 alexxlab
alexxlab Сварка нержавейки электродом – способы и особенности
Содержание
- Сварка электродами по нержавейке
- Способы сварки нержавейки
- Сварка нержавейки электродом в домашних условиях
- Сварка тонкой нержавейки электродом
Нержавеющая сталь является востребованным материалом благодаря своим свойствам (коррозионностойкости и долговечности), в связи с чем часто возникает необходимость ее сварить. Однако, есть тонкости при работе с нержавейкой, которые мы и рассмотрим в этой статье.
Сварка электродами по нержавейке
Варить коррозионностойкие стали непросто. Для получения качественного сварного шва достаточной прочности требуется несколько факторов:
- достаточное количество опыта у сварщика;
- правильный подбор сварочных материалов, в частности электрода.
Способы сварки нержавейки
Мы рассмотрим 2 способа сварки:
- Ручная электродом;
- Ручная аргоном.


Каждый из представленных ниже методов предполагает использование определенного оборудования и точно выбранных расходных материалов.
Ручная электродом
Качество сварного шва, полученного этим методом достаточное, чтобы этот метод сварки мог применяться как в быту, так и на производстве. Ручная сварка с применением электрода с покрытием считается универсальной и используется во всех отраслях.
Достоинства ММА-сварки:
- простой и легкий процесс сварки;
- высокая продолжительность работы аппаратов;
- компактные агрегаты небольшим весом;
- получение прочных сварных швов;
- подходит для самостоятельного обучения этому методу.
От правильности выбора сварочных материалов зависит качество и надежность сварного шва.
При ручной сварке рекомендованы электроды следующих марок:
- ESAB OK 61.30 имеет высокую устойчивость к межкристаллитной коррозии и дает надежное сварное соединение.
 Шлаковый слой отпадает самостоятельно, что увеличивает скорость сварки.
Шлаковый слой отпадает самостоятельно, что увеличивает скорость сварки. - AG E 308L-16 подходит для металлов, эксплуатация которых происходит при низких и высоких температурах.
- ESAB OK 63.30 применяют для сварки металлов, контактирующих с агрессивной средой. Эти электроды можно применять при сварке на постоянном и переменном токе.
Для сварки данным методом надо устанавливать режим постоянного тока с обратной полярностью.
Ручная аргоном
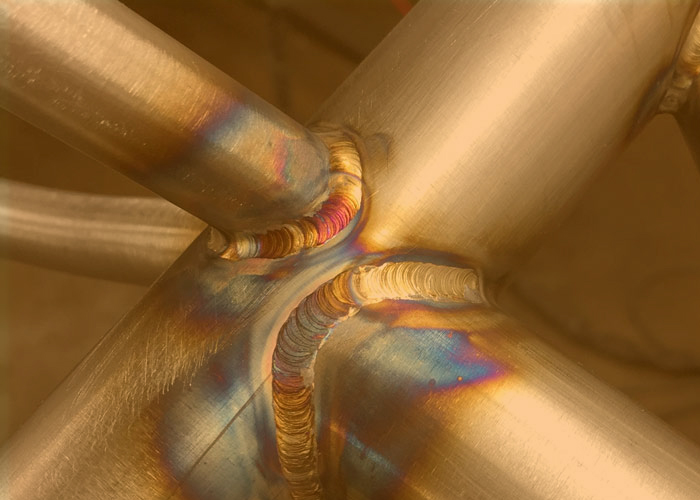
Аргонодуговую сварку применяют для получения внешне красивых сварных швов. Этот способ хорошо себя зарекомендовал во время сварки очень тонких деталей.
Для сварки нержавеющей стали аргоном необходимо использовать вольфрамовые электроды. Если следовать этой технологии, то сварной шов непременно получится прочным и качественным, даже при выполнении сварочных работ в бытовых условиях. При сварке этим методом слоя шлака на швах и разбрызгивания металла не будет. Аргонодуговая сварка считается самым чистым способом соединения металлов.
Для данного метода подходит постоянный ток с прямой полярностью или переменный.
Таблица 1. Зависимость силы тока от толщины металла
| Толщина металла, мм | Вид и полярность | Сила тока, А | Диаметр электрода, мм |
| 1 | Постоянный | 30-60 | 2 |
| Переменный | 35-75 | ||
| 1,5 | Постоянный с прямой полярностью | 40-75 | 2 |
| Переменный | 45-85 | ||
| 4 | Постоянный с прямой полярностью | 85-130 | 4 |
Особенности аргонодуговой сварки:
- дуга разжигается бесконтактно, чтобы избежать попадания вольфрамового покрытия от электрода в уже расплавленный металл;
- во время сварки нужно исключить колебания стержня.
 В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.
В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.
Данный метод сварки позволяет снизить расход сварочных материалов. Необходимо после окончания сварочных работ продолжить подачу аргона в течение 10-15 секунд. Эти действия помогут защитить раскаленный электрод от активного окисления.
Сварка нержавейки электродом в домашних условиях
Для этого лучше всего выбрать сварочный инвертор. Для дома подойдет аппарат, работающий от сети 220В. Небольшие габаритные размеры устройства и малый вес позволяют более комфортно работать с ним и перемещать.
Основой популярности инверторов стали доступная цена и получаемое качество сварного шва. Это привело к тому, что сварочные аппараты инверторного типа стали лидерами по продажам.
Таблица 2. Параметры для настройки инвертора
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 1,5 | 40-60 | 2 |
| 3 | 75-85 | 3 |
| 4 | 90-100 | 3 |
| 6 | 140-150 | 4 |
Для сваривания применяют постоянный ток обратной полярности.
Последовательность действий при сварке инверторным аппаратом:
- Зачистить рабочую поверхность металла от ржавчины, масел, других загрязнений при помощи металлической щетки.
- Произвести разделку кромок напильником или болгаркой при необходимости (толщина металла должна быть больше 4 мм). Проводя эту процедуру, мы обеспечиваем высокий уровень проплавления и заполняемость сварочной ванны.
- Если свариваемый металл тонкий, то свариваемые края нужно плотно придвинуть друг к другу и прихватить их.
- Если свариваемый металл толще 7 мм, то мы прогреваем его до 150 С.
- Разжечь дугу.
- Провести сварку короткой дугой.
- В конце сварного шва требуется сделать “замок”, который предотвратит появление свищей и трещин.
- Дать изделию остыть.
