 alexxlab
alexxlab преимущества и недостатки самодельного листогиба, виды устройств, примеры изготовления
Современные листогибы — востребованные конструкции для выполнения холодной гибки основных листовых металлов при необходимости облегчить создание различных изделий. Изготовить наипростейший, но функциональный листогибочный станок своими руками вполне возможно с небольшими затратами времени, сил и денежных средств.
Содержание
1 Что такое листогибочный станок
1.1 История технического развития
2 Виды листогибов
2.1 Простые ручные
2.2 Пневматические
2.3 Гидравлические
2.4 Электромеханические
2.5 Механические
3 Изготовление листогибочного станка своими руками
4 Подготовка к работе
4.1 Пошаговый процесс изготовления
5 Техника безопасности
6 Преимущества и недостатки самодельных и покупных моделей
6.
 1 Таблица: сравнение листогибов разных производителей
1 Таблица: сравнение листогибов разных производителей6.2 Видео по теме: листогибочный станок своими руками
 1 Таблица: сравнение листогибов разных производителей
1 Таблица: сравнение листогибов разных производителейЧто такое листогибочный станок
Листогиб или листогибочный пресс — устройство для холодной гибки металла. Основное назначение — изготовление изделий из листовых материалов.
За счёт пластичности материала цветные и чёрные металлы, а также многие виды сплавов легко подвергаются механическим воздействиям. Гибочные станки позволяют изгибать металлические изделия, придавать им круглую, квадратную или фасонную форму. При этом наружный слой изделия растягивается, а внутренний — сжимается. Обязательным условием сгиба являются точные и ровные углы.
Главная черта гибки металла — отсутствие изломов, гофрирования готового изделия и появления других недостатков
Зачастую листогибами пользуются на месте проведения кровельных работ, в строительстве, при изготовлении всевозможных видов профилированных листов. С помощью гибочных станков создают стендовую продукцию и вывески. Оборудование используют в авиастроении, машиностроении, приборостроении, в нефтехимической и судостроительной промышленности. Таким образом, современный станок просто незаменим для гибки разнообразных изделий на основе листовых металлов.
Оборудование используют в авиастроении, машиностроении, приборостроении, в нефтехимической и судостроительной промышленности. Таким образом, современный станок просто незаменим для гибки разнообразных изделий на основе листовых металлов.
История технического развития
Ещё в первой половине прошлого века мировой промышленностью выпускались преимущественно листогибочные станки механического типа, что объяснялось низкой стоимостью и простотой исполнения, а также надёжностью эксплуатации таких устройств. Тем не менее механические прессы обладали значительными недостатками, связанными в первую очередь, с их массивностью и ростом основных требований, предъявляемым к предприятиям.
Механические конструкции потребляли значительное количество электрической энергии, были шумными и сильно вибрирующими.
Для самых первых устройств характерна сложность частой переналадки и слишком высокий риск травматизма, а также низкое качество готовых изделий
Листогибочные конструкции пневматического типа ограничены в эксплуатации за счёт необходимости обеспечивать подвод магистрали со сжатым воздухом. А механические модели нецелесообразны в промышленном применении по причине достаточно низких характеристик качества готовой продукции и невысокой производительности. Поэтому развитие современных технологий легко позволило разработать гидравлические листогибы. Работа на таких станках способствовала изготовлению изделий с высоким качеством, а сам пресс отличался высокой надёжностью и низким уровнем потребления электрической энергии.
А механические модели нецелесообразны в промышленном применении по причине достаточно низких характеристик качества готовой продукции и невысокой производительности. Поэтому развитие современных технологий легко позволило разработать гидравлические листогибы. Работа на таких станках способствовала изготовлению изделий с высоким качеством, а сам пресс отличался высокой надёжностью и низким уровнем потребления электрической энергии.
Гидравлические станки удобнее и безопаснее механических прессов
Появление в конструкции новых управляющих систем дополнило устройства удобным графическим пользовательским интерфейсом с автоматическими расчётами всей последовательности производимых операций и этапов программы, защитой сложным лазерным контролирующим устройством. Наиболее современные агрегаты полностью защищены от перегрузочного давления, имеют удобную электронную регулировку скорости, датчик контроля и многие другие важные усовершенствования.
Виды листогибов
Листогибы могут быть стационарными и мобильными или передвижного типа, делятся на прессовые, поворотные и ротационные модели. Такое устройство оборудуется гидравлическим, пневматическим или электромеханическим приводом, а также выпускается в механическом и ручном варианте с автоматической или ручной подачей заготовки и с разными видами ЧПУ.
Такое устройство оборудуется гидравлическим, пневматическим или электромеханическим приводом, а также выпускается в механическом и ручном варианте с автоматической или ручной подачей заготовки и с разными видами ЧПУ.
Простые ручные
Функционируют за счёт использования мускульной силы и «поворотной балки», благодаря чему рычагом придаётся металлу нужная форма. Значительная часть ручных приборов представлена передвижными устройствами, которые эксплуатируются непосредственно на местах изготовления металлических изделий.
Каркас ручных станков изготовливается из высококачественной стали, обеспечивающей надёжность всей конструкции
Преимущества простого ручного листогибочного станка представлены отсутствием шума в работе, невысокой стоимостью, лёгкостью и мобильностью, а также независимостью от электросети. К недостаткам относятся небольшая ширина и возможность использования в работе исключительно тонкой жести толщиной не более 1,5–2,0 мм.
