 alexxlab
alexxlab Микрометр окулярный винтовой МОВ-1-15x — SCOPICA
ОКУЛЯРНЫЙ МИКРОМЕТР МОВ-1-15х
Винтовой окулярный микрометр МОВ-1-15x является принадлежностью микроскопа и предназначается для линейного измерения величины изображения объектов, рассматриваемых в микроскоп.
Микрометр МОВ-1-15х изготавливается в исполнении У категории 4.2 ГОСТ 15150-69, т. е. для работы в макроклиматических районах с умеренным климатом в лабораторных помещениях при температуре воздуха от +10 до +35° С, и в исполнении Т категории 4.2, т. е. для работы в макроклиматических районах как с сухим, так и с влажным тропическим климатом в лабораторных помещениях при температуре воздуха от +10 до +45° С.
Производитель: ЛОМО
ТЕХНИЧЕСКИЕ ДАННЫЕ
- Увеличение окуляра, крат … 15
- Пределы изменения фокусировки окуляра, диоптрии … ±5
- Пределы измерения, мм … от 0 до 8
- Цена деления шкалы барабана микрометрического винта, мм … 0,01
- Цена деления неподвижной шкалы, мм … 1
- Габаритные размеры, мм … 60x45x80
- Масса, кг … 0,215
КОМПЛЕКТ ПОСТАВКИ
- Микрометр окулярный винтовой МОВ-1-15x … 1 шт.

- Ящик укладочный … 1 шт.
- Техническое описание и инструкция по эксплуатации микрометра МОВ-1-15x … 1 экз.
- Паспорт микрометра МОВ-1-15х 1 экз.

Примечание. Укладочный ящик вводится в комплект только в случае отдельной поставки микрометра окулярного винтового.
УСТРОЙСТВО И РАБОТА МИКРОМЕТРА
В фокальной плоскости окуляра расположены неподвижная шкала с делениями от 0 до 8 мм и подвижные перекрестие и индекс,в виде биштриха (рис. 1). Неподвижная шкала нанесена на пластинке 1 (рис. 2) подвижные перекрестие и индекс — на пластинке 2. При вращении микрометрического винта 3 перекрестие и биштрих перемещаются в поле зрения окуляра относительно неподвижной шкалы. Шаг винта равен 1 мм. При повороте винта 3 за накатанную часть барабана 4 (рис. 3) на один оборот биштрих и перекрестие в поле зрения окуляра переместятся на одно деление шкалы. Следовательно, неподвижная шкала в поле зрения служит для отсчета полных оборотов барабана винта, т. е. целых миллиметров.
е. целых миллиметров.
Барабан 4 по окружности разделен на 100 частей; поворот барабана на одно деление соответствует перемещению перекрестия на 0,01 мм. Таким образом, шкала барабана служит для отсчета сотых долей миллиметра.
Полный отсчет по шкалам окулярного микрометра складывается из отсчета по неподвижной шкале и отсчета по барабану винта. Отсчет по неподвижной шкале в поле зрения определяется положением биштриха, т. е. числом делений шкалы, на которое переместился биштрих, считая от нулевого деления шкалы.
Отсчет по барабану микрометрического винта производится точно так же, как и на обычном микрометре, т, е. определяется деление шкалы барабана, которое находится против индекса, нанесенного на неподвижном цилиндре.
Пример. Биштрих в поле зрения расположен между делениями «5» и «6» неподвижной шкалы, а индекс находится против деления «35» шкалы барабана. В поле зрения по шкале окуляра отсчитывают целые миллиметры — биштрих не дошел до деления «6»; следовательно, отсчет будет 5 мм. Так как цена деления шкалы барабана равна 0,01 мм, то отсчет по барабану будет 0,01 * 35 = 0,35 мм. Полный отсчет по шкалам равен 5 + 0,35 = 5,35 мм.
Так как цена деления шкалы барабана равна 0,01 мм, то отсчет по барабану будет 0,01 * 35 = 0,35 мм. Полный отсчет по шкалам равен 5 + 0,35 = 5,35 мм.
Микрометр состоит из кожуха 5, основания 6 с хомутом, который надевается на тубус микроскопа и закрепляется винтом 7, окуляра 8 с диоптрийным механизмом, пластинки 1 (см. рис. 2) в оправе, которая укреплена в кожухе 5 (см. рис. 3), отсчетного приспособления, состоящего из микрометрического винта 3 (см. рис. 2) и ограничительной гайки 9, отсчетного барабана 4 (см. рис. 3), ползуна 10 (см. рис. 2) с пластинкой 2.
ПОРЯДОК РАБОТЫ
Для работы надеть микрометр на тубус микроскопа до упора, развернуть для получения требуемого рабочего положения перекрестия и закрепить винтом 7 (см. рис. 3).
МАРКИРОВАНИЕ
Маркирование микрометров производится в соответствии с чертежами. На каждом микрометре награвированы шифр «МОВ-1-15х», товарный знак предприятия-изготовителя, порядковый номер, две первые цифры которого означают две последние цифры года выпуска микрометра, а последующие — порядковый номер микрометра, выпущенного в данном году, ГОСТ 7865—56.
Измерение увеличения объектива
Для измерения линейного увеличения объектива микроскопа с помощью винтового окулярного микрометра в качестве объекта следует применять объект-микрометр (ОМО или ОМП), который надо установить на столик микроскопа.
Вращением окуляра 8 за накатанную часть нужно установить его на резкость изображения перекрестия, сфокусировать тубус на резкость изображения шкалы объект-микрометра, а затем приступить к измерению увеличения объектива.
По шкале объект-микрометра следует взять некоторое число делений, укладывающихся в 2/3 поля зрения окуляра. Не рекомендуется при измерении пользоваться всем полем зрения окуляра, так как на краю поля качество изображения несколько хуже, чем в центральной части.
Для удобства измерения биштрих окулярного микрометра подводят к делению «8» миллиметровой шкалы. Шкалу объект-микрометра устанавливают в поле зрения микроскопа так, чтобы первый штрих находился перед центром перекрестия на расстоянии 2—3 делений шкалы объект-микрометра, при этом штрихи шкалы объект-микрометра должны быть параллельны биштриху.
Наблюдая в окуляр, вращением барабана по часовой стрелке совмещают центр перекрестия окуляра с изображением первого штриха шкалы объект-микрометра. Снимают отсчет по шкалам окулярного микрометра. Продолжая наблюдать в окуляр, вращением барабана в ту же сторону совмещают центр перекрестия с изображением штриха объект-микрометра, отстоящего от противоположного края поля зрения примерно на то же расстояние, что и первый штрих.
Можно вести измерение и в обратном направлении, т. е. от «0» миллиметровой шкалы окулярного микрометра к делению «8», сохраняя направление вращения барабана в одну и ту же сторону и совмещая центр перекрестия с изображениями штрихов шкалы объект-микрометра при снятии первого и второго отсчетов.
Снимают второй отсчет по шкалам окулярного микрометра. Подсчитав число делений шкалы объект-микрометра, принятых при измерении, вычисляют разность отсчетов (из большего числа вычитают меньшее) по шкалам окулярного микрометра и данные подставляют в формулу
β = (II — I) / z * a
- β — линейное увеличение объектива;
- (II — I) — разность двух отсчетов по шкалам окулярного микрометра;
- z — число делений объект-микрометра, принятое при измерении;
- а — цена деления шкалы объект-микрометра.

Пример. Первый отсчет по окулярному микрометру 6,35 мм, второй отсчет — 2,50 мм; число делений шкалы объект-микрометра, принятое при измерении, — 25, цена деления шкалы объект-микрометра — 0,01 мм.
Тогда:
(6,35 — 2,50) / 0,01 * 25 = 3,85 / 0,25 = 15,4x
Следовательно, увеличение объектива 15,4x.
Измерение величины объекта
Определив увеличение объектива, можно приступить к измерению величины объектов, рассматриваемых в микроскоп. Для этого необходимо со столика микроскопа снять объект-микрометр, а на его место поместить измеряемый объект. Тубус микроскопа следует сфокусировать на резкость изображения объекта. Затем приступить к измерению величины изображения в плоскости перекрестия окулярного микрометра, для чего, наблюдая в окуляр и вращая барабан но часовой стрелке, подвести центр перекрестия до совмещения с краем изображения объекта и по шкалам микрометра снять первый отсчет. Затем подвести перекрестие до совмещения с изображением второго края объекта и снять второй отсчет по шкалам микрометра. Далее вычислить разность отсчетов (II—I), которая определяет величину изображения объекта. Чтобы определить величину самого объекта t, надо полученную разность отсчетов разделить на линейное увеличение объектива β, т. е.
Затем подвести перекрестие до совмещения с изображением второго края объекта и снять второй отсчет по шкалам микрометра. Далее вычислить разность отсчетов (II—I), которая определяет величину изображения объекта. Чтобы определить величину самого объекта t, надо полученную разность отсчетов разделить на линейное увеличение объектива β, т. е.
t = ( II — I ) / β
Пример. Отсчет по шкалам окулярного микрометра при совмещении перекрестия с одним краем изображения объекта — 1,65 мм, с другим краем — 6,34 мм, разность отсчетов — 4,69 мм, увеличение объектива — 15,4x. Искомая величина объекта
t = 4,69 / 1,54 = 0,305 мм
Иногда вычисление величины объекта удобнее производить следующим образом:
определяют по формуле ε = 0,01 / ß , чему соответствует в плоскости объекта перемещение перекрестия при повороте винта на одно деление барабана.
