 alexxlab
alexxlab как правильно, варить в домашних условиях, с черным металлом, инвертором, обычными электродами, полярность, каким током, тонкую, трубы
Нержавеющая сталь является очень популярным материалом. Нержавейка активно используется в промышленной, производственной и бытовой сферах. Из коррозионностойких сталей изготавливаются многие агрегаты, конструкции, сооружения и оборудование различного назначения. Востребованность обусловлена техническими параметрами нержавейки, в частности, стойкостью к коррозии, долговечностью эксплуатации, прочностью, привлекательным внешним видом и простотой обработки.
Наиболее ходовым способом работы с нержавеющей сталью являются сварка. Сварочный процесс обладает нескольким особенностями:
- невысокий уровень свариваемости значительно влияет на формирование соединения;
- низкая теплопроводимость нержавейки приводит к тому, что свариваемые изделия проплавляются даже при достаточно небольших величинах силы тока;
- высокий коэффициент расширения означает, что при нагреве изделие как бы растягивается. В то время как при остывании появляется стягивающий эффект. Инородный металл, входящий в структуру основной конструкции и обладающий меньшим коэффициентом расширения, оставляет
- при нагреве более 500°С в изделиях из нержавейки возникает межкристаллитная коррозия. Чтобы этого избежать нужно тщательно подбирать режим сваривания, а также принудительно охлаждать свариваемые детали.
Сварка электродами по нержавейке
Сваривание коррозионностойких сталей является сложным и трудоемким процессом. Данная процедура требует от исполнителя наличия теоретических знаний и практического опыта. Ещё одним важным критерием для комфортного проведения сварочных работ является правильный выбор электродов.
Особые характеристики нержавейки, а также несколько особенностей сваривания данного материала требует применения специальных сварочных материалов.
Как обычным электродом заварить нержавейку
Очень часто начинающие сварщики задаются вопросом: можно нержавейку варить обычными электродами? Важно отметить, что сварка коррозионностойких сталей обычными электродами технически возможна. При отсутствии или нехватке специальных сварочных материалов можно использовать простые расходники. Многие мастера неоднократно применяли такой подход, но исключительно для обработки деталей бытового использования. Так как к промышленным конструкциям применяются повышенные требования по надежности и монолитности.
С технологической точки зрения, рекомендуется использовать специализированные электроды, имеющие подходящее покрытие. Сварка нержавейки простыми электродами отрицательно сказывается на качестве соединения, также возможно появление микротрещин
Вывод! Поэтому сварка нержавейки обычными электродами должна применяться как крайняя мера, только в экстренном случае или если вы мало чем рискуете.
Также часто возникает вопрос: можно ли варить нержавейку обычной сваркой? Здесь также подразумевается возможность применения простых расходников для работы с коррозионностойкими сталями.
Видео
Предлагаем посмотреть небольшой ролик, где самодельщик показывает как заварил теплообменник банной печи черным электродом. В комментариях видно, что мнения по поводу допустимости такой сварки разделились, что делает такой подход спорным.
Способы сварки нержавейки
Существует несколько способов сварки нержавеющих сталей.
Ручная электродом
Ручная сварка нержавеющих сталей электродом с покрытием является универсальной, может использоваться практически в любой отрасли. Данный метод обеспечивает приемлемое качество соединения, поэтому применяется домашними и профессиональными исполнителями. Также важным достоинством технологии ММА является простота и легкость сварочного процесса. Кроме этого, сварка нержавейки дуговой сваркой имеет ещё несколько достоинств:
- ценовая доступность электродов и оборудования;
- аппараты могут работать в течение всего рабочего дня;
- агрегаты обладают компактными размерами и небольшим весом, что позволяет быстро перемещаться по рабочему объекту;
- высокая скорость выполнения работ при умелом обращении с оснащением и расходными материалами;
- прочность сварных швов;
- существует возможность самостоятельно изучить данный способ сварки и применить на практике.
Чтобы сварной шов обладал высокой надежностью, необходимо правильно подобрать сварочные материалы. Для ручной сварки подойдут следующие марки:
ОЗЛ-8 предназначены для того, чтобы сваривать изделия, эксплуатирующихся при воздействии агрессивных сред. При этом к наплавленному металлу не предъявляются повышенные требования по стойкости к МКК. Электродами ОЗЛ-8 исполнители пользуются для обработки ответственных конструкций.
Электроды НЖ-13 создают надежное соединение, предотвращают образование МКК. Тонкий слой шлаковой корки после остывания и сжатия рабочей зоны отпадает самопроизвольно. Это значительно ускоряет процесс, когда необходимо выполнить большое количество швов.
Электроды ЦЛ-11 характеризуются хорошей изоляцией сварочной ванны от воздействия внешних факторов. Данная марка обеспечивает прочное соединение.
При использовании данной технологии применяется постоянный ток для сварки нержавейки, полярность – обратная.
Проанализировав данные сведения, исполнитель любого уровня сможет узнать как варить нержавейку дуговой сваркой.
Ручная аргоном
Ручная сварка нержавейки в среде аргона осуществляется с помощью вольфрамовых электродов. Данная технология гарантирует получение качественных и надежных швов. Причем соединения отвечают всем поставленным требованиям, даже, если они выполнены в домашних условиях. Следовательно, аргонодуговая сварка применяется, когда исполнителю нужен эстетический результат. Швы не требуется зачищать от шлаков. Искры при сваривании отсутствуют. Это самый чистый метод соединения. Также данный способ предназначен для работы с деталями с очень тонкими стенками.
Сваривание осуществляется переменным или постоянным током прямой полярности.
Вид напряжения зависит от толщины металла:
- если толщина свариваемых листов составляет 1 мм., то применяется постоянный ток в 30-60 А,Ø электродов – 2 мм.
- сварка нержавеющей стали переменным током также возможна при работе с элементами толщиной 1 мм.: сила напряжения – 35-75 А, электрод Ø – 2 мм.
- данные для обрабатываемых изделий толщиной 1,5 мм.:
- постоянный ток прямой полярности, 40-75 А, Ø сварочного прутка – 2 мм.;
- переменный ток, 45-85 А, Ø – 2 мм.
- толщина 4 мм.: постоянный ток прямой полярности, 85-130 А, Ø – 4 мм.
Особенности данного метода:
- дугу следует поджигать бесконтактным способом, чтобы вольфрам с электродов не попал в расплавленный металл;
- сварка должна проводиться без колебательных движений стержня. Нарушение этого правила может привести к нарушению защиты рабочей зоны, что приведет к окислению шва.
Совет! При использовании данного метода можно уменьшить расход сварочных материалов. Для этого необходимо после окончания сваривания в течение 10-15 секунд не отключать подачу аргона. Подобная процедура позволяет защитить раскаленный электрод от активного окисления.
Сварка нержавейки электродом в домашних условиях
Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм., то сила тока должна быть равна 40-60 А, Ø электрода – 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка – 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня – 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника – 4 мм.
Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм., необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
- при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать “замок”, чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.

Полезное видео
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных
температурах.
Какими электродами варить нержавейку с чёрным металлом
На производстве, где все процессы проводятся исключительно в соответствии с технологией, чаще всего не возникает вопроса: как приварить нержавейку к черному металлу? Ведь соединение таких различных металлов в обычных условиях является неправильным, с технической точки зрения. Также потребность в такой процедуре, как правило, практически отсутствует. Но иногда такая необходимость бывает. И для этого выпускаются специальные электроды.
Также в домашних условиях процесс подобного рода вполне реален. Но для этого нужно знать химический состав свариваемых изделий, чтобы правильно подобрать расходные материалы. Ведь нержавейка и черный металл являются разнородными материалами. Также следует учитывать такой параметр как свариваемость, т.е. способность данных материалов образовывать неразъемные соединения удовлетворительного качества.
Существует два способа для соединения:
- сварка нержавейки и черного металла электродом с покрытием;
- сваривание вольфрамовыми расходниками.
При использовании технологии ММА следует применять сварочные материалы, предназначенные для цветных металлов и сплавов.
Сварочные электроды АНЖР-2.
Наиболее распространенными марками являются АНЖР-1 и АНЖР-2. Основное преимущество – возможность проведения сварки практически во всех пространственных положениях, кроме вертикального “сверху-вниз”.
Также подходящим вариантом станут электроды ЦТ-28. Достоинства: шов, образованный с помощью сварочных материалов данной марки, отличается высокой жаропрочностью и жаростойкостью.
Кроме того, исполнитель может использовать специальные электроды по нержавейке.
Востребованными среди исполнителей являются электроды ESAB для сварки разнородных сплавов: ОК 67.42, ОК 67.45, ОК 67.52, ОК 68.81, ОК 68.82, ОК 92.26.
Второй метод является менее востребованным из-за более высокой стоимости вольфрамовых электродов. Также исполнителю понадобится специальное сварочное оборудование. В процессе сварки данной технологией, необходимо тщательно следить за положением прутка. Для получения качественного и надежного соединения, нужно держать стержень перпендикулярно к поверхности свариваемых изделий.
В зависимости от толщины материалов применяются различные ток и полярность при сварке нержавейки:
- толщина изделия 1 мм.: постоянное напряжение, сила в 30-60 А, Ø стержня – 2 мм.;
- толщина деталей 2 мм.: переменный ток силой 50-80 А, Ø прутка – 3 мм.;
- толщина составляет 4 мм.: постоянный ток, сила напряжения – 90-130, Ø расходника – 4 мм.
Сварка тонкой нержавейки
Сварка тонкого металла требует от исполнителя определенного уровня знаний и навыков. При работе с тонкостенными изделиями из коррозионностойких сталей важно не только верно выбрать электроды, но правильно определить напряжение. О том, как варить тонкую нержавейку электродом и каким током сваривают нержавейку будет рассказано далее.
Если сравнивать с обыкновенной сталью, то сваривание тонкой нержавейки электродом должно проводится при меньшей величине силы тока. Требуемое количество ампер примерно на 20% меньше.
Важную роль играет диаметр сварочного прутка. При толщине свариваемого изделия 3 мм. диаметр расходника 3-4 мм.
Следует применять стержни длиной не более 35 мм. Температура нагрева не должна превышать 500°С.
Не рекомендуется резко охлаждать изделие.
Бытовая сварка тонкой нержавейки проводится с помощью инвертора. Рекомендуется выполнять следующие правила:
- не нагревать заготовки и место соединения выше температуры в 150°С;
- сварочный процесс осуществляется на малых величинах тока с высокой скоростью;
- без колебательных движений электрической дуги;
- под заготовки подкладывать пластины, которые будут “забирать” часть тепла на себя. Это предотвратит сильное нагревание рабочей зоны и возможность образования дыр.
Металл толщиной до 3 мм. варят без разделки. Между заготовками должен быть зазор в 1-2 мм.
При осуществлении инверторной сварки с помощью электродов диаметром 3 мм, необходимо выставлять напряжение величиной 80 А.
Мастера применяют для соединения тонких коррозионностойких сталей следующие марки электродов:
ЦЛ-11 – распространенная и ходовая марка сварочных материалов. Материал шва, наплавленного ЦЛ-11, отличается стойкостью к коррозии в неблагоприятных условиях.
ОК 63.20 предназначен для работы с тонкостенными элементами, работающими в контакте с жидкими агрессивными неокислительными средами при температурах до 350°С.
Сварка нержавеющих труб
Сварка труб из нержавеющей стали электродами является популярным видом соединения подобных изделий. Сварочные работы с трубами проводятся электродами с основной или рутиловой обмазкой. Сварочный процесс плавящимся расходником осуществляется на постоянном токе обратной полярности.
Сварка нержавейки постоянным током обладает несколькими преимуществами: малое разбрызгивание металла; простота процесса для сварщика; подходит для работы с тонкостенными трубами; качественный шов.
Вольфрамовые электроды для сварки труб из нержавеющей стали работают на постоянном токе прямой полярности. Преимущества данного способа:
- надежная защита от воздействия кислорода, которое может привести к окислению;
- устойчивая дуга;
- соединение обладает высокой коррозийной стойкость.
Независимо от выбранного способа соединения, технология сваривания нержавеющих труб включает три этапа:
- Подготовительный делится на две части: подготовка исполнителя и подготовка основного материала. Для сварщика должны быть подготовлены спецодежда и защитная маска. Нержавеющие трубы нужно зачистить от от различных загрязнений: коррозия, краска и т.д. Стыки и площадь возле них следует обработать металлической щеткой или наждачной бумагой.
- Сварочный процесс начинается с зажигания электрода и возбуждения дуги. Важно в ходе работ удержать дугу. Затем осуществляется соединение.
- Важным этапом является проверка качества шва. Перед этим необходимо отбить шлак.
Электроды для труб из нержавейки:
ОК 63.20 предназначены для сварки точками, т.е. процесс производится при кратковременном поджиге и гашении электрической дуги.
Небольшой видеоролик для наглядности.
Режимы сварки
Выбирая оптимальный режим для работы с коррозионностойкими сталями, у исполнителей возникают следующие вопросы: каким током варить нержавейку и какой полярностью варить нержавейку?
Для работы с коррозионностойкими сталями используются различные аппараты, но оптимальным вариантом являются те, которые работают на постоянном токе.
В случае отсутствия постоянного тока, следует применять инвертор, который способен преобразовывать вид напряжения. Использование соответствующего типа и диаметра сварочных материалов обеспечивает качественное соединение.
Как правило! Для сварки нержавейки рекомендуется обратная полярность. Плюс на электроде, минус на нержавейке.
Однако, следует помнить, что каждая конкретная ситуация требует применения определенных расходных материалов и агрегатов.
Поэтому, чтобы узнать о том, как правильно сварить нержавейку электродами, следует ознакомиться с вышеперечисленными актуальными сведениями.
Как варить нержавейку электродом в домашних условиях
В промышленности и быту часто используется нержавеющая сталь. Благодаря своим антикоррозийным свойствам она хорошо подходит для долговечных водяных фильтров, емкостей под химическую промышленность, и в качестве бытовой тары. Некоторые монтирует из этого металла отопление или водопровод, чем увеличивают срок службы системы. Незаменимым элементом из этого материала являются полотенцесушители. Но что делать если изделие дало течь, а профессионального аппарата нет под рукой? Как варить нержавейку электродом? Какие режимы выставлять на сварочном агрегате и как вести шов?
Особенности нержавеющей стали
Как правильно варить нержавейку электродами знают опытные сварщики, чьи рекомендации есть на видео. Работа с этим материалом отличается от сваривания обычной стали. Поскольку данный металл ценят за его устойчивость к коррозии, то большинство изделий из него предназначены для работы с водой и под давлением. А проблемой начинающих сварщиков становится течь, появляющаяся после остывания шва. Как заварить проблемное место в домашних условиях можно понять, если разобраться в физических свойствах металла.
Нержавеющая сталь обладает высоким коэффициентом расширения. Это означает то, что при нагреве расстояние между молекулами увеличивается больше, чем у других видов металлов. При остывании происходит обратный процесс, «стягивающий» изделие до первоначальных пропорций. Инородный металл, входящий в состав шва, и обладающий меньшим коэффициентом расширения, будет при этом «рваться», оставляя за собой микротрещины, дающие течь в работе начинающего сварщика. Это обязывает подбирать качественный присадочный материал (стержень электрода), способствующий взаимодействию основного и наплавляемого металла.
Это обязывает подбирать качественный присадочный материал (стержень электрода), способствующий взаимодействию основного и наплавляемого металла.
Второй проблемой в работе с нержавеющей сталью является ее низкая температура плавления. Сильный нагрев от электродуги приводит к тому, что сварочный участок перегревается, и легирующие элементы, отвечающие за антикоррозийные свойства, выгорают. В результате, получив герметичное соединение, можно обнаружить скорое появление следов ржавчины в месте проведения сварки. Эта особенность требует подбора правильных режимов сварки и ведения шва в шахматном порядке, чтобы предотвратить местный перегрев.
Третьей проблемой служит реакция углерода на попадание кислорода в сварочную ванну. Это приводит к выделению газа на поверхности кристаллизующегося шва, и образованию крупных пор. Сваривать металл становится практически невозможно. Чтобы предотвратить это явление, сварочная ванна должна хорошо защищаться от внешней среды. Для этого используют защитный газ или обмазку электродов, создающую газовое облако в зоне сварки.
Применяемые электроды
Чтобы хорошо понимать, какими электродами варить нержавейку, стоит помнить о тепловом коэффициенте металла. Для этого подбираются стержни электродов, имеющие тот же состав, что и свариваемый элемент. Это обеспечивает взаимодействие основного и присадочного материалов, предупреждая появление дефектов.
Возможный вариант используемых электродов:
- «ЦЛ-11». Это довольно дорогие расходные материалы, покрытые специальной обмазкой, и хорошо изолирующие сварочную ванну от внешних факторов воздействия. Металл стержня хорошо вплавляется в основной материал и создает прочное соединение.
- «НЖ-13» являются еще одним подходящим расходным материалом. Они создают надежный шов с ударной вязкостью в 120 Дж/см, и предотвращают явление межкристаллитной коррозии. Отличие электродов состоит в образовании тонкого слоя шлака, который после остывания поверхности и сжатия материала до первоначального размера, отпадает самопроизвольно.
 Это ускоряет процесс обработки сварного соединения, когда требуется выполнить много швов.
Это ускоряет процесс обработки сварного соединения, когда требуется выполнить много швов.
Неплавящиеся электроды
Сварка нержавеющей стали электродами может выполняться и неплавящимся стержнем. Часто применяют вольфрам и его смеси. Электрическая дуга расплавляет кромки металла, используя их для формирования шва. Если между пластинами имеется зазор, или требуется соединение повышенной прочности, то дополнительно использую присадочную проволоку из материала, того же состава, что и основной.
Работа ведется в среде инертного газа, что требует дорогостоящего оборудования и повышенных расходов на сварку. Метод применяется там, где необходимо качественное соединение, способное работать под давлением.
Технология сварки
Работа с нержавейкой ведется по технологии, отличающейся от сварки обычной стали. Процесс включает в себя:
- Зачистку поверхности от масла и иного мусора, краски. Попадание этих веществ будет излишне пенить сварочную ванну.
- Разделка кромок выполняется при работе с металлом толще 4 мм. Делается скос в 45 градусов и выставляется зазор в 1 мм. При соединении деталей меньшей толщины, кромки не разделываются и зазор не предусматривается. Плотно сведенные пластины будут залогом красивого шва и предупредят потеки на обратной стороне.
- При ответственных соединениях рекомендуется прокалить электроды при температуре 170 градусов.
- Когда нержавеющая сталь толще 7 мм, стоит выполнить предварительный подогрев свариваемых частей до 150 градусов. Это позволит избежать резкого перепада температур.
- После наложения прихваток, шов ведется электродом под наклоном в 45-60 градусов на себя или в сторону. Сварочная ванна характеризуется густотой, чем сильно отличается от сварки низкоуглеродистой стали. Формирование шва напоминает лепку из хорошо разогретого пластилина. К этому необходимо привыкнуть. Дуга должна быть короткой, и без колебательных движений.
- Вести шов следует немного быстрее, чем при обычной сварке.
 Это поможет избежать перегрева поверхности и сохранить свойства нержавеющей стали.
Это поможет избежать перегрева поверхности и сохранить свойства нержавеющей стали. - После окончания работ нельзя поливать изделие водой, ввиду его коэффициента расширения. Металл должен остыть самостоятельно.
Можно ли варить нержавейку обычным электродом?
Сварка нержавейки обычным электродом возможна, но чревата последствиями. Из-за разности материалов, совмещенных в зоне сварки (нержавеющая сталь основного металла и стержень электрода их низкоуглеродистой нелегированной стали) происходит внутреннее натяжение в околошовной зоне. По мере остывания поверхности будут слышны щелчки, свидетельствующие о появлении микротрещин. Поэтому такой шов будет давать течь и не подойдет для системы отопления, расширительных баков и емкостей под давлением. Еще это соединение быстро покроется ржавчиной.
Но заварить нержавейку обычным электродом для крепежа в фонтане, или иных не герметичных стыков, вполне возможно. Только применять это стоит в экстренном случае, как меру безысходности. Когда предстоит плановая работа необходимо подготовиться и приобрести соответствующие электроды по нержавейке.
Аппараты и режимы
Сварка нержавеющей стали производится на различных аппаратах, но наилучшие устройства — это те, которые выдают постоянный ток. Благодаря этому присадочный материал хорошо вплавляется в поверхность, а шов выглядит более ровно.
При отсутствии постоянного тока, можно воспользоваться инвертором, выдающим переменный ток с высокой частотой. Применяя соответствующие электроды и быстро ведя дугу, получится ровная поверхность с наплавленным слоем металла. Сварка на трансформаторном токе возможна, но отличается наплывами, поэтому использовать ее стоит на не ответственных стыках.
При настройке аппарата стоит учитывать следующие параметры:
| Толщина металла, мм | Сила тока, А | Напряжение, V | Диаметр электрода, мм |
| 1 | 30-40 | 12 | 2 |
1. 5 5 |
40-60 | 13 | 2 |
| 3 | 80 | 15 | 2 |
| 4 | 100 | 16 | 3 |
Получение качественных швов при сварке нержавейки возможно, если соблюдать технологию сварки, выбрать аппарат с постоянным током или инвертор, и приобретя качественные электроды.
Поделись с друзьями
0
0
1
0
Сварка нержавейки (нержавеющей стали) штучным электродом с применением инвертора (РДС метод)
Нержавеющая сталь уже более ста лет исправно служит человечеству, застрагивая все сферы жизни каждого из нас. Из этого материала создают болты, крепежи, баки, арматуру, консервные банки, инструменты и многое другое. А для того, чтобы изготовить или починить необходимые детали, чаще всего применяется ручная дуговая сварка нержавейки электродом при помощи инвертора. Об особенностях метода, достоинствах и недочетах, а также «сюрпризах», которые могут ожидать новичков, в ходе ММА сварки подробно читайте в нашей статье.
Содержание
Что представляет собой метод сварки нержавеющей стали электродом с применением РДС инвертора?
РДС нержавейки электродом – процесс, при котором расплавляющееся в ходе плавления стержня покрытие электрода создает газошлаковую защиту. Эта корка из шлаков, изолирующая зону дуги и сварочную ванну от окружающего воздуха (кислород, содержащийся в воздухе, стремительно окисляет расплавленный металл и значительно уменьшает качество сварки). Сварное соединение возникает благодаря расплавленному металлу детали и металлу электродного стержня (и металлу из покрытия электрода). В международной практике кратко подобную технологию именуют сваркой ММА (Manual Metal Arc).
Где чаще всего применяется метод РДС сварки?
Применять сварку нержавеющей стали инвертором можно во всех пространственных положениях, но качественные вертикальные швы проложить сможет не каждый опытный сварщик.
- Ручная дуговая сварка покрытыми электродами рационально применяется для коротких швов, в мелкосерийном производстве деталей. На монтаже металлоконструкций использование данной технологии сварки рекомендовано при небольшом объеме работ.
- РДС нержавейки покрытыми электродами нашла применение для осуществления прихваток при сборке конструкций под сварку и при необходимости исправления дефектов на небольших участках шва.
- Подобным методом может производиться и наплавка.
Вывод: Таким образом, ММА сварка чаще применяется при небольших объемах производств и в личных бытовых целях, к методу прибегают для сварки труб, металлоконструкций, емкостей или баков из нержавейки и других изделий на дачах, в гаражах и т. д.
Плюсы и минусы метода
Если сравнивать с другими способами сваривания, такими как сварка ТИГ, сварка в защитных газах плавящимся электродом МИГ/МАГ, сварка под флюсом, ручная сварка нержавейки ММА имеет следующие преимущества:
- оборудование для сварки этим методом является простым, недорогим и по большей части компактным;
- РДС используется для сваривания большинства черных и цветных металлов и различных сплавов практически любой толщины;
- не нужно использовать дополнительную флюсовую или газовую защиту;
- этот способ сварки подходит для труднодоступных областей из-за небольших габаритов отдельных моделей сварочных инверторов;
К недочетам этого метода относятся:
- необходимость избавления от шлака после создания шва;
- по причине того, что сварочный ток постоянно протекает по всей длине электрода, необходимо ограничивать максимально допустимый ток из-за проблемы перегрева электрода и разрушения покрытия;
- медленная скорость сварки.
Вывод: Преимуществ метода не много, но все они заключаются в простоте ММА сварки и ее универсальности, которая делает технологию такой популярной.
Как варить нержавейку инвертором в бытовых условиях и возможно ли это?
Многие интересуются, можно ли варить нержавейку инвертором в домашних условиях, и на что стоит обращать особое внимание.
- Перед тем как приступать к сварке изделий из нержавейки, требуется тщательно обработать и подготовить поверхности к дальнейшей работе. Процесс предварительной обработки является идентичным тому, который проводится с низкоуглеродистыми сталями:
- очищается поверхность изделия от загрязнений,
- кромки и поверхность обрабатываются растворителем (бензином или ацетоном), подобная обработка даст возможность избавиться от жира, наличие которого ведет к ухудшению стабильности дуги,
- свариваемая поверхность обрабатывается средством от налипания брызг.
Отличие состоит в том, что сварной стык должен обладать зазором, способным обеспечить оптимальную усадку.
- Нержавейку сваривают на токе обратной полярности. При осуществлении работ нужно стараться меньше проплавлять шов.
- Большие по диаметру электроды, как правило, не применяются. Необходимость их использования появляется лишь при сварке толстых поверхностей. Подобрать электрод для металлов разных толщин, в том числе и тонколистовой стали, можно, воспользовавшись таблицей 1, представленной ниже. Не правильно выбранный электрод станет причиной плохой герметичности шва, в нем будут образовываться микротрещины, раковины и поры. Они получаются из-за вскипания металла.
- При варке нержавейки ток должен быть на 20% ниже, чем для варки низколегированных сталей. Для инвертора, применяемого в быту и частном строительстве, хватит диапазона 60-160 А. Плавная регулировка даст возможность точнее подобрать ток сварки и улучшить качество шва. Оптимальные значения сварочного тока имеются в таблице 1 и обусловлены толщиной свариваемого материала.
- После образования шва нужно выполнить процедуру охлаждения для сохранения устойчивости высоколегированной стали к воздействию коррозийных процессов.
 Охлаждение осуществляется с использованием медных прокладок. В случае с аустенитной сталью возможно охлаждение с использованием воды.
Охлаждение осуществляется с использованием медных прокладок. В случае с аустенитной сталью возможно охлаждение с использованием воды.
Вывод: Таким образом, сварка нержавеющей стали требует от исполнителя определенного опыта и навыков, а также знаний соотношения толщины металла, значений силы тока и диаметра электрода. Сразу рассчитывать новичку на идеальный результат не приходится.
Что нужно для того, чтобы сваривать нержавейку инвертором?
Для самостоятельной сварки нержавейки инвертором вам понадобится следующее:
Необходимыми составляющими являются зажимы типа «крокодил» для заземления, электрододержатели, а также силовой и кабель для заземления. Иногда эти компоненты идут сразу в комплекте с инвертором, но чаще всего их приходиться докупать. Оптимальная длина кабелей должна быть не менее 2-х метров.
Многие спрашивают, какими электродами варить нержавейку. Важным условием для того, чтобы процесс сварки удался, является выбор оптимального соотношения толщины металла и используемого электрода.
Таблица 1.
| Толщина свариваемого металла, мм | 1-3 | 3-4 | 4-5 | 5-6 | 6-8 | 8-10 | 12-15 | 15-18 |
| Рекомендованные значения сварочного тока, А | 20-60 | 50-90 | 60-100 | 80-120 | 110-150 | 140-180 | 180-220 | 220-260 |
| Диаметр сварочного электрода, мм | 1,0-1,5 | 1,6-2,0 | 2,0-2,4 | 2,5-3,1 | 3,2-3,9 | 4,0-4,9 | 5,0-5,9 | 6,0 и более |
Какие типы металлов (стали) можно сваривать с нержавейкой инвертором и особенности сварки таких металлов?
Ручная дуговая сварка нержавейки инвертором представляет собой универсальный технологический процесс, используемый для сваривания цветных и черных металлов и различных сплавов любой толщины (от 1 мм до 100 мм), но, как правило, диапазон толщин колеблется в границах от 3 до 20 мм.
При определенных условиях работы конструкции, а также при использовании электродов конкретных марок, можно сваривать разные группы нержавеющих сталей: жаропрочные, коррозионно-стойкие и жаростойкие стали. Значения для наиболее часто свариваемой нержавейки — аустенитных сталей представлены в таблице.
Таблица 2.
| Марка стали | Условия работы | Марка электрода | Тип электрода | Содержание α фазы (%) и структура шва | |
| Жаропрочные стали | |||||
|
Х25Н38ВТ ХН75МБТЮ |
Высокая температура | ЭА-981-15 | Э-09Х15Н25М6Г2Ф | Аустенитная | |
|
20Х20Х14С2 20Х25Н20С2 30Х18Н25С2 |
Температуры до 900-1100°С Температура до 1050°С; жаростойкость и жаропрочность | ОЗЛ ОЗЛ-9-1 |
Э-12Х24Н14С2 Э-28Х24Н16Г6 |
3-10 % Аустенитно- карбидная | |
| Коррозионно-стойкие стали | |||||
| 08Х18Н10 | Агрессивные среды; стойкость к межкристаллитной коррозии | ЦЛ-11 | Э-04Х20Н9 | 2,5-7,0 | |
|
12Х18Н10Т 08Х22Н6Т |
Температура до 600оС; жидкие среды; стойкость к межкристаллитной коррозии | Л38М |
Э 07Х20Н9 Э-08Х19Н10Г2Б Э-02Х10Н9Б |
3-5 | |
|
10Х17НИМ2Т 08Х18Н19Б 08Х21Н6М2Т |
Температура до 700 °С; стойкость к межкристаллитной коррозии | СЛ-28 |
Э-08Х19Н10Г2МБ Э-09Х19Н10Г2М2Б |
4-5 | |
| 10Х17Н13МЗТ | Стойкость к межкристаллитной коррозии | НЖ-13 | Э-09Х19НЮГ2М2Б | 4-8 | |
| Жаростойкие стали | |||||
|
20Х20Х14С2 20Х25Н20С2 30Х18Н25С2 |
Температуры до 900-1100°С Температура до 1050°С; жаростойкость и жаропрочность |
ОЗЛ ОЗЛ-9-1 |
Э-12Х24Н14С2 Э-28Х24Н16Г6 |
3-10 % Аустенитно- карбидная | |
|
Х25Н38ВТ ХН75МБТЮ |
Высокая температура | ЭА-981-15 | Э-09Х15Н25М6Г2Ф | Аустенитная | |
Какие электроды для сварки нержавейки необходимо использовать?
Для ручной дуговой сварки нержавеющей стали различают два основных типа электродов.
- с основным покрытием (СЭЗ ЗИО-8 d4,0, СЭЗ ЦТ-15 d5,0, ESAB FILARC 88S d3,2) которые применяются лишь на постоянном токе на обратной полярности («+» на электроде), где основным покрытием наиболее часто выступают карбонаты кальция и магния;
- с рутиловым покрытием (Lincoln Electric Omnia 46 D3,0, Межгосметиз Omnia 46 d3,0, ESAB OK 46.00 d3,0) в основном из двуокиси титана, которые используются, если требуется сваривать на переменном токе и постоянном токе обратной полярности. Они обеспечивают стабильность горения дуги и уменьшают количество брызг при сварке.
Ответ на вопрос, какими электродами варить нержавейку, зависит от того, какой именно вид стали необходимо сваривать. В таблице 2 приведены оптимальные марки электродов в зависимости от типа и марки свариваемого металла.
Какие модели сварочных аппаратов лучше всего подойдут для сварки нержавейки?
Выбирая инвертор для РДС, необходимо учесть следующие моменты:
- Рабочий диапазон температур (поскольку некоторые модели не способны функционировать при низких температурах в условиях открытого воздуха).
- Мощность и сила сварочного тока агрегата. Для применения в быту достаточно инвертора, который выдает на выходе 180А. Более 200А выдают уже более профессиональные сварочники.
- Возможные отклонения не менее ± 20% напряжения сети от номинального параметра без вреда качеству сварки.
Также важно наличие дополнительных функций, самые популярные из них: Hotstart, Arcforce, Antistick
На нашем сайте представлены современные сварочники известных производителей, успешно зарекомендовавших себя на рынке сварочного оборудования. В зависимости от требуемого напряжения можно выбрать:
- модели сварочных инверторов для РДС (MMA-сварки) под напряжение сети в 220В,
- модели сварочных инверторов для РДС (MMA-сварки) под напряжение сети в 380В.
В ассортименте Тиберис представлены бюджетные агрегаты, применимые для работы в домашних условиях.
- Для напряжения 220В Сварог PRO ARC 160 (Z211S) , Сварог PRO ARC 180, Сварог TECH ARC 205B (Z203), ПАТОН ВДИ-200P.
- Для работы под напряжением сети 380В это такие инверторы как Сварог ARC 315 (R14), BRIMA ARC 250 (380В).
И сложные многофункциональные установки премиум класса для профессиональной сварки.
- Для напряжения 220В это EWM Pico 162, Lincoln Electric Invertec 170S, KEMPPI Minarc 150.
- Для работы под напряжением 380В это Lincoln Electric Invertec 270-SX, EWM Pico 220 CEL Puls, Kemppi Minarc 220.
Вывод: Выбор определенной модели сварочного инвертора зависит от имеющейся рабочей задачи, условий работы и финансовых возможностей исполнителя. В Тиберис вы без труда подберете тот аппарат, который устроит по всем параметрам.
Особенности сварки нержавейки электродом при помощи ручной дуговой сварки
Каждый, кто не сталкивался с таким способом сварки, спрашивает, как варить нержавейку электродом. Принцип сваривания нержавейки электросваркой состоит в том, что возбуждение дуги происходит между электродом и плоскостью свариваемого изделия.
- К свариваемой поверхности необходимо прикрепить кабель массы (-), который выходит из сварочного аппарата.
- Второй кабель (+) с электродом нужно приблизить к свариваемой поверхности, вследствие чего, образуется сварочная дуга.
- Для надежности процесса стоит помнить, что оптимальное расстояние между кончиком электрода (который необходимо так же правильно выбрать в соответствии с толщиной металла) и свариваемым элементом находится в пределах от 2 до 6 мм. За счет влияния высоких температур происходит проплавление металла, а затем заполняется образуемая во время воздействия дуги на поверхность свариваемого металла канавка.
- Электрод в ходе сваривания должен находиться под правильным углом. Это обеспечит контроль над сварочным процессом. Угол наклона должен составлять приблизительно 80 градусов.
 Наклон должен осуществляться к дуге. Дуга возникает из-за того, что электрод касается поверхности свариваемого металла или же за счет ударов со средней силой по свариваемой поверхности.
Наклон должен осуществляться к дуге. Дуга возникает из-за того, что электрод касается поверхности свариваемого металла или же за счет ударов со средней силой по свариваемой поверхности. - Силу тока тоже подбирать нужно правильно. Несоответствие этой величины толщине металла не приведут к положительному результату. При слабой силе тока электрод будет постоянно затухать, и процесс сварки окажется не эффективным. При излишне высокой силе тока металл будет прожигаться. Рекомендуемые значения этого параметра приведены в таблице 1.
Вывод: Процесс ММА сварки не особенно сложен, хотя и требует определенной внимательности от исполнителя.
Обработка нержавейки после сварки инвертором
После сварки нержавейку необходимо обработать. Игнорирование подобных манипуляций способно привести к отрицательным последствиям: возникновению коррозии и снижению качества изделия.
Технология обработки изделий из нержавейки после ММА сварки включает:
- механическую зачистку сварного шва, такая операция улучшает внешний вид изделия и выполняется жесткими щетками из стали;
- пескоструйную обработку, после которой шов смотрится еще более эстетично;
- шлифование, позволяющее добиться однородности и гладкости поверхности шва. Для шлифовки сварного шва после сварки нержавейки применяются абразивные материалы на основе циркония, оксида алюминