быть минимальным и не превышать значения 0,015 мм. Принято считать, что установка сверл в патроне считается правильной, если при вращении шпинделя со скоростью менее 1,5 тыс.
об/мин при визуальном рассмотрении через лупу с 4—10-кратным увеличением сверло представляется в виде сплошного стержня без стружечных канавок.
Для более точной количественной оценки биения малоразмерных сверл при установке их в патроне и измерения износа служит специальный прибор.
Он состоит из плиты, установленной на ней головки стереоскопического микроскопа (МБС-2) и кронштейна для крепления и перемещения оптической призмы, предназначенной для поворота изображения исследуемого сверла на 90°. Изменение увеличения изображения с 4,8 до 56х осуществляется поворотом гайки.
Цена деления измерительных окуляров при максимальном увеличении равна 0,015 мм. Окуляры могут поворачиваться в трубках для установки шкалы в положение, удобное для измерения. Источник света расположен во втулке, которая вместе с кронштейном установлена на корпусе оптической головки.
Точная фокусировка изображения осуществляется перемещением призмы. Если условия обработки требуют измерения угла при вершине, то призму можно дополнительно повернуть на соответствующий угол и закрепить винтом. При необходимости износ сверл можно фиксировать на фотопленку.
Рис. 1. График зависимости «ломающей» подачи от величины вылета сверла
При больших значениях вылета L сверл и глубинах h сверления изгибная прочность сверл резко снижается. На рис. 32 приведены зависимости «ломающей» подачи 5Л0М от величины вылета при различных глубинах сверления (для сверл d = 0,5 мм и V = 3,1 м/мин).
Величина вылета малоразмерных сверл оказывает существенное влияние и на производительность обработки и стойкость малоразмерных сверл. При больших отношениях Lid под действием усилия резания происходит потеря продольной устойчивости сверл, вследствие чего теряется их прямолинейная форма, сохраняющаяся при сверлении с вылетом до 10d.
Поэтому во всех случаях целесообразно вести обработку с минимальным (в отношении свободного выхода стружки) вылетом.
Если же по технологическим условиям длина вылета регламентирована, то эффективность использования малоразмерных сверл может быть значительно повышена за счет применения инструмента с уменьшенной длиной рабочей части, что вполне допустимо, так как глубина отверстий диаметром до 1 мм не превышает (за редким исключением) Ad.
Следует иметь в виду, что при сверлении имеет место разбивка отверстий вследствие неизбежных биений сверла. Поэтому при сверлении точных отверстий диаметр сверла следует выбирать с учетом разбивки отверстия и с учетом припуска на последующую калибровку. Последнюю производят калибровочными пуансонами или шариками вначале предварительно, а затем «в размер».
Сверление с использованием обычных трехкулачковых патронов для крепления сверл не всегда обеспечивает получение нужной точности и требует дополнительного времени на центровку. Применение же патронов при больших скоростях вращения (свыше 10 тыс/мин) вызывает значительные вибрации.
В связи с этим для крепления малых диаметров используют зажимные цанги, имеющие меньшую массу и дисбаланс.
Реклама:
Источник: http://pereosnastka.ru/articles/osobennosti-sverleniya-otverstii-malykh-razmerov
лучше, чем ступенчатые / Инструменты / iXBT Live
В последнее время стали популярные ступенчатые сверла, позволяющие делать отверстия большого диаметра за один заход. Их основное преимущество — это диаметры сверления до 20…30 мм, без замены сверла и без предварительной подготовки (без засверливания меньшим диаметром). Встречаются большие ступенчатые сверла с диаметрами до 50 мм (!). Правда есть и минусы по подобных — их сложно точить, ими нужно уметь правильно работать. А вот сегодня я расскажу вам о другой модели подобной оснастки — это конусные бесступенчатые сверла.
Набор конусных сверл (3 шт, 3-30 мм)
Набор ступенчатых сверл (5 шт, 5-35 мм)
Характеристики:
Лот: набор сверл
Тип: конусные сверла
Предназначение: сверление больших отверстий по металлу без подготовки
Материал: быстрорежущая инструментальная сталь HSS 4241
Размеры: 16-30 мм / 8-20 мм / 3-14 мм
Хвостовик: 10/8/6 мм
Конусные сверла значительно удобнее, чем ступенчатые, в первую очередь за счет плавного перехода диаметра. Края отверстия получаются ровные, без задиров. В обзоре будет набор, с диаметрами для отверстий 3-30 мм. Кстати, подобная оснастка подходит не только для обработки изделий из древесины, пластика и алюминия, но и для различных видов сталей.
Про оснастку для Dremel’я недавно была речь, а сегодня речь пойдет про набор сверл для металлообработки. Про конкретные кейсы применения подробно раскрывать не буду, просто отмечу, что сверление нескольких отверстий 1/2″ в электрическом распределительном шкафе под вводные сальники подобными сверлами — просто сказка. В зависимости от необходимого диаметра выбираем конкретное сверло. В лоте сразу три штуки с диаметрами 16-30 мм, 8-20 мм, 3-14 мм. Заявлена быстрорежущая сталь HSS 4241, примерно соответствует нашей высокоуглеродистой инструментальной стали Р2АМ3.
На фотографии маленькое конусное сверло с начальным диаметром 3 мм и конечным диаметром 14 мм.
Обратите внимание на режущую кромку. Это острая, ровная кромка, которую при желании можно заточить самостоятельно или убрать задиры.
Хвостовик у сверла усеченный, под кулачковые патроны, диаметр 6 мм. На хвостовике набита маркировка диаметров конуса: 3-14 мм.
Следующее по величине сверло — среднее на 8-20 мм.
На кончике конуса хорошо видно выраженный «заход» — отточенную часть для засверливания в материал.
Хвостовик у этой модели уже больше, 8 мм, также усеченной формы под кулачки. Маркировка 8-20 мм.
Наибольшее сверло из набора — большой конус на 16-30 мм
Также выполнен острый заход, режущие кромки широкие.
Хвостовик тут уже побольше, на 10 мм. Маркировка 16-30 мм.
Длина хвостовика различная, в зависит от размера конуса.
Примерно 2.5 см. Этого достаточно, чтобы надежно зажать в патрон дрели.
Замеры диаметра хвостовика: 6 мм у маленького, 8 мм у среднего и 10 мм у наибольшего конуса.
Измеренный максимальный диаметр конуса практически совпадает с заявленным. Это значит, что не следует пытаться просверлить 14 мм отверстие самым маленьким сверлом.
Лучше взять сверло побольше (среднее), которое даст нужный результат. Аналогичная ситуация со средним и большим конусом. Правда для конкретных прикладных целей таких диаметров достаточно — это вводы на 1/2″, 3/4″, или 1″. Хватает с запасом.
Для сравнения прикладываю маленькое ступенчатое сверло из набора. Желтое покрытие — это нитрид титана, который должен увеличивать стойкость и прочность сверла. Подборка других наборов оснастки и инструмента.
Ступенчатые сверла были удобны, пока не открыл для себя подобные конусные. Конусные сверла дают качественный результат, ровные, а не рваные края отверстия.
При необходимости конусные сверла можно подтачивать самостоятельно — режущая кромка доступна для обработки. Любителям ступенчатых сверл — попробуйте заточить их. Каждую ступень. Самостоятельно))))
Готовлюсь к небольшому тесту с аккумуляторной дрелью Милуоки (Обзор). Кстати, эта дрель недавно мелькала в обзоре-сравнении с Макитой.
Дерево, алюминий и прочие пластики сразу отметаю в сторону — только хардкор, только профтруба 40х40х4 мм.
Профтруба — серьезное испытание для оснастки, особенно, если это не пара отверстий, а сразу массив, который добивает сверла сразу же.
На фотографии сверло заходит практически без давления, просто под собственным весом инструмента.
Результат отличный — получены ровные отверстия без задиров, без рваных краев. Есть один нюанс — отверстие под резьбу нужно будет разворачивать, так как профиль полученного отверстия получается под конус. Это специфика данной оснастки. Под остальные типы соединений разворачивать не обязательно.
Режущая кромка после нескольких отверстий не пострадала.
Подобные конусные сверла работают с любыми дрелями и шуруповертами, но если сверлите серьезные заготовки, то нужно позаботиться и о мощности инструмента.
На фотографии дрель Metabo BE 850-2 с мощностью 850 Вт и щеточным реверсом.
В общем, рабочую смену данные конусные сверла «отпахали» без замечаний. Если сравнивать с обычными — то для сверления сетки отверстий в профтрубе нужно было в 2-3 перестановки проходить несколькими диаметрами все отверстия, а это примерно плюс пара часов. Можно, конечно, иметь 2-3 шуруповерта с установленными разными номерами оснастки, но такой вариант бывает крайне редко. Ступенчатое сверло не дает нужного качестве отверстия. А вот конусное — как раз то, что нужно было.