В этой формуле ε — цена деления шкалы барабана в плоскости объекта, 0,01 —величина перемещения перекрестия окуляра при повороте винта на одно деление шкалы барабана, β — линейное увеличение объектива.
При увеличении объектива 15,4x
ε = 0,01 / 15,4 = 0,000649 ≈ 0,00065 мм.
Величину измеряемого объекта вычислить по формуле
t = ε * ( II — I )
где (II—I) —разность отсчетов по шкалам микрометра (в абсолютных делениях барабана).
Величина измеряемого объекта по предыдущим данным измерений
t = 0,00065 * ( 634 — 165 ) = 0,00065 * 469 = 0,305 мм.
ПРАВИЛА ОБРАЩЕНИЯ С МИКРОМЕТРОМ, ХРАНЕНИЕ И ТРАНСПОРТИРОВАНИЕ
Микрометр МОВ-1-15x выпускается тщательно проветренным. Чтобы обеспечить безотказную работу микрометра, следует содержать его в чистоте и предохранять от повреждений.
Особое внимание надо обращать на чистоту оптических деталей. Пыль с поверхностей линз надо удалять беличьей кисточкой, а жировые налеты и пятна — чистой батистовой салфеткой или ватным тампоном, слегка смоченным спиртом или чистым бензином. Пыль с металлических и лакированных частей микрометра удалять чистой сухой салфеткой.![]()
В нерабочее время микрометр должен храниться в укладочном ящике.
Транспортирование микрометра необходимо производить в упаковочном ящике. Допускается перевозка микрометра всеми видами закрытого транспорта.
СВИДЕТЕЛЬСТВО О ПРИЕМКЕ
Винтовой окулярный микрометр МОВ-1-15x исполнения У4.2 №________ соответствует техническим условиям и признан годным для эксплуатации.
Дата выпуска __________________
Представитель ОТК __________________
СВЕДЕНИЯ О КОНСЕРВАЦИИ И УПАКОВКЕ
Винтовой окулярный микрометр МОВ-1-15x подвергнут консервации и упакован согласно требованиям, предусмотренным техническими условиями и чертежами.
Дата консервации и упаковки _____________________
Срок консервации 1 год.
Консервацию произвел _________________
Упаковку произвел _______________________
Микрометр после консервации и упаковки принял _________________
ГАРАНТИЙНЫЕ ОБЯЗАТЕЛЬСТВА
Срок гарантий на микрометр МОВ-1-15x — три года со дня отгрузки со склада предприятия, в том числе не более шести месяцев хранения на складах заказчика и двух с половиной лет эксплуатации потребителем.
Неисправности микрометра МОВ-1-15х, обнаруженные в течение указанных сроков, устраняются предприятием безвозмездно при условии соблюдения заказчиком и потребителем правил транспортирования, хранения и эксплуатации.
СВЕДЕНИЯ О РЕКЛАМАЦИЯХ
Проверка качества микрометра МОВ-1-15x, составление (в случае необходимости) акта о ненадлежащем качестве и предъявление рекламаций производятся в порядке и в сроки, установленные «Инструкцией о порядке приемки продукции производственно-технического назначения и товаров народного потребления по качеству», утвержденной постановлением Государственного арбитража при Совете Министров СССР от 25 апреля 1966 г. № П-7, и договором, на основании которого поставлен микрометр.
Как пользоваться микрометром?
Иногда при работе может возникнуть необходимость с высокой точностью определить размер какой-либо детали. Для этого предназначен универсальный инструмент – микрометр, с помощью которого наружный размер детали определяют с точностью до 2 мкм (0,002 мм). Далее рассмотрим и приведем пример, как пользоваться микрометром.
Далее рассмотрим и приведем пример, как пользоваться микрометром.
Устройство механического микрометра
Существуют два типа микрометров: механические и электронные.
Устройство механического микрометра предполагает наличие следующих деталей:
- пятка – неподвижный упор;
- микрометрический винт;
- неподвижный стебель с резьбовой втулкой;
- барабан, жестко зафиксированный на винте;
- трещотка;
- кольцевая гайка;
- две шкалы.
Винт вращается в резьбовой втулке неподвижного стебля. С помощью барабана производят выкручивание винта. Существует возможность фиксации винта в любом положении с помощью кольцевой гайки.
Две шкалы, которые расположены на приборе, устроены следующим образом. Первая находится на стебле и имеет цену деления 1 мм. Эта шкала разделена на две части, при этом нижняя часть смещена относительно верхней на 0,5 мм. Такое расположение облегчает процесс измерения. На вращающемся барабане находится вторая шкала, которая имеет 50 делений с ценой 0,01 мм.
Как правильно пользоваться микрометром?
Так как в процессе использования периодически происходит сбивание шкалы, рекомендуется перед каждым применением осуществлять калибровку инструмента. Она проводится следующим образом: винт полностью закручивают и проверяют, чтобы горизонтальная риска на стебле совпадала с нулевой отметкой на барабане. В случае несовпадения стебель подкручивают специальным ключом.
Для того, чтобы использовать микрометр с целью измерения детали, винт выкручивают с помощью вращения барабана на расстояние, которое будет чуть превышать размер детали. Деталь, которую необходимо измерить, зажимают между пяткой и винтом. Чтобы исключить повреждение детали, ее зажимают с помощью трещотки. При этом трещотка при срабатывании издает характерный звук. Затем затягивают кольцевую гайку.
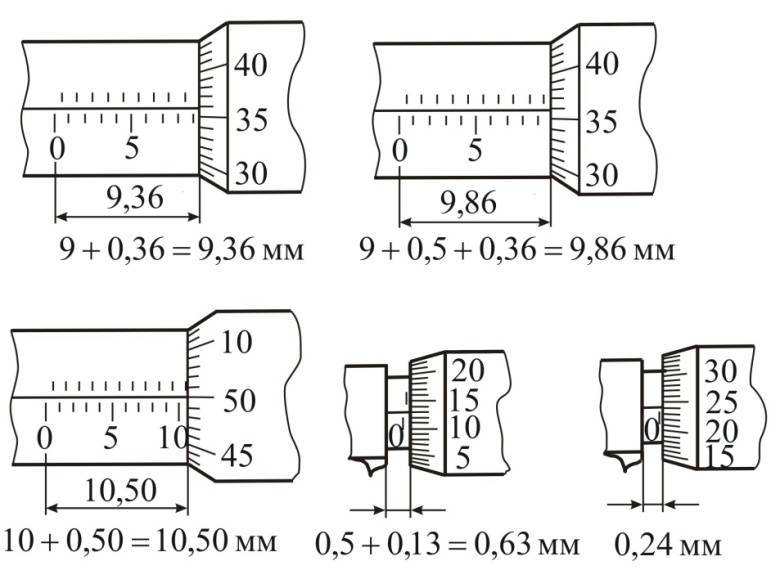
Чтобы определить размер детали, складывают вместе показания двух шкал (двух частей первой шкалы, находящейся на стебле, и одной шкалы на барабане). На верхней части шкалы стебля смотрим количество полных мм.
Как правильно пользоваться микрометром — пример измерения
Рассмотрим пример точного измерения диаметра сверла, номинальный размер которого составляет 5,8 мм. Сверло зажимают между неподвижным упором и винтом с помощью трещотки. Далее производят снятие показаний прибора.
Смотрим на верхнюю часть шкалы, находящейся на стебле. Ее значение будет составлять 5 мм. Определяем положение видимой риски нижней части шкалы стебля. Она будет находиться правее, значит, мы прибавим 0,5 мм к полученному значению верхней части шкалы и получим 5, 5 мм.
Далее смотрим на шкалу, находящуюся на барабане, которая покажет нам значение 0,28 мм. Складываем эти данные с показателями шкалы стебля и получаем 5,5 мм + 0,28 мм = 5,78 мм.
Точное значение диаметра сверла будет 5,78 мм.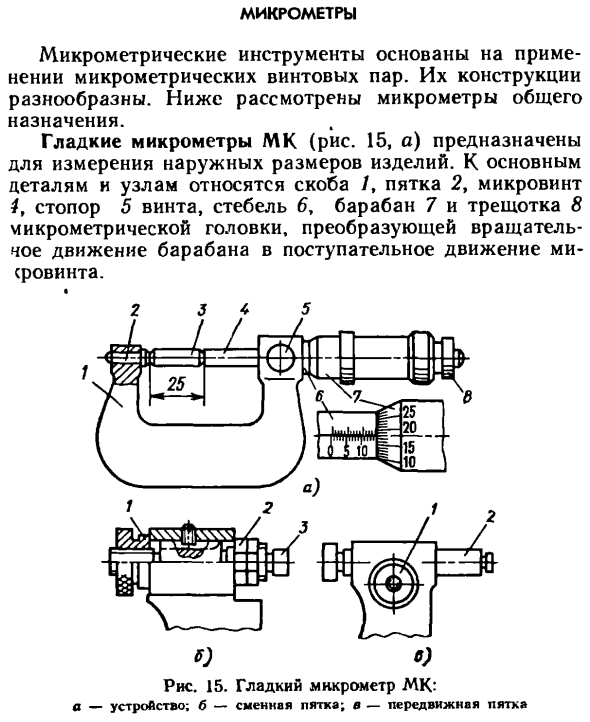
Таким образом, прибор микрометр поможет вам измерить какой-либо предмет или деталь с максимальной точностью. Если вам недостаточно тех размеров, которые вы можете получить с помощью линейки или штангенциркуля, у вас есть возможность провести измерение, используя микрометр и получить размеры с точностью до 0,002 мм.
Статьи по теме:
| Как пользоваться селфи палкой с кнопкой? Селфи, снимок самого себя, хотя бы однажды, наверняка, делал каждый. А настоящие любители этого вида фото с удовольствием используют появившийся недавно девайс – селфи-палку или монопод. Как пользоваться моноподом с кнопкой расскажет статья. |
Как пользоваться клавиатурой? Несмотря на распространенность ПК, далеко не все пользователи в полной мере используют возможности этой техники. Так, клавиатура компьютера для большинства – лишь средство для набора текста. |
|
Как пользоваться селфи-палкой? Моноподы, они же палки для селфи — давно нашли своих поклонников среди любителей «самофото». И если вы только начинаете осваивать эти, без сомнения, очень удобные приспособления, наша статья о том, как пользоваться селфи палкой вам точно пригодится. | Как пользоваться небулайзером? В современном мире болезни органов дыхания – совсем не редкость. И одним из самых эффективных методов лечения большинства из них является ингаляция – вдыхание лечебных паров. В статье мы расскажем, как пользоваться ингаляторами-небулайзерами. |

Как читать показания наружного микрометра
Как читать показания наружного микрометра
Микрометр обычно обеспечивает большую точность, чем штангенциркуль, но имеет ограничения. на меньший диапазон длин. Например, потребуется набор из шести предметов.
микрометров, чтобы покрыть диапазон 6 штангенциркуля.
на меньший диапазон длин. Например, потребуется набор из шести предметов.
микрометров, чтобы покрыть диапазон 6 штангенциркуля.
Детали наружного микрометра
Использование микрометра по назначению и уход за ним
Обязательно разблокируйте стопорный рычаг, прежде чем пытаться повернуть наперсток.
Очистите измерительные поверхности чистой тканью до и после измерений.
Также рекомендуется время от времени чистить шпиндель, чтобы
загрязняющие вещества от попадания в рукав. Используйте захват наперстка, когда
требующий большого количества поездок, но по мере того, как вы приближаетесь к
измеряемый объект используйте храповой упор, чтобы не перетянуть наперсток
и дать ошибочное чтение. Никогда не оставляйте микрометр под палящим солнцем.
а затем попытайтесь выполнить измерение. Это также приведет к ошибочному чтению.
Когда микрометр показывает минимальное значение горизонтальной линии на втулке
должен совпадать с 0 на наперстке. Если это не так, то будет
необходимо откалибровать микрометр, вращая втулку.
- Как считывать наружный микрометр
-
Нажмите, чтобы перейти к
1. Чтение шкалы 0,001
2. Чтение шкалы 0,0001
3. Чтение шкалы 0,01 мм
4. Чтение шкалы 0,001 ммПрежде всего, основы:
Шаг резьба на стандартном шпинделе составляет 40 витков на дюйм. Один вращение наперстка продвигает шпиндель к или от поверхность наковальни точно на 1/40 дюйма или 0,025 дюйма, что соответствует расстоянию между двумя градуировка на рукаве. Линия чтения на рукаве делится на 40
равными частями вертикальными линиями, соответствующими количеству нитей на
шпиндель. Таким образом, каждая вертикальная линия обозначает 1/40 дюйма или 0,025 дюйма. Каждый четвертый
линия, которая длиннее остальных, обозначает 0,100″ и пронумерована.
скошенная кромка наперстка разделена каждой чертой на 25 равных частей
представляющий 0,001 дюйма, и каждая строка может быть пронумерована или не пронумерована, однако каждый
пятая строка нумеруется последовательно. Чтобы прочитать микрометр в тысячных,
умножьте количество вертикальных делений, видимых на рукаве, на 0,025 дюйма и
к этому прибавьте число тысячных, указанное чертой на наперстке, который
лучше всего совпадает с центральной длинной линией на рукаве.
Линия чтения на рукаве делится на 40
равными частями вертикальными линиями, соответствующими количеству нитей на
шпиндель. Таким образом, каждая вертикальная линия обозначает 1/40 дюйма или 0,025 дюйма. Каждый четвертый
линия, которая длиннее остальных, обозначает 0,100″ и пронумерована.
скошенная кромка наперстка разделена каждой чертой на 25 равных частей
представляющий 0,001 дюйма, и каждая строка может быть пронумерована или не пронумерована, однако каждый
пятая строка нумеруется последовательно. Чтобы прочитать микрометр в тысячных,
умножьте количество вертикальных делений, видимых на рукаве, на 0,025 дюйма и
к этому прибавьте число тысячных, указанное чертой на наперстке, который
лучше всего совпадает с центральной длинной линией на рукаве. Теперь несколько примеров:
Как считывать показания микрометра с делением 0,001 дюйма
Наперсток микрометра, показывающий 0,276 дюйма
2-я и 3-я пронумерованные градации, таким образом, 2 x 0,100 = 0,200.
 Прошлое, что там
три дополнительных подразделения, что составляет 3 х 0,025 = 0,075. Наконец,
градуировка 1 на наперстке находится ближе всего к центральной длинной черте на
втулка поэтому 1 x 0,001 = 0,001. Таким образом, показание будет 0,200 + 0,075.
+ 0,001, итого 0,276″.
Прошлое, что там
три дополнительных подразделения, что составляет 3 х 0,025 = 0,075. Наконец,
градуировка 1 на наперстке находится ближе всего к центральной длинной черте на
втулка поэтому 1 x 0,001 = 0,001. Таким образом, показание будет 0,200 + 0,075.
+ 0,001, итого 0,276″. Как считывать показания наружного микрометра с делением 0,0001 дюйма (используя дополнительный нониус шкала).
Многие микрометры имеют нониусную шкалу на гильзе в дополнение к регулярные выпускные. Это позволяет проводить измерения в пределах 0,001 миллиметра. на метрических микрометрах или 0,0001 дюйма на микрометрах дюймовой системы.
Дополнительная цифра этих микрометров получается путем нахождения линии на рукав, который лучше всего совпадает с линией на наперстке. Количество этого совпадающая нониусная линия представляет собой дополнительную цифру. -
В следующем примере используется микрометр от 1 до 2 микрометров (показан со стандартом 1).
Горизонтальная шкала на гильзе отмечена делениями через каждые 0,025 (25 тысячные).
 Каждый 4-й выпуск (начиная с 0) нумеруется
последовательно. Эти числа представляют 0,100 (4 x 0,025 = 0,100), которые читаются
как 100 тыс.
Каждый 4-й выпуск (начиная с 0) нумеруется
последовательно. Эти числа представляют 0,100 (4 x 0,025 = 0,100), которые читаются
как 100 тыс.
Деление вертикальной шкалы на наперстке соответствует 0,001 (1 тысячная). Каждый 5-й выпуск пронумерован для ясности.
Градация вертикальной шкалы на обложке соответствует 0,0001 (десятая доля тысячные). Это нониусная шкала.Показание микрометра 1,1551 дюйма
-
Показание для этого примера определяется путем сложения пяти отдельных цифр.
А это:
Длина эталона — 1.0000
Пронумерованная градуировка на рукаве 1 или 0.1000
Две дополнительные градуировки на рукаве 2-я строка после 1, что в 2 раза больше 0,025 = 0,050 (50 тысячных).
Число тысячных по вертикальной шкале наперстка — от 5 до 6, следовательно, 0,005
Наилучшее совпадение двух вертикальных шкал, которое равно 1, следовательно, 0,0001
Сумма всех пяти цифр:
1,0000
0,1000
0,0500
0,0050
0,0001
равно 90 003 1,1551, который просто читается как 1,1551 дюйма или может читать как один и один тысяча пятьсот пятьдесят одна десятитысячная дюйма.
Другой пример в дюймах с использованием микрометра от 0 до 1:
-
Как считывать показания микрометра с делением 0,01 мм -
Шаг резьбы на метрическом шпинделе — полмиллиметра (0,5 мм). Один оборот барабана продвигает шпиндель к или от от поверхности наковальни ровно 0,5 мм. Линия чтения на рукаве градуирована выше центральной длинной линии в миллиметрах (1,0 мм) с каждым пятым миллиметром нумеруется. Каждый миллиметр также делится пополам (0,5 мм) ниже центральная длинная линия. Скошенный край наперстка разделен на пятьдесят равных частей, где каждая линия соответствует 0,01 мм, а каждая пятая строка пронумерована от 0-50. Таким образом, количество видимых миллиметровых и полумиллиметровых делений на гильзе плюс число сотых долей миллиметра, указанное градуировка наперстка, совпадающая с центральной длинной линией на рукаве, дать чтение.
Показание микрометрического барабана 5,78 ммНа рисунке выше барабан расположен там, где край барабана скос расположен между 5-й и 6-й градуировкой на верхней стороне шкала таким образом 5.
 0mm. Также прошла следующая градация на нижней стороне
шкалы, таким образом, дополнительные 0,5 мм. Наконец градация 28 (.28) на
наперсток совпадает с центральной длинной линией на рукаве. Чтение затем
будет 5,00 + 0,5 + 0,28 = 5,78 мм.
0mm. Также прошла следующая градация на нижней стороне
шкалы, таким образом, дополнительные 0,5 мм. Наконец градация 28 (.28) на
наперсток совпадает с центральной длинной линией на рукаве. Чтение затем
будет 5,00 + 0,5 + 0,28 = 5,78 мм. Как считывать показания микрометра с делением 0,001 мм
- Показание микрометра 5,783 миллиметра
На рисунке выше этот микрометр имеет дополнительную шкалу нониуса на рукав. Он читается примерно так же, как и предыдущий пример, но более с помощью этой нониусной шкалы можно получить точные показания. Выпуск № 31 на наперсток лучше всего сочетается с градуировкой .003 на рукаве. Таким образом показание будет 5,00 + 0,5 + 0,28 + 0,003 = 5,783 мм.
Для получения точных показаний при всех прецизионных измерениях важно держать заготовку прямо с измерительным инструментом. Подумайте о покупке микрометра подставка, которая может служить третьей рукой. Подставка может значительно повысить точность измерения и фактически ускорить процесс, особенно при измерении части повторно.
Класс прекращен!
Приобретайте нашу продукцию в следующих розничных магазинах:
Закрой окно
Что можно измерить микрометром? [Использование и сравнение]
Микрометры могут измерять самые разные вещи, но у них есть свои ограничения.
Эти ограничения основаны на их точности и диапазоне измерений, а также на типе микрометра.
Поскольку это специализированные измерительные инструменты, вам необходимо убедиться, что вы используете микрометры для правильного применения и не лучше ли использовать другой измерительный инструмент.
Содержание
Как точность влияет на то, что может измерять микрометр
Точность — одна из важнейших характеристик микрометра.
Микрометры обычно используются для измерения деталей или характеристик детали, например ее толщины, с высокой степенью точности. Компоненты двигателя — это лишь один пример высокоточных деталей, для проверки которых используются микрометры.
Компоненты двигателя — это лишь один пример высокоточных деталей, для проверки которых используются микрометры.
Микрометры, считывающие показания в дюймах, обычно имеют точность +/- 0,0001 дюйма, в то время как метрические микрометры обычно имеют точность +/- 0,002 мм.
Некоторые из них работают лучше, а некоторые хуже, но в целом большинство измерит с указанной выше точностью.
Поскольку они настолько точны, они подходят не для всех измерений. Например, если вам нужно измерить доску для распила с точностью до 1/16 дюйма (что равно 0,0625 дюйма), то микрометр — это излишество. Он измеряет в 625 раз точнее, чем вам нужно!
Они тоже медленнее. Если вам нужна точность всего в 1/16 дюйма, достаньте рулетку, снимите мерки и продолжайте работать.
Диапазоны измерения микрометра
Другим важным ограничением микрометра является его диапазон измерения.
Дюймовые микрометры измеряют с шагом 1 дюйм. Таким образом, у вас будет микрометр 0-1″, 0-2″, 0-3″ и так далее. Вот почему микрометры часто продаются комплектами, причем наиболее распространенными являются наборы 0-3″, 0-6″ и 0-12″.
Вот почему микрометры часто продаются комплектами, причем наиболее распространенными являются наборы 0-3″, 0-6″ и 0-12″.
Наличие набора микрометров позволяет выполнять точные измерения для большего диапазона размеров.
Метрические микрометры встречаются с шагом 25 мм. 0-25мм, 25-50мм и так далее. Они также продаются в виде наборов для покрытия больших диапазонов измерения.
По сути, микрометр выполняет очень точные измерения, жертвуя скоростью и диапазоном измерений, на которые он способен.
Для многих измерительных устройств вы обнаружите, что по мере повышения точности инструмента диапазон, в котором он может измерять, уменьшается.
Типы микрометров
Микрометры также называют винтовыми калибрами. Существует множество различных типов микрометров, в которых используется один и тот же винтовой измерительный механизм для измерения различных типов элементов. Вряд ли вам нужно знать обо всех из них, поэтому давайте придерживаться основ.
Стандартный микрометр
Аналоговый микрометр Цифровой микрометрПрежде всего, это стандартный микрометр. Если кто-то просто говорит «микрометр», то он имеет в виду внешний микрометр или «микрометр».
Внешние микрофоны используются для измерения внешних размеров, таких как длина, ширина или толщина детали.
Это самый распространенный микрометр.
Внутримикрометр
Набор нутрометровНумераторы используются для измерения внутренних характеристик, таких как диаметр отверстий или ширина паза. Одна вещь, которую нужно знать о внутренних микрофонах, это то, что они часто не так точны, как внешние микрометры.
Наиболее распространенная точность нутрометра составляет +/- 0,001 дюйма.
Микрометр глубины
0-1″ Микрометр глубиныНикогда не угадаешь, что измеряет микрометр глубины. Подожди… ты уже знаешь?!
Что ж, спасибо, что испортил сюрприз. таких как отверстия или пазы. Так же, как и нутромеры, они часто не так точны, как наружные микрометры, и обычно измеряют с точностью +/- 0,001″. Их конструкция также означает, что с ними легче получить неправильное измерение.
Их конструкция также означает, что с ними легче получить неправильное измерение.
Практика использования их на известном стандарте, таком как калибровочный блок, — лучший способ освоить их.
Точность и разрешение
Мы много говорили о точности микрометров, но еще не говорили об их разрешении.
Точность — это то, насколько близко к истинному измерению способен микрометр.
Разрешение определяет, насколько малы градации, которые он может разрешить. Иногда разрешение микрометра, особенно цифрового микрометра, может быть лучше, чем точность, что может заставить вас поверить, что вы измеряете с более жесткими допусками, чем на самом деле.
При сравнении микрометров обязательно обращайте внимание на точность инструмента.
Альтернативы микрометрам
Когда дело доходит до выбора инструмента, отличного от микрометра, все зависит от ваших потребностей в точности и скорости измерения.
Давайте обсудим две основные альтернативы микрометрам:
Штангенциркули
Набор цифровых штангенциркулей, измеряющих калибр Штангенциркули, будь то цифровые, циферблатные или нониусные, менее точны, чем микрометры.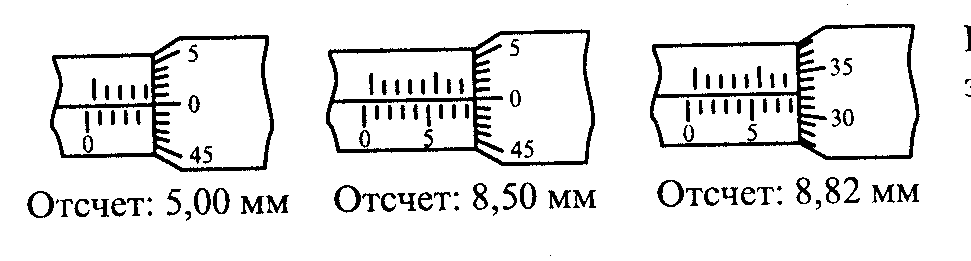 Обычно они измеряют с точностью +/- 0,001 дюйма.
Обычно они измеряют с точностью +/- 0,001 дюйма.
Но они жертвуют точностью, но выигрывают в универсальности и скорости измерения.
В то время как микрометры измеряют только один тип измерения, такой как внешнее, внутреннее измерение или измерение глубины, большинство штангенциркулей могут выполнять все три измерения.
Они также имеют более широкий диапазон измерения, при этом наиболее распространенный тип может снимать показания в диапазоне 0–6 дюймов. Вам потребуется шесть отдельных микрометров, чтобы соответствовать возможностям измерения внешнего размера одного набора штангенциркулей.
Ранее мы обсуждали, что микрометры — не самый быстрый измерительный инструмент. При сравнении с суппортами это действительно становится заметно. Набор штангенциркулей может выполнять десятки измерений во всем диапазоне измерений за время, необходимое для снятия нескольких показаний с помощью микрометра.
Штангенциркули по сравнению с микрометрами имеют свои преимущества и свои недостатки. Обратите внимание на эти различия, когда решаете, какой из них подходит для ваших измерений.
Обратите внимание на эти различия, когда решаете, какой из них подходит для ваших измерений.
Циферблатные индикаторы
Индикатор часового типаИндикатор часового типа бывает нескольких видов. Во-первых, это индикатор проверки циферблата.
Индикаторы с круговой шкалой используются для проведения сравнительных измерений. Они настраиваются или «обнуляются» в соответствии с известным стандартом, таким как стопка мерных блоков, и измерения проводятся относительно этого стандарта.
Циферблатный индикатор имеет относительно небольшой диапазон измерения, обычно измеряемый в тысячных долях дюйма (0,001 дюйма), и обеспечивает высокую степень точности, например 0,0001 дюйма или лучше.
Они специализируются на многократном проведении очень точных измерений. Если они используются для проверки различных измерений, то их использование будет довольно медленным, поскольку их необходимо настраивать для каждого отдельного измерения.
Индикатор падения Другим типом циферблатного индикатора является индикатор падения.![]()