Пневматические
Работа обусловлена наличием в конструкции пневматических цилиндров. Такие листогибочные прессы выпускаются в виде стационарных и передвижных моделей, но чаще всего используются агрегаты, выполненные по типу традиционной «поворотной балки».
Такие листогибочные прессы выпускаются в виде стационарных и передвижных моделей, но чаще всего используются агрегаты, выполненные по типу традиционной «поворотной балки».
Станок позволяет изготавливать серийные детали различной геометрии, в том числе из листового металла с лакокрасочным покрытием
Достоинства пневматического листогиба представлены хорошей автоматизацией процесса, а также высокой универсальностью и необходимостью минимального вмешательства оператора во весь процесс работы. Кроме того, пневматика вполне доступна и проста в плане технического обслуживания. Самый основной недостаток моделей пневматического типа представлен необходимостью обеспечивать наличие достаточно мощного и дорогого компрессора, который создаёт шум при работе.
Гидравлические
Передвижные и стационарные гидравлические листогибные станки функционируют за счёт наличия в конструкции гидропривода. На сегодняшний день такой вариант оборудования считается одним из самых лучших и современных.
Современные гидравлические листогибы используются для получения идеальных по качеству и точности изделий
Достоинства моделей гидравлического типа представлены быстрой работой, низким уровнем шума, высокой надёжностью и возможностью перегиба даже толстых металлов. Такой вид устройств редко нуждается в обслуживании. Минусы эксплуатации заключаются в проблемах поиска вышедших из строя деталей, необходимости ремонта в специализированных мастерских и риске вытекания масла при значительном износе.
Электромеханические
Стационарный вид листогиба, функционирующий за счёт работы электрического двигателя, приводной системы и редуктора. Электромеханические прессы вполне заслуженно очень популярны, что объясняется доступной стоимостью и относительной простотой эксплуатации.
Электромеханический гибочный станок относится к оборудованию тяжелого класса
Достоинства электромеханического оборудования представлены сравнительно невысокой ценой, хорошей производительностью, широким функционалом и доступностью основных запасных комплектующих. При выборе следует учитывать такие минусы эксплуатации, как значительную шумность электрического двигателя, цепи или ремня, и не слишком высокие показатели надёжности, что объясняется наличием большого количества деталей и основных составных узлов.
При выборе следует учитывать такие минусы эксплуатации, как значительную шумность электрического двигателя, цепи или ремня, и не слишком высокие показатели надёжности, что объясняется наличием большого количества деталей и основных составных узлов.
Механические
Стационарного типа механические листогибы функционируют в результате передачи энергии кинетического вида с предварительно раскрученного до нужных показателей маховика.
Механические листогибы могут использоваться для проведения монтажных работ
Несмотря на низкую себестоимость производства, простоту исполнения и довольно высокую надёжность эксплуатации, механические станки отличаются большой массой, высоким уровнем потребления электрической энергии, шумностью в работе и заметным неудобством выполнения самостоятельной переналадки.
Изготовление листогибочного станка своими руками
Проще всего изготовить самостоятельно ручной станок, который прост в эксплуатации, но несколько ограничен в функционале.
Трудно найти чертеж прибора, который бы удовлетворял всем запросам, но можно доработать наиболее удачный шаблон
- 1 — струбцина;
- 2 — щёчка;
- 3 — основание;
- 4 — кронштейн;
- 5 — прижим сварного типа;
- 6 — ось;
- 7 — уголок пуансона.
Следует максимально снизить количество элементов станка, которые нужно заказать на стороне, прибегая к помощи револьверщиков либо фрезеровщиков.
Работа на этом типе оборудования предполагает высокое мастерство оператора, что объясняется повышенным риском производства бракованных изделий при наличии даже незначительного перекоса устанавливаемой заготовки. Все ручные модели самостоятельного изготовления упрощены, но их основной недостаток представлен физическими нагрузками оператора.
Подготовка к работе
Простой в изготовлении ручной листогиб может быть довольно мощным, предназначенным для работы с разными по толщине металлическими листами. Прежде чем приступить к изготовлению такой модели, нужно подготовить все необходимые материалы, а также сварочный аппарат, дрель с набором свёрл по металлу и болгарку.
Прежде чем приступить к изготовлению такой модели, нужно подготовить все необходимые материалы, а также сварочный аппарат, дрель с набором свёрл по металлу и болгарку.
Основные материалы для изготовления:
- три стандартных уголка, имеющих ширину полки 45 мм или более при толщине металла в 3 мм и выше;
- тавры на 70 мм — для сгибания максимально толстого и длинного листового металла;
- две стандартные дверные металлические петли;
- пара винтов диаметром 10–20 мм;
- «барашки» для винтов;
- пружина;
- металл толщиной 0,5 см для выполнения укосин.
Рабочее место должно быть максимально ровным, прочным и надёжным, очищенным от пыли и любых загрязнений. В крайнем случае допускается изготовление конструкции на поверхности земли.
Пошаговый процесс изготовления
Принципиальных схем и чертежей самодельного листогиба несколько, но наиболее удобным в исполнении и практичным в использовании является листогиб на основе тавров.
Этот вариант изготовления листогибочного станка своими руками лёгок в исполнении, но позволяет работать только с довольно тонкими листовыми металлам.
- Два тавра аккуратно и ровно складываются, после чего на двух концах вырезаются выемки под скошенным углом 45° для петель. Третий тавр необходимо обрезать аналогичным способом.
В третьем тавре глубина выемки делается немного больше, что необходимо для свободного хода прижимной планки
- Металлические дверные петли надёжно привариваются в обязательном порядке не только с лицевой, но и с изнаночной стороны.