Конечно, есть и минусы у подобной оснастки: во-первых, сложно поймать точно требуемый диаметр, разве что размечать глубину прямо на сверле, или же «набивать руку». Во-вторых, это стенки получаемых отверстий на конус, что не дает возможность сразу же нарезать резьбу и требует дополнительно разворачивать отверстие. В остальном, этом вариант оснастки оказался качественным за свои деньги (три штуки за $9 в сумме), прочным и подходящим для тяжелой работы. Что касается долговечности — достаточно периодически подтачивать кромку, и подобные сверла прослужат долго.
Что касается этого лота — обычный среди многих, доставка быстрая (если в текущей ситуации можно говорить про скорость), упаковка символическая. Цена хорошая за лот из трех штук.
Китайцы продолжают удивлять своими новинками в оснастке, постараюсь в ближайшее время показать еще обзоры полезных инструментов.
Чем и как сверлить глубокие и большие отверстия в металлических деталях
Сверление больших отверстий не составляет проблем, если правильно подобрать инструмент. Например, проведение таких работ может быть необходимо для закрепления швеллера или металлического уголка. Проще всего использовать электродрель, но для получения отверстия диаметром, например, 15 мм требуется приложить много усилий. Чтобы просверлить в металле отверстие большого диаметра, используются специальные приспособления и технология корончатого сверления.
Особенности создания
Во время сверления необходимо учитывать, что корончатая или ступенчатая конусная насадка должна подбираться таким образом, чтобы она имела меньший диаметр, чем создаваемое отверстие.
При использовании различных инструментов также необходимо учитывать их особенности. Например, при рассверливании конусными изделиями получаются ровные кромки.
Приспособления для дрелей
Существует несколько приспособлений для дрелей, которые позволяют облегчить процесс и сделать большое отверстие ровным:
- Кондуктор для сверления. Такое приспособление представляет собой корпус, в котором имеется несколько втулок направляющих для сверл разного диаметра. Материал, используемый для создания втулок, имеет большую твердость, чем сверла, поэтому можно не беспокоиться о том, что инструмент при бурении начнет отклоняться в сторону и расширит дыру.
- Направляющая для дрели. Подобное изделие позволяет зафиксировать инструмент таким образом, чтобы во время сверления он не отклонился в сторону. При отсутствии такого изделия инструмент может уйти в сторону, что приведет к созданию неровной кромки. Также его можно закрепить под углом. Но при сверлении металлических изделий обычно это не требуется.
- Стойка для дрели. Подобное изделие, сделанное своими руками, может являться недорогой заменой сверлильного станка, так как позволяет более комфортно осуществлять проведение работ. Закрепленный инструмент при использовании стойки движется по штанге с помощью рычага. При этом полностью исключено смещение, так как просверливаемая заготовка надежно удерживается благодаря наличию струбцины.
Используя указанные изделия, можно значительно облегчить процесс высверливания металлических изделий.
Особенность глубоких отверстий
Чтобы просверлить в металле глубокое отверстие лучше всего использовать токарный станок. Во время данного процесса обязательно производить охлаждение. При этом стружка должна принудительно отводиться. Периодически инструмент извлекается из заготовки для удаления стружки.
При работе без специализированных приспособлений не стоит утапливать насадку более чем на 2/3 ее длины. Для охлаждения в процессе работы необходимо использовать воду. Если работа производится за несколько подходов, не допускается изменение угла.
Особенность отверстий большого диаметра
Данная процедура является более сложной, чем глубокое сверление. Работы по вырезанию осуществляются либо при использовании коронки, либо при помощи конусного сверла. Коронки для металла похожи на изделия для бетона и гипсокартона. Отличие заключается только в материале, используемом при создании режущей кромки.
Также сверление может производиться стандартными изделиями в несколько этапов. Для этого сначала используется насадка небольшого диаметра. Затем осуществляется выбор более крупного инструмента.
Наиболее удобным способом является использование конусных сверл. Такие приспособления позволяют за один подход рассверлить отверстие большого размера. Для этого инструмент просто утапливается в материал.
Сверление без лишних хлопот
Во время работы можно использовать насадку небольшого сечения, а также использованный зачистной круг для болгарки. Важно помнить, что он должен иметь меньший диаметр, чем создаваемое отверстие.
Перед проведением работ на заготовке размечается окружность для отверстия, а вторая окружность будет меньше первой на расстояние, равное диаметру используемого сверла. После этого в противоположных местах окружности намечаются 2 отверстия. От них необходимо отступить 3 мм и наметить места для сверления. Таким образом сверление происходит по всей начерченной окружности. При необходимости подработки некоторые участки придется обработать зубилом. В результате создадутся зазубренные края, которые затем нужно будет обточить. Важно следить, чтобы во время проведения работ не происходило увеличение окружности, т. е. не расширять запланированный диаметр.
Конусное сверло
Изготавливаются описываемые типы сверл из инструментальной стали. Хвостовики таких изделий могут быть шестигранными и цилиндрическими. Режущая кромка снимает все заусенцы, поэтому кромка получается ровной. На конце сверлильной головки имеется заточенная вершина, которая позволяет производить предварительное сверление материала.
Используя такие изделия можно:
- производить создание пропилов диаметром до 30 мм;
- забыть о неровных краях;
- проводить растачивание различного диаметра, не меняя насадку.
Благодаря ступенчатым сверлам можно создавать пропилы различного диаметра в листовой стали толщиной до 4 мм. В отличие от простого конусного сверла при использовании таких изделий просверленный диаметр является фиксированным.
К недостаткам можно отнести:
- необходимость в применении инструмента с малыми оборотами и высоким крутящим моментом;
- чувствительность даже к небольшим перекосам.
Несмотря на указанные недостатки, данная насадка позволяет удобно работать с металлическими пластинами, быстро высверливая окружности нужного диаметра.
Коронка по металлу
Обработка металла является сложным процессом, поэтому подобные работы обычно производятся при использовании специализированного оборудования. Чтобы производить работу в бытовых условиях, можно использовать корончатые сверла.
Подобные изделия позволяют сделать края круглыми и отцентрированными. При этом для сверления используется стандартная дрель. Изделия состоят из нескольких частей:
- коронка;
- центровочная насадка;
- хвостовик изделия;
- винты, которые необходимы для закрепления.
При использовании корончатого сверла скорость проведения работ увеличивается до 10 раз. Также к преимуществам можно отнести возможность точно сверлить в диапазоне от 1,2 до 15 см.
При этом во время сверления не нужно производить центровку. Также стоит отметить, что такие сверла по сравнению со спиральными имеют более высокую износоустойчивость.
Перед началом работы производится установка центровочного сверла в центр окружности, после чего и осуществляется сверление. После этого происходит втягивание сверла и работа осуществляется коронкой.
Пресс для отверстий
Одним из распространенных способов является пробивка при помощи специального пресса. Это происходит следующим образом:
- Сначала заготовка укладывается на стол пресса и захватывается несколькими зажимами.
- Затем металл перемещается под пробивной инструмент. На данном этапе происходит дополнительное закрепление материала при помощи прижимного кольца.
- На последнем этапе и происходит пробитие при помощи пуансона.
В револьвере может быть несколько насадок различного диаметра, что позволяет быстро создавать пробоины разного диаметра. Такое оборудование обычно не применяется для работы с металлом в бытовых условиях.
Если работы планируется производить в домашних условиях, следует выбрать универсальный инструмент. Это позволит легко обрабатывать металл, не заботясь о приобретении дополнительных деталей. Подробно с технологией процесса познакомит представленное видео.
Как выбрать сверло по металлу — РИНКОМ
- Как выбрать сверло по металлу
- Выбираем сверла по металлу в зависимости от их вида и назначения
- Спиральные сверла
- Конусные сверла
- Как выбрать ступенчатое сверло по металлу
- Центровочные сверла по металлу
- Левосторонние сверла
- Корончатые сверла по металлу
- Перовые сборные сверла
- Твердосплавные сверла
- Спиральные сверла по металлу: особенности выбора
- Из каких материалов изготавливают сверла по металлу
- Что говорит цвет сверл по металлу о технологиях их изготовления
- Размеры сверл по металлу
- Российская и зарубежная маркировки сверл
- Выбор спирального сверла по металлу по форме хвостовика
- Лучшие производители сверл
- Как правильно выбрать сверло по металлу: важные особенности
- Как выбрать сверло по металлу для дрели под саморез
Содержание
Как выбрать сверло по металлу
В этой статье мы подробно расскажем, как выбрать сверло по металлу. Вы получите ответы на следующие важные вопросы.
- Какие выбрать сверла по металлу для выполнения определенных работ?
- Какие характеристики и особенности имеют самые популярные спиральные разновидности?
- О чем говорит цвет сверл?
- Как читать их маркировку?
- Для чего подходят различные хвостовики?
- Что следует дополнительно учесть при выборе сверл?
Изучив информацию, вы сможете без проблем купить сверла по металлу, которые лучше всего справятся со своими задачами.
Выбираем сверла по металлу в зависимости от их вида и назначения
Выбирая сверло по металлу, мастер, в первую очередь, смотрит на его вид.
Спиральные сверла
Самый популярный вид. Эти простые дешевые сверла предназначены для проделывания глухих и сквозных отверстий определенных диаметров. Рабочая часть представляет собой цилиндрический стержень с двумя режущими кромками. Канавки служат для отвода стружки.
Фотография №1: спиральные сверла по металлу
Конусные сверла
Рабочие части имеют форму конусов. В быту такие сверла по металлу применяют редко. Они лучше всего подходят для специальных станков и двуручных дрелей. С их помощью проделывают отверстия с диаметрами от 6 до 60 мм.
Фотография №2: конусное сверло по металлу
Как выбрать ступенчатое сверло по металлу
Конические ступенчатые сверла по металлу лучше всего подходят для проделывания отверстий в тонких листах. Выглядят эти инструменты так.
Фотография №3: ступенчатое сверло по металлу
Как видите, при проделывании отверстий различных диаметров в тонколистовом металле инструмент не нужно менять.
Центровочные сверла по металлу
Центровочные сверла по металлу предназначены для проделывания в заготовках центровочных отверстий. Они необходимы для фиксации изделий на различных специальных станках.
Фотография №4: центровочные сверла по металлу
Левосторонние сверла
Левосторонние сверла по металлу специально предназначены для высверливания болтов и винтов со сломанными головками. С помощью обычных сверл сделать это не получится. Болт или винт будет прокручиваться.
Фотография №5: левостороннее сверло по металлу
Корончатые сверла по металлу
Корончатые сверла или кольцевые фрезы применяют для быстрого просверливания в металлических заготовках отверстий больших диаметров (от 15 до 100 мм). Принцип работы таких инструментов основан на корончатом фрезеровании. На него тратится в 4–12 раз меньше энергии, чем при использовании обычных сверл.
Фотография №6: корончатые сверла по металлу
Такие сверла предназначены для установки на сверлильные, фрезерные и токарные станки. Для ручной работы используют специальные инструменты с зажимами типа QuickIN Plus.
Перовые сборные сверла
Перовые сборные сверла отлично подходят для обработки чугуна, конструкционной стали и твердых поковок. С помощью этих инструментов проделывают фасонные и ступенчатые отверстия больших диаметров. Перовые сборные сверла состоят из державок, к которым крепят пятигранные режущие пластины различных размеров. Для отвода стружки на них имеются специальные канавки.
Фотография №7: сборные перовые сверла с пластинами
Твердосплавные сверла
Твердосплавные сверла изготовлены с применением особо прочных материалов. Существуют следующие разновидности таких инструментов.
- Монолитные.
- Сварные.
- Со специальными пластинами.
Фотография №8: твердосплавные сверла с пластинами
Такие инструменты покупают для обработки заготовок из жаропрочных сталей и сплавов титана.
Далее расскажем, как выбрать качественное спиральное сверло по металлу.
Спиральные сверла по металлу: особенности выбора
При выборе сверл по металлу мастера смотрят на:
- материал изготовления;
- цвет;
- маркировку;
- размеры;
- форму хвостовика;
- производителей.
Из каких материалов изготавливают сверла по металлу
Основной материал, идущий на изготовление сверл по металлу, — быстрорежущая сталь. Для повышения надежности и расширения функционала добавляют кобальт и молибден.
К примеру, если в сплаве содержится 5 % кобальта, срок службы сверла увеличивается в три раза. Таким инструментом можно работать с заготовками из нержавеющей и легированной сталей с пределами с пределами прочности на растяжение до 1000 Н/мм2.
Что говорит цвет сверл по металлу о технологиях их изготовления
При выборе сверла по металлу его качество можно оценить по цвету.
- Серые сверла по металлу.
Изготовлены без применения дополнительной обработки. В быту используются чаще всего. Однако качество, срок службы и функциональность оставляют желать лучшего.
Фотография №9: самые распространенные сверла по металлу
- Черные сверла по металлу.
Черный цвет говорит о том, что при финишной обработке инструментов использовался перегретый пар. Такие сверла подходят для работы с заготовками из легированных и углеродистых сталей, цветных металлов и иных материалов с прочностью на растяжение до 800 Н/мм2.
Фотография №10: парооксидированные сверла по металлу
- Сверла по металлу со слабым золотистым оттенком.
Он означает, что при финишной обработке применяли отпуск для снятия внутренних напряжений и закалку. Отличаются надежностью и долговечностью.
Фотография №11:: закаленное сверло по металлу
- Ярко-золотые сверла.
Стоят дороже аналогов, но отличаются максимальными качеством и долговечностью. Ярко-золотой цвет означает, что сверло покрыто нитритом титана. При помощи таких инструментов можно обрабатывать заготовки из материалов с прочностью на растяжение до 1100 Н/мм2. Еще одно преимущество таких сверл — низкий коэффициент трения.
Фотография №12: сверло, покрытое нитритом титана
Размеры сверл по металлу
Размер также относится к основным критериям выбора спирального сверла по металлу. По ГОСТу эти инструменты делятся на три группы.
- Короткие. Диаметр — 0,3–20 мм. Длина — 20–131 мм.
- Удлиненные. Диаметр — 0,3–20 мм. Длина — 131–205 мм.
- Длинные. Диаметр — 1–20 мм. Длина — 205–254 мм.
Выбирайте сверла по металлу в зависимости от габаритов заготовки, а также типа и диаметра отверстия, которое необходимо проделать.
Российская и зарубежная маркировки сверл
По российским стандартам:
- маркировке подлежат все спиральные сверла диаметром от 2 мм;
- на сверла диаметром 2–3 наносят лишь марку стали и поперечное сечение;
- на сверла диаметром от 3 мм также наносят логотип компании-производителя.
В российских маркировках присутствуют цифры и буквы «Р», «М» и «К».
- «Р6». Означает, что сверло изготовлено из быстрорежущей стали с 6-процентным содержанием вольфрама.
- «М5». Говорит о том, что в сплаве присутствует молибден (5 %).
- «К5». Добавлен кобальт (5 %).
Изображение №1: правила расшифровки российских маркировок
В зарубежных маркировках букву «Р» заменяет аббревиатура HSS. К ней добавляют информацию о составе сплава и предназначении сверла. Перечислим чаще всего встречающиеся обозначения и их расшифровки.
- HSS-TiN. Свело покрыто нитридом титана. Термостойкость инструмента — 600 °C.
- HSS-TiAN. Нитрид титана легирован алюминием. Термостойкость инструмента — 900 °C.
Это самые надежные и износостойкие сверла, предназначенные для работы с различными металлами (включая титан).
- HSS-G. Предназначение таких инструментов — сверление углеродистых и легированных сталей, а также сплавов из меди и алюминия.
- HSS-E. Кроме вышеперечисленных материалов сверлят нержавеющие и кислотостойкие стали.
- HSS-G Co 5. Сверлят различные металлы с прочностью на растяжение до 1100 Н/мм2.
Фотография №13: пример зарубежной маркировки сверла
Выбор спирального сверла по металлу по форме хвостовика
При выборе сверла по металлу также обратите внимание на форму хвостовика. Хвостовик — это часть сверла, которая зажимается в патроне. Существуют следующие основные разновидности хвостовиков.
- Цилиндрические.
Самый распространенный тип. Обычно диаметры хвостовика и сверла совпадают, но есть и модели, в которых хвостовики толще или тоньше рабочих частей. К недостаткам цилиндрических хвостовиков относят невозможность передачи инструменту большого крутящего момента. Главное достоинство заключается в том, что при заклинивании сверла дрель не сломается.
Фотография №14: сверло с цилиндрическим хвостовиком
- Шестигранные.
Могут зажиматься обычными кулачковыми патронами и вставляться в специальные держатели. На сверла с такими хвостовиками можно передавать большие крутящие моменты. При установке таких инструментов в держатели немного снижается точность.
Фотография №15: сверла с шестигранными хвостовиками
- Конические.
Сверлами с такими хвостовиками оснащают промышленные дрели и станки.
Фотография №16: сверла с коническими хвостовиками
Лучшие производители сверл
Перечислим производителей сверл, продукция которых пользуется популярностью.
- Bosсh.
Эта немецкая компания занимает лидирующую позицию на рынке. Несмотря на высокие цены спрос на продукцию не уменьшается, т. к. она отличается высокими качеством и долговечностью. Купить сверла Bosh можно как поштучно, так и в наборах.
Фотография №17: сверла Bosch
- Ruko.
Эта компания также находится в Германии. Поставляет на мировой рынок различные режущие инструменты. Продукция сочетает в себе высокое качество и приемлемую стоимость. Особого внимания заслуживает серия спиральных сверл с крестовой заточкой (TL 3000).
Фотография №18: сверла Ruko
- «Зубр».
Это один из ведущих отечественных производителей. Рекомендуем обратить внимание на серию «Кобальт». В нее входят надежные, точные и качественные сверла по металлу (ГОСТ 10902-77). При этом цены на продукцию значительно ниже.
Фотография №19: сверла «Зубр»
- Sekira.
Это наша собственная торговая марка. Мы специализируемся на выпуске износостойких и качественных спиральных сверл по ГОСТу 10902-77 с цилиндрическими хвостовиками. На изготовление идет быстрорежущая сталь марки Р6М5. Наши сверла подходят для работы с различными металлами (серый чугун, цветные металлы и их сплавы, жаропрочные, высокопрочные и стойкие к коррозии стали и сплавы, титановые сплавы и пр.). Приобрести нашу продукцию вы можете по максимально низким ценам.
Фотография №20: сверла Sekira Р6М5
Как правильно выбрать сверло по металлу: важные особенности
Чтобы правильно выбрать сверло по металлу, учтите следующие важные особенности.
- Обратите внимание на угол заточки. Его выбирайте в зависимости от типа металла, который будете сверлить.
- Бронза — 130–140°.
- Чугун — 118°.
- Конструкционная сталь — 116°.
- Нержавеющая сталь — 120°.
- Если приобретаете сверла для редкого бытового пользования, можно сэкономить и купить дешевые серые модели. В противном случае — выбирайте качество.
- Удостоверьтесь в том, что хвостовик подходит к вашему инструменту.
- Если нужно соблюсти допуски, приобретайте сверла повышенного класса точности (А1).
Как выбрать сверло по металлу для дрели под саморез
Чтобы подобрать сверло под саморез по металлу, руководствуйтесь следующим принципом. Диаметр сверла должен быть меньше диаметра самореза.
| диаметр резьбы,d | диаметр сверла, мм |
| ST 2,9 | 2,4 |
| ST 3,5 | 2,9 |
| ST 3,9 | 3,2 |
| ST 4,2 | 3,7 |
| ST 4,8 | 4,2 |
| ST 5,5 | 4,9 |
| ST 6,3 | 5,9 |
Изображение №2: таблица для выбора диаметров сверл под саморезы по металлу
Перед вкручиванием крепежа смажьте отверстие машинным маслом. Фиксация пройдет без особых усилий.
Как увеличить или выровнять отверстие в металле
Увеличение отверстий или выравнивание несовпадающих отверстий в металле — это работа инструмента, известного как развертка.
Процесс, с помощью которого это делается, называется развертыванием и отличается от традиционного сверления, поскольку для него требуется существующее отверстие или отверстия в качестве отправной точки. Развертка не может создать отверстие с нуля, а только увеличить размер текущих отверстий.
Ниже вы найдете пошаговое руководство по развертыванию вместе с техническими рекомендациями, советами по передовой практике и информацией о диапазоне доступных разверток HMT и наилучших ситуациях их использования.
Как увеличить или выровнять (развернуть) отверстие в металле:
- Во-первых, убедитесь, что ваша заготовка надежно закреплена и не собирается двигаться.
- Во-вторых, если у вас уже есть отверстие, которое вы хотите увеличить или выровнять, выберите наиболее подходящую развертку для нужного вам размера отверстия. Например, если вы хотите перейти от отверстия 8 мм к отверстию 16 мм, не рекомендуется делать это за одну операцию. Для достижения наилучших результатов и предотвращения поломки инструмента увеличивайте отверстие небольшими приращениями по 2-3 мм за раз, используя для этого развертку подходящего размера.
- Установите развертку на приводной инструмент.
- При использовании расширителя Holemaker Technology VersaDrive в ударном гайковерте, магнитном сверле или сверле SDS выберите правильный адаптер, установите его на приводной инструмент и вставьте расширитель.
- При установке развертки ImpactaMag на магнитную дрель просто вставьте ее в оправку и затяните установочные винты.
- Вставьте развертку в отверстие, которое нужно увеличить. Развертки VersaDrive и ImpactaMag — это конические развертки, также известные как мостовидные развертки, которые самоцентрируются благодаря своим наклонным коническим сторонам.(Развертки, используемые в магнитном сверле, могут самоцентрироваться только при выключенном магните, чтобы сверло могло двигаться в правильное положение.)
- Когда будете готовы, слегка выдвиньте развертку, чтобы она не касалась стенок отверстия, и начните вращение.
- Начните резку, применяя постоянное давление подачи на протяжении всей операции.
- Когда развертка достигнет самого широкого места, рез будет завершен, и развертку можно будет остановить и вытащить.
Рекомендации по передовой практике:
- Проверьте минимальный крутящий момент, необходимый для используемого инструмента.
- Приложите твердое, равномерное давление подачи по всему пропилу, подавая подачу очень медленно и осторожно в течение первых 1 мм реза.
- Чтобы продлить срок службы инструмента, не пытайтесь увеличить диаметр существующего отверстия более чем на 2–3 мм. Если требуется больший размер готового отверстия, тогда следует использовать развертку следующего размера, чтобы «увеличивать», пока не будет достигнут конечный диаметр отверстия.
- Избегайте бокового смещения или наклона, которые могут привести к повреждению инструмента
- Обеспечьте регулярное нанесение качественной смазочно-охлаждающей жидкости, особенно при сверлении толстых или затвердевших материалов.
- Резка пламенем, лазерная резка или пробивка отверстий может оказаться невозможной для развертывания ударного ключа. В этой ситуации отверстие можно развернуть медленным магнитным сверлом с разверткой ImpactaMag или VersaDrive.
- Следуйте инструкциям, чтобы установить правильную скорость вращения. Неправильная частота вращения может привести к снижению срока службы или поломке инструмента.
- Следите за тем, чтобы на поверхности стали достаточной толщины не было мусора для сильного удержания магнита при сверлении с магнитом.
- Регулярно проверяйте, чтобы направляющие, ручки, оправки и движущиеся части магнитного сверла не ослабляли со временем вибрации.
- Для быстрой работы с гайковертами и ударными отвертками.
Теперь вы знаете, как, зачем вам расширять отверстие?
Существует множество причин, по которым отверстия необходимо модифицировать после того, как они были созданы. Чаще всего это могут быть изменения в спецификации, изменение типа используемых креплений или даже просто ошибка измерения на каком-то этапе процесса.
Какой бы ни была причина увеличения отверстия, это традиционно было трудно сделать точно на месте и вдали от статических прецизионных фрезерных и сверлильных станков, особенно в твердых материалах, таких как сталь.
Тогда вопрос «как это сделать быстро и правильно» стал настоящей проблемой.
Желание найти решение этих проблем привело нас к созданию двух совершенно новых продуктов — линейки строительных и промышленных разверток VersaDrive и ImpactaMag.
Развертки VersaDrive
Развертки VersaDrive
— это идеальный инструмент для выравнивания и увеличения отверстий для слесарей и монтажников, позволяющий поддерживать работу при смещении отверстия или неправильном размере для фиксации.
Обладая специально разработанной геометрией резания с 6 зубьями и титановым покрытием, развертки VersaDrive ™ полностью рассчитаны на ударную нагрузку и работают быстрее всего при использовании с ударным гайковертом, обеспечивая максимальную производительность резания практически без отдачи механического инструмента.
Развертки VersaDriveимеют запатентованный нескользящий шестигранный хвостовик, подходящий для использования в любом стандартном сверлильном патроне 1/2 ”для аккумуляторных или пистолетных дрелей или с адаптером VersaDrive Rapid Lock для использования в широком спектре электроинструментов, таких как магнитные дрели.
- Прецизионная конструкция с 6 зубьями для плавного резания
- Более безопасное развертывание с минимальной отдачей
- Специально закалено для использования с гайковертом
- Высококачественная инструментальная сталь для высокой точности и длительного срока службы
- Титановое покрытие Goldmax с низким коэффициентом трения, предотвращающее выгорание
- Высокопрочная, нескользящая конструкция хвостовика
- Использование на ударных или вращающихся
Краткое техническое руководство
- Для максимальной производительности при использовании ударных гайковертов и ударных отверток
- Не рекомендуется использовать развертки с ударным приводом для отверстий, вырезанных пламенем или плазмой.Использование с магнитным сверлом
- Развертка должна вращаться перед началом резки и должно использоваться постоянное давление подачи через разрез
- Для материалов толщиной более 20 мм рекомендуется использовать развертки ImpactaMag.
Развертка HMT ImpactaMag
Развертка ImpactaMag ™ HSS — это уникальная развертка двойного назначения для увеличения и выравнивания отверстий в металлах и твердых материалах.
Специально разработанная геометрия резания позволяет использовать инструмент в ударном гайковерте или магнитной дрели.При использовании в ударном гайковерте он закрепляется в специальном адаптере, что означает, что инструментом легче управлять, применять правильную скорость подачи и извлекать из готового отверстия, что увеличивает срок службы инструмента. Эта развертка также подходит для стандартной оправки магнитного сверла Weldon.
Коническая конструкция позволяет ввести узкий конец развертки ImpactaCut в существующее отверстие и точно отцентрировать.
Ротационный / ударный удар срезает точную стружку с каждой стороны отверстия, вплоть до самого широкого диаметра развертки.
- Идеально для монтажа стальных конструкций и мостов
- Идеально для модификации и увеличения отверстий
- Крепится непосредственно к гайковерту
- Может использоваться с любым стандартным магнитным сверлом
- Доступны промежуточные размеры
- Уникальный дизайн с 6 зубьями для более быстрого и плавного резания
- Подготовить отверстия для установки TCB и фрикционных болтов
Итак, как узнать, какой из них вам подходит?
Выбор подходящего инструмента для работы будет зависеть от используемого приводного инструмента, требуемого размера окончательного отверстия и материала, который вы расширяете.
Когда развертки VersaDrive — лучший вариант:
При использовании портативного электроинструмента, такого как ударная отвертка или ударный гаечный ключ, а окончательный требуемый размер отверстия меньше 26 мм, рекомендуется использовать ударную развертку VersaDrive. Этот инструмент быстро и легко подходит для линейки быстросменных адаптеров VersaDrive с быстрой фиксацией и может использоваться для увеличения отверстия в материалах толщиной до 20 мм.
Развертки VersaDriveтакже можно использовать с аккумуляторными дрелями и сверлами на магнитах или сверлами для колонн, поэтому для применений, требующих отверстий диаметром до 26 мм в материалах толщиной до 20 мм, развертки VersaDrive по-прежнему идеально подходят для этой задачи.
Когда развертки ImpactaMag — лучший вариант:
Если вы используете магнитное сверло без адаптера, требуется размер отверстия от 26 до 39 мм или если у вас материал толщиной более 20 мм, то рекомендуется использовать ImpactaMag Reamer.
С хвостовиком Weldon развертка ImpactaMag впишется непосредственно в стандартную оправку 19,05 мм, а ее конструкция делает ее идеальной для обработки более толстых материалов на глубину более 20 мм.
Многие профессионалы в области строительства и строительства будут свидетельствовать.Работа на месте или в мастерской может проходить нормально, пока небольшая проблема, такая как несовпадающее отверстие, плохо просверленное отверстие или слишком маленькое соединительное отверстие, не заставит работать очень дорогой гаечный ключ.
Наличие под рукой набора разверток VersaDrive или ImpactaMag означает, что эту потенциальную проблему можно быстро преодолеть.
Скорости и подача
Коническая развертка, кольцевая пила, пробойник по металлу?
Используйте сверло подходящего размера в сверлильном станке и прижмите панель к дереву на лотке пресса, используя либо пластиковый зажим, либо металлический зажим с небольшим куском картона под лапкой, чтобы избежать царапин. .Развертки делают отверстия со скошенными кромками, поэтому на одной стороне панели отверстие будет немного больше, чем на другой. Кроме того, при ручном расширении стали обычно получаются отверстия в форме звезды, а не круглые. То же самое происходит и с алюминием, в зависимости от марки. Самая большая ошибка людей, выполняющих рассверливание отверстий, — это слишком большое давление. Как и все режущие инструменты, позвольте режущей поверхности делать свою работу.
Если у вас нет сверлильного станка (подойдет настольная модель за 99 долларов), посмотрите, есть ли у кого-нибудь из ваших друзей к нему доступ.Вы можете увеличить отверстия с помощью ручного сверла, но увеличение отверстий в металле создает риск «укусить» более крупную коронку, и таким образом вы можете серьезно повредить запястья. Кроме того, удила * будет * немного ходить.
Мой напольный сверлильный станок Delta, вероятно, является моей наиболее часто используемой машиной, но для этой цели вам действительно не нужно ничего такого большого и массивного. Вам просто нужна стабильность удерживания долота в истинном вертикальном положении. Вы, вероятно, даже можете взять его напрокат за столько, сколько нужно, чтобы купить развертку, рукоятку развертки и проделать красивые круглые отверстия!
Вы спрашивали о штамповке… есть три типа. Дешевый тип, который вы просто держите там, где хотите проделать отверстие, и отбиваете его молотком. Он работает только с тонким материалом (например, с вашей панелью), но недостатком является то, что он деформирует панель вокруг отверстия.
Правильный способ сделать это — пробойник для болтов, у которого есть нижняя часть, верхняя часть и закаленный болт, проходящий через центр двух частей и панели. Затем с помощью отбойного молотка или ударного пистолета вы затягиваете его, и он пробивает панель. Вот как я делаю панели с отверстиями необычной формы для разъемов типа RS232, RS422, VGA, разъемов d-sub.У меня для них есть набор ударов. И стоили они недешево.
Единственный реальный способ пробить, не повредив тонкую панель, — это гидравлический пробойник, а для 4-6 отверстий забудьте об этом. Бурение намного проще и дешевле. Отзывы о
сверло коническое отверстие в дереве — интернет-магазины и отзывы о сверло коническое отверстие в дереве на AliExpress
Отличные новости !!! Вы находитесь в нужном месте для сверления конического отверстия в дереве.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы найдете новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как это коническое отверстие в древесине с верхним сверлом станет одним из самых востребованных бестселлеров в кратчайшие сроки. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что купили на AliExpress сверло в дереве с коническим отверстием.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в сверлении конического отверстия в дереве и думаете о выборе аналогичного товара, AliExpress — отличное место, чтобы сравнить цены и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг, и предыдущие клиенты часто оставляют комментарии, описывающие свой опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести Drill Tonered Hole in wood по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Глава 11: Расширение и нарезание резьбы | Применение режущего инструмента
Спиральные сверла не позволяют делать отверстия точного размера или качественной чистовой обработки; Для окончательной резки и отделки часто используется развертка какого-либо типа. Развертка не проделает исходное отверстие; это только увеличит ранее просверленное или просверленное отверстие.Он будет резать с точностью до +0,0005 дюймов от размера инструмента и добиваться финишной обработки до 32 микродюймов.
Развертки обычно изготавливаются из быстрорежущей стали, хотя развертки с твердосплавными и твердосплавными напайками производятся во многих размерах и стилях. Обычные патронные развертки выпускаются в числовом и буквенном размерах, в дробных дюймах и миллиметрах. Их можно приобрести шлифованными до любого желаемого диаметра.
Винтовая резьба используется для различных целей и применений в станкостроении.Они используются для удержания или скрепления деталей вместе (винты, болты и гайки), а также для передачи движения (ходовой винт перемещает каретку на токарном станке двигателя. Резьба винтов также используется для управления или обеспечения точного движения (шпиндель на микрометре) , и для обеспечения механического преимущества (винтовой домкрат поднимает большие нагрузки).
При определении винтовой резьбы необходимо учитывать отдельные определения для внешней резьбы (винт или болт) и внутренней резьбы (гайка).
Наружная резьба Резьба представляет собой цилиндрический кусок материала, имеющий равномерную спиральную канавку, вырезанную или сформированную вокруг нее.Внутренняя резьба определяется как кусок материала, имеющий спиральную канавку внутри цилиндрического отверстия. В этой главе будут обсуждаться внутренние потоки и нарезание резьбы, операции, которые создают такие потоки.
Развертка — Развертка — это процесс обработки, в котором используется многогранный режущий инструмент с канавками для сглаживания, увеличения или точного размера существующего отверстия. Развертка выполняется на тех же типах станков, что и сверление.
Развертка — это вращающийся режущий инструмент с одним или несколькими режущими элементами, используемыми для увеличения до размера и контура ранее сформированного отверстия.Его основная опора во время резания обеспечивается заготовкой.
Номенклатура разверток — Вот основная конструкция и номенклатура разверток. На рисунке показан наиболее часто используемый стиль для отверстий до 1 дюйма, называемый зажимным расширителем.
Цельные развертки почти полностью выполняют резку с передней частью со скошенной под углом 45 градусов фаской. Канавки направляют развертку и немного улучшают качество обработки. Следовательно, развертки не следует использовать для съема тяжелых материалов.
Ось: Ось представляет собой воображаемую прямую линию, которая проходит при вращении развертки между центрами.
Задний конус: Задний конус — это небольшое уменьшение диаметра от передней части к задней части длины канавки развертки.
Корпус: Корпус: 1) Рифленая часть развертки с полным диаметром, включая фаску, начальный конус и фаску; 2) основной опорный элемент для набора лезвий развертки, обычно включающий хвостовик.
Фаска: Фаска — это угловая режущая часть на входном конце развертки.
Длина фаски: Длина фаски — это длина фаски, измеренная параллельно оси на режущей кромке.
Угол снятия фаски: Угол снятия фаски — это осевой угол снятия фаски на внешнем углу фаски. Он измеряется путем проецирования на плоскость, касательную к периферии внешнего угла фаски.
Зазор: Зазор — это пространство, создаваемое рельефом за режущей кромкой или краем развертки.
Режущая кромка: Режущая кромка — это передняя кромка площадки в направлении вращения для резки.
Канавки: Канавки представляют собой продольные каналы, сформированные в корпусе развертки для обеспечения режущих кромок, пропускания стружки и попадания смазочно-охлаждающей жидкости на режущие кромки.
Длина канавки: Длина канавки — это длина канавки без учета ширины фрезы.
Земля: Земля — это участок расширителя между соседними канавками.
Запас: Запас — это неотрезанная часть периферии фаски, прилегающая к режущей кромке.
Шейка: Шейка представляет собой секцию уменьшенного диаметра, соединяющую хвостовик с корпусом или другие части развертки.
Общая длина: Общая длина — это максимальная длина развертки в сборе от конца до конца, не включая внешние центры или распорные винты.
Хвостовик: Хвостовик — это часть развертки, которой он удерживается и приводится в движение.
Прямой хвостовик: Прямой хвостовик — это цилиндрический хвостовик.
Конический хвостовик: Конический хвостовик — это хвостовик, изготовленный с учетом указанного (конического) конического гнезда.
Типы разверток — Развертки изготавливаются с тремя формами канавок, и все они являются стандартными.
Прямая канавка: Расширители с прямой канавкой подходят для большинства работ и являются наименее дорогостоящими, но не должны использоваться, если в отверстии есть шпоночный паз или другой разрыв.
Правая спираль: Правые спиральные развертки с канавками обеспечивают более свободное резание и имеют тенденцию поднимать стружку из отверстия. Их не следует использовать для обработки меди или мягкого алюминия, поскольку эти расширители имеют тенденцию втягиваться в отверстие.
Левосторонняя спираль: Левосторонние спиральные развертки с канавками требуют немного большего давления для подачи, но обеспечивают плавный разрез и могут использоваться на мягких липких материалах, поскольку они, как правило, выталкиваются из отверстия по мере продвижения. Нецелесообразно использовать их в глухих отверстиях, потому что они выталкивают стружку в отверстие.
Все развертки используются для получения ровных и точных отверстий. Некоторые вращаются вручную, а другие используют мощность станка.
Машинные развертки — Машинные развертки используются как на сверлильных, так и на токарных станках для черновой и чистовой обработки. Машинные развертки доступны с коническим или прямым хвостовиком, а также с прямыми или винтовыми канавками. Развертки с коническим хвостовиком подходят непосредственно к шпинделю, а развертка с прямым хвостовиком, обычно называемая патронной разверткой, подходит для сверлильного патрона.
Ручные развертки — Ручные развертки — это чистовые развертки, отличающиеся квадратом на хвостовике. Они поворачиваются вручную с помощью гаечного ключа, который надевается на квадрат. Этот тип развертки режет только внешние режущие кромки. Конец ручной развертки слегка сужается, чтобы облегчить выравнивание в просверленном отверстии. Длина конуса обычно равна диаметру развертки. Ручные развертки никогда не должны вращаться под действием мощности станка, их следует запускать прямо и прямо. Они никогда не должны удалять больше 0.001–0,005 дюйма материала. Доступны ручные развертки диаметром от 1/8 дюйма до более 2G и, как правило, изготавливаются из углеродистой или быстрорежущей стали.
Условия эксплуатации — При развертывании важны скорость и подача; необходимо учитывать удаление материала и выравнивание для создания отверстий без вибрации. Скорость развёртывания Скорость развёртывания машины может значительно варьироваться в зависимости от части материала, который будет развёртываться, типа станка, а также требуемой чистовой обработки и точности. скорость, используемая для сверления того же материала.
Подачи для развёртывания: Подачи при развёртывании обычно намного выше, чем при бурении, часто на 200–300 процентов подачи сверла. Слишком низкая подача может привести к чрезмерному износу расширителя. Всегда необходимо, чтобы подача была достаточно высокой, чтобы развертка могла резать, а не тереть или полировать. Слишком высокая подача может снизить точность отверстия, а также снизить качество отделки. Основная идея состоит в том, чтобы использовать как можно большую подачу и при этом обеспечивать требуемую чистоту и точность.
Снимаемый припуск: По той же причине недостаточный припуск для развертывания может привести к полировке, а не к резанию. Трудно сделать обобщение по этой фазе, поскольку она тесно связана с типом материала, подачей, требуемой чистовой обработкой, глубиной отверстия и емкостью стружки развертки.
Выравнивание: При идеальном развертывании шпиндель, развертка, втулка и обрабатываемое отверстие идеально выровнены. Любое отклонение от этого приводит к увеличению износа расширителя и ухудшению точности отверстия.Отверстия с конусом, увеличенного размера или с раструбом требуют проверки совмещения. Иногда негативные последствия несоосности можно уменьшить за счет использования плавающих или регулируемых держателей. Довольно часто, если пользователь отшлифует на развертке небольшой задний конус, это также поможет преодолеть последствия несовпадения.
Дребезжание: Дребезжание во время зенковки очень плохо сказывается на сроке службы расширителя и чистоте обработки отверстия. Дребезжание может быть результатом одной из нескольких причин, некоторые из которых перечислены: • Чрезмерная скорость; • Слишком большой зазор развертки; • Отсутствие жесткости в кондукторе; • ненадежное ведение работы; • Чрезмерный вылет развертки или шпинделя; • Слишком слабая подача.
Развертка может выполняться на токарных, сверлильных и обрабатывающих центрах.
Нарезание резьбы
Нарезание резьбы определяется как: процесс нарезания внутренней резьбы с использованием инструмента (метчика), имеющего зубцы на периферии, для нарезания резьбы в предварительно просверленном отверстии. Комбинированное вращательное и осевое относительное движение метчика и заготовки образует резьбу.
Номенклатура метчиков — Резьба винтов имеет много размеров. В современном производстве важно знать терминологию винтовой резьбы.«Правая резьба» — это винтовая резьба, для затяжки которой необходимо вращать вправо или по часовой стрелке. «Посадка резьбы» — это диапазон плотности или ослабления между внешней и внутренней сопрягаемой резьбой. «Серии резьбы» — это группы различающихся комбинаций диаметров и шагов. друг от друга на количество нитей на дюйм, нанесенных на определенный диаметр. В промышленности используются две общие серии резьбы — крупная и мелкая, обозначаемые как UNC и UNF.
Фаска: Фаска — это сужение резьбы на переднем конце каждой кромки резца, метчика или штампа путем обрезки и снятия гребня первых нескольких зубцов для распределения режущего действия на несколько зубцов.
Гребень: Гребень — это поверхность резьбы, которая соединяется с боковыми сторонами резьбы и наиболее удалена от цилиндра или конуса, из которого выступает резьба.
Боковая поверхность: Боковая поверхность — это часть поверхности винтовой резьбы, которая соединяет гребень и основание, и которая теоретически представляет собой прямую линию в осевом плоском сечении.
Канавка: Канавка — это продольный канал, образованный в метчике для создания режущих кромок на профиле резьбы, а также для обеспечения пространства для стружки и прохождения смазочно-охлаждающей жидкости.
Угол зацепа: Угол зацепа — это угол наклона вогнутой поверхности, обычно обозначаемый как «хордовый крючок» или «тангенциальный крючок».
Земля: Земля — это один из участков с резьбой между канавками метчика.
Шаг резьбы: Шаг резьбы — это расстояние, на которое резьба продвигается в осевом направлении за один полный оборот. При однократном пуске шаг и шаг идентичны. При многократном запуске шаг вперед кратен шагу.
Большой диаметр: Это диаметр большого цилиндра или конуса в заданном положении на оси, которая ограничивает вершины внешней резьбы или впадины внутренней резьбы.
Малый диаметр: Малый диаметр — это диаметр малого цилиндра или конуса в заданном положении на оси, которая ограничивает впадины внешней резьбы или вершины внутренней резьбы.
Диаметр шага: Диаметр шага — это диаметр воображаемого цилиндра или конуса в заданной точке на оси с таким диаметром и положением его оси, что его поверхность будет проходить через резьбу таким образом, чтобы сделать гребень резьбы и канавку резьбы равными и, как таковой, расположен на равном расстоянии между острыми большим и второстепенным цилиндрами или конусами данной формы резьбы.На теоретически идеальной резьбе эта ширина равна половине основного шага (измеренного параллельно оси).
Острие спирали: Острие спирали — это угловая канавка на режущей поверхности фаски на скошенном конце. Он образован под углом к оси крана противоположной стороны вращения. Его длина обычно больше, чем длина фаски, а его угол по отношению к оси метчика обычно делается достаточно большим, чтобы стружка направлялась перед метчиком.Метчик может иметь продольные канавки, а могут и не иметь.
Квадрат: Квадрат — это четыре ведущие плоскости, параллельные оси на хвостовике метчика, образующие квадрат или квадрат с закругленными углами.
Типы метчиков
Метчики производятся разных размеров, стилей и типов. На рисунке 11.11 показаны некоторые из обсуждаемых здесь ответвлений.
Метчики ручные: Сегодня ручной метчик используется как вручную, так и во всех типах машин. Это базовая конструкция метчика: с четырьмя прямыми канавками, с конической пробкой или с донным отверстием.Маленькие пронумерованные размеры крепежных винтов стандартны с двумя или тремя канавками в зависимости от размера.
При нарезании резьбы по мягким и волокнистым металлам или при проделывании горизонтальных отверстий можно использовать метчики с двумя или тремя канавками более крупных размеров. Пространства флейты больше, но краны слабее. Двухзубая канавка имеет очень маленькое поперечное сечение.
Фишки, образованные этими ответвителями, не могут выйти; таким образом, они накапливаются в пространствах канавок. Это вызывает дополнительное трение и является основной причиной поломки метчиков.
Метчик со спиральным острием: Метчик со спиральным острием или «пистолетный» метчик аналогичен стандартному ручному метчику, за исключением острия. На каждой канавке на кончике метчика нанесена косая черта. Это позволяет добиться нескольких целей:
• Метчик имеет меньше канавок (обычно три) и они более мелкие. Это означает более сильный удар.
• Стружка вытесняется перед метчиком, а не накапливается в канавках, как это происходит при метчике.
• Благодаря этим двум факторам метчик со спиральной подрезкой часто может работать быстрее, чем ручной метчик, и поломка метчика значительно снижается.
Этот метчик во многих случаях заменил «стандартный» стиль в промышленности, особенно для сквозных отверстий с открытым концом в мягкой стали и алюминии. Метчики как обычные, так и спиральные выпускаются всех размеров, включая метрические.
Метчик со спиральной канавкой: Метчик со спиральной канавкой изготавливается по правильной и быстрой спирали, то есть с малым или большим углом наклона спирали. Их иногда называют метчиками со спиральными канавками. Использование этих метчиков увеличивается, поскольку они вытягивают стружку из отверстия и обеспечивают хорошую резьбу в мягких металлах (таких как алюминий, цинк и медь), но также хорошо работают с монелем, нержавеющей сталью и литой сталью.Они изготавливаются всех размеров до 1 1/2 дюйма и метрических размеров до 12 мм.
В то время как «стандартные» краны эффективно справятся с большинством работ, если много алюминия, латуни, чугуна или нержавеющей стали. нарезается резьба, производитель может поставить «стандартные» специальные детали, которые будут работать лучше.
Метчики для труб: Метчики для труб общего назначения используются для нарезания резьбы в широком диапазоне материалов, как черных, так и цветных. Поставляется с фаской резьбы от 2-1 / 2 до 3-1 / 2.Номинальный размер отвода — это размер фитинга, в который нужно нарезать резьбу, а не фактический размер отвода. Трубные отводы с заземленной резьбой входят в стандартную американскую форму трубы (NPT) и американскую стандартную трубу с сухим уплотнением (NPTF). Резьба NPT требует использования «герметика», такого как тефлоновая лента или компаунд для труб. Метчики Dryseal используются для врезки в фитинги, которые обеспечивают герметичное соединение без использования «герметика».
Метчики без зубцов: Метчики без зубцов не похожи на метчики, за исключением спиральной «резьбы».«Эти метчики не круглые. Они имеют такую форму, что они« холодно формируют »металл из стенки отверстия в форму резьбы без сколов. Метчик без канавки изначально был разработан для использования в алюминиевых, латунных и цинковых сплавах. . Тем не менее, он успешно используется в мягкой стали и некоторых нержавеющих сталях. Таким образом, стоит проверить возможность использования там, где BHN ниже 180. Они доступны в большинстве размеров, включая метрическую резьбу.
Отводные метчики: Эти метчики схлопнуться до меньшего диаметра в конце реза.Таким образом, при использовании на токарных станках любого типа их можно быстро вернуть назад. Они изготавливаются размером от 1 дюйма как с машинной, так и с трубной резьбой. Они используют от трех до шести отдельных «нарезчиков», которые должны шлифоваться как комплект. Держатель метчика и специальные штампы делают этот узел умеренно дорогим, но экономичным для средних и высоких производственных работ.
Опции для работы — Некоторые резьбы, как внешние, так и внутренние, можно нарезать одноточечным инструментом, как показано ранее.Однако чаще всего используется штамп или метчик того или иного типа, потому что он быстрее и, как правило, более точен.
Метчики изготавливаются во многих стилях, но некоторые стили выполняют 90 процентов работы. Режущий конец метчика имеет три разных конуса.
«Метчик с конусом» сегодня используется нечасто. Иногда его сначала используют в качестве стартера, если металл трудно подобрать. Конец сужается примерно на 5 градусов на каждую сторону, что дает восемь частичных витков резьбы.
Стиль «отводной кран» используется, вероятно, в 90 процентах случаев.При правильной геометрии режущей кромки и хорошей смазке пробковый метчик выполнит большую часть необходимой работы. Конец сужается на 8 градусов на каждую сторону, что дает четыре или пять неполных витков резьбы.
«Метчик для опускания дна» используется только для глухих отверстий, где резьба должна заходить близко к дну отверстия. Он имеет от 1-1 / 2 до 3 незавершенных потоков. Если отверстие можно просверлить глубже, то отвод дна может не понадобиться. Сначала необходимо использовать заглушку, а затем — нижнюю.
Все три типа конусов изготавливаются из одинаковых метчиков.Размер, длина и все размеры, кроме конусности, такие же.
Материал, используемый для метчиков, обычно — это быстрорежущая сталь из быстрорежущих сталей M1, M2, M7, а иногда и из кобальтовой быстрорежущей стали серии M40. Несколько метчиков изготовлены из твердого карбида вольфрама.
Большинство метчиков сегодня имеют шлифованную резьбу. Шлифовка производится после затвердевания и делает режущие инструменты гораздо более точными. Метчики с «обрезной резьбой» доступны по несколько более низкой цене в некоторых стилях и размерах.
Нарезание резьбы нарезание резьбы может выполняться на токарных, сверлильных и обрабатывающих центрах, как и при развёртывании.
Джордж Шнайдер-младший является автором Cutting Tool Applications, справочника по материалам, принципам и конструкциям станков. Он является почетным профессором инженерных технологий Технологического университета Лоуренса и бывшим председателем Детройтского отделения Общества инженеров-технологов.
Размер сверла для метчика для конической резьбы NPT и NPTF — Инструмент для Северной Америки
Размер отверстия под метчик для конической резьбы NPT и NPTF
Вы получили работу.Вы заказали и получили материал. Вы заказали и получили метчики и калибры от North American Tool. Сейчас в цехе готовится работа, и первая операция — проделать отверстие перед нарезанием резьбы. Как вы определяете, с какими инструментами это делать?
Отверстия перед нарезкой резьбы труб производятся прямыми или коническими. Выбор метода зависит от вашего опыта и предпочтений. Я слышал всевозможные плюсы и минусы того или иного способа сделать это, от добавленной стоимости конической развертки и дополнительной операции до конического отверстия, приводящего к лучшей отделке и уменьшению крутящего момента нарезания резьбы, до устранения прямого отверстия. проблемы с пуском метчика, а также позволяет избежать образования упрочняющей поверхности отверстия в некоторых материалах.Есть еще много причин поддержать это так или иначе, и, как я уже сказал, это основано на опыте и предпочтениях.
В любом случае фактический размер отверстия, конического или прямого, должен быть достаточно маленьким, чтобы метчик создавал 100% формы резьбы продукта. Это включает в себя лыски гребня малого диаметра и обеспечивает концентричность от малого диаметра до среднего диаметра.
В дополнение к правильному диаметру прямое просверленное отверстие, независимо от того, до или без расширения конуса, должно иметь длину, которая содержит достаточно полностью сформированной резьбы для удовлетворения требований.
Фактический размер отверстия до нарезания резьбы зависит от ряда переменных, но должен приблизительно соответствовать диаметру K o (основной малый диаметр на малом конце внешней трубы), указанному в ASME B1.20.1. Возможно, вам придется изменить размеры отверстий от K до немного меньше или больше, чтобы метчик мог нарезать приемлемую трубную резьбу с требуемой формой резьбы. Это может зависеть от разрезаемого материала, операции обработки, типа используемого сверла или любой их комбинации.Поэтому, если вы собираетесь запускать большое количество деталей, рекомендуется провести испытание на том же материале и на том же станке, которые вы собираетесь использовать для производства готовых деталей.
В таблице ниже показаны рекомендуемые размеры сверл для использования с конусным расширителем или без него, глубина сверления для установки стандартных метчиков для конических труб и справочные диаметры в верхней части расширенного отверстия. Если ваше приложение требует, чтобы длина отверстия была короче указанной длины, необходимо использовать короткие отводы для выступающих труб.Все, что вам нужно сделать, это позвонить нам, и мы разработаем смеситель с подходящей проекцией.
Отверстие наилучшего размера для достижения наилучшей производительности метчика и резьбы продукта в пределах спецификаций обычно определяется пробным путем. Некоторые размеры сверл, перечисленные в таблице, могут отсутствовать в наличии на складе. Большие размеры обычно просверливают или рассверливают, и хорошей отправной точкой является расточка до K o (основной малый диаметр на малом конце внешней трубы).
Развертка может быть наиболее экономичным способом получения точных отверстий
Технологические достижения в области режущих инструментов, станков и державок позволили машинистам и инженерам-технологам повысить эффективность обработки отверстий за счет сокращения количества инструментов, необходимых для создания точных отверстий.Высокопроизводительные дрели — лучший пример этих технологических достижений. В прошлом для достижения точной геометрии отверстия у станка было обычным делом сверлить точечное сверление, а затем расширять его. Теперь то же самое отверстие можно проделать за одну операцию с помощью высокопроизводительного сверла.
Однако производители инструментов не всегда предлагают высокопроизводительные сверла необходимого размера. В других случаях станок или процесс обработки не могут поддерживать параметры резания, необходимые для применения высокопроизводительного сверла.В этих случаях необходимы другие инструменты для достижения желаемой геометрии отверстия. Часто развертки оказываются наиболее экономичным решением.
Основы развертки
Разверткиобычно применяются для увеличения просверленных отверстий без изменения их геометрии и улучшения качества поверхности отверстий.
Разверткидоступны в различных стилях, включая конические развертки Морзе, центральные и конические развертки, все из которых имеют специализированное применение. Однако большинство магазинов производят отверстия с прямой стороной (без конуса) с жесткими допусками, поэтому конические отверстия встречаются редко.
Эта высокопроизводительная развертка от Iscar Metals имеет сменные головки, которые позволяют машинисту быстро заменять инструмент на рабочем месте. Изображение предоставлено Iscar Metals.
Те, кто знаком с механической обработкой и изготовлением инструмента, скорее всего, знаком с зажимными развертками. Они повсеместно используются в механических цехах, потому что они являются наиболее экономичным способом изготовления отверстий с жесткими допусками как в больших, так и в малых объемах.
Патронный расширитель предназначен для точного определения размеров отверстий с жесткими допусками, которые часто используются для установочных штифтов, сверлильных втулок и других применений, требующих точной посадки. Стандартные патронные развертки могут обеспечить повторяемость от отверстия к отверстию 0,0005 дюйма (0,0127 мм). Геометрия канавки развертки — это то, что позволяет инструменту повторять точную повторяемость. Хотя кажется, что они имеют канавки для резки, патронные развертки отшлифованы, поэтому они режут только на канавки, как и у сверла, предназначены для отвода стружки и подачи охлаждающей жидкости.
Разверткиобычно имеют не менее четырех канавок, которые, в отличие от сверла, работают для поддержки инструмента и предотвращения эксцентрического вращения, связанного с инструментами с двумя зубьями. Эти особенности делают инструмент самонесущим, что обеспечивает отличную повторяемость.
В дополнение к прямым канавкам развертки также поставляются со спиральными канавками, что дает некоторые преимущества перед прямыми канавками в определенных областях применения. Правая спираль будет тянуть стружку вверх и от дна глухого отверстия.С другой стороны, левая спираль будет выталкивать стружку вперед, что полезно при расширении сквозного отверстия. В любом случае всегда рекомендуется использовать спиральные канавки, если развертка будет пересекать другой элемент, например, поперечное отверстие или шпоночную канавку. Спиральные канавки предотвращают захватное действие, которое происходит, когда прямая канавка не поддерживается стороной отверстия.
Развертки с зажимным патроном доступны в бесчисленных размерах, диаметр которых увеличивается или уменьшается с небольшими приращениями относительно номинальных размеров.Например, развертку на 3⁄16 дюйма (0,1875 дюйма) можно приобрести следующих размеров: 0,1866 дюйма, 0,1870 дюйма, 0,1874 дюйма и 0,1875 дюйма. Такая доступность характерна для небольших диаметров и позволяет точно настроить операцию для получения отверстия желаемого размера. Зажимные развертки — настолько эффективный и важный инструмент, что некоторые производители разверток установили шлифовальные ячейки, чтобы обеспечить круглосуточный ремонт специальных изделий.
Контроль биения — ключ к успешному развертыванию.Биение разверток можно проверить с помощью устройства для предварительной настройки инструмента перед установкой инструмента на станок. Изображение предоставлено К. Тейт.
Повышенная производительность
При очень жестких допусках, больших объемах производства или проблемных материалах заготовки зажимной расширитель может не обеспечить необходимую производительность. В таких ситуациях требуется более сложная развертка. Некоторые производители предлагают специализированные развертки под разными названиями, но все они могут рассматриваться как «высокопроизводительные» развертки.
Высокопроизводительные развертки различаются по конструкции, но имеют некоторые общие черты. Большинство из них способны выдерживать чрезвычайно жесткие допуски, поскольку их можно регулировать. Регулировка позволяет пользователю устранить радиальное биение режущей кромки и, в некоторых случаях, изменить осевое биение. Осевое и радиальное биение являются наиболее частыми проблемами при развертывании.
Высокопроизводительные развертки часто имеют съемные режущие кромки, такие как лезвия или пластины. Их легко заменить и переустановить, что позволяет заменить режущую кромку на месте использования.Хотя этот тип инструмента обычно дороже, чем традиционные стили с заточенными канавками, возможность замены инструмента на станке обеспечивает значительную экономию средств, поскольку их не нужно отправлять в службу заточки.
Не все высокопроизводительные развертки можно отрегулировать. Некоторые из них имеют фиксированные режущие кромки и требуют специального оборудования для восстановления режущей кромки. Эти инструменты и их восстановление дороги. Однако высокопроизводительные инструменты с фиксированной кромкой могут производить большое количество отверстий перед восстановлением, что делает их экономичными при больших объемах операций, поскольку они обычно изготавливаются из таких материалов, как твердый сплав, PCD или PCBN.
В высокопроизводительных развертках часто устанавливаются направляющие. Эта подушка остается в контакте со стенкой отверстия, поддерживая инструмент, обеспечивая более агрессивные параметры обработки, предотвращая биение и вибрацию.
Независимо от того, какой тип развертки вы рассматриваете, лучший способ определить наиболее подходящий инструмент — это обсудить работу с несколькими производителями инструментов. Если возможно, протестируйте инструменты на своем предприятии, и, если тестирование невозможно, попросите производителя предоставить гарантию производительности.
Развертка по металлу — Appropedia: Theustainability wiki
Рис. 1 — Наиболее распространенные типы ручных разверток. Они могут работать с гаечным ключом или специальным держателем.
Процесс развёртывания имеет ряд применений, основными из которых являются: увеличение существующих пробуренных отверстий; проделать параллельное отверстие в конусном отверстии; для точного доведения существующих отверстий до размеров. Из этого будет ясно, что должно быть два основных типа разверток, один из которых параллельный, а другой конический.Они показаны на рис.1.
В некоторых отношениях ручные развертки похожи на метчики для нарезания резьбы, поскольку они вырезают металл изнутри отверстия. Кроме того, они удерживаются ключом, аналогичным тому, который используется для метчиков. При покупке разверток следует позаботиться о том, чтобы заказывалась правильная модель, так как многие из них имеют конический хвостовик или хвостовик Морзе; это для установки в сверлильный станок или токарный станок. Развертки для ручного использования имеют цилиндрический хвостовик с квадратным концом, как показано на рис.1. Развертки, которые будут использоваться для удаления заусенцев с внутренней стороны водопроводных труб после резки, можно приобрести с квадратным хвостовиком для использования в бандаже для насадок.
Рис. 2 — Расширяющаяся развертка. Диаметр режущих кромок может быть увеличен или уменьшен в ограниченном диапазоне с помощью регулятора конуса.
Некоторые развертки имеют прямые канавки, другие — спиральные, напоминающие канавки сверла, но часто с гораздо большим шагом. Как правило, для точной работы предпочтительнее использовать спиральные канавки, так как они имеют тенденцию дребезжать во время использования, и, как следствие, получается более гладкая поверхность.Также лучше, когда нужно удалить большое количество металла. Следует отметить, что спиральные канавки левосторонние, хотя развертка поворачивается вправо или по часовой стрелке.
Есть развертки, которые имеют конусность по всей своей длине, а другие имеют конус только примерно на половину длины канавок, а остальные параллельны. Есть еще один важный тип расширителей расширяющегося типа; пример показан на рис. 2. В этом случае в подвалах находится пять или более режущих лезвий, установленных на центральном стержне с резьбой.С помощью регулятора конуса диаметр режущих кромок может быть изменен в определенном ограниченном диапазоне.
Когда существующее отверстие необходимо немного увеличить до точного размера — например, для установки оси или штифта — обычно лучше использовать развертку того типа, которая сужается к вершине и параллельна ближе к хвостовику, так как это облегчает работу. Размер должен быть таким, чтобы развертка входила в отверстие на расстояние, равное по крайней мере половине длины конической части или четверти длины канавок.Работа должна выполняться абсолютно жестко, развертка поворачивается с помощью гаечного ключа, прикладывая постоянное давление и сохраняя скорость вращения как можно более равномерной.