 alexxlab
alexxlab Листогибы по металлу своими руками: Инструкция +Видео и Фото
Листогиб своими руками: чертежи, видео, описание. Из листового металл можно сделать огромное количество изделий – водосточную систему, фасонные детали, которыми можно обшивать кровлю, отлив для цоколя, уголки для строений из профилированного листа и прочее.
Все это может сделать особый гибочный станок, иными словами листогиб, своими руками сделать который не состав труда. Об этом и поговорим.
Содержание:
- 1 Разновидности
- 1.1 Простые (ручные)
- 1.2 Листогиб из тавров
- 1.3 Листогиб из уголка с прижимной планкой
- 1.4 Вальцы для листового металла
- 2 Итоги
Разновидности
Есть три разновидности станков для гибки листов:
- Простой ручной, в данном случае гибка металла выполняется при приложении силы. Такие устройство дают возможность избегать листовые материалы под любыми углами — от нескольких градусов до 360.

- Гидравлический станок, в котором при помощи ударов листовой металл сгибают по форме матрица. Последняя бывает прямой, иногда криволинейной. Такое оборудование признано профессиональным, и его активно используют для предприятиях большой и средней мощности.
- Роликовые/валковые листогибы, в которых лист металла не гнется строго по прямой, а закругляют. При помощи такого оборудования можно делать трубы или любые подобные изделия.
Все описанные устройства относятся к станкам для гибки листов. Своими руками будет проще всего сделать оборудование первого типа, и немного сложнее – третий. О них и пойдет речь – как сделать листогиб своими руками + видео.
Простые (ручные)
Металлические фасонные детали стоят дорого, даже дороже профнастила или металлической черепицы, поэтому есть смысл изготовить самый простой станок для гибки листового металла, а уже с его помощью сделать любое количество углов, отливов и остальных деталей, которые вам требуются, при этом лишь под свои размеры.
И да, не переживайте на счет внешнего вида. В продаже если листовой металл не только оцинкованного типа, но и уже окрашенный. В каждой конструкции лист будет плотно зафиксирован, поэтому при работе он не будет скользить по столу, а краска не сотрется и не поцарапается.
В местах изгиба она тоже не будет повреждена, поэтому вид изделий будет приличный. При должных усилиях ваши изделия будете выглядеть даже лучше тех, что есть в продаже.
Листогиб из тавров
Для изготовления такого станка потребуется любая ровная поверхность, к примеру, стол, желательно чтобы он был металлическим, а также 3 уголка с шириной полочки не меньше 4,5 см, а толщина металла не меньше 0,3 см. Если у вас в планах есть изгибание длинных заготовок (длина больше 1 метра), то желательно взять полочки с большей шириной и толщиной металла. Можно использовать товары, но это требуется для гибки листов с большей длиной и толщиной. Также потребуются 2 дверные металлические петли, а еще 2 винта с диаметром от 1 до 2 см, на них «барашки» и пружинка. Еще потребуется сварка для того, чтобы приварить петли и проделать отверстия (или дрель со сверлом, которое подходи для работ по металлу).
Еще потребуется сварка для того, чтобы приварить петли и проделать отверстия (или дрель со сверлом, которое подходи для работ по металлу).
Для листогиба, который будет сделан своими руками, используем тавр на 7 см – 3 кусочка по 2,5 метра, еще 2 болтика по 2 см диаметр, маленький кусочек металла с толщиной 0,5 см.
Порядок действий следующий:
- Два тавра следует сложить, с двух концов сделайте в них выемки под петельки. Края выемок следует скосить под 45 градусов, а третий тавр обрезать так же, но глубина выемки должна быть чуть больше – это будет прижимная планка, поэтому она должна свободно ходить.
- Приварите петли с двух сторон (проварите с лицевой стороны и с изнанки).
- К дальнему от вас тавру приварите по 2 укосины с каждой стороны. Они требуются для того, чтобы можно было выполнить установки болта-фиксатора прижимной планки.
- Приварите к каждой укосине по гайке для болта.
- Установите прижимную планку, а сверху приварите пластины из металла, в которых будет отверстие посредине.
 Диаметр отверстия должен быть чуть больше, чем диаметр болта. Отверстия следует отцентровать таким образом, чтобы они находились на одной вертикали с приваренной гайкой. Приварите.
Диаметр отверстия должен быть чуть больше, чем диаметр болта. Отверстия следует отцентровать таким образом, чтобы они находились на одной вертикали с приваренной гайкой. Приварите. - Пружину отрежьте так, чтобы она смогла поднимать планку на 0,5-0,7 см. После этого нужно пропустить болт в «ушко», надеть пружинку и закрутить гаечку. После установки такой же пружинки с другой стороны прижимная планка будет подыматься сама при откручивании.
- Приварите к шляпке винта два отрезка арматуры – это будут ручки для закручивания.
- К подвижному тавру приварите ручку и можно начинать.
Данный вариант будет самым мощным – вы сможете сгибать длинные заготовки и листы большой толщины. Хотя такие масштабы не всегда востребованы, но всегда можно уменьшить. В видео есть конструкция аналогичного типа, но чуть меньше и с другим креплением планки прижима. К слову, можно установить на винт пружину и тогда будет проще поднимать планку. Конструкция интересна тем, на ней можно проводить отбортовку, а стандартные устройства такого не могут.
Листогиб из уголка с прижимной планкой
Данная модель выполнена из уголка с толстыми стенками, станина сделана в виде обычного строительного козла, который сварен из аналогичного уголка. Ручка взята с багажной тележки, а конструкция винтов по-своему интересна – они длинные, ручка вынута в виде буквы «Г». Ее удобно открутить и прикрутить на месте.
Такой станок листогиб своими руками сделать несложно, но учтите некоторые особенности:
- Уголки находятся не полочками друг к другу, а имеют направление в одну сторону. Из-за этого крепление петли бывает не самым удобным.
- На изгибе дальнего уголка приварите с двух сторон маленькие пластинки-упоры для планки.
- На той же планке приварите гайку от винта (на обеих сторонах).

Теперь можно перейти непосредственно к прижимной планке. Ее тоже можно сделать из уголка, но укладывать следует на станок изгибом кверху. Для того чтобы планка не перегибалась при работе, наваривают усиление – металлические перемычки. С двух концов планки приварите маленькие металлические площадки, в которых сделаны отверстия для болтов. И еще один момент – та грань, которая повернута к месту сгиба, требуется для получения острых углов на сгибе.
Прижимную планку нужно установить на станок, а в место установки подложить пружины. Ручку установите на место. Если она не прижмет планку, благодаря силе упругости пружинки будет приподнятой над поверхностью. В этом положении под нее заправьте заготовку, выставьте и прижмите. Такой листогиб будет неплохим вариантом для использования в домашних условиях. У вас не получится гнуть толстый металл, то оцинковку и жесть без труда.
Вальцы для листового металла
Данный тип листогиба может быть с тремя приводами:
- Гидравлический.

- Ручной.
- Электрический.
Вальцы своими руками для листового металла делают с ручным или электрическим приводов. В ручном должно быть 3 вала, а в электрическом может быть и 3-4, но по стандарту тоже всего лишь три. Для такого станка требуется хорошая основа, в качестве который может быть использована станина или верстак. В качестве основы конструкции выступают валки, которые должны быть одинакового размера. Два нижних должны стоять стационарно, а верхний подвижно. Благодаря изменению расстояния между верхними и нижними вальцами можно изменять радиус кривизны.
Итоги
Станок приводится в движение при помощи ручки, которая должна быть приделана к одному из валов, а после крутящий момент будет передан на остальные катки через звездочки. Их следует подобрать таким образом, чтобы скорость вращения получилась одинаковой. Если на оборудовании планируется изготовление труб, верхний каток должен быть с одной стороны съемным и иметь систему быстрого фиксирования. После сворачивания листа в трубу вы не сможете вытащить его по-другому.
После сворачивания листа в трубу вы не сможете вытащить его по-другому.
Листогиб своими руками: конструкции, чертежи, описания
Из листового металла делают немало изделий — водосточные системы, фасонные детали для обшивки кровли, крытой профнастилом или металлочерепицей, отливы для цоколя, углы для сооружений из профлиста и т.д. Все это может сделать специальный гибочный станок — для листового металла. Как сделать листогиб своими руками и поговорим в этой статье.
Содержание статьи
- 1 Виды листогибов
- 2 Простые ручные
- 2.1 Мощный листогиб из тавров
- 2.2 Из уголка с прижимной планкой другого типа
- 3 Вальцы для листового металла или вальцовый листогиб
Виды листогибов
Есть три вида листогибочных станков:
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
- Чертеж гибочного станка для листового металла
- Листогиб — проекция сбоку
- Другая модель
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки.
 Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Вырезаем выемки под петли
- Приваривают петли с двух сторон (проварить с лица и с изнанки).
Хорошо провариваем петли
- К одному из тавров (дальнему от вас, если их «раскрыть») приваривают по две укосины с каждой стороны. Они нужны чтобы можно было установит на них болт-фиксатор прижимной планки.
Такие укосины
- К укосинам приварить гайку болта.
Привариваем гайку
- Установить прижимную планку (третий обрезанный тавр), в верхней части приварить металлические пластины с отверстием посредине. Диаметр отверстия — чуть больше чем диаметр болта. Отцентровать отверстия так, чтобы они находились с приваренной гайкой на одной вертикали. Приварить. Центруем, привариваем
- Пружину отрезать с таким расчетом, чтобы она поднимала прижимную планку на 5-7 мм. Пропустить болт в «ухо» прижимной планки, надеть пружину, закрутить гайку.
 После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
После того как установили такую же пружину с другой стороны прижимная планка при откручивании подымается сама.
Остались мелочи
- К шляпке винта приварить по два отрезка арматуры — в качестве ручек для закручивания.
К шляпке болта приварить отрезки арматуры
- К подвижному (ближнему к вам) тавру приварить ручку. Все, можно работать.
Самодельный листогиб в процессе работы
Из уголка с прижимной планкой другого типа
Эта модель сварена из толстостенного уголка, станина сделана как обычный строительный козел, который сварен из того же уголка. Ручка — от багажной тележки. Интересная конструкция винтов — они длинные, ручка изогнута в виде буквы «Г». Удобно откручивать/закручивать.
Небольшой ручной листогиб для самостоятельного изготовленияВ данном самодельном станке для гибки листового металла есть много особенностей:
- Уголки расположены не полочками друг к другу, а направлены в одну сторону.
 Из-за этого крепление петли получается не самым удобным, но сделать можно.
Из-за этого крепление петли получается не самым удобным, но сделать можно.
Особенности
- На изгибе дальнего (неподвижного) уголка приварены с двух сторон небольшие пластинки-упоры для прижимной планки.
- На той же планке приварена гайка от винта (с двух сторон).
Теперь перейдем к конструкции прижимной планки (на фото выше). Она тоже сделана из уголка, но укладывается на станок изгибом вверх. Для того чтобы при работе планка не изгибалась, наварено усиление — перемычки из металла. С обоих концов планки приварены небольшие металлические площадки, в которых просверлены отверстия под болты.
Еще один важный момент — та грань, которая обращена к месту сгиба срезана — для получения более острого угла изгиба.
Планка устанавливается такПрижимная планка укладывается на станок, в место установки гайки подкладывается пружина. Ручка устанавливается на место. Если она не прижимает планку, та за счет силы упругости пружины приподнята над поверхностью. В таком положении под нее заправляют заготовку, выставляют, прижимают.
В таком положении под нее заправляют заготовку, выставляют, прижимают.
Неплохой вариант для домашнего использования. Толстый металл гнуть не получится, но жесть, оцинковку — без труда.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
- ручной;
- гидравлический;
- электрический.
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Вальцевый листогиб
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Самодельный станок листогиб своими руками
Содержание статьи:
- Виды листогибов
- Ручные листогибы
- Гидравлические листогибы
- Пневматические листогибы
- Электромагнитный листогиб
- Самодельный деревянный листогиб
С помощью листогибочного инструмента производятся разнообразные строительные элементы из металлического листа. Конструкция листогибов достаточно проста, хотя существует множество их видов. Применение самодельного станка значительно ускоряет работу кровельщиков и жестянщиков.
Применение самодельного станка значительно ускоряет работу кровельщиков и жестянщиков.
Виды листогибов
комбинированный листогиб
По виду тяги листогибочные станки делятся на:
- ручные;
- механические;
- гидравлические;
- пневматические;
- электромагнитные.
Кроме этого, существуют и другие различия:
- метод воздействия на металл: прямое (пресс гибочный) либо устройство с поворотной балкой;
- толщина обрабатываемого листа;
- возможность создавать различные формы из металлического листа.
Ручные листогибы
Ручные устройства удобны тем, что работают в «полевых условиях». Самодельный или заводской аппарат можно эксплуатировать прямо на улице, он не требует расходных и доборных материалов. Ручные механизмы подходят для изготовления своими руками небольших партий изделий: уголков, откосов, ендов, отливов, коньков из металла толщиной не более 0,7 мм. Основные преимущества ручных листогибов — малый вес, небольшие размеры, приемлемая цена и достаточная производительность.
Устройство равномерно прижимает лист по всей длине, обеспечивая эстетичный вид детали. С ручным самодельным механизмом справится один человек, так как лист удерживается прижимными пружинами. Чтобы точно выставить угол загиба предусмотрен угломер.
При выборе ручного листогиба следует обращать внимание на устойчивость и размер рабочего стола. Некоторые модели снабжены специальными удерживающими трапами, не позволяющими станку опрокидываться.
Практически все ручные механизмы оборудованы отрезной машиной. Некоторые дополнительной поворотной балкой, с помощью которой формируются ребра жесткости.
Гидравлические листогибы
Это стационарное оборудование, которое в отличие от самодельного, можно эксплуатировать только в помещениях. Они справятся с листами металла большой толщины (до 3 мм), не теряя производительности. На гидравлических станках изготавливают элементы каркасов домов (стоечные профили, швеллеры, уголки), детали автомобилей и механизмов.
Аппарат комплектуется гидростанцией, он изгибает лист до угла 105 градусов, создавая усилие до 20 тонн. Гидравлические устройства экономичны, тихо работают и очень просто управляются.
Выгоднее всего использовать гидравлические листогибы для производства крупных и средних серий однотипных изделий, в том числе очень точных и качественных.
Пневматические листогибы
пневматический листогиб
Пресс прямого действия для создания изделий из металлических листов, в том числе окрашенных или оцинкованных. В качестве сырья можно применять алюминиевые, медные или стальные листы. Пневматические листогибы используются в машиностроительной, приборостроительной, авиационной, строительной промышленностях.
Пневматический станок сгибает лист толщиной не более 1,2 миллиметра до угла 90 градусов с рабочим давлением до 0,5 мегапаскалей. Для эксплуатации оборудования необходим компрессор, а запускать его можно только в условиях помещения.<
По сравнению с гидравлическими, пневматические прессы более компактны, меньше весят. Они работают быстро и безотказно, поэтому очень хороши для изготовления своими руками мелких серий изделий из тонкого металла (элементы отделки углов, коньки, уголки, отливы, швеллера).
Они работают быстро и безотказно, поэтому очень хороши для изготовления своими руками мелких серий изделий из тонкого металла (элементы отделки углов, коньки, уголки, отливы, швеллера).
Принцип действия. Устройство листогиба основывается на прямом воздействии на металл. По чертежу на лист наносится разметка и очередность выполнения изгибов. Материал размещают между пуансоном и матрицей, оператор нажимает на педаль и пуансон опускается и сгибает лист.
Рабочий механизм станка двигается за счет пневмоцилиндров со сжатым воздухом. В отличие от гидравлических и ручных прессов у пневматического нет поворотной и прижимной балки.
Главные характеристики пневмопрессов:
- максимальная толщина листа;
- максимальная длина детали;
- наименьшая загибаемая кромка;
- способность работы с широким материалом (глубина подачи и размещение упоров).
Электромагнитный листогиб
Электромагнитный способ прижима дает возможность изготавливать своими руками изделия сложных конфигураций: узкие желоба, высокие ящики, замкнутые контуры, выполнять изгибы по радиусу, воздуховоды прямоугольного сечения.

Глубина подачи детали не ограничивается, изделия выполняются с высокой точностью. Станок работает с металлом толщиной до 1,2 миллиметра, изгибая его на угол до 180 градусов. Стоимость электромагнитного оборудования значительно ниже, чем пневматического.
В зависимости от ширины прижимной балки можно своими руками изготавливать короба различной глубины. Пневматическое устройство удобно для производства шкафов и ящиков. Специальные конструкции прижимных балок ускоряют и облегчают процесс. Работать можно на улице или непосредственно на строительной площадке, так как размеры и вес станка невелики.
Самодельный деревянный листогиб
деревянный листогиб
Приведенная самодельная конструкция очень проста, но функциональна. С ее помощью можно своими руками аккуратно и быстро сгибать листы из нетолстой стали или алюминия.
Самодельные рабочие плоскости следует выполнять из древесины твердых пород. Если найти дубовую доску не удалось, можно взять сосновую и укрепить ее алюминиевыми уголками, рейками. Полосы размещаются по продольным краям. Петли необходимо будет укрепить шайбами, которые позволят выдержать уровень досок.
Полосы размещаются по продольным краям. Петли необходимо будет укрепить шайбами, которые позволят выдержать уровень досок.
вид сбоку
При изготовлении листогиба своими руками желательно использовать барашковые гайки.
Чтобы четко выдержать изгиб на 90 градусов, стопор для рабочей поверхности нужно установить с наклоном 5 градусов, в противном случае угол изгиба выдержан не будет. Если лист гнется неровно, предварительно место сгиба своими руками размечается пазом.
Более мощная самодельная конструкция в видеоролике:
Как сделать листогиб своими руками, самодельный листогибочный станок для листового металла
Чтобы самостоятельно изготовить отливы для фундамента, коньки на баню и другие изделия из жести, нужен настольный или ручной листогибочный станок, потому что сгибать листовой металл вручную — долго и муторно.
Причем если в домашних условиях вы планируете профессионально заниматься гибкой тонколистового металла (например, изготавливать различные конструктивные элементы из жести на заказ), лучше приобрести заводское оборудование. Возможно, даже с гидравлическим приводом.
Во всех других случаях вполне можно обойтись листогибом самодельным, изготовленным из «народных» материалов — металлического уголка или швеллера.
Если нужно выполнить какие-то разовые работы, то вполне достаточно будет самого простого приспособления, которое можно своими руками сделать из подручных материалов — без сварки, уголков и петель.
Читайте также: Используем сломанную дрель для изготовления станкаКакую именно конструкцию самодельного листогиба взять за основу — напрямую будет зависеть от ваших потребностей и возможностей.
В этой статье расскажем, как сделать листогиб своими руками — рассмотрим разные варианты конструкции на все случаи жизни.

Некоторые варианты самодельного листогибочного станка немного замороченные, другие — наоборот, просты в изготовлении. Но в любом случае сделать их под силу каждому.
Содержимое
- 1 Простейший листогиб своими руками — из бревна и пары досок
- 1.1 Видео
- 2 Простой станок из уголка — для гибки листового металла
- 2.1 Основные этапы работ
- 2.2 Видео
- 3 Настольный листогиб из обычного строительного уголка
- 3.1 Видео
- 4 Самодельный листогиб из швеллера и уголка
- 4.1 Видео
- 5 Как сделать сегментный листогиб
- 5.1 Видео
- 6 Большой листогиб улучшенной конструкции
- 6.1 Видео
- 7 Инструмент для гибки листового металла
- 7.1 Основные этапы работ
- 7.2 Сборка приспособления
- 7.3 Видео
- 8 Как изготовить простой и удобный роликовый листогиб
- 8.1 Видео
- 9 Простое приспособление для гибки листового металла
- 9.
 1 Основные этапы работ
1 Основные этапы работ - 9.2 Видео
- 9.
- 10 Листогиб своими руками несколько идей
- 11 Самодельный инструмент для гибки тонколистового металла
- 11.1 Что представляет собой самоделка: основные элементы конструкции
- 11.2 Пошаговый процесс изготовления роликового листогиба
- 11.3 Видео
- 12 Ручной роликовый листогиб из подшипников
- 12.1 Процесс изготовления роликового листогиба
- 12.2 Видео
- 13 Мини роликовый листогиб из профтрубы и подшипников
- 13.1 Основные этапы работ
- 13.2 Видео
- 14 Ручка-рычаг для гибки листового металла
- 14.1 Основные этапы работ
- 14.2 Видео
- 15 Как из обычных плоскогубцев сделать ручной листогиб
- 15.1 Делаем практичный ручной листогиб своими руками
- 15.2 Видео
- 16 Мини гибочный станок для заготовок из листового металла
- 16.1 Как сделать простой листогиб своими руками
- 16.2 Видео: самодельный ручной листогиб
Простейший листогиб своими руками — из бревна и пары досок
Чтобы согнуть отливы для защиты верхней части фундамента, предлагаем воспользоваться очень простым приспособлением, которое можно изготовить буквально за полчаса.
Идея самоделки принадлежит автору YouTube канала doRABOTKA.
Для изготовления самодельного листогиба своими руками потребуется бревно подходящей длины, пара досок и какой-нибудь увесистый прижим.
В качестве прижимной части самоделки можно использовать толстую длинную доску или кусок деревянного бруска.
Читайте также: Гибочный станок для прокатки металла (профильных труб)Обратите внимание: две перпендикулярных стороны опорного бревна должны быть максимально ровными, чтобы был выдержан угол в 90 градусов. Благодаря этому будет достигаться правильная форма отлива.
К нижней части бревна (по краям) крепятся две доски — они обеспечат устойчивость основания во время гибки металла.
К боковой ровной стороне опорного бревна с помощью длинных саморезов крепится длинная доска. Ее прижимная сторона должна быть максимально ровной.
Ее прижимная сторона должна быть максимально ровной.
Шурупы закручиваем не до упора, чтобы между доской и опорным бревном была небольшая щель — в дальнейшем в этот технологический зазор будет вставляться листовая сталь.
Дополнительно надо будет подготовить прижимную часть конструкции (из доски или деревянного бруска).
Читайте также: 4 варианта самодельной быстрозажимной струбцины, которые пригодятся каждому мастеруПринцип работы самодельного станка для гибки листового металла довольно прост.
Подготовленный кусок жести вставляем на нужную глубину в зазор между опорным бревном и доской. Далее саморезами притягиваем доску к бревну, и зажимаем таким образом металлический лист.
Перед тем, как закрутить саморезы, обязательно проверяем, чтобы линия разметки на листе сходилась по всей длине.
Далее берем прижимную доску (по длине она должна быть не меньше, чем длина листового металла), и выполняем загибание заготовки под углом 90 градусов. Дорабатываем место сгиба с помощью деревянной киянки.
Дорабатываем место сгиба с помощью деревянной киянки.
Видео
Подробно о том, как изготовить самодельный листогиб своими руками, можно посмотреть в авторском видеоролике.
Простейший «Листогиб» из бревна для изготовления отливов из оцинковки. doRABOTKAИз достоинств данной конструкции стоит отметить простоту сборки и дешевизну (автор использует б/у материалы, найденные на участке). После изготовления нужного количества отливов конструкцию можно разобрать, а материалы использовать для других целей.
Простой станок из уголка — для гибки листового металла
Для сгибания тонкого листового металла в домашних условиях можно использовать самодельный листогибочный станок. Чтобы его изготовить, нам потребуется обрезки металлолома, которые можно найти в любой мастерской.
В частности, мы будем использовать:
- строительный металлический уголок;
- круглую трубу;
- кусочки металла.
Также для крепления элементов конструкции нам понадобится крепеж в виде болтов, шайб и гаек.
Советуем прочитать статью: как сделать универсальный шлифовальный станок для мастерской.
Основные этапы работ
Первым делом необходимо будет изготовить основание и обжимной пуансон. Для этого отрезаем два одинаковых по длине отрезка металлического уголка. По краям заготовок вырезаем пазы под петли.
Далее прикладываем петли к уголкам, выставляем их в нужном положении, и привариваем.
В результате у нас получилось основание листогибочного станка и подвижная часть — обжимной пуансон, который будет сгибать листовой металл.
Далее необходимо будет изготовить прижимную планку. Для этого тоже понадобится металлический уголок.
Отрезаем заготовку нужной длины, сверлим по краям два отверстия. Предварительно в местах сверления отверстий необходимо будет сделать ровную площадку, обработав ребро уголка на шлифовальном или заточном станке.
Прижимную планку нужно будет прикрепить к основанию с помощью болтов и гаек.

В основании сверлим два отверстия, вставляем болты, на которые надеваем прижимную планку. Сверху надеваем две втулки из круглой трубы, и затем фиксируем прижим гайками.
Мастер использует обычные шестигранные гайки, но для удобства лучше использовать барашковые гайки.
На последнем этапе останется только изготовить ручку для обжимного пуансона.
Её можно сделать изогнутой (например, из круглой трубы) или прямой — из квадратной профильной трубы.
Все сварные швы зачищаем болгаркой и приступаем к покраске нашей самодельной конструкции. Гибочный станок готов, можно крепить его к поверхности рабочего стола.
Для крепления к основанию станка приварены кусочки металла («ушки») с отверстиями для болтов.
Видео
Подробно о том, как изготовить гибочный станок для гибки листового металла, вы можете посмотреть на видео ниже. Спасибо за внимание.
Jak zrobić giętarkę do blachyНастольный листогиб из обычного строительного уголка
Самый популярный и часто используемый материал для изготовления листогибочного станка своими руками — это металлический уголок.
Рассмотрим вариант листогиба, предложенный автором YouTube канала Men’s Craft.
Конструкция состоит из основания, обжимного пуансона с ручками и прижимной части.
Для изготовления основания потребуется доска и уголок. Подготавливаем заготовки нужного размера. Сверлим в уголке отверстия, делаем зенковку и прикручиваем его к доске на саморезы.
Далее изготавливаем обжимной пуансон. Отрезаем кусок уголка подходящей длины.
По краям с помощью болгарки делаем вырезы. Привариваем к пуансону две ручки-рычага из профильной трубы.
После этого с помощью болтов с гайками крепим по краям пуансона петли. Затем прикручиваем пуансон к деревянному основанию.
На последнем этапе изготавливаем прижимную часть конструкции. Отрезаем кусок уголка требуемой длины. По краям делаем вырезы. Потом сверлим два отверстия.
В деревянном основании сверлим два отверстие, чтобы установить крепежные болты. Далее устанавливаем прижим, и фиксируем его с помощью барашковых гаек.
Видео
Подробно о том, как из металлических уголков сделать листогиб своими руками, можно посмотреть на видео.
Cool idea from a metal corner! It couldn’t be easier!Самодельная конструкция получилась довольно простая, но в то же время удобная в использовании.
Причем при изготовлении гибочного станка своими руками можно совсем обойтись без сварки — ручки к обжимному пуансону можно закрепить с помощью болтов.
Самодельный листогиб из швеллера и уголка
Рассмотрим еще один способ, как сделать для домашней мастерской листогиб своими руками простой конструкции.
В данном случае за основу также используется строительный уголок, но основанием служит подходящего размера кусок швеллера. Этой идеей поделился автор Samodelki Vitmana.
Вначале надо изготовить прижим для листового металла, который будет крепиться с помощью болтов и барашковых гаек в верхней части конструкции гибочного приспособления.
Отрезаем два куска уголка одинакового размера. Вырезаем в них часть полки под углом 45 градусов, и сверлим отверстия.
Вырезаем в них часть полки под углом 45 градусов, и сверлим отверстия.
Отрезаем еще одну заготовку из строительного уголка, привариваем к ней две изготовленных детали. Прижим готов.
Далее приступаем к изготовлению обжимного пуансона. Для этого отрезаем кусок уголка, делаем вырезы по краям, и дополнительно прорезаем пазы для петель. Из профильной трубы свариваем квадратную рамку, которая будет выступать в качестве ручки.
Привариваем ручку-рычаг к обжимному пуансону. Потом зачищаем сварные швы зачистным или лепестковым кругом.
Отрезаем кусок швеллера, который будет выступать в качестве основания листогиба. По краям вырезаем пазы под петли.
Привариваем петли к пуансону и основанию, после чего соединяем обе части конструкции вместе.
В швеллере нужно просверлить два отверстия. Вставляем в них длинные болты, и обвариваем. На болты надеваем пружины.
После этого устанавливаем прижимную часть конструкции, и фиксируем ее при помощи барашковых гаек. При желании самоделку можно покрасить.
При желании самоделку можно покрасить.
Видео
Подробную инструкцию, как сделать листогиб своими руками из уголка и швеллера с пошаговыми этапами работ, вы можете посмотреть в видеоролике на нашем сайте.
Из швелера и уголка простое и полезное приспособление. Листогиб своими руками.Работать с этим приспособлением очень просто — основание зажимаем в слесарных тисках. Можно приварить к швеллеру уголки, чтобы фиксировать листогиб к поверхности стола с помощью болтов.
Далее вставляем между прижимной частью и основанием лист жести, фиксируем прижим. С помощью обжимного пуансона делаем загиб заготовки.
Как сделать сегментный листогиб
Если вам нужно не только сгибать листовой металл под углом (например, при изготовлении простых изделий — отливов и коньков), но также изготавливать детали коробчатой формы, мы советуем использовать сегментный листогибочный станок.
Идея самоделки принадлежит автору YouTube канала HD karya.
Сначала необходимо изготовить основание с обжимным пуансоном. Для этого отрезаем два строительных уголка, делаем по краям вырезы под петли, после чего соединяем обе части с помощью петель.
Для этого отрезаем два строительных уголка, делаем по краям вырезы под петли, после чего соединяем обе части с помощью петель.
Из толстых металлических пластин автор изготавливает две одинаковых стойки, к которым крепятся Г-образные кронштейны. К стойкам крепятся основание с обжимным пуансоном.
На последнем этапе изготавливается матрица со съемными сегментами из толстого металла. Крепим ее к опорным стойкам. К обжимному пуансону привариваем две ручки.
Видео
Подробно о том, как своими руками сделать сегментный листогибочный станок для гнутья коробок из листового металл и других деталей, можно посмотреть в авторском видеоролике.
PROFESIONAL tools..buat sendiri alat bending/tekuk plat manual/gren light 3d 12 lineНа первый взгляд, конструкция кажется очень сложной, но если посмотреть видео, то все станет понятно — разобраться можно. Автор постарался подробно снять все основные этапы сборки.
Большой листогиб улучшенной конструкции
Данный вариант станка не особо отличается от предыдущих приспособлений, за исключением разве что дополнительного усиления прижимной части.
Конструкция самодельного листогиба стандартная, состоит из:
- основания;
- обжимного пуансона;
- прижимной части.
Из двух уголков изготавливаются основание и обжимной пуансон. Между собой эти детали соединяются с помощью петель.
Потом из уголка надо будет сделать прижимную часть листогиба. По краям сверлим отверстия, вставляем в них направляющие втулки, и обвариваем.
К обжимному пуансону привариваем два отрезка профиля — для крепления ручек.
По краям основания привариваются длинные болты, на которые будет надеваться прижим. Дополнительно надо приварить к основанию металлические пластины с отверстиями, с помощью которых листогиб можно будет прикрепить к верстаку.
На последнем этапе останется только приварить к прижимной части усиления из металлической полосы, и изготовить из профильной трубы П-образную ручку.
Видео
Подробно о том, как сделать листогиб своими руками, вы можете увидеть в авторском видеоролике ниже. Эта идея принадлежит автору YouTube канала Phil Vandelay.
Эта идея принадлежит автору YouTube канала Phil Vandelay.
Инструмент для гибки листового металла
Правильно назвать его роликовый листогиб, потому что сгибание металла происходит за счет роликов — в данном случае это подшипники.
Необходимые материалы:
- металлическая полоса;
- 6 подшипников;
- два болта;
- два винта.
Обратите внимание: с помощью регулировочных винтов можно менять расстояние от края листа до линии сгиба.
Своим личным опытом изготовления инструмента поделился с нами автор YouTube канала Mistry MakeTool.
Основные этапы работСначала необходимо будет отрезать болгаркой кусок металлической полосы. Острые углы надо обточить на шлифовальном станке (закруглить).
После этого высверливаем в заготовке два отверстия под болты, на которые будут надеваться подшипники. В отверстиях нарезаем резьбу метчиком.
Дополнительно высверливаем еще пару отверстий под регулировочные винты.
Далее берем два болта подходящей длины и обрезаем у них часть головки. Оставляем только тонкий диск. Обтачиваем его, чтобы сделать круглым.
Сборка приспособленияПосле покраски болтов и металлической полосы можно приступать к сборке.
Надеваем на болты по три подшипника и вкручиваем их в отверстия в полосе. Фиксируем с помощью гаек с обратной стороны, как показано на фото.
В самом конце останется только вкрутить в свободные отверстия между роликами два регулировочных винта.
ВидеоПодробно о том, как изготовить простой инструмент для гибки листового металла, можно посмотреть в авторском видеоролике ниже. Спасибо за внимание.
Как изготовить простой и удобный роликовый листогиб
Для работы с небольшими заготовками из листового металла нет необходимости приобретать настольный станок. В данном случае можно использовать приспособление попроще.
Рассказываем, как изготовить ручной листогиб своими руками, который отлично подойдет для работы с небольшими кусками жести.
Причем с помощью самодельного роликового листогиба можно сгибать тонкий листовой металл не только оцинкованный, но также из нержавейки.
Идея самоделки принадлежит автору YouTube канала Kwando Technic.
Необходимые материалы:
- стальная круглая труба;
- металлический уголок;
- стальной круглый пруток;
- подшипники;
- крепеж — болты с гайками.
Приступаем к изготовлению загибочного инструмента. Первым делом отрезаем кусок стальной круглой трубы длиной 10 см, и сверлим в нем два отверстия. Вставляем в них два круглых прутка, и обвариваем.
Далее необходимо будет отрезать два уголка длиной по 15 см. Свариваем их вместе, чтобы получился швеллер. Делаем разметку, и сверлим в заготовке шесть отверстий.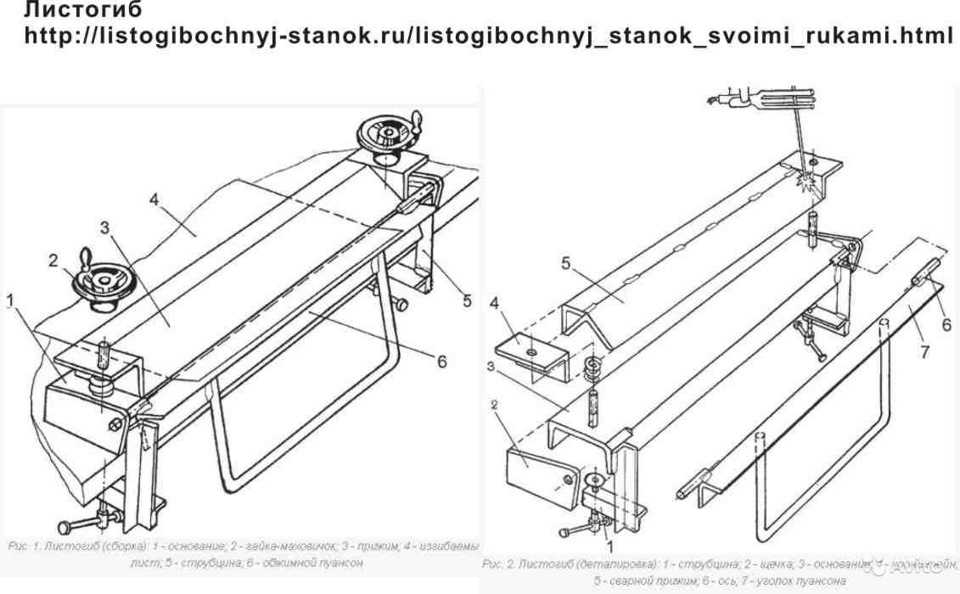
На следующем этапе с помощью болтов и гаек крепим к швеллеру четыре подшипника.
К центральным отверстиям необходимо приварить пару направляющих втулок из круглой трубы. В одной из них сверлим отверстие, и привариваем гайку, в которую будет вкручиваться болт-барашек.
В направляющие втулки вставляем деталь, изготовленную из круглой трубы и двух стальных прутков. На прутки напрессовываем подшипники.
Принцип работы мини листогиба по металлу очень прост. Лист жести крепим к рабочему столу с помощью струбцин. Выдвигаем подвижную часть приспособления на требуемую длину, и фиксируем ее барашковым болтом.
После этого проводим самодельный гибочник вперед-назад вдоль листа металла, формируя угловой изгиб.
Это одна из самых простых конструкцию роликового листогиба. С помощью этого приспособления можно согнуть отлив или конек на крышу. Идеально подойдет для работы в домашней мастерской.
Видео
Пошаговую инструкцию о том как сделать листогиб своими руками, можно посмотреть в видеоролике на нашем сайте.
Простое приспособление для гибки листового металла
Для гибки листового металла можно использовать самодельное приспособление, которое представляет собой ручной роликовый листогиб. Идея данной самоделки принадлежит автору YouTube канала Mr SunY.
Для изготовления мини листогиба нам потребуются:
- профильная труба;
- обычные болты;
- барашковый болт;
- пружина;
- гайки шестигранные;
- подшипники.
Понятное дело, что выполнять гибку листового металла с помощью настольного листогибочного станка намного быстрее и удобнее. Да и результат получается более качественным.
Однако ручной роликовый листогиб также имеет право на существование. Причем не только в гараже и домашней мастерской.
Например, его можно использовать для гибки металла по месту (на крыше — при изготовлении козырьков или на даче, когда нужно сделать отливы на окна).
Основные этапы работ
От квадратной профильной трубы отрезаем две заготовки длиной по 14 см. Если вам нужны другие размеры, вы можете подкорректировать их.
Вставляем в заготовки шестигранные гайки (с одной из сторон профильной трубы) и обвариваем их.
На противоположной стороне заготовок, но уже с наружной стороны, привариваем еще две гайки, и соединяем заготовки с помощью болта. В результате получилось своего рода шарнирное соединение.
К одной из профильных труб привариваем металлическую пластины и высверливаем в ней отверстия. Также надо просверлить два соосных отверстия и нарезать в них резьбу под барашковый болт.
На последнем этапе останется только покрасить самодельное приспособление и установить ролики, собранные из подшипников.
Между двумя частями самоделки устанавливаем пружину и затем вкручиваем в отверстия с резьбой барашковый болт.
Видео
Подробнее о том, как изготовить ручной роликовый листогиб для гибки тонколистового металла, вы можете посмотреть в авторском видеоролике ниже.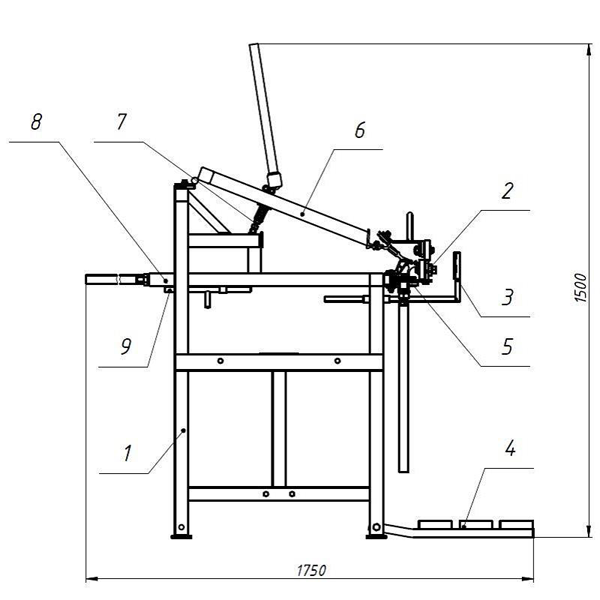
Листогиб своими руками несколько идей
Изготовить листогиб можно из различных материалов, например, для тонкого железа можно использовать фанеру или деревянные бруски. Деревянный станочек прослужит не так долго, как металлический, зато он прост в изготовлении и окупит на 100% своё создание. Ниже в галерее представлены различные идеи, которые могут вас направить в нужном направлении.
Самодельный инструмент для гибки тонколистового металла
В сегодняшней статье расскажем, как изготовить своими руками самодельный инструмент, который предназначен для сгибания заготовок из листового металла толщиной до 1 мм.
Данная самоделка удобна тем, что с ее помощью можно сгибать большие заготовки как по ширине, так по длине.
Поэтому самодельный роликовый трубогиб при работе с цельными металлическими листами толщиной до 1 мм предпочтительнее, чем листогибочные станки, которые имеют ограничение по ширине обрабатываемого листа.
Необходимые материалы:
- профильная труба;
- подшипники;
- стальной кругляк;
- резьбовая шпилька;
- болты с гайками.
Возможно, вам также интересно будет прочитать статью на тему: как изготовить плиткорез для керамической плитки своими руками.
Что представляет собой самоделка: основные элементы конструкции
Роликовый листогиб — довольно простая конструкция, которая представляет собой корпус, на одной из сторон которого закреплены подшипники: прижимные и направляющие.
Пара центральных прижимных подшипников «посажена» на круглые стальные прутки, которые являются подвижными, — чтобы можно было выставлять необходимое расстояние от края металлического листа до места сгиба.
Пошаговый процесс изготовления роликового листогиба
Первым делом необходимо отрезать кусок прямоугольной профильной трубы, которая будет выступать в качестве корпуса самоделки.
На одной из сторон профильной трубы делаем разметку, и сверлим отверстие сверлом маленького диаметра.
На следующем этапе рассверливаем все отверстия до требуемого диаметра — центральные отверстия мастер высверлил с помощью коронки по металлу.
Далее необходимо отрезать два кусочка квадратной профтрубы. Фиксируем их между собой с помощью сварки (на прихватки). Привариваем к корпусу.
В приваренных профильных трубах нужно будет просверлить два отверстия для установки стальных кругляков, на которые в дальнейшем будут надеваться прижимные подшипники.
Круглые прутки привариваем к крайней заготовке из квадратной профтрубы заподлицо. Потом разрезаем при помощи болгарки две заготовки, как показано на фото ниже.
К торцу профиля, который приварен к корпусу самоделки, приваривается гайка с прессшайбой. Вкручиваем в нее барашковый болт для фиксации подвижной части конструкции.
По торцам корпуса необходимо вырезать пазы, в которые будут устанавливаться дополнительные направляющие подшипники.
На последнем этапе, используя подшипники, болты, гайки и два отрезка резьбовой шпильки, останется только собрать все воедино.
Видео
Подробно о том, как сделать роликовый листогиб своими руками, можно посмотреть на видео ниже. Этой идеей поделился автор YouTube канала Oficina Garagem.
Como Fazer uma Dobradeira Pra Calha Portátil — Passo a PassoРучной роликовый листогиб из подшипников
Если вам приходится выполнять технологические операции по гибке листового материала в домашних условиях, то надежный помощник в виде ручного роликового листогиба из подшипников определенно не помешает.
При помощи этого самодельного инструмента можно сгибать листовой металл под разными углами.
Таким образом, не придется покупать дорогой станок по металлопрокату или обращаться за помощью к жестянщикам, чтобы нагнуть козырьки, отливы, коробы и другие изделия.
Также роликовый листогиб из подшипников отличается практичностью в использовании, поскольку гнуть листы металла можно непосредственно на месте проведения монтажных работ.
Процесс изготовления роликового листогиба
Первым делом в отрезке от квадратной профильной трубы нужно просверлить два отверстия, в которые потом вставляются два длинных стальных стержня диаметром 8 мм и обвариваются по краям.
На профильную трубу с двух сторон устанавливаются пластиковые заглушки. Далее переходим к изготовлению станины инструмента.
В двух отрезках стального уголка подходящей длины с двух сторон по краям при помощи болгарки делаются прямоугольные прорези.
Затем уголки зажимаются в тисках (причем между ними нужно положить две шайбы, чтобы получить зазор нужной толщины), после чего к ним привариваются два металлических штырька с подшипниками.
На следующем этапе работ по центру уголков надо просверлить по одному отверстию, чтобы вставить ранее изготовленную деталь из профиля и двух стержней.
На стержни надеваются втулки, которые привариваются к уголкам.
Затем на концы стержней устанавливаются ролики — подшипники. После шлифовки и покраски ручной роликовый листогиб готов к работе.
После шлифовки и покраски ручной роликовый листогиб готов к работе.
Видео
Diy Sheet Metal Bender From BearingsМини роликовый листогиб из профтрубы и подшипников
При помощи мини роликового листогиба можно выполнять гибку тонкого листового металла в пределах от 0 до 90 град.
Инструмент отличается компактными размерами, небольшим весом, а также простотой и удобством в использовании.
Лист металла помещается между двумя парами роликов (подшипниками), расстояние между которыми можно регулировать с помощью прижимного болта.
Роликовый листогиб необходимо перемещать от края до края тонколистового металла, сгибая кромку под требуемым углом.
Рекомендуем также прочитать, как сделать универсальный рабочий стол для гаража и домашней мастерской.
Для изготовления мини роликового листогиба потребуется кусок профиля квадратного сечения, один болт, гайка, две шпильки с гайками и четыре подшипника. Для работы из инструмента понадобится болгарка, дрель и сварка.
Основные этапы работ
Первым делом отрезаем кусок профтрубы подходящей длины. На заготовке делаем разметку, сверлим два отверстия. Между ними прорезаем болгаркой паз.
К торцу профильной трубы необходимо будет приварить гайку. Зачищаем сварные швы. Вкручиваем в гайку прижимной болт.
Далее потребуется две шпильки. Вставляем их в паз в профильной трубе, и фиксируем с одной стороны гайками. Надеваем на них по два подшипника, крайние подшипники автор приваривает к шпилькам.
Видео
Подробнее о том, как своими руками изготовить простой мини роликовый листогиб из профтрубы и подшипников, смотрите на видео ниже. Материал подготовлен на основе видео с YouTube канала Mr SunY.
AWESOME SHEET METAL FORMING TOOLSРучка-рычаг для гибки листового металла
Если нужно сделать какую-нибудь простую деталь из тонколистового металла (жести), вовсе необязательно городить листогибочный станок. Можно обойтись и более простым приспособлением.
В сегодняшней статье мы расскажем, как самостоятельно буквально в течение одного часа сделать удобную в использовании ручку-рычаг для работы с листовым металлом.
С помощью самодельного приспособления можно согнуть из листового металла козырек или отлив, а также сделать небольшую коробочку. В общем, довольно универсальная приспособа получилась.
Своим личным опытом изготовления ручки-рычага для гибки тонкого листового металла поделился с нами автор YouTube канала Fab2Ku.
Основные этапы работНеобходимые материалы:
- металлическая полоса;
- стальной круглый прут.
Первым делом надо отрезать две металлических полосы одинаковой длины. Размеры заготовок в каждом конкретном случае могут быть разными, поэтому оставляем их на ваше усмотрение.
На одной из заготовок по всей ее длине необходимо будет снять фаску с одной стороны. Это можно сделать как с помощью болгарки, так и на гриндере.
После этого две металлических полосы нужно сварить между собой, вставив между ними отрезок стальной проволоки. На противоположной стороне должен остаться зазор.
Затем отрезаем кусок стального круглого прутка, который и будет выступать в качестве ручки-рычага. Нужно приварить его к рабочей части инструмента.
Теперь при помощи данной самоделки вы сможете изготовить разные штучные изделия из тонколистового металла.
ВидеоПошаговый процесс изготовления инструмента, а также тестирование его на практике можно посмотреть в авторском видеоролике ниже.
2 Simple And Easy Techniques For Bending Metal Sheet / Easy Bending ideas For Metal SheetКак из обычных плоскогубцев сделать ручной листогиб
Если у вас в мастерской валяются без дела старые ржавые плоскогубцы, не спешите их выбрасывать. После небольшой доработки из них получится очень полезный инструмент для ручной гибки листовой стали.
Данная самоделка пригодится в домашней мастерской при изготовлении различных изделий из оцинковки или жести.

Первым делом очищаем плоскогубцы от ржавчины и грязи. Поверхность можно почистить вручную наждачкой или болгаркой (во втором случае будет быстрее и качественнее).
В качестве прижимных губок для гибки листового металла подойдут две пластины трапециевидной формы. В них необходимо сделать прямоугольную прорезь под губки плоскогубцев.
Делаем практичный ручной листогиб своими руками
На следующем этапе нужно приварить пластины к губкам плоскогубцев, положив между ними еще три пластины и зафиксировав все болтами с гайками.
После сварки центральную пластину убираем, а оставшиеся две крепим к прижимным губкам при помощи винтов, предварительно нарезав в отверстиях подходящую резьбу.
Потом зачищаем места сварки болгаркой. При желании инструмент можно покрасить, чтобы защитить от образования коррозии.
Для удобства на ручки можно надеть термоусадочную трубку.
Таким самодельным ручным листогибом вы сможете аккуратно и ровно сгибать заготовки из листового металла.
Видео
Пошаговый процесс изготовления этого самодельного инструмента смотрите в видеоролике на сайте.
RUSTY PLIER — HOMEMADE MODIFICATIONМини гибочный станок для заготовок из листового металла
Если в гараже или домашней мастерской потребовалось согнуть под углом 90 градусов заготовки из листового металла небольших размеров, для этого можно использовать простой мини гибочный станок.
Изготовить такое приспособление можно своими руками из доступных материалов. Для работы потребуется сварочный аппарат, болгарка и электродрель (или сверлильный станок).
Итак, чтобы изготовить мини гибочный станок, потребуется сначала подготовить три пластины металла, два стальных прутка круглого сечения, а также нужны будут болты с гайками.
Как сделать простой листогиб своими руками
В двух стальных пластинах с помощью болгарки автор делает прямоугольные вырезы по краям, а потом приваривает болт с двумя гайками.
Причем в одной из гаек нужно будет рассверлить отверстие, чтобы она свободно вращалась на болте. К одной из пластин необходимо приварить два отрезка круглого прутка.
К одной из пластин необходимо приварить два отрезка круглого прутка.
В третьей пластине нужно сделать выборку по всей длине Затем заготовку нужно будет прихватить сваркой к одной из пластин, чтобы можно было просверлить отверстия по краям. Капли сварки потом надо срезать.
На последнем этапе останется только отшлифовать заготовки и покрасить их. После этого можно приступать к сборке. Для этого потребуется еще две пружины и две барашковые шайки.
Видео: самодельный ручной листогиб
Подробно о том, как сделать мини гибочный станок для гибки заготовок из листового металла, смотрите в видеоролике на нашем сайте.
PLEGADORA CASERA (SUPER FÁCIL)/ diy tool /sheet metal bendingАндрей Васильев
Задать вопрос
Самодельный ручной листогиб легко изготовить своими руками
При работе с жестью используются два основных инструмента. Ножницы по металлу и листогибочный станок.
Конечно, при изготовлении желоба для крыши сарая, можно воспользоваться старым дедовским способом – обстучать киянкой лист оцинковки о край верстака, или при помощи металлического уголка.
Примеры таких работ можно увидеть на кровле в частном секторе. Однако качество изделия оставляет желать лучшего, да и металл повреждается в месте ударов.
К тому же, кустарное сгибание металла подойдет лишь для простых конструкций. Если профиль изгиба имеет несколько разнонаправленных граней – без профессионального инструмента не обойтись.
Например, правильный конек для крыши «на коленке» не согнешь, да и внешний вид будет всегда напоминать о нерадивости хозяина.
Покупать промышленный станок – непростительная роскошь. В этом материале расскажем, как сделать листогиб своими руками из простых и доступных материалов.
Немного о конструкции самодельного листогиба
Простейшая конструкция – зажать край листа между стальным уголком и правилом (или двумя уголками) при помощи струбцины, и гнуть заготовку руками. Именно так обычно создаются простейшие элементы кровли.
ВАЖНО! Все работы с металлом необходимо выполнять в защитных рукавицах.
Однако траверсный листогиб вполне реально изготовить самостоятельно. Требуется точность разметки и терпение.
Требуется точность разметки и терпение.
Конструкция и принцип работы видны на чертежах.
Пошаговая инструкция по изготовлению
Для изготовления траверсного листогиба нам понадобятся:
- 4 метра стального уголка, сторона – 50 мм;
- Шаровая опора для автомобиля, с кронштейном для крепления;
- Тяга стабилизатора от него же, диаметром 10 мм;
- Болгарка, дрель, электросварка.
- Металлопрокат нарезаем болгаркой на куски по 1 метру. Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм.
- Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.
- Из стойки стабилизатора – делаем ось, на которую петли будут опираться.
ВАЖНО! От качества подгонки этих элементов зависит будущий люфт поворотного механизма.

- Тщательно измеряем и размечаем на уголке выборку для крепления оси.
- Строго по размеру стачиваем лыски для установки полуосей. Это нужно сделать максимально точно, чтобы не тратить время и материал на последующую подгонку.
- Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы. Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
- Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.
- В результате должна получиться конструкция, с идеальной соосностью в торцах.
- Приставляем уголки друг к другу.
- Делаем разметку выборки на втором уголке строго напротив осей первого уголка.
- Углы относительно друг друга должны быть расположены следующим образом:
- Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки.
 Привариваем петли на второй уголок с обеих сторон.
Привариваем петли на второй уголок с обеих сторон. - Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.
- Металлический прижим будет располагаться следующим образом:
- Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке. Нижняя сторона прижимного уголка стачивается под углом 45 градусов.
ВАЖНО! Кромка должна остаться идеально ровной, именно по ней будет проходить линия сгиба. В случае неровностей возможны заломы и складки на заготовке.
- Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.
- В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.
- Болты нужны для прижима заготовки к траверсе при изгибе.
 Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.
Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается. - Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
- Рукояти привариваем с нижней части поворотного уголка (траверсы).
Делаем станину для листогиба
Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.
Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.
Конструкция позволяет работать с листами железа толщиной до 2 мм и шириной 92 см. Углы загиба можно выбирать любой величины, гнуть заготовку можно как в одном направлении, так и ступенчато.
При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает. Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.
Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.
Дополнительные приспособления
Для удобства работы, прижимной уголок можно подпружинить, а вместо обычных гаек применить барашковые. На таком приспособлении удобно работать роликовым ножом, используя верхний прижим в качестве направляющей линейки.
Временная конструкция по упрощенной схеме
Рассмотренный вариант листогиба делается для регулярных работ, и фактически является стационарным устройством. Если вам необходимо срочно выполнить разовую работу по изготовлению жестяных изделий – можно создать более простое устройство.
Для изготовления понадобятся:
- Три уголка 40-50 мм, ширина по вашим потребностям;
- Пара дверных петель;
- Две мощные струбцины;
- Два прута (круга) в качестве ручек.
Два уголка скрепляются между собой петлями, как можно более плотно.
Третий, более короткий уголок, при помощи струбцин прижимает заготовку и нижнюю траверсу к верстаку. Такой станок не слишком удобен, но это компенсируется простотой изготовления. Вариант изготовления выбирать вам.
Такой станок не слишком удобен, но это компенсируется простотой изготовления. Вариант изготовления выбирать вам.
Простое решение для гибки листов
Этот самодельный листогиб можно изготовить за 30-60 минут.
Потребуется минимальное количество материалов:
- Уголок №5 длиной 1,5 метра.
- Швеллер №18 — 20, в качестве станины. Длиной 1,5 — 2м.
- Водопроводная труба 2-3 м., для изготовления рукоятки
- две дверные петли, лучше гаражные.
Как собрать конструкцию видно из приложенных фотографий. Станок простой, но эффективный, если вам, конечно, не требуется особая точность для гибки листов.
Обратите внимание на размеры листов, которые собираетесь гнуть. Приваривать петли необходимо с запасом. Прибавьте к ширине листа 20-30 см, чтобы лист свободно проходил между петлями, сделайте разметку и смело приваривайте.
Видео инструкция по изготовлению самодельного листогиба
Интересная статья на тему как собрать трубогиб своими руками. Доступные схемы и чертежи, а так же видео и подробное описание сборки.
Самодельный листогиб своими руками: фото и подробное описание
Виды листогибов
Есть три вида листогибочных станков:
- Простые ручные, гибка металла в которых происходит при приложении силы в определенном месте. Эти агрегаты дают возможность изогнуть листовой материал по прямой под любым углом — от нескольких градусов до почти 360°.
Для гибки листового металла
Для получения радиального изгиба металлического листа
Все эти устройства относят к листогибочным станкам. Своими руками сделать проще всего агрегат первой группы, чуть сложнее — третьей (вальцы для листового металла). Вот о них и поговорим — от том как сделать листогиб своими руками.
Листогиб своими руками: фото и описание изготовления
Самодельный гидравлический листогиб своими руками, подробное описание изготовления с фото.

Всем доброго времени суток! Хочу показать свой самодельный листогиб. Процесс изготовления станка, показан на фото.
Итак, первым делом закупил швелера №12, и выцыганил у председателя кооператива пару кусков большого двутавра ( с маркировкой JMA A42 b , и довольно толстой, центральной перемычкой — 11 мм). Кусок с маркировкой, идеально подошёл для верхней части каркаса, да ещё и маркировка оказалась чётко по центру.
Второй куксок был разрезан вдоль, и обрезаны полки по краям
Тот кусок, что предназначен для нижней части каркаса, был приварен к швеллеру.
Ну, и сварил каркас.
Сделал нижнюю подставку. Так как в мастерской места не много, то листогиб будет поворотным — в обычном положении рядом со стенкой, а если нужно будет гнуть длинные детали, он будет поворачиваться на петле, перпендикулярно стене.
Приступил к внутрянке.
Верхняя подвижная часть, с домкратом.
Чтобы легко получить соосность по втулкам верхней и нижней подвижных частей, они и втулки были слегка прихвачены сваркой между собой, а после приварки втулок, разделены.
Кольца для посадки пружин.
Делаю нижнюю матрицу. Померял расстояние от нижней подвижной части до стола, в нижнем, сжатом положении пружин, и добавил толщину самого маленького пуансона, который будет нужен, стало ясно, что матрицу от стола нужно поднять на 5 см. Взял кусок швеллера, вварил внутрь полосу 10 ку.
Угол матрицы специально сделал меньше чем 90 градусов. Для этого по краям подставил прут 6 мм.
Эта матрица — времянка. Со временем хочу сделать несколько матриц разного размера, с плавающими упорами.
Первый пуансон. Остальные буду делать потом, по ходу деятельности, под разные гибы.
Чтобы проще закрывать-открывать клапан домкрата, добавил такую «крутилочку».
Вот моё первое изделие из нержавейки 3 мм, сделанное на самодельном листогибе — защита картера.
Автор самоделки: Юрий. г. Бровары.
Популярные самоделки на нашем сайте
- Листогиб своими руками: фото и описание изготовления
- Мопед своими руками: фото и описание изготовления
- Профилегиб своими руками: фото и описание…
- Картинг своими руками: фото и описание изготовления машины
- Гибочный станок своими руками: фото и описание изготовления
- Пескоструйный аппарат своими руками (28 фото +…
- Токарный станок по дереву своими руками (20…
- Ленточная пила своими руками: подробные размеры,…
- Булерьян своими руками: описание изготовления
- Листогибочный станок своими руками: подробное…
- Самодельная антенна для цифрового ТВ DVB-T2: фото и…
- Самодельный компрессор (60 фото и подробное описание…
Простые ручные
Фасонные детали из металла стоят немалых денег. Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Даже больше чем профнастил или металлочерепица, потому имеет смысл сделать простейший станок для гибки листового металла, а с его помощью изготовить столько углов, отливов и других подобных деталей, сколько вам нужно, причем исключительно под свои размеры.
Если волнуетесь насчет внешнего вида, то зря. В продаже сегодня есть листовой металл не только оцинкованный, но и окрашенный. Во всех конструкциях фиксируется лист плотно, так что при работе не скользит по столу, а значит, краска не стирается и не царапается. В местах изгиба она тоже не повреждается. Так что вид у изделий будет вполне приличный. Если постараться, так выглядеть будут даже лучше, чем то что продают на рынке.
Мощный листогиб из тавров
Для этого листогибочного станка потребуется ровная поверхность (стол), желательно металлическая, три уголка с шириной полки не менее 45 мм, толщиной металла не менее 3 мм. Если планируете гнуть длинные заготовки (более метра), желательно и полки брать шире, и металл толще. Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Можно использовать тавры, но это — для гибки листов металла большой толщины и длины.
Еще понадобятся металлические дверные петли (две штуки), два винта большого диаметра (10-20 мм), «барашки» на них, пружина. Еще нужен будет сварочный аппарат — приварить петли и сделать отверстия (или дрель со сверлом по металлу).
Для самодельного листогиба был использован тавр на 70 мм — три куска по 2,5 м, два болта 20 мм диаметром, небольшой кусок металла толщиной 5 мм (для вырезания укосин), пружина. Вот порядок действий:
- Два тавра складывают, с двух концов вырезают в них под петли выемки. Края выемок скашивают под 45°. Третий тавр обрезают точно также, только глубину выемки делают немного больше — это будет прижимная планка, так что она должна ходить свободно.
Вырезаем выемки под петли
Хорошо провариваем петли
К шляпке болта приварить отрезки арматуры
Самодельный листогиб в процессе работы
Этот вариант очень мощный — можно гнуть длинные заготовки и лист солидной толщины.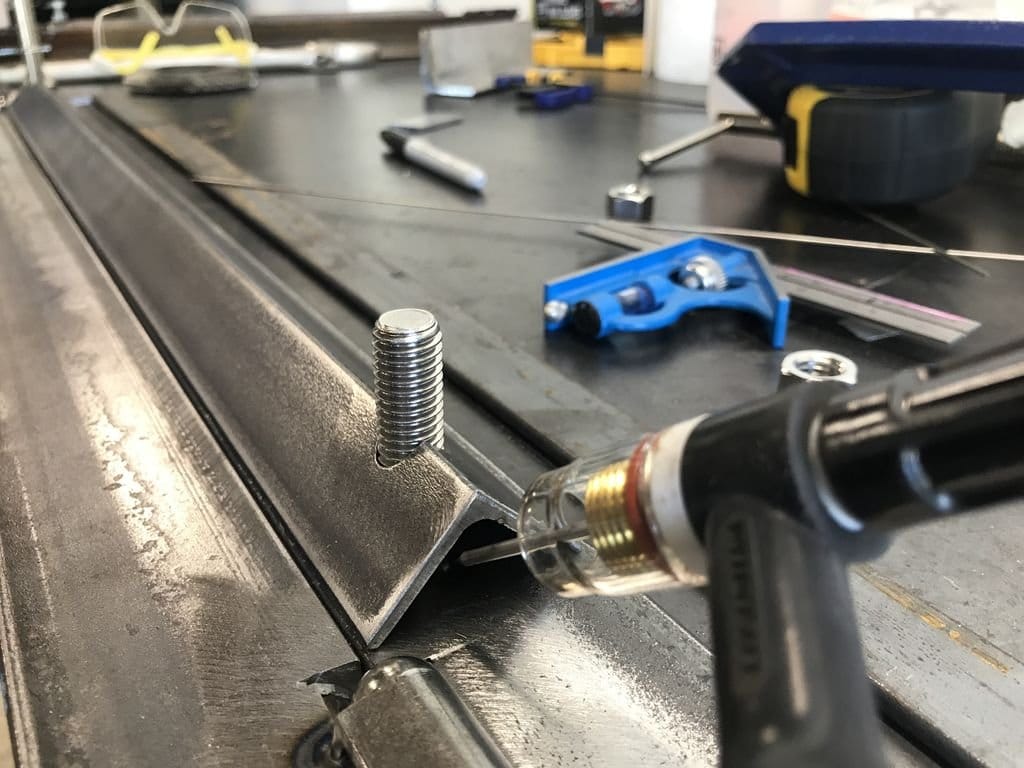 Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Не всегда такие масштабы востребованы, но уменьшить можно всегда. В видео предложена похожая конструкция меньшего размера, но с другим креплением прижимной планки. Кстати, никто не мешает на винт тоже установить пружину — проще будет поднимать планку. А интересна эта конструкция тем, что можно на ней делать отбортовку, что обычно такие устройства не умеют.
Пошаговая инструкция по изготовлению
Для изготовления траверсного листогиба нам понадобятся:
- 4 метра стального уголка, сторона – 50 мм;
- Шаровая опора для автомобиля, с кронштейном для крепления;
- Тяга стабилизатора от него же, диаметром 10 мм;
- Болгарка, дрель, электросварка.
- Металлопрокат нарезаем болгаркой на куски по 1 метру. Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм.
- Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.

- Из стойки стабилизатора – делаем ось, на которую петли будут опираться.
Делаем станину для листогиба
Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.
Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.
Конструкция позволяет работать с листами железа толщиной до 2 мм и шириной 92 см. Углы загиба можно выбирать любой величины, гнуть заготовку можно как в одном направлении, так и ступенчато.
При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает. Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.
Вальцы для листового металла или вальцовый листогиб
Этот тип листогиба может иметь три типа привода:
Своими руками делают вальцы для листового металла с ручным или электрическим приводом. В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
В ручных ставят 3 вала, в электрических их может быть 3-4, но обычно тоже три.
Для этого станка нужна хорошая надежная основа. Это может быть отдельная станина или какой-то верстак или стол. Основа конструкции — валки. Их делают одинакового размера. Два нижних устанавливаются стационарно, верхний — подвижно, так, чтобы в нижней позиции он располагался между вальцами. За счет изменения расстояния между нижними вальцами и верхним изменяется радиус кривизны.
Приводят в движение станок при помощи ручки, которая приделана к одному из валов. Далее крутящий момент передается на другие катки через звездочки. Их подбирают так, чтобы скорость вращения была одинаковой.
Если предполагается на оборудовании изготавливать трубы, верхний каток с одной стороны делают съемным, с системой быстрой фиксации. Свернув лист в трубу, его по-другому не вытащить.
Изготовление порогов на авто
Съемные пороги, которые делались в условиях заводов или специальных фирм, в большинстве случаев размещены в салонах транспортных средств. Их называют верхней частью порогов.
Их называют верхней частью порогов.
Именно эта часть наиболее загрязняется, когда в автомобиль садятся или выходят пассажиры.
Если же на кузов что-нибудь воздействует, то верхняя часть порогов поддается механическим повреждениям.
Бывают съемными и нижние части порогов транспортного средства, они находятся снаружи машины.
Съемные пороги для защиты устанавливаются автовладельцами и для того, чтобы можно было защитить основные конструкции от разных повреждений: грязи, химических веществ, а также трещин.
В сети вы найдёте множество видео на тему как сделать пороги на автомобиль своими руками.
Изготовление порогов на авто, а также их ремонт, можно сделать самостоятельно, не обращаясь за помощью к специалистам и не потратив лишние сбережения. Пороговая конструкция, довольно-таки, легко снимается. Чтобы выполнить такую работу, нет надобности использовать сварку. Достаточно будет приготовить рихтовку или вытяжку. Если всю работу по ремонту порогов сделать предельно аккуратно, то вам не понадобиться красить конструкцию. Защитные пороги являются съемными деталями, но, все-таки, это считается ремонт кузова.
Защитные пороги являются съемными деталями, но, все-таки, это считается ремонт кузова.
Читайте также: Хомуты червячные для крепления труб и шлангов, металлические, винтовые, обжимные, универсальные, NORMA TORRO, DIN 3017
Чтобы сделать ремонт порогов автомобиля, необходимо подготовить:
- верстак;
- наковаленки;
- киянку, а также все для рихтовки.
Если на пороге есть вмятина, ее необходимо устранять без особых усилий, так как можно нанести вред структуре металла, а также испортить лакокрасочное покрытие. Бывает, что металл порога начала разъедать коррозия. В таком случае, необходимо правильно оценить степень поражения.
Если разрушения незначительные, то можно просто вырезать часть с изъяном и наварить другую.
Но, бывает, что коррозия повредила большую часть, тогда лучше поставить новую конструкцию.
Разновидности
Есть три разновидности станков для гибки листов:
- Простой ручной, в данном случае гибка металла выполняется при приложении силы.
 Такие устройство дают возможность избегать листовые материалы под любыми углами — от нескольких градусов до 360.
Такие устройство дают возможность избегать листовые материалы под любыми углами — от нескольких градусов до 360. - Гидравлический станок, в котором при помощи ударов листовой металл сгибают по форме матрица. Последняя бывает прямой, иногда криволинейной. Такое оборудование признано профессиональным, и его активно используют для предприятиях большой и средней мощности.
- Роликовые/валковые листогибы, в которых лист металла не гнется строго по прямой, а закругляют. При помощи такого оборудования можно делать трубы или любые подобные изделия.
Все описанные устройства относятся к станкам для гибки листов. Своими руками будет проще всего сделать оборудование первого типа, и немного сложнее – третий. О них и пойдет речь – как сделать листогиб своими руками + видео.
Простые (ручные)
Металлические фасонные детали стоят дорого, даже дороже профнастила или металлической черепицы, поэтому есть смысл изготовить самый простой станок для гибки листового металла, а уже с его помощью сделать любое количество углов, отливов и остальных деталей, которые вам требуются, при этом лишь под свои размеры.
И да, не переживайте на счет внешнего вида. В продаже если листовой металл не только оцинкованного типа, но и уже окрашенный. В каждой конструкции лист будет плотно зафиксирован, поэтому при работе он не будет скользить по столу, а краска не сотрется и не поцарапается.
В местах изгиба она тоже не будет повреждена, поэтому вид изделий будет приличный. При должных усилиях ваши изделия будете выглядеть даже лучше тех, что есть в продаже.
Листогиб из тавров
Для изготовления такого станка потребуется любая ровная поверхность, к примеру, стол, желательно чтобы он был металлическим, а также 3 уголка с шириной полочки не меньше 4,5 см, а толщина металла не меньше 0,3 см. Если у вас в планах есть изгибание длинных заготовок (длина больше 1 метра), то желательно взять полочки с большей шириной и толщиной металла. Можно использовать товары, но это требуется для гибки листов с большей длиной и толщиной. Также потребуются 2 дверные металлические петли, а еще 2 винта с диаметром от 1 до 2 см, на них «барашки» и пружинка. Еще потребуется сварка для того, чтобы приварить петли и проделать отверстия (или дрель со сверлом, которое подходи для работ по металлу).
Еще потребуется сварка для того, чтобы приварить петли и проделать отверстия (или дрель со сверлом, которое подходи для работ по металлу).
Для листогиба, который будет сделан своими руками, используем тавр на 7 см – 3 кусочка по 2,5 метра, еще 2 болтика по 2 см диаметр, маленький кусочек металла с толщиной 0,5 см.
Порядок действий следующий:
- Два тавра следует сложить, с двух концов сделайте в них выемки под петельки. Края выемок следует скосить под 45 градусов, а третий тавр обрезать так же, но глубина выемки должна быть чуть больше – это будет прижимная планка, поэтому она должна свободно ходить.
- Приварите петли с двух сторон (проварите с лицевой стороны и с изнанки).
- К дальнему от вас тавру приварите по 2 укосины с каждой стороны. Они требуются для того, чтобы можно было выполнить установки болта-фиксатора прижимной планки.
- Приварите к каждой укосине по гайке для болта.
- Установите прижимную планку, а сверху приварите пластины из металла, в которых будет отверстие посредине.
 Диаметр отверстия должен быть чуть больше, чем диаметр болта. Отверстия следует отцентровать таким образом, чтобы они находились на одной вертикали с приваренной гайкой. Приварите.
Диаметр отверстия должен быть чуть больше, чем диаметр болта. Отверстия следует отцентровать таким образом, чтобы они находились на одной вертикали с приваренной гайкой. Приварите. - Пружину отрежьте так, чтобы она смогла поднимать планку на 0,5-0,7 см. После этого нужно пропустить болт в «ушко», надеть пружинку и закрутить гаечку. После установки такой же пружинки с другой стороны прижимная планка будет подыматься сама при откручивании.
- Приварите к шляпке винта два отрезка арматуры – это будут ручки для закручивания.
- К подвижному тавру приварите ручку и можно начинать.
Как отремонтировать прогнивший порог на авто
Несъёмные пороги также могут подвергаться повреждениям. Это может быть вмятина, коррозия, если автомобилем пользовались в не хороших условиях. Если транспортное средство постоянно контактирует с водой, грязью или химическими веществами, которые есть на наших дорогах, то, естественно, что пороги будет поедать коррозия. Когда автомобиль еще и некачественно покрашен, то проблемы с износимостью порогов могут возникнуть намного раньше, чем нам бы хотелось. В большинстве случаев это относится к отечественным автомобилям.
В большинстве случаев это относится к отечественным автомобилям.
Иногда вмятину можно сделать собственноручно, без каких-либо камней. Это элементарно, достаточно будет неправильно установить домкрат для смены колеса.
Чтобы начать ремонтировать кузовные пороги самостоятельно, сначала нужно оценить, насколько они повреждены. Это даст возможность правильно подобрать инструменты для будущей работы.
Каждый автовладелец может сам справится с небольшими повреждения ми на кузове.
Если вы уверенно решили самостоятельно заняться ремонтом, вам понадобится:
- верстак;
- сварка;
- вытяжка;
- несколько наковаленок;
- болгарка;
- инструменты для слесаря.
Для того, чтобы удалить вмятины или другие незначительные перекосы и не повредить покраску деталей, вам необходимо сделать поверхностный ремонт, используя вытяжку или плоттер. Если вмятина все же остается, необходимо попробовать переделать сваркой. С боку порога вырезается прямоугольное отверстие. В него вставляют наковаленку и пробуют осторожно выровнять вмятину. Когда на вашем автомобиле более серьезные повреждения, придется вырезать металл в нескольких местах. Потом отверстия прячут с помощью заплаток.
В него вставляют наковаленку и пробуют осторожно выровнять вмятину. Когда на вашем автомобиле более серьезные повреждения, придется вырезать металл в нескольких местах. Потом отверстия прячут с помощью заплаток.
Сообщества › Самодельный Гаражный Hi-End › Блог › Пресс-листогиб
К сожалению, это не мой проект. Я нашел его на американском форуме pirates4x4.com, когда искал решения для гибки толстого листа. Его собрал владелец небольшой мастерсокй, занимающийся изготовлением обвеса для внедорожников. Надеюсь, он вдохновит вас также, как и меня.
Орининал вы можете найти вот здесь: www.pirate4x4.com/forum/t…-press-brake-project.html. Там довольно много фоток, текста с описанием и обсужением проекта. Здесь я размещу только самое интересное, на мой взгляд.
Началось все с раскройки деталей
Рабочая зона листогиба имеет ширину 48 дюймов (примерно 1200мм), поэтому пресс должен развивать изрядное усилие, а его конструкция — “переваривать” такие нагрузки. Автор решил сделать все детали станка сборными, т. е. собирать из из нескольких деталей меньше толщины. Крестообразные прорези на деталях нужны, чтобы сварить детали между собой.
е. собирать из из нескольких деталей меньше толщины. Крестообразные прорези на деталях нужны, чтобы сварить детали между собой.
Обратите внимание на то, как расположен гидроцилиндр. Он давит параллельно плоскости станка, а затем усилие с помощью системы рычагов передается на ползун, на котором закреплен пуансон. Система рычагов также решает проблему равномерного перемещения ползуна большой длины без перекосов.
Детали привода пуансона собираются за счет обварки по периметру
Направляющие ползуна крепятся на болтах. Внутри закреплены пластиковые вставки, которые призваны снизить трение
Регулируемый ограничитель, помогающий при серийном изготовлении деталей
Станок был оснащен системой ЧПУ, контролирующей перемещение ползуна и, как следствие, угол гиба.
По словам автора станка, раньше он гнул детали для своих изделий, надпиливая болгаркой (!) металл по линии сгиба и проваривая все гибы после того, как был получен нужный угол. Теперь проблема решается нажатием на рычаг
Станок для гибки листового металла, созданный вентилятором (Fanmade)
Фанат SweBend связался с нами и хотел узнать больше о создании станка для гибки листового металла (листового проката) для своей следующей сборки. Посмотрите, как автор «Тем временем в гараже» посетил SweBend в 05:08 в своем последнем видео! Мы впечатлены этим прекрасным рулетом, вдохновленным SweBend!
Посмотрите, как автор «Тем временем в гараже» посетил SweBend в 05:08 в своем последнем видео! Мы впечатлены этим прекрасным рулетом, вдохновленным SweBend!
Важное примечание: В НАСТОЯЩЕМ станке SweBend ВСЕГДА используются подшипники SKF! Это не машина производства SweBend, а забавный хобби-проект Тем временем в гараже. SweBend не производит и не продает машины этого типа.
Официальное уведомление: Тем временем компания In the Garage получила право использовать название и логотип SweBend для этой конкретной машины. Название и логотип SweBend являются зарегистрированными товарными знаками, принадлежащими SweBend AB, поэтому любое другое несанкционированное использование является нарушением прав на товарные знаки и права собственности. Все права защищены.
SweBend – прецизионная гибка, упрощенная
Учимся у ЛУЧШИХ
На своем канале YouTube Тем временем в гараже он собирает собственные инструменты и машины, чтобы постепенно оборудовать свою мастерскую. После успешного создания вальцового станка, станка, шкафа для пескоструйной обработки и ленточной шлифовальной машины, он теперь хотел попытаться построить листогибочный станок. Чтобы сделать сборку максимально возможной, он связался со SweBend, чтобы узнать больше о передовом опыте создания точных гибочных станков.
После успешного создания вальцового станка, станка, шкафа для пескоструйной обработки и ленточной шлифовальной машины, он теперь хотел попытаться построить листогибочный станок. Чтобы сделать сборку максимально возможной, он связался со SweBend, чтобы узнать больше о передовом опыте создания точных гибочных станков.
«Когда MWIG связалась с нами, я увидел в этом прекрасную возможность помочь коллеге-инженеру избежать некоторых ловушек, когда дело доходит до гибки. Увидев его работу, я испытал ностальгию по изобразительному искусству мастера мастерской, с которого начинаются многие инженерные таланты. , Так что помочь ему распространить информацию и вдохновить новое поколение инженеров было несложно!»
Как построить правильный валок
Сначала все начинается с интеллектуального проектирования. Внедряйте разумные и эффективные решения, которые сделают машину эффективной и простой в обслуживании. Убедитесь, что вы продумали все возможные пользовательские сценарии и спроектировали машину так, чтобы она превосходно работала в каждом из них. В совокупности сотрудники SweBend имеют более чем столетний опыт работы в гибочной отрасли — мы знаем, чего это стоит. (Узнайте больше о нашей истории)
При сборке листогибочного станка (или любой гибочной машины) важно выбирать качественные компоненты и материалы. В SweBend мы используем только самые современные компоненты и материалы от проверенных производителей, чтобы обеспечить долговечность, прочность и точность станков.
Наконец, нужно правильно все измерить. Мы видим, что многие производители гибочных станков используют неправильные приводы и/или рамы. Таким образом, их клиентам будет труднее добиться хороших результатов или добиться надлежащего срока службы машины из-за ненужного износа.
Самый прочный валок, поставленный SweBend на сегодняшний день
PB3-36 — это 3-валковый валок, управляемый как с помощью SweBend Bluetooth Control , так и с помощью специального блока управления. Этот зверь весит 190 тонн и может доставлять до 1700 тонн в усилие предварительного изгиба. Возможность предварительной гибки составляет 4050×105 мм (160×4″). Во время круговой прокатки толщина листа может составлять до 150 мм (6 дюймов) — холодная для этого размера листа (более толстые листы можно сгибать в меньшем размере).
Мы можем, у нас есть, и мы строим еще сильнее. SweBend уже работает над старшим братом для PB3-36, и ранее мы создавали еще более мощные машины. Поскольку рыночный спрос растет, мы тоже.
Смотреть визит (в 05:08) и его БИЛД!
Сообщение от Тем временем в гараже,
“ В этом видео я хочу показать вам один из самых сложных моих проектов. Я покажу вам, как я сделал машину для гибки листового металла в своей мастерской «Тем временем в гараже». .
Я много думал о том, как я это сделаю и какой у этой машины будет механизм. После долгих раздумий я поймал себя на мысли, что мне нужно вдохновение и новые идеи. Для этого я определил лучшего производителя гибочных станков, им оказалась компания Swebend. Я очень благодарен всему коллективу Swebend за такой теплый прием и гостеприимство. Они показали мне, как они производят гибочные станки всех сложностей и самое главное, какое высокое качество и любовь к своему делу они вкладывают.
Я был очень впечатлен своей поездкой в Свебенд в Хесслехольме (Швеция). ”
//Тем временем в гараже
Автор: SweBend Team
Команда SweBend, состоящая из опытных инженеров-гибщиков и персонала с более чем 250-летним опытом работы в области гибки, готова решать самые передовые и технически сложные задачи по гибке.
Готовы идти вперед? Свяжитесь с нами сегодня!
Самодельный станок для гибки листового металла: бережливая мастерская
Распечатать 🖨
В данный момент мы занимаемся ремонтом нашего дома. Нашему дому более ста лет, и почти все требует нашего внимания, чтобы функционировать. Все стены нуждаются в штукатурке или замене каркаса. Приходилось делать заглушку. Требуется замена обшивки. Проводка… список можно продолжить. Одна из работ, которую нужно выполнить, — это вспышка вокруг нашего дымохода, которая просачивается больше, чем мои глаза во время песни Эда Ширана. Поэтому я сделал листогиб из подручных материалов, чтобы сделать наш дымоход снова водонепроницаемым. И в этой статье объясняется, как я это сделал.
Две вещи, которые мне нравятся: делать вещи из металлолома и делать что-то из механических частей (надеюсь, когда-нибудь соберу машину). Даже шарнирное соединение является механической деталью. Два куска материала, движущиеся вместе для создания действия, как шарнир, должны быть одним из самых простых механических соединений, и при этом очень полезным.
Давно хотел листогибочный станок, иначе называемый коробчатым тормозом, пальцевым тормозом или даже просто металлическим тормозом, в зависимости от его функций. Когда я учился в средней школе, в классе сантехники у них была пара больших напольных моделей, которые можно было полностью регулировать. Такой, которым можно было бы сложить коробку. Сантехники используют их для изготовления воздуховодов кондиционеров. Тем не менее, эти вещи стоят целое состояние, и, если честно, они никогда не будут использованы в полной мере в моем сарае.
Несмотря ни на что, я все еще хотел его. Поэтому я приступил к изготовлению небольшой настольной версии из металлолома, который у меня лежал.
Я знал, для чего мне это нужно. Мне нужно было создать резкий изгиб листового металла. Мне нужно было, чтобы это было точно. И мне нужно было, чтобы он был сильным.
Любой изгиб этой штуки привел бы к тому, что она не соответствовала бы моим первым двум требованиям, поэтому была выбрана тяжелая сталь, и было использовано много времени, чтобы должным образом продумать мой дизайн.
В него входят три основных компонента:
- Кровать. Это та часть, которая будет крепиться к скамье, или, если я захочу установить ножки, они будут крепиться к ней. Это должно быть довольно жестко.
- Прижимной зажим. Он удерживает листовой металл на месте и должен быть достаточно тяжелым, чтобы иметь удерживающую силу, и жестким, чтобы не двигаться и не изгибаться под нагрузкой.
- Складной нож. Он также должен быть жестким, прямым и установленным в правильном положении, чтобы делать точные сгибы. Длинная ручка для рычага, прикрепленная к нему, значительно облегчает гибку металла.
Выбор подходящих материалов
Сначала мне нужно было определиться с длиной. Учитывая, что у меня под рукой была пара метровых отрезков тяжелой стали, это решение было принято легко. Я использовал U-образную балку толщиной 5 мм в качестве кровати и складного лезвия, а также уголок 40 мм x 40 мм толщиной 5 мм в качестве прижимного зажима. Это должно дать мне необходимую жесткость.
У меня также есть несколько болтов на 10 мм, короткий отрезок всей резьбы, кусок трубы и несколько гаек для ручки, а петли я сделал из запасных установочных штифтов, которые у меня были, и нескольких мелких кусочков лома.
Крепление прижимного зажима к станине
Все это крепится к станине, поэтому я прикрепил прижимной зажим к станине с помощью двух болтов, по одному на каждом конце, и приварил гайки для них к нижней части кровати. Зажим нуждается в небольшом количестве движений вперед и назад, чтобы можно было регулировать толщину материала, который я складываю. Их должно быть немного, поэтому я сделал отверстия в хомуте немного больше, чем болты, которые использую.
Станина с прижимом от края.Складывание
Передний край кровати и передний край складного лезвия — это то место, где происходит действие, поэтому здесь мне нужно быть точным.
Установочные штифты, которые я использую, должны быть расположены таким образом, чтобы два края станины и лезвие находились там, где должен находиться центр штифта (по одному на каждом конце), чтобы создать действие складывания. Поэтому я вырезал каждую часть, чтобы штифт сидел в правильном месте. Затем я приварил штифты только к складному лезвию.
Используя кусок довольно толстого металла, я просверлил отверстие размером со штифт, вставил его, проверил, что лезвие и станина все еще находятся в правильном положении, а затем приварил его к станине. Затем я повторил это с другой стороны.
Эта деталь приваривается к станине, завершая шарнирное соединение. У меня даже есть небольшое отверстие в верхней части для смазки. Довольно причудливо.Это теперь создало шарнирное соединение и механизм складывания для моего недавно построенного предмета фурнитуры.
A Ручка и ножки
Ручка была сделана с помощью цельной резьбы, к которой я прикрутил гайки, и с небольшим уговором они вошли прямо в кусок трубы. Я сделал его достаточно длинным, чтобы облегчить подъем (чем длиннее ручка, тем легче движение), и съемным, чтобы он не мешал, когда он не используется.
Чем длиннее ручка, тем легче подъем. Эту штуку действительно нужно прикрутить болтами, чтобы она не двигалась при попытке ее использовать, поэтому из оставшихся бит я сделал очень простые ножки с отверстиями в них и приварил их к станине с каждого конца.
Обратите внимание на мой пример складывания на скамейке.Конечный результат
Эта штука прекрасно работает.
Замечательно, что удалось сложить новую обшивку для нашего протекающего дымохода.
Сгибы не такие четкие, как я хотел, что показывает, что я немного поторопился с настройкой и сборкой, но в остальном я очень доволен тем, чего мне удалось достичь.
Установлена первая металлическая планка. Так доволен результатом.Эта штука пригодится в нашем сарае. И сделан из лома. Удивительно, что можно создать из ничего. Покупка аналогичного настольного типа легко обойдется в 200 долларов плюс доставка, и вы не получите удовлетворения от того, что знаете, что сделали это сами.
И я так рада, что сделала это.
Не забудьте взять крэк. Что самое худшее может случиться?
Mr Hack
Советы по гибке листового металла – изготовление из металла
Листовой металл чрезвычайно удобен для всех видов работ, поскольку с ним очень легко работать. Вы можете многое сделать, используя всего несколько инструментов.
Тем не менее, его довольно легко покалечить, если не использовать правильную технику.
Вот несколько советов, которые помогут вам выполнять точные, аккуратные и профессионально выглядящие изгибы при работе с листовым металлом.
Содержание
Знайте, какие материалы подходят для сгибания
Некоторые материалы более податливы, чем другие. Это означает, что одни согнутся, а другие ослабнут и треснут. Для менее податливых материалов целесообразно нагреть заготовку, чтобы снизить риск растрескивания.
Вот некоторые распространенные материалы, которые вы можете встретить в виде листов, и некоторая информация о том, насколько легко их сгибать, не трескаясь.
| Мягкая сталь | Очень ковкая сталь, и вы сможете без проблем согнуть ее в холодном состоянии. Вам нужно будет снова подвергнуть его термической обработке, чтобы заставить его работать как пружинная сталь, как только он будет сформирован в нужной вам форме. Если вы попытаетесь согнуть его, когда он затвердеет, он, вероятно, сломается. |
| Отожженная легированная сталь | Сильно варьируется, если вы не знаете точный сплав. 4140 обычно довольно пластичен. В общем, вам всегда нужно отжигать его, если вы планируете сгибать его, иначе он треснет. |
| 6061 Алюминий | Плохо сгибается, растрескивание очень распространено, а холодное сгибание всегда ослабляет металл. Надлежащую гибку можно выполнить, предварительно отжигая алюминий, хотя это не идеальный кандидат для формованных деталей. |
| 5052 Алюминий | Хорошо формуется, один из лучших видов алюминия для гибки. Обычно растрескивание или усталость не являются проблемой, если только его не нужно разгибать и переделывать, но это довольно распространено практически для любого ковкого металла. |
| Медь | Очень ковкий, очень легко гнется. |
| Латунь | Формуемость зависит от содержания цинка в сплаве – чем больше цинка, тем менее пластичен латунь. Для простых изгибов листового металла это обычно не проблема, но для чего-то более сложного вам может понадобиться использовать тепло, чтобы смягчить его. |
| Бронза | Обычно более жесткая и с большей вероятностью растрескивается. Используйте тепло для улучшения формуемости. |
| Титан | Это прочный материал, поэтому вам нужно быть осторожным, чтобы не сломать инструменты. Чтобы избежать растрескивания, используйте больший внутренний радиус изгиба, чем для других металлов. Он также имеет низкий модуль упругости, поэтому вам придется значительно его согнуть, чтобы он принял нужную форму. |
Не сгибайте до острого внутреннего угла
Если вы сгибаете листовой металл до острого внутреннего угла, вы добавите массу внутренних напряжений. Даже на ковких материалах вы можете в конечном итоге расколоть металл на изгибе или ослабить его до такой степени, что он сломается с минимальным усилием.
Решение состоит в том, чтобы иметь радиус на инструменте, который вы будете использовать для гибки металла. Это предотвратит растрескивание или появление слабых мест.
Вот хорошее практическое правило для большинства материалов:
Внутренний радиус изгиба должен быть равен толщине формируемого материала.
Другими словами, если вы сгибаете лист толщиной 1/8 дюйма, используйте инструмент с радиусом 1/8 дюйма, чтобы сформировать внутреннюю часть сгиба. Если вы сгибаете материал толщиной 0,020 дюйма, используйте радиус 0,020 дюйма.
Однако: Для большинства применений с нержавеющей сталью или алюминием можно обойтись без изгиба с нулевым радиусом на всем, что имеет толщину менее 0,050 дюйма. Только не на максимальной мощности.
Если вы хотите добиться абсолютной максимальной прочности на изгиб, вот таблица для алюминия и нержавеющей стали, которые в настоящее время используются в аэрокосмической промышленности для изготовления летающих консервных банок:
Минимальный радиус изгиба для максимальной прочностиЗагрузить помните, что это только для максимальной силы; вы определенно можете пойти меньше, это просто не будет таким сильным. По крайней мере, вы можете увидеть, насколько качество металла и текущее состояние термообработки влияют на то, что вы можете с ним делать.
Использование припуска на изгиб
Если вы хотите выполнить какую-либо полуточную работу, когда длина полки или расстояние между изгибами несколько правильны, вам необходимо учитывать припуск на изгиб.
Это немного менее важно, когда вы делаете один изгиб и все равно собираетесь подрезать. В противном случае, вы должны вычислить это.
Так как металл толкается, тянется и растягивается, когда вы его сгибаете, расчет припуска на изгиб даст вам более надежные цифры для работы при раскладке плоского листа.
Есть несколько факторов, влияющих на это – например, толщина материала, размер внутреннего радиуса и т. д. и т. д. и т. д. калькулятор, чтобы сделать это за вас. Вот для чего нужны компьютеры.
Теперь немного информации, чтобы расшифровать, что это значит:
Припуск на изгиб — это, по сути, компенсация того, что происходит с материалом, когда он растягивается и превращается из плоского шаблона в правильный изгиб. Вычисление этого значения позволит вам узнать, какая часть фланца у вас останется после того, как вы сделаете изгиб.
Теперь, чтобы увидеть, как эта же деталь будет выглядеть в виде развертки, вот еще одна диаграмма:
Итак, зная, сколько материала потребуется на изгиб, мы можем определить, где именно разместить изгиб.
Имейте в виду, однако, что есть несколько переменных, которые делают точность этого расчета проблемой, если вы ищете чрезвычайно высокую точность. Например, точная твердость и состояние металла изменят коэффициент К изгиба, и это окажет небольшое влияние на количество материала, необходимого для достижения правильной длины полки.
В целом, это отличный способ получить действительно точные изгибы.
Использование тепла для тяжелых/толстых изгибов
Есть несколько вещей, которые можно сделать с помощью тепла. Наиболее важными из них являются отжиг и горячая формовка.
Это практично для материалов, которые не любят изгибаться без растрескивания или приложения серьезной силы. Примерами являются пружинная сталь или алюминий 6061.
Отжиг
Отжиг – это способ размягчения металла, который делает его более ковким. Это чаще всего используется для углеродистых сталей, но также может быть эффективным (хотя и немного сложнее) для других материалов, таких как некоторые марки алюминия.
Сталь
Для углеродистых сталей это целесообразно, если этот металл имеет достаточно высокое содержание углерода, чтобы его можно было подвергать термообработке. На самом деле нет причин делать это с чем-то вроде мягкой стали.
Чтобы сделать это со сталью, вам нужно нагреть сталь до приятного вишнево-красного цвета, а затем охладить ее как можно медленнее. Для большинства сталей это означает не более 70 F в час.
Это может быть непросто, особенно при работе с мелкими деталями. Вот вам и хитрость:
Возьмите немного сухого песка. Если вы используете что-то вроде песка для детских площадок, приготовьте его некоторое время, чтобы избавиться от влаги.
Возьмите большой стальной блок и нагрейте его до ярко-вишневого цвета, а затем закопайте в песок. Это позволит песку прогреться.
Затем нагрейте меньший кусок и, как только вы достигнете температуры, положите его рядом с большим куском металла. Все, чем приятное теплое прилегание между двумя материалами будет препятствовать слишком быстрому охлаждению меньшего куска. Оставьте его на несколько часов (или на ночь), и у вас будет хороший, отожженный, ковкий кусок стали.
Конечно, если у вас есть печь для термообработки или печь для обжига, вам не нужен подход на ферме. Просто дайте ему остыть в духовке с закрытой дверцей.
Алюминий
Это работает только для термообрабатываемых сплавов, таких как 6061 или 7075. Честно говоря, это может быть довольно сложно отжигать, но я научился действительно классному трюку, который работает (почти) каждый раз, гарантированно!
Для этого используйте кислородную горелку. Начните с зажигания факела только ацетиленом (или любым другим топливом, которое у вас есть). Это сделает противное, черное пламя дыма. Покройте кусок алюминия сажей, пока он не станет черным.
Затем включите кислород, чтобы получить обычное пламя, но держите его немного меньше, чем обычно. Используйте кончик бутона розы, если он у вас есть. Хитрость здесь заключается в том, чтобы не расплавить алюминий, но для этого вам нужно очень близко подойти к этой температуре плавления.
Медленно нагревайте металл, перемещая горелку вперед и назад, пока не сгорит сажа. Вот откуда вы знаете, что алюминий имеет правильную температуру.
Теперь дайте ему медленно остыть. Вы можете сделать это, удерживая фонарик все дальше и дальше, или используя упомянутый выше метод горячего прижимания (почти уверен, что это технический термин… HSM?). Если он остынет слишком быстро или закалит его, алюминий станет очень хрупким.
Теперь алюминий действительно податлив. Если вам нужно снова «закалить» его после того, как вы закончили работу, это немного сложнее без надлежащей печи для термообработки. Нагрейте его до 1000 F, дайте выдержать при этой температуре около часа, затем погасите водой. Чтобы состарить его (почти как закалку), нагрейте его до 400 F, замочите на час, затем дайте ему остыть на воздухе.
Горячая гибка
Здесь ничего сложного, просто нагрейте до красного цвета (если это железо) и согните. Просто имейте в виду, что это значительно испортит любую термообработку, поэтому вам может потребоваться переделать ее, если она действительно нуждается в твердости.
Очевидно, это может быть непростой задачей для длинных тонких изделий, так как они остынут, как только исчезнет источник тепла. Но если вы делаете что-то вроде небольшого проекта, это может снизить риск растрескивания большинства металлов.
Это также отлично подходит для некоторых пластиков, таких как акрил.
Защита поверхностей
Сгибание металла может действительно поцарапать поверхности, поэтому, если вы делаете что-то, что должно выглядеть красиво, стоит потратить несколько дополнительных минут на их защиту.
Самый простой способ сделать это — просто наклеить малярную ленту в любом месте, которое будет соприкасаться с чем-то твердым.
Если металл все еще царапается, вы можете либо наклеить несколько слоев липкой ленты, либо использовать деревянные бруски (например, 2×4 или что-то подобное), чтобы сжать деталь для изгиба, постукивая по ней молотком. – древесина будет достаточно мягкой, чтобы не повредить поверхность, пока на ней нет металлической стружки/твердых предметов.
Используйте тормоз
Для самых чистых поворотов лучше всего использовать тормоз. Вы можете сгибать лист чистым, непрерывным движением, и металл не будет деформироваться или волноваться.
У большинства людей нет такого в гараже, но вы можете подобрать действительно дешевые для тонких материалов (которые достаточно хороши для небольших хобби) по очень дешево онлайн (ссылка на Amazon). В качестве альтернативы, вы можете потратить несколько сотен долларов на более милого малыша.
Для более крупных работ, например, для работы с софтом и облицовкой дома, лучше всего просто пойти в пункт проката инструмента и взять его. Обычно вы можете арендовать их довольно недорого на неделю.
Прочие практические инструменты
Не для всего нужен тормоз; есть много других способов согнуть листовой металл, особенно если это меньший кусок.
Один из способов, которым я часто работаю с листовым металлом для автомобильных панелей, заключается в том, чтобы зажать листы 2×4 в тисках с заготовкой посередине, а затем обработать металл резиновым молотком. Хорошая вещь в том, что вы можете использовать более длинные 2×4, чтобы получить дополнительный радиус действия, который вы не получили бы от одних только тисков. Вы также получите хороший круглый сгиб, так как у 2×4 будет радиус, который перейдет на листовой металл — ваши изгибы на самом деле будут красивыми и прочными.
Еще одна вещь, которую вы можете использовать, это плоскогубцы (ссылка на Amazon). Они действительно дешевы и чрезвычайно быстры и просты в использовании для более тонких и мелких деталей. В каждом наборе инструментов должна быть пара или две. С ними можно получить действительно красивые, чистые изгибы. Также легко просто наклеить малярную ленту на губки вместо заготовки, так будет удобнее сохранять царапины на металле.
Планируйте изгибы
Раньше я работал в мастерской по ремонту вертолетов, где изготавливал инструменты из формованной стали длиной от 4 до 12 футов. Однажды я не спланировал свои изгибы, и в итоге я не смог вставить заготовку в тормоз для последнего изгиба. Это действительно отстой.
Если вы делаете несколько крутых, крутых поворотов, сначала спланируйте, как вы собираетесь это делать. Убедитесь, что на каждом этапе заготовка сможет поместиться в любой инструмент, который вы используете.
Самый простой способ сделать это — просто отрезать небольшую полоску металла, чтобы использовать ее в качестве пробного образца. Каждый раз, когда вы делаете изгиб, отмечайте место цифрой. Если вы можете пройти до конца без проблем, просто следуйте своим собственным шагам.
В любом случае, есть несколько форм, которые не очень практичны для большинства гибочных инструментов. Например, сделать глубокий U-образный канал с узким дном без специальных инструментов практически невозможно. Я делал их раньше, используя кусок плоского стержня в гидравлическом прессе и вдавливая металл в плиту из твердого уретана, но не у всех есть к этому доступ.
В качестве альтернативы, которая может работать во многих приложениях, можно просто сделать его из двух частей и сварить их вместе в проблемной области. Каждая работа уникальна, поэтому не существует эмпирического правила — исчерпывающий список принципов сам по себе был бы учебником.
Что работает (почти) каждый раз, так это просто работа с этой тест-полоской. Лучше испортить обрезок шириной 1 дюйм, чем большой лист дорогого материала.
В любом случае, вот оно. Вот некоторые из моих советов и приемов по работе с листовым металлом.
Гибка листового металла: основы, допуски и советы
Рост спроса на продукцию, изготавливаемую на заказ, привел к исследованиям, которые доказали, что листовой металл является универсальным материалом, который можно трансформировать в различные формы. Преобразование происходит за счет использования простых процессов формирования листа, таких как гибка металла, для придания листовому металлу желаемой формы, необходимой для различных производственных целей. Есть много процессов, связанных с этим, и знание того, как согнуть листовой металл, требует хорошего знания о них.
В этой статье будет рассмотрена важность гибки листового металла, его важность в процессах изготовления листового металла и способы гибки листового металла. Он также включает в себя несколько полезных советов по гибке, которые могут помочь при гибке стальных пластин.
Гибка листового металла
Гибка листового металла является эффективным способом изготовления изделий различной формы, используемых для различных процессов. Это гарантирует простоту и является эффективным способом формирования новых продуктов. Здесь вы узнаете о гибке листового металла, ее важности и методах, необходимых для этого процесса.
Гибка листового металла — это операция, при которой используется сила для изменения формы листа. Это делается для достижения желаемой формы или формы, необходимой для производственного процесса. Используемая внешняя сила изменяет только внешние характеристики листа. Однако параметры одного типа листового металла, такие как длина и толщина, остаются прежними. Ковкость листового металла также позволяет ему подвергаться различным процессам формообразования.
Применение гнутого листового металла
Гибка листового металла является одной из основных операций в металлообрабатывающей промышленности. Например, это важный этап для автомобильных компаний, поскольку они работают с различными формами, чтобы получить идеальную автомобильную деталь, соответствующую их дизайну. Процесс может быть на промышленном уровне, где он идеально подходит для создания больших деталей двигателя. Тем не менее, его также можно использовать для изготовления мелких деталей для замены изношенных деталей двигателя. Несмотря на то, что в операции задействовано множество процессов, все методы гибки листового металла основаны на стандартных методах, обеспечивающих точность при его производстве.
Методы гибки листового металла
Методы гибки листового металла аналогичны тем, что их конечной целью является преобразование конструкций из листового металла в желаемую форму. Однако они различаются по действию. Знание того, как сгибать листовой металл, приходит с пониманием того, что такие факторы, как толщина материала, размер изгиба, радиус изгиба листового металла и предполагаемая цель, определяют методы.
Перечисленные ниже методы не только покажут вам, как сгибать листовой металл. Они также покажут вам, что использовать для достижения наилучшего результата. Наиболее распространенные методы гибки листового металла:
V-образная гибка
Это наиболее распространенный метод гибки листов, поскольку он используется для большинства проектов по гибке. Он использует инструмент, известный как пуансон и V-образный штамп, для гибки листового металла под нужными углами. Во время процесса гибочный пуансон давит на листовой металл, расположенный над V-образной матрицей.
Угол, образуемый листовым металлом, зависит от точки давления пуансона. Это делает этот метод простым и эффективным, поскольку его можно использовать для гибки стальных листов без изменения их положения.
Метод V-образной гибки можно разделить на три вида:
·
ДноКак следует из названия, дно или дно гибки включает в себя сжатие листового металла до заданного дна штампа для формирования определенного угла и формы. В нижней части положение и форма угла матрицы определяют результат изгиба. Кроме того, пружинение сжатого листового металла невозможно. Это связано с тем, что усилие пуансона и угол наклона штампа превращают листовой металл в постоянную структуру.
·
Чеканка Чеканка – это метод гибки, который широко используется благодаря своей точности и уникальной способности создавать отличительные листы. В процессе нет пружинения листов. Это связано с тем, что монета проникает в листовой металл с небольшим радиусом, создавая вмятину на монете, позволяющую отличить один лист от другого.
·
Воздушная гибкаВоздушная гибка или частичная гибка является менее точным методом по сравнению с методом дна и чеканки. Тем не менее, он обычно используется из-за его простоты и легкости манипулирования, поскольку он не требует инструментов.
Есть и недостаток. Воздушная гибка — единственный метод, который приводит к пружинению листового металла.
При воздушной гибке пуансон воздействует на листовой металл, опираясь на обе точки отверстия штампа. Листогибочный пресс обычно используется во время V-образной гибки, поскольку листовой металл не соприкасается с нижней частью штампа.
(Гибочный пресс представляет собой простую машину, используемую в процессах гибки листового металла, он формирует желаемые изгибы на листе, зажимая лист в положении для прессования между пуансоном и матрицей)
Гибка в рулонах
Гибка в рулонах — это метод, используемый для гибки листового металла в рулоны или изогнутые формы. В процессе используется гидравлический пресс, листогибочный пресс и три комплекта роликов для выполнения различных изгибов или большого круглого изгиба. Он полезен при формировании конусов, труб и полых форм, поскольку он использует расстояние между роликами для создания изгибов и кривых.
U-образный изгиб
Принципиально U-образный изгиб аналогичен V-образному изгибу. Он использует тот же инструмент (за исключением U-образного штампа) и тот же процесс, хотя единственное отличие состоит в том, что формируемая форма является U-образной. U-образный изгиб очень популярен. Однако другие методы создают форму гибко.
Гибка с затиранием
Гибка с затиранием — это еще один метод, используемый для гибки листов с металлическими кромками. Процесс зависит от стержня. Например, листовой металл должен быть правильно надвинут на зачистной штамп. Стирание также отвечает за определение внутреннего радиуса изгиба листового металла.
Вращательная гибка
Этот метод гибки имеет преимущество по сравнению с гибкой с затиранием или V-образной гибкой, поскольку он не приводит к царапанию поверхности материала. Он также идеален, потому что может сгибать материалы в острые углы. Например, он используется при изгибе углов больше 90 0 .
Если вы ищете онлайн-услугу по гибке металла, вам следует выбрать RapidDirect. Просто загрузите свои файлы, и мы свяжемся с вами в течение 24 часов.
Припуск на изгиб листового металла
Припуск на изгиб — это производственный термин, который относится к распределению, которое дается для компенсации растяжения и изгиба листового металла. Когда листовой металл изгибается из своей первоначальной плоской формы, его физические размеры также изменяются. Сила, применяемая для изгиба материала, заставляет материал сжиматься и растягиваться внутри и снаружи.
Эта деформация вызывает изменение общей длины листового металла из-за прилагаемой силы сжатия и растяжения на изгибе. Однако длина, рассчитанная по толщине изгиба между внутренней сжатой поверхностью и внешней, находящейся под напряжением, остается неизменной. На это указывает линия, называемая «нейтральной осью».
Допуск на изгиб учитывает толщину листового металла, угол изгиба, используемый метод и К-фактор (постоянная, используемая при расчете изгиба листового металла, которая позволяет оценить величину растяжения материала). Это мера отношения сжатия на внутренней линии изгиба к натяжению на внешней стороне изгиба.
В то время как внутренняя поверхность листового металла сжимается, внешняя расширяется. Следовательно, коэффициент К остается постоянным. К-фактор (обычно от 0,25 до 0,5 макс.) служит в качестве контрольной цифры при расчете гибки листового металла. Он помогает определить точные материалы, необходимые перед обрезкой частей листового металла, а также полезен в таблице радиусов изгиба листового металла.
5 Наконечники для гибки стальных пластин
Изгиб стальных листов может показаться сложным. Однако с некоторыми советами это может быть легко. Ниже приведены несколько советов, которые могут помочь вам в этом процессе.
·
Следите за упругостьюПри сгибании листа материал должен быть изогнут под требуемым углом. Это связано с тем, что листовой металл обладает высокой способностью к изгибу, что позволяет ему возвращаться в исходное положение. Следовательно, для такого случая должно быть сделано распределение, согнув материал немного выше желаемого положения.
·
Достаточно ли пластичен листовой металл?Изгиб под острым углом может привести к растрескиванию листового металла. Поэтому вы должны избегать этого, насколько это возможно. Было бы лучше, если бы вы рассмотрели стальной металлический калибр, так как не каждый материал будет достаточно податливым, чтобы выдерживать изгибы в острые углы.
·
Всегда используйте листогибочный пресс Всегда используйте листогибочный пресс, где это применимо, поскольку он обеспечивает поддержку и гарантирует более чистую гибку листового металла и непрерывный рисунок на согнутых листах.
·
Не забудьте про отверстия для позиционирования процессаОтверстия для позиционирования процесса должны быть созданы на гибочных деталях, чтобы гарантировать точное позиционирование листового металла в матрице. Это устранило бы перемещение листового металла во время процесса гибки и обеспечило бы точные результаты при обработке нескольких листов металла.
·
Припуск на изгибУчет припуска на изгиб важен для понимания того, как сгибать листовой металл. Это гарантировало бы более точные цифры, обеспечивающие точность готовой продукции.
Заключение
Спрос на продукцию, изготовленную по индивидуальному заказу, никогда не уменьшится, а для металлических изделий на заказ требуются знания в области гибки листового металла. Поэтому в этой статье был представлен листовой металл, его важность и то, что вам нужно знать о том, как согнуть листовой металл до нужной формы.
Ознакомления с процессом недостаточно. Процесс не такой сложный, так как вы не можете попробовать его самостоятельно. Однако для тех, кто ценит качество и время выполнения заказов, RapidDirect может стать вашим золотым руном. С нашей инженерной поддержкой вы сможете воплотить свои проекты в жизнь и быстро превзойти своих конкурентов.
Получить мгновенное предложение
Часто задаваемые вопросы
Какой метод гибки листового металла лучше всего?
Лучший метод гибки листового металла кажется надуманным, поскольку каждый метод служит разным целям и позволяет получить разные формы. Следовательно, лучший метод гибки листового металла будет зависеть от цели материала, которому нужно придать форму.
Легко ли гнуть листовой металл?
Сгибание стальных листов может быть непростым делом. Однако при чистом понимании процесса это очень легко. Вы должны понимать используемые методы и доступные инструменты. Вы можете просмотреть статью, чтобы ознакомиться с процессом.
Руководство для инженеров по гибке и лазерной резке листового металла
Секция 1
Что такое гибка листового металла?
Гибка с ЧПУ (в сочетании с лазерной резкой) является одним из наиболее недооцененных процессов для производства листового металла как в малых, так и в средних объемах, особенно там, где количества (от нескольких сотен до нескольких тысяч на партию или более) не оправдывают создание дорогостоящих , сложные в обслуживании штамповочные инструменты или где скорость и гибкость производства имеют большое значение. Возможность изготовления деталей различной геометрии без использования инструментов, быстрое выполнение заказов, высокий уровень повторяемости и автоматизации означают, что гибка листового металла является ключевым инструментом в арсенале разработчиков продукции, инженеров и владельцев бизнеса, когда они хотят производить металлические детали. .
Важно понимать возможности гибки листового металла еще на этапе проектирования, поскольку это инструмент, который дает инженерам огромную гибкость для создания самых разнообразных форм и во многих случаях позволяет создавать деталь из одного куска. материала вместо нескольких частей, соединенных вместе с помощью оборудования или сварки, что снижает общие затраты и обеспечивает повышенную прочность, упрощенную сборку и практически полное отсутствие инструментов.
В этом руководстве представлен обзор процесса обработки листового металла, преимущества и недостатки каждого из них, основные аспекты проектирования и выбора материала, а также другая информация. Это руководство в сочетании с другими нашими статьями, посвященными процессам листового металла и гибки, даст вам основу для понимания и обсуждения потребностей вашего продукта с производителями листового металла, такими как мы.
Раздел 2
Типы гибки листового металла
Существует несколько способов формирования детали. Некоторые из них используются реже, чем другие, но обеспечивают изгиб, которого нельзя достичь с помощью конкурирующих процессов.
Тормозной пресс
Тормозной пресс — это инструмент, который уже много лет используется в традиционных производственных цехах по всему миру. В простейшей форме заготовка формируется между двумя штампами, как показано на изображении ниже.
Рис. 1: Тормозной пресс для листового металла с ЧПУ (Bystronic Inc.)
Тормозной пресс можно использовать для очень широкого спектра листовых и пластинчатых материалов. От листа 0,5 мм до листа 20 мм и выше. Это связано с гибкостью оснастки и высокой мощностью гидравлического оборудования. Тормозные прессы определяются двумя общими параметрами: тоннами и шириной. Мощность или «тоннаж» тормозного пресса относится к максимальной силе, которую он может приложить. Толщина материала, тип и радиус изгиба определяют необходимое усилие в тоннах. Ширина относится к максимальной длине изгиба, которую может достичь пресс. Например, типичный тормозной пресс может иметь размеры 100T x 3 м («Гибочные прессы»).
Тормозной пресс можно разделить на два метода работы: воздушная гибка и нижняя гибка.
В первом и более распространенном методе используется нижний инструмент, имеющий V-образную форму под углом 90°, и верхний инструмент узкой формы с закругленным концом. При гибке пресс толкает верхний инструмент вниз на заданное расстояние, сгибая материал в нижнюю букву «V». «Воздушная» гибка относится к зазору, оставленному над и под материалом на полной глубине гиба.
При гибке днища также используется пуансон и нижний V-образный штамп, но металл изгибается за счет соединения штампа и пуансона.
Поскольку материал вдавливается в нижнюю часть матрицы, желаемый угол изгиба определяет конкретную используемую матрицу.
Нижняя гибка требует большего давления, создает меньшую пружинистость и создает более точные углы. Однако для каждого радиуса изгиба потребуется свой нижний штамп
Чтобы получить полное представление об обоих методах, ознакомьтесь с нашим руководством здесь: Нижняя гибка и воздушная гибка
Рис. 2. Воздушная и нижняя гибка (Skill-Lync)
Прокатка
Когда требуется цилиндр или криволинейная деталь, листовой металл или плита могут быть прокатаны до определенной кривизны. Это достигается с помощью машины под названием Roller. Они варьируются в размерах от примерно 3 футов / 1 метр в ширину до более 5 метров. Толщина материала может варьироваться от 1 мм до 50 мм+.
Рис. 3. Гибочные валки (Barnshaw)
Наиболее распространенные валковые станки имеют 3 валка, расположенных, как показано ниже на рис. 4. Средний или верхний валок перемещается ближе к нижним валкам (в некоторых случаях наоборот) , материал затем перемещается через ролики, когда они вращаются. Эта деформация материала заставляет его сохранять эту форму.
Как и во всех процессах гибки, наблюдается некоторая пружинистость, и деталь, как правило, прокатывается до чуть меньшего радиуса, чем требуется.
Рис. 4. Гибочные ролики (Barnshaw)
После завершения процесса прокатки нижний ролик можно отрегулировать вниз, чтобы высвободить его, при этом на большинстве прокатных станков также имеется возможность открыть верхнее коромысло, как показано ниже, для снятия часть. Недостатком может быть то, что перед прокаткой требуется операция предварительного изгиба, чтобы гарантировать, что каждый конец сформированного цилиндра соединяется после прокатки.
Рис. 5: Снятие концевого хомута («Обзор прокатных станков»)
Раздел 3
Для чего используется гибка листового металла?
Листовой металл обычно относится к использованию материала толщиной менее 3 мм, но лазерная резка и гибка могут быть легко использованы для материалов, превышающих эту толщину. Гибкость процесса в отношении диапазона материалов, толщины и сложности деталей, которые он может производить, делает его идеальным для изготовления широкого спектра деталей, используемых в любой отрасли: от автомобилей, транспорта, бытовой техники, мебели, промышленного оборудования и многого другого.
Гибка листового металла часто сочетается с механическими креплениями, такими как болты, или более постоянными креплениями, такими как заклепки или сварка. Это дает еще большую гибкость, так как детали разной толщины могут быть прикреплены друг к другу в зависимости от конкретного использования каждой из них. Существует множество других дополнительных операций, таких как нарезание резьбы, снятие фаски, зенкерование, растачивание и т. д., которые могут еще больше повысить гибкость и универсальность компонентов из листового металла. В нашей статье об операциях с добавленной стоимостью для листового металла содержится более подробная информация об этом («Операции с добавленной стоимостью для компонентов из листового металла»).
Во многих случаях, а также с появлением современных станков для резки и гибки с ЧПУ, детали могут изготавливаться из одного компонента, тогда как ранее требовалась сварка или другие методы соединения.
Рис. 6: Детали из листового металла («Прецизионное изготовление и сборка листового металла в Китае»)
Преимущества
Скорость производства — после проектирования и программирования из-за отсутствия инструментов и возможного высокого уровня автоматизации (многие цеха могут работать 24 часа в сутки 7 дней в неделю с небольшим количеством персонала, контролирующего производство), детали из листового металла могут быть изготовлены очень быстро, что позволяет изготавливать большое количество компонентов за относительно короткое время.
Точность — при правильном проектировании детали из листового металла могут быть чрезвычайно точными, с отверстиями, вырезанными лазером, в пределах ± 0,1 мм. Здесь наблюдается высокий уровень повторяемости, поскольку запрограммированные лазерные резаки и гибочные станки с ЧПУ с соответствующим программным обеспечением и оборудованием производят с низким уровнем изменчивости.
Меньше постобработки — сварка часто требует нескольких процессов для изготовления детали; часто высокая температура может деформировать материал и требует правки, а сварочные брызги необходимо удалять с помощью длительной и трудоемкой шлифовки и полировки. Ни одна из этих проблем не возникает при изгибе – деталь готова к работе прямо с производства.
Меньший вес — из-за сложности доступных изгибов жесткость и прочность могут быть достигнуты при использовании относительно небольшого количества материала, что также снижает вес детали. Это выгодно на каждом этапе цепочки поставок, включая транспорт.
Низкая стоимость и практически полное отсутствие инструментов — благодаря достижениям в области технологий резка и гибка с ЧПУ сокращает объем ручного труда, необходимого для изготовления деталей, процесс гибки листового металла выиграл от этой технологии больше, чем от большинства других, с управлением от ЧПУ. инструментов, детали могут быть изготовлены менее квалифицированными рабочими за меньшее время, что приводит к снижению конечной стоимости.
Процессы лазерной резки и гибки листового металла часто устраняют необходимость в специализированных инструментах, так как большинство производителей имеют линейку обычных инструментов, которые могут выполнять большинство стандартных гибок. Это означает отсутствие вложений в оснастку и значительно более короткое время выполнения заказа, поскольку нет необходимости ждать, пока будет изготовлена, испытана или отрегулирована сложная оснастка.
Сокращение количества деталей — Изготовление компонента из одного куска материала вместо нескольких деталей с соединениями, что сокращает время, потенциальные ошибки, точки отказа и сложность закупок
Недостатки
Как и любой процесс, гибка листового металла имеет некоторые недостатки, как подробно описано ниже.
Ограничения по толщине — чем толще материал, тем больше радиус изгиба согласно эмпирическому правилу гибки листового металла («Проектирование компонентов листового металла с помощью лазерной резки и гибки листового металла с ЧПУ»), поэтому узкие изгибы обычно выполняются на более тонких листового металла, что означает, что некоторые сложные детали ограничены относительно легкими материалами, подходящими для приложений с низкой нагрузкой или без нагрузки. Сгибание чрезмерно толстого материала также может привести к тому, что материал «выпирает» наружу изгиба стойки («Как свойства материала влияют на точность и допуски изгиба воздухом»).
Необходимость в одинаковой толщине — Поскольку детали изготавливаются из одного куска материала, толщина отдельных фланцев не может быть изменена, а это означает, что вся деталь должна иметь одинаковую толщину.
Затраты на производство — Гибка листового металла наиболее конкурентоспособна при малых и средних объемах, от 100 до 10 тысяч деталей. Когда объемы увеличиваются еще больше, хотя это может зависеть от геометрии детали и потребностей, штамповка обычно считается более конкурентоспособной по стоимости, поскольку гибка с ЧПУ требует, чтобы компоненты обрабатывались по одному изгибу за раз, в то время как прогрессивная штамповка может иметь более высокую производительность и автоматизация.
Преимущества
- Высокоточный процесс идеально подходит, когда требуется высокая точность
- Может производить большие объемы за короткое время
Низкая себестоимость производства и минимальные затраты на оснастку - Подходит для крупносерийного или мелкосерийного производства
- Может создавать несколько нестандартных форм с помощью серии процессов гибки
- Доступны стандартные пуансоны и матрицы, в том числе в форме V и U
НЕДОСТАТКИ
- Процесс может привести к появлению вмятин или царапин на изделии
- Может быть трудоемким
- Для специализированных проектов по гибке требуются специальные инструменты
- Изгибы должны находиться на листовом металле в таком положении, чтобы материала было достаточно, чтобы входить в оборудование без соскальзывания
- Трещины могут возникать, когда твердые металлы изгибаются параллельно направлению прокатки листового металла
- Отверстия, прорези или другие элементы рядом с изгибом могут стать
Раздел 4
Когда использовать гибку листового металла
|
|
Лучше всего использовать для |
Уровень точности процесса |
Толщина (мм) |
Пользовательский Инструменты Требуется |
Минимальный объем заказа |
Время выполнения заказа от САПР до первого производства |
|
Лазерная резка |
Детали от маленьких до крупных с любой возможной геометрией |
+/- 0,12 мм |
от 0,5 мм до 20,0 мм |
№ |
от 1 до 10 000 единиц |
Менее 1 часа |
|
Лист с ЧПУ Гибка |
Детали от маленьких до крупных с прямым углом геометрия, возможен многократный изгиб |
+/- 0,18 мм |
от 0,5 мм до 20,0 мм |
№ |
от 1 до 10 000 единиц |
Менее 1 часа |
|
Штамповка с ЧПУ |
Детали от маленьких до крупных с большей доступной геометрией, подходит для деталей с несколькими отверстиями и тиснением |
+/- 0,12 мм |
от 0,5 мм до 4,0 мм* |
Нет, если не требуется специальная форма |
от 1 до 10 000 единиц |
Менее 1 часа |
|
Штамповка |
Крупносерийное производство с жесткими допусками, ограниченной геометрией |
+/- 0,12 мм |
от 0,5 мм до 4,0 мм* |
Да от 250 до 100 000 долларов США+ |
10 000 единиц и более |
25 дней и более |
|
Стрижка |
Тонкий материал с прямыми линиями простой геометрии и низкими требованиями к допускам |
+/- 0,50 мм |
от 0,5 мм до 4,0 мм* |
№ |
от 1 до 10 000 единиц |
Менее 1 часа |
Таблица 2. Когда следует использовать гибку листового металла («Изготовление листового металла»)
Раздел 5
Факторы, которые необходимо учитывать
Разработчики должны быть осведомлены об ограничениях и соображениях процесса, прежде чем завершать проектирование для производства. Дополнительную информацию о дизайне можно найти здесь.
Тоннаж — как уже упоминалось, прессы имеют максимальную грузоподъемность, такие факторы, как радиус изгиба, свойства материала, тип материала и длина изгиба, влияют на то, какое давление требуется для выполнения изгиба. Проконсультируйтесь с нашей командой инженеров, прежде чем браться за проект, в котором вы не уверены.
Длина изгиба — еще одна важная переменная для прессования, максимальная длина изгиба задается физическим размером и конфигурацией машины. Если длина ваших деталей превышает 2 м, лучше обратиться за консультацией, так как это стандартный размер листа и листогибочного пресса.
Зоны термического влияния (ЗТВ) — такие процессы, как лазерная и плазменная резка, создают в материале зоны термического влияния. Иногда это может вызывать проблемы при формовании, например неравномерный изгиб вблизи отверстий и краев. Еще одна проблема, которую иногда можно наблюдать, — это растрескивание из-за повышенной твердости поверхности в результате резки.
Пружинящий возврат — это «отскок» металла после применения и удаления пресса. Листовой металл сжимается внутри, где применяется пресс, и растягивается снаружи. Поскольку материал имеет более высокую прочность на сжатие, чем на растяжение, он возвращается к своей первоначальной форме. Точно рассчитать пружинение сложно, но его необходимо учитывать при расчете изгиба.
Изготовители используют К-фактор для расчета коэффициента упругости и лучшего понимания того, как компенсировать и добиться более жестких допусков. Пластичность материала также является фактором упругости. Пластичность – это мера способности материала деформироваться без разрушения и сохранять эту форму. Металлы с более высокой пластичностью часто лучше подходят для формовки и гибки. На пружинение влияет несколько факторов:
- Материалы с более высокой прочностью на растяжение имеют большую упругость
- Радиус острого изгиба обычно меньше пружинит
- Более широкие отверстия матрицы обеспечивают большую пружинистость
- Чем больше радиус изгиба относительно толщины материала, тем больше пружинение
Допуски на изгиб листа с ЧПУ — процесс гибки требует ручного труда, и различные типы оборудования могут обеспечивать различные допуски на радиус изгиба.
- Как правило, вы не можете получить настоящий угол 90°.
- Углы будут иметь радиус
- Стандартный допуск углов изгиба ± 1°
- Допуск на длину изгиба обычно составляет ±0,25 мм (0,010 дюйма)
Важно учитывать эти типы факторов при проектировании компонентов из листового металла. Консультация с опытным производителем листового металла может помочь обеспечить готовность вашей детали к производству.
Раздел 6
Материалы, подходящие для гибки
Почти все конструкционные материалы доступны в виде листов, поэтому их можно сгибать в той или иной форме. Однако существуют различия в ограничениях процесса, вызванные различными свойствами материалов.
Листовой металл доступен в различных размерах, обычно называемых калибрами. Они варьируются от 50 или 0,03 мм до 1 калибра, что составляет 7,62 мм. Гибка с помощью тормозного пресса может выполняться со всеми этими толщинометрами и выше («Таблица преобразования толщин листового металла»).
Калибр — это традиционный термин, который все еще широко используется, несмотря на то, что многие материалы, такие как сталь и нержавеющая сталь, указываются непосредственно в миллиметрах толщины. Это особенно характерно для Европы. Единственным исключением является алюминий, который часто по-прежнему определяется во всех трех измерениях с помощью имперских измерений, т. Е. Футов и дюймов, а также толщины.
Для получения наилучшей информации о доступных материалах см. нашу страницу стандартных материалов.
Рис. 7. Детали из листового металла («Стандартные варианты отделки поверхности листового металла»)
Каждый металл имеет свои уникальные характеристики. В следующей таблице приведены некоторые факторы, которые следует учитывать при выборе материалов.
|
МАТЕРИАЛ |
ПОКРЫТИЕ ПОВЕРХНОСТИ |
РЕЗУЛЬТАТ (МПА) |
РАСТЯЖЕНИЕ (МПА) |
ТВЕРДОСТЬ |
ГБ СТАНДАРТ |
|||||
|
Порошковое покрытие |
Электронное покрытие |
Цинковое покрытие |
Даркомет |
Анодированный |
Пассивация |
|||||
|
Холоднокатаная сталь (CSR) |
|
|
|
|
|
|
|
|
|
|
|
SPCC |
✓ |
✓ |
✓ |
✓ |
|
|
≥210 |
≥350 |
НВ 65 — 80 |
ДЖИС Г3141-2009 |
|
САПх540 |
✓ |
✓ |
✓ |
✓ |
|
|
≥305 |
≥440 |
НВ 80 ± 30 |
Q/BQB 310-2009 |
|
Горячекатаная сталь |
|
|
|
|
|
|
|
|
|
|
|
К235 |
✓ |
✓ |
✓ |
✓ |
|
|
≥235 |
375 — 500 |
НВ 120 ± 40 |
ГБ/т 700-2006 |
|
К345 |
✓ |
✓ |
✓ |
✓ |
|
|
≥345 ГБ/Т |
490 — 675 |
НВ 120 ± 40 |
1591-2008 |
|
Пружинная сталь |
|
|
|
|
|
|
|
|
|
|
|
65Мн |
✓ |
✓ |
|
|
|
|
≥785 |
≥980 |
ХБ 190-340 |
ГТ/Т 1222-2007 |
|
Алюминий |
|
|
|
|
|
|
|
|
|
|
|
АЛ1060 |
✓ |
|
|
|
✓ |
|
≥35 |
≥75 |
НВ 26 ± 5 |
ГБ/т 3190-2008 |
|
АЛ6061 Т6 |
✓ |
|
|
|
✓ |
|
≥276 |
≥260 |
ВН 15 – 18 |
ГБ/т 3190-2008 |
|
АЛ6063 Т5 |
✓ |
|
|
|
✓ |
|
≥170 |
≥250 |
НВ 25 ± 5 |
ГБ/т 3190-2008 |
|
АЛ5052 h42 |
✓ |
|
|
|
✓ |
|
≥70 |
210-260 |
НВ 11 ± 2 |
ГБ/т 3190-2008 |
|
Нержавеющая сталь |
|
|
|
|
|
|
|
|
|
|
|
СС301 |
✓ |
|
|
|
|
✓ |
≥205 |
≥520 |
НВ 76 – 187 |
ГБ/т 8170-2008 |
|
СС304 |
✓ |
|
|
|
|
✓ |
≥205 |
≥520 |
НВ 76 – 187 |
ГБ/т 24511-2009 |
|
СС316 |
✓ |
|
|
|
|
✓ |
≥205 |
≥520 |
НВ 76 – 187 |
ГБ/т 24511-2009 |
|
Холоднооцинкованная сталь |
|
|
|
|
|
|
|
|
|
|
|
SGCC |
✓ |
|
|
|
|
|
≥200 |
≥380 |
НВ 60 — 65 |
ДЖИС-Г3302 |
Таблица 3. Материалы из листового металла («Стандартные варианты листового металла в Китае»)
Мягкая сталь – доступна как в горячекатаном, так и в холоднокатаном исполнении. Оба обладают отличными рабочими характеристиками при холодной обработке и высокой пластичностью. Также известная как низкоуглеродистая сталь, это наиболее часто используемый материал в мире («5 самых популярных типов металлов и их использование»).
Самым большим недостатком мягкой стали является необходимость нанесения покрытия, так как в присутствии влаги образуется ржавчина. Для решения этой проблемы доступна оцинкованная сталь, обеспечивающая износостойкое предварительно нанесенное цинковое покрытие для предотвращения ржавчины.
Алюминий — впервые используется для производства самолетов, доступны различные алюминиевые сплавы с очень широким спектром применения. Поскольку алюминиевые сплавы с другими элементами настолько успешны, можно получить невероятно широкий диапазон свойств материала.
Наиболее часто используемыми для обработки листового металла являются серии 1000, а именно 1060. Это связано с их высокой обрабатываемостью и малым весом. Серия 6000 также широко используется для гибки листового металла. Обрабатываемость, в частности, позволяет изгибать материал по малым радиусам без образования трещин, что крайне важно для сложных деталей («алюминий / алюминиевый сплав 1060»).
Общие рекомендации по пригодности материалов для гибки с ЧПУ см. в таблице ниже:
|
МАТЕРИАЛ |
ПЛАСТИЧНОСТЬ |
|
6061 Алюминий |
Трудно сгибается и часто трескается. Холодное изгибание ослабляет металл. Отжиг улучшает пластичность. |
|
5052 Алюминий |
Очень ковкий и хороший выбор при использовании алюминия. Растрескивание происходит редко, если деталь не переделывается и. |
|
Отожженная легированная сталь |
Зависит от сплава. |
|
Латунь |
Содержание цинка важно. Более высокие уровни цинка делают его менее податливым. Подходит для простых изгибов, но для сложных деталей может потребоваться нагрев. |
|
Бронза |
Бронза Труднее согнуть, может потребоваться нагрев, чтобы избежать растрескивания. |
|
Медь |
Очень пластичный. |
|
Холоднокатаная сталь |
Менее ковкий, чем горячекатаная сталь. |
|
Горячекатаная сталь |
Более ковкий, чем холоднокатаная сталь. |
|
Мягкая сталь |
Очень пластичный. Тепло не требуется. |
|
Пружинная сталь |
Податлив при отжиге. После того, как работа затвердела, требуется тепло, чтобы снова согнуть. |
|
Нержавеющая сталь |
Нержавеющие стали, такие как 304 и 430, легче поддаются формовке, чем 410, которые могут быть хрупкими. Различные сорта будут работать по-разному, хотя нержавеющая сталь Стальсклонна к деформационному упрочнению. |
|
Титан |
Прочный материал, поэтому лучше всего использовать его с большим внутренним радиусом изгиба. Требуется перегибание из-за пружинения. |
Таблица 4: Свойства материалов («Влияние свойств материала на точность и допуски на изгиб на воздухе»)
Нержавеющая сталь — обычно используется в пищевой и медицинской промышленности. 10,5% хрома. Это придает материалу коррозионную стойкость, при этом некоторые сорта отличаются устойчивостью к различным кислотам, щелочам и другим химическим веществам.
Обычно используются марки нержавеющей стали 301, 304 и 316, причем последняя обладает более высокой прочностью и коррозионной стойкостью, 301 обладает превосходной гибкостью и «пружиной», а 304 является хорошим средним дорожным материалом общего назначения (Burnett).
Раздел 7
Проектирование детали для гибки
Детали, которые должны быть обработаны с помощью гибочного оборудования, должны быть спроектированы с самого начала с учетом ограничений и характеристик процесса («Проектирование компонентов из листового металла с использованием лазерной резки и гибки листов с ЧПУ»). Мы обсудим их ниже, но для получения дополнительной информации обратитесь к нашему руководству по проектированию листового металла.
Радиус изгиба — Когда материал формуется в изгибы, внешняя поверхность растягивается, а внутренняя сжимается. Это придает изгибу закругленный угол. Это называется радиусом изгиба и отличается от одного материала к другому. Другими факторами, определяющими размер этого радиуса, являются геометрия инструмента и состояние материала.
Хорошей практикой является обеспечение того, чтобы все радиусы изгиба на конкретной детали были одинаковыми, так как это значительно упрощает настройку инструментов и снижает затраты.
Расстояние от отверстия до края — при выполнении изгибов материал растягивается. Это вызывает внутренние напряжения, которые равномерно распределяются по детали. Если отверстие или прорезь сделать слишком близко к изгибу, эти напряжения будут сосредоточены на этом отверстии и деформируют его.
Расстояние от изгиба к изгибу — при выполнении изгибов существует физический предел, налагаемый размером и формой инструмента, на то, насколько близко могут быть изгибы друг к другу. Изгибы на одной стороне листа, расположенные слишком близко, будут мешать инструменту, а изгибы на противоположных сторонах будут недоступны из-за ширины нижнего инструмента.
Обычно это происходит, когда требуются U-образные секции, в которых ножки или вертикальные фланцы в несколько раз длиннее горизонтальной секции. В некоторых случаях можно использовать дополнительные инструменты глубины.
Если ваши изгибы должны быть близко друг к другу, можно использовать обходные пути, чтобы сделать это возможным, а также реализовать дополнительные процессы, такие как сварка или болтовое соединение, для получения правильной геометрии. Свяжитесь с нами для получения дополнительной информации, если это необходимо.
Пружинная спинка — из-за эластичности металлов изгибы имеют тенденцию возвращаться в исходное положение в небольшой степени, это называется «отпружиниванием». На практике это обычно составляет всего 1-2° и учитывается при управлении тормозным прессом. Однако это означает, что при проектировании детали следует избегать очень острых углов.
Допуски на прессование — как и в любом процессе, существуют допуски на размерную точность, в последние годы система ЧПУ уменьшила их, но они по-прежнему актуальны, особенно при проектировании сложных или точных деталей.
Из-за различий в составе, толщине и обработке листового металла гибка всегда имеет некоторую степень вариации. Их следует учитывать при проектировании деталей, и каждый процесс следует использовать с учетом его сильных сторон. Например, если требуется критический рисунок отверстий, попробуйте использовать для них единый плоский рисунок, вырезанный лазером, вместо того, чтобы полагаться на отверстия на изогнутых фланцах.
Это, однако, только для экстремальных условий, и большинство допусков могут быть достигнуты с помощью современных листогибочных прессов. Свяжитесь с нами для получения дополнительной информации о допусках процесса.
Раздел 8
Вкратце
Производство листового металла имеет явные преимущества по сравнению с альтернативными процессами, включая более высокую производительность, более низкую стоимость и высокую гибкость конструкции. Это также устраняет многие трудности, связанные с методами сборки, такими как сварка или клепка. При тщательном рассмотрении в процессе проектирования и с помощью современных технологий детали из листового металла можно сделать прочнее, легче и быстрее, чем при традиционном изготовлении.
Раздел 9
FAQ Раздел
Что такое гибка листового металла?
Гибка является одним из наиболее распространенных методов изготовления листового металла. Используется для придания материалу угловатой формы. Гибка листового металла позволяет изготавливать детали различной геометрии с использованием двух процессов: резки и гибки. Наиболее распространенными методами для каждого процесса являются лазерная резка с ЧПУ и гибка на тормозном прессе.
Для чего используется гибка листового металла?
Листовой металл обычно относится к использованию материала толщиной менее 3 мм, но лазерная резка и гибка могут быть легко использованы для материалов, превышающих эту толщину. Гибкость процесса в отношении диапазона материалов, толщины и сложности деталей, которые он может производить, делает его идеальным для изготовления широкого спектра деталей, используемых в любой отрасли: от автомобилей, транспорта, бытовой техники, мебели, промышленного оборудования и многого другого.
Каковы преимущества гибки листового металла?
Некоторые из ключевых преимуществ гибки листового металла включают скорость производства, точность, меньшую постобработку, меньший вес, низкую стоимость, практически полное отсутствие инструментов и сокращение количества деталей.
Каковы недостатки гибки листового металла?
Как и любой процесс, гибка листового металла имеет некоторые недостатки. К ним относятся ограничения по толщине, необходимость постоянной толщины и стоимость производства. Конкретные недостатки будут отличаться от одного метода гибки к другому.
Какие существуют методы гибки?
Доступны различные методы гибки. У каждого есть свои преимущества. Одни точнее, другие проще. Основные методы гибки включают тормозной пресс и прокатку. Вы также можете увидеть несколько вариантов, таких как v-образный изгиб, нижний изгиб, воздушный изгиб, чеканка, u-образный изгиб и ступенчатый изгиб.
Какие материалы подходят для гибки?
Почти все конструкционные материалы доступны в виде листов, поэтому их можно сгибать в той или иной форме. Однако существуют различия в ограничениях процесса, вызванные различными свойствами материалов. Для получения наилучшей информации о доступных материалах обратитесь к нашей странице стандартных материалов.
Как спроектировать деталь для гибки?
Детали, которые должны быть обработаны с помощью гибочного оборудования, должны быть спроектированы с самого начала с учетом ограничений и характеристик процесса. Вам нужно будет учитывать радиус изгиба, расстояние от отверстия до края, расстояние от изгиба до изгиба, упругость и допуски на обработку. Для получения дополнительной информации обратитесь к нашему руководству по проектированию листового металла.
Раздел 10
Процитировано работ
- «Руководство инженера по лазерной резке». Komaspec, www.komaspec.com/about-us/blog/an-engineer-s-guide-to-laser-cutting. По состоянию на 24 декабря 2021 г.
- «Дифференциация воздушной гибки и нижней гибки для изготовления листового металла». Komaspec, www.komaspec.com/about-us/blog/дифференцирующая-воздушная-гибка-и-нижняя-гибка-для-изготовления-листового-металла. По состоянию на 24 декабря 2021 г.
- Bystronic Inc. «Правила выбора листогибочного пресса». Bystronic Inc., www.bystronicusa.com/en/news/technical-articles/1
-rules-of-press-brake-tool-selection.php. По состоянию на 24 декабря 2021 г.
- «Гибочные прессы». LVD Group, www.lvdgroup.com/ru/products/press-brakes. По состоянию на 11 января 2022 г.
- Skill-Lync. «Третья неделя испытаний по гибке листового металла». Skill-Lync, www.skill-lync.com/student-projects/week-3-sheet-metal-bending-challenge-49, по состоянию на 24 декабря 2021 г. .
- Бендеры, Barnsahws Steel. «Новейшая история проектирования и выбора листогибочных станков — Часть 3». Barnshaws, 12 сентября 2018 г., www.barnshaws.com/information/articles/the-recent-history-of-design-and-selection-of-plate-bending-machines-part-3.
- «Краткий обзор прокатных станков». Thefabricator, 4 октября 2010 г., www.thefabricator.com/thefabricator/article/bending/a-rundown-on-rolling-machines#gallery-3.
- «Операции с добавленной стоимостью для компонентов из листового металла». Komaspec, www. komaspec.com/about-us/blog/value-add-operations-for-sheet-metal-components. По состоянию на 24 декабря 2021 г.
- «Изготовление и сборка прецизионного листового металла в Китае». Комаспек, www.komaspec.com/materials-metals-and-plastics. По состоянию на 24 декабря 2021 г.
- «Проектирование компонентов из листового металла с использованием лазерной резки и гибки листов с ЧПУ», Komacut, https://kmc-portal-files.s3.ap-southeast-1.amazonaws.com/media/zbzjnm0z/komacut_chapter-3.pdf. По состоянию на 24 декабря 2021 г.
- «Как свойства материала влияют на точность и допуски гибки на воздухе» Komacut, https://kmc-portal-files.s3.ap-southeast-1.amazonaws.com/media/gj5f3o5x/komacut_chapter-6.pdf. По состоянию на 24 декабря 2021 г.
- «Изготовление листового металла» Komacut, https://kmc-portal-files.s3.ap-southeast-1.amazonaws.com/media/mxtlsmbg/komacut_chapter-1.pdf. По состоянию на 24 декабря 2021 г.
- «Таблица преобразования размеров листового металла». Metalsheets, 14 июля 2021 г., www.metalsheets.co.uk/sheet-metal-gauge-chart.
- «Стандартные варианты листового металла в Китае: Q235, Q345, AL6061, AL5052h42, SS303, SS304, MN65». Komacut, www.komacut.com/materials/sheet-metal-materials. По состоянию на 24 декабря 2021 г.
- «5 самых популярных типов металлов и их использование», Texas Iron and Metal, 2 апреля 2021 г., www.texasironandmetal.com/most-popular-metal-types.
- АЗом. «Алюминий / алюминиевый сплав 1060» AZoM.Com, 12 июня 2013 г., www.azom.com/article.aspx?ArticleID=6587.
- «Дифференциальная воздушная гибка и нижняя гибка для изготовления листового металла» Komaspec, www.komaspec.com/about-us/blog/дифференцирующая-воздушная-гибка-и-нижняя-гибка-для-изготовлениялистового металла. По состоянию на 24 декабря 2021 г.
- Бернетт, Крис. «Что такое нержавеющая сталь? Часть I». Анализ металлов, 18 февраля 2014 г., .
- «Руководство по проектированию листового металла: проектирование компонентов». Komaspec, www.komaspec.com/about-us/blog/sheet-metal-design-guidelines-designing-components. По состоянию на 24 декабря 2021 г.
Руководство по сборке тормоза из листового металла
Машины и инструменты, необходимые для сборки тормоза из листового металла:
- Отрезная пила или угловая шлифовальная машина.
- MIG, TIG или дуговая сварка.
- Сварочное оборудование.
- Фрезерный станок (рекомендуется).
- Слесарные тиски.
- Сверлильный станок.
- Набор сверл.
Список строительных материалов для тормозов из листового металла:
- Квадратный стол из мягкой стали – 2x2x0,25 дюйма (24 фута).
- L-образный профиль, сталь A284 — 3x3x0,3125 дюйма (50 дюймов), L-образный профиль, сталь A284 — 3x3x0,4375 дюйма (52 дюйма), L-образный профиль, сталь A284 — 1,5×1,5×0,25 дюйма (66 дюймов) .
- С-образный профиль – 5×6 (53 дюйма).
- Стальной лист A284 – калибр 3 (52 дюйма2), стальной лист A284 – калибр 000 (35 дюймов2), стальной лист A284 – калибр 0000000 (40 дюймов2).
- Круглый стержень 0,75 дюйма (5 дюймов).
- Труба – 1,5 дюйма (53 дюйма).
Тормоз из листового металла Приобретенные детали:
- (4) HNUT 0.625-11-D-S (вы, вероятно, можете получить все эти детали на www.mcmaster.com → Гайки → Шестигранные гайки).
- (4) HNUT 0,5-13-D-S (→ Гайки → Шестигранные гайки).
- (2) Шайба FW 0,625 (→ Шайбы → Плоские шайбы).
- (4) Шайба FW 0,5 (→ Шайбы → Плоские шайбы).
- (4) HBOLT 0,5-13×1,5×1,25-S (→ Винты и болты → Болты с головкой под ключ).
- (2) Барашковый винт Тип A 0,625×3 (→ Винты и болты → Винты с накатанной головкой → Винты с барашковой головкой).
- (2) Барашковый винт Тип A 0,625×2,5 (→ Винты и болты → Винты с накатанной головкой → Винты с барашковой головкой).
- (2) Пружина 0,97×1,75 (→ Пружины → Пружина сжатия).
1. Сборка подставки.
Рис. 1.1 Схема сварки стенда.
Рис. 1.2 Схема монтажа стенда.
Детали:
- Профиль квадратный TS2x2x0,25×30 (SMB48 — 0.1.00.100).
- Квадратный профиль TS2x2x0,25×42.
- Квадратный профиль TS2x2x0,25×46,5.
- Профиль квадратный ТС2х2х0,25х12 (СМБ48 — 01.00.200).
Этап 1:
Отрежьте две 30-дюймовые детали квадратного профиля 2x2x0,25. Просверлите отверстия 0,75″ согласно чертежу SMB48 — 01.00.100.
Шаг 2:
Отрежьте два куска квадратного профиля 2x2x0,25 длиной 42 дюйма. Разложите профили на плоской рабочей поверхности и приварите их прихваточным швом. Сделайте две пары такого типа.
Шаг 3 :
Отрежьте четыре куска квадратного профиля 2x2x0,25 длиной 12 дюймов и сформируйте конец под углом 45 градусов в соответствии с чертежом SMB48 — 01.00.200. Расположите профили, как показано на следующем рисунке, и прихватите их на месте. Проверить соосность и выполнить сварные швы в соответствии с планом сварки (рис. 1.1). Повторите шаг для второй пары.
Этап 4:
Отрежьте два куска квадратного профиля 2x2x0,25 длиной 44,5″. Уложите профили вертикально, соблюдая размеры, указанные на сборочном чертеже SMB48 — 01.00.000. Обеспечьте правильное расположение и перпендикулярность с помощью приспособлений и прихваточного шва.
Шаг 5:
Расположите сборки из Шага 3 и Шага 4 на плоской рабочей поверхности, как показано на рисунке. чтобы убедиться, что обе стороны профилей хорошо выровнены Прихватите обе части друг к другу и проверьте соосность Если нет зазоров и конструкция устойчива, приступайте к сварке, соблюдая план сварки
2. Сборка гибочного рычага.
Рис. 2.1 Схема сварки гибочного рычага.
Рис. 2.2 Схема монтажа гибочного рычага.
Детали:
- Штифт (SMB — 02.00.100). Ручка
- (СМБ — 02.00.200).
- L3x3x0,4375×49 (СМБ — 02. 00.300).
- Ребро (СМБ — 02.00.400).
Шаг 1:
Отрежьте L-образный профиль длиной 51 дюйм 3x3x0,3125 и отфрезеруйте впадину с обоих концов. см. монтажный план рис. 2.2)
Шаг 2:
Отрежьте два 2-дюймовых куска круглого прутка диаметром 0,75 дюйма. Приварите их к обоим концам L-профиля.
Этап 3:
Отрежьте четыре трубы из мягкой стали длиной 53 дюйма (1 ½ дюйма). Выполните изгибы в соответствии с чертежом SMB — 02.00.200, а затем отрежьте оба галтеля.
Этап 4:
Положение
Этап 5:
Вырежьте две маленькие треугольные детали, чтобы использовать их в качестве опор (см. чертеж SMB — 02.00.400). Приварите ребра к сборке, проверьте соосность всех деталей и завершите сварку в соответствии с планом сварки (рис. 2.1)
3. Сборка матрицы.
Рис. 3.1 Схема штамповой сварки.
Рис. 3.2 План монтажа штампа.
Детали:
- Матрица (SMB48 — 03.00.100).
- L1,5х1,5х0,25х49 (СМБ48 — 03.00.200).
- L1,5х1,5х0,25х4,5 (СМБ48 — 03.00.301).
- L1,5х1,5х0,25х4,5 (СМБ48 — 03.00.302).
- L1,5х1,5х0,25х4,5 (СМБ48 — 03.00.303).
- L1,5х1,5х0,25х4,5 (СМБ48 — 03.00.304).
- Пластина (СМБ48 — 03.00.400).
- ХНУТ 0.625-11-Д-С.
Шаг 1:
Отрежьте 49-дюймовый кусок L-профиля 1,5×1,5×0,25 и 3x3x0,3125. Расположите их на плоской рабочей поверхности, как показано на следующем рисунке. приварите их на место Проверьте выравнивание и завершите сварку в соответствии со схемой сварки (рис. 3.2)
Шаг 2:
Отфрезеруйте уже собранные L-профили до высоты 2 дюйма. Если фрезерный станок недоступен, можно использовать угловую шлифовальную машину для выравнивания поверхности.
Этап 3:
Отрежьте четыре отрезка длиной 4 дюйма из L-профиля 1,5×1,5×0,25. Отрежьте стороны под углом 45 градусов и отфрезеруйте пазы в соответствии с чертежами СМБ48 — 03.00.301-304. Обратите внимание, что есть левая и правая сборка, поэтому детали должны быть обработаны зеркально Завершите квадратные сварные швы в соответствии со схемой сварки (рис. 3.1)
Шаг 4:
Подготовьте узел задней пластины с гайкой и соберите к паре L-образных профилей.Выполните квадратные сварные швы в соответствии со схемой сварки.
Этап 5:
Сварите детали, полученные на этапах 1 и 4, чтобы завершить сборку штампа. Убедитесь, что нижняя поверхность обеих сборок идеально выровнена.
4. Сборка гибочной платформы.
Рис. 4.1 Схема сварки с изгибом.
Рис. 4.2 Схема монтажа гнутой кровати.
Детали:
- C5x9x52 (SMB48 — 04.00.100).
- ХНУТ 0,5000-13-Д-С.
- Колонка (SMB48 — 05.00.000).
Шаг 1:
Отрежьте кусок С-образного профиля 5×9 дюймов длиной 52 дюйма. Отфрезеруйте впадину на обоих концах, как у гибочного рычага. Просверлите отверстия по чертежу СМБ48 — 04.00.100.
Шаг 2:
Возьмите четыре гайки 0,5″ и приварите их к С-профилю. Оставьте небольшой зазор между концом профиля и гайками. См. сборочный чертеж SMB48 — 04.00.000.
Шаг 3 :
Вырежьте две детали размером 3×3,5 дюйма из листа мягкой стали толщиной 0,25 дюйма. Проделайте прорезь посередине стороны 3 дюйма. Согните по следующему рисунку сплющивания.
Шаг 4:
Поместите сборку С-образного профиля на плоскую рабочую поверхность и приступайте к привариванию обеих частей к С-образному каналу. Внешние квадратные сварные швы должны быть тонко отшлифованы до нуля.
Шаг 5:
Приварите две гайки 0,625 концентрично к отверстиям в С-образном канале.
5. Сборка цельнометаллического тормоза.
Рис. 5.1 Схема монтажа тормоза из листового металла.
Детали:
- Опоры (SMB48 — 07. 00.000).
- Стойка (SMB48 — 01.00.000).
- Станина гибочная (SMB48 — 04.00.000).
- Матрица (SMB48 – 03.00.000).
- Винт-барашек Тип A 0,625×3.
- Пружина 0,97×1,75.
- Шайба FW 0,625.
- Шайба FW 0,625.
- Винт-барашек Тип A 0,625×2,5.
- Гибочный рычаг (SMB48 — 02.00.000).
- Боковая пластина (SMB48 — 06.00.000).
- Шайба FW 0,5.
- HБОЛТ 0,5-13×1,5×1,25-S.
Шаг 1:
Перед началом сборки листового тормоза подготовьте детали номер 1 и 11.
Шаг 2:
Приварите две пары опор (1) друг к другу и проденьте их через квадратные профили стойки (2). См. монтажный план рис. 5.1.
Шаг 3:
Расположите согнутую кровать (3) над подставкой. Убедитесь, что С-образный канал находится точно посередине стойки в обоих направлениях. Прихватите сварные детали вместе и проверьте соосность. Затем подтяните опоры и, когда они коснутся С-образного профиля, прихватите его на место.