Все сварочные швы необходимо делать до окончательной сборки, чтобы не допускать изменения геометральных характеристик конструкции
- На каждый из тавров приваривается по паре укосин с двух сторон.
Такие элементы необходимы для установки болтового фиксатора прижимной планки
- К укосинам приваривается гайка болта.
Сварочные швы надёжно крепят элементы станка друг к другу
- Устанавливается прижимная планка в виде третьего обрезанного тавра, после чего на верхней части аккуратно привариваются металлические пластины, имеющие отверстие в центральной части.
 Диаметр такого отверстия должен немного превышать размеры болта.
Диаметр такого отверстия должен немного превышать размеры болта. Приваривание выполняется после центровки и расположения строго на одной вертикали
- Пружина устанавливается таким образом, чтобы она могла поднимать прижимную планку примерно на 0,5–0,7 см. Болт пропускается в «ухо» на прижимной планке, после чего надевается пружина и закручивается гайка.
Аналогичное крепление осуществляется с другой стороны, что позволяет при откручивании выполнять самостоятельный подъём прижимной планки
- К винтовой шляпке приваривается по паре арматурных отрезков, используемых как удобные и надёжные ручки для закручивания. Вполне можно выполнить установку пружины на винт, что значительно облегчит процесс подъёма планки.
Такая конструкция готового устройства позволяет делать довольно качественную отбортовку
- Уголки располагаются не полочками по отношению друг к другу, а имеют одностороннее направление, что делает фиксацию петли не слишком удобной, но вполне осуществимой.

На изгибе неподвижного уголка по двум сторонам привариваются небольшие упорные пластинки для расположения прижимной планки с приваренной винтовой гайкой
- Прижимная планка из уголка укладывается изгибом вверх на станок, а наваренное из обычных металлических перемычек усиление предотвращает изгиб элемента. На двух концах планки привариваются не слишком маленькие металлические площадки с просверлёнными для болтов отверстиями.
Грань, обращённая на место сгиба, должна быть срезана, что позволит получить максимально острый угол изгиба
- Планка прижимная устанавливается на станок, после чего подкладывается пружина и устанавливаются ручки.
На завершающем этапе монтируются ручки для удобства пользования
Готовый листогиб — неплохой самодельный вариант для бытового использования, который без труда согнёт оцинковку и жесть.
Техника безопасности
Стандартной техникой безопасности предусматривается обязательное соблюдение инструкции по обслуживанию ручных листогибочных станков:
- установка требуемых углов сгиба на ограничителе;
- контроль установленных данных по угломеру;
- проверка правильности установки рабочего инструмента;
- аккуратная укладка на рамную часть устройства элемента для загибания;
- выполнение пробного загибания и, при необходимости, внесение корректив;
- повторная проверка правильности загибания.

Важно контролировать правильность хода всех операций по загибанию, а также своевременно проверять техническое состояние устройства, поддерживать листогиб в чистоте и порядке.
Преимущества и недостатки самодельных и покупных моделей
При выборе нужно обращать внимание на технические возможности и отдавать предпочтение оборудованию, имеющему небольшой запас по основным важным характеристикам. Самыми покупаемыми станками в России являются агрегаты, выпускаемые производителями из США, Польши, Китая и Германии.
К бюджетным производственным станкам относятся китайские и российские листогибы, а к прессам из средней ценовой категории относятся модели из США, Турции и Польши. Самыми дорогими и недоступными для рядового потребителя принято считать станки от производителей Германии и Франции, а также выпускаемые другими западно-европейскими странами.
Таблица: сравнение листогибов разных производителей
| Марка | Мобильность / вандалостойкость | Стоимость ремонта устройства | Толщина металла / ресурс рабочей части (п. м.) м.) | Стоимость тыс. долларов |
| Tapco | Высокая / низкая | Высокая | 0,7 / 10000 | От 2,0 |
| Van Mark | Высокая / низкая | Высокая | 1,0 / 10000 | От 2,0 |
| Jouanel | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| Mazanek | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| Schechtl | Низкая / высокая | Высокая | 1,0 / 10000 | От 2,0 |
| ЛГС-26 | Высокая / высокая | Низкая | 0,7 / 10000 | Порядка 32,0 |
Несмотря на массу преимуществ, включая высокую производительность, заводские модели обладают некоторыми недостатками, представленными достаточно высокой стоимостью и дорогостоящим обучением персонала, а также относительно дорогим обслуживанием. Любые самодельные листогибы, как правило, просты в эксплуатации и доступны в изготовлении, но их производительность оставляет желать лучшего.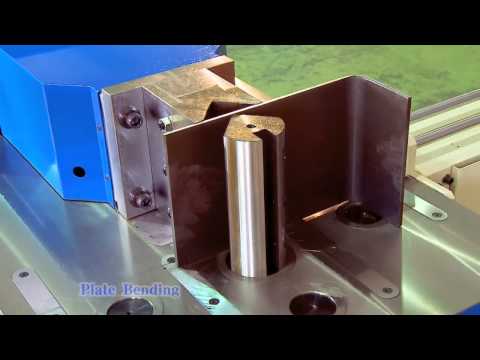
Видео по теме: листогибочный станок своими руками
https://www.youtube.com/embed/Rndk74cqR1Q https://www.youtube.com/embed/iA9IDpnB9eU
В целом относительно простые ручные листогибы являются самыми популярными и наиболее часто продаваемыми типами станков для гибки листового металла. Они отличаются простой конструкцией и лёгкой эксплуатацией, не потребуют значительных затрат на приобретение и обслуживание. Именно такой вариант можно выполнить самостоятельно, используя простой набор инструмента и вполне доступные по цене материалы.
