 alexxlab
alexxlab Как согнуть профильную трубу в домашних условиях без трубогиба: видео
Создание изгиба профильной трубы профессиональным строителем или обычным хозяином часто может встретиться в процессе стройки или ремонта любого загородного дома и коттеджа. Решившись выполнить сгибание профильной трубы собственными руками в бытовых условиях, хозяин всегда озадачивается о том, как правильно и надежно устроить тепличную конструкцию, крытую террасу или курилку.
При создании таких конструкций используют именно профильные изделия, так как они намного популярнее перед трубами с традиционной круглой формы.
Трубы, имеющие обыкновенное сечение в виде круга сгибаются с помощью обычного гидравлического трубогиба со специальными башмаками и роликами для круглых заготовок. При этом изогнуть профильные детали на таком станке не представляется возможным, так как его исполнительные устройства для круглых форм просто-напросто испортят профиль – заготовка растрескается, поломается, или совсем раздавится.
Способы сгиба профильных элементов
Профильную трубу можно без всяких дефектов изогнуть и своими руками. Для изготовления таких гнутых профильных деталей существует много приемов. Одним из распространенных вариантов является сгибание профильной заготовки с помощью специальных устройств – так называемых профилегибов. Однако цена такого оборудования достаточно высокая, которая ставит под вопрос приобретение такого специального станка у обычного хозяина.
как согнуть профильную трубу без трубогибаВ случае редкой необходимости изготовления гнутых профилей в бытовых условиях предлагается приобрести на рынке специальные трубогибы для ручной работы, используемые как для труб с круглым сечением, так и для профильных заготовок. Стоимость такого домашнего оборудования ориентировочно равняется 100 долларам. Стоит отметить, что при использовании ручных инструментов для создания гнутых деталей необходимо хозяину иметь соответствующую физическую и моральную подготовку – работа требует выносливости и терпения, но экономно.
При одноразовой необходимости выполнения сгибов на заготовках покупать даже ручные механизмы нерационально. В этом случае рекомендуется приобрести на рынке уже изготовленный элемент или можно сделать заказ в мастерской либо на соответствующем предприятии, где за сравнительно невысокую плату смогут изготовить любую деталь из собственного профильного материала.
При таком решении задачи можно не только снизить стоимость работ и не потратить личное время и силы, но и достичь необходимого результата – получить деталь с качественным и правильным сгибом определенного диаметра или формы.
В каждом строительном и не только деле всегда существуют народные методы. Изгиб профильных заготовок собственными руками – не исключение. Только в этом случае существует возможность изготавливать сгибы стальных, медных или полимерных трубных заготовок некрупного размера.
Сгибание профильных изделий посредством трубогиба
Специфика процесса
В случае самостоятельного изготовления изгиба профильной заготовки необходимо вначале определиться с размером ее сечения, толщиной стен, материалом, из которого сделана деталь, а также с диаметром или формой изгиба.
При этом также необходимо учесть условия имеющегося производства, которые смогут обеспечить максимальную точность изгиба и высокое качество производимых деталей.
Сгибание профильных труб происходит в определенных пределах технических допусков по толщинам стенок и конфигурации сечения. Важной задачей является недопущение таких дефектных явлений, как сломы внутренней части сгибаемой профильной заготовки и раздавливание поперечной части заготовки.
Изготовление сгиба
С целью изготовления изгиба необходимо иметь специальный трубогиб, предназначенный для сгибания холодным способом с растяжением. Создаваемое посредством такого станка растяжение даст сдвиг нейтральной оси заготовки в сторону изгиба. Такой эффект при растягивании профильной детали даст возможность снизить образование гофрированной зоны на поверхности изгиба.
Расположившись в агрегате, заготовка зажимается по краям и одновременно растягивается. Вместе с этим, при перемещении сгибаемого шаблона, труба начинает сгибаться.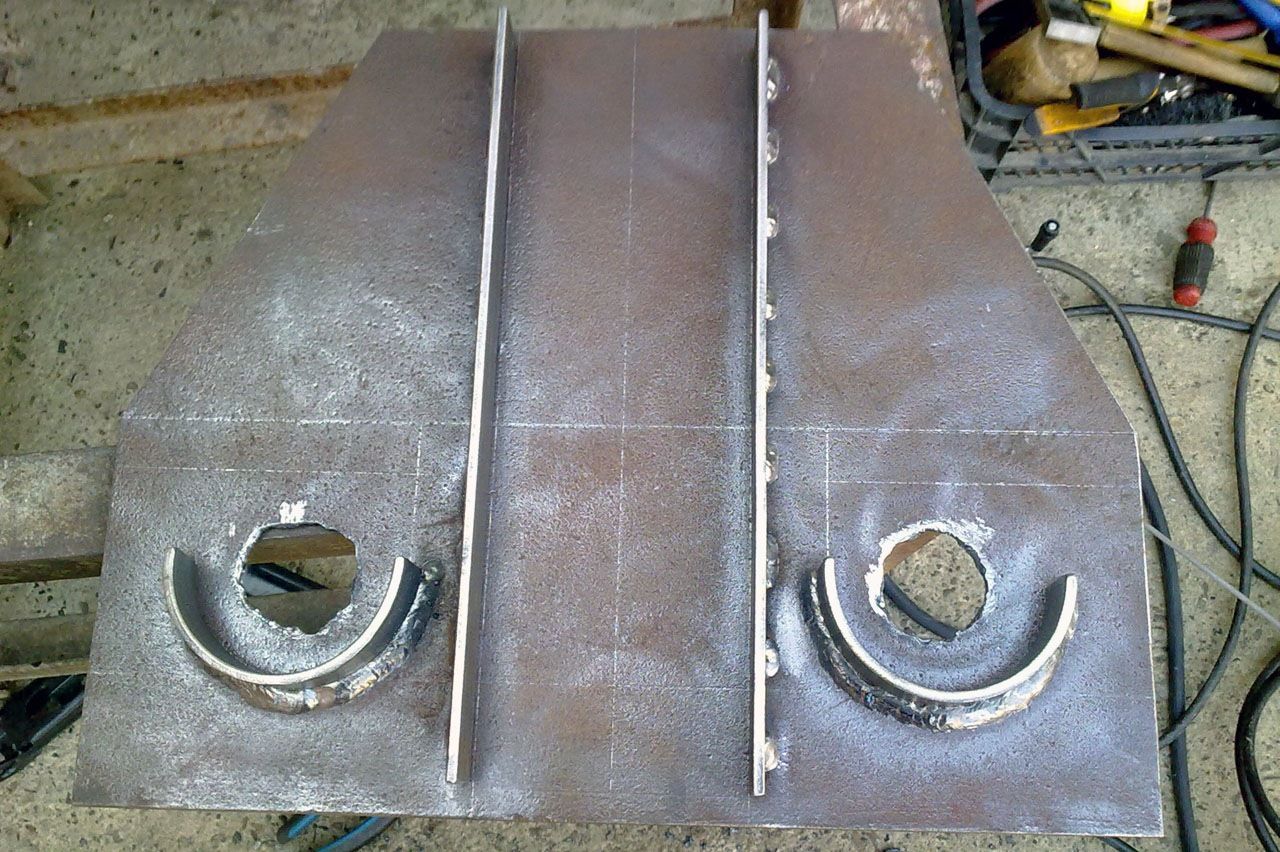
Для сгибания заготовки из нержавеющей стали без дефектов, ухудшения качества и снижения стойкости стен детали в зоне изгиба такой процесс необходимо выполнять под внутренним гидростатическим давлением. Для этого необходимо заглушить концы трубы пробками, внутри которой находится залитая жидкость. Далее, нужно переместить сгибаемый шаблон к центру изделия, посредством которого делается изгиб определенной формы или диаметра.
Процесс сгибания своими руками
Сделать изгиб профильной заготовки собственными руками можно без всякого профессионального оборудования и специальных инструментов. Таким способом чаще всего можно достичь изгиба на самом деле относительно хорошего качества.
Формирование изгиба посредством обычной болгарки и с помощью сварки
Для сгибания профильной трубы первым делом необходимо иметь обыкновенную болгарку и сварочную машину.
С целью сгибания заготовки необходимо пройти следующие этапы:
- Определить радиус сгибания заготовки.

- Вдоль сгибаемой линии профильной детали нужно сделать поперечные разрезы трех плоскостей с одинаковым интервалом между собой.
- Далее, без особого труда можно согнуть деталь.
- Затем необходимо заварить прорезанные участки.
- Сварочные швы необходимо обработать и зашлифовать.
Сгибание с применением средств внутреннего противодействия
Для осуществления такой технологии необходимо использовать такое средство, как специально приготовленная пружина. При этом нужно внутрь профильной трубы внедрить пружину прямоугольного сечения из металлической проволоки с толщиной от 1 до 4 мм в зависимости от размеров сгибаемой трубы. Далее, можно начинать сгибать элемент.
Размер отрезков сегмента пружины должен быть меньше внутренних размеров сечения трубы на 1,5–2 мм, для создания возможности проникновения пружины внутрь трубы без особых усилий.
После ввода пружины к месту планируемого изгиба заготовки перед сгибанием необходимо нагреть район сгиба паяльной лампой. После этого можно выполнить изгиб изделия с помощью специальной болванки с таким радиусом, который должен совпадать с необходимым внутренним радиусом сгибаемой детали.
После этого можно выполнить изгиб изделия с помощью специальной болванки с таким радиусом, который должен совпадать с необходимым внутренним радиусом сгибаемой детали.
С целью сгибания профильной детали для отопления или водоснабжения из меди существует один относительно неординарный способ, выполнимый только зимнее время.
Заключается такой уникальный вариант в следующем:
- Первым делом необходимо один край медной трубы закупорить пробкой и наполнить ее водой.
- Затем расположить заготовку с водой на улице в морозную погоду до окончательного замерзания воды.
- Далее, выполнить сгибание трубы в соответствии с гибочным шаблоном определенного радиуса. При этом труба гнуться будет без особых усилий и без искажения своего сечения.
По такой же схеме удастся согнуть трубы дюралевого типа, а также из такого материала, как латунь.
Сгибаем без трубогиба
Сделать изгиб прямоугольной заготовки без трубогиба можно еще посредством хорошо высушенного и тщательно просеянного песка. Перед сгибанием необходимо в один из концов трубы заколотить клин из дерева в глубину, равной от 10 до 20 см. После этого засыпать до края противоположное открытое отверстие трубы очищенным и высушенным песком и забить туда подобный клин. Затем можно начинать сгибание заготовки посредством болванки определенного диаметра, который должен совпадать с планируемым размером изделия.
Перед сгибанием необходимо в один из концов трубы заколотить клин из дерева в глубину, равной от 10 до 20 см. После этого засыпать до края противоположное открытое отверстие трубы очищенным и высушенным песком и забить туда подобный клин. Затем можно начинать сгибание заготовки посредством болванки определенного диаметра, который должен совпадать с планируемым размером изделия.
При слишком резких изгибах – когда радиус небольшой, участок сгибания рекомендуется разогреть посредством горелочного устройства. Благодаря набитому до краев в трубу песку сохранится форма сечения изделия.
После выполнения сгибания необходимо выжечь одну из пробок, высыпать песок изнутри и вырвать вторую пробку.
Как согнуть профильную трубу для теплицы: простейшие способы
Тепличный каркас с квадратным или прямоугольным сечением привлекает надежностью и сроками службы. Весьма прочная металлоконструкция пропускает максимум света, потому что ее стойки, опоры, стяжки гораздо тоньше, чем у деревянных соперников. Уступает металл в технологичности. Без знания нюансов трудно из прямой заготовки сделать арочную дугу или раму для двери. Из-за указанных осложнений с металлической основой совершенно напрасно предпочитают покупать «зеленые домики». Однако если хорошенько разобраться в том, как согнуть профильную трубу для теплицы, можно с незначительными затратами собственноручно соорудить недорогую арочную конструкцию.
Весьма прочная металлоконструкция пропускает максимум света, потому что ее стойки, опоры, стяжки гораздо тоньше, чем у деревянных соперников. Уступает металл в технологичности. Без знания нюансов трудно из прямой заготовки сделать арочную дугу или раму для двери. Из-за указанных осложнений с металлической основой совершенно напрасно предпочитают покупать «зеленые домики». Однако если хорошенько разобраться в том, как согнуть профильную трубу для теплицы, можно с незначительными затратами собственноручно соорудить недорогую арочную конструкцию.
Суть и проблемы гибки профильного трубопроката
Гибка металлических изделий независимо от формы сечения заключается в придании им частичной или полной плавно-изогнутой конфигурации. Одна из распространенных слесарных процедур производится либо только под давлением, либо под давлением в сочетании с нагревом изгибаемого участка. В это время на обрабатываемую часть полой металлической заготовки одновременно действуют силы сжатия с внутренней стороны заготовки и силы растяжения вдоль внешней стенки.
- материал в процессе изменения формы может утратить соосность сегментов, т.е. части изогнутой заготовки не будут располагаться в единой плоскости;
- растягиваемая наружная стенка на участке сгибания может не выдержать воздействия и банально лопнуть;
- сжимаемая внутренняя стенка может вместо равномерного сокращения сложиться складками, напоминающими гофру.
Без знания тонкостей сгибания профиля есть риск просто смять изделие, испортив заготовку. Но безрассудство не наш путь! Тем более, если оно сопровождается материальными потерями. Во славу рациональной экономии будем учитывать все капризы профиля и характеристики «железного» материала. Не забудем про размеры сечения, толщину стенок профильной трубы, требующийся радиус изгиба и упругость стального сплава. Ориентируясь на указанные параметры, выберем правильный технологический путь – он же способ гибки.
Зачем нужно знать характеристики профиля?
Профильный трубопрокат от стандартного круглого варианта отличается формой сечения, которая может быть квадратной, овальной, прямоугольной или плоскоовальной. Согласно регламенту ГОСТа Р за номером 54157-2010 круглое изделие также входит в перечень профильной продукции. Однако в тепличном строительстве чаще всего применяют изделия с квадратным и прямоугольным сечением, например, профильные трубы 40х20 мм, потому что к их ровным плоским стенкам проще прикрепить покрытие.
Согласно регламенту ГОСТа Р за номером 54157-2010 круглое изделие также входит в перечень профильной продукции. Однако в тепличном строительстве чаще всего применяют изделия с квадратным и прямоугольным сечением, например, профильные трубы 40х20 мм, потому что к их ровным плоским стенкам проще прикрепить покрытие.
Для разнообразных народнохозяйственных нужд продукцию выпускают в широком диапазоне размеров. Различается она по конфигурации и площади сечения и, естественно, по толщине стенок. Совокупность размеров определяет пластические возможности. На профессиональном языке они называются минимально допустимым радиусом закругления. Значит, прежде чем узнать, как сделать заготовку для каркаса, нужно выяснить, какой наименьший радиус плоской округлой деформации заготовка сможет «пережить» без повреждений.
Для определения минимально допустимого радиуса сгиба квадратного или прямоугольного профиля нам нужна высота h, потому что:
- изделия с высотой профиля до 20 мм согнутся без перехода в разряд непригодного брака, если гибка будет произведена на участке длиной 2,5×h и более;
- трубопрокат с высотой профиля свыше 20 мм без потерь выдержит деформацию на участке длиной 3,5×h и более.
Обозначенные лимиты необходимы тем, кто задумал делать стеллажи, полочки и рамы для форточек или двери. Свои корректировки в область ограничений вносит и толщина стенок. Широкие трубы с тонкими стенками толщиной до 2мм вообще не рекомендуют гнуть. Лучше воспользоваться сваркой.
Домашним мастерам, решившим делать дуги для арочной теплицы, нужно учесть, что применяемые в быту изделия из обычных углеродистых или низколегированных стальных сплавов после приложения к ним усилий имеют свойство слегка «пружинить». Они как бы пытаются вернуться в прежнее состояние. Следовательно, после того как начинающий слесарь своими руками завершит гибку всех дуг, ему придется повторить обработку и вновь подогнать арки по шаблону. Желательно изначально учесть значение пластического момента сопротивления Wp. Его обычно указывают в документах продаваемого стройматериала. Чем данный момент меньше, тем меньше возни будет с подгонкой.
Способы гибки и их особенности
Сгибают профильный трубопрокат как в холодном, так и в горячем состоянии.