- Затем убрать шлак со шва, после этого — зачистить.
- Отполировать и отшлифовать.
Сварка тонкой нержавейки электродом
Чтобы качественно сварить тонкий металл нужно иметь теоретическую базу знаний и достаточно опыта.
Для сваривания тонкой нержавейки электродом требуется сила тока меньше на 20% по сравнению с обычной сталью.
Правильно подобранный сварочный электрод-половина успеха при сварке. Например, для толщины заготовки в 3 мм диаметр электрода должен составлять 3-4 мм.
Длина стержня не должна превышать 35 мм, а температура нагрева металла — 500 С.
Так же как и для сварки обычной нержавейки дома, для тонкой лучше применить инвертор.
Сварка тонкой нержавейки инвертором электродом имеет некоторые правила:
- место сварки и сами заготовки не нагревать выше 150 С;
- сварка должна проходить на небольших показателях тока на достаточно высокой скорости и желательно без колебания дуги во время сварки;
- чтобы металл не смог перегреться и, как следствие, не прожегся, перед сваркой нужно подложить под заготовки металлические кусочки, которые отведут часть тепла;
- для сварки металла, толщиной менее 3 мм, разделка кромок не требуется;
- необходимо обеспечить зазор между заготовками, величиной 1-2 мм;
- после сварки не надо резко охлаждать металл.

Если вы планируете использовать в работе электрод толщиной 3 мм, то необходимо выставить ток в 80 А.
Рассмотрим, какие электроды нужны для сварки тонкой нержавейки:
- ЦЛ-11 – является одной из ходовых марок. Шов, полученный при помощи этого электрода, достаточно коррозионностойкий при неблагоприятных условиях.
- ОК 63.20 используется для металла, имеющего контакт с жидкими агрессивными неокислительными средами при температуре до 350 С.
Как правильно варить нержавейку электродами: советы и правила
Если в вашем распоряжении есть бытовой инвертор, вполне реально научиться самостоятельно варить емкости и трубы из нержавеющей стали электродом. В этом обзоре мы рассмотрим особенности сварки нержавейки электродом, основные технологии, базовые правила и ошибки, которых вы сможете избежать в работе после прочтения статьи. Узнайте, как варить нержавейку в домашних условиях без опыта.
Тонкости и правила сварки нержавейки электродом
Чаще всего у непрофессионалов, которые только знакомятся с технологией сварки электродами, получается неровный шов на нержавейке.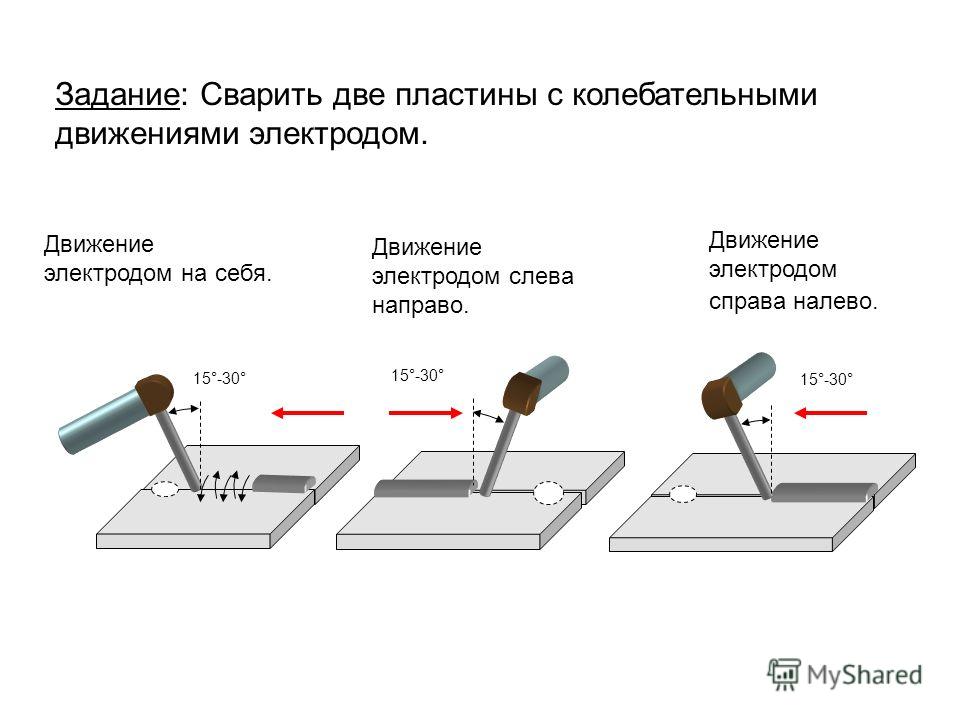 Это самая распространенная проблема. Также вы можете столкнуться с образованием трещин из-за неправильного выбора силы тока. При работе с легированной сталью важно учитывать ряд важных моментов:
Это самая распространенная проблема. Также вы можете столкнуться с образованием трещин из-за неправильного выбора силы тока. При работе с легированной сталью важно учитывать ряд важных моментов:
- металл имеет высокие коэффициент расширения. После снижения температуры воздействия и охлаждения нержавейки металл стягивается. При сварке присадкой с небольшим коэффициентом расширения случаются разрывы. Это происходит из-за внутренних напряжений;
- при сварке нержавейки электродом нужно обеспечить защитную зону. Если сварочная ванна поддается окислению, есть вероятность пористости поверхности. Если невозможно предупредить поступление кислорода, используйте стержни с защитной обработкой;
- придерживайтесь шахматного порядка сварки шва во избежание перегрева. Выберите оптимальные невысокие температуры, которые не допустят плавки легирующих добавок. Именно они играют защитную роль, защищая металл от образования ржавчины;
- при выборе присадки обратите внимание на маркировку материала.

Сложности сварки нержавейки обычными электродами
Если вы раньше не сталкивались со сваркой бытовой нержавейки, в ходе работы у вас может возникнуть ряд трудностей. Нержавеющая сталь содержит до 40% хрома, который обеспечивает высокий уровень коррозийной защиты. Из-за большого процента хрома в составе существуют особенности сварки:
- низкая теплопроводность, из-за чего снижены температуры плавления. Это важно учитывать при сварке, чтобы не допустить образование дыр;
- риски деформации при неправильном выборе температурного режима;
- образование трещин в результате большой толщины основы и незначительного расстояния до соединения;
- нагрев свыше 500 градусов могут появиться слои железа и карбида хрома;
- потери коррозийной устойчивости из-за неправильного сварочного режима. В этом случае материал будет некачественным и подвержен окислению. Чтобы не допустить этого, обрабатывайте детали защитным раствором или контролируйте температуру нагрева.
Как правильно варить нержавейку электродами дома?
Существует несколько базовых правил сварки электродом, которые важно знать для соблюдения правильной технологии. Эти правила связаны с особенностями создания шва на нержавейке.
На подготовительном этапе нужно зачистить детали от грязи, краски, ненужных пятен. Если упустить этот момент, появляются риски пористости из-за вспенивания сварочной ванны. Если вы работаете с материалами, толщина которых свыше 4 мм, разделывать кромки нужно под углом 45 градусов. Для сварки электродами деталей нужен минимальный зазор. Это объясняется увеличением толщины при воздействии высоких температур. Перед сваркой можно выполнить поверхностный прогрев при температуре до 150 градусов. Это способствует увеличению прочности соединения.
Какие правила сварки нержавейки с помощью электродов:
- для начала нужно прихватить шов в нескольких местах;
- угол между стержнем и основанием – 45-60 градусов;
- есть вероятность образования вязкой сварочной ванны;
- шов варят быстро небольшими стежками короткой дугой;
- не стоит пытаться охладить шов, поскольку этот процесс должен быть постепенным.
 Не допускайте внутреннего напряжения в основании, чтобы не пренебрегать качеством шва;
Не допускайте внутреннего напряжения в основании, чтобы не пренебрегать качеством шва; - для сварки тонкой нержавейки используйте электроды обратной полярности;
- следите за качеством шва и контролируйте, чтобы не образовывались проплавки;
- для работы с толстыми материалами выбирайте электроды соответствующего диаметра;
- правильно определите силу тока;
- для обучения лучше попробовать сварку на черновых материалах.
Как правильно варить тонкую нержавейку?
При работе с тонкими нержавеющими листами существуют определенные правила, которых важно придерживаться для создания прочного и аккуратного шва. Пошаговая инструкция, как варить нержавейку:
- На подготовительном этапе нужно очистить детали от налета, краски, грязи.
- Выкладываем флюс.
- Нагреваем примерно до 250 градусов. При этом наблюдаем изменение цвета поверхности материалов.
- Поскольку мы работаем с тонкими листами, быстро проводим электроды, чтобы не проплавить материал.

- Остужаем материал медными пластинами, чтобы избежать образования ржавчины.
Нержавейку электродами выполняют в домашних условиях и на производстве. При этом может меняться температура, оборудование, сила тока, толщина стали, другие особенности технологии и самого материала.
Какие электроды выбрать: обзор марок?
Если вы хотите избежать образования трещин, правильно выберите стержни. В идеале по составу они соответствуют заготовкам. Существует несколько типов электродов, предназначенных именно для сварки нержавейки:
- ЦЛ-11 – универсальные электроды для сварки нержавейки под разными углами и в любых положениях. Допустимая температура сварки – 450 градусов;
- НЖ-13 – электроды обработаны специальным раствором для защиты от окисления. Если в ходе сварки не удается предотвратить поступление кислорода, можно использовать эти стержни;
- ЗИО – 8 – используются в промышленных условиях, поскольку подходят для сварки при высоких температурах.

Для сварки в домашних условиях лучше выбирать простые варианты электродов, с которыми вам будет легче освоить технологию. Заранее проводники не стоит нагревать, чтобы не навредить защитный слой. Обмазка будет хрупкой после охлаждения, что негативно скажется на качестве шва. Прокаливание допустимо только непосредственно перед использованием электродов.
При выборе сварочного аппарата с использованием электрода нужно ориентироваться на модели с постоянным током. Он наиболее подходит для создания короткой дуги, которая способствует созданию прочных и ровных швов. Также новичкам советуют выбирать аппараты с рядом дополнительных функций. Такое оборудование позволит избежать прожога и залипания.
Как сваривать нержавеющую сталь: полное руководство
Нержавеющая сталь прекрасно выглядит и устойчива к коррозии. Кроме того, он прочный и прочный. Итак, у нержавеющей стали есть много преимуществ…
Итак, у нержавеющей стали есть много преимуществ…
Но когда дело доходит до ее сварки, все может стать сложнее. Некоторые даже думают, что сварить нержавеющую сталь слишком сложно, если у вас нет многолетнего опыта.
Но так ли это?
Спойлер, вы можете научиться его сваривать, если у вас есть нужные знания и достаточно практики. Итак, давайте углубимся в факты о том, как сваривать нержавеющую сталь, и, надеюсь, развеем заблуждения на этом пути.
Часто задаваемые вопросы о сварке нержавеющей стали
Поскольку именно поэтому вы здесь, давайте сначала проясним наиболее часто задаваемые вопросы.
Можно ли сваривать нержавеющую сталь?
Да! Нержавеющая сталь может быть сварена с использованием любого процесса дуговой сварки, такого как MIG, TIG, Stick & Flux-core. Каждый процесс даст немного отличающийся результат и потребует некоторого обучения и навыков.
Сложно ли сваривать нержавеющую сталь?
Хотя это и не так просто, как сварка низкоуглеродистой стали, это выполнимо при наличии некоторых знаний и практики практически для всех, у кого есть подходящее оборудование.
Сварка нержавеющей стали представляет собой сложную задачу для неопытных сварщиков, поскольку нержавеющая сталь эффективно сохраняет тепло. Если вы приложите избыточное тепло, нержавеющая сталь может деформироваться или даже деформироваться при охлаждении.
Нержавеющая сталь также четко показывает все дефекты сварного шва. Только по этой причине некоторые скажут, что сварка нержавеющей стали — более сложная и неумолимая работа, лучше всего подходящая для опытных пользователей. Но, как и во всей сварке, любой может научиться этому при достаточной практике.
Еще вопрос со сваркой нержавейки, там много разных сплавов. Вы ДОЛЖНЫ использовать правильный присадочный материал, защитный газ, настройки и т. д. для каждого сплава.
Этот уровень детализации может быть болезненным и добавляет к восприятию того, что сварка нержавеющей стали сложна. Но обычно вы сосредотачиваетесь только на конкретных сплавах, которые используете, а не на всех. Таким образом, кривая обучения не так плоха, как некоторые думают.
Какой сварочный аппарат лучше всего подходит для нержавеющей стали?
Многие начинающие сварщики с удивлением узнают, что для соединения нержавеющей стали («SS») можно использовать несколько различных процессов сварки, включая TIG, MIG, порошковую проволоку и дуговую сварку.
TIG Welders
TIG сварочный шов с использованием аргонаЕсли вам нужны гладкие, профессионально выглядящие швы, вам лучше всего выбрать сварочный аппарат TIG. Сварщики TIG делают чистые, привлекательные сварные швы на нержавеющей стали. Таким образом, они обычно являются правильным инструментом, когда готовое изделие должно быть эстетически приятным.
Кроме того, сварочные аппараты TIG с ножной педалью (или управлением пальцами) позволяют точно контролировать количество подаваемого тепла. Другими словами, вы можете вносить микрорегулировки на лету во время укладки валика. Точный контроль нагрева помогает свести к минимуму деформацию изделия из нержавеющей стали.
Однако сварка ВИГ SS имеет недостатки. Вам нужно время от времени заменять присадочный стержень, а это означает, что длинные сварные швы будут иметь остановки и начала. Кроме того, вам нужно использовать дорогой защитный газ.
Вам нужно время от времени заменять присадочный стержень, а это означает, что длинные сварные швы будут иметь остановки и начала. Кроме того, вам нужно использовать дорогой защитный газ.
Сварочные аппараты MIG
Сварка сварных швов MIG из нержавеющей сталиСлишком многие полагают, что сварка TIG — единственный процесс, при котором свариваются нержавеющие стали. Но сварочные аппараты MIG, порошковой и электродной сварки также могут сваривать его. Вы даже можете быть удивлены, узнав, что они являются лучшим выбором для некоторых работ.
Например, сварочные аппараты MIG лучше подходят для длинных швов. Вам не нужно постоянно заменять новые электроды/присадочные стержни, как это необходимо при использовании аппаратов для сварки TIG и дуговой сварки. Однако вам понадобится другой, более дорогой защитный газ, поскольку уровни кислорода, которые может выдержать SS, ниже, чем у мягкой стали.
Аппараты для сварки порошковой проволокой
Если дополнительные расходы на сварку МИГ нержавеющей стали являются проблемой, сварка порошковой проволокой позволяет использовать менее дорогой CO 2 или даже не использовать защитный газ. Но так как сердечник проволоки содержит флюс, вам придется иметь дело со шлаком, особенно при многократных проходах.
Но так как сердечник проволоки содержит флюс, вам придется иметь дело со шлаком, особенно при многократных проходах.
Еще одним преимуществом сварки порошковой проволокой является то, что ее можно использовать в ветреную погоду. Для SS многие предполагают, что вам нужен защитный газ. Но поскольку вы используете порошковую проволоку, вам может не понадобиться дорогой защитный газ, который просто сдувается в ветреную погоду.
Сварочные аппараты
В промышленности или строительстве внешний вид может не иметь большого значения. Таким образом, портативность и простота сварочных аппаратов SMAW или палки могут быть именно тем, что вам нужно на большой рабочей площадке. Плюс, поскольку нет защитного газа, можно сваривать в ветреную погоду.
Стержневые электроды имеют внешнее покрытие, содержащее флюс. Флюс означает, что эти электроды производят шлак, с которым вам придется иметь дело, и контроль тепла в металле может быть проблемой. Кроме того, вы должны часто заменять расходуемый электрод.
Какие металлы можно приваривать к нержавеющей стали?
Можно сваривать разнородные металлы, включая нержавеющую сталь. Но по ряду причин это сложная задача с особыми соображениями. Вам необходимо оценить риски и решить, приемлемы ли они для предполагаемого применения.
Во многих случаях точки плавления двух металлов сильно различаются, что создает проблемы. По этой причине материал наполнителя становится очень важным, и выбор наполнителя, который вы используете, имеет решающее значение.
Суть в том, что сварка разнородных металлов сопряжена с риском. Вы должны понимать два металла, которые вы свариваете, и использовать правильный присадочный материал.
Но есть также много методов и специальных материалов, которые могут вам понадобиться в зависимости от того, что вы свариваете. Проведите исследование заранее.
| Сплав/металл | Да/Нет |
|---|---|
| Углеродистая сталь | 900 89 Да 1|
| Мягкая сталь (низкоуглеродистая) | Да 2 |
| Оцинкованная сталь | Да 3 |
| Да 4 | |
| Алюминий | Нет 5 |
1 Обычно требуется предварительный нагрев углеродистой стали.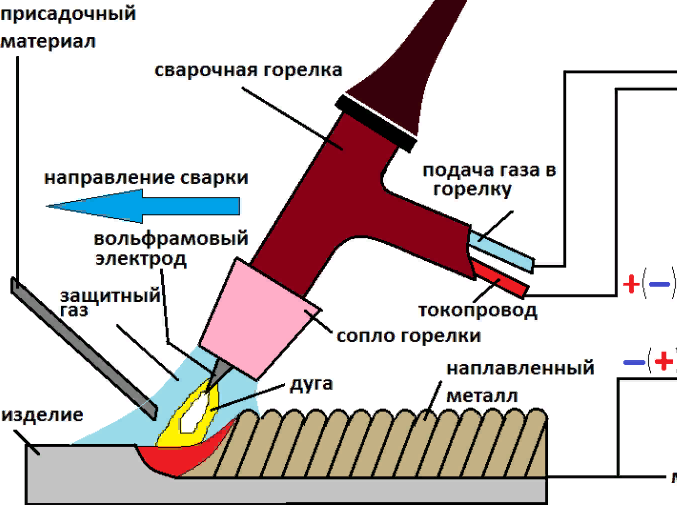
2 Для большинства работ используйте процесс MIG с присадочной проволокой ER309L и трехкомпонентным защитным газом.
3 Должен удалять цинк, который представляет опасность для здоровья и может загрязнить сварной шов.
4 Используйте «масляный» метод, чтобы удержать углерод от нержавеющей стали с наполнителем NiFe-CI или Ni-CI.
5 Существуют обходные пути, такие как биметаллические переходные вставки, но биметаллические вставки изготавливаются с использованием специальных процессов, обычно невозможных на месте. Готовые вставки трудно найти, если у вас небольшой магазин или любитель.
Как сваривать нержавеющую сталь
Прежде чем приступить к сварке нержавеющей стали, убедитесь, что у вас есть подходящее оборудование, а сварщик и сталь подготовлены.
Давайте рассмотрим их.
Что нужно для сварки нержавеющей стали?
Механизм, необходимый для сварки нержавеющей стали, не будет сильно отличаться от сварки других металлов. Как правило, вам потребуется:
Как правило, вам потребуется:
- Сварочный аппарат (MIG, TIG, порошковая проволока или электрод)
- Электроды (проволока или электрод должны быть тщательно выбраны для сварки)
- Защитный газ (для MIG и TIG и возможно с флюсовой проволокой)
- Шлифовальная машина/проволочная щетка/растворитель для очистки металла
- Зажимы
- Сварочный стол (для небольших работ в цеху)
- Сварочная маска
- Защитные очки (для шлифовки и других вспомогательных работ)
- Кожаный фартук, рукава и перчатки
- Сварочные сапоги (25 % всех несчастных случаев при сварке травмы ног)
- Вентиляция (если в помещении)
- Плоскогубцы MIG (полезно иметь при себе для всех сварочных процессов)
Вентиляция была включена как необходимое оборудование, поскольку нержавеющая сталь выделяет газ шестивалентного хрома. Этот токсичный газ означает, что вы должны защитить себя и убедиться, что вы не вдыхаете пары при сварке нержавеющей стали.
Подготовка сварочного аппарата
Для всех процессов сварки нержавеющей стали необходимо сначала выбрать правильный электрод/присадочный материал. Это должен быть правильный сплав для предполагаемого сварного шва, независимо от того, какой тип сварочного аппарата вы используете. Существует множество руководств от производителей и интернет-источников, которые помогут вам.
Далее идут сведения о различных процессах сварки, которые мы подробно рассмотрим ниже.
Подготовка сварочного аппарата TIG
Сила тока
На многих сварочных аппаратах TIG сила тока регулируется во время сварки (подробнее об этом чуть позже). Но сначала вы должны установить максимальный ток на машине. Это будет варьироваться в зависимости от сплава SS и других переменных, таких как толщина. Диаграммы легко доступны, чтобы помочь вам с этой настройкой.
Управление силой тока пальцем или ногой
Ножная педаль качающегося типа обеспечивает детальное управление Если она есть у вашего сварщика, она позволяет регулировать температуру или силу тока во время сварки, что помогает свести к минимуму избыточное тепло и возникающее в результате коробление SS. Если вы находитесь на лестнице или в других труднодоступных местах, может потребоваться управление пальцами.
Если вы находитесь на лестнице или в других труднодоступных местах, может потребоваться управление пальцами.
Но для других работ ножная педаль может оказаться более удобной. Убедитесь, что на вашем аппарате настроена наилучшая регулировка силы тока для конкретного сварного шва. Многие сварщики TIG имеют возможность включать и выключать ножную педаль/пальцевое управление, поэтому убедитесь, что вы правильно настроили ее заранее.
Детали электрода
Размер электрода имеет большое значение для сварки TIG. Таким образом, используемый электрод должен иметь правильный диаметр. Обычно это 3/32, но может достигать 1/4 дюйма. Какой размер вам нужен, зависит от таких переменных, как полярность, сила тока, размер соединения, толщина основного металла.
Также следует обратить внимание на тип вольфрамового электрода. Вы увидите торированный красный электрод, используемый для большинства работ по сварке нержавеющей стали. Но для некоторых сплавов нержавеющей стали может потребоваться электрод другого «цвета».
Кроме того, важна геометрия. Конусность, не превышающая диаметр электрода более чем в 2,5 раза, позволяет получить сфокусированную дугу с образованием глубоких, тонких валиков и небольшой зоны термического влияния («ЗТВ»). Если электрод сужается более чем в 2,5 раза по сравнению с его диаметром, дуга начинает разветвляться, что приводит к меньшему проплавлению и большей ЗТВ.
Полярность и пульсация
Для сварки SS установите полярность сварочного аппарата TIG на DCEN (отрицательный электрод постоянного тока). Некоторые люди называют это прямой полярностью, и вы никогда не должны использовать электрод с положительным электродом, так как это мгновенно сожжет ваш вольфрам.
Также, если ваш сварочный аппарат имеет импульсный режим, используйте его. Опытные сварщики должны установить частоту пульса на уровне 100 импульсов в секунду (PPS) для начала и увеличить ее до 500 PPS. Некоторые сварщики ВИГ могут не иметь таких высоких импульсов, а неопытные сварщики часто подсчитывают импульсы (от 0,5 до 2 импульсов в секунду) для определения времени движения горелки и холодной проволоки, когда число импульсов в секунду ограничено 10.
Защитный газ ВИГ
Не второстепенная деталь; Вы должны выбрать правильный защитный газ и установить правильные скорости потока. Обычно для сварки TIG используется чистый аргон (Ar).
Но гелий (He) может быть добавлен для увеличения проникновения и текучести сварочной ванны. В некоторых случаях для достижения особых свойств добавляют азот (N 2 ) и водород (H 2 ). Например, включение водорода дает аналогичный, но более сильный эффект по сравнению с добавлением гелия. Однако водород не следует использовать при сварке мартенситных, ферритных или дуплексных сталей.
Скорость потока обычно составляет от 35 до 50 кубических футов в час, но см. рекомендации для вашей машины и другие общедоступные таблицы и источники.
Подготовка аппарата для сварки MIG
Проволока MIG
Первым шагом является получение и установка проволоки подходящего сплава и размера для сварки, которую вы хотите выполнить. В зависимости от конкретного сплава, который вы свариваете, могут потребоваться некоторые исследования, но популярна проволока ER309L. Не забудьте также использовать проволоку подходящего диаметра.
Не забудьте также использовать проволоку подходящего диаметра.
Защитный газ
Вы должны выбрать правильный газ. Нержавеющая сталь чувствительна к атмосферным газам, и популярна тройная смесь 90% гелия, 7,5% аргона и 2,5% углекислого газа. Эта смесь создает хороший контур валика, а уровень CO2 достаточно низок, чтобы не повредить коррозионной стойкости нержавеющей стали.
Вы не хотите использовать чистый инертный защитный газ, такой как гелий или аргон, для сварки SS MIG. Характеристики дуги процесса MIG заметно отличаются от процесса TIG, а чистый Ar или He отрицательно влияют на эффективность дуги MIG.
Также убедитесь, что скорость потока установлена правильно. Как уже говорилось, нержавеющая сталь чувствительна к химически активным газам, а это означает, что для предотвращения загрязнения сварного шва требуется хорошее покрытие. Обратитесь к руководству вашего сварочного аппарата или таблице настроек для хорошей отправной точки.
Полярность
Ваш сварочный аппарат должен быть настроен на положительное расположение электрода постоянного тока (DCEP).
Скорость подачи проволоки
В руководстве и таблице настроек для вашего аппарата должны быть указаны необходимые скорости подачи проволоки для сплавов нержавеющей стали различной толщины. Но если нет, то для большинства сварных швов из нержавеющей стали используется немного более высокая скорость подачи проволоки («WFS»), чем та, которую вы использовали бы для мягкой стали.
Настройки силы тока и напряжения
Обратитесь к руководству по сварке и/или таблице параметров сварки, чтобы установить уровни силы тока и напряжения. Если у вас их нет, опытные сварщики или интернет также могут предоставить таблицы и рекомендации по начальным настройкам.
SS обычно требует более низкой настройки силы тока из-за более высокой WFS. Кроме того, необходимо использовать более высокие настройки напряжения, которые смачивают ванну, что позволяет получить более плоскую поверхность и выступы на концах сварного шва.
Подготовка аппарата для сварки порошковой проволокой
Выбор проволоки
Как и в других процессах сварки нержавеющей сталью, важен присадочный материал. Но при сварке с флюсовой проволокой расходуемая электродная проволока является присадочным материалом, и она несет флюс в сердечнике проволоки для защиты сварного шва.
Но при сварке с флюсовой проволокой расходуемая электродная проволока является присадочным материалом, и она несет флюс в сердечнике проволоки для защиты сварного шва.
Это означает, что состав проволоки более сложный, чем у сплошной проволоки MIG. Таким образом, вы должны быть осторожны при выборе / покупке провода. Сплав и толщина нержавеющей стали будут двумя важными переменными при выборе порошковой проволоки, но состав порошковой проволоки также может варьироваться.
Кроме того, настоящая безгазовая проволока будет работать в ветреную погоду. Но это, вероятно, будет ограничено плоской и горизонтальной работой.
Итак, еще одним важным фактором, который следует учитывать, является защитный газ. Для многих порошковых проволок из нержавеющей стали требуется газ. В то время как ветер может быть проблемой, эти проволоки лучше справляются со сварными швами. Их часто называют проволокой с двойным экраном, и они широко доступны (получить настоящую «безгазовую» порошковую проволоку из нержавеющей стали сложнее).
Полярность
При сварке порошковой проволокой (или FCAW) полярность может запутаться, так как настройка меняется в зависимости от используемой проволоки. Поэтому обязательно запомните, какая полярность вам нужна для порошковой проволоки, и убедитесь, что ваша машина настроена соответствующим образом.
Защитный газ
Да, при FCAW защитный газ не нужен для многих сварных швов. Но нержавеющая сталь отличается от углеродистой стали и необходима для многих работ. При использовании проволоки с двойным экраном (флюс и защитный газ вместе) убедитесь, что защитный газ находится под рукой.
Сварщики часто используют смесь 100% CO 2 или 75% аргона 25% CO 2 . Шлаковая оболочка сварного шва ограничивает поглощение углерода, что делает возможным использование защитного газа с высоким содержанием CO 2 .
Подготовка сварочного аппарата
Электрод
Возможно, здесь вы видите закономерность, но выбор присадочного материала имеет значение в каждом сварочном процессе. Стержневые электроды продаются из различных сплавов нержавеющей стали с различными флюсовыми покрытиями. Проведите исследование и выберите правильный размер и сплав для вашего конкретного сварного шва.
Стержневые электроды продаются из различных сплавов нержавеющей стали с различными флюсовыми покрытиями. Проведите исследование и выберите правильный размер и сплав для вашего конкретного сварного шва.
Производители обычно наносят правильное флюсовое покрытие на сплав SS, используемый для изготовления стержня. Таким образом, вам обычно не нужно проверять его. Но если вы свариваете разнородные металлы или другие необычные соединения, вы также можете отметить флюсовую смесь на электроде.
Сила тока
Значения силы тока должны быть указаны в руководстве к сварочному аппарату или в таблице, напечатанной на сварочном аппарате, или вы можете легко найти рекомендации, если их нет. Но в целом устанавливайте усилители на низах, как можно более «крутыми».
При использовании электродуховой сварки вы обнаружите, что по мере того, как вы входите в сварной шов на пару дюймов, палка нагревается сильнее, а характеристики дуги и валика изменяются. Таким образом, вам нужно учесть это на любом суставе длиной более одного или двух дюймов.
Продукт для защиты от брызг
Стик прост и удобен в использовании, но он производит много брызг. При работе с нержавейкой это может быть проблемой. Таким образом, вы можете захотеть иметь под рукой гель или спрей против брызг, чтобы подготовить заготовку перед сваркой.
Подготовка нержавеющей стали к сварке
После настройки сварочного аппарата для сварки нержавеющей стали вам необходимо подготовить металл перед сваркой. Вот некоторые вещи, которые вы должны подготовить…
Чистота
Нержавеющая сталь плохо переносит загрязнение. Даже следовые количества могут создать проблему. Таким образом, металл должен быть очищен от краски, ржавчины, масла и т. д. и очищен перед сваркой. Никаких исключений, так что будьте внимательны.
Подгонка
Убедитесь, что детали выровнены должным образом и что нет зазоров или отклонений в соединении. Зазоры разной ширины шва требуют избытка присадочного материала, который дополнительно нагревает сварной шов. Кроме того, сварной шов выглядит лучше, если ширина валика одинакова.
Кроме того, сварной шов выглядит лучше, если ширина валика одинакова.
Подготовка кромок
Края более толстых деталей должны быть скошены или сняты фаски. Этот профиль помогает при подгонке, но также позволяет делать более прочные и красивые сварные швы.
10 советов по успешной сварке нержавеющей стали
1. Снизьте температуру
Нержавеющая сталь коробится под воздействием избыточного тепла. Помнить? Мы упоминали об этом в начале статьи. Таким образом, имеет смысл установить ваши усилители, то есть тепловложение, на низкую сторону, чтобы избежать проблемы.
2. Избегайте большого диаметра присадочного материала
Чем толще присадочный стержень/проволока, тем больше тепла вам потребуется. Но с SS вам нужно держать усилители на низком уровне. Таким образом, избегайте больших наполнительных стержней / проволоки, поскольку это еще один способ снизить температуру.
3. Точная настройка Подгонка
Правильная подгонка позволяет использовать нужное количество наполнителя и устраняет необходимость заполнения зазоров. Это означает, что вам не нужно будет дополнительно нагревать металл. Итак, найдите время, чтобы отрегулировать подгонку заготовок, чтобы избежать коробления и плохого внешнего вида.
Это означает, что вам не нужно будет дополнительно нагревать металл. Итак, найдите время, чтобы отрегулировать подгонку заготовок, чтобы избежать коробления и плохого внешнего вида.
4. Используйте присадочный материал/электрод, предназначенный для сплава SS
Да, вы можете сваривать нержавеющую сталь с тем же присадочным материалом из мягкой стали, который вы регулярно используете. Проблема в том, что сварной шов может подвергаться коррозии, и вам нужно покрыть валик, чтобы он не ржавел. Использование присадочного сплава из нержавеющей стали, соответствующего основному металлу, позволяет избежать этой проблемы. Кроме того, вы избегаете загрязнения SS углеродом в ЗТВ, что может вызвать ржавчину на деталях SS.
5. Используйте правильный угол наклона горелки (стержневой и с порошковой проволокой)
Со шлаком таскаешься. Этот совет работает, как правило, для всех видов сварки FCAW или дуговой сварки. Перетаскивая электрод, вы позволяете флюсу подняться к верхней части сварочной ванны и должным образом покрыть валик. В противном случае могут возникнуть проблемы со шлаковыми включениями в сварном шве.
В противном случае могут возникнуть проблемы со шлаковыми включениями в сварном шве.
Для нержавеющей стали FCAW угол сопротивления 10 градусов обычно подходит в качестве отправной точки. Но при сварке стержнем вы можете попробовать использовать гораздо более крутой угол.
Подробнее : Толкать или тянуть при сварке MIG?
6. Правильный вылет проволоки
При сварке MIG и сварке с флюсовой проволокой необходимо обеспечить правильный вылет в начале сварки, чтобы получить ровную дугу. Кроме того, вам нужно избегать изменения этого расстояния между соплом и металлом во время сварки.
Кроме того, при сварке с флюсовой проволокой подрезайте кончик проволоки каждый раз, когда вы накладываете валик. Если вы не подстригаете каждый раз, вы можете получить силиконовую каплю на кончике проволоки, которая может испортить ваш старт. Обрезка проволоки, вероятно, также является хорошим советом для ваших сварных швов MIG, чтобы обеспечить правильный выступ и чистый наконечник.
7. Сварочная ванна TIG
Диаметр сварочной ванны должен соответствовать толщине основного металла. Если лужа становится слишком большой, используйте кончик пальца или педаль, чтобы уменьшить нагрев. В конце сварки устраните кратеры, уменьшая ток и добавляя присадочный металл, пока лужа не затвердеет.
8. Скорость наплавки
Различные процессы сварки имеют разную скорость наплавки, и ничто не заменит опыт, чтобы узнать, как она меняется у ваших сварщиков.
Но в целом, если вам нужна высокая скорость наплавки, используйте сварочный аппарат с флюсовой проволокой и двойной экранированной проволокой. Эта настройка обычно дает вам лучшие скорости осаждения.
9. Скорость передвижения
В общем, вам не следует двигаться слишком медленно. Это создаст избыточное тепло в нержавеющей стали. Так что держите скорость вашего путешествия.
Кроме того, при сварке стержнем и порошковой проволокой вы можете определить, снизилась ли ваша скорость, по полученному валику. Признаки, на которые вы можете обратить внимание:
Признаки, на которые вы можете обратить внимание:
Медленное перемещение сварного шва: ваш валик будет высоко выпуклым, и шлак не будет хорошо покрывать сварной шов. Это будет иметь тенденцию оставлять сварной шов открытым возле короны, и металл станет серым. У вас, вероятно, будут проблемы с пористостью, а сварной шов может быть подвержен ржавчине.
Быстрое перемещение сварного шва: сварной шов будет слишком вязким, а сварной шов будет слишком узким.
10. Защита от ржавчины
Это неприятно, но сварные швы из нержавеющей стали могут ржаветь. Чтобы этого не произошло, можно сделать несколько вещей.
Во-первых, не забудьте обеспечить хорошую газовую подушку. Реакционноспособные газы в воздухе могут вызвать всевозможные проблемы, включая ржавчину.
Второе, что нужно сделать, это полностью очистить готовый сварной шов, включая обесцвечивание. Очистка обычно выполняется травильными пастами, шлифовальными машинами/проволочными щетками/абразивами или электрохимической очисткой. Также не используйте стальную проволочную щетку. Это может загрязнить сварной шов и да, ржавчина.
Также не используйте стальную проволочную щетку. Это может загрязнить сварной шов и да, ржавчина.
В-третьих, сейчас это будет звучать как однообразие, но потише. Избыточное тепло может привести к тому, что нержавеющая сталь потеряет свою коррозионную стойкость.
Краткое руководство по сварке нержавеющей стали
Сварка нержавеющей стали существенно отличается от сварки других материалов. Отличие начинается с уникального химического состава нержавеющей стали.
Что такое нержавеющая сталь?
Как и другие стали, нержавеющая сталь представляет собой сплав железа и углерода. Что отличает нержавеющую сталь, так это то, что она содержит не менее 10,5% хрома, элемента, который делает полученный сплав устойчивым к коррозии. Kloeckner Metals поставляет нержавеющую сталь различных форматов, включая листовую нержавеющую сталь, листовую нержавеющую сталь, трубы из нержавеющей стали и пруток из нержавеющей стали.
Нержавеющая сталь бывает пяти типов, но в производственных цехах обычно встречаются только три из них — аустенитная нержавеющая сталь, мартенситная нержавеющая сталь и ферритная нержавеющая сталь. Наиболее распространен аустенитный. Мартенситная нержавеющая сталь используется для наплавки. А ферритная сталь, самый дешевый вариант, чаще всего используется в потребительских товарах.
Наиболее распространен аустенитный. Мартенситная нержавеющая сталь используется для наплавки. А ферритная сталь, самый дешевый вариант, чаще всего используется в потребительских товарах.
Загрузить нашу спецификацию на нержавеющую сталь сегодня
Kloeckner Metals является поставщиком полного ассортимента нержавеющей стали и сервисным центром. Загрузите нашу спецификацию нержавеющей стали и узнайте, что Kloeckner Metals регулярно поставляет на склад.
Спецификация нержавеющей стали
Каждый из этих типов стали классифицируется на основе ее микроструктуры, которая влияет на ее пластичность и прочность. Микроструктура стали зависит от ее химического состава. Например, аустенитная сталь содержит 16-26% хрома (Cr) и 8-22% никеля (Ni). Мартенситная сталь имеет содержание Cr в пределах 11-28%. Ферритная сталь содержит 12-18% Cr. В результате материал, привариваемый к каждому типу стали, должен соответствовать составу этой стали.
В чем сложность сварки нержавеющей стали?
Сварка нержавеющей стали сложнее, чем сварка углеродистой стали.
Во-первых, нержавеющая сталь эффективно удерживает тепло, вызывая ее деформацию под воздействием высоких температур, создаваемых сваркой. Нержавеющая сталь также может деформироваться или растрескиваться в процессе охлаждения после того, как она была нагрета сварщиком. Даже если кусок нержавеющей стали не трескается и не деформируется после неудачной сварки, на нем почти всегда остаются царапины и пятна.
Каждый вид нержавеющей стали представляет собой сложную задачу для сварщиков. Аустенитная сталь может растрескиваться при высокой подводимой температуре или при выполнении вогнутого или плоского сварного шва. Мартенситная сталь может треснуть, если ее не подогреть должным образом. А с низкой максимальной межпроходной температурой 300°С ферритная сталь будет терять прочность, если ее не нагреть с низким погонным теплом.
Ключом к успешной сварке нержавеющей стали является выбор правильного присадочного материала. Марка присадочного материала должна соответствовать марке основного материала, чтобы получить хороший сварной шов.
Материалы и оборудование, необходимые для сварки нержавеющей стали
Почему для сварки нержавеющей стали требуется специальное оборудование и какие инструменты и материалы необходимы для сварки нержавеющей стали?
Нержавеющая сталь может подвергаться сварке электродуговой сваркой с защитным металлом (MIG) или дуговой сваркой вольфрамовым электродом в среде защитного газа (TIG). Лучший выбор зависит от того, чего вы пытаетесь достичь, поскольку каждый процесс приводит к разным результатам.
Нержавеющую сталь можно сваривать палкой, но не стоит. Есть другие, лучшие варианты.
Сварочный аппарат MIG обеспечивает самые прочные и надежные сварные швы с нержавеющей сталью. Это особенно хороший выбор, если вы свариваете что-то толстое. Сварочные аппараты TIG могут быть правильным выбором для более тонких материалов и для сварки, требующей красоты и точности. Тем не менее, TIG — это сложная сварка, если у вас нет опыта и времени, чтобы сделать это правильно. Неопытный сварщик TIG может оставить неприятные следы или пятна на нержавеющей стали.
Неопытный сварщик TIG может оставить неприятные следы или пятна на нержавеющей стали.
Несмотря на менее тонкий сварной шов, установка MIG, как правило, является лучшим вариантом для сварки нержавеющей стали. Выберите аппарат, который поставляется со сварочным пистолетом и образцом сварочной проволоки. У большинства машин есть пистолет, но вы можете модернизировать свой, если вам нужно что-то, что обеспечит более точный сварной шов. Вы также захотите приобрести несколько насадок для сварочных пистолетов, чтобы заменить их, когда они изнашиваются.
Для защиты сварочного пистолета вы можете приобрести чехол. Это отличное дополнение, поскольку оно позволяет быстро и эффективно переключаться между различными типами металлической проволоки. Вам не нужен механизм подачи сварочной проволоки, если вы не профессиональный сварщик или не планируете много сваривать. Что касается самой проволоки, вы должны использовать подходящую сварочную проволоку из нержавеющей стали, которая обычно имеет диаметр 0,030 дюйма, но для более толстых деталей может подойти проволока от 0,035 до 0,045 дюйма.
Поскольку при сварке нержавеющей стали необходимо контролировать температуру, чтобы избежать проблем с производительностью, необходимо иметь под рукой устройство для отслеживания температуры. Вы можете использовать традиционную палку, но помните, что ее диапазон ограничен. Другие опции включают электронный инфракрасный термометр и электронный датчик температуры поверхности.
Вам также понадобится защитный газ. Инертные газы не рекомендуются, поэтому вам, вероятно, понадобится смесь из 7,5% аргона, 90% гелия и 2,5% углекислого газа. Наконец, вам нужно будет добавить щетку для соскабливания и очистки металла. Этот инструмент может помочь вам подготовить рабочее место и, в конечном итоге, добиться более прочного сварного шва.
Подготовка к сварке
На что следует обратить внимание при подготовке к сварке? Чем он отличается для разных марок стали?
Используйте металлическую щетку для удаления пыли, грязи, масла, жира или воды с рабочей станции. Вы также можете помочь предотвратить деформацию и растрескивание, зажав кусок латуни или меди за сварочным швом. Этот трюк может помочь поглотить тепло и сохранить вашу нержавеющую сталь достаточно прохладной.
Этот трюк может помочь поглотить тепло и сохранить вашу нержавеющую сталь достаточно прохладной.
Держите отдельный набор инструментов для сварки нержавеющей стали. Как только ваши инструменты коснутся углеродистой стали, на них останется нагар. Этот остаток перейдет на нержавеющую сталь во время сварки, что в конечном итоге может привести к ржавчине изделия.
Другие советы, которые следует учитывать при сварке нержавеющей стали
Как обеспечить наилучшие результаты сварки?
- При сварке TIG используйте отрицательную настройку электрода DCEN или постоянного тока и силу тока 1 ампер на каждые 1/1000 дюйма толщины металла.
- При сварке MIG используйте технику проталкивания. Этот подход позволяет вам более четко видеть, что вы делаете, и создает меньше бусинок. Используйте технику натяжения только тогда, когда вам нужно более глубокое проникновение.
- Держите сварочный пистолет под углом 90 градусов с углом перемещения 5–15 градусов.