- Автор: Владимирович75
- Распечатать
Оцените статью:
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
Листогиб для гибки листового металла
05Дек
Содержание статьи
- Виды и их конструкция
- Как сделать гибочный станок для листового металла своими руками по чертежам из того, что под рукой
- Для понимания процесса рассмотрим виды листогибов
- Как выполнить загибочный станок своими руками
- Как и зачем делать станок для гибки листового металла своими руками
- С чего начать изготовление
- Листогиб: сложно ли сделать самому
- Пошаговая инструкция: как самому сделать листогибочный станок своими руками с чертежами
- Самая популярная конструкция и ее улучшение
- Как сделать самодельный станок для гибки листового металла
- Листогиб для толстых листов
- Виды с фото
- Конструкция с чертежом
- Изготовление: этапы
- Техника безопасности
- Машина для зигзага
- Рекомендации по выбору
- Преимущества домашнего изготовления
Часто требуется изгиб на жести. Выполнить его ровным практически невозможно, если не обладать специализированной техникой. В статье мы объясним, как изготовить ручной листогиб своими руками, дадим чертежи и их описание.
Выполнить его ровным практически невозможно, если не обладать специализированной техникой. В статье мы объясним, как изготовить ручной листогиб своими руками, дадим чертежи и их описание.
Виды и их конструкция
Основное разграничение всего станочного оборудования идет по типу привода:
- Ручной. Он приводится в движение обычной силой человека. Это примитивные, но, достаточно, эффективные аппараты с минимальной точностью и отсутствием затрат.
- Механический. Он подразумевает наличие рычага с последующим преобразованием усилия нажатия.
- Электромеханический – имеет в качестве приводящей силы электрический двигатель. Особенно актуально применение при наличии пресса на заводе, так происходит штамповка массового производства деталей.
Простые ручные
Самые тонкие листы можно ровно сгибать под любым углом при наличии металлических (деревянных) ограничителей (прижимов) и траверсы. Это значит, что крышка, которая закрывает верхний участок, производя изгиб, прикладывается исключительно силой рук без дополнительного усилителя. Посмотрим конструкцию самодельного листогиба на схеме:
Посмотрим конструкцию самодельного листогиба на схеме:
Мощный станок из тавров
Это аппарат с прижимной балкой, которая может зажимать и даже отрезать сталь. Обычно на оборудовании стоит угломер – это диск, который позволяет выставить любой угол прижима. На столе подачи закрепляется стальной лист, а затем он при необходимости продвигается далее. Нажатие рукоятки приводит в движение тавр прижима, в то время как, гибочная балка остается на месте. Посмотрим на такой листогиб:
Вальцы для стали
Есть устройство с тремя валами, когда заготовка проходит между ними и гнется. Если их регулировать (снимать и устанавливать с другими диаметрами, располагать на большем или меньшем расстоянии), то можно добиться различного радиуса изгиба. Получается не острый угол, а плавная волна. Так он выглядит:
Как сделать гибочный станок для листового металла своими руками по чертежам из того, что под рукой
Изготовление конструкции может быть предельно простым и дешевым, если использовать запчасти из хлама, валяющиеся в гараже. Нам может понадобится:
Нам может понадобится:
- Любые крепкие стальные балки или часть металлопрофиля для станины.
- Цепь от велосипеда/мотоцикла, если будет установлен электропривод.
- Валы от автомобиля, которые понадобится обточить.
Конечно, чтобы работать с тонкой жестью, иногда не стоит даже делать оборудование, можно просто применить «дедовский» способ, а именно взять киянку и, прислоняя сталь к острому и твердому углу, отбивать ее.
Для понимания процесса рассмотрим виды листогибов
Их не так много, как кажется.
Вальцовый
Дополнительно его называют трехвалковый. В результате металлообработки получаются плавные изгибы на поверхности. Таким образом, можно создать трубы и половинчатые цилиндры, которые могут приспосабливаться под водосборники, уличную ливневую канализацию и во многом другом. Металлопрокат осуществляется между вальцами, которые имеют разный радиус. Один вал приводит все в движение, а два остальных остаются опорными.
Гибочный пресс
Есть шаблон.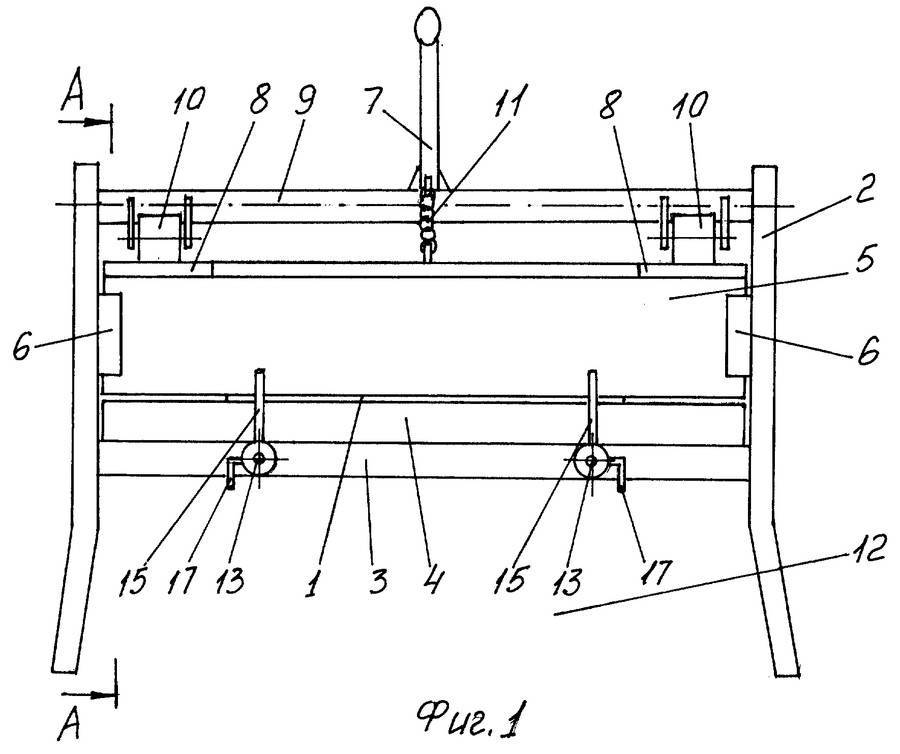 Он создается из крепкого металла и является двойным – то есть матрица и пуансон, которые имеют зеркально противоположные, дополняющие друг дружку изгибы. Между двумя формами кладется заготовка. Нижняя часть неподвижна, а вторая ходит вверх и вниз, при нажатии – опускается с большой скоростью и силой нажатия. Лист сгибается.
Он создается из крепкого металла и является двойным – то есть матрица и пуансон, которые имеют зеркально противоположные, дополняющие друг дружку изгибы. Между двумя формами кладется заготовка. Нижняя часть неподвижна, а вторая ходит вверх и вниз, при нажатии – опускается с большой скоростью и силой нажатия. Лист сгибается.
Самодельный листогибочный станок: механизм из траверсов
Если в прессе есть точечное воздействие, то здесь – на всю ширину участка. Элемент фиксируется в зажиме, а его край сгибается под воздействием подвижного траверса. Достоинство в том, что можно изготавливать детали с каким угодно углом – от 0 до 180 градусов. Часто аппарат оснащается встроенным ножом и делает станину многофункциональной.
Роликовый
Второе название – торцевой ручной. Предназначен для обработки торцов, небольших участков жести. Используется исключительно физическая сила, поэтому не очень распространен и считается дополнительным.
Как выполнить загибочный станок своими руками
Необходим уголок из стали, его требуется нарезать частями по 1 метру. Берем держатель шаровой опоры и вырезаем отверстия под петли для подвижной траверсы. Далее необходимо сделать опору для открывания. Далее аналогичным способом делаем вторую, подвижную часть. Нужно воспроизвести так, чтобы между торцами был минимальный зазор и полная точность. Обратите особое внимание на кромку – она должна быть идеально ровной, поскольку на этом месте будет проходить изгиб стали. Далее прикручиваем рукоять на болты к поворотному уголку – сам механизм готов. Затем нужно установить его на неподвижную и надежную станину.
Берем держатель шаровой опоры и вырезаем отверстия под петли для подвижной траверсы. Далее необходимо сделать опору для открывания. Далее аналогичным способом делаем вторую, подвижную часть. Нужно воспроизвести так, чтобы между торцами был минимальный зазор и полная точность. Обратите особое внимание на кромку – она должна быть идеально ровной, поскольку на этом месте будет проходить изгиб стали. Далее прикручиваем рукоять на болты к поворотному уголку – сам механизм готов. Затем нужно установить его на неподвижную и надежную станину.
Дополнительные приспособления
Чтобы изготовить конструкцию удобнее, можно вместо обычных болтов использовать барашковые. Они придадут «пружинистость». Еще можно пользоваться роликовым ножом и резать вдоль верхнего прижимного траверса.
Временный аппарат по упрощенной схеме
Если представленный выше вариант стационарный, то данный – для временных работ. Можно взять три уголка, два из них скрепить между собой обычной дверной петлей, а третий, с привлечением струбцины следует прижать к верстаку, таким образом, обеспечивается статичность.
Как и зачем делать станок для гибки листового металла своими руками
Многие умельцы нуждаются в подобном агрегате. Его можно купить, но приобретенные модели отличаются большими габаритами, весом, а также высокой ценой. Дома же не обязательно применять устройства с электроприводом, достаточно ручной конструкции – она проста в использовании, применении и создании, а также достаточно эффективна. Если вы работаете с алюминием или тонкой сталью, можно применять не стальные части для оборудования, а деревянные, а сами пуансоны и уголки приготовить из металлического материала для прочности.
С чего начать изготовление
- Выберете один из предложенных видов.
- Подберите схему или сами изготовьте чертеж, основываясь на размерах, мощности аппарата.
- Подготовьте место – расчистите пространство, оборудуйте освещение и вентиляцию для сварочных работ.
- Соберите все запасные части, расходные материалы и инструменты.
- Можете приступать к сборке основания своими руками.

Листогиб: сложно ли сделать самому
Большинство умельцев утверждают, что на подготовку и реализацию уходит в целом менее дня, это при том, что материалы необходимо обрабатывать, ведь часто берутся ржавые и не совсем подходящие по параметрам элементы. Далее представим разновидности в зависимости от простоты сборки.
Виды для применения дома
- Поворотные (прижимные, с траверсами) – достаточно просты, но занимают значительное пространство. Их можно приготовить из подручных материалов. Наиболее эффективны, если их совместить с ножами для резки.
- Ротационный (с вальцами) – они намного сложнее, поскольку и сами элементы требуют предварительной металлообработки на токарном оборудовании, и электропривод – это дополнительные сложности.
Пошаговая инструкция: как самому сделать листогибочный станок своими руками с чертежами
Посмотрим на видео подробное объяснение:
Самая популярная конструкция и ее улучшение
Посмотрим на стандартную схему поворотного листогиба:
Дадим несколько рекомендаций, как можно выполнить конструктивные усовершенствования.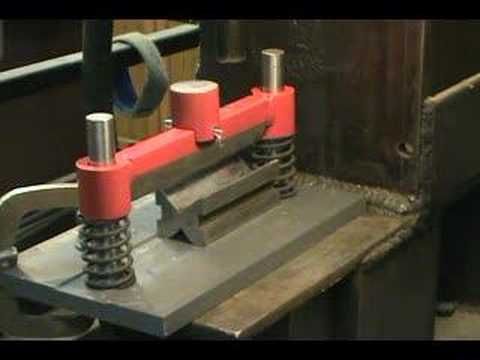
Усиливаем прижимную балку
Чтобы прижим был эффективнее, его необходимо утяжелить. Можно приварить сверху дополнительный вес – еще один уголок или полоску из тяжелого металлического материала.
Повышаем надежность креплений
Струбцины и сварные соединения – не самые лучшие способы для крепежа. Намного лучше и прочнее изготовить две балки с отверстиями, а между ними поместить затягивающий болт.
Как сделать самодельный станок для гибки листового металла
Посмотрим видео-инструкцию:
Не проще ли купить
К недостаткам покупного оборудования можно отнести:
- высокую стоимость;
- стандартные функции и размеры – нельзя усовершенствовать модель и подогнать ее под себя;
- большие габариты.
Простейший способ
Если даже данную установку делать некогда, а требуется срочно загнуть край (торец, тонкий слой), можно приложить заготовку к твердому углу и киянкой отбить концы. Это просто, но есть минусы:
Это просто, но есть минусы:
- изгиб получается неровный;
- надо прикладывать много физической силы.
Листогиб для толстых листов
Оптимальный вариант – вальцовый станок с электроприводом или пресс на гидравлике, поскольку вручную значительные объемы сгибать сложно, то воздействие должно оказываться быстрое и массивное.
Что собой представляет аппарат
Это стационарное оборудование, обладающее особенностями:
- выполнение из металла или твердого дерева;
- размеры превышают заготовку;
- есть подвижная и неподвижная части (валы, плашки, пуансон и матрица).
В остальном внешний вид зависит от конкретной модели.
Область применения
Аппараты используют на заводах, в автомастерских, а также в домашнем хозяйстве. Устанавливают на улице и в помещении.
Виды с фото
Представим изображения разновидностей. С траверсами:
Вальцовый:
Пресс:
Конструкция с чертежом
Предоставляем рабочую схему:
Изготовление: этапы
Рассмотрим несколько конкретных поэтапных задач.
Разработка ТУ и чертежа
Обычно план можно найти в сети, но следует подогнать его по размерам под мастера, чтобы напряжение распределялось по всем мышцам равномерно.
Подбор материалов
Понадобится деревянный брусок, несколько швеллеров по 10 см в ширину, уголки поуже для прижимной балки, крепежные инструменты, крепкий металл для станины и удобная ручка.
Деталировка конструкции и сборка
Посмотрим этапы на видео:
Техника безопасности
Необходимо:
- Работать в хорошо освещенном помещении.
- Носить закрытую обувь.
- Делать процедуру в защищающих очках и рукавицах.
- Иметь в доступности аптечку.
Машина для зигзага
Это ручной зиговочный аппарат для того, чтобы делать «волну» на тонком листовом металле. Это удобно для торцов и краев. Им можно выполнить небольшие углубления, так он выглядит:
Рекомендации по выбору
Узнаем советы профессионала:
Преимущества домашнего изготовления
Плюсы перед покупкой:
- Дешевизна – почти все детали есть среди подручных материалов.
- Возможность сделать нестандартные размеры.
- Понимание процесса, а значит, легкая наладка и починка.
В статье мы рассказали про самодельные гибочные станки для листового металла. Предлагаем ознакомиться с нашим ассортиментом ленточнопильных изделий. Компания «Рокта» уже 15 лет на российском рынке. За это время мы охватили практически все города страны. Для завершения темы посмотрим еще одно видео:
Гибочный прессSWAG 20 TON Набор для сборки своими руками – SWAG Off Road
20-тонный листогибочный пресс Набор для сборки своими руками
Комплект листогибочного пресса поставляется в разобранном виде, вы выполняете окончательную сборку и сварку.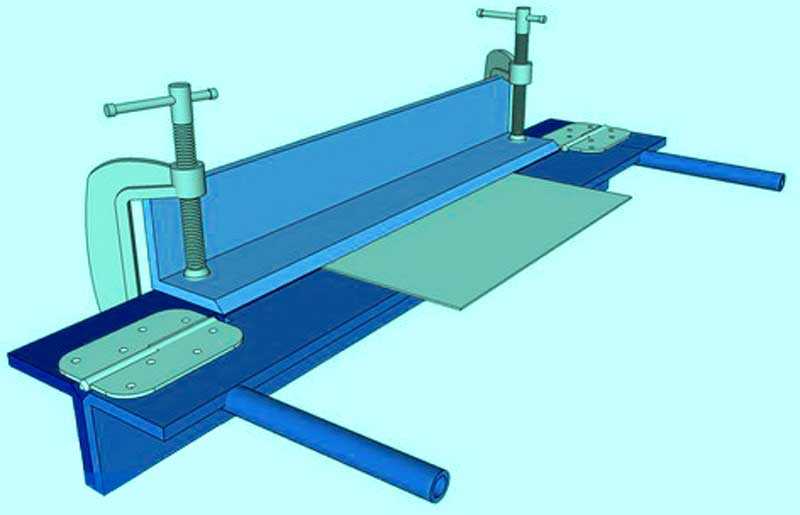
Предназначен для установки на 20-тонный гидравлический пресс Harbour Freight, арт. № 32879 и 60603.
В комплект листогибочного пресса входит регулируемый задний упор для точных и воспроизводимых гибов.
- Макс. радиус изгиба (град.) 110
- Максимальная способность к изгибу пластины 3/8 дюйма
- Максимальная ширина изгиба 19.25″
- Общая ширина тормоза 22,125 дюйма
Инструменты, необходимые для сборки: сварочный аппарат, болгарка, уровень, угольник.
Способен сгибать низкоуглеродистую сталь следующей длины и толщины.
- 19 дюймов = полная ширина изгиба нижней матрицы для любых изделий толщиной 1/8 дюйма или меньше.
- 15 дюймов 3/16 дюйма
- 12 дюймов 1/4 дюйма
- 5 дюймов 3/8 дюйма
Укажите действующий адрес доставки, на который будет доставлен UPS/FEDEX.
ПРИМЕЧАНИЕ. Цеховой пресс и домкрат для бутылок НЕ включены.
ПРИМЕЧАНИЕ: Дополнительные центрирующие выступы, поставляемые с пресс-брейком, не входят в состав полностью сварного комплекта.
Самодельный 20-тонный пресс является отличным дополнением к плитам пресса для оправки, которые мы продаем ЗДЕСЬ.
ИНСТРУКЦИЯ ПО СБОРКЕ ГИБОЧНОГО ТОРМОЗА
Набор для сборки пальцевого тормоза SWAG 20 TON SWAG 3-D печатная ручка большого пальца для (расклешенных) или (литых поперечных штифтов) бутылочных домкратов
Пресс для пресса.
Отлично сработало. Как раз то, что я искал.
СОЗДАН США
Очень хорошо сложен, лучше, чем все, что вы видели на других сайтах, и аксессуары также фантастические. Смотрите видео на YouTube!
Perfect
Идеальный маленький инструмент для мастерской, так как обычно мне нужно делать небольшие детали и легкие кронштейны
Сэр
Если у вас нет бесплатного газа, вы не являетесь сертифицированным сварщиком и не ожидаете, что начнете что-либо гнуть, когда оно будет доставлено, выберите полностью сварной комплект. Пресса упростила работу, помогая изготовить 6 тележек для огнетушителей.
Владелец
Превосходная техника и качество изготовления. Прекрасно работает. Спасибо. помеченный Bend Steel / Custom / DIY Листогибочный пресс / Изготовление / Изготовление металла / Mig Welding / Welding by Paul
Много лет назад я сделал свой собственный листогибочный пресс для гибки толстолистовой стали и небольших труб и использую его по сей день.
Когда дело доходит до гибки толстостенной стали, у вас есть всего несколько вариантов.
1. Вставьте его в тиски и выбейте из него сопли, надеясь, что ваш изгиб будет прямым, при условии, что у вас все в порядке с некоторыми вмятинами от молотка в вашем изделии
2. Вы можете взять шлифовальную машину и сделать канавку, пока сталь не станет тонкой достаточно согнуть вручную, а затем заварить канавку, как только вы получите нужный угол
3. Купить или построить листогибочный пресс.
На данный момент почти все уже изобретено. Поэтому, когда я пытаюсь сделать инструмент, я начинаю искать более крупные профессиональные примеры инструмента, который я пытаюсь сделать. быстрый поиск листогибочных прессов наводит меня на мысль о том, как они выглядят и как работают. Swag Offroad недавно запустила свои собственные комплекты пресс-тормоза DIY и пресс-тормоза DIY Finger Press, которые являются отличным вариантом, если у вас есть сварщик, но вы не хотите вырезать все детали самостоятельно.
20-тонная версия со съемным пальцем:
Проверить цену и отзывы на Amazon
20-тонная версия без пальцев:
Проверить цену и отзывы на Amazon
12-тонная версия без пальцев:
Проверить цену и отзывы на Amazon
Приведенные выше примеры можно купить в разобранном виде, сварить самостоятельно или предварительно собрать и подготовить к использованию. Даже наборы «сделай сам» могут быть дорогими, нажмите на картинку выше, чтобы узнать о них больше.
Я построил свой задолго до того, как кто-то предложил наборы, поэтому читайте дальше, чтобы узнать, как собрать свой собственный. На самом деле я построил два комплекта губок листогибочного пресса для своего пресса за эти годы, потому что однажды я был в середине проекта и не мог найти его, поэтому я сделал еще один. Кроме того, у меня нет фотографий их в процессе сборки, потому что я построил их давным-давно.
Проверить цену и отзывы на Amazon
Проверить цену и отзывы на Amazon
Первая часть, которая вам понадобится, это пресс на 6 тонн, 12 тонн или 20 тонн в зависимости от того, что вы планируете сгибать с его помощью. Наша цель, по сути, сделать V-образную форму, чтобы мы могли гнуть металл. Это не ракетостроение, и я стараюсь не заморачиваться. Вы можете получить 6-20-тонный пресс менее чем за 200 долларов практически в любом месте (Harbour Freight, Northern Tool, Amazon и т. д.). Мой 12-тонный напольный пресс похож на тот, что изображен ниже:
Вы также можете приобрести меньший 6-тонный пресс высотой всего ~3 фута, который можно поставить на верстак, если у вас мало места. .
Затем вам нужно найти кусок трубки, который надевается на пресс-стержень. Затем нам понадобятся четыре куска уголка толщиной 3/16″ длиной около 1 фута. Эта часть будет составлять верхнюю часть пресса. Еще один совет, который я усвоил, — это сделать два дополнительных выступа сверху с отверстиями, чтобы вы могли прикрепить эластичные шнуры.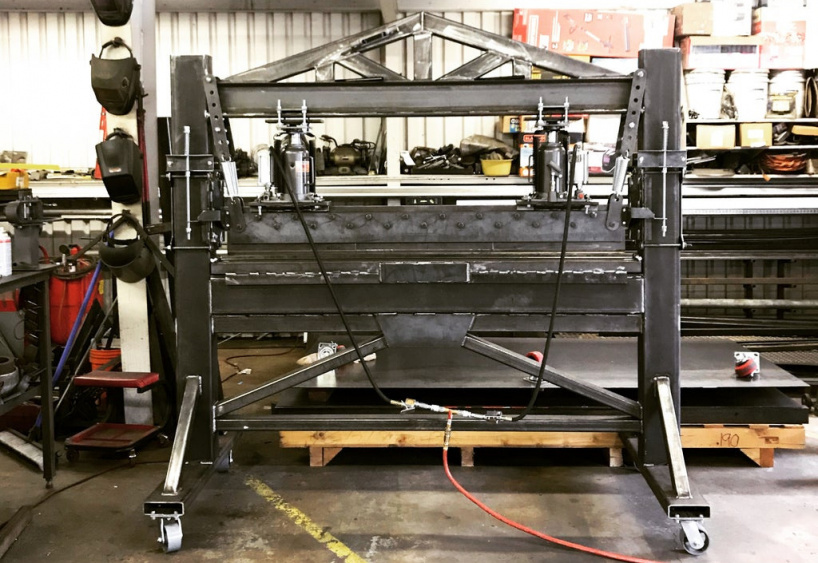 Это удержит верхний штамп прикрепленным, чтобы он двигался вверх и вниз вместе с прессом
Это удержит верхний штамп прикрепленным, чтобы он двигался вверх и вниз вместе с прессом
Далее вам понадобится кусок листового металла ~4″x8″ толщиной ~1/8″, чтобы прикрепить к нему три нижних куска уголка. Также вам потребуются три куска уголка, аналогичные по длине и толщине тому, что вы использовали для верхней матрицы. Два будут приварены острием вверх /\/\, тогда третий будет перевернут между ними для дополнительной жесткости, вот так /\\//\. Смотрите фотографии ниже.
Вот несколько фотографий моих самодельных листогибочных прессов. Неокрашенный был первой версией, а синий — второй. Еще один совет, который я усвоил, заключается в том, что очень помогает смазывание нижней матрицы, чтобы металл мог легче скользить по ней.
Это мой листогибочный пресс версии 1, сделанный из углового железа и стального лома. Вы можете видеть, что моя нижняя пластина все еще неровная, потому что я выхватил ее из кучи металлолома и приварил к ней. Вот почему я предлагаю вам использовать смазку на нижней матрице. Возможно, я немного увлекся и погнул верхнюю балку пресса.
После снятия оригинальной верхней балки и сварки гораздо более прочной детали я снова был в деле. Здесь он изгибает кусок пластины толщиной ~ 6 дюймов длиной 1/4 дюйма.
Здесь вы можете видеть, что я вставил дополнительный кусок трубки между верхней матрицей и прессом. Это позволило мне выполнить второй сгиб без удара брекета о пресс.
На рисунках ниже показана версия 2, которую я построил, когда не смог найти версию 1. Да, это тот же пресс, только очищенный и покрашенный.
Сгибаю концевые звенья стабилизатора поперечной устойчивости для Ol’ Blue.
Другой взгляд. Обратите внимание на эластичные шнуры, которые заставляют верхнюю матрицу двигаться вверх и вниз вместе с прессом.
Концевые звенья стабилизатора поперечной устойчивости до и после изгиба. Они до сих пор используются под задней частью Ol ‘Blue.
Возможно, я немного увлекся и погнул верхнюю балку пресса.
После снятия оригинальной верхней балки и сварки гораздо более прочной детали я снова был в деле. Здесь он изгибает кусок пластины толщиной ~ 6 дюймов длиной 1/4 дюйма.
Здесь вы можете видеть, что я вставил дополнительный кусок трубки между верхней матрицей и прессом. Это позволило мне выполнить второй сгиб без удара брекета о пресс.
На рисунках ниже показана версия 2, которую я построил, когда не смог найти версию 1. Да, это тот же пресс, только очищенный и покрашенный.
Сгибаю концевые звенья стабилизатора поперечной устойчивости для Ol’ Blue.
Другой взгляд. Обратите внимание на эластичные шнуры, которые заставляют верхнюю матрицу двигаться вверх и вниз вместе с прессом.
Концевые звенья стабилизатора поперечной устойчивости до и после изгиба. Они до сих пор используются под задней частью Ol ‘Blue.
Можно купить уже сделанные? Конечно, но это может стоить довольно много денег в зависимости от того, что вы получаете.