Точных указаний по поводу применения нагрева для сгибания нет. Нормативами обозначены только размеры круглого проката, согласно чему воздействовать пламенем на обрабатываемый участок нужно при Ø 100мм и более. С квадратными и прямоугольными формами все происходит несколько иначе. На основании опыта народных умельцев:
- при высоте профиля до 10 мм заготовки однозначно гнут холодным способом;
- при высоте профиля 40 мм и более трубы гнут с нагревом.
Как проще и легче в домашних условиях согнуть профиль с высотой в интервале от 10 до 40мм, исполнителю придется решать самостоятельно. Если в арсенале мастера имеется профилегиб, с его помощью можно создать арочное закругление без нагрева. Нет аппарата, лучше заранее опробовать свои силы.
Вариант #1 – гибка с нагревом
Не поддающийся материал будем деформировать горячим методом, предварительно заполнив его песком. Так и качество обработки повысится, и равномерность сгиба обеспечится. Запасемся для работы «по горячему» брезентовыми рукавицами и приступим:
- из обрезков бруса или поленьев сделаем две пирамидальные заглушки, длина которых должна быть в 10 раз больше ширины основания. Площадь основания каждой самодельной пробки должна быть почти в 2 раза больше квадратного либо прямоугольного отверстия, которое ей предстоит затыкать;
- примерим, как «сядут» заглушки, затем на одной из них выберем с четырех сторон продольные пазы. Они нужны для выхода газа, который скопится при нагреве наполнителя;
- предварительно отжигаем заготовку на участке будущего сгиба;
- приготовим наполнитель.
 В качестве него возьмем чистый строительный песок средней зернистости. За неимением сыпучего стройматериала воспользуемся песком из детской песочницы. Его просеем сначала через сито с ячейками 2 или 2,5мм, чтобы убрать из набивки гравий и кумушки. Крупные включения на поверхности труб могут сформировать ненужный рельеф. Затем просеянную массу снова «пропустим», но уже через мелкое сито с ячейками 0,7мм, чтобы пылеватые частицы не спеклись при нагревании. Весь отсев, как и наполнитель по завершении действий, вернем в песочницу;
В качестве него возьмем чистый строительный песок средней зернистости. За неимением сыпучего стройматериала воспользуемся песком из детской песочницы. Его просеем сначала через сито с ячейками 2 или 2,5мм, чтобы убрать из набивки гравий и кумушки. Крупные включения на поверхности труб могут сформировать ненужный рельеф. Затем просеянную массу снова «пропустим», но уже через мелкое сито с ячейками 0,7мм, чтобы пылеватые частицы не спеклись при нагревании. Весь отсев, как и наполнитель по завершении действий, вернем в песочницу; - прокалим наполнитель при температуре 150ºС;
- забьем один конец деревянной пробкой, на которой нет каналов для отвода газов. Во второй конец установим воронку. В зависимости от размера установим заготовку под углом или перпендикулярно земле. Через воронку порционно будем насыпать наполнитель. Периодически постукиваем по стенкам изделия снизу-вверх деревянной или резиновой киянкой, чтобы песок уплотнился. Сигналом о достаточном уплотнении будет глухой звук;
- закроем заполненную заготовку второй пробкой;
- отметим мелом на заготовке участок нагрева;
- закрепим заготовку либо в тисках с шаблоном, либо в зажиме.
Материал со сварным швом устанавливаем так, чтобы место сварного соединения оказалось сбоку. Вдоль шва нежелательно растягивать или сжимать;
- раскалим отмеченный участок докрасна, и аккуратно придадим заготовке необходимую форму. Сгибаем в один прием поступательным нерезким движением в строго горизонтальной или вертикальной плоскости;
- после остывания сравним результат с шаблоном. Если все в порядке, выбиваем либо выжигаем пробки и высыпаем песок.
Описанная метода хороша для формирования единичных угловых сгибов, т.к. нагревать трубы несколько раз настойчиво не рекомендуют. Металл от многократного температурного шока теряет прочность. Однако при создании округлой арки многократный нагрев неизбежен. Ведь сделать работу в один прием нереально, а охлажденная до светло-вишневого оттенка, т.е. до 800ºС, заготовка может просто разорваться.
Вариант #2 – холодный метод
Пластическую деформацию профильного проката « по холодному» производят, как с наполнителем, так и без его применения. Материал с высотой профиля до 10 мм не требует заполнения. Более толстую трубу лучше заполнить песком или канифолью. Альтернативой песчаному наполнителю послужит пружина плотной навивки, размеры которой позволят плотно установить ее в полость на участке обработки. Пружинящая прокладка будет препятствовать резкому изменению сечения профиля в местах сгиба.
Материал с высотой профиля до 10 мм не требует заполнения. Более толстую трубу лучше заполнить песком или канифолью. Альтернативой песчаному наполнителю послужит пружина плотной навивки, размеры которой позволят плотно установить ее в полость на участке обработки. Пружинящая прокладка будет препятствовать резкому изменению сечения профиля в местах сгиба.
Гнуть «по холодному» в домашних условиях можно:
- вручную с использованием простейших приспособлений типа гибочных плит, тисков и оправки;
- с применением мобильного профилегиба – усовершенствованного аналога ручного трубогиба. Профилегиб отличается от устройства для сгибания круглых труб только формой выемки рабочего ролика;
- путем прокатки на самодельном или фабричном профилегибочном станке, который можно смастерить своими руками или приобрести в готовом виде.
Технические средства механизации гибки разумней и выгодней взять в аренду, если они нужны для разового строительства теплицы. Если в перспективе сооружение зеленых домиков для родственников и соседей или возведение красивой металлической ограды, к примеру, есть резон обзавестись собственной гибочной установкой.
Если в перспективе сооружение зеленых домиков для родственников и соседей или возведение красивой металлической ограды, к примеру, есть резон обзавестись собственной гибочной установкой.
Гибочные приспособления и машины
В семействе устройств и агрегатов для гибки есть представители разной степени технической сложности. Для начала рассмотрим средства для тех, кто озадачен вопросом, как и с помощью чего можно согнуть профильную трубу без применения специального оборудования. Затем перейдем к самодельным прокатным установкам.
Варианты простейших приспособлений
Использование элементарных «помощников» для холодной деформации регламентируют размеры материала:
- тонкий трубопрокат с высотой профиля до 10мм гнут с помощью горизонтальной плиты с отверстиями. В отверстия жестко установлены металлические штыри, играющие роль упоров. Сгибают изделие, расположив его между упорами, установленными в отверстия согласно радиусу гибки. Начинают от середины заготовки и постепенно продвигаются к краям.
 Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации;
Минусы метода в приложении немалых мышечных усилий и в довольно низкой точности деформации; - трубы с высотой профиля до 25мм гнут с помощью роликовых устройств, работающих по принципу станка Вольнова. Металлическая заготовка прочно закрепляется в тисках, а к обрабатываемой части прикладывается физическое усилие через ролик. Гибка производится качественней и равномерней, чем в предыдущем случае. Но от исполнителя по аналогии потребуются недюжинные усилия.
Для формирования изгиба с большим радиусом кривизны, типа дуг для арочного каркаса, применяются неподвижные округлые шаблоны с хомутиками для фиксации заготовки. Относятся данные приспособления к разряду плоскопараллельных пластин. Заготовка с усилием «укладывают» в паз, размеры которого равны размерам трубы. Сгибаемая вручную с помощью оправки труба принимает форму заданного контура.
Модернизированная гибочная плита
Если домашний слесарь не обделен физической силой, для собственных нужд ему пригодится простейший инструмент для довольно трудоемкой деформации профильной трубы. Его можно выполнить в виде панели, прикрепляемой струбцинами к рабочему столу или к верстаку. В приведенном на фото случае гибочная пластина приварена к металлическому постаменту, а вот он-то прикручен четырьмя болтами к бетонному полу мастерской. Чтобы убрать приспособление по завершению работы достаточно будет вывернуть болты. Никаких крепежных штырей после демонтажа не остается и не возвышается над поверхностью пола, значит, ничего не будет мешать передвижению и создавать травмирующих угроз.
Его можно выполнить в виде панели, прикрепляемой струбцинами к рабочему столу или к верстаку. В приведенном на фото случае гибочная пластина приварена к металлическому постаменту, а вот он-то прикручен четырьмя болтами к бетонному полу мастерской. Чтобы убрать приспособление по завершению работы достаточно будет вывернуть болты. Никаких крепежных штырей после демонтажа не остается и не возвышается над поверхностью пола, значит, ничего не будет мешать передвижению и создавать травмирующих угроз.
Принцип изготовления рабочей плоскости предельно прост:
- Гибочной плитой служит панель, вырезанная из толстого листового железа.
- Панель приварена к профильной трубе, устанавливаемой по телескопическим правилам в стойку пьедестала.
- В рабочей плоскости просверлено два отверстия под болты, являющиеся упорами.
- Радиус гибки регулируется с помощью установки на один из болтов насадок подходящего размера.
- С целью сохранения соосности отрезков, прилегающих к сгибу, над заготовкой устанавливается металлическая пластина, фиксируемая болтами.
Постамент многофункционален. У его владельца есть возможность использовать его в качестве миниатюрного верстака для выполнения внушительного количества слесарных операций.
Оправка для сгибания профильной трубы
Метод подходит для изделий с высотой стенки до 25мм. Мастеру потребуется большой по площади верстак и значительное по объему свободное пространство вокруг рабочей зоны. Один край верстака перфорируется часто расположенными отверстиями для крепежа оправки и для выбора оптимального положения детали, фиксирующей трубу. Шаблон для предстоящей пластичной деформации вырезается из толстой фанеры. Правда, фанерная оправка пригодна лишь для разовых гибочных процедур. Если работ по сгибанию предстоит проделать немало, оправки лучше сварить из стального уголка.
Использование ручного профилегиба
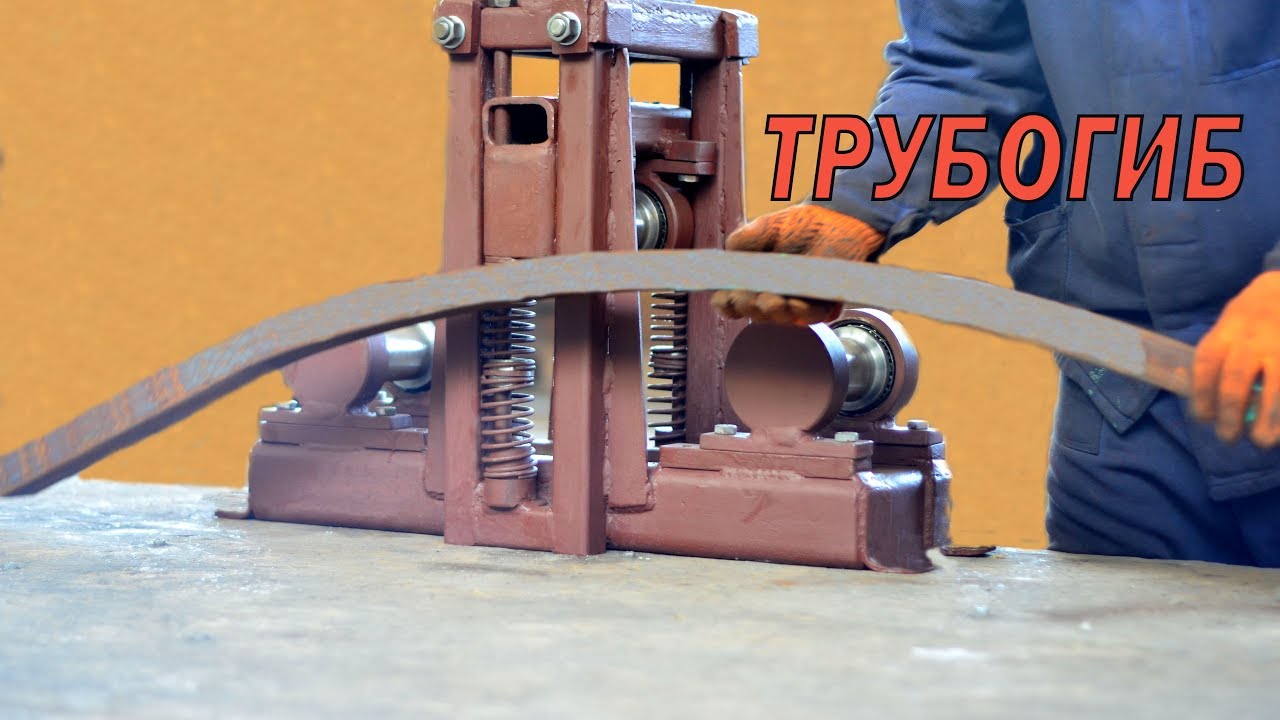
Значительные объемы работ по деформации нуждаются в механизации. Массовое изготовление изогнутых деталей отнимет у исполнителя слишком много здоровья. Чтобы облегчить гибку, желательно сделать станок по чертежу. Применяют их в основном для работ с заготовками крупного размера. Основными рабочими органами ручного агрегата являются три валка, два из которых закреплены неподвижно. Изменение положения третьего подвижного валка определяет угол сгибания.
Чтобы облегчить гибку, желательно сделать станок по чертежу. Применяют их в основном для работ с заготовками крупного размера. Основными рабочими органами ручного агрегата являются три валка, два из которых закреплены неподвижно. Изменение положения третьего подвижного валка определяет угол сгибания.
Если вышеописанные способы не приемлемы, то у будущего владельца теплицы есть два выхода – аренда ручной установки или заказ изготовления округлых деталей. Процесс деформации заготовки продемонстрировало видео: как легче согнуть профильную трубу – многократной прокаткой или физическим воздействием, решать исполнителю.
При работе вручную важно соблюсти правила гибки профильных труб и не делать резких движений. Нужно следить за равномерностью деформации с внешней и внутренней стороны проката. Однако не следует слишком расстраиваться из-за мелких складок на внутренней поверхности сгиба: их можно исправить ударами молотка. Перед началом работ надо сделать шаблоны из проволоки, ДСП или гипоскартона для сверки и получения результата, соответствующего проекту.
Перед началом работ надо сделать шаблоны из проволоки, ДСП или гипоскартона для сверки и получения результата, соответствующего проекту.
как своими руками согнуть профильную трубу своими руками (видео)
Как согнуть профильную трубу в домашних условиях?
Если вы заняты тем, что решили обустроить дачный домик или участок, вам хотя бы раз приходилось сталкиваться с необходимостью придавать трубам нужный изгиб для постройки, например, теплицы или ограды. Своими руками такое сделать под силу с применением особого оборудования после изучения несложной теоретической части.
Профильные трубы для теплицы выглядят намного выигрышнее и практичнее, если сравнить с другими подобными конструкциями. Они прочнее, функциональнее и, конечно же, красивее. Но если круглую трубу можно согнуть трубогибом, то хорошую теплицу из профильной трубы с применением такого инструмента не сделаешь.
Они прочнее, функциональнее и, конечно же, красивее. Но если круглую трубу можно согнуть трубогибом, то хорошую теплицу из профильной трубы с применением такого инструмента не сделаешь.
Методы изменения формы профильных труб
Самым первым методом в данном случае является использование специальных машин и механизмов для изменения формы трубы. Такие машины называются трубогибами и применяют для изготовления опор теплиц. Однако, стоимость такого станка дне назовешь низкой, поэтому его можно взять в аренду или отнести материал в мастерскую.
Если же у вас время от времени возникает потребность делать детали теплиц или прочие округлые конструкции, можно найти ручные трубогибы, которые стоят дешевле и подойдут как для профильных, так и для труб с круглым сечением. Минус такого инструмента в том, что для его применения понадобятся усилия.
Такой инвентарь поможет избежать:
- получения окружности неподходящего радиуса;
- повреждения трубы;
- нанесения порчи своему имуществу;
- нанесения вреда самому «мастеру», который не знает как согнуть трубу в домашних условиях.

Учитывайте, что без применения особого оборудования не получится согнуть металлическую трубу в конструкцию большого радиуса, что и нужно для изготовления теплицы.
Как согнуть трубу с применением трубогибов
Перед тем, как начинать гнуть, нужно выяснить следующее:
- площадь сечения;
- плотность стенок;
- особенности материала;
- радиус;
- точность результатов изгиба;
- качество работы.
Не всякую трубу можно изогнуть в изделие определенного радиуса. Он будет зависеть от плотности стенок и площади сечения. Если не учесть эти параметры, то труба может сплющиваться и заламываться, а это отрицательно влияет на прочность конструкции. С квадратной трубой ситуация обстоит сложнее: по малому радиусу стоит производить сгиб ближе к концам, так как в средней это будет сделать сложнее.
