 alexxlab
alexxlab Как паять полипропиленовые трубы в труднодоступных местах
Главная » Пластиковые трубы
Пластиковые трубы
На чтение 5 мин. Просмотров 2.9k. Опубликовано Обновлено
Многим кажется, что ремонтировать конструкции из полипропилена – это несложно. Но так происходит ровно до тех пор, пока ремонт и пайку полипропиленовых труб не потребуется провести в труднодоступных местах. Набор инструментов и знаний позволят решить эту задачу.
Содержание
- Как ремонтировать полипропилен в труднодоступных местах
- Технология пайки электро муфтой
- Переходная муфта американка
- Как устранить протечку труб самостоятельно
- Труба под напором
- Труба без напора
Как ремонтировать полипропилен в труднодоступных местах
Понадобится паяльник, или как его еще называют утюг с насадками. Существует мнение, что при ремонте трубопровода в труднодоступном месте снимается весь узел. Но можно заменить именно ту часть, которая имеет повреждения.
Существует мнение, что при ремонте трубопровода в труднодоступном месте снимается весь узел. Но можно заменить именно ту часть, которая имеет повреждения.
Работы с ПП не такие сложные, как кажется на первый взгляд. Но проблемы возникают, когда пайка труб происходит в труднодоступных местах. В них нет достаточного пространства. Здесь прибегают к различным хитростям.
- Поверхность необходимо обезжирить. Сделать это можно раствором. Тряпкой или салфеткой такой раствор наносится на поверхность. Затем, когда он подсыхает, можно переходить к следующим действиям.
- Паяльник необходимо разогреть заранее. Рабочая температура составляет 260 градусов. Хорошие приборы, которые дорого стоят, очень быстро достигают такой температуры.
 Буквально за пять минут. Более экономичным моделям паяльников на этот процесс понадобится 10-15 минут. Перед разогревом устанавливают насадки.
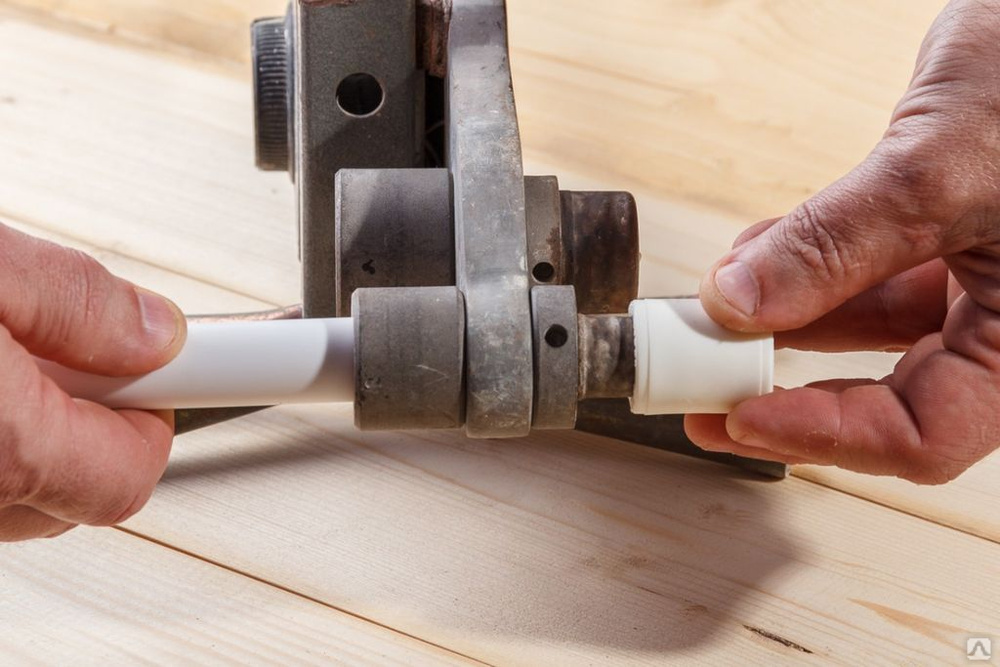
Буквально за пять минут. Более экономичным моделям паяльников на этот процесс понадобится 10-15 минут. Перед разогревом устанавливают насадки. - Когда инструмент разогрет, вставляется конец трубопровода и фитинга одновременно в насадки. После нагрева происходит их стыковка. Какое-то время нужно подождать, чтобы все «схватилось».
- Таким же образом спаиваем все остальное. Бывают ситуации, когда нет возможности нагреть оба края одновременно. Тогда берем внутренний фитинг, и нагреваем его подольше.
Бывает так, что необходимо заменить участок повреждения. Тогда его предварительно вырезают секаторами ножницами. Сделать это можно следующим образом:
- Перекрывается вода, которая подается на поврежденную территорию.
 Кран для перекрытия всегда есть. А в современных системах водоснабжения перекрывается каждый участок.
Кран для перекрытия всегда есть. А в современных системах водоснабжения перекрывается каждый участок. - Секаторами ровно, под углом 90 градусов срезаются повреждения.
Технология пайки электро муфтой
Способ применим для конструкций, диаметр которых начинается от 20 мм и выше. Перед началом проводятся подготовительные работы. Затем поверхность зачищается от жира и грязи и происходит непосредственно сварка.
Весь процесс состоит из этапов:
- Проверка оборудования. Перед началом работы проверяется исправность, чтобы неисправности не обнаружились во время сварочных работ.
- Подготовить все инструменты и рабочую площадь.
- Ровно отрезать концы. Обрезка концов трубопровода должна производиться строго под углом 90%.
- Свариваемые края трубопроводов должны быть обезжирены. Сделать это можно с помощью влажных безворсовых салфеток, уайт-спирита, растворителя. Перед свариванием необходимо дождаться пока обезжиривающее вещество испарится.
 Удалить необходимо и лишний оксидный слой, снять необходимые фаски.
Удалить необходимо и лишний оксидный слой, снять необходимые фаски. - При сильной деформации, убирается овальность с краев. Делается это гидравлическими зажимами.
- Детали зажимаются в позиционере. Это придает им устойчивость. При охлаждении движение исключено, значит, обеспечено ровная спайка друг с другом.
- Сварка электро муфтой.
- Охлаждение сваренного.
- Снятие всех креплений и протирка от грязи. Возможно зачистка торчащих частей материала.
Переходная муфта американка
Придуманный в США классический фитинг с гайкой называется «американка». У него есть много преимуществ. Главное из них это, что для работы с ним не требуется много пространства. Поэтому на сложных участках при работе с полипропиленовой трубой используйте американку.
Какие у нее преимущества перед другими?
- Легко устанавливается, снимается, можно оперативно с ее помощью перекрывать участки для частичной замены.
- Обеспечивает хорошую герметичность.

- Возможна установка таких фитингов в труднодоступных местах.
У американок много разновидностей, они отличаются не только размером. Бывают фитинги с наружной, внутренней резьбой, смешанные. Могут быть изготовлены американки из разного материала. Такие изделия делаются из латуни, стали, других металлов. В одном изделии могут применяться разные металлы.
Изделия по назначению могут отличаться. Бывают муфты представляющие собой двухсторонний фитинг. Изготавливают тройники, крестовины, заглушки, переходники разного диаметра.
Как устранить протечку труб самостоятельно
При обнаружении протечки многие пытаются выполнить самостоятельный ремонт этой протечки полипропиленовой трубы. В основном возникают неисправности следующего характера:
- Износ прокладок. В результате появляется течь. Замена прокладки помогает ее устранению.
- Нарушение герметичности. Если соединение резьбовое, то самостоятельно заменить его будет несложно. Достаточно приобрести в магазине сантехники такую же деталь и поменять ее.

- Спайка узла на весу — В этом случае можно применить такой нехитрый прием: нагреть паяльник, отсоединить насадку, с помощью разводного ключа горячую насадку одеть на трубу. Далее снять насадку и произвести соединения.
- Установка готового спаянного узла — Бывает что нужно спаять узел на месте нет возможности, и тогда спаиваем требуемую деталь. А уже после заменяем им повреждённый участок трубы.
Труба под напором
Иногда требуется устранить течь полипропиленовой трубы под давлением воды. Не всегда будет возможность перекрыть подачу воды. Итак, чиним стык ПП в водопроводной или отопительной системе под напором. Есть несколько способов. Сначала следует указать наиболее эффективные.
- Установка хомута. На повреждения накладывается резиновое уплотнение и стягивается хомутами.
- Специальный клей. Современные технологии помогают в решение этой проблемы. Клей быстро схватывается, если есть возможность, можно им воспользоваться.
- Небольшие течи устраняют вкручиванием самореза с резиновой прокладкой.
- Бинт, пропитанный цементом, накладывается на повреждения. Сверху все замазывается раствором. Подойдет такой способ для устранения небольшой течи.
Труба без напора
Для ремонта без напора воды, может потребоваться замена. Делается это путем установки резьбовым соединением нового механизма, либо пайкой. При спаивании их концы и поверхности насадок обрабатываются обезжиривателем.
После того, как обнаружилась течь, вода перекрывается. В современных системах водоснабжения есть возможность перекрывать отдельные участки. Далее ремонтируем стык в безнапорной системе.
- Отсоединяем повреждения.
- Если можно заменить в нем какую-то деталь, это будет идеальный вариант, меняем.

- При невозможности замены приобретается и собирается другая.
- Затем монтируем уже исправленное.
Современные технологии позволяют смонтировать сложные и гибкие в использовании системы водоснабжения. И если раньше ими занимались только специалисты, то сейчас азы доступны любому непосвященному человеку. Ведь процесс такой сборки и ремонта со временем автоматизируется.
Оцените автора
( 2 оценки, среднее 3 из 5 )
Как паять полипропиленовые трубы своими руками: видео
Содержание
- Основные принципы технологии
- Пайка без паяльника
- Инструкция по пайке
Имея под руками инструкцию и специальные инструменты, которыми осуществляется разводка, разрезка и фиксация, можно провести монтажные работы водопроводной системы своими руками. Так, как паять полипропиленовые трубы в домашних условиях очень легко, процесс не займет много времени и сил.
Так, как паять полипропиленовые трубы в домашних условиях очень легко, процесс не займет много времени и сил.
Основные принципы технологии
Самое важное правило, о котором стоит помнить – это то, что полипропилен имеет свойство терять свои качества при перегреве. Несмотря на все положительные качества этого материала, он очень плохо переносит термическое воздействие. Температура диффузии молекул пластика этого типа – 140 градусов. При перегреве соединение может истончаться.
Фото — фитинги и прочие соединители для полипропиленаИменно поэтому полипропиленовые соединения не рекомендуется использовать для отопления, где рабочий процесс осуществляется в температуре более 120 градусов. Если нет других вариантов, то используйте армированные материалы, которые более прочны к высоким температурам.
Правила пайки:
- Специалисты отмечают, что соединяя фитинги и полипропиленовые коммуникации в домашних условиях, нужно использовать температуру 95 градусов, при этом трубы, армированные стекловолокном, могут быть сварены при 100–120 градусах;
- При работе с диаметром до 63 мм (наиболее часто встречаются в системах холодного водоснабжения), нужно использовать электромуфтовую сварку;
- Строго придерживайтесь отведенного времени воздействия.
 Если превысить его более, чем на 2 секунды, то пластик может расплавиться и труба просто не войдет в фитинг. Придется обрезать её;
Если превысить его более, чем на 2 секунды, то пластик может расплавиться и труба просто не войдет в фитинг. Придется обрезать её; - Продолжительность и температура паяльного процесса выбирается исходя из диаметра и толщины стенок пластика.
Правильно подобрать нужную температур, при которой можно паять полипропилен, поможет специальная таблица:
| Диаметр, мм | 16 | 25 | 40 | 63 | 90 |
| Нагрев, с | 5 | 7 | 11 | 24 | 39 |
| Пауза, с | 4 | 4 | 4 | 6 | 6 |
| Охлаждение, с | 120 | 120 | 240 | 360 | 360 |
Эти показатели являются приблизительными и могут изменяться в зависимости от типа материала и рабочего инструмента. В данном случае они даны на паяльник с мощностью 1800 Вт. Это не профессиональный инструмент, поэтому для более высокотехнологичного оборудования параметры времени подбираются уменьшенными.
Видео: как паять своими руками полипропиленовые трубы
Пайка без паяльника
Перед началом рабочего процесса необходимо подготовить место соединения. Нужный участок трубопровода обрезается и зачищается. Удобнее всего для этого использовать абразивную бумагу или наждачку средней жесткости. После срез затирается спиртом для обезжиривания и оставляется на пару минут для просыхания.
Очень важно соблюдать ровность среза. Угол должен быть либо 90 градусов, либо 45 в зависимости от типа пайки (в муфте или паяльником). Рассмотрим оба варианта.
Пошаговая инструкция, как паять канализационные полипропиленовые трубы диаметром до 63 без паяльника (муфтой):
- Участки трубы обрезаются под острым углом 40 градусов, обрабатываются и центрируются в муфте. Это очень ответственный процесс, если неправильно установить коммуникации, то запаять их будет очень сложно;
Фото — сварка в муфте
- Когда труба установлена, на один её конец надевается фитинг который будет служить соединяющим элементом, а в него продевается второй отрезок.
 На полученное соединение надевается электромуфта с мощностью 1800 Вт;
На полученное соединение надевается электромуфта с мощностью 1800 Вт; - Внимательно изучите параметры нагревающего устройства, чтобы не передержать соединение. В противном случае, как мы говорили выше, придется снова обрезать трубу, что не всегда возможно;
- После нагрева аккуратно отключите муфту. Используя разжимные приспособления, снимите её с трубы и поставьте полипропиленовую коммуникацию на охлаждение. Во время остуживания молекулы пластика снова принимают твердую форму, так завершается процесс диффузии – соединения.
Инструкция по пайке
Но при работе с коммуникациями большого диаметра или полипропиленовыми трубами, которые нужно паять в труднодоступных местах, без паяльника не обойтись. Здесь важно не только подготовить отрезки к обработке, но и правильно подобрать инструмент. Паяльные приспособления делятся на:
- Профессиональные (с мощностью от 2000 Вт). Они редко используются в домашних условиях главным образом из-за высокой мощности работы.
 Ими нужно орудовать довольно быстро, поэтому для начинающих сантехников — это не самый лучший вариант;
Ими нужно орудовать довольно быстро, поэтому для начинающих сантехников — это не самый лучший вариант; - Бытовые (с мощностью до 1800 Вт). Более распространенный вариант паяльных пистолетов. Такие продаются в сантехнических магазинах и компаниях, реализующих полипропиленовые и прочие пластиковые трубы.
Как паять полипропиленовые трубы паяльником:
- Чистите место среза при помощи наждачки и спирта или других обезжиривающих составов. Это очень важно для дальнейшего соединения;
- Установите трубы перед собой в специальную нагревающуюся насадку. Она выполнена из тугоплавкого материала, который не поддается плавлению при температуре нагревания полипропиленовых коммуникаций. Согласно времени в таблице выше нагрейте по всему диаметру насадку;
Фото — фиксация в насадке
- Спустя выбранный временной интервал во второе отверстие насадки требуется вставить второй отрезок трубы. Его тоже нужно зафиксировать, но уже под прямым углом, в отличие от варианта с муфтовым соединением;
- Чтобы проверить прочность сцепления деталей нужно надеть на трубу специальные насадки – пластиковые кольца.
 Они зафиксируются на коммуникации, обеспечивая дополнительную прочность.
Они зафиксируются на коммуникации, обеспечивая дополнительную прочность.
После нужно просто охладить крепление согласно времени по таблице и снять трубу с насадки. Очень важно сразу уже насадку очистить от жидкого пластика при помощи деревянных лопаток или ложек, иначе в дальнейшем ее эксплуатация будет невозможна.
Советы по правильной пайке полипропиленовых труб:
- Обязательно разогрейте паяльник до полной готовности перед использованием, иначе нельзя будет четко рассчитать время работы;
- Варить полипропилен можно только в теплое время года. Любые работы с пластиком при минусовой температуре категорически запрещены;
- При остывании нельзя допускать деформации соединений или их прокручиваний, иначе нарушится герметичность;
- Также, нельзя забывать про меры безопасности. При работе с пластиком нужно надевать защитную маску и перчатки, нельзя работать в обычной одежде – при попадании на неё частиц полипропилена она может расплавиться.
Читайте также:
Пайка пластиковых труб — аппараты и инструменты для соединения
Пайка медных труб — инструменты и технология
Полипропиленовые трубы — технические характеристики, виды
Как правильно спаять полипропиленовые трубы, инструкции, советы и рекомендации
Водопровод и отопительная система — это неотъемлемые элементы любой современной квартиры или дома. Основой этих систем являются трубы. На смену традиционным чугунным и стальным конструкциям приходят более долговечные и простые в монтаже полипропиленовые водопроводные и отопительные конструкции. Они пластичны, легко ремонтируются или заменяются, не подвержены коррозии.
Правильный выбор и грамотное их соединение позволит обеспечить долговечность водопроводных и тепловых отопительных систем.
- Основные типы полипропиленовых труб
- Фитинги и муфты — виды и назначение
- Инструменты для сварки
- Паяльник
- Ножницы
- Шейвер
- Обезжиривающее средство
- Пайка полипропиленовых труб
- Как паять трубы
- Подготовка
- Температурные параметры монтажа
- Трубопровоы холодного водоснабжения
- Трубопроводы тепловых магистралей и горячего водоснабжения
- Ремонт вышедших из строя участков магистрали
- Метод холодной сварки
Основные типы полипропиленовых труб
Подбор труб напрямую зависит от назначения их применения. Основными параметрами считаются: температура среды, которая будет проводиться по трубопроводной магистрали и рабочее давление системы. Не менее важен диаметр трубопровода, и зависит он от объёмов жидкости, которую должна пропускать магистраль.
Для трубопроводов холодного водоснабжения используют трубы без армированной составляющей со следующими маркировками:
- PN 10 — изделие рассчитано на температуру жидкости до 20 градусов при использовании в системах тёплого пола до 45 градусов при максимальном давлении в системе до 1 МПа;
- PN 16 — изделие используется в холодном и горячем водоснабжении при температуре жидкости до 95 градусов и давлении до 1.6 МПа.
Изделия, обладающие более высокими термальными характеристиками и возможностью работы в системах холодного и горячего водоснабжения с большим давлением, маркируются индексами:
- PN 20 применяются в температурном режиме до 95 градусов и максимальном давлении до 2 МПа.
- PN 25 применяются в системах отопления горячего водоснабжения. Имеют армированную составляющую, что значительно повышает прочность. Температурный режим работы до 95 градусов и максимальное давление до 2.5 МПа.
Кроме труб, для монтажа системы необходимы соединительные элементы, которые позволяют создать цельную систему теплосети или водоснабжения с учётом всех необходимых требований для каждого отдельного случая.
Фитинги и муфты — виды и назначение
При прокладке водопровода для соединения участков водопроводной магистрали применяют специальные муфты и фитинги различных форм. Они бывают прямыми и угловыми.
Для разветвления применяют разветвляющие фитинги различных конфигураций, а также фитинги для перехода труб из полипропилена на другие соединители водопроводной системы, например, гибкие соединения, ведущие к точкам водоотдачи, кранам, смесителям.
Перед монтажом водопроводной или тепловой системы составляется чертёж, учитывающий все повороты, ответвления и соединения с источниками потребления. Это отлично помогает рассчитать необходимый вид и количество муфт и фитингов. После приобретения всех элементов приступают к монтажу конструкции.
Это отлично помогает рассчитать необходимый вид и количество муфт и фитингов. После приобретения всех элементов приступают к монтажу конструкции.
Инструменты для сварки
Методика пайки заключается в нагреве до расплавления материала соединяемых поверхностей с последующим соединением и фиксацией. Для проведения данных работ необходимо приготовить особые инструменты.
- Специализированный паяльник.
- Ножницы для резки труб из полипропилена.
- Приспособление для очистки армированной части труб — шейвер.
- Обезжиривающее средство на спиртовой основе.
А также понадобится рулетка, нож, уголок, кусок ненужной тряпки, напильник или шкурка, маркер.
Паяльник
Этот основной инструмент, необходимый для спайки полипропиленовых изделий, может быть двух типов:
- Ручной тип предназначен для спайки частей трубопровода небольшого диаметра до 65 мм. Бывает двух видов: цилиндрического и мечеобразного. Используется в бытовых целях, отличается невысокой стоимостью и компактным видом.
- Механический тип — это автоматические или полуавтоматические сварочные станции для монтажа труб большого диаметра свыше 63 мм. Центровка и соединение элементов происходит при помощи специальных устройств на гидравлическом или механическом принципе действия. Такой паяльный аппарат имеет большой размер и стоимость, предназначен для использования как в помещениях, так и в полевых условиях.
Для монтажа теплосети, водопровода в квартире или доме используют ручной паяльный аппарат и насадки к нему. Насадки входят в комплект поставки паяльника и имеют различные размеры, соответствующие стандартам производимых труб диаметром до 63 мм. Каждая насадка соответствует, с одной стороны, внутреннему диаметру, с другой — внешнему диаметру трубы того или иного стандарта. Насадки покрыты тефлоновым напылением. Это позволяет легко освобождать нагретую часть изделий для последующей спайки между собой.
Ножницы
Инструмент, позволяющий отрезать полипропиленовое изделие под углом 90 градусов по отношению к вектору длины трубы, сохраняя ровную кромку среза. Это очень важно для надёжности спайки соединений.
Это очень важно для надёжности спайки соединений.
Шейвер
Это приспособление для правильной зачистки от армированного слоя. Позволяет ровно и на необходимую глубину зачистить внешний диаметр изделия до чистого полипропилена на трубах с верхним армированием.
Обезжиривающее средство
Необходимо для качественного расплава изделий и герметичного соединения конструкции.
Пайка полипропиленовых труб
Спайка труб из полипропилена несложна, но требует аккуратности и точности в соблюдении немногочисленных технологических требований. Как правильно паять полипропиленовые трубы будет рассказано ниже. Соединение элементов происходит путём раструбной пайки с одновременным нагревом внешней части трубы и внутренней части муфты или фитинга паяльным аппаратом при помощи насадки, соответствующей размерам спаиваемых элементов.
После нагрева до нужной температуры детали снимаются с насадки и быстро соединяются и образуют монолитный узел, проще говоря, сплавляются между собой. Метод называется диффузионным, так как детали после нагрева могут беспрепятственно соединяться. После застывания образуется герметичное соединение. Для качественного правильного соединения элементов трубопровода понадобится провести ряд подготовительных работ.
Как паять трубы
Подготовка
Перед началом монтажа конструкции трубопровода нужно правильно нарезать трубы, чтобы не возникало проблем со стыковкой элементов. Все обрезы материала необходимо производить ножницами под углом в 90 градусов. Они дают возможность сделать наиболее точный отрез с ровным краем.
Затем необходимо разметить размеры соединительных поверхностей. Для этого определяется глубина нагрева фитинга или муфты путем отметки карандашом или маркером размера заглубления насадки. Отметку такого же размера делают на трубе.
Подготовка паяльника заключается в установке аппарата на рабочую подставку. Насадки, соответствующие диаметрам монтируемых деталей, крепятся на нагревательную поверхность. Элементы монтажа должны относительно легко попадать в нагретые насадки.
На регуляторе управления температурой паяльника выставляется оптимальная температура нагрева, она обычно составляет 210—260 градусов, полипропилен начинает плавиться при 170 градусах. Детали, подлежащие соединению, одновременно надеваются на отмеченную маркером глубину на нагретые насадки.
Дождавшись размягчения поверхностей (необходимое для этого время можно определить по специальным унифицированным таблицам), детали соединяют между собой на отмеченную глубину. Элементы соединяют с небольшим усилием, но без поворотов по своей оси — это категорически запрещено и нарушит герметичность сплава нагретых поверхностей.
Температурные параметры монтажа
Температура пайки полипропиленовых труб зависит от диаметра и толщины изделия и начинается от 170 градусов. Для удобства расчёта времени нагрева существуют специальные таблицы. Ниже указаны временные параметры нагрева основных диаметров труб, используемых при монтаже домашних теплосетей или водопровода при температуре нагрева паяльного агрегата 240 градусов.
| Стандартные диаметры труб, фитингов муфт в миллиметрах | Время нагрева в секундах | Время стыковки соединяемых деталей | Время фиксации для охлаждения деталей |
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Используя параметры оптимального нагрева, стыковки и охлаждения соединяемых элементов, добиваются надёжного спаивания полипропиленовых труб и других составных частей трубопровода.
Трубопровоы холодного водоснабжения
Для монтажа холодного водоснабжения можно использовать любые полипропиленовые трубы, в том числе марки PN 10 и PN 16. Эти модели тонкостенны и требуют аккуратного отношения при стыковке расплавленных частей, для их соединения прилагается минимальное усилие. А также необходимо строго соблюдать время необходимого нагрева частей соединения. Для холодного водоснабжения используют, как правило, не армированные трубы, поэтому дополнительная обработка стыковочных концов не требуется. Перед началом монтажа основной конструкции лучше сначала произвести несколько пробных соединений для выбора оптимальной температуры нагрева паяльника.
Трубопроводы тепловых магистралей и горячего водоснабжения
Горячая вода, проходящая по трубам, вызывает незначительное расширение материала и, как следствие, увеличение длины изделия. Для компенсации этого явления при монтаже необходимо время от времени делать П-образные искривления магистрали. Высокая температура воды также требует установки специализированных армированных труб, которые изготавливаются немного больше необходимого для состыковки диаметра. Аккуратно обрезают лишний слой материала шейвером. Это необходимо для компенсации расширения по ширине трубы при нагреве. Дальнейшие действия происходят так же, как и при стыковке холодного водопровода.
Ремонт вышедших из строя участков магистрали
При разрыве трубы, течи или в результате некачественной пайки порой возникает необходимость замены вышедшего из строя участка. Для этого отключается водоснабжение и вырезается повреждённый участок специальными ножницами. В местах отреза в обязательном порядке осушаются края труб, зачищаются и протираются спиртосодержащей обезжиривающей жидкостью. Только после этого приступают к привариванию нового исправного куска методами, описанными выше в зависимости от температуры, проводимой по магистрали воды.
Метод холодной сварки
Этот способ соединения элементов магистрали подойдёт только для холодной воды под незначительным давлением. Стыковочные поверхности обезжириваются. Наносится специальный клей, продающийся в строительных магазинах, элементы стыкуются и фиксируются на тридцать секунд. Водопровод будет готов к использованию только через час. Такой метод не отличается надёжностью и не создаёт монолитное соединение деталей.
Полипропиленовые трубы — это хорошая альтернатива классическим, стальным или чугунным магистралям. Монтаж водного и теплового снабжения с их помощью прост, не трудоёмок и дешёв. Поэтому эти изделия заняли своё большое и законное место в своём сегменте строительного рынка.
Как правильно спаять полипропиленовые трубы своими руками © Геостарт
Рубрика: Трубы и работа с ними
Водопровод и отопительная система — это неотъемлемые элементы любой современной квартиры или дома. Основой этих систем являются трубы. На смену традиционным чугунным и стальным конструкциям приходят более долговечные и простые в монтаже полипропиленовые водопроводные и отопительные конструкции. Они пластичны, легко ремонтируются или заменяются, не подвержены коррозии.
Правильный выбор и грамотное их соединение позволит обеспечить долговечность водопроводных и тепловых отопительных систем.
Основные типы полипропиленовых труб
Подбор труб напрямую зависит от назначения их применения. Основными параметрами считаются: температура среды, которая будет проводиться по трубопроводной магистрали и рабочее давление системы. Не менее важен диаметр трубопровода, и зависит он от объёмов жидкости, которую должна пропускать магистраль.
Основными параметрами считаются: температура среды, которая будет проводиться по трубопроводной магистрали и рабочее давление системы. Не менее важен диаметр трубопровода, и зависит он от объёмов жидкости, которую должна пропускать магистраль.
Для трубопроводов холодного водоснабжения используют трубы без армированной составляющей со следующими маркировками:
- PN 10 — изделие рассчитано на температуру жидкости до 20 градусов при использовании в системах тёплого пола до 45 градусов при максимальном давлении в системе до 1 МПа;
- PN 16 — изделие используется в холодном и горячем водоснабжении при температуре жидкости до 95 градусов и давлении до 1.6 МПа.
Изделия, обладающие более высокими термальными характеристиками и возможностью работы в системах холодного и горячего водоснабжения с большим давлением, маркируются индексами:
- PN 20 применяются в температурном режиме до 95 градусов и максимальном давлении до 2 МПа.

- PN 25 применяются в системах отопления горячего водоснабжения. Имеют армированную составляющую, что значительно повышает прочность. Температурный режим работы до 95 градусов и максимальное давление до 2.5 МПа.
Кроме труб, для монтажа системы необходимы соединительные элементы, которые позволяют создать цельную систему теплосети или водоснабжения с учётом всех необходимых требований для каждого отдельного случая.
Фитинги и муфты — виды и назначение
При прокладке водопровода для соединения участков водопроводной магистрали применяют специальные муфты и фитинги различных форм . Они бывают прямыми и угловыми.
Для разветвления применяют разветвляющие фитинги различных конфигураций, а также фитинги для перехода труб из полипропилена на другие соединители водопроводной системы, например, гибкие соединения, ведущие к точкам водоотдачи, кранам, смесителям.
Перед монтажом водопроводной или тепловой системы составляется чертёж, учитывающий все повороты, ответвления и соединения с источниками потребления . Это отлично помогает рассчитать необходимый вид и количество муфт и фитингов. После приобретения всех элементов приступают к монтажу конструкции.
Это отлично помогает рассчитать необходимый вид и количество муфт и фитингов. После приобретения всех элементов приступают к монтажу конструкции.
Инструменты для сварки
Методика пайки заключается в нагреве до расплавления материала соединяемых поверхностей с последующим соединением и фиксацией. Для проведения данных работ необходимо приготовить особые инструменты.
- Специализированный паяльник.
- Ножницы для резки труб из полипропилена.
- Приспособление для очистки армированной части труб — шейвер.
- Обезжиривающее средство на спиртовой основе.
А также понадобится рулетка, нож, уголок, кусок ненужной тряпки, напильник или шкурка, маркер.
Паяльник
Этот основной инструмент, необходимый для спайки полипропиленовых изделий, может быть двух типов:
- Ручной тип предназначен для спайки частей трубопровода небольшого диаметра до 65 мм.
 Бывает двух видов: цилиндрического и мечеобразного. Используется в бытовых целях, отличается невысокой стоимостью и компактным видом.
Бывает двух видов: цилиндрического и мечеобразного. Используется в бытовых целях, отличается невысокой стоимостью и компактным видом. - Механический тип — это автоматические или полуавтоматические сварочные станции для монтажа труб большого диаметра свыше 63 мм. Центровка и соединение элементов происходит при помощи специальных устройств на гидравлическом или механическом принципе действия. Такой паяльный аппарат имеет большой размер и стоимость, предназначен для использования как в помещениях, так и в полевых условиях.
Для монтажа теплосети, водопровода в квартире или доме используют ручной паяльный аппарат и насадки к нему. Насадки входят в комплект поставки паяльника и имеют различные размеры, соответствующие стандартам производимых труб диаметром до 63 мм. Каждая насадка соответствует, с одной стороны, внутреннему диаметру, с другой — внешнему диаметру трубы того или иного стандарта. Насадки покрыты тефлоновым напылением. Это позволяет легко освобождать нагретую часть изделий для последующей спайки между собой.
Это позволяет легко освобождать нагретую часть изделий для последующей спайки между собой.
Ножницы
Инструмент, позволяющий отрезать полипропиленовое изделие под углом 90 градусов по отношению к вектору длины трубы, сохраняя ровную кромку среза. Это очень важно для надёжности спайки соединений.
Шейвер
Это приспособление для правильной зачистки от армированного слоя. Позволяет ровно и на необходимую глубину зачистить внешний диаметр изделия до чистого полипропилена на трубах с верхним армированием.
Обезжиривающее средство
Необходимо для качественного расплава изделий и герметичного соединения конструкции.
Пайка полипропиленовых труб
Спайка труб из полипропилена несложна, но требует аккуратности и точности в соблюдении немногочисленных технологических требований. Как правильно паять полипропиленовые трубы будет рассказано ниже. Соединение элементов происходит путём раструбной пайки с одновременным нагревом внешней части трубы и внутренней части муфты или фитинга паяльным аппаратом при помощи насадки, соответствующей размерам спаиваемых элементов.
После нагрева до нужной температуры детали снимаются с насадки и быстро соединяются и образуют монолитный узел, проще говоря, сплавляются между собой. Метод называется диффузионным, так как детали после нагрева могут беспрепятственно соединяться. После застывания образуется герметичное соединение. Для качественного правильного соединения элементов трубопровода понадобится провести ряд подготовительных работ.
Как паять трубы
Подготовка
Перед началом монтажа конструкции трубопровода нужно правильно нарезать трубы, чтобы не возникало проблем со стыковкой элементов. Все обрезы материала необходимо производить ножницами под углом в 90 градусов. Они дают возможность сделать наиболее точный отрез с ровным краем.
Затем необходимо разметить размеры соединительных поверхностей. Для этого определяется глубина нагрева фитинга или муфты путем отметки карандашом или маркером размера заглубления насадки. Отметку такого же размера делают на трубе.
Подготовка паяльника заключается в установке аппарата на рабочую подставку. Насадки, соответствующие диаметрам монтируемых деталей, крепятся на нагревательную поверхность. Элементы монтажа должны относительно легко попадать в нагретые насадки.
На регуляторе управления температурой паяльника выставляется оптимальная температура нагрева, она обычно составляет 210—260 градусов, полипропилен начинает плавиться при 170 градусах. Детали, подлежащие соединению, одновременно надеваются на отмеченную маркером глубину на нагретые насадки.
Дождавшись размягчения поверхностей (необходимое для этого время можно определить по специальным унифицированным таблицам), детали соединяют между собой на отмеченную глубину. Элементы соединяют с небольшим усилием, но без поворотов по своей оси — это категорически запрещено и нарушит герметичность сплава нагретых поверхностей.
Температурные параметры монтажа
Температура пайки полипропиленовых труб зависит от диаметра и толщины изделия и начинается от 170 градусов. Для удобства расчёта времени нагрева существуют специальные таблицы. Ниже указаны временные параметры нагрева основных диаметров труб, используемых при монтаже домашних теплосетей или водопровода при температуре нагрева паяльного агрегата 240 градусов.
Для удобства расчёта времени нагрева существуют специальные таблицы. Ниже указаны временные параметры нагрева основных диаметров труб, используемых при монтаже домашних теплосетей или водопровода при температуре нагрева паяльного агрегата 240 градусов.
| Стандартные диаметры труб, фитингов муфт в миллиметрах | Время нагрева в секундах | Время стыковки соединяемых деталей | Время фиксации для охлаждения деталей |
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Используя параметры оптимального нагрева, стыковки и охлаждения соединяемых элементов, добиваются надёжного спаивания полипропиленовых труб и других составных частей трубопровода.
Трубопровоы холодного водоснабжения
Для монтажа холодного водоснабжения можно использовать любые полипропиленовые трубы, в том числе марки PN 10 и PN 16. Эти модели тонкостенны и требуют аккуратного отношения при стыковке расплавленных частей, для их соединения прилагается минимальное усилие. А также необходимо строго соблюдать время необходимого нагрева частей соединения. Для холодного водоснабжения используют, как правило, не армированные трубы, поэтому дополнительная обработка стыковочных концов не требуется. Перед началом монтажа основной конструкции лучше сначала произвести несколько пробных соединений для выбора оптимальной температуры нагрева паяльника.
Трубопроводы тепловых магистралей и горячего водоснабжения
Горячая вода, проходящая по трубам, вызывает незначительное расширение материала и, как следствие, увеличение длины изделия. Для компенсации этого явления при монтаже необходимо время от времени делать П-образные искривления магистрали. Высокая температура воды также требует установки специализированных армированных труб , которые изготавливаются немного больше необходимого для состыковки диаметра. Аккуратно обрезают лишний слой материала шейвером. Это необходимо для компенсации расширения по ширине трубы при нагреве. Дальнейшие действия происходят так же, как и при стыковке холодного водопровода.
Ремонт вышедших из строя участков магистрали
При разрыве трубы, течи или в результате некачественной пайки порой возникает необходимость замены вышедшего из строя участка. Для этого отключается водоснабжение и вырезается повреждённый участок специальными ножницами. В местах отреза в обязательном порядке осушаются края труб, зачищаются и протираются спиртосодержащей обезжиривающей жидкостью. Только после этого приступают к привариванию нового исправного куска методами, описанными выше в зависимости от температуры, проводимой по магистрали воды.
Метод холодной сварки
Этот способ соединения элементов магистрали подойдёт только для холодной воды под незначительным давлением. Стыковочные поверхности обезжириваются. Наносится специальный клей, продающийся в строительных магазинах, элементы стыкуются и фиксируются на тридцать секунд. Водопровод будет готов к использованию только через час. Такой метод не отличается надёжностью и не создаёт монолитное соединение деталей.
Стыковочные поверхности обезжириваются. Наносится специальный клей, продающийся в строительных магазинах, элементы стыкуются и фиксируются на тридцать секунд. Водопровод будет готов к использованию только через час. Такой метод не отличается надёжностью и не создаёт монолитное соединение деталей.
Полипропиленовые трубы — это хорошая альтернатива классическим, стальным или чугунным магистралям. Монтаж водного и теплового снабжения с их помощью прост, не трудоёмок и дешёв. Поэтому эти изделия заняли своё большое и законное место в своём сегменте строительного рынка.
|
автор Дубинин Михаил |
Как паять полипропиленовые трубы правильно
Пластиковые водопроводы из полипропилена все более популярны, в том числе и потому, что технология монтажа очень проста и доступна для самостоятельного исполнения.
Но для этого нужно знать, как правильно паять полипропиленовые трубы, ведь это основная операция, определяющая долговечность всей системы.
Монтаж пластиковых труб внутренней разводки представляет собой довольно простой, но достаточно трудоемкий процесс, поэтому, прежде всего, нужно понять, как правильно паять полипропилен.
Содержание:
Свойства полипропилена
Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Изделия для водоснабжения производятся из пластика сорта PPR, имеющего следующие характеристики:
- рабочий диапазон температур от -10 до +90 градусов;
- плавление пластика начинается при 149 градусах;
- номинальное давление от 1,5 до 2,5 атмосфер.
Приведенные параметры подходят для холодного водопровода, но потребности в характеристиках более широкого спектра очевидны. Поэтому для их усиления предпринимаются определенные технологические приемы.
Одним из них является армирование стенок стекловолокном или алюминием. Для этого поверх готовой трубы накладывается слой нитей из стекловолокна или алюминиевой фольги, а затем наносится еще один слой полипропилена.
Такая конструкция позволяет получать полипропиленовые трубы, пригодные даже для использования в системах отопления и горячего водоснабжения.
Кардинальным способом армирования полипропиленовых изделий является установка металлического слоя. Для этого используется алюминиевая фольга в виде полосы.
Она по винтовой линии наматывается на заготовку по слою клея, поверх металлической фольги наносится второй клеевой слой. Наружная обечайка изготавливается из того же полипропилена.
Такие продукты пригодны для использования в водопроводах с повышенным давлением до 6 атмосфер.
Какие полипропиленовые изделия выбрать
Для мало напорных сетей холодного водоснабжения наиболее практичными являются изделия PN16. Они легко выдерживают давление до 2 атмосфер при температуре до +40 градусов. Этого вполне достаточно, чтобы выдержать нагрузки водопровода в частном доме или поливочной системы в теплице или на огороде.
Этого вполне достаточно, чтобы выдержать нагрузки водопровода в частном доме или поливочной системы в теплице или на огороде.
Более устойчивы к различным воздействиям полипропиленовые изделия марки PN20, которые считаются универсальными и могут быть использованы, в том числе, и для отопления с температурой теплоносителя до 95 градусов.
Но наиболее надежны в любых водопроводах трубы марки PN25, армированные алюминием или стекловолокном.
Оборудование для монтажа полипропилена
Полипропиленовые водопроводы имеют свои особенности в части технологии сборки, определяемые свойствами исходного материала. Перед тем, как паять трубы из полипропилена, необходимо приобрести специальный инструмент для этого.
Набор его не очень обширен, но в нем имеются некоторые приспособления, которые используется только для этого процесса:
Ножницы для резки полипропиленовых изделий. Они нужны для того, чтобы обеспечить строго перпендикулярный рез. Если в месте сопряжения при пайке образуется зазор, возникает вероятность нарушения герметичности соединения.
Если в месте сопряжения при пайке образуется зазор, возникает вероятность нарушения герметичности соединения.
Шайвер – приспособление для зачистки поверхности изделий перед пайкой. Без этого приспособления вообще невозможна пайка полипропиленовых труб, армированных любыми материалами. Дело в том, что пайка полиэтилена это диффузионный процесс, при котором происходит взаимное проникновение расплавленного материала.
Естественно, что алюминий или стекловолокно для этой цели непригодны. Используя этот инструмент можно также снять фаску под углом 45 градусов на торцах соединяемых деталей для облегчения стыковки в процессе пайки.
Конструктивных решений для этого приспособления множество, поэтому при покупке инструмента широкий выбор обеспечен.
Паяльник. Основное средство, используемое при пайке полипропиленовых водопроводов. Основой его является пластина, на которую крепятся сменные втулки различных размеров. Эти насадки парные – одна для фитинга, вторая для трубы.
Соединяемые детали устанавливаются на сменный инструмент. Включение производится на рукоятке аппарата, там же установлен регулятор температуры. Время нагрева сопрягаемых деталей составляет от 6 секунд и более.
Включение производится на рукоятке аппарата, там же установлен регулятор температуры. Время нагрева сопрягаемых деталей составляет от 6 секунд и более.
Рекомендации по этому параметру приводятся в паспорте паяльника. Разогретые до плавления детали состыковываются и удерживаются в течение времени до 30 секунд. За это время материал остывает до затвердения.
Обычно в комплект инструмента включается также отвертка для установки сменного инструмента, маркер для разметки, рулетка для выполнения измерений.
Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к сборке разводки во многом определяет ее работоспособность и долговечность.
Кроме того, одной из основных задач этих мероприятий является просчет реальной потребности в элементах водопровода.
Выбор схемы подключения
В настоящее время распространены две основные схемы монтажа трубных разводок:
Тройниковая – при ней каждый потребитель воды подключается к центральной трубе, соединенной со стояком. Для этого используются тройники.
Для этого используются тройники.
Недостатком такой схемы является то обстоятельство, что при одновременном открытии нескольких кранов давление в питающей трубе резко снижается и поступление воды в каждом из них снижается. Особенно страдают точки разбора, удаленные от стояка.
Второй отрицательный момент заключается в том, что при возникновении необходимости в текущем ремонте приходится отключать всю схему водоснабжения на это время.
Тройниковые схемы применяются в квартирах или небольших частных домах. Из преимуществ можно назвать простоту монтажа и сравнительно небольшой расход материалов.
Коллекторная схема разводки. Такой способ формирования водопроводной сети заключается в том, что от стояка питающая труба проводится к топографическому центру водопроводной системы и оканчивается установкой гребенки.
Гребенка представляет собой короткий патрубок с установленными на нем отводами с резьбой под шаровый кран. Таким образом, формируется распределительный узел, от которого выполняется разводка к точкам потребления.
Таким образом, формируется распределительный узел, от которого выполняется разводка к точкам потребления.
В итоге имеется возможность перекрытия любой точки водопотребления отдельно. Остальная система продолжает функционировать в обычном режиме с одинаковым расходом воды.
Температурные режимы эксплуатации
Производители продукции для водопроводов декларируют максимальную температуру теплоносителя в 95 градусов. Однако физические свойства материала несколько отличаются от этого показателя.
Размягчение полипропилена начинает проявляться при температуре порядка 140 градусов, плавление происходит при 175. Учитывая эти параметры, можно сделать вывод, что этот материал пригоден для любых водопроводов отопления, за исключением парового.
Рабочая температура в паропроводах составляет именно 175 градусов.
Казалось бы, что может быть лучше? Но особенность материала заключается в том, что от температуры в 135 градусов он начинает размягчаться.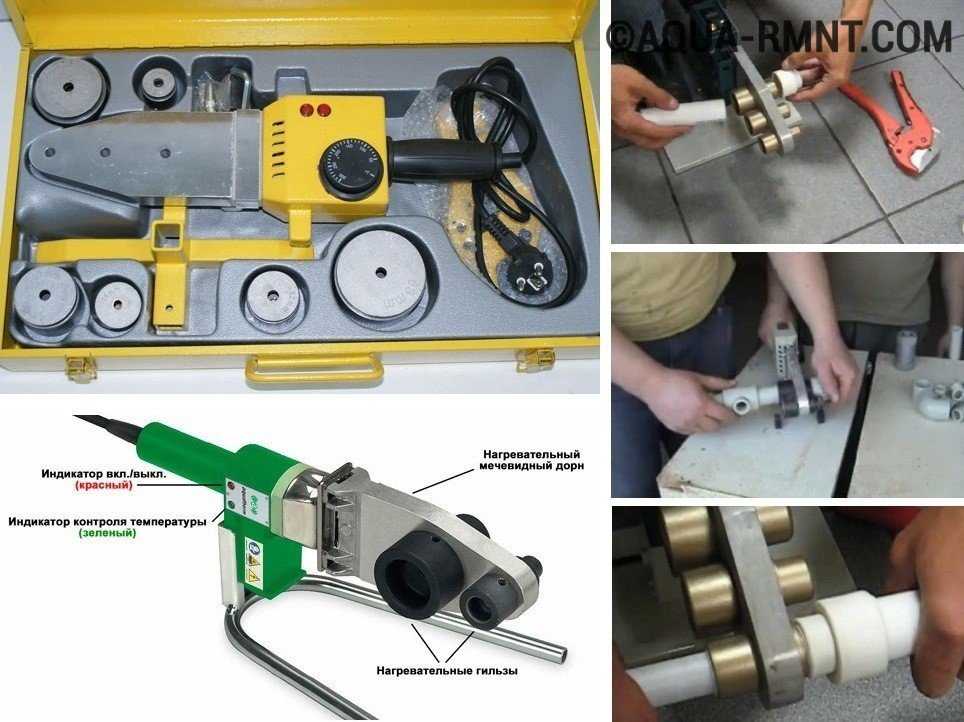 Разводки начинают провисать, утончаться и в конечном итоге наступает разрыв.
Разводки начинают провисать, утончаться и в конечном итоге наступает разрыв.
Производители полипропиленовых труб официально декларируют значительно более низкую допустимую температуру, желая застраховать свои изделия и сделать их более долговечными.
Нужно заметить, что в правильно обустроенном жилище с достаточной тепловой защитой стен, такой рабочей температуры вполне достаточно.
Следует заметить, что в системах отопления целесообразно использовать армированные полипропиленовые трубы, обладающих рядом преимуществ:
- Стабильность линейного расширения элементов водопровода под воздействием тепловых и механических нагрузок. Они без заметных изменений выдерживают давление до 10 атмосфер.
- Срок службы армированного трубопровода, постоянно находящегося под давлением при повышенной температуре в разы превышает аналогичный показатель неармированной продукции.
- Температура плавления в тех и других изделиях одинакова, но при равных условиях труба без армирования разрушается, а армированная нет.

Как паять трубы из полипропилена своими руками
Процесс пайки полипропиленовых изделий несложен и поэтому получил широкое распространение в технологии монтажа водопроводов холодного и горячего водоснабжения и систем отопления.
Тем не менее, имеются некоторые тонкости, который надо знать и учитывать в работе.
Как правильно паять диффузионным методом – инструкция по шагам
Процесс пайки основан на расплавлении поверхности детали на определенную глубину. Если в таком состоянии соединить две детали и остудить их, то материал возвращается в исходное состояние и принимает первоначальную структуру.
Смотреть видео
[sociallocker]
За это время расплав успевает перемешаться, создавая монолитные материал на глубину проникновения. В физике это называется диффузионной сваркой.
Выполнение стыка предполагает производство следующих технологических операций:
- Отрезать специальными ножницами трубу необходимой длины.

- Снять фаски под углом 45 градусов на обоих концах.
- Очистить от загрязнений и обезжирить свариваемые поверхности на заготовке снаружи и фитинге внутри.
- Установить на паяльник насадки необходимого размера.
- Включить паяльник и прогреть сопрягаемы детали в течение времени, указанного в инструкции.
- Снять детали с паяльника и состыковать их в нужном положении. Удерживать до полного охлаждения.
Необходимо уделить пристальное внимание соблюдению времени нагрева. Для получения качественного соединения необходимо, чтобы под слоем расплавленного пластика оставалось твердое основание. Это позволит деталям состыковаться соосно. Если детали перегреты и пластик размягчится на всю толщину, соединить их будет невозможно, они просто сомнутся.
Поэтому производителями инструмента рекомендуются временные отрезки для каждого размера отдельно.
Из приведенной таблицы видно, сколько времени нужно для качественного прохождения каждой стадии сборки. Как видно, условия достаточно жесткие.
Как видно, условия достаточно жесткие.
При исполнении пайки своими руками важно перед началом работы произвести сборку нескольких пробных стыков, чтобы прочувствовать длительность временных материалов.
Нужно также обратить внимание на точность установки в осевом направлении при сопряжении деталей. Времени на контроль и исправление останется считанные секунды.
При какой температуре паять полипропиленовые трубы, установлено в конструкции сварочного аппарата, важно соблюдать рекомендации по времени нагрева деталей. Этот показатель зависит от мощности инструмента, которая в разных моделях может отличаться.
Как паять муфтовым (раструбным) способом
Такой способ соединения применяется для соединения изделий с целью удлинения прямых участков. Для этого используется муфтовый фитинг.
Смотреть видео
[sociallocker]
Его устанавливают на конец трубы пайкой, после чего припаивают, вторю деталь. Пайка производится в соответствии с описанной выше технологией.
Паять торцевым методом
Ее чаще называют сваркой. Принцип действия при этом остается таким же – расплавление материала, сжатие двух торцов в специальном механизме, охлаждение. Такой способ стыковки применяется для изделий диаметром более 63 миллиметров.
Торцевая стыковка по такой технологии может успешно использоваться и в полевых условиях. Как ровно паять полипропиленовые трубы встык?
Для этого нужно произвести предварительную механическую обработку торцов, обеспечивая абсолютную параллельность стыкуемых концов.
Как правильно паять армированный полипропилен
Армирующий слой, укрепляя структуру полипропиленовой трубы. Создает определенное препятствие для стыковки отдельных частей. Армирующая вставка препятствует диффузии материала, в результате чего соединение становится ненадежным.
Единственным способом обеспечить надежное соединение является удаление армированного слоя. Удаление наружного и армирующего слоя производится специальным инструментом – шайвером.
После зачистки верхнего слоя нужно тщательно удалить заусенцы и очистить поверхность от загрязнений, после чего можно выполнять пайку по указанной выше технологии.
Чтобы понять, при какой температуре паять армированный полипропилен, нужно учитывать, что его структура ничем не отличается от обычных труб и режимы пайки те же.
«Холодная сварка» в соединениях полипропилена
Двухкомпонентный эпоксидный состав под таким названием приобрел определенную популярность по причине своей эффективности. Привлекает простота в использовании – достаточно размять комок состава и нанести на склеиваемые поверхности. Время отвердения смеси составляет порядка 10 минут, полное схватывание – около часа.
Физические свойства клеевого состава не позволяет использовать его на водопроводах горячего водоснабжения или отопления. Он пригоден только для монтажа водопровода.
Он пригоден только для монтажа водопровода.
Соединение полипропиленовых труб электрофитингами
Этот способ монтажа находит широкое применение в промышленности. Для выполнения стыков в данном случае применяются электрофитинги. В корпусе детали в процессе ее изготовления устанавливается нагревательный элемент.
Монтаж системы производится без пайки, но каждый фитинг подключается к силовой электросети. Только по окончании выполнения разводки на нее подается напряжение.
Под воздействием тока нагревательные элементы расплавляют сопрягаемые детали до необходимого состояния, отключение производится автоматически. После остывания деталей вся сеть или ее локальный участок готовы к эксплуатации.
Использование такого способа монтажа значительно увеличивает производительность труда и устраняет личностный фактор при выполнении работ. Поэтому качество соединений стабильно для всей водопроводной сети.
Такая технология позволяет качественно производить сборку элементов трубопровода в труднодоступных местах.
Пайка труб на сложных участках
При сборке водопровода или системы отопления сложной конфигурации могут возникнуть проблемы с доступом к месту пайки. Как паять полипропиленовые трубы в труднодоступных местах?
В процессе подготовки требуется условно разбить всю сеть на отдельные узлы, которые можно соединить на верстаке, после чего готовые ветви ввариваются в систему в двух-трех точках. Сложными для монтажа участками можно считать следующие:
- трубопроводы, размещаемые под потолком;
- в местах, где невозможно поместить паяльник.
Лучший способ избежать трудностей в данном случае является недопущение их возникновения. Для этого нужно продумать порядок сборки, изготавливая сложные узлы на верстаке, а не на руках. Если это сделать невозможно, лучше использовать электрофитинги.
Вообще, возникновение затруднений такого рода является следствием ошибок проектирования. Технологичность монтажа является основным условием для проектировщика.
Монтируем седла в водопроводную систему
Этот элемент трубопровода используется для создания дополнительного отвода, и необходимость его установки возникает, как правило, при ремонте действующих разводок.
Смотреть видео
[sociallocker]
В трубу большего диаметра впаивается фитинг меньшего размера, позволяющий установить ответвление от действующей разводки под углом 90 градусов.
- В стенке действующей трубы мастеру нужно просверлить отверстие нужного диаметра, удалить заусенцы и выполнить фаски.
- Сопрягаемые детали прогреваются паяльником по традиционной технологии.
- Седло (фитинг) плотно устанавливается в отверстие в трубе.
Такой способ создания дополнительных разветвлений в водопроводе из полипропиленовых труб позволяет с наименьшей трудоемкостью продолжить развития сети.
Знание того, как правильно паять полипропилен позволит без затруднений монтировать трубопроводы любой длины и степени сложности.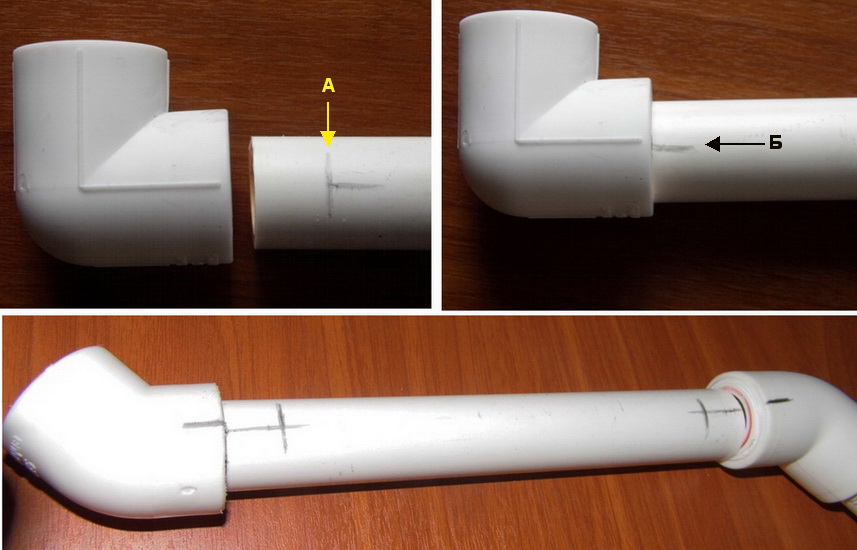
Видео как выбрать аппарат для сварки полипропилена
Как правильно отрезать и паять полипропиленовые трубы самостоятельно
В строительстве, а именно в построение различных типов водопровода, все чаще используют трубы из полипропилена (ПП трубы). Это обусловлено тем, что данный материал имеет массу преимуществ, он не окисляется, способен прожить 50-70 лет, с ним легко работать и так далее. К тому же пайка полипропиленовых труб проходит гораздо проще, чем сварка их предшественников из металла и каждый желающий выполнит всю работу в домашних условиях самостоятельно, даже не имея специальных навыков. Сейчас мы рассмотрим процесс работы с данным материалом, поговорим о его свойствах, обсудим инструмент, необходимый для проведения работ и рассмотрим, как паять полипропиленовые трубы своими руками.
Наглядная инструкция для работы с полипропиленовыми трубами
Содержание
- Общие свойства труб из полипропилена
- Требующийся инструмент
- Процесс пайки и монтажа
Общие свойства труб из полипропилена
Стоит сказать, что полипропилен — синтетический материал, обладающий яркими положительными свойствами. Это маленький вес, высокая эластичность, термостойкость и нулевая восприимчивость коррозии, что очень важно для водопровода. Данный материал, это разновидность пластмассы, но с низкой плотностью, благодаря этому он такой легкий.
Это маленький вес, высокая эластичность, термостойкость и нулевая восприимчивость коррозии, что очень важно для водопровода. Данный материал, это разновидность пластмассы, но с низкой плотностью, благодаря этому он такой легкий.
Паять полипропиленовые трубы легко, имея минимум инструмента, о котором мы поговорим дальше, а также фитинги (специальные мелкие детали разной формы, сделанные из полипропилена), которые выступают в роли соединителей.
Если говорить об основных преимуществах полипропиленовых материалов подробнее, то ярко выделяются следующие пункты:
- Долговечность — срок эксплуатации такой полости, если через нее подается холодная вода, составляет 50-60 лет, в случае с горячей водой – 30-40 лет. Эти показатели гораздо выше, чем у всевозможных аналогов.
- Эластичность — полости из полипропилена обладают выраженными эластичными свойствами. Это значит, что такой материал хорошо реагирует на сжатие и расширение ввиду изменения температуры воды внутри водопровода, а при монтаже, снижается риск испортить трубу, т.
 к. она хорошо гнется.
к. она хорошо гнется. - Легкость — этот материал мало весит, особенно это заметно в сравнении с металлопластиковыми трубами и тем более — стальными.
- Простота монтажа — как уже упоминалось выше, спайка труб из полипропилена, это настолько легко, что с этим справится даже человек, не имевший ранее никакого опыта работы с сантехникой и подобными материалами.
Термостойкость
Помимо общих характеристик водонапорных материалов из полипропилена стоит знать еще один фактор — термостойкость. Дело в том, что полипропилен, это разновидностью пластика и существует температурный предел внутри системы, при котором участок повреждается или плавится.
Аппарат для сварки полипропиленовых труб Elitech СПТ 800 самый доступный на рынке
Максимальная рабочая температура ПП труб — 140 градусов Цельсия. Это значит, что если вода слишком горячая, существует риск нарушения целостности материала и даже спайка полипропиленовых труб (место соединения) может не выдержать.
Но при создании обсуждаемых труб, им присваивается своя маркировка, которая свидетельствует о конкретных свойствах, таких как: термостойкость, толщина стенок, допустимое давление в системе и области применения. Таким образом, выделяется два распространенных маркера:
- PN 20 — популярнейший тип труб, выдерживает давление 20 атмосфер и температуру в 95 градусов Цельсия. Эти показатели позволяют применение в прокладке водопровода с использование горячей и холодной воды, но не в отопительных системах.
- PN 25 — этот тип ПП труб отлично подходит для прокладки отопления, так как с легкостью справляется с температурой 95 градусов и давление в 25 атмосфер. Такие показатели термостойкости и прочности достигаются благодаря частичному армированию, за счет этого материал не деформируется из-за перепадов температур.
Тепловое удлинение
Еще одно свойство полипропиленовых труб — способность удлиняться при повышении температуры внутри водопровода. Выглядит это как провисание длинных участков водопровода, или волнообразная деформация. По этим причина нужно правильно паять полипропиленовые трубы и крайне не рекомендуется делать длинные прямые участи в водопроводе, а использовать компенсаторы (вставка трубы в виде буквы «П»). Тогда при тепловом удлинении «ножки» компенсатора сблизятся, а труба не деформируется.
По этим причина нужно правильно паять полипропиленовые трубы и крайне не рекомендуется делать длинные прямые участи в водопроводе, а использовать компенсаторы (вставка трубы в виде буквы «П»). Тогда при тепловом удлинении «ножки» компенсатора сблизятся, а труба не деформируется.
Трубы и фитинги из полипропилена для водоснабжения и отопления
Армирование
И последнее в свойствах полипропиленовых полостей, о чем стоит упомянуть — армированные материалы, ведь о них уже говорилось в тексте. Армировать трубы важно, ведь это подразумевает включение в их состав алюминиевой фольги или капроновых волокон, что увеличивает прочность, жесткость, термостойкость и сроки эксплуатации водопроводов, сделанных из данного материала.
Паять армированные полипропиленовые трубы просто как и обыкновенные, монтаж проводится с использованием того же инструмента, только температура плавления при скреплении участков водопровода фитингами отличается.
Требующийся инструмент
Итак, со свойствами полипропиленовых труб мы разобрались, рассмотрели классификацию данного материала, его преимущества над другими. Теперь поговорим об инструменте, который необходим, чтобы спаять полипропиленовые трубы и монтировать водопровод.
Теперь поговорим об инструменте, который необходим, чтобы спаять полипропиленовые трубы и монтировать водопровод.
Первый и самый простой инструмент для сборки водопровода — ножницы. Но, речь идет не об обычных ножницах, а специальных, которыми нужно резать обсуждаемый материал. Этот инструмент еще называют труборезом. С его помощью можно отрезать трубу ровно, без шероховатостей, заусениц, тратя минимум усилий и времени.
- Цилиндрический паяльник;
- Паяльник с мечевидным жалом.
Технологический процесс пайки труб из полипропилена
Больших отличий между ними нет, однако, паяльники с мечевидным наконечником брать разумнее, т.к. они быстрее нагреваются и равномернее распределяют температуру. Кстати, лучше выбирать «утюг» с возможностью регулирования нагрева, ведь четкая температура пайки полипропилена очень важна.
Цена у данного инструмента бывает разная, в зависимости от материалов, из которых изготовлен сварочный аппарат. Если насадки у «утюга» покрыты тефлоном, стоит дороже. Но и правильно паять полипропилен таким аппаратом куда проще, да и проблем возникших по неопытности, вы избежите.
Но и правильно паять полипропилен таким аппаратом куда проще, да и проблем возникших по неопытности, вы избежите.
При этом стоит обратить внимание на комплектацию паяльника, ведь в наборе прилагаются насадки разного диаметра, при помощи которых вы будете паять полипропилен. Обратите внимание на диметр водопроводных материалов и обязательно проверьте, чтобы в комплекте были необходимые вам насадки или насадка.
Если у вас нет возможности достать специальное оборудование, то можно спаять полипропиленовые трубы без паяльника, однако это требует определенной практики и процесс монтажа водопровода несколько усложнится.
Прежде чем приступить к работе, стоит учесть некоторые правила пайки полипропиленовых труб:
- Наметьте план проведения водопровода;
- Заранее нарежьте отрезки нужно длины, чтобы потом не отвлекаться на это;
- Температура паяльника для полипропиленовых труб составляет 260 градусов Цельсия, поэтому паяльник включите заранее, подождав 15-20 минут;
- Концы заготовленных отрезков будущего трубопровода и фитинги обработайте спиртом, чтобы обезжирить поверхность и повысить герметичность спайки;
- Сделайте пометки маркером, отступив от конца трубы 1,5-2 миллиметра, так проще спаивать полипропиленовые трубы, если вы новичок.
Разнообразные фитинги и переходники для работы с полипропиленовыми трубами
После завершения подготовки, можно смело приступать к последующей работе. Для скрепления отдельных участков водопровода, применяется фитинг: муфты, тройнички, уголки, краны и прочие, ими нужно запастись на этапе составления плана.
Итак, паять трубы из полипропилена нужно следующим образом, фитинг вставляется в насадку на паяльнике большего диаметр, трубка вставляется в меньшую насадку. После этого мысленно отсчитайте 20 секунд (за это время стыки размягчаться до нужного состояния) и соедините фитинг с трубой. Не стоит сразу отпускать стык, подержите 10 секунд, при этом выравнивая стык. На этом процесс окончен, смело беритесь за следующий участок. Так и проходит вся пайка пп труб, вплоть до окончания работы.
Пайка без паяльника
Сваривать полипропиленовые трубы без паяльника возможно. Лучший способ для этого — использование газовой горелки. Сложность работы в таком случае возрастает, но не слишком.
Тонкость заключается в том, чтобы поочередно нагревать внутреннюю часть фитинга, направляя струю пламени вовнутрь, а затем обжигать и конец трубки. После этого, как и с паяльником, вставляем трубку в фитинг и ждем некоторое время, выравнивая стык, пока он не затвердеет.
Совет: Будьте осторожны, при обжиге фитинга и трубы струей огня из горелки, полипропилен воспламеняется, так что тут главное не переусердствовать и обязательно работать в плотных перчатках.
В случае с горелкой, температура пайки полипропиленовых труб не изменяется, все те же 260 градусов Цельсия. Но помните, регулировать этот момент не получится, и действовать нужно правильно, так что лучше сначала потренироваться на обрезках.
ПОСМОТРЕТЬ ВИДЕО
Ремонт водопровода из полипропилена
Важно сказать, как поступать в ситуациях, когда водопровод из полипропилена нужно ремонтировать. Ремонт полипропиленовых труб в труднодоступных местах, проводится путем вырезания поврежденного участка и сшивания только фитингом. При этом в девяти случаях из десяти подлезть паяльником нельзя. В подобной ситуации отогните трубу и нагрейте сначала один участок, а затем другой, действуя последовательно. Не бойтесь применять силу в разумных пределах, так как полипропиленовый материал довольно гибок.
Ремонт полипропиленовых труб в труднодоступных местах, проводится путем вырезания поврежденного участка и сшивания только фитингом. При этом в девяти случаях из десяти подлезть паяльником нельзя. В подобной ситуации отогните трубу и нагрейте сначала один участок, а затем другой, действуя последовательно. Не бойтесь применять силу в разумных пределах, так как полипропиленовый материал довольно гибок.
Говоря о ремонте, можно также клеить полипропилен специальными смесями или клеем, но такой стык менее надежен, лучше прибегать к традиционному методу горячей спайки.
Как паять пластиковые трубы. Пайка пластиковых труб водопровода и канализации
В настоящее время для ремонта, связанного с заменой водопровода, систем отопления или канализации используются преимущественно пластиковые трубы. Они быстро ворвались на рынок строительных материалов в конце 20 века и заняли лидирующие позиции. Удобство в работе – их основное преимущество. Тем не менее, без знания ряда тонкостей, как правильно паять пластиковые трубы, качественно соединить их в единую систему невозможно.
Пластмассовые трубы можно паять как горячим, так и холодным способом.
Содержание
- 1 Рабочие инструменты
- 2 Как паять пластиковые водопроводные трубы
- 3 Рекомендации по правильному соединению труб
- 4 Как паять канализационные трубы из пластика
Рабочие инструменты
9 Паять пластиковые трубы
9 нужно:
- сварочный аппарат, предназначенный для работы с этим материалом;
- специальные ножницы; строительный уровень
- ; маркер
- ;
- рулетка.
Практически для любых домашних дел в распоряжении мастера есть все эти инструменты, кроме первого. Если процедуру пайки пластиковых труб предполагается выполнить только один раз, гораздо целесообразнее будет арендовать сварочный аппарат или одолжить его, а не покупать.
Горячий припой можно приобрести или взять напрокат
Прежде чем приступить к пайке своими руками, следует кратко ознакомиться с таким устройством. Важным функциональным компонентом является подошва с нагревательными элементами. Наличие на нем специальных отверстий, позволяющих закрепить специальные насадки для сварки, обеспечивает удобство использования. Температура регулируется с помощью терморегулятора, расположенного на корпусе сварочного аппарата.
Важным функциональным компонентом является подошва с нагревательными элементами. Наличие на нем специальных отверстий, позволяющих закрепить специальные насадки для сварки, обеспечивает удобство использования. Температура регулируется с помощью терморегулятора, расположенного на корпусе сварочного аппарата.
Как паять пластиковые водопроводные трубы
Перед началом работ по соединению элементов водопровода своими руками установите устройство в нужное положение и закрепите на нем патрубки, предварительно подобрав их по размеру. После этого с помощью термостата установите нужную температуру. Пайка пластиковых труб из полипропилена осуществляется при температуре + 260 +С. Оптимальная температура для пайки пластиковых труб из полиэтилена +220°С. Запомните эти цифры – они вам пригодятся для правильного выполнения работ.
Делайте пайку пластиковых труб своими руками в такой последовательности:
- отрезать трубу до необходимой длины. Используя спиртовой раствор, очистите соединения от жира и грязи;
- установить патрубок и обратный колпак в патрубок.
 Разминка в течение определенного периода времени;
Разминка в течение определенного периода времени; - по его истечении вставить трубу в раструб, соединив, таким образом, нагревательные элементы будущего водопровода.
Перед сваркой пластиковые трубы необходимо обезжирить.
Признаком правильной пайки пластиковых водопроводных труб является образование по всей окружности сплошного наплыва в виде валика.
Важно! Эта операция занимает от 4 до 12 секунд, в зависимости от диаметра соединяемых элементов. И помните, что только строгое соблюдение технологии пайки пластиковых труб обеспечивает их соответствие требуемым характеристикам и долговечности соединений.
Рекомендации по хорошему соединению труб
Ответ на вопрос, чем паять трубы из пластика, будет неполным без упоминания советов профессионалов. Кратко их можно озвучить так:
- для правильной пайки пластиковых элементов водопроводного или канализационного трубопровода перед выполнением первой сварки выдержать паяльник в нагретом до необходимой температуры состоянии не менее 5 минут;
- Паяя пластиковые трубы, дайте им остыть, не допуская их смещения и прокручивания, иначе шов получится некачественным.
 В этом случае придется разрезать стык, выбросить поврежденный фитинг и выполнить всю процедуру заново;
В этом случае придется разрезать стык, выбросить поврежденный фитинг и выполнить всю процедуру заново; - при пайке пластиковых труб, армированных алюминием, снять с них два верхних слоя, и только после этого производить соединение по вышеизложенной технологии; Пластиковые трубы
- можно паять при температуре окружающей среды не ниже 0°С.
После соединения дайте собранным элементам полностью остыть.
Меры предосторожности при использовании сварочного аппарата также не мешают. Некоторые «умельцы», научившись делать пластиковые трубы для водопровода своими руками, часто не придают этому аспекту должного значения. Но тщетно! При поверхностном понимании того, как паять трубы из пластика, такой подход может в итоге сказаться на качестве соединения. Кроме того, горячие детали могут стать причиной серьезной травмы.
Как паять канализационные трубы из пластика
Сварочный аппарат — не единственное, что паяет пластиковые трубы. Паять элементы канализации своими руками можно, используя более простой метод. Это так и называется: холодная сварка. Он выполняет соединение труб из пластика без пайки. Для этого используется специальный клеевой состав, нанесение которого на поверхность полимера приводит к его растворению и взаимному проникновению частиц сопрягаемых компонентов трубопровода. Если вы хотите спаять канализационные трубы с наименьшими материальными и физическими затратами, холодная сварка – лучший вариант.
Это так и называется: холодная сварка. Он выполняет соединение труб из пластика без пайки. Для этого используется специальный клеевой состав, нанесение которого на поверхность полимера приводит к его растворению и взаимному проникновению частиц сопрягаемых компонентов трубопровода. Если вы хотите спаять канализационные трубы с наименьшими материальными и физическими затратами, холодная сварка – лучший вариант.
Паять пластиковые трубы таким способом необходимо в следующей последовательности:
- зачистить швы наждачной бумагой;
- наносим клей на весь отрезок канализационной трубы, который будет вставляться в раструб. Дополнительно покрыть клеевым составом внутреннюю поверхность раструба на две трети его длины;
- Выровняйте трубы с нанесенным клеем до упора, поверните их на 90 градусов и прижмите максимум на 60 секунд.
Холодная сварка – приемлемый вариант монтажа канализации
Выяснив, как герметизируется пластиковая труба, не спешите сразу приступать к работе. Следует изучить тонкости работы с клеем: после смешивания его следует использовать не более 5 минут. Поэтому, прежде чем приступить к оклейке, определитесь с объемом работы.
Следует изучить тонкости работы с клеем: после смешивания его следует использовать не более 5 минут. Поэтому, прежде чем приступить к оклейке, определитесь с объемом работы.
Полезный совет! После сборки канализационной системы подождите не менее часа, прежде чем заполнять ее водой для пробного запуска.
Если проверка прошла успешно и не было обнаружено утечек, смело сдавайте трубопровод в эксплуатацию.
Как паять, правила и методы сварки
Содержание:
Инструменты для работы
Способы сварки полипропиленовых труб
Сварка в труднодоступных местах
Особенности пайки в углах
При монтаже новых полипропиленовых труб взамен устаревших металлических систем может возникнуть ситуация, когда соединение труб сваркой необходимо выполнять в местах, не в полной мере соответствующих условиям выполнения такой операции.
Поэтому для самостоятельного обновления трубопровода требуются определенные знания, помогающие организовать сварку полипропиленовых труб в неудобном месте, с применением вспомогательных инструментов.
Инструменты для работы
Специальный паяльник для полипропиленовых труб и набор тефлоновых насадок помогают произвести качественное соединение элементов трубы. С помощью паяльника можно легко выполнить соединение сваркой на любом участке трубы. С помощью насадок можно соединять элементы труб разного диаметра.
Кроме того, для пайки полипропиленовых труб в труднодоступных местах необходимы следующие инструменты:
- Приспособление для резки труб из полипропилена (чаще всего резак идет в комплекте с паяльником).
- Раствор, позволяющий обезжирить место пайки.
- Набор соединительных элементов.
Также нужно подготовить рулетку, линейку и карандаш, а также уголок и нож. В некоторых случаях может понадобиться тряпка.
Способы сварки полипропиленовых труб
Пайка труб в труднодоступных местах может выполняться разными способами, в зависимости от рабочего диаметра труб:
- Сварка встык применяется для соединения труб с толщиной стенки не менее 4 мм и диаметром до 50 мм. В быту этот метод используется достаточно редко.
- Раструбный способ применяется при соединении труб диаметром сечения до 40 мм. Для работы требуется специальный сварочный механизм, оснащенный центрирующим устройством.
- При седловой пайке к трубе под углом 90 0 встык приваривается специальное посадочное гнездо. Седло просверливается и к стыку приваривается кусок трубы, получая на выходе Т-образный переходник. Читайте также: «Надежная пайка пластиковых труб своими руками — хороший способ соединения».
Сварка в труднодоступных местах
Спаять труднодоступные места изделий из полипропилена намного сложнее, чем прямолинейные прогоны. Создание благоприятной рабочей среды в таких местах требует достаточного количества усилий.
К «неудобным» местам относятся:
- Пространство под потолком.
- Углы комнаты.
- Стесненные условия для размещения паяльника.
При сварке полипропиленовых труб в труднодоступных местах под потолком нужно подготовить место, где будет располагаться сварочный аппарат при ручном формировании соединения. Для этого можно пригласить помощника или подвесить устройство на заранее подготовленный специальный крючок. Читайте также:»Как правильно паять полипропиленовые трубы-теория и практика».
В случае с трубами, расположенными очень близко к стене, применяется специальный прием: паяльником попеременно прогреваются прямая и ответная части образовавшегося стыка. При этом нагрев должен достигать таких пределов, чтобы первая нагретая секция не успела остыть, пока нагреется ответная часть.
Особенности пайки в углах
Чтобы решить вопрос, как паять полипропиленовые трубы в труднодоступных местах, например, в углах, нужно знать особенности таких соединений. Соединение трубных элементов в углах помещения осуществляется с помощью заготовок, обрезанных под углом 90 0 . При этом важно, чтобы их концы были тщательно зачищены и обработаны обезжиривающими средствами (читайте также: «Как отрезать трубу под углом — варианты разметки для круглых и профильных труб»). Использование специальных угловых переходников и фитингов способствует образованию плавных переходов на элементах трубы при угловом соединении.
Формирование угловых соединений на трубах, расположенных на небольшом расстоянии от стены, также выполняется путем последовательного нагрева прямой и ответной части. При этом особое внимание следует уделить глубине вхождения элемента трубы в тело угловой детали. Для обеспечения высокой точности необходимо сделать соответствующую отметку маркером или карандашом.
Решение вопроса, как паять полипропиленовые трубы в труднодоступных местах, требует внимательности и точного выполнения всех действий. Соединительные элементы, имеющие даже незначительный дефект, подлежат обязательной замене новыми деталями. По мнению специалистов, при выполнении соединений в труднодоступных местах не следует отключать питание сварочного аппарата, лучше, если он всегда будет включен.
Как паять полипропиленовые трубы, при какой температуре можно паять полипропиленовые трубы, Паять пропиленовые трубы, сколько времени занимает
Содержание:
Общие понятия
Термостойкость
Термическое удлинение
Армирование полипропиленовых труб
Инструмент для пайки полипропиленовых труб
Технология пайки
В этой статье мы расскажем, при какой температуре можно паять полипропиленовые трубы, какие инструменты для этого нужны, а также расскажем о многих нюансах и тонкостях этого процесса. Дополнительно для наглядности можно узнать об этом из видео.
Общие понятия
Если вам нужна инструкция, как паять полипропиленовые трубы, то мы предполагаем, что вы уже изучили все характеристики этого материала, поэтому подробно описывать этот пункт мы не будем.
Мы все же рассмотрим основную информацию о ПП трубах, чтобы какой-то момент в процессе пайки не стал для вас чем-то неожиданным.
Термостойкость
Полипропилен начинает размягчаться, изменяя свою форму, при достижении температуры 140 °С. Однако производители маркируют свои трубы и фитинги температурным пределом всего 95ºС.
Если ваше место жительства находится в районах Крайнего Севера, а зимой вы часто видите, как из крана с горячей водой идет пар, то лучше вместо полипропиленовых труб использовать медные или оцинкованные трубы.
Тепловое удлинение
В процессе нагрева полипропилен значительно увеличивает свои линейные размеры. Трубы в системе из такого материала на больших прямых участках начинают волнообразно провисать. Если толстый ПП стояк отопления установлен между этажами и ограничен толстой соединительной арматурой, то возникающие напряжения могут доставить массу неприятностей.
В таких ситуациях у начинающего мастера могут возникнуть трудности с пайкой труб из полипропилена.
Профессиональные мастера могут использовать одно из нескольких решений:
- Как вариант, вместо ПП труб можно взять усиленный вариант. Армированный полипропилен имеет в 5 раз меньший коэффициент теплового расширения. Кроме того, такие трубы могут работать в условиях более высокого давления.
- Прибегнуть к использованию компенсаторов. Представляют собой П-образные изгибы ровного участка трубы. Благодаря своей эластичности полипропилен удлиняется и остается гладким за счет того, что ножки П-образного компенсатора немного сближены.
Армирование полипропиленовых труб
Способ пайки полипропиленовых труб будет зависеть от вида армирования или его отсутствия:
- При армировании стекловолокном метод пайки труб такой же, как и при пайке труб без армирования.
- Если труба армирована слоем алюминия, то перед процессом пайки трубы нужно будет зачистить специальной бритвой (подробнее: «Нужна ли зачистка полипропиленовых труб и как это сделать при необходимости?» ).
Трубы, в которых армирующий слой расположен между двумя слоями полипропилена, зачищают торцевой заглушкой. В таком инструменте узкий нож расположен на торцевой стороне.
На армированные трубы лучше обратить внимание, если вы планируете проектировать водопровод, который будет подавать горячую воду. Если использовать ПП трубы для систем с транспортировкой холодной воды, то вы только потратите больше денег, пользы в этом случае просто нет.
Инструмент для пайки полипропиленовых труб
Теперь необходимо понять, чем, собственно, паяются ПП трубы. А для пайки полипропиленовых труб нужен специальный паяльник. Купить его можно практически в любом хозяйственном магазине, несмотря на то, что «попроще» модель с самой простой конфигурацией обойдется примерно не дороже 15 долларов.
Для самых дешевых инструментов ТЭН имеет мощность 0,8 кВт. Для домашних целей таких показателей вполне достаточно. По большому счету, мощность определяет только скорость нагрева прибора, а температура пайки ПП труб не меняется (читайте также: «Чем паять трубы из полипропилена для надежного соединения элементов»). Поэтому, если для вас важно, сколько времени паять полипропиленовые трубы, лучше всего взять инструмент помощнее.
Самые популярные паяльники с небольшой стоимостью оснащены насадками для труб сечением 20, 25 и 32 мм. Обычно они отвечают всем требованиям по установке домашней системы трубопроводов. Значительную часть денег целесообразнее потратить на более качественные фитинги и трубы, чем на паяльный инструмент. Устройство любой стоимости отлично справится с поставленной задачей, так как стабильности и температуры пайки полипропиленовых труб в любом случае будет достаточно. Читайте также: «Как паять полипропиленовые трубы – инструменты и технологии».
Если вы новичок в пайке полипропиленовых труб, помните, что вы можете выполнить этот процесс.
Главное, запастись следующими вспомогательными инструментами:
- рулетка; карандаш
- ;
- ножовка по металлу; Нож
- – понадобится для снятия фаски с труб в процессе их укладки.
Кроме того, довольно удобными считаются ножницы-труборезы для полипропиленовых труб. С их помощью можно разрезать трубу строго на 90° одним движением, при этом рез будет идеально ровным. Таким образом, вы можете сэкономить довольно много времени. Впрочем, без них можно легко обойтись.
При покупке паяльника обратите внимание на комплектацию. Довольно часто производители в качестве бонуса комплектуют инструмент труборезом. Бывают случаи, когда набор дополняется рулеткой и карандашом.
Вам может быть интересно, как паять армированные алюминием трубы без зачистки. Вам понадобится самая простая бритва, которая идеально подойдет для одноразового использования. В любом случае, нет смысла тратиться на дорогой вариант. Дорогие инструменты имеют более высокую износостойкость, то есть рассчитаны на большие объемы работ. В данном случае мы этим пользоваться не будем, а значит покупать дорогую бритву просто нецелесообразно.
Технология пайки
Ниже мы расскажем, как правильно паять полипропиленовые трубы и при какой температуре:
- Сначала нужно отмерить и отрезать необходимый кусок трубы. Дополнительно нужно набить 14-25 мм, которые войдут в штуцер.
- Теперь вкручиваем нужную насадку в паяльник и включаем на нагрев. Этот процесс займет несколько минут — это время определяет мощность паяльника.
Самые простые паяльники умеют паять только полипропилен — в них нет регулировки температуры. Универсальные также способны паять легкоплавкий полиэтилен, в них можно регулировать температуру от 260 до 280°С.
- Далее снимаем фаску с наружной поверхности трубы, зачищаем бритвой алюминиевую арматуру.
Для зачистки трубу с внешней арматурой необходимо вставить в инструмент и пару раз провернуть, но если армирующий слой находится внутри, то инструмент нужно будет прижать к концу трубы и провернуть с небольшим усилием .
- Трубу надеваем на широкую насадку, а штуцер на узкую. Через несколько секунд поверхности деталей расплавятся под воздействием температуры, а по патрубкам они сдвинутся на пару сантиметров. Выжидаем еще несколько секунд, снимаем детали с патрубков, и вставляем трубу в штуцер. Держим еще 10 секунд, после чего можно считать, что соединение готово.
Подробнее о процессе пайки труб вы можете узнать, посмотрев видео. Читайте также:»Как спаять полипропиленовые трубы в труднодоступных местах проверенными способами».
Вот несколько полезных советов для начинающих, которые облегчат им процесс пайки:
- Снятие фаски с труб должно выполняться в любом случае. Если нет фаски с внутренней стороны фитинга, то снимите его самостоятельно, иначе в процессе размягчения пластика велик риск приподнять пластик при вставке в него трубы.
- При вставке трубы в фитинг не поворачивайте ее. Это значительно ухудшит качество связи.
- В процессе плавки труба и фитинг должны быть с усилием вставлены в патрубки до упора. При соединении конец трубы необходимо приварить к фитингу. Особенно это касается полипропиленовых труб с алюминиевым армированием.
- После пайки протрите тефлоновое покрытие сопел грубой тканью, но не металлическими предметами.
В заключение
Надеемся, что вы разобрались, как паять ПП трубы, и что для этого нужно. Удачи вам в ремонте!
Как паять трубы пвх. Как паять полипропиленовые (пластиковые) трубы. Какое оборудование необходимо для пайки
Ассортимент строительных товаров постоянно обновляется и растет, появляются современные материалы. Многие люди стараются использовать в своих домах трубопроводы с длительным сроком службы – пластиковые коммуникации. Далее разберемся, как паять пластиковые трубы? Но сначала скажем, что преимуществом таких технологий является появление возможности самостоятельно отремонтировать или заменить сети водоснабжения и отопления. Итак, как паять пластиковые трубы для водопровода?
Для этого нам нужно разобраться в видах труб, они бывают: металлопластиковые и полиэтиленовые.
И делятся на подвиды: полиэтилен — применяются для прокладки внутри зданий и наружных трасс. Может использоваться при высоком давлении и при низких температурах. ПВХ – применяются для удешевления ремонта. металлопластик — срок использования более 50 лет, часто используется для горячего водоснабжения.
Широкое использование по нескольким причинам:
- Простота установки.
- Долгий срок службы.
- Низкая коррозионная активность.
- Экологически чистый материал.
- Легкий и удобный для транспортировки.
- Не подвержены вредному воздействию микроорганизмов.
Трубы полиэтиленовые монтируются пайкой или с помощью муфт/фитингов. Как паять пластиковые трубы для водопровода? Для сетей холодного водоснабжения подходят трубы из ПВХ и полиэтилена без армирования и армирования.
Для пайки полиэтиленовых стыков Вам потребуется:
- Паяльник (нагревательный прибор, специальное приспособление с подошвой с присоединением к ней специальных насадок различного диаметра).
- Труборез.
- Триммер.
- Мелкая наждачная бумага.
- Соединительная муфта (для муфты в сборе)
Этапы технологии прокладки гидрокоммуникаций подскажут, как научиться паять:
- Рулеткой отмеряем нужную длину.
- Разрезать труборезом.
- Обрежьте обрезанные концы.
- Припаиваем концы.
Температурные режимы пайки чаще всего указаны в инструкции к инструменту. На некоторых современных моделях установлен автоматический режим нагрева, на других марках мощность нагрева выбиралась вручную. При какой температуре паять пластиковые трубы? При пайке полиэтиленовых труб необходимо устанавливать температуру в районе 220°С, для полипропиленовых труб 260°С. Устройство имеет индикатор, показывающий готовность устройства к работе. Индикатор горит только в режиме обогрева. Продолжительность пайки зависит от окружного радиуса трубопровода и может составлять от 5 до 40 секунд.
Знать технологию подключения коммуникаций недостаточно; для качественного монтажа необходимо знать ряд особенностей прокладки. Как паять пластиковые трубы? Для обеспечения профессионального монтажа технологических корпусов необходимо учитывать нюансы подключения:
Необходимо предварительно разогреть паяльник, примерно 5-7 минут.
Работы следует проводить при плюсовых температурах.
После пайки не скручивать и не двигать.
Дайте соединению остыть.
Паяльники бытовые предназначены для пайки проводов диаметром до 32 см.
Между краем трубопровода и внутренней резьбой фитинга не должно быть зазора.
Чрезмерное усилие при сжатии элементов может привести к уменьшению зазора в полости и ухудшить работу всей конструкции.
Удалите остатки материала с форсунок.
При производстве работ, связанных с отоплением, соблюдаем правила техники безопасности, это предотвратит травмы и ожоги: пайка должна производиться в защитных перчатках, следить за чистотой помещения, паяльник устанавливается на ровную горизонтальную поверхность, к работе необходимо приступать после полного прогрева, не выключать паяльник из сети в течение всей установки.
Паять пластиковые трубы своими руками не сложно; этот процесс не требует профессиональных навыков или опыта. Трубопровод из полиэтиленовых конструкций и ПВХ – это надежная, долговечная и экологически чистая система подачи воды и отопления.
Чтение 4 мин.
Водопроводные и канализационные трубы из полимерных материалов неуклонно вытесняют из квартир, коттеджей и общественных мест старые железные аналоги. Это связано с их низкой стоимостью, долговечностью, коррозионной стойкостью и простотой монтажа. Подробнее о том, как паять пластиковые трубы, читайте в этой статье.
Разновидности свариваемых труб
В понятие «пластиковые трубы» входит несколько видов сантехнических изделий из различных полимеров. Они отличаются сферой применения (для водоснабжения или канализации), техническими характеристиками и способом монтажа.
Сваркой монтируются следующие полимерные трубы:
- Полипропиленовые (ПП). Трубопровод из этого материала выдерживает высокие температуры и давления, отличается износостойкостью и долговечностью. Полипропилен применяется для монтажа контуров холодного и горячего водоснабжения, а также систем отопления, монтаж которых осуществляется с использованием армированных полипропиленовых материалов.
- Полиэтилен (ПЭ). Обладая всеми достоинствами полипропилена, полиэтиленовая труба отличается более высокой гибкостью и пластичностью, поэтому, в отличие от изделий из полипропилена, ее хранят и продают в рулонах. Единственным недостатком по сравнению с полипропиленом является более низкая термостойкость, поэтому полиэтилен непригоден для использования в системах отопления и горячего водоснабжения.
- Поливинилхлорид (ПВХ). Ассортимент изделий из этого полимера обширен – с широким диапазоном диаметров, жесткости и рабочего давления. Отличительной особенностью поливинилхлорида являются его высокие бактерицидные свойства.
Существуют виды пластиковых труб, сборка коммуникаций из которых не требует сварки. К ним относятся:
- из сшитого полиэтилена;
- Трубы металлопластиковые.
Трубопровод из этих материалов монтируется с использованием металлических соединительных элементов — фитингов, что удорожает монтаж.
Необходимое оборудование и инструменты
Для сварки водопроводных труб из ПВХ, полипропилена и полиэтилена требуется минимальное количество инструментов и оборудования:
- Устройство для сварки представляет собой электронагреватель с набором парных насадок с тефлоновым покрытием стандартных диаметров. Насадки соответствуют внутреннему и внешнему диаметру используемых труб. Если вы планируете использовать устройство один раз, имеет смысл не покупать его, а взять в аренду на короткое время.
- Труборезы — для быстрой, точной и ровной резки труб нужного размера. При отсутствии трубореза можно воспользоваться ножовкой по металлу, но в этом случае срез получится не таким аккуратным.
- Рулетка, строительный уровень и маркер — для измерения длины участков трубопровода и разметки при монтаже.
- Ветошь растворяющая — для обезжиривания мест сварки.
В случае врезки пластикового трубопровода в металлические коммуникации может понадобиться пара газовых ключей (или ключей нужного диаметра), сантехническое полотно (или фум-лента), герметик для герметизации резьбовых соединений.
Если монтаж будет производиться с армированными трубами, понадобится скребок — приспособление для зачистки фольги.
Чтобы прикрепить трубопровод к стене, вам понадобится перфоратор.
Подготовка к работе
Сварка труб из ПВХ, как и других полимерных материалов, требует проведения подготовительных мероприятий.
Перед монтажом водопроводной системы следует начертить на бумаге схему будущих коммуникаций, по возможности минимизировав количество ответвлений. Затем размечают прокладку трубопровода «по земле» — по стенам или по полу, с отметкой соединительных элементов (тройников, уголков и муфт), запорной арматуры, счетчиков, фильтров и всех точек водопотребления (смесители, унитаз, стиральная машина и др.).
После разметки водопровода необходимо рассчитать метраж труб и количество фитингов. Следующий шаг – поход в магазин. Покупать материалы следует с запасом в 10%. Клапаны, фильтры, счетчики и переходники с резьбовым соединением приобретаются в соответствии с нарисованной схемой.
Особенностью полимерных материалов является их линейное расширение при термическом воздействии. Во избежание провисания и деформации коммуникаций на длинных участках (5 м и более) рекомендуется предусмотреть применение компенсаторов — петлеобразных соединительных элементов, компенсирующих физическое воздействие высоких температур на трубопровод.
Процесс пайки
Необходимые материалы закуплены, оборудование подготовлено – пора приступать к монтажу системы водоснабжения.
Давайте подробнее рассмотрим, как правильно паять пластиковые трубы своими руками.
Технология сварки пластиковых труб предельно проста: нагревание соединяемых элементов до необходимой температуры и соединение их между собой, в результате чего получается высокопрочное однородное полимерное соединение.
Последовательность сварки следующая:
- Трубы разрезаются на отрезки необходимых размеров согласно схеме монтажа.
- При использовании армированных труб их очищают от армирующей фольги в местах сварки.
- Насадки, соответствующие диаметрам свариваемых деталей, прилагаются к сварочному аппарату. Устройство подключено к сети. Сварка осуществляется при температуре +260⁰С.
- Маркировка на соединяемых элементах отмечает риски для обеспечения соосности деталей.
- Соединяемые детали вставляем в патрубки. Один из соединяемых элементов обогревается снаружи, другой – изнутри. Время прогрева зависит от диаметра материала.
- Нагреваемые элементы быстро соединяются между собой по заранее выявленным рискам. Соединение фиксированное, смещение не допускается.
- Время охлаждения составляет от 2 до 8 минут в зависимости от диаметра.
Таблица соответствия диаметра трубопровода и времени сварки
| Диаметр трубы, мм | Время нагрева, сек | Время соединения, сек | Время охлаждения, мин |
|---|---|---|---|
| 20 | 6 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
| 50 | 18 | 6 | 4 |
| 63 | 24 | 8 | 6 |
| 75 | 30 | 10 | 8 |
| 90 | 40 | 11 | 8 |
| 110 | 50 | 12 | 8 |
При соблюдении всех требований результатом сварки является монолитное соединение, гарантирующее герметичность и надежность трубопровода.
Ремонт — довольно дорогое удовольствие, поэтому многие предпочитают делать его самостоятельно в целях экономии. Но если поклейка обоев и укладка линолеума считаются простыми видами ремонта, то прокладка или замена коммуникаций требует определенных навыков и специального оборудования.
Например, многих пугает необходимость соединения пластиковых труб при ремонте водопровода. На самом деле ничего сложного в этом нет, достаточно обзавестись сварочным аппаратом для пластиковых труб и изучить некоторые особенности процесса.
Для выполнения сварочных работ с пластиковыми трубами потребуются следующие инструменты:
- рулетка строительная и карандаш (маркер) для снятия замеров,
- Труборез или строительный нож для резки труб,
- шейвер (если производится сварка труб, армированных алюминиевой фольгой),
- напильник и мелкозернистая наждачная бумага для затирки заусенцев на разрезанных трубах, Аппарат для сварки труб
- .
Также понадобится спирт для обезжиривания элементов конструкции в местах сварки и ветоши.
Что такое аппарат для сварки пластиковых труб
Действие аппарата для сварки пластиковых труб заключается в нагреве концов трубы и фитинга, которые будут соединяться друг с другом, до температуры, близкой к плавлению. За счет размягчения материала после остывания они образуют единую монолитную конструкцию.
Само устройство состоит из опорной площадки и корпуса, оснащенного:
- регулятором температуры,
- световые индикаторы рабочего состояния устройства,
- нагревательный элемент (зеркала, подошва),
- ручки регулировки положения зеркала.
В подошве устройства имеются два отверстия, на которые крепятся насадки, соответствующие диаметрам пластиковых труб. Самые распространенные насадки позволяют сваривать трубы от 16 до 32 мм, максимально возможный диаметр 63 мм.
Здорово! В процессе работы подошва и прикрепленные к ней патрубки нагреваются до одинаковой температуры, что позволяет надежно соединять элементы трубопровода, не беспокоясь о том, что один из них недостаточно прогрелся.
Существует 2 типа сварочных аппаратов для пластика: мечевидный и цилиндрический. Мечевидного аппарата достаточно для бытового использования, но у этого инструмента есть один недостаток — довольно плохая устойчивость.
Если вы решили сделать сантехнику для дома самостоятельно, то знайте, что лучшим материалом для этого будут пластиковые трубы. Для того, чтобы попасть в единую систему, нужно понимать, как сваривается пластик. Однако пусть вас это не пугает, так как процесс пайки пластиковых труб не представляет особой сложности и не требует большого количества специальных инструментов.
Для производства сварочных работ Вам потребуется:
- рулетка; маркер
- ; строительный уровень
- ;
- ножницы для резки пластиковых труб;
- сварочный аппарат для пластиковых труб.
Все инструменты, кроме последнего, доступны практически любому ремесленнику. Последний может понадобиться вам всего один раз в жизни, поэтому гораздо целесообразнее его не покупать, а брать в долг или арендовать.
Коротко о сварочном аппарате
Прежде чем приступить к пайке, следует кратко ознакомиться с устройством, которое вы собираетесь использовать.
Важным элементом является подошва, оснащенная нагревательными элементами. Удобство работы обеспечивается тем, что на подошве есть отверстия, позволяющие закрепить специальные насадки для пайки. Контроль температуры осуществляется с помощью термостата, расположенного на корпусе.