Как выполнить изгиб трубы своими руками
Самый простой способ – применить трубогиб. Он поможет избежать таких неприятностей как искривление и появление волны на сгибе. Происходит это из-за того, что труба изгибается по изначально спроектированному шаблону, а растяжение происходит равномерно.
Происходит это из-за того, что труба изгибается по изначально спроектированному шаблону, а растяжение происходит равномерно.
Вся процедура занимает несколько этапов:
- Деталь зажимают в специальных зажимах (разные машины применяются для трубы как с круглым, так и с квадратным сечением)
- На края трубы надевают пробки, делая пространство внутри герметичным
- Труба заполняется жидкостью
- Выполняют изгиб с помощью специального шаблона
Эта работа производится под внутренним гидростатическим давлением, поэтому деталь теплицы не повреждается. В одиночку произвести все манипуляции довольно сложно. Однако вы можете работать в паре.
Как согнуть профильную трубу с применением болгарки и сварки
Если у вас нет дорогостоящего оборудования или вам нужно выполнить разовую работу по монтажу теплицы, воспользуйтесь подручными материалами. Гибка вполне возможна, если есть болгарка и сварочный аппарат.
Последовательность действий при гибке такая:
- Рассчитать радиус, каким будет закругляться труба
- По длине участка, который нужно изогнуть, выполнить поперечные надрезы с трех сторон
- Гнуть трубу, не применяя особой физической силы
- Сварить места пропилов
- Шлифовать место сварки
Если все сделано правильно, швы после шлифовки и покраски будут незаметными.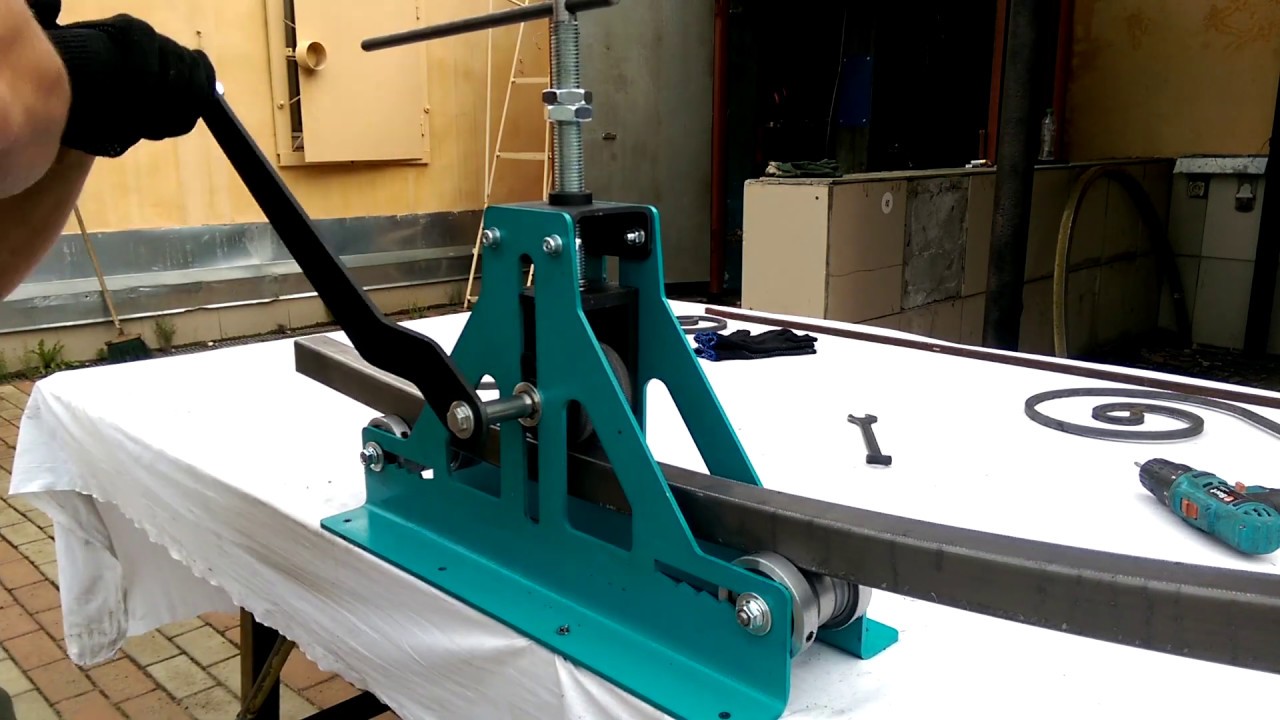 Посмотрите видео с подробным описанием этого простого, но действенного метода.
Посмотрите видео с подробным описанием этого простого, но действенного метода.
Как согнуть трубу с использованием средств внутреннего противодействия
Одним из средств, позволяющих гнуть профильную трубу, является специально изготовленная пружина. Она применяется в тех случаях, когда сохранение целостности стенок конструкции является принципиальным.
- Для работы берут стальную проволоку с радиусом 0,2 сантиметра. Чем плотнее стенки, тем толще должна быть применяемая проволока
- При помощи полнотелого эталона навить пружину с квадратом в поперечном сечении. Площадь сечения зависит от размера профилированной трубы: она должна свободно помещаться в трубу
- Пружину помещают вовнутрь трубы в ту область, где предполагается изгиб
- Деталь прогревается специальной паяльной лампой.
- В это время нужно деформировать дугу нужного радиуса, а пружина, находящаяся внутри, сохранит профильную трубу от излома
Эта методика трудоемка, зато изготовленная раз пружина будет служить многократно. Весь технологический процесс можно увидеть на видео, которых достаточно много в сети (по запросу «как согнуть профильную трубу в домашних условиях», например). Если же вы не уверены, что сможете правильно согнуть металлическую профильную трубу для теплицы своими руками, то лучше обратиться за помощью специалистов. Найти опытного мастера можно на сайте YouDo – здесь зарегистрированы высококлассные специалисты, которые легко решают такие задачи.
Весь технологический процесс можно увидеть на видео, которых достаточно много в сети (по запросу «как согнуть профильную трубу в домашних условиях», например). Если же вы не уверены, что сможете правильно согнуть металлическую профильную трубу для теплицы своими руками, то лучше обратиться за помощью специалистов. Найти опытного мастера можно на сайте YouDo – здесь зарегистрированы высококлассные специалисты, которые легко решают такие задачи.
Как согнуть профильную трубу своими руками
О том, как выполнить изгиб профильных труб самостоятельно в домашних условиях, задумываются многие, когда возникает необходимость построить на участке беседку, теплицу и другие строения такого типа. И это не случайно, поскольку выглядят профильные трубы гораздо выигрышнее по сравнению с изделиями, произведенными из труб обыкновенных круглых сечений.
Но обычную трубу, у которой круглое сечение, можно согнуть при помощи обыкновенного трубогиба, а профильную трубу при помощи трубогиба согнуть не удастся, потому что у гидравлических обычных трубогибов у башмаков и роликов сгиб имеет форму округлую. Если попробовать профильную трубу изогнуть, то на трубе появятся изломы и трещины или же труба сплющится.
Если попробовать профильную трубу изогнуть, то на трубе появятся изломы и трещины или же труба сплющится.
Советы
Трубогиб для профильных трубС этой целью применяются несколько способов. К их числу относится гибка при помощи специальных станков, предназначенных специально для труб профильного типа. Такого вида станки называются профилегибами. Однако эти станки имеют весьма приличную стоимость. Кроме того, рядовому домовладельцу ни к чему профессиональное оборудование. Если трубу согнуть требуется лишь один раз, то можно в продаже найти ручные трубогибы, которые подходят и для профильных труб и для круглых. Они стоят относительно недорого (до 100 долларов). При сгибании труб с помощью ручного трубогиба потребуется приложить значительные физические усилия.
Еще один метод, который в таких случаях нередко используется – это выполнение сгиба трубы своими руками с помощью народных методов. Но подобным способом можно согнуть трубы, у которых либо небольшое сечение, либо они изготовлены из достаточно мягкого металла, например, меди.
С помощью трубогиба
Использование профилегибаДля того чтобы самому произвести изгиб профильной трубы, необходимо исходить из радиуса изгиба, материала, из которого труба изготовлена, толщины стенок, а также сечения трубы. Кроме того, следует учитывать требуемую сгибаемую точность, качество изделия, которое получается в результате и условия производства.
Изгиб труб профильных выполняется в допустимых пределах размеров их сечения, а также толщины стенок. При этом необходимо избегать, чтобы поперечное сечение трубы сплющивалось, и происходил излом внутренней части трубы.
Когда труба находится в станке, то она по краям обхватывается и растягивается. Одновременно с этим труба и изгибается в процессе движения гибочного шаблона.
Обратите внимание! Для того чтобы на сгибе сохранить стойкость стенок трубы, сгибание выполняется под внутренним гидростатическим давлением. Для этого на концы трубы надеваются заглушки, и внутрь трубы подается жидкость.После этого к середине трубы подводится гибочный шаблон. При помощи этого шаблона и выполняется изгиб, придавая при этом трубе необходимую форму.
С применением сварки и болгарки
Сгибаем с помощью болгаркиСогнуть профильную трубу можно также без использования специальных инструментов и станков.
Причем можно добиться в большинстве случаев изгиба действительно хорошего качества.
Для того чтобы сгибать профильную трубу при помощи сварочного аппарата и болгарки, необходимо выполнить следующее:
- рассчитать радиус загибания (закругления) трубы;
- по длине изгибаемого участка равномерно сделать с 3-х сторон пропилы;
- после этого труба с легкостью гнется;
- пропиленные места свариваются;
- места сварки обрабатываются и шлифуются.
Можно достичь таким способом хорошего внешнего результата при требуемом радиусе изгибания трубы.
С применением средства внутреннего противодействия
Сгибание труб методом противодействияВ качестве такого средства может служить специально изготовленная пружина. Прежде чем согнуть трубу, из стальной проволоки навивается пружина квадратного сечения. Каждая сторона сегмента пружины должны иметь величину, которая на 1,5-2 мм будет меньше внутренней величины сечения трубы. Это необходимо для того, чтобы пружина без всяких усилий могла внедриться в трубу. После того как устанавливается место изгиба трубы, прежде чем начать ее гнуть, изгибаемый участок разогревается паяльной лампой. Затем на болванке производится изгиб трубы. Радиус этой болванки равен требуемому радиусу гнущейся трубы.
Прежде чем согнуть трубу, из стальной проволоки навивается пружина квадратного сечения. Каждая сторона сегмента пружины должны иметь величину, которая на 1,5-2 мм будет меньше внутренней величины сечения трубы. Это необходимо для того, чтобы пружина без всяких усилий могла внедриться в трубу. После того как устанавливается место изгиба трубы, прежде чем начать ее гнуть, изгибаемый участок разогревается паяльной лампой. Затем на болванке производится изгиб трубы. Радиус этой болванки равен требуемому радиусу гнущейся трубы.
Медная профильная труба (для отопления или водопровода) в зимний период при необходимости может быть согнута несколько оригинальным методом. Для этого необходимо: медную трубу заполнять водой, предварительно пробкой закрыв один из концов. Труба выставляется на мороз, пока жидкость полностью не замерзнет. Изгибание трубы из меди после этого выполняется по шаблону соответствующего радиуса. При этом не прикладываются усилия, и не теряется сечение.
Видео
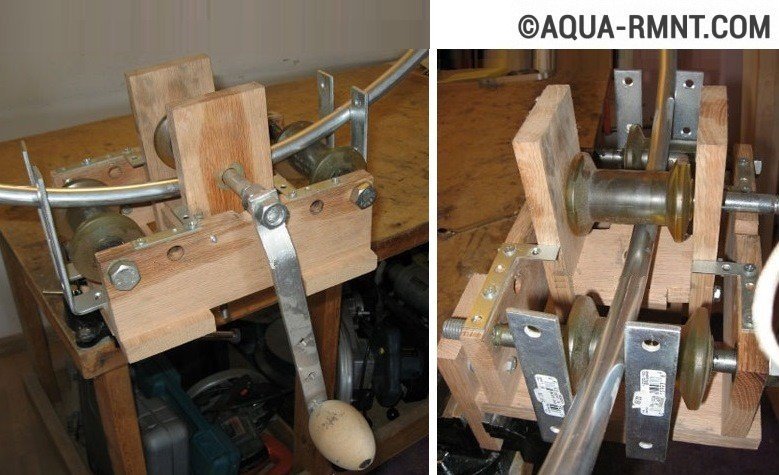
Вот такой ручной профилегиб можно собрать самому:
Как согнуть трубу без трубогиба своими руками, видео
Время от времени в быту приходится деформировать металлические трубы различной конфигурации и длины. Как согнуть трубу без трубогиба, если нет возможности его приобрести, или стационарно установить? Тем не менее, существуют достаточно простые технологические приёмы, позволяющие имеющимися подручными средствами изогнуть металлическую (алюминиевую, медную и даже стальную) трубу своими руками, причём не только круглого поперечного сечения, но даже и профильную.
Почему не стоит получать такие изделия при помощи обычного молотка и наковальни
Чаще всего гибка труб выполняется с целью обеспечения сантехнических коммуникаций или внутренней разводки водопроводной сети в доме. Высокое значение момента сопротивления полого элемента не просто увеличивает усилие, но и сопровождается значительной деформацией внутреннего периметра. Такая труба, возможно, и пропустит через себя поток жидкости, но с огромным гидросопротивлением¸ которое в итоге приведёт к преждевременному разрушению арматуры. Не говорим уже о том, что сам вид такого изделия не может вызывать эстетического удовольствия.
Такая труба, возможно, и пропустит через себя поток жидкости, но с огромным гидросопротивлением¸ которое в итоге приведёт к преждевременному разрушению арматуры. Не говорим уже о том, что сам вид такого изделия не может вызывать эстетического удовольствия.
Обычная гибка труб при помощи молотка (либо кувалды – если есть желание согнуть профильную трубу с большим периметром) и наковальни с надлежащим качеством невозможна. Дело в том, что при сосредоточении изгибающей нагрузки по внешней поверхности трубы, внутренний её периметр никаким силовым фактором не уравновешивается. В результате возникают опасные растягивающие напряжения, которые становятся причиной появления многочисленных складок, трещин и гофров.
Таким образом, для качественного результата следует создать в зоне гиба подпирающее усилие, благодаря которому в зоне деформации создастся объёмное напряжённое состояние. Последнее повышает пластичность, и позволяет выполнять деформирование без опасности разрушения.
Гибка труб, круглых в плане
При отсутствии трубогиба деформацию можно выполнять двумя методами:
- Механическим, приложением необходимого изгибающего момента;
- Термическим, путём снижения предела текучести материала.
Механические методы, в свою очередь, подразделяются на гибку с применением профилированного инструмента, и с использованием промежуточных рабочих сред.
Для осуществления гибки по контуру вполне пригодны металлические ролики, имеющие канавки под установку резиновых колец. Имея набор из таких роликов, можно обрабатывать трубы широкой номенклатуры. Ролики с квадратными канавками позволят согнуть и профильную трубу.
Схема гибки при помощи рычага-удлинителя
Необходимо отметить, что описанные далее приёмы не потребуются, если предстоит гибка на небольшой (до 15 — 20°) угол, а также при радиусах, более чем в 6 — 10 раз превышающих толщину стенки (меньшие значения касаются более пластичных материалов).
Гибка на жёстком инструменте
Например, медную или алюминиевую трубу диаметром не более 20 — 30 мм можно согнуть на простой оправке, которую можно изготовить из двух толстолистовых полос. Их внешняя конфигурация должна соответствовать требуемому значению радиуса гибки, а расстояние равняться примерно половине внешнего размера изделия. Такую конструкцию легко изготовить своими руками, а затем прикрепить при помощи профильных уголков к верстаку, либо просто зажать в тисках. По периметру сверлится несколько отверстий, в которые вставляются хомуты, фиксирующие противоположный конец. После этого деформация (в буквальном смысле слова) своими руками выполняется достаточно легко.
Ограничением данного метода является то, что габариты инструмента определяются длиной заготовки, поэтому гибка длинных труб потребует значительного свободного пространства. Универсальность способу придаст регулируемое расстояние между смежными полосами, на которые будет опираться обрабатываемая деталь.
Термический способ заключается в том, что подлежащий обработке участок разогревается паяльной лампой до температуры 350 — 400 °С. В результате увеличивается пластичность, что позволяет снизить верхнюю допустимую границу усилий гибки. Прилагаемая деформирующая сила заметно снизится, что даст возможность согнуть своими руками даже толстостенную или профильную трубу. Вместе с тем для стальной трубы качество поверхности ухудшится. Поэтому после обработки придётся применить последующее шлифование или пескоструйную обработку. Алюминиевую или медную трубу большого диаметра часто изгибают именно таким способом.
Гибка с применением промежуточной рабочей среды
Данный метод является одним из наиболее качественных. К тому же, он не имеет ограничений, как по поперечной конфигурации, так и по длине детали. Последовательность реализации процесса следующая:
- В подлежащую гибке заготовку засыпают доверху мелкий (это важно!) песок.
- Нижнюю часть заглушают деревянным чопиком.
- В противоположный торец вливают воду, чтобы увлажнить песок, и повысить его сплошность.
- Заготовку периодически встряхивают, чтобы снизить до минимума пустоты.
- Когда труба полностью заполнена, её заглушают.
- Опирают изделие на толстостенную трубу с подходящими размерами.
- Выполняют изгиб своими руками до требуемой конфигурации, учитывая пружинение (медную или алюминиевую трубу гнут непосредственно «в размер», а стальную – до угла, превышающего необходимое значение на 5 — 7°).
- Выжигают чопики, и тщательно очищают конструкцию.
Можно применять также пружину растяжения, габариты которой соответствуют размерам трубчатой заготовки. Пружину предварительно прикрепляют к прочному пруту, а после окончания процесса извлекают его. Трудность заключается в подборе требуемого диаметра пружины, и в последующем её распрямлении.
Простой способ красиво согнуть профильную трубу под 90 градусов
Здравствуйте, уважаемые читатели и самоделкины!Возможно многим из Вас в своей практике приходится иметь дело с профильными трубами, а также различными видами их соединений.
В данной статье, автор YouTube канала «Be Creative», расскажет Вам про один из способов красиво согнуть профильную трубу под углом 90 градусов.
Это соединение весьма надежно, и имеет эстетичный внешний вид. На нем также отсутствуют острые внешние углы, которые нежелательны для различных мебельных конструкций и спортивных снарядов.
Материалы.
— Профильная стальная труба 40Х40 мм.
Инструменты, использованные автором.
— Сварочный аппарат
— Болгарка
— Отрезной и зачистной диски
— Рулетка, угольник, маркер.
Процесс изготовления.
Первым делом мастер отмеряет точку сгиба профильной трубы размерами 40Х40 мм. После этого он размечает поперечные линии со всех сторон заготовки.
Теперь один из важных моментов. Автор отмечает половину ширины трубы, и откладывает ее от первой линии. Также наносит разметку поперечных линий вокруг трубы.
Для радиусной разметки подойдет либо циркуль, или любой круглый предмет подходящего диаметра.
Эта радиусная линия наносится с двух противоположных сторон, и отмечаются места, подлежащие удалению.
С одной стороны делаются прорези между первыми двумя линиями.
Далее удаляются две боковые стороны.
Полученная заготовка слегка разгибается в обратную сторону, а затем и в обратную. Так получается прямой угол со внешним скруглением.
Заготовка прихватывается с двух сторон.
Затем все швы тщательно провариваются.
После удаления шлака, поверхности сварных швов обрабатываются лепестковым зачистным диском.
Вот такое красивое и надежное соединение получилось у автора. Такой способ разметки подойдет для профильных труб и других размеров.
Благодарю автора за простой, но весьма полезный и красивый способ углового изгиба профильной трубы!
Всем хорошего настроения, удачи, и интересных идей!
Авторское видео можно найти здесь.
Источник (Source)
Как согнуть профильную трубу для теплицы: эффективные способы
Когда каркас теплицы сделан из трубопроката с квадратным или прямоугольным сечением, он очень надежен и срок его эксплуатации достаточно длительный. В данной статье речь пойдет о том, какими способами согнуть профильную трубу, чтобы арочная конструкция для вашей теплицы получилась правильной, надежной, недорогой.
Как приготовить квадратную дугу
Благодаря тому, что металлоконструкция намного тоньше по сравнению с деревом, естественного света в теплице оказывается больше. Также этот материал более технологичен. Занимаясь возведением арочной теплицы, профиль нужно согнуть. Сгибается он для арки, идущей вертикальным способом от основания вверх, и посередине, дугообразным способом. Например, если вы выбираете теплицу Митлайдер, прочность каркаса будет обеспечена за счет соединения стоек и балок. В куполообразных парниках конструкции состоят из многоугольных рам (алюминия/металла), но собирать их самостоятельно достаточно трудно.
Сам же каркасный материал выбирается «под конструкцию» всего сооружения и его размеров. Если вы собираетесь строить теплицу арочного плана, каркас которой из металла, а не из гипсокартона, подготовьте:
- гибкие прутья (для полудуг) – длиной полтора метра, в количестве 12 штук;
- для строения высотой 1.8 м – 10 штук прутьев, длина которых 2 метра, а диаметр 30 миллиметров;
- изготавливать каркас необходимо начинать с того, чтобы определить отверстия для прутьев, иногда бывает нужно согнуть квадратную трубу, в которой сечение 20 на 20, а диаметр будет три метра.
Вам понадобятся такие инструменты:
- гибочный станок;
- профильные трубы;
- рулетка, простой карандаш;
- болгарка;
- сварка.
Гибочный станок можете сделать самостоятельно, на нем собственно и необходимо гнуть профильную трубу. Прокручивайте его рукояткой. Потребуется приложить немало сил, даже когда толщина стенки материала около двух миллиметров, ведь это не то что гипсокартон сложить! Если станка у вас нет, можете согнуть и руками. Скрепите трубы, идущие параллельно. Нужного радиуса дугу изобразите прямо на земле, приложите изделие и подогните таким образом, чтобы оно стало точно таким же, как и на чертеже. Следующую дугу нужно гнуть по образцу первой.
Трубу заранее нужно подпилите на равные части при помощи Болгарки, и дальше уже гнуть по образцу. В тех местах, где были подпилы, обработайте при помощи точечной сварки. Легкий и крепкий профиль достаточно легко соединить с плоскостями. К тому же он способен выдержать достаточно большую поперечную нагрузку.
Использование трубогибочного станка
Каждый, кто пытался согнуть профильную трубу, осведомлен с тем, что это очень нелегко. Гораздо проще и легче работать с гипсокартоном, но не в данном случае! Здесь на помощь — специальный трубогибочный станок или же собственноручный метод. Также один из способов – это огонь. Одну часть трубы прогревают, потом при помощи рычага, под определенным углом, сгибают. К недостаткам можно отнести внешний вид (по завершении) – довольно-таки неэстетичный и то, что потребуется приложить много физических усилий, ведь это же не гипсокартон!
Конечно же, при помощи трубогибочного станка согнуть трубу можно намного аккуратнее, быстрее и легче. Держась за рукоятку, профиль тянется по валикам станка, притом что другой из них придавливает материал, чем и деформирует его. Гнуть изделие таким способом гораздо «приятнее», когда оно проходит через трубогиб, превращается в арку, причем того радиуса, который ему задали. Используя ручной станок, изделия можно гнуть, чтобы подогреть теплицу в период холодов.
Изготовить трубогиб. Вам понадобятся:
- 3 штуки ролика;
- специальный кронштейн с прижимной осью и ходовой винт;
- стол из металла;
- шаблон и заготовка;
- трубы из стали, диаметром 0.7-1.5 см;
- швеллер и сварка;
- раствор из бетона.
Способы гибки
Согнуть трубопрокат для теплицы можно холодным или горячим способом. Предусмотрены оба варианта. Если нагревать его при помощи газовой горелки, пластичность будет гораздо выше. Но если у трубы небольшое сечение, его и так легко согнуть, без воздействия высоких температур. Трубы с тонкими стенками пластичны, их легко гнуть. Каких-либо конкретных рекомендаций относительно нагрева материалов нет, за исключение трубы, диаметр которой более ста миллиметров. Но если труба квадратной или прямоугольной формы, работать с ними нужно немного по-другому.
Если высота профиля менее десяти миллиметров, гнуть его нужно холодным. Если же высота от сорока миллиметров, тогда без нагрева не обойтись. Относительно сгибания материала высотой от десяти до сорока миллиметров, каждый решает уже сам для себя, как кому и каким способом удобно, ведь это не гипсокартон все-таки гнуть нужно! Если у вас имеется специальное приспособление для сгибания трубы, тогда вы сможете обойтись и без нагрева.
Видео «Как сделать трубогиб и согнуть ним профильную трубу»
Много необходимой информации о трубогибе, чтобы в итоге сделать каркас для теплицы.
Холодный метод
Если высота профиля до десяти миллиметров, его необходимо заполнить. Использовать для этого можно песок, канифоль или пружину с плотной навивкой. Можно делать это своими руками, для чего понадобится: гибочная плита, тиски и оправка, профиле гиб (его вы можете как самостоятельно сделать, так и приобрести в магазине).
С нагревом
Материал, который не поддается холодному способу, необходимо нагревать под воздействием высоких температур. Предварительно трубу заполняют песком для равномерности сгибания и качества работ. Вам обязательно понадобятся варежки из брезента. Обрезки (поленья) понадобятся для заглушки пирамидальной формы, длиной по сравнению с основанием, раз в десять раз более. Сама площадь основания пробки должна превышать в два раза размер отверстия, которое она будет закрывать. Примерьте, как садятся пробки, потом на одной сделайте пазы продольной формы, с каждой стороны. На будущем сгибе нужно отжечь заготовку.
Приготовьте наполнитель из строительного среднезернистого песка (его нужно хорошенько просеять, несколько раз через сито с ячейками разных диаметров, сначала 2 мм, потом 0.7 мм). Далее наполнитель нужно накалить при воздействии температуры в 150 градусов по Цельсию. Один конец трубы забейте заглушкой, на втором поставьте воронку. Заготовку устанавливать необходимо перпендикулярно к земле, или под углом, все зависит от размера. И через воронку наполняйте песком. Для того чтобы он уплотнялся, постукивайте киянкой по трубе. Глухой звук означает заполненность.
После чего закройте второй пробкой тот конец трубы, через который засыпали песок. Закрепите изделие в зажиме для труб или в тисках. Сварное соединение должно оказаться сбоку. Очень аккуратно придайте необходимую форму трубе. Одним приемом согните ее не резко, но обязательно в вертикальном или только в горизонтальном положении. Все получилось. Пробки можно выбить (выжечь) и песок высыпать, материал для каркаса теплицы готов!
Видео «Как работает трубогиб»
В этом видео можно увидеть последовательность действий, которые необходимо осуществить для того, чтобы согнуть трубу.
Как согнуть профильную трубу с помощью угловой шлифовальной машины • CIMFLOK.COM
Использование профильных труб (квадратного или прямоугольного сечения) становится все более популярным, так как они обладают высокой прочностью и хорошими показателями надежности. При этом правильно согнуть профильную трубу, не нарушая ее целостности и функциональности, не так уж и просто. Особенно остро стоит вопрос гибки профильных труб своими руками в домашних условиях.
Применение гнутых профильных труб для благоустройства дома, двора и сада
Основные свойства профильных труб
Основное отличие профильной трубы от традиционной — это ее поперечное сечение. Именно разница в поперечном сечении не всегда позволяет применить обычные стандартные методы гибки и добиться необходимого радиуса кривизны . Кроме того, промышленность выпускает профильные трубы из различных материалов: латуни, меди, алюминия и др., Что влечет за собой использование различных техник гибки.
Также следует помнить, что любые механические воздействия с целью изгиба профильных труб могут внести дефекты, а иногда и привести к нарушению целостности конструкции, поэтому нелишним будет позаботиться о возможности растяжения профильной трубы. когда он согнут.
Разнообразие применения гнутых труб для эстетических целей
Для достижения необходимого радиуса изгиба при выполнении работы самостоятельно нужно обращать внимание на плавность, неторопливые движения, а также усилия, которые значительно снизят вероятность поломки и помогут получить желаемую изогнутую форму изделия.
Толщина стенок профильной трубы также влияет на выбор необходимого способа гибки. Но если четко представить себе конечный результат, правильно и вдумчиво подойти к выбору способа гибки профильной трубы, то получившаяся конструкция будет отличаться прочностью, эстетичностью и надежностью.
Оригинальная садовая скамейка на ножках из гнутой профильной трубы
Полезный совет! Напомним, что тепловое воздействие на профильную трубу влечет за собой изменение внутренней структуры материала, из которого она изготовлена, а может существенно повлиять на свойства прочности и надежности. св., повторное воздействие с изменением формы трубы (изгиб, изгиб) приводит к ее разрушению.
Особенности использования трубогиба
Перейдем к вариантам, как согнуть профильную трубу в домашних условиях.Отметим сразу, что согнуть профильную трубу своими руками без применения специальных инструментов довольно сложно, особенно если толщина стенки трубы большая. Самым приемлемым и уместным в домашних условиях будет использование трубогиба. Трубогиб отличается наличием специального приводного колеса, которое при движении по одной из граней позволяет изгибать профильную трубу по мере необходимости для пользователя.
Трубогиб ручной механический трехвалковый для профильной трубы
Трубогибы бытовые и электрические.В первом случае гибка профильной трубы осуществляется вручную путем перемещения колес трубогиба специальной ручкой. Это допустимо, если сечение трубы небольшое, а сама конструкция не громоздкая и вы можете изменить ее форму своими руками.
Видео: как согнуть профильную трубу с помощью угловой шлифовальной машины
В противном случае, когда объем работ и размеры трубы достаточно велики, потребуется трубогиб с электроприводом, приводимый в действие простым нажатием кнопки.Принцип работы аналогичный: движение колеса по краю. Но результат более эстетичный и менее трудоемкий.
Гидравлический трубогиб для круглых и профильных труб
Если работа одноразовая, то покупать спецтехнику и проводить работу на дому нет смысла, лучше обращаться в специализированные компании, можно арендовать станок. Как гнуть профильные трубы без трубогибов, будет рассказано позже.
Альтернативные варианты гибки труб в домашних условиях
Рассмотрим, как согнуть профильную трубу без использования специальных машин.Следует отметить, что изгиб профильной трубы по радиусу должен удовлетворять следующим требованиям:
- желаемая толщина стенки трубы должна быть более 2 см, в противном случае изгиб чреват нарушением целостности конструкции трубы;
- положите высоту профиля трубы Z> 2 см, тогда профильная труба, изогнутая на длине 3,5 x Z, не разрушится и не потеряет надежности.
Важна температура продукта во время гибки.Не секрет, что в нагретом состоянии легче изменить кривизну металлического изделия. Но, если работа ведется в домашних условиях, обязательно соблюдать технику безопасности и следить за своими действиями.
Полезный совет! Следует отметить, что профильные трубы с высотой профиля до 1 см не нуждаются в обогреве для придания им криволинейной формы, тогда как трубы с профилем с высотой профиля более 4 см не гнуть собственными руками и без подогрева.
Гибка профильных труб на угловой шлифовальной машине
Еще один способ добиться нужного радиуса изгиба своими руками — использовать угловую шлифовальную машину. В месте предполагаемого изгиба необходимо сделать несколько поперечных надрезов (обычно их нужно три), затем просто согнуть профильную трубу своими руками и приварить место надрезов сварочным аппаратом.
Так как профильная труба имеет сечение правильной формы, конечный продукт будет иметь полностью эстетичный вид (если тщательно отшлифовать сварные участки) с ненарушенными показателями прочности.
Пружинный метод
Гибка трубы малого сечения с помощью пружины
Способ довольно простой и реализуется следующим образом: нужно взять проволоку (желательно стальную) толщиной около 2 мм, сделать из нее квадратную пружину, которую вставляете в трубу, потом стоит прогреть место изгиба и изгиба трубы до необходимого радиуса. Стоит сразу следить, как правильно согнуть профильную трубу, так как нагретая труба долго не сохранит свою пластичность.
Полезный совет! При изготовлении пружины следите за тем, чтобы ее отрезки были на полтора-два миллиметра меньше соответствующей стороны отрезка профильной трубы. В таких условиях поместить пружину внутрь профильной трубы несложно.
Трубогиб для профильных труб любого сечения с электродвигателем
Гибка труб песочная
Когда нет возможности проводить работы в специализированных мастерских, а бизнес ограничивается домашними условиями и делать своими руками, на помощь приходят самые разные идеи, как согнуть профильную трубу, не затрачивая больших финансовых и физических средств. усилие.Рассмотрим подробнее, как согнуть профильную трубу: в домашних условиях можно использовать песок, обязательно просеянный и просушенный. А также деревянные клинья, которые соразмерны сечению трубы и могут быть забиты в нее.
Порядок действий следующий:
- забить клин с одной стороны трубы;
- насыпать внутрь песок; С другой стороны,
- забивает клин, получая таким образом своего рода заглушку.
Далее, закрепив один конец, можно гнуть до нужного радиуса.сверху изгиб также можно нагреть для облегчения работы. Целостность и долговечность трубы обеспечит засыпанный песок, который после успешного сгибания можно удалить, предварительно выломав деревянные клинья.
Самодельное устройство для гибки профильных труб
Как согнуть профильную трубу водой
Профильные трубы можно гнуть в домашних условиях по мере необходимости по проекту, используя воду. В этом случае труба должна быть из меди или любого другого цветного металла.Необходимо закрыть один из концов профильной трубы заглушкой и залить внутрь воду. Важно обеспечить его наличие при отрицательной температуре, чтобы вода могла замерзнуть. В таком состоянии гнуть своими руками профильные трубы как прямоугольного, так и квадратного сечения не представляется сложной задачей.
Полезный совет! Помните, профильная труба квадратного сечения будет легче гнуться ближе к концам, а не к середине.
Трубогибы | Carell Corporation
ТРУБЫ И ТРУБОГИБЫ
Щелкните изображение или прокрутите вниз для описания,
стандартное оборудование, опции и технические характеристики
Трубы и гибка труб, такие как «гибка под давлением» или «поворотная гибка с вытяжкой», используются для придания заготовке формы штампа.Прямой трубный материал может быть сформирован с использованием гибочного станка для создания множества одиночных или множественных изгибов и придания детали желаемой формы.
СЕРИЯ ETM
Серия ETM оснащена новейшими технологиями, предназначенными для гибки с трубами и профилями оправки или без них, а также с возможностью гибки как в правом, так и в левом направлении. Диапазон диаметров составляет от 1/2 дюйма до 3 дюймов и позволяет изгибать более 180 ° с высочайшим качеством отделки при минимальном радиусе изгиба в 3 раза больше диаметра трубы.
Благодаря нашему новому «цифровому сенсорному экрану для программирования гибки» эти машины чрезвычайно просты в использовании: они позволяют выбирать до 99 программ для каждой из них с 5-ступенчатой последовательностью операций гибки с автоматической регулировкой упругого возврата материала. Более того, он также может сохранять и сохранять каждый проект как повторяемую программу.
ETM60HD
ETM76HD
ETM80HD
ETM90HD
Ротационные гибочные машины!
Pedrick Tool & Machine Co.Основанная в 1875 году в Филадельфии, штат Пенсильвания, мы разработали нашу линейку ротационных гибочных машин для судостроения, нефтехимии, промышленности и технического обслуживания по всему миру, используя самые современные материалы и компоненты в машиностроении для гибки толстостенных труб, труб и конструкционных профилей. Линия включает 12 моделей для любого бюджета и приложений.
Отводы, изготовленные по радиусу изгиба 3D, соответствуют спецификациям Американского института нефти (API) по овальности (сплющиванию) и утонению стенки.
КОНЦЕПЦИЯ: Принцип ротационной компрессионной гибки использует неподвижную формовочную матрицу и мощный рычаг стеклоочистителя, который вращается вокруг матрицы, которая протягивает заготовку вокруг матрицы для создания изгиба. Рычаг стеклоочистителя фиксируется во вращающейся верхней пластине. Различные структурные, профилированные и экструдированные секции также могут быть сформированы с использованием процесса ротационного сжатия, экономя время и деньги!
СТАНДАРТНОЕ ОБОРУДОВАНИЕ: Эти машины Pedrick имеют рабочую поверхность и вращающуюся верхнюю пластину из толстой нормализованной стальной пластины, установленную на прочной литой или легированной стальной раме.Гибочный рычаг приводится в действие электрическим самоторможением, бесщеточным двигателем-редуктором SEW-Eurodrive с прямым углом, установленным под столом. Цикл изгиба контролируется реверсивными контакторами, модулями защиты двигателя от перегрузки и управляющим трансформатором, которые соответствуют спецификациям NEC, JIC и UL. Распределительное устройство заключено в шкаф в стиле NEMA, укомплектованный внешним разъединителем с предохранителем Lock-Out / Tag-0ut. Регулируемые концевые выключатели и ручные органы управления входят в стандартную комплектацию.
Характеристики: (щелкните, чтобы открыть pdf)
• С механическим приводом.(Без гидравлики или
пневматика используется для гибки трубы или трубы)
• Чугунный или стальной корпус для тяжелых условий эксплуатации
• Конический редуктор с цилиндрической зубчатой передачей
с двигателем и тормозом TEFC
• Валы из термообработанного сплава
• Сферические роликоподшипники
• Блок управления NEMA 12 соответствует спецификациям NEC JIC
• Концевой выключатель для выбора угла и
Автоматический реверс
Преимущества:
• Быстрая смена инструмента
• Регулируемые концевые выключатели
• Требует минимального обслуживания
• Доступно 12 моделей и переносных устройств!
Опции:
• Инструменты не являются обязательными и указаны в соответствии с
на производственные нужды
• Цифровое управление не является обязательным для замены
концевые выключатели с ручной регулировкой
• Напряжение машины может быть установлено для любого
страна или электросеть.
Машины отправляются напрямую с нашего предприятия к вам после всесторонних испытаний
нашими механиками, прошедшими обучение на заводе
ТРУБОГИБЫ СЕРИИ UNI
Модели без оправки: UNI-42 UNI-60 UNI-63 UNI-70 / C UNI-76 UNI-89
созданы для долговечности, изготовлены из стали, но при этом имеют экономичную цену, имеют компактную площадь основания, систему быстрой смены инструментов и программируются цифровым способом для обеспечения прецизионной повторяемости.
ИЗГИБ УНИ-42 3/4 «
Ротационный трубогиб без оправки
Сохранение в цифровом виде 9 программ, до 9 изгибов в каждой
Односкоростной гибочный станок
Роторный привод с электрическим приводом, 220 В, только однофазный
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры для плоскости изгиба
Изгиб UNI-60 1-1 / 2 «
Ротационный трубогибочный станок без оправки
Сохранение в цифровом виде 9 программ, до 9 изгибов в каждой
Односкоростной гибочный станок
Роторный привод с электрическим приводом, 220 В, только однофазный
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры плоскости изгиба, комплект оправки для изгиба оправки небольшого объема, аксессуары для малого радиуса
UNI-60 Combi-Cal 1-1 / 2 «
Ротационная гибочная машина без оправки
Сохранение в цифровом виде 9 программ, до 9 изгибов в каждой
Односкоростной гибочный станок
Роторный привод с электрическим приводом, 220 В, только однофазный
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры для плоскости изгиба
UNI-63 BENDER 1-1 / 2 «
Ротационный трубогибочный станок без оправки
Сохранение в цифровом виде 50 программ, до 9 изгибов в каждой
Двухскоростной гибочный станок
Электрический вращающийся привод, 220/460 В, 3 фазы
ОПЦИИ
Инструменты и комплекты для труб и труб, позиционеры плоскости изгиба, комплект оправки для изгиба оправки небольшого объема, аксессуары для малого радиуса
UNI-70 / C BENDER 2 «
Ротационный трубогибочный станок без оправки
Сохранение в цифровом виде 50 программ, до 9 изгибов в каждой
Двухскоростной гибочный станок
Поворотный привод с электрическим приводом
Поставляемые оправки 2 приводных размеров
ИЗГИБ UNI-76 2-1 / 2 «
Ротационный трубогибочный станок без оправки
Сохранение в цифровом виде 50 программ, до 9 изгибов в каждой
Двухскоростной гибочный станок
Поворотный привод с электрическим приводом
Поставляемые приводные оправки 3 размеров
ОПЦИИ
Инструменты и комплекты для труб и труб
Принадлежности с малым радиусом
ИЗГИБ UNI-89 3 «
Ротационный трубогиб без оправки
Сохранение в цифровом виде 50 программ, до 9 изгибов в каждой
Двухскоростной гибочный станок
Поворотный привод с электрическим приводом
Поставляемые приводные оправки 3 размеров
ОПЦИИ
Инструменты и комплекты для труб и труб
Принадлежности с малым радиусом
РОТАЦИОННЫЕ ТРУБЫ / ТРУБОГИБЫ UNI MANDREL
Модели оправок: UNI-70 / HC UNI-80 UNI-90
созданы для долговечности, изготовлены из стали, но при этом имеют экономичную цену, имеют компактную площадь основания, систему быстрой смены инструментов и программируются цифровым способом для обеспечения прецизионной повторяемости.
ИЗГИБ UNI-70HC 1-1 / 2 «
Ротационный трубогиб с оправкой
Сохранение в цифровом виде 50 программ, до
9 изгибов в каждой
Гидравлические зажимы, программируемые
Программируемое гидравлическое извлечение оправки
ОПЦИИ
Инструменты и принадлежности для гибки на оправке
Длина станины оправки
от 5 ’, 8’, 11 ’, 15’ и 18 ’
UNI-80 BENDER 2″
Ротационный трубогиб с оправкой
Сохранение в цифровом виде 50 программ, до
9 изгибов в каждой
Гидравлические зажимы, программируемые
Программируемое гидравлическое извлечение оправки
Двухскоростная гибка, поворотный привод с электрическим приводом
ОПЦИИ
Инструмент и принадлежности для гибки оправки
Длина станины оправки
от 5 ’, 8’, 11 ’, 15’ и 18 ’
ИЗГИБ UNI-90 2-1 / 2 дюйма
Ротационный трубогиб с оправкой
Сохранение в цифровом виде 50 программ, до
9 изгибов в каждой
Гидравлические зажимы, программируемые
Программируемое гидравлическое извлечение оправки
Двухскоростная гибка, поворотный привод с электрическим приводом
ОПЦИИ
Инструмент и принадлежности для гибки оправки
Длина станины оправки
от 5 ’, 8’, 11 ’, 15’ и 18 ’
Змеевидные трубогибы Made Simple
Почему изгибается змеевидная трубка
Ответ прост; для передачи тепла.Трубка, изогнутая в форме змеевика, позволяет производителю оригинального оборудования (OEM) извлекать тепло из одной среды и передавать это тепло в другую. Например, в холодильнике содержится тепловая энергия, содержащаяся в продуктах, которые пользователь хочет сохранить в прохладном состоянии. Примеры продуктов могут включать молоко, мясо или даже масло. Цель холодильной системы — отвод тепла от охлаждаемых продуктов. Трубка, изогнутая в форме змеевика, — эффективное решение для отвода этого тепла.
Змеевидный профиль — это эффективный способ максимизировать площадь поверхности (и, следовательно, хладагента), необходимую для теплопередачи при ограниченном пространстве. Поскольку змеевидный профиль чаще всего представляет собой одну непрерывную изогнутую трубу, по умолчанию количество соединений ограничено двумя (двумя концами), что снижает гарантийные расходы OEM-производителей.
Итак, видимо, существует потребность в гнутых профилях змеевидной формы. С точки зрения изготовления следующим логичным вопросом становится «каковы варианты создания такой конфигурации».Оказывается, диапазон опций от очень низкотехнологичной ручной гибки до трубогибов с ЧПУ.
Гибка вручную
Довольно часто в процессе разработки новой конфигурации используются ручные гибочные станки для изготовления необходимого змеевика. С чертежом в руке оператор часто достает шкалу, отмечает трубу, в которой начнутся изгибы, а затем начинает изгиб. Цель здесь — доставить для испытаний изогнутую трубу, которая выглядит как рисунок. Ожидается, что после тестирования и принятия серийные модели будут работать так же, как испытанный прототип.
Довольно часто начинается производство, и процесс изготовления змеевидного гнутого профиля становится немного проще благодаря усовершенствованным способам выкладки трубы. Процесс ручной гибки часто продолжается с помощью ручного гибочного станка Imperial Eastman, уровень качества которого соответствует уровню внимания оператора. Существенным преимуществом процесса гибки вручную является то, что первоначальные вложения небольшие.
Как и при любом процессе гибки змеевидной трубы, ручной гибочный станок должен иметь необходимый зазор внутри гибочного инструмента для успешного формирования змеевидного профиля.
Гибка с ЧПУ
Гибка с ЧПУ может вывести процесс гибки змеевиков на новый уровень. Начнем с того, что катушки, изготовленные на ЧПУ, позволяют получать более повторяемые изогнутые профили. При правильной системе обработки материалов змеевик с ЧПУ может быть получен более плоским по сравнению с ручной гибкой. Более плоский / прямой змеевик обеспечит увеличение теплопередачи.
Турбо-зарядка процесса программирования
Современное программное обеспечение позволяет инженерам отправлять созданный в САПР файл STEP с изогнутым змеевидным профилем непосредственно на станок для гибки.
Это помогает сэкономить время на программировании змеевика на гибочном станке с ЧПУ, устраняя необходимость вводить точки данных LRA (также известный как YBC). С преобразованием файла STEP в данные гибочного станка LRA можно быстро изготовить первую гнутую деталь.
Платформа, поддерживающая навалочную катушку НКТ, может повысить ценность производственной операции. В зависимости от скорости, с которой змеевик протягивает насосно-компрессорную трубу вперед, для компенсации может не потребоваться питание. Встроенная отсечка также может повысить ценность, поскольку сама отсечка часто интегрируется в контроллер ЧПУ.
Характеристики змеевикового трубогиба с ЧПУ
При поиске гибочного станка с ЧПУ для производства змеевиков критически важны несколько важных характеристик станка. Во-первых, есть ли у гибочного станка зазор для изгиба на 180 ° вперед и назад? Стандартный ротационный волочильный станок (ЧПУ, ЧПУ и т. Д.) Часто не имеет зазора для гибки змеевидного профиля. Необходимый критический зазор находится за зажимной матрицей и за самой пресс-матрицей. Типичный ротационный волочильный станок будет иметь препятствия позади этих штампов, что препятствует производству рулона в соответствии с чертежом.Некоторые контроллеры трубогибов облегчают извлечение змеевика. В этом случае программное обеспечение знает, когда программируется змеевидный изгиб. Это, в свою очередь, автоматически регулирует определенные программируемые настройки.
Змеевидные змеевики часто используют значительное количество труб. Заправка трубки в зону изгиба зачастую намного лучше, чем попытка вставить конец трубы в зону изгиба. При использовании сцепного процесса длина самой трубогибочной машины становится менее важной.
Змеегибочный трубогиб с ЧПУ обеспечит необходимые зазоры во всех аспектах процесса гибки. Сюда входит каретка, которая подносит трубу к зоне изгиба. При формировании изгиба на 180 ° змеевик длиной 48 дюймов должен выходить из каретки, поскольку трубка изгибается к отметке 180 °. Без этого зазора невозможно достичь желаемого профиля.
При программировании змеевика может потребоваться компенсация некоторых переменных в контроллере трубогиба, чтобы обеспечить необходимый зазор для изгиба змеевидного профиля.Некоторые контроллеры ЧПУ предоставляют «змеевидные функции», чтобы снизить нагрузку на программирование.
Одним из распространенных подходов к изгибу змеевиков является использование ротационного трубогиба. Трубогиб с вращающейся вытяжкой с необходимыми зазорами выполнит изгиб на 180 ° (возвратный изгиб), а затем повернет плоскость на 180 ° в положение для следующего обратного изгиба. Это называется перемещением оси R или оси B. Это хорошо работает для более короткого диапазона изогнутых змеевиков. Аспекты обработки материала при гибке короткого змеевидного профиля не всегда важны.
Однако по мере увеличения расстояния между обратными изгибами необходимость изгиба как по часовой, так и по часовой стрелке без изменения плоскости становится все более важной. Именно здесь начинает выглядеть привлекательно гибочный станок типа CW / CCW. Гибочный станок с ЧПУ типа CW / CCW устраняет необходимость поворота плоскости между обратными изгибами и, таким образом, улучшает общую плоскостность конечного изогнутого профиля. Это означает лучшее качество и лучшую теплопередачу.
Погрузочно-разгрузочные работы
После того, как трубогиб имеет все необходимые зазоры для формирования детали, следующим вопросом, который необходимо решить, являются аспекты обработки материалов в системе гибки.Гибка ротационной вытяжной трубы существует уже несколько десятилетий. Однако способность управлять изогнутой трубкой в процессе гибки продолжает развиваться. В змеевиках длиной от нескольких дюймов до нескольких футов и более способность управлять изогнутым материалом становится наиболее важной с точки зрения качества.
Одним из решений является статический стол вокруг трубогиба. Этот подход часто используется, чтобы помочь направить изогнутый материал штифта, когда он колеблется от изгиба к изгибу.
Другой подход — вращающийся опорный стол, синхронизированный с гибочной головкой.Когда изгибаемая головка вращается, чтобы дозировать опорный стол. Такой подход снижает сопротивление изогнутого профиля при его вращении вокруг изгибаемой головки.
Наличие медной трубки 3/8 дюйма, сформированной в виде змеевидного профиля с 20 изгибами и 60 дюймами между каждым изгибом, требует хорошей обработки материала. Без достаточных средств для поддержки изогнутого материала конечный продукт не будет плоским, что приведет к менее эффективной теплопередаче. OEM-производители, стремящиеся к конкурентному преимуществу на рынке, стремятся улучшить теплопередачу своей продукции.Они сообщают своим клиентам, что производятся плоские гнутые профили, которые улучшают охлаждение в местах продажи.
Проектирование для производства
Есть несколько рекомендаций по дизайну змеевидной трубки. Во-первых, если это вообще возможно, сделайте радиус изгиба по средней линии не менее 2x наружного диаметра трубы. Поэтому, если вы изгибаете трубы диаметром 3/8 дюйма, убедитесь, что радиус изгиба по средней линии составляет не менее 3/4 дюйма. По мере того, как радиус средней линии становится меньше, чем в 2 раза больше внешнего диаметра трубы, потребность в оправке возрастает.Из-за того, что сыпучий материал часто наматывается из большого рулона через разматыватель, оправка не всегда желательна.
Постарайтесь спроектировать трубу таким образом, чтобы не было необходимости привлекать оператора для поддержки трубы во время процесса гибки. Обычно за серией змеевидных изгибов следует изгиб на 90 °, который возвращается в машину или на саму сформированную катушку. Это означает, что оператор должен манипулировать трубкой во время процесса гибки. Хотя это часто делается, это проблема безопасности.
Если возможно, ознакомьтесь с ограничениями используемого трубогиба. Такие вопросы, как насколько малый радиус центральной линии может быть сформирован до того, как будет осуществлен вывод с трубогибом? Помните, что зазор за пресс-матрицей и прижимной матрицей часто играет важную роль. Каждый гибочный станок с ЧПУ, независимо от производителя, имеет ограничение. Знание этих ограничений очень полезно до того, как тюбик будет отправлен на изготовление. Если вы не уверены в ограничениях трубогиба, поговорите с оператором станка, торговым представителем и / или производителем самого станка с ЧПУ.
При оценке змеевикового змеевика на предмет пригодности для производства могут быть 1 или 2 изгиба, которые вызывают серьезные проблемы при изготовлении. Может случиться так, что отказ от этих изгибов и их установка в качестве дополнительной операции может обеспечить хорошее производственное решение. Поскольку гибочный станок с ЧПУ делает деталь с несколькими гибками, оператор может выполнять второстепенные гибки для чистовой обработки детали. Кроме того, может случиться так, что вместо того, чтобы пропустить конкретный изгиб, можно сделать частичный изгиб, что позволит оператору закончить изгиб, пока следующая катушка будет производиться на ЧПУ.
Преимущества / недостатки
В процессе гибки вручную будет получена змеевидная катушка с небольшими начальными вложениями. Это положительная сторона. Обратной стороной является то, что человеческий фактор часто проникает в производство. Кроме того, ручное изгибание требует особого внимания для получения плоской змеевидной спирали.
требуют гораздо более высоких начальных вложений. Однако после первоначальных вложений выгода может включать передачу файла STEP непосредственно из CAD в гибочный станок, более согласованные змеевики, прикрепленные к холодильной установке, и более плоские / прямые змеевики для лучшей теплопередачи.И давайте не будем забывать, что для работы с ЧПУ требуется гораздо меньше внимания, чем для гибки вручную.
Заключение
Трубогибы змеевиков с ЧПУ — не всегда правильный ответ. При средней и высокой производительности в сочетании с недорогой рабочей силой можно использовать процесс ручной гибки. Тем не менее, когда требуется стабильное качество и надежная теплопередача, использование ЧПУ для выполнения гибов часто имеет финансовый смысл.
Об авторе
Джордж Винтон, П.E. проектирует и производит оборудование для производства труб с ЧПУ для Winton Machine в Сувани, Джорджия. С ним можно связаться по адресу [email protected] или + 1-888-321-1499 .
О машинах, которые мы производим
Все наши машины для изготовления полужестких коаксиальных кабелей и трубок в Winton проектируются, производятся и тестируются на собственном предприятии. У нас есть большая линейка стандартных продуктов, а также способность разработать лучшее решение для нужд наших клиентов. Наши опытные сотрудники по продажам заботятся о том, чтобы наши клиенты могли оправдать свои капитальные вложения в оборудование, предлагая именно то, что им нужно для производства деталей.Свяжитесь с нами сегодня, чтобы обсудить ваш проект.
дизайн, расчеты, чертежи + фото, видео
Перекрытие небольшого пространства вокруг дома позволяет защитить от дождя и непогоды места для отдыха или хранения определенного имущества. Часто для этого используют навесы. Это сооружение не имеет по периметру стационарных стен, но может иметь тканевое или иное легкое покрытие для усиления защитных функций.
1.Навес
Навес представляет собой почти легкий каркас, закрепленный на крыше. Таким образом, купол выгоднее всего изготавливать из материалов, достаточно прочных на осевое сжатие и изгиб, с минимальным весом при максимальной приспособляемости. Опыт показывает, что лучше всего навес из профильных труб. Его руками можно выполнить все или большую часть.
Современная промышленность выпускает огромный ассортимент трубной продукции из стального профиля, как правило, прямоугольного или квадратного сечения.Ширина стены варьируется от десяти миллиметров до десяти и более сантиметров. Толщина металла, используемого в изделии, может составлять от одного миллиметра до полутора дюймов. Труба разная и способ изготовления. Они есть:
- холоднокатаный;
- горячекатаный;
- сварной.
Рис.2 Профиль стальной трубы
У каждого типа трубы есть свои преимущества и основное применение. Для изготовления простых строительных конструкций, в том числе шатров, лучше всего подходят холоднокатаные и сварные трубы.
Как и любая пространственная конструкция, каркас навеса из профильных труб будет состоять из стоек, балок потолочных элементов и горизонтальных и вертикальных связей. Стойки или столбы для навеса изготавливаются из профильной трубы, хотя можно использовать и обычную трубу круглого сечения. Некоторым недостатком столбов круглой трубы станет более сложное устройство узлов несущих и крепежных элементов.
рисунок 3. Отрезок трубы
Лучшая опора из трубы квадратного сечения.Такая форма идеально подходит для сопряжения элементов, которые расположены под прямым углом. На ровную и ровную поверхность стены легко установить крепеж с помощью сварки, болтового или резьбового соединения. Форма сечения, представляющая собой равносторонний квадрат, обеспечивает профиль одинаковой жесткости в продольном и поперечном направлении.
Для изготовления балок или ферм лучше всего подходит прямоугольная конфигурация трубы. В отличие от стоек, балки испытывают значительные нагрузки в поперечном направлении сверху вниз.И практически никаких нагрузок по оси. Поэтому использование квадратного или круглого профиля совершенно нецелесообразно.
Для элементов вертикальной и горизонтальной навески профилей трубчатого сечения использовать не нужно. Он лучше всего подходит для этой стальной поверхности небольшой ширины.
В зависимости от длины элемента следует выбирать ширину и толщину стены. Подбор этих параметров лучше производить на основе расчета, но в то же время для конструкции простого навеса так сложно выглядеть чрезмерным.Нужно учитывать, что толщина стены и ее ширина влияют на жесткость стеллажа. Можно применить более толстую трубу меньшей ширины сечения или тонкостенную трубу с широким выступом.
Вертикальная нагрузка от навеса потолка, воспринимаемая подставка не очень большая и даже тонкостенная труба сможет воспринимать ее без деформации. Жесткость трубки зависит от высоты поперечного сечения. Поэтому использование стендов с широким фланцем и тонкой стенкой будет целесообразным и экономичным.
рисунок 4. Чертеж навеса.
Размер фасонной трубы козырька среднего размера, например, легкового автомобиля, может составлять от пятидесяти до ста миллиметров. Если подставка располагается часто, сечение трубы можно уменьшить. Когда остальной козырек крыши на четырех опорах, лучше сделать трубы большего сечения.
Стенд навес представляет собой неподвижные элементы соединения, предотвращающие смещение в вертикальной плоскости под действием ветровых нагрузок.Они должны быть жестко закреплены на опоре путем сварки или крепления в двух точках на каждой плоскости опоры. Устанавливать крест-накрест в продольной и поперечной плоскости.
Стойку следует закрепить в фундаменте жестко, замоноличивать корпус из бетона или закрепить анкерными болтами, установленными в верхнем срезе фундамента. Установив столбы для навеса из нержавеющей стали, необходимо контролировать их вертикальное положение с помощью водного уровня или лазерного отвеса. Стойка крепится анкерами, может быть выровнена при установке.Замоноличивают в процессе установки, выровнять позже практически невозможно.
Практически все работы, связанные с изготовлением несущих элементов каркаса сарая из профильных труб, можно выполнить своими руками. Бетонирование фундамента и установка стоек не требуют высокой квалификации и доступны любому застройщику. На этом этапе можно обойтись без сварки.
Навес крыши — основное предназначение, для которого проводятся все остальные работы. Сложность его изготовления и установки зависит от длины перекрываемых боковых и ступенчатых опор стоек.Чем больше длина балки или фермы навеса из профильных труб, тем сложнее и дороже будет изделие. Оптимальным вариантом может стать рассмотрение трехметрового пролета, позволяющего получить достаточную площадь при минимальных затратах.
Намного более простым решением является навес односкатной крыши на основе простых пролетов из нержавеющей стали. Для изготовления прогонов лучше всего подходят элементы прямоугольного профиля. Большая боковая часть балки монтируется вертикально, а меньшая — к земле.
Расчет балок навеса из профильных труб можно поручить специалисту или выбрать размер профиля самостоятельно. Для этого рассчитайте предполагаемую нагрузку на балку, которая будет зависеть от климатической зоны, шаговых пролетов и их длины, веса кровельного покрытия. Для длины балки от трех до четырех метров мы можем рекомендовать высоту профиля от восьмидесяти до ста миллиметров.
Рисунок 5. Типы ферм
Для уменьшения высоты профиля можно использовать сварную ферму вместо непрерывной фермы.Чертежи фермы из профильных труб для навеса проще всего поискать в Интернете или составить по чертежам стальных ферм, уменьшаясь пропорционально длине. Ферма не должна быть сложной, кроме треугольных конструкций нижнего и верхнего пояса, связанных центральной приемной, достаточно укрепить верхнюю двутавровую распорку. Для этой конструкции может быть профиль высотой шестьдесят миллиметров по длинной стороне в нижней зоне и меньше по другим элементам фермы.
Не забывайте, что примеры соответствуют минимуму лестницы и небольшой нагрузке на балку или ферму. Если вы увеличиваете какой-либо параметр, то расчеты следует доверить специалистам с необходимой квалификацией.
Элементы фермы должны быть соединены сваркой. Если вы не умеете готовить фермерский сарай своими руками, стоит доверить эту работу знающему сварщику. Сварка отрезков трубчатого сечения задача сложная и этому ремеслу нужно научиться.Сварные швы следует очистить и защитить от коррозии специальной грунтовкой.
Для установки штабелированных балок или ферм и обшивки из бруса высотой до пятидесяти миллиметров, называемой обрешеткой. Обрешетка предназначена для крепления листов кровли. Если не гнаться за экзотикой, лучший вариант для этого типа конструкций — кровельный профнастил из металла или листы на основе полимеров. Устанавливать прогоны и дощатые листы навеса из профильных труб своими руками практически любой застройщик.Брус, из которого обрешетка, необходимо предварительно пропитать антисептическим составом или покрасить специальной краской для предотвращения гниения древесины. После установки бруса в проектное положение сделать его будет сложнее, и качество выполненных операций будет намного хуже.
Ферма или фермы навеса скреплены между собой горизонтальной плоскостью шпал из металлического стержня малого сечения. Так же, как и стойки, они должны быть жестко закреплены в точках опоры, лучше сваркой.
Вся металлическая конструкция должна быть защищена от коррозии специальными красками по металлу. Эту операцию лучше производить перед сборкой элементов в проектном положении. После установки требуется восстановить защитное покрытие в местах, где оно было повреждено. Если в процессе установки компонентов производилась сварка или другая операция крепления, необходимо нанести покрытие на открытые участки.
рисунок 6.
Как видно из описания, несмотря на кажущуюся простоту конструкции, он содержит множество элементов разного размера, установленных на разной высоте.Чтобы не допустить брака в работе и контролировать выполнение заданий приглашенными специалистами, перед началом работ рекомендуется сделать максимально подробный чертеж навеса из профильных труб. При изготовлении ферм этой конструкции также нужно составить чертеж с размерами всех элементов. Чертеж каркаса навеса можно выполнить своими руками на бумаге или с помощью компьютера, если у вас есть соответствующие навыки.
Следуя этим рекомендациям, вы сможете выполнить работу достаточно качественно и не пожалеете о потраченных деньгах.
Связанные с контентом
Самодельный листогибочный станок
Из этой статьи вы узнаете, как самому собрать трубогибочный станок. Также в статье вы найдете информацию о том, как сделать трубогиб своими руками, видео и чертежи с комментариями по сборке и эксплуатации станка. Расскажем о нюансах установки и поделимся секретами.
Трубогибы необходимы не только в профессиональной, но и в домашней работе.Особенно актуальны изгибы труб по большому радиусу — из них делают ребра каркасов теплиц, козырьки, теплицы. О том, как сделать простые станки для гибки труб, мы расскажем в этой статье.
Чем отличается гибка круглых труб от фасонных
Трубы прямого и круглого сечения изначально имеют разное назначение — круглые для водоснабжения (иногда столбы), прямые для каркаса. Поэтому требования к герметичности и безопасности стены у них разные — круглая труба должна максимизировать свойства.В связи с этим упорные круги и оправки всегда имеют проточку под определенный диаметр. Колеса и передние бабки для профильной трубы имеют либо прямоугольную канавку, либо обычно «зуб» по всей окружности. Он раздавливает стенку трубы изнутри и тем самым сохраняет размер сечения. Это важно, потому что прямой профиль изгибается под малым радиусом в основном для получения декоративных элементов так называемой «холодной ковки».
Трубогиб на роликах своими руками
Самодельный самодельный вариант этой машины схематично взят с заводских образцов.Конструкция максимально упрощена и под силу начинающему мастеру. По принципу работы роликовые машины делятся на два основных типа — с прикатывающими роликами и с подъемной площадкой (платформами). При этом основная конструкция практически совпадает, разница лишь в том, какой элемент будет определять радиус арки. Мы рассмотрим простую конструкцию с подъемной площадкой.
1, 3 — канал; 2 — стойки; 4 — ролики; 5 — петля; 6 — домкрат
Для создания станка понадобятся три пары подшипников с посадочным диаметром не менее 30 мм — это будет основа роликов.Также под них следует подбирать сами валы, чтобы они подходили к подшипникам (лом, колесные, заводские валы, автозапчасти). Остальной материал — швеллер, лист стальной 10 мм, угол — можно варьировать в зависимости от имеющихся запасов.
Завершение работ:
- Возьмем надежную основу, например, толстостенный швеллер-швеллер 100-150 мм длиной 800 мм.
- Из этого же швеллера нужно сделать площадку — два сегмента по 300 мм.
- На расстоянии 500 мм с одной стороны свариваем вертикально центральную стойку высотой 350 мм из трубы квадратного сечения или двухканального.
- Сверху строго горизонтально приварите к ней неподвижную площадку и заднюю стойку.
- Увеличиваем стенки из профильной трубы до высоты 120 мм. Высота должна быть выдержана таким образом, чтобы размер на чертеже был не меньше максимальной толщины трубы, которую предполагается изгибать.
- Для создания мобильной платформы нужно сделать петлю. Подбираем трубу и «палец», чтобы он без люфта входил в нее. Режем трубу на ширину канала и делим на три части.Два крайних приварены к каркасу, а третий (средний) — к швеллеру сечением 300 мм. Монтируем соединение «на палец».
- К обеим частям платформы на расстоянии 50 мм от края приварить опоры с двух сторон, а также на выступающих стенках. Укрепляем углы.
Внимание! Обратите внимание на соосность подшипников — перекос не позволит установить вал.
- Установите ролики в подшипники. На средний валик монтируем съемный хомут, например педаль от велосипеда.
- В конце подвижной платформы нужно получить регулирующий механизм. В идеале — гидравлический домкрат, но можно обойтись и домкратом с резьбой (тяга от машины, ступня от лесов). Подъемник также должен быть прикручен к основанию.
- При желании колодки можно приварить к основанию для крепления на болтах.
Домашний трубогиб, видео
Гидравлический профилегибочный станок для малых радиусов
Трехточечный станок отличается от других разновидностей трубогибов не столько приводом (гидравликой), сколько способом приложения усилия.Принцип работы этого устройства предельно прост — отрезок трубы, закрепленный упором в двух точках, прижимается посередине (в третьей точке) радиальной бабкой с пазом, постепенно приобретая ее форму.
Трубогиб удобен тем, что для транспортировки его можно собрать на движущейся платформе с колесами. Платформа понадобится в любом случае, так как усилие, направленное на оправку, нужно будет компенсировать за счет упора. Давление такой силы может оказывать механический (резьбовой) или гидравлический домкрат.
Для изготовления трубогиба понадобится материал:
- Пластины стальные 10 мм размером 600х150 мм — 2 шт., 300х80 — 1 шт.
- Полоса или насечка из пластины длиной 6-10 мм 450 мм — 4 шт.
- Болты с гайками Ø 10 мм и 20 мм.
- Пружины растяжения 200 мм.
Инструмент:
- Сварочно-слесарный — мощный болгарский станок, сварочный аппарат, дрель от 850 Вт (станок).
- Измерение и разметка — рулетка, квадраты, маркер, дырокол.
- Расходные материалы — диски отрезные и шлифовальные по металлу, сверла по металлу 6, 10 и 16 мм.
Машина будет состоять из пространственно жесткой рамы и съемного автомобильного домкрата. Главное преимущество разборного станка — возможность использовать домкрат отдельно — не нужно приобретать его специально для трубогиба. В принципе силовым приводом может быть как минимум дизельный двигатель. Его основная задача — выдать силу, достаточную для преодоления сопротивления трубы.
Производство рам
Каркас состоит из двух зеркальных элементов — стенок каркаса и каблука, на котором будет устанавливаться домкрат.Конструктивные элементы расположены согласно чертежу.
1 — болты; 2 — домкрат; 3 — оправка
Разметка рабочей пластины производится от вертикальной оси (если рама стоит вертикально). Первые нижние отверстия расположены в 40 мм от края и 75 мм от оси. Ось наружных отверстий находится на расстоянии 25 мм от внешнего края. Отметив таким образом первое и последнее отверстия крыла, мы можем построить оси промежуточных отверстий, а затем разделить ее на равные отрезки.Пересечения отметок и наклонной оси будут осями отверстий.
Отверстия Ø 22 мм лучше просверливать в несколько подходов, постепенно увеличивая диаметр (например, Ø 6, Ø 10, Ø 18, Ø 22). Это особенно актуально, если в наличии нет сверлильного станка, а только дрель.
Внимание! Помните, что чем больше диаметр, тем ниже скорость вращения сверла и сильнее давление.
Зеркальная пластина изготовлена аналогично.Нижняя упорная пластина должна быть равномерно распределена по осям и должны быть обозначены монтажные отверстия для домкрата. В пятке домкрата всегда есть штатные отверстия для крепления.
Высота конструкции определяется размером имеющегося домкрата и расстоянием от низа желоба оправки до контактной поверхности упорного ролика (передней бабки) строго по вертикали (размер а на чертеже). Расстояние a должно составлять приблизительно 20 мм при полностью втянутом стержне домкрата (без нагрузки).Это необходимо для установки трубы минимального диаметра (15-16 мм).
Свободные углы (заштрихованы желтым) можно обрезать. Все края и торцы нужно отшлифовать шлифовальной машиной, желательно потом через «лепестковый» диск.
Машиносборочный
Расстояние между зеркальными пластинами должно быть на несколько миллиметров больше максимального диаметра изгибаемой трубы. Для машины этого типа оптимальный максимум составляет 50 мм. Итого между пластинами 53-55 мм. Прижимные ролики должны быть точно такого же размера (высота цилиндра), их следует установить в первую очередь перед сваркой.Определив расположение стальных полос на пятке, свариваем конструкцию.
Затем в нижней трети определяем оптимальное положение промежуточной полки и прикрепляем к ней возвратную пружину. Крепление пружины к штанге домкрата подбирается индивидуально, исходя из конструкции домкрата и подручных средств.
Особые предметы
В трехточечном трубогибе есть один нюанс — одну деталь в домашних условиях не сделать и придется обращаться к токарю или покупать.Это оправка. Изготовление одной оправки стоит от 10 до 25 ат. е. в зависимости от размера и сложности. Цена на оправки в магазине от 20 л. е.
Отдельного упоминания заслуживают также упорные ролики. Это может быть мощная стальная втулка под ось 20 мм (болт). На внешней плоскости можно сварить самодельные оправки на основные диаметры — 25, 32, 38 и 50 мм или профили. Оправку для упорного ролика можно изготовить, отрезав ее от трубы большего диаметра и поддомкратив ее молотком.
Упрощенные опции машины
Для большого объема работ с тонкими (16-25 мм) трубами, а также тонкостенными (медь, алюминий, нержавейка) можно собрать простой вариант описываемого станка буквально из нескольких металлических полос. Такой станок будет во много раз легче, но диапазон диаметров заготовок ограничен. Основное отличие состоит в том, что отверстия расположены в ряд перпендикулярно штоку домкрата.
Если нет гидравлического домкрата, вы можете заменить его на домкрат с резьбой, установив его на место в упорной пятке рамы.Для этого нужно прожечь в нем отверстие и приварить гайку под резьбовой стержень, аналогично тому, как делали трубогиб, видео которого размещено ниже.
Ручной трехточечный трубогиб с домкратом на видео
Удобство конструкции заключается в том, что ее можно полностью модифицировать, сохраняя основной принцип трех точек контакта. В результате вы можете получить такой же трубогиб, но из других материалов. В стационарном варианте это может выглядеть так:
Вертикальный трехточечный станок, смотрите видео
Пиком удобства и технологичности, несомненно, станет домкрат гидравлический с электроприводом.Это «высший пилотаж» домашнего мастера, но он вполне возможен при развитом навыке и доступе в токарную мастерскую. Такие модели есть в продаже.
Для того, чтобы собрать трубогиб своими руками, важны не столько чертежи, сколько наличие инструмента и подручного материала — металл, колеса, подшипники и т. Д. Пользуясь нашими советами и собственным умением, дома мастер может это сделать.
Компания ТехноКолесо поставляет промышленные колеса для тележек и технологической техники, ступичные подшипники конвейеров и конвейеров, комплектующие для ремонта и установки на транспортные средства.В нашем ассортименте вы можете найти все типы колес и роликов, используемых для переоборудования и установки на технологических, транспортных, садовых и торговых тележках.
Конструкции и типы
Конструкция колес и опор промышленного назначения должна учитывать особенности и специфику производства, условия эксплуатации транспортного средства, взаимодействия с поверхностями и экипажем. Для этого разрабатываются специальные комбинации материалов, опор и подшипников.
Основные типы колес можно охарактеризовать по назначению и специфическим свойствам:
- термостойкие изделия для работы в горячих цехах и на нагреваемых поверхностях, не деформирующиеся под воздействием температур;
- усиленные поворотные колеса для грузовых тележек с резиновой или пневматической шиной;
- ролики и колеса с одним и двумя фланцами для конвейеров, движущихся по направляющим желобного или рельсового типа;
- антистатические токопроводящие токи — для работы в условиях с повышенными требованиями пожарной безопасности или на электрических тележках.
Выбор конкретного типа колеса определяется условиями на предприятии, где могут присутствовать определенные факторы. При этом эффективность технологического транспорта, конвейеров и конвейеров зависит от того, как часто приходится его останавливать для ремонта. При правильном выборе промышленных колес и роликов для тележек снижается потребность в частом ремонте, время простоя не выходит за установленные пределы, сокращаются непроизводительные потери времени.
Материалы и технические решения
Применяются различные технологические решения и материалы для придания колесным опорам различных типов определенных свойств:
- сочетание полиамидного рукава и полиуретановой шины позволяет добиться высокой прочности и износостойкости усиленных колес для тележек, не теряя плавности передвижения по ровному полу склада или мастерской; Стальные втулки
- с резиновыми или пневматическими шинами хорошо работают на сложных поверхностях, в том числе на грунте;
- использование опор с возможностью поворота или фиксированного положения дает возможность повысить точность управления тележкой, платформой или создать условия для оперативного маневрирования в ограниченном пространстве;
- Подшипники, установленные во втулках, рассчитаны на увеличенный срок службы, высокие скорости и высокую устойчивость тележки на траектории.
Фиксированные колеса для тележек и контейнеров широко используются в отраслях, где прочность и простота конструкции имеют решающее значение по сравнению с маневренностью. Такая опора может устанавливаться на технологических транспортных средствах, движущихся по рельсам или направляющим.
Купить ролики, опоры и колеса для производства
.Специалисты компании ТехноКолесо помогут сориентироваться в большом выборе промышленных колес, роликов, поворотных и неподвижных подшипников с учетом специфики объекта и конструктивных особенностей технологического транспорта.Обратите внимание на необходимость выбора этих продуктов в зависимости от свойств материала, диаметра качения, типа подшипника и грузоподъемности.
Вы можете купить комплект колес для тележек, роликов, опор с подбором по всем необходимым критериям и ценам, оптимальным для вашего производственного профиля. Для уточнения деталей и оформления заказа обращайтесь к консультантам компании!
Тележка длиной 110 см, шириной 75 см, высотой платформы 35 см, общей высотой 100 см (включая ручки).
Основание тележки представляет собой платформу, каркас которой выполнен из стальных труб квадратного (или круглого) сечения. Изогнутые из круглой трубы концы ручки вставляются в продольные трубы рамы тележки, длина этих концов почти равна длине продольных труб рамы, что позволяет вынуть ручку из рамы. рама, тем самым «удлиняя» тележку. В том или ином положении ручки ее концы фиксируются в трубах каркаса стопорными винтами.
С помощью бытового сварочного аппарата, позволяющего сваривать стальные листы толщиной до 4 мм, к раме приваривают балки из стальных уголков, создавая дополнительные опоры для верхней крышки грузовой платформы, выполненные из 0,5 … 0,6 мм. листовая сталь, либо из тонких досок. Далее к армированному уголками каркасу привариваются прочные кронштейны (рис. 3, в), изогнутые из листовой стали толщиной 2 мм (аналогичные кронштейны можно сваривать и из отдельных стальных заготовок).
Каждое колесо тележки состоит из двух дюралюминиевых или стальных дисков, стянутых между собой винтами с потайной головкой.На обоих дисках имеются фланцы, которые при соединении дисков с колесом образуют круговую канавку на ободе колеса. Этот паз на
он будет надежно удерживать надетое на него резиновое кольцо от газового баллона на колесе, конечно, при условии, что внутренний диаметр резинового кольца будет немного меньше диаметра колеса, то есть кольцо будет надето колесо плотно, без зазора. В каждом колесе установлено по два подшипника; в последнем плотно без зазоров вставляется стальная ось диаметром 16 мм с резьбой на обоих концах.Колесо устанавливают в кронштейны, фиксируя в них ось шайбами и гайками (рис. 3, г).
Также можно построить двухколесный вездеход, которому не страшны канавы, выбоины, камни и прочие неровности на дороге (рис. 4). Примерные размеры тележки: длина 130 см, ширина 65 см, высота 70 см. Такая тележка предназначена для перевозки грузов массой до 200 кг в непосредственной близости от садового участка (примерно в радиусе 400 … 500 м от него).
Рама грузовой платформы грузового автомобиля изготовлена из стальной водопроводной трубы наружным диаметром 22 мм. Сама платформа образована такими же трубами, расположенными поперек рамы (последняя крепится к раме сваркой). Оба конца стальной трубы, в которую вставляется ось (вал) тележки, привариваются к продольным трубам рамы с помощью опор из труб, изогнутых под острым углом.
Колеса для тележки — самодельные. Каждый из них состоит из двух
Г Я Я М »! 1Г,> EtWWlMijjg
Г Я Я М »! 1Г,> EtWWlMijjg
Тележка
При проведении строительных работ все чаще применяют гнутую профильную трубу.Конструкция и методы производства этих материалов придают им превосходные характеристики.
Поэтому многих интересует, как согнуть профильную трубу в домашних условиях. Ведь такая потребность возникает часто.
Сразу отметим, что профильные трубопрокатные изделия имеют более эстетичный вид, чем их круглые «собратья». А гибку можно сделать:
- В специализированной мастерской.
- Один, дома.
Если предпочтение отдается второму варианту, то вы должны знать, что для этих действий вы должны обладать определенными знаниями.Посмотрите видео на нашем сайте и у вас все получится.
Особенности гибкого ассортимента профилей
Дело в том, что на профильную трубу при изменении конфигурации действуют две силы:
- сжатие, действующее изнутри;
- растяжение снаружи.
При неправильном изгибе профсоюзной трубы она меняет форму и теряет соосность некоторых секций. Также натянутая стена может просто не выдержать механических нагрузок и прийти в негодность.Помимо этих проблем, на внутренней стенке согнутой детали могут возникнуть неправильное сжатие и складки.
Не редкость случаи, когда трубу из профиля легко гнуть по радиусу, а заготовка мнется. После этого он уже годен только на металлолом.
Сочетание этих факторов влияет на неоправданный рост затрат, которого серьезный собственник никогда не допустит. Поэтому, несмотря на то, что этот ассортимент труб достаточно гибкий, не стоит спешить с его обработкой, а перед тем, как гнуть профсоюзную трубу по радиусу в домашних условиях, важно детально изучить технологию.Об этом и пойдет речь далее.
Не стоит пренебрегать техникой. Только вооруженный знаниями мастер, вопрос, как согнуть профиль в домашних условиях, больших проблем не создаст. Все рекомендации, как правильно согнуть профильный металлопрокат, дают профессиональные мастера, давно изучившие эту проблему на практике.
Влияние технических характеристик материала на выбор способа гибки
Во-первых, необходимо знать, что понятие «профессиональная труба» включает в себя диапазон любой геометрической конфигурации.Но, для облегчения понимания, ассортимент профиля принято называть следующим образом:
- квадрат;
- прямоугольный;
- овал и т. Д.
Это связано с тем, что круглые типы размещены в конструкции трубопровода для подачи жидкости или газа, где обеспечивается значительное давление. Профиль другой формы встречается в различных хозяйственных постройках и сооружениях.
Квадратный металлопрокат отличается показателем сечения и размерами стен.Оба эти фактора указывают на минимальный угол гибки металла, при котором он не придет в негодность.
Существует множество инженерных нюансов в том, как согнуть изделие без трубогиба. Но чтобы работать дома, им не нужно знать все. Но важно знать следующее.
- Тонкие изделия сечением до 20 мм без трубогиба необходимо гнуть на участке, который в 2,5 раза превышает высоту самой трубы.
- Толстый металл можно гнуть без трубогиба на участке, в три раза превышающем его поперечное сечение.Если этот момент не учитывать, то металл трескается снаружи или деформируется изнутри.
- Изгиб профильной трубы опасен в одном отношении: возникновение трещины на месте эксплуатации, в результате чего деталь отправляется на окончательную браковку или на переделку для более мелких изделий.
- Ограничивающим условием является следующее соотношение — минимальный радиус по изгибу должен быть не менее двух с половиной размеров. Например, для профиля толщиной 40 мм минимальный внутренний радиус будет 40 х 2.5 = 100 мм.
Перед тем, как сгибать стальную профильную трубу в домашних условиях, следует запомнить еще одно правило.
После экспонирования труба стремится вернуться к своей первоначальной форме. По этой причине, если вы гнетете себя, без загиба профиля, лучше по схеме прогнуть чуть больше, чем необходимо. Если еще немного согнуть заготовку, то в итоге скругление получится так, как того требует схема.
Все эти условности необходимо учитывать перед гибкой того или иного металлопроката, иначе наткнуться на качественный конечный результат будет бесполезно.
Методы гибки
Гибка профильной трубы своими руками в домашних условиях осуществляется следующими способами:
- Гибка с помощью специальных технических приспособлений. В народе их называют трубогибы.
- Использование различных подручных инструментов.
- Применение физической силы. Но это актуально только для малых диаметров.
Если делать изгиб дома, то нужно учитывать:
- Размер изгиба.
- Материалы изготовления.
- Толщина стен.
- Раздел.
ВАЖНО! Мероприятия по деформации профильных трубопрокатных изделий выполняются в установленных допустимых нормах по сечению и толщине стенки. Во время эксплуатации необходимо следить за тем, чтобы поперечное сечение не сглаживалось и не возникали внутренние перегибы.
Посмотрите, как сгибать профессиональные трубы и распространенные ошибки, а видео этого процесса представлено ниже.
Как гнуть по оправке
В домашних мастерских металл с толщиной стенки не более 3 мм можно гнуть с помощью оправки.Оптимальный вариант решения проблемы, если вам нужно самостоятельно согнуть профтрубу на 20, — это профилегибочная машина, наверху которой достаточно места для отделочного оборудования. Такие устройства также отлично справляются с изделиями диаметром 40 мм.
При изменении формы ассортимента на 20 и 40 мм на верстаке выберите оптимальное место для установки элемента для крепления. Для облегчения выполнения работ на одной стороне станка есть отверстия, расположенные вплотную друг к другу.
Задачу, как согнуть профильную трубу в домашних условиях без оправки, решить несложно. Необходимый радиус при деформации получается за счет установки специального шаблона. Для его изготовления используется толстая фанера. Но, если работы по гибке профильных труб требуется выполнять часто, то из металлического уголка можно сделать шаблон.
Гибка с использованием внутренних средств защиты
Существует много различных способов гибки трубы без трубогиба по радиусу в домашних условиях.Вот некоторые из них.
Эти методы относятся к работе с подручными средствами.
Ни одна теплица, беседка, другая пристройка дома не обходится без использования гнутой профтрубы. И практика показывает, что вопрос о том, как гнуть профильную трубу прокаткой, не создает никаких затруднений.
Самое главное при деформации трубы без специального ручного приспособления в домашних условиях — это сохранность самого трубного изделия. А домашние умельцы решают задачу, как согнуть профиль, следующими способами:
- чистовая шлифовка или сварка;
- использование пружины;
- засыпка металла песком;
- колено с водой.
Каждый способ, как самому согнуть профсоюзную трубу без трубогиба, который может использовать домашний мастер, имеет свои достоинства и недостатки. С ними нужно ознакомиться, чтобы сделать акцент на наиболее оптимальном для ваших условий варианте.
Посмотреть видео
Гибка без трубогиба — резка болгаркой и сварка
В таких устройствах используются ручные приводы, но при дальнейшей разработке конструкции это вполне может стать отправной точкой для разработки собственной бизнес.
Занимаясь гибкими профилями в домашних условиях, необходимо учитывать ряд обстоятельств:
- при покупке профиля убедитесь, что все они одного размера и марки стали и принадлежат к одной партии; №
- при использовании сварных профилей сориентируйте сторону со швом по внутреннему радиусу, иначе он может сломаться;
- при работе с болгаркой не забывайте использовать средства защиты в виде очков или маски;
- следует учитывать, что концевые участки не всегда можно согнуть до необходимого размера, поэтому при расчете длины заготовки необходимо учитывать их длину и отрезать такие отрезки в конце формирование детали;
- После установки изделий на место необходимо провести антикоррозионную обработку металла и затем регулярно производить их.
Услуги по гибке
Такая услуга не могла не стать отдельным направлением развития бизнеса, так как предполагает использование достаточно сложного технологического оборудования в промышленном варианте.
Видео — как согнуть профильную трубу
Услуги по гибке профильной трубы также присутствуют на рынке и включают в себя выполнение как радиусной гибки, так и арочной гибки. Разделение происходит таким образом, потому что для каждой из этих операций используется определенное оборудование.В первом случае это трубогиб; во втором — трехвалковая прокатка.
Надо признать, что ценовые показатели на выполнение таких операций весьма приемлемы, а именно:
- стоимость одного углового отвода 30 руб .;
- Один погонный метр арочного пролета также будет стоить 30 рублей.
По сравнению со стоимостью металла и доставкой материала в Подмосковье действительно практически зря.
Специальные приспособления для гибки
Гибочные машины для этого процесса используют специально разработанные изделия для определенного типа.Можно купить гибочный станок, но можно и дома сделать самому.
Гибочный станок своими руками
Для создания гибочного станка наиболее оптимальным вариантом является ручной просмотр устройства. Дизайн конструкции зависит от диаметров, с которыми она взаимодействует.
Для трубопрокатных материалов диаметром до 20 мм может быть изготовлено простое приспособление, состоящее из стальных шпилек, помещенных в бетонную плиту. Вставляемую между штифтами трубу сгибаем до нужного размера.
Но, если диаметр превышает 20 мм, для строительства необходимо разработать более сложные чертежи гибочного станка для профильной трубы.
Пара катков с круглым боковым сечением на гранях закреплена на устойчивом мощном основании. Радиус этого края ролика должен совпадать с диаметром изгибаемого трубчатого изделия.
Заготовка вставляется между роликами и ее конец фиксируется. Другой конец прикреплен к лебедке и приводится в движение. Когда угол на трубе достигает желаемого параметра, лебедка останавливается.
СОВЕТ. В сети представлено множество чертежей трубогибов, подготовленных мастерами.Главное, на что следует обратить внимание, это все ли точные размеры схемы. В противном случае работа гибочного станка может быть некачественной.
Посмотреть видео
Весь процесс создания трубогиба своими руками необходимо разделить на следующие этапы.
- Изготовление валов и крепление к ним шестерен и подшипников. Шестерни фиксируются через ключ. Подшипники рекомендуется покупать в комплекте с подшипниками.
- Шестерни и цепь подходят для любого станка. Детали от иномарки лучше.
- С помощью сварочного аппарата варится основание, и к нему прикручивается вал зажима.
- Далее привариваем пружинные гайки и площадку для них.
- Прикрутите опорные валы снизу.
- Строится натяжная цепь.
- На завершающем этапе прикрепляем ручку к валу. Ему (чтобы было легче гнуть) советуют использовать ручку, которая вращается.
Такое устройство быстро деформирует, пропуская через него трубопрокатный материал.
Изготовление такого гибочного станка стоит очень недорого. Но такое приспособление в частном доме пригодится очень часто, а в некоторых случаях оказывается просто незаменимым.
Это самые простые трубогибы, просмотрев видеоматериалы и изучив чертежи, можно будет научиться правильно гнуть и выбрать лучший вариант конструкции.
С таким рабом, как сделать гибочный станок, справиться несложно, но на этом сэкономит.Эта экономия может составить около 20-30 тысяч рублей.
Сделав несколько стоек для мотоциклов и скутеров из обычных водопроводных труб разного диаметра, я немного расстроился. Багажные полки были тяжелыми. Для гибки тонкостенных труб нужен трубогиб на оправке, стоимость которого для меня оказалась слишком высокой. Стал искать альтернативу. Конструкция ствола должна была быть жесткой, но легкой, при изготовлении не требовалось лишних операций.В итоге мой выбор пал на трубы квадратного сечения сечением 15х15мм. Их не нужно обрезать, чтобы соединить под сварку, а значит, и фрезерный станок не нужен.
Эксперименты начались с простейшего ручного трубогиба, сделанного из обрезки трубы и уголка. Трубогиб стягивали зажимом к верстаку, а трубу пригибали к его поверхности. Кромка на внешней поверхности трубогиба необходима для того, чтобы прижать внутреннюю стенку квадратной трубы. Таким образом труба не деформировалась и даже придавала ей дополнительную жесткость при изгибе.
Этот трубогиб был неудобен, из-за отсутствия боковых направляющих труба могла гнуться с перекосом. Тем не менее, даже с таким устройством уже можно было делать довольно сложные вещи, например, рычажную вилку:
Но каждый хочет иметь в своем арсенале точный и простой в использовании инструмент, поэтому я начал изучать конструкцию гидравлических трубогибов. Понравился такой принцип работы:
После оценки примерной конструкции был создан чертеж гибочного ролика.Проделаны отверстия под удобные оси от мопедов. Высота центрального фланца была получена на практике при работе с ручным трубогибом.
Приобретя гидравлический домкрат на две тонны, можно было приступить к сборке рамы трубогиба. Борта сделаны из стальных полос толщиной 4 мм, их покупали на строительном рынке. Основание гнуло из той же трубы квадратного сечения 15х15мм на старом трубогибе. Крепление каркаса осуществляется с помощью аргонно-дуговой сварки, но это не важно.
Тем не менее трубогибом пришлось научиться пользоваться. Чтобы труба не заклинивала, нужно немного надавить рукой на подающий конец, а чтобы изогнутую на 180 градусов трубу не пришлось выбивать молотком из ролика, сам ролик всегда должен быть хорошо смазанный.
Таким гибочным станком может легко управлять один человек без помощников. Достаточной аккуратности для изготовления багажных полок, барных стульев, боковых колясок и других элементов конструкции.На нем согнули моторную опору для мотоциклов серии «Весна-20».
Иванов Дмитрий
Китаец сгибает металлическую трубу, пиная ее ногой, перед тем как разомкнуть кабельные стяжки, напрягая мышцы
Невероятные кадры показывают, как китаец сгибает металлическую трубу, пиная ее ногой, прежде чем порвать кабельные стяжки, напрягая мышцы
- Мужчина также голой рукой ломает то, что выглядит как коровья кость, пополам
- Затем он бьет красный кирпич руками, ломающий его надвое, когда зрители ахают
- Две скрепленные вместе деревянные доски раскалываются, когда он пинает их ногой
Джемма Карр для Mailonline
Опубликовано: | Обновлено:
Человек продемонстрировал невероятную силу, уничтожая различные объекты, ударяя и пиная их.
Силач из Китая освобождается от кабельных стяжек, прикрепленных к его рукам и запястьям, напрягая мышцы.
В футболке с китайским флагом на рукаве он ударяет руками по большой коровьей кости и ломает ее надвое.
Мужчина из Китая прикрепляет к запястьям и рукам кабельные стяжки. С невероятной силой он вырывает их, напрягая мышцы.
Почему некоторые люди не чувствуют боли?
Врожденная нечувствительность к боли (CIP) — редкое заболевание, при котором человек не может чувствовать боль, но может чувствовать прикосновения и температуру.
Они часто незаметно переносят инфекции и травмы, которые могут стать серьезными, если их не лечить.
Состояние может быть вызвано мутацией гена, но также может быть вызвано чрезмерной выработкой эндорфинов мозгом.
Его следующий подвиг заключается в том, что он пинает большой металлический гаечный ключ голенью, сгибая его с первого удара.
Затем он разбивает фрукт пополам подбородком, а затем раскалывает банку руками.
В следующем невероятном действии он разбивает фрукт дуриана, ударив его.
Человек, личность которого остается загадкой, затем голыми руками разбивает кирпич пополам, отправляя куски в полет.
Зрители задыхаются от его огромной силы.
Его великий финал наступает, когда он раскалывает две скрепленные вместе деревянные доски, ударив их голенью.
Мужчина бьет голенью по большому металлическому ключу, сгибая его с первого удара. Затем он разбивает фрукт пополам шеей, а затем раскалывает банку руками
В следующем невероятном действии он разбивает дуриан пополам, ударив его стороной руки
В 2017 Студент боевых искусств Чжан Шизу был снят, как разрезал кирпич пополам руками.
На видеозаписи видно, как он кладет кирпичи и камни на железный пьедестал, на который он все еще опирается левой рукой.
Затем он с силой рассекает воздух правой рукой, чтобы разрушить предметы перед собой.
Раскрывая, откуда он черпает силу, Сизу говорит зрителям: «Я доктор традиционной китайской медицины … Я [также] был в армии».
Поделитесь или прокомментируйте эту статью:
Как расположить отрезок седла трубы: 7 шагов (с изображениями)
Мы собираемся нарисовать 15-градусные углы, которые мы определили на последнем шаге в верхнем круге.На самом деле они нужны нам только в нижнем правом квадранте, так как другая сторона будет сопоставлена, а компьютеры обычно более точны, чем вручную. На самом деле нам не нужны все 24 угловые линии, проведенные вокруг круга, поскольку вы увидите, что мы не используем их все для рисования узора, нам нужно только знать, сколько их будет под заданным углом и с каким интервалом они будут быть по окружности. Просто убедитесь, что они выходят наружу и пересекают круг.
Если вы делаете это вручную с помощью линейки, циркуля и транспортира, выполняя их с обеих нижних сторон, можно получить больше указателей, чтобы вы оставались прямыми, а следующие линии мы делаем параллельными.И если проделать их полностью, это поможет вам убедиться, что все угловые линии проходят через центр.
Как только угловые метки пересекаются с линией верхних кругов, нарисуйте вертикальные линии, параллельные центральной вертикальной линии, проходящей через каждое пересечение каждой угловой линии и круга, чтобы пересечь нижний круг. Вы увидите, что хотя расстояние между каждой угловой линией одинаково, вертикальные линии, которые вы только что нарисовали, имеют разные промежутки между ними. Чем дальше от центральной линии вы подходите, тем ближе они становятся.
Теперь нарисуйте горизонтальные линии, идущие от пересечения вертикальных линий и нижнего круга вправо между линией верхнего края и линией низа. Все должно быть параллельно друг другу. Вы можете видеть, были ли здесь разные расстояния между линиями. Ближайшие к верху и низу расположены ближе друг к другу, чем те, что находятся в середине. Это связано с углами кругов, когда они изгибаются друг от друга и по направлению друг к другу.
Я обнаружил, что в программе, которую я использовал, не было хорошего способа исправить и гарантировать интервал между следующими строками, которые мне нужны, поэтому я использовал один из доступных многоугольников, чтобы иметь фиксированное расстояние.Если у вас есть лучшая программа, чтобы он мог ее использовать, или если вы делаете это вручную, вам просто нужно измерить каждое расстояние и отметить нижнюю линию в качестве ориентира, где должна быть проведена каждая линия. Просто предупреждаю, что мой следующий рисунок может выглядеть немного не так.
На последнем этапе мы выяснили, что между каждой точкой на окружности верхнего круга должно быть 2,75 дюйма, чтобы получить 24 точки под углом 15 градусов каждая, и чтобы общая окружность составляла 65,9736 дюймов (66,0 дюймов). Итак, начнем где-то рядом нижний кружок нужно начать отмечать нижнюю линию на 2.75-дюймовые расстояния, начинающиеся с точки 0,0 дюйма и продолжающиеся до полной длины окружности.
В качестве разделителя я использовал прямоугольный многоугольник шириной 2,75 дюйма. Я перемещал его от точки к точке, когда рисовал линии, обозначающие расстояние и высоту каждой горизонтальной линии. Вы также можете видеть, что я разместил свои заметки на своем рисунок для справки, когда меня прерывают, мне не нужно искать их снова или пересчитывать.
Я поместил прокладку так, чтобы ее край выровнялся с отметкой 0, и провел вертикальную линию вверх от нижней линии, чтобы пересечь следующую горизонтальная линия.Я переместил распорку, чтобы выровнять ее с этой новой линией, и нарисовал следующую вертикальную линию от нижней линии вверх, чтобы пересечь следующую горизонтальную линию выше последней. Я продолжал, пока не пересек верхнюю горизонтальную линию, затем провел вертикальные линии до горизонтальной линии ниже предыдущей, пока снова не добрался до самой нижней горизонтальной линии. Оттуда я снова начал делать их выше, чем предыдущий, пока не достиг вершины, и снова делал их короче, пока снова не оказался ниже самой нижней линии.Вы можете видеть, как возможность автоматически размещать их может сэкономить много времени.
Вручную:
Если вы делаете это вручную, это на самом деле намного быстрее, чем эта программа, но не так быстро, как действительно хорошие программы для черчения. Сделайте свою первую отметку возле нижнего круга на самой нижней линии. Установите компас на масштабированную ширину 2,75 дюйма. Поместите точку компаса на отметку и сделайте небольшую отметку там, где компас пересекает самую нижнюю линию справа от точки, переместите точку на эту новую отметку и сделайте новую отметку где компас пересекает линию справа от этой отметки.