Процесс пайки труб
Приступая к пайке, устройство необходимо установить в нужное положение и зафиксировать на нем насадки подходящего размера. С помощью термостата установите желаемую температуру:
- 260°C для полипропиленовых труб;
- 220°C для полиэтиленовых труб.
Дайте устройству прогреться в течение 10-20 минут, пока индикатор не погаснет.
При пайке необходимо исходить из следующих данных:
| Наружный размер трубы, мм | |||||
| Расстояние до метки, мм | 907:20 | ||||
| Время нагрева, сек | |||||
| Максимальная продолжительность технологической паузы, сек | |||||
| Время охлаждения, мин |
Процесс пайки сводится к следующим операциям:
- С помощью специальных ножниц отрезать трубу необходимой длины, спиртовым раствором очистить соединения от грязи и жира;
- Установить патрубок и ответную муфту в патрубок и прогреть в течение времени, указанного в таблице;
- Соедините нагревательные элементы друг с другом, вставив трубу в раструб. Данная операция должна быть выполнена в течение времени, указанного в таблице как технологическая пауза;
- После завершения операции проверьте качество получившегося сварного соединения, которое будет заметно в виде пластиковых колец.
Мы только что изложили суть процесса пайки. Однако для обеспечения надежности работы трубопровода следует обратить внимание на следующие детали:
- Первую операцию сварки следует проводить через пять минут после прогрева паяльника.
- При необходимости сварки армированных труб следует использовать специальный инструмент, называемый шейвером, для удаления с трубы алюминия и полипропилена, образующих два верхних слоя. После этого стыковка труб осуществляется по уже описанной методике.
- Сварочные работы следует проводить только при плюсовой температуре окружающего воздуха.
- После сварки дайте соединенным трубам остыть, не допуская их перекручивания или смещения относительно друг друга. В том случае, если соединительный шов оказался некачественным, узел необходимо разрезать и выполнить процесс сварки заново.
При работе с необходимо соблюдать определенные меры предосторожности, несоблюдение которых может сказаться на качестве сварных соединений. В частности, нужно помнить, что форсунки имеют тефлоновое покрытие, препятствующее образованию нагара. В конце каждой операции с них необходимо удалять расплавленные остатки деревянной лопаткой. Категорически запрещается удалять остатки материала после остывания наконечников, так как это может привести к повреждению покрытия и выходу из строя всего устройства.
Многие люди решают сделать сантехнику дома самостоятельно.
Практика показывает, что лучше всего для этой цели подходят конструкции на основе ПВХ. А чтобы сделать все нужны навыки пайки .
Не стоит переживать, если у вас минимальный опыт использования паяльника или его нет вообще. Пайка труб ПВХ – процесс не слишком сложный, и для него не нужно будет заготавливать в большом количестве специальные инструменты.
Рабочие материалы
Для грамотного проведения сварочных работ необходимо подготовить такой набор инструментов :
- маркер; строительный уровень
- ;
- рулетка;
- сварочный аппарат для пластиковых труб;
- ножницы для резки материалов ПВХ.
Почти все вышеперечисленное можно найти дома или приобрести в магазине по скромной цене, за исключением сварочного аппарата. Если у вас его нет, а потребность в нем только разовая, то вы можете взять его напрокат или попросить у друзей на время.
Устройство паяльника
Прежде чем разобраться, как правильно паять пластиковые трубы, нужно хорошо изучить, как устроен паяльник для их резки, и по какому принципу он работает. Данный сварочный аппарат предназначен для соединения сантехнических конструкций , выполненных из пластмассы, и оснащен специальной подошвой, на которой расположены ТЭНы.
Для удобства работы в такой подошве чаще всего предусмотрены отверстия разного диаметра, куда крепятся специальные насадки для пайки труб. Благодаря термостату регулируются температурные показатели прибора. Такой термостат располагается на корпусе паяльника, а включение или выключение питания осуществляется с помощью дополнительных выключателей, снабженных световой индикацией. Он также оснащен удобной ручкой, а также подставкой, чтобы устройство можно было разместить на ровной поверхности для стационарного использования.
Правила и способы пайки труб ПВХ
Пайка пластиковых или полипропиленовых водопроводных труб должна производиться в определенной последовательности. Выглядит это так:
Паять трубы следует с учетом множества показателей, их мы приводим ниже:
Итак, техника пайки следующая:
- берем специальные пластиковые ножницы и с их помощью отрезаем трубу нужного размер;
- спиртовым составом очистить стыки труб от жира и грязи;
- вставляем ответную муфту и трубопровод в насадку и прогреваем то время, которое соответствует параметрам материала;
- после нагрева детали соединяются между собой, трубопровод вставляется в раструб;
- по окончании работ проверить качество сварного соединения. На стыках должны появиться пластиковые кольца.
Итак, выше мы уже разобрались, как правильно паять пластиковые водопроводные трубы с помощью паяльника. Но помните, что установленный водопровод может работать долго и без проблем, рекомендуется соблюдать некоторые рекомендации.
В первую очередь при эксплуатации обязательно обратите внимание на то, что насадки на приборе имеют тефлоновое покрытие, препятствующее появлению нагара. После каждого использования устройства (после сварки) обязательно удаляйте остатки оплавления деревянной лопаточкой . Снимать их после остывания насадок запрещено, так как это может привести к деформации покрытия, а также к повреждению устройства.
Проводить первичную сварку можно только через пять минут после прогрева сварочного паяльника, а если речь идет о соединении армированных труб, то снимать его нужно с помощью шейвера два внешних слоя конструкции :
- алюминий; полипропилен
- .
И только потом элементы можно соединять по методике.
Все виды сварочных работ должны производиться исключительно при положительной температуре окружающего воздуха.
И последнее — всю работу нужно делать уверенно, все элементы располагать на одной оси. Если соединение некачественное, то узел нужно будет срезать и сварить заново.
Особое внимание следует уделить установке таких неподвижных элементов, как:
- отводы; фитинг
- ; клапаны
- ; тройники
- ; адаптеры
- .
Качество сварных соединений может быть плохим при несоблюдении элементарных правил безопасности при работе со сварочным оборудованием. Учитывайте все вышеперечисленные правила и рекомендации, чтобы ваша сантехника была установлена качественно и быстро, а потом прослужила долгие годы.
Polypropylene Pipe Plastic Welding — Bilder und Stockfotos
374Bilder
- Bilder
- Fotos
- Grafiken
- Vektoren
- Videos
Niedrigster Preis
SignatureBeste Qualität
Durchstöbern Sie 374
polypropylene pipe plastic сварка Фото и фотографии. Oder starten Sie eine neuesuche, um noch mehr Stock-Photografie und Bilder zu entdecken. zeiger eines männlichen klempners erhitzt polypropylen-kunststoffrohre mit einer elektrischen schweißmaschine für rohre in nahaufnahme — polypropylene pipe plastic welding stock-fotos und bilder Zeiger eines männlichen Klempners erhitzt Polypropylen-Kunststoffr
reglerrohr geschnitten — polypropylene pipe plastic welding stock-grafiken, — клипарт, -мультфильмы и -символReglerrohr geschnitten
bei kunststoff pipe — полипропиленовая труба, сварка пластика, стоковые фотографии и изображенияBei Kunststoff pipe
blick auf das schweißen von полиэтилен и kunststoff. полиэтилен или полиэтилен ist der am häufigsten verwendete kunststoff. es ist ein полимер, das hauptsächlich für verpackungen verwendet wird. — полипропиленовые трубы, пластиковые сварочные фото и фотоBlick auf das Schweißen von Polyethylen und Kunststoff….
sanitärwerkzeuge ausrüstung für das rohrlöten — полипропиленовые трубы, пластиковые сварочные фото и фотоSanitärwerkzeuge Ausrüstung für ten das 9 Rohrlöten0003 bei kunststoff pipe — полипропиленовые трубы для сварки пластиковых фото и изображений
Bei Kunststoff pipe
beschläge aus полипропилен — полипропиленовые трубы для пластиковых сварочных фото и изображений fotos und bilderоранжевый Schere zum Schneiden von Propylenrohren
489 — полипропиленовая труба, сварка пластика, стоковые фотографии и изображения kunststoff pipe — полипропиленовые трубы, сварка пластика, стоковые фотографии и изображенияBei Kunststoff pipe
der arbeiter lötete zwei rohre, um den boden mit einem lötkolben zu erwärmen. — полипропиленовые трубы, сварка пластиковых труб, фотографии и материалы Der Arbeiter lötete zwei Rohre, um den Boden mit einem Lötkolben…
der arbeiter führt die rohre zum kessel, um den boden zu erwärmen. — полипропиленовая труба, пластиковая сварка, фото и фотоDer Arbeiter führt die Rohre zum Kessel, um den Boden zu erwärmen.
der arbeiter arbeitet an der install von rohren für die fußbodenheizung. — полипропиленовая труба пластиковая сварка сток фото и билдерDer Arbeiter arbeitet an der Installation von Rohren für die Fußbo
nahaufnahme auf den händen von klempner schweißen kunststoff rohre sanitärinstallation — polypropylene pipe plastic welding stock-fotos und bilderNahaufnahme auf den Händen von Klempner Schweißen Kunststoff…
bei kunststoff pipe — полипропиленовая труба, сварка пластика, фото и фотоBei Kunststoff pipe
kunststoff-schweißwerkzeug zum verkauf im laden — полипропиленовая труба, сварка пластика, фото и фотоKunststoff-Schweißwerkzeug Zum Verkauf Im Laden
Butt Schweißvorrichtung-Полипропиленовая труба пластиковая сварка. Schweißen von Kunststoffrohren für eine Wasserleitung im Haus,… bei kunststoff pipe — полипропиленовая труба, сварка пластика, фото и сборка Bei Kunststoff pipe
Werkzeuge für die arbeit mit rohren und verlegung der wasserversorgung zum haus — полипропиленовая труба, пластиковая сварка, фотографии и сборкаWerkzeuge für die Arbeit mit Rohren und Verlegung der…
klempner-warme pfeife vor dem anschluss. — полипропиленовая труба для сварки пластиковых трубKlempner-warme Pfeife vor dem Anschluss.
лоток для полипропилена. — полипропиленовые трубы пластиковые сварные фото и фотоLötkolben для полипропилен-роре.
bei kunststoff pipe — полипропиленовая труба, сварка пластика, фото и сборкаBei Kunststoff pipe
lötkolben für pvc-rohre — полипропиленовая труба, пластмасса, сварка, фото и сборкаLötkolben für PVC-Rohre
полипропилен-rohre, formstücke und cutter — полипропилен сварка пластиковых труб фото и сборкаПолипропилен-роре, опалубка и резак
bei kunststoff pipe — полипропиленовая труба сварка пластика сток фото и сборкаBei Kunststoff pipe
klempner schweißen zwei stücke ppr rohr — полипропиленовая труба сварка пластика сток фото и картинкаKlempner schweißen zwei Stücke ppR Rohr
montagearbeiten an ersatz stahl-rohrleitungen mit dickwandigen rohren aus polymer werkstoffe — полипропиленовые трубы, сварка пластика, фото и сборка — сварка полипропиленовых труб, пластика, фото и фото Установка einer eingebauten Dusche.
auf dunklem Holzhintergrund erhitzen Hände in gelben Handschuhen…
lötkolben zum schweißen von kunststoff-wasserrohren auf dem boden liegend neben sanitärarmaturen, ansicht von oben, platz für text — polypropylene pipe plastic welding stock-fotos und bilderLötkolben zum Schweißen von Kunststoff -Wasserrohren auf dem…
установка из полипропилен-рорена zum heizen. klempner repariert heizungsrohre. — полипропиленовая труба, сварка пластика, стоковые фото и фотографииУстановка от компании «Полипропилен-Рорен цум Хайцен». Клемпнер…
Schere und Lötkolben zum schweißen von полипропилен-рохре — сварка полипропиленовых труб, пластика, фото и сборкаSchere und Lötkolben zum Schweißen von Polyпропилен-рохре
arbeiten an der Installation von heizung oder sanitär. Männliche klempner lötet полипропилен-kunststoffrohre mit einem elektrischen gerät zum schweißen von rohren. — полипропиленовая труба, пластиковая сварка, фото и фото Arbeiten an der Installation von Heizung oder Sanitär. Männliche…
установка фон heizungsoder wasserversorgungssystemen. ein mannlicher klempner erhitzt полипропилен-kunststoffrohre mit einer elektrischen rohrschweißmachine. — полипропиленовая труба пластиковая сварка сток фото и билдерУстановка фон Heizungsoder Wasserversorgungssystemen. Ein män
verschiedene kunststoffarmaturen für polypropylenrohre auf weißem hintergrund — polypropylene pipe plastic welding stock-fotos und bilderVerschiedene Kunststoffarmaturen für Polypropylenrohre auf weißem
der arbeitnehmer führt sanitär arbeiten im haus, reittiere wasserleitungen aus polypropylen — polypropylene pipe plastic welding stock-fotos und bilderDer Arbeitnehmer führt Sanitär arbeiten im Haus, Reittiere…
düsensatz zum lötkolben für ppr-rohre. — полипропиленовая труба, пластиковая сварка, фото и фото Düsensatz zum Lötkolben für PPR-Rohre.
Lötkolben Kunststoffrohre
полипропиленовые трубы, формы и резак — полипропиленовые трубы, пластиковые сварочные фото и чертежи -фотографии и изображенияLötkolben
schweißen von полипропилен-рохре в raffinerie фор дер установки им грабен — полипропиленовые трубы пластиковые сварки stock-fotos und bilder полипропиленовая труба пластиковая сварка стоковые фото и изображенияKlempner Armaturen und Rohrschneider auf Holz-board
монохромный клемпнер эмблема elemente — полипропиленовая труба пластиковая сварка стоковая графика, -клипарт, -мультфильмы и -символMonochrome Klempner Emblem Elemente
желтые пластины для ПВХ-профиля с покрытием из полипропиленовой трубы с копировальным оборудованием — полипропиленовые трубы пластиковые сварные фото и конструкции — полипропиленовые трубы, сварка пластиковых труб, фото и фотоLöten von Polyпропилен-Рохре.
лоток для ПВХ-профиля. schweißen von kunststoffrohren — полипропиленовая труба, сварка пластика, фото и чертежи Lötkolben für PVC-Rohre. Schweißen von Kunststoffrohren
hitzebeständige handchuhe für das schweißen, isoliert auf einem weißenhintergrund. — полипропиленовые трубы пластиковые сварные фото и фотоHitzebeständige Handschuhe für das Schweißen, isoliert auf einem…
полипропилен-рохре швайсен, hände arbeiten hautnah. — полипропиленовые трубы пластиковые сварные фото и фотографииПолипропилен-Rohre Schweißen, Hände arbeiten hautnah.
das löten von sanitärrohren, individuelles heizsystem. — полипропиленовая труба пластиковая сварка сток фото и билдерDas Löten von Sanitärrohren, individuelles Heizsystem.
Rohrschneider isoliert sehr nahaufnahme — полипропиленовая труба, сварка пластика, фото и сборкаRohrschneider isoliert sehr Nahaufnahme
Установка для демпфирования. полипропилен-рохр для очистки и очистки. — полипропиленовая труба, пластиковая сварка, фото и фото Установка von Rohren für die Dampfheizung. Полипропиленовая труба…
Apparat Schweißen von Kunststoff Rohre
rohrschneider und полипропилен резаный rohre auf holz brett — полипропиленовая труба пластиковая сварка сток фото и сборка фотографии и изображенияLötkolben für PVC-Rohre auf gruem Hintergrund
löten von полипропилен-роре — полипропиленовая труба пластиковая сварка стоковые фотографии и изображенияLöten von Polyпропилен-Rohre
установка фон демпфхейцунг. löten von полипропилен-рорен нах. — полипропиленовая труба, сварка пластика, фото и фотоУстановка von Dampfheizung. Летен фон Полипропилен-Рорен нах.
verbinden der rohre durch schmelzen mit plastikrohr schweißgerät. — полипропиленовая труба, сварка пластика, фото и фотоVerbinden der Rohre durch Schmelzen mit Plastikrohr Schweißgerät.
полипропиленовая трубка и ручная ручка. arbeitswerkzeug — сварка полипропиленовых труб, пластика, фото и фотографии Полипропилен Rohr und Handschuhe löten. Arbeitswerkzeug
Arbeitswerkzeug
фон 7Неисправности пластиковых сварных труб
Сварка пластмасс — это технология, которую многие люди, кажется, неправильно понимают. Стороннему наблюдателю это кажется довольно простым; вы нагреваете пластиковую поверхность до тех пор, пока она не размягчится, прижимаете ее к другой пластиковой поверхности и ждете, пока соединение остынет. Работа выполнена?
Неудачный сварной шов между трубой и коленчатым фитингом в высотном офисном здании.
Не совсем. Существует множество различных методов сварки пластмасс, и каждый из них имеет свои тонкости, особенности и детали, которые необходимо учитывать и понимать, если сварка должна быть выполнена успешно.
Сварка пластмасс используется во многих отраслях промышленности и для многочисленных применений, но одна из наиболее важных — это пластиковые (полимерные) трубопроводы. С точки зрения Хокинса, это также, вероятно, наиболее распространенное применение сварки пластмасс, с которым мы сталкиваемся, когда расследуем и сообщаем о причинах отказов.
Для судебно-медицинского эксперта ключом к обнаружению причины отказа пластикового сварного соединения является правильное понимание того, как этот сварной шов должен был быть выполнен успешно. Это знание дает нам хорошее представление о том, на что следует обращать внимание, чтобы затем объяснить, почему сварка не работает так, как ожидалось. Первая часть этой статьи будет кратким введением в общие методы сварки пластмасс (труб) и ключи к их правильному использованию. Во второй части статьи будут описаны некоторые типичные типы отказов и представлены некоторые примеры, которые Хокинс видел в ходе наших исследований.
УСПЕШНАЯ СВАРКА ПЛАСТИКОВЫХ ТРУБ
В принципе упрощенное представление о том, как делаются сварные швы пластмасс, описанное в первом абзаце этой статьи, верно. Это процесс, который включает в себя размягчение и соединение поверхностей материалов или деталей (труб) для создания соединения. Существует множество доступных методов, позволяющих добиться размягчения пластиковых поверхностей двумя способами:
- Применение или выделение тепла
- «Растворение» полимера на склеиваемой поверхности химическим растворителем
Сварка пластмасс используется только с термопластичными полимерами (не термореактивными). Это означает, что свариваемые материалы размягчаются при высоких температурах и затвердевают при низких (т.е. нормальных) температурах. Хороший сварной шов должен создавать «идеальную» смесь полимерных «цепочечных» молекул в смешанной области, образованной поверхностями двух частей.
Способность термопластичных полимеров как размягчаться (или плавиться), так и затвердевать без какого-либо необратимого изменения их свойств позволяет термоклей или методы термической сварки. Две пластиковые поверхности толкаются или прижимаются друг к другу после размягчения под действием тепла. Затем они удерживаются вместе по мере того, как пластик остывает и затвердевает, устраняя границу между двумя частями. Однако в методах термической сварки можно найти множество методологий. Некоторые общие процедуры кратко описаны в следующем разделе.
При сварке растворителем химический растворитель смешивается с полимерными «цепочками» на поверхности пластика, что дает этим полимерным цепям больше свободы для перемещения друг вокруг друга и для смешивания с цепями соседней детали. После того, как две части соединены вместе, растворитель испаряется, а затем смешанные полимерные поверхности снова затвердевают в течение короткого периода времени (обычно несколько минут).
Пластиковые сварные соединения из двух секций. «Коленчатый» шов слева был выполнен методом «горячего плавления», в то время как пример справа был выполнен с помощью «сварки растворителем». Стрелки указывают смешанные «области сварки», где поверхности смешались, чтобы эффективно сформировать единую деталь.
Общие методы термической сварки пластмасс
Термосварка: Распространенный метод, при котором тепло воздействует непосредственно на соединяемые поверхности с помощью нагретой матрицы или инструмента (иногда «стержня») для расплавления поверхностей труб. Это характерно для трубопроводов водопроводного типа, где используется нагретый «папа» для раструбов фитингов, таких как колена или муфты, и «мама» для концов труб (см. ниже).
Техник, использующий нагретый инструмент с внутренней и наружной резьбой (выделено) для выполнения сварных соединений между трубами.
Сварка горячей пластиной: Этот метод часто используется для относительно больших или громоздких деталей, таких как пластиковые трубы большого диаметра. Две части (например, концы труб) помещаются в инструмент по обе стороны от нагретой «пластины». Контакт с горячей пластиной размягчает концы труб, после чего пластину снимают, чтобы концы труб можно было соединить вместе до того, как они остынут. Это создает «стыковое» соединение между двумя отрезками трубы.
Инструмент для сварки горячей пластиной, используемый для соединения секций пластиковых труб большого диаметра.
Электромуфтовая сварка: Это еще один метод, который часто используется для соединения секций пластиковых труб. металлические проволоки, которые нагреваются электрическим током. Затем к ошейнику подключается машина с помощью пары кабелей, по которым электрический ток передается по проводам. Машина обрабатывает сварку автоматически, контролируя температуру и время.
Следующая ссылка иллюстрирует электромуфтовую сварку в видеоклипе (опубликованном на YouTube компанией KPS Petrol Pipe System TM ): визуально похоже на паяльник для расплавления пластиковой поверхности. Инструмент подается с пластиковым «сварочным стержнем» (часто через трубку), который добавляет пластиковый наполнитель между склеиваемыми поверхностями. Этот метод обычно используется для ремонта (см. ниже). Хотя он часто используется с трубами, он в равной степени применим и к другим пластиковым деталям.
Ремонт пластмассового компонента.
Инфракрасная/бесконтактная сварка: В целом похожа на сварку горячей пластиной, но использует инфракрасный (бесконтактный) источник тепла для размягчения поверхности трубы (или детали). Отсутствие прямого контакта устраняет риск потери материала из-за «прилипания» к нагревательной плите, но этот процесс обычно требует больше энергии, чем сопоставимый метод нагрева с прямым контактом.
Сварка горячим газом/горячим воздухом: Это еще один «бесконтактный» метод термической сварки, в котором используется «пистолет» горячего воздуха (или газа) для размягчения пластиковых поверхностей, а также присадочный стержень для добавления материала в соединение. Этот метод также часто используется для ремонта в качестве альтернативы скоростной сварке.
Экструзионная/инъекционная сварка: Эти методы используются для больших/громоздких деталей и обычно выполняются с использованием ручного инструмента, который «выдавливает» или «впрыскивает» струю (часто называемую «шариком») расплавленного полимера. в сварной шов. В то время как экструзионная сварка обычно используется для сварки поверхностей этих больших, громоздких деталей, тогда как инжекционная сварка в основном используется для ремонта. Наконечник «инжектора» обычно уже, чем у экструдера, и он нагнетает расплавленный полимер в пустоту или щель, чтобы заполнить ее и произвести ремонт.
Ручной экструзионный сварочный аппарат, используемый для соединения. [1]
Ключевые аспекты успешной сварки пластмасс
Успешная сварка пластмасс требует определенных знаний, опыта и соответствующего планирования; это тот случай, если вы свариваете трубы или любые другие детали. Во-первых, для рассматриваемых частей должна быть выбрана правильная техника. Например, из методов, описанных выше, термосварка отлично подходит для выполнения многих соединений между трубами относительно небольшого диаметра, например, для водопровода в коммерческом или большом жилом здании. Для сравнения, электромуфта или метод на основе растворителя могут быть более подходящими для труб большего диаметра, таких как канализационные трубы в коммерческом здании. Сварка горячей пластиной больше подходит для больших региональных водопроводных или газораспределительных труб. Необходимо учитывать детали процесса сварки, наряду с другими проблемами, такими как затраты на рабочую силу и энергию.
С технической точки зрения есть несколько фундаментальных факторов, которые необходимо учитывать для успешной сварки пластмасс. Кратко их можно обобщить следующим образом:
i) Свариваемость: Некоторые типы термопластичных материалов по своей природе более «свариваемы», чем другие.
ii) Выбор материалов: Разнородные полимеры обычно плохо смешиваются. Для успешной сварки следует использовать такие же или очень похожие типы пластика.
iii) Подготовка поверхности: Пыль, масло, жир, грязь и влага препятствуют процессу смешивания. Перед сваркой может потребоваться удаление окисленных или поврежденных поверхностей.
iv) Место и условия сварки: Трудный доступ к деталям (например, при размещении в узких нишах или под высокими потолками) может сильно затруднить успешную сварку. Кроме того, условия окружающей среды (например, жарко/холодно, влажно/сухо, ветрено и т. д.) будут влиять на параметры сварки, такие как время достижения подходящей температуры сварки, а также время, необходимое для охлаждения материала. после присоединения.
Слева: сварка в ограниченном пространстве может быть очень сложной.
Справа: сварка в экстремальных погодных условиях ставит интересные задачи. [2]
После выбора материалов и техники, а также планирования подготовки, условий и параметров, существует три основных фактора для достижения успешного сварного шва:
i) Время: должно быть достаточно времени чтобы свариваемые поверхности достигли нужной температуры, чтобы позволить смешивание, а также для того, чтобы детали снова остыли.
ii) Температура: Должна быть достигнута достаточная температура для достижения нужной степени размягчения. Однако слишком высокая температура может привести к вытеканию расплавленного полимера из соединения или вызвать объемное повреждение или деформацию свариваемых труб/деталей. Каждый тип пластмассы и каждый отдельный компонент имеют определенный температурный диапазон, в котором следует работать.
iii) Давление: между деталями должно быть приложено достаточное давление, чтобы способствовать смешиванию поверхностей, но не настолько, чтобы либо сжимать материал. вдали от рабочей зоны или повредить детали.
Типичные сбои пластиковых сварных сварных соединений
Отказы пластиковых сварных суставов могут быть широко классифицированы как:
I) Трещины и полости
II) Включения
III) Деформация
IV). : Это может быть вызвано деградацией полимерного материала; например, при воздействии тепла во время или после процесса сварки или при химическом воздействии, например, при сварке растворителем. Такое воздействие может не вызвать немедленного разрушения, но может инициировать процесс либо медленного роста трещины, либо процесса, при котором общие свойства и целостность пластиковой трубы со временем ухудшаются. Если пластиковая труба выходит из строя таким образом, в районе сварного соединения или рядом с ним, то одной из задач для судебно-медицинских экспертов Хокинса является определение того, было ли повреждение вызвано или инициировано либо во время процесса сварки, либо после него, когда труба находилась в процессе сварки. оказание услуг.
Медленный рост трещин является относительно распространенным видом разрушения пластиковых трубопроводов из-за таких механизмов, как растрескивание под воздействием окружающей среды (ESC). Пример, показанный ниже, относится к трубе, которая, как считается, вышла из строя из-за ESC, инициированного воздействием химического вещества в вода, которую несли трубы (после установки). Однако подобные неисправности могут быть вызваны воздействием других химических веществ, например, тех, которые используются при сварке растворителем.
Пример трубы из АБС-пластика в разрезе с мелкими продольными трещинами на внутренней поверхности (отверстии).
Включено: Это относится к «посторонним предметам», которые попадают в сварочный материал при размягчении пластика. Чаще всего они являются результатом плохой очистки и подготовки поверхности, а также могут быть вызваны нечистой средой во время процесса сварки. Например, было бы очень трудно избежать загрязнения частицами песка, если бы сварка пластика проводилась на ветреном пляже или в пустыне без надежной защиты. Посторонние частицы могут выступать в качестве концентрации напряжений и/или точек начала образования трещин, поэтому, если трубопровод подвергается нагрузке во время эксплуатации, это может привести к отказу механического типа (т. е. перегрузке). Присутствие посторонних частиц также снижает общую прочность и качество сварного соединения, поэтому добросовестный техник должен позаботиться о том, чтобы сварочный материал был как можно более чистым.
Другим типом включений могут быть «пузырьки» газа или воздуха, которые попадают в материал сварного шва. Это имеет тот же эффект, что и инородная частица, поскольку действует как потенциальная начальная точка трещины и снижает общую прочность сварного шва.
Деформация: Этот тип отказа включает два основных типа. Во-первых, в процессе сварки стык может перегреваться, что приводит к размягчению и деформации склеиваемых поверхностей, а иногда и всего материала трубы. Во-вторых, две детали (например, труба и фитинг) могут быть неправильно выровнены при сварке, поэтому либо образуется неправильный угол или положение, либо труба не вставляется на полную глубину фитинга. Отказы от деформации не всегда являются катастрофическими, но они могут вызвать проблемы, либо нарушая поток жидкости через какой-либо трубопровод, либо вызывая трудности с установкой или применением.
Разделение стыка: Это один из наиболее распространенных типов поломки во всех трубопроводах, в том числе там, где они соединяются с помощью сварки пластика. Отрывы чаще всего являются результатом ошибки в процессе сварки, которая не позволяет получить полноценный сварной шов. Например, полимерные поверхности могли быть недостаточно нагреты из-за неправильного или неполного контакта с нагревательным инструментом (например, при термосварке), или детали могли быть извлечены из источника тепла слишком рано, до того, как была достигнута необходимая температура. было достигнуто.
Пример, показанный во введении к этой статье, был таким случаем. Недостаточный нагрев не позволял полностью вставить трубу в коленчатый раструб, а это означало, что поверхности компонентов не стыкуются должным образом. Изображения ниже иллюстрируют влияние этого недостатка тепла на целостность и долговечность соединения, когда участок неисправного соединения был «раздавлен» в губках тисков, и такое же испытание было применено к хорошо сделанному локтевому суставу. . В хорошо сделанном стыке (слева) стык остался неповрежденным, несмотря на то, что стенки трубы были прижаты «плоско». Однако недостаточно нагретый стык (справа) вышел из строя, несмотря на то, что деформировался значительно меньше, чем хорошо сделанный стык. Отсутствие тепла, подаваемого на соединение справа, означало, что прочность соединения была намного ниже, чем должна была быть, из-за неполного смешивания поверхностей полимера.
Участки двух сварных соединений, выполненных термосваркой, «сдавливают» в тисках. Хорошо сделанный стык (слева) не разрушился, несмотря на то, что деформировался гораздо меньше, чем недостаточно нагретый стык (справа).
В другом примере разрыва стыка несколько стыков вышли из строя в трубопроводе ABS[3], по которому шла горячая вода в промышленном здании. Соединения были выполнены с помощью сварки растворителем, и было обнаружено, что некоторые соединения полностью или частично разошлись в средней точке сварных соединений (см. ниже). Однако при разрезе швов никаких дефектов там не было видно. В основе сварных соединений, сваренных растворителем, часто находится «зона воздействия растворителя» (SAZ), где остатки растворителя все еще присутствуют внутри полимерного материала, поскольку они не полностью испарились.
Частично разъединенный сварной шов в трубопроводе из АБС-пластика .
После исследования было обнаружено, что температура стеклования (T g ) АБС-полимера была значительно снижена в SAZ по сравнению с «объемным» материалом. В таких полимерах, как ABS, T g представляет собой температуру, выше которой материал из относительно твердого и жесткого превращается в мягкий, вязкий и «резиноподобный». На участках трубопровода, где температура воды была самой высокой, Т г в САЗ было превышено, что привело к размягчению стыков, поэтому внутреннее давление воды раздвинуло их.
Подобные отказы также могут возникать, если перед вводом соединения в эксплуатацию выдерживается недостаточное время для охлаждения (или испарения). Если сварной шов не полностью «застыл», то (например) приложение внутреннего давления может раздвинуть соединение.
В заключение я надеюсь, что эта статья продемонстрировала, что сварка пластиковых труб является универсальным процессом с многочисленными преимуществами. Эти преимущества включают снижение веса и стоимости (по сравнению с использованием креплений или металлических труб), а также эстетические и водо-/газонепроницаемые соединения, которые являются прочными, гибкими и долговечными. Однако достижение всех этих преимуществ зависит от принятия правильных решений в отношении используемых материалов и процессов, а также от правильного и последовательного выполнения для создания успешных сварных соединений. Плохие решения и неправильная техника часто приводят к отказу, а когда пластиковые сварные соединения выходят из строя, результатом часто является обширное (и дорогостоящее) повреждение водой. Инженеры компании Hawkins могут оказать квалифицированную помощь в определении причин этих сбоев, а также дать полезные рекомендации по предотвращению повторения дорогостоящих сбоев.
Джон Эмм (Jon Emm) — дипломированный инженер по материалам, занимающийся исследованием дефектов материалов в металлах, полимерах и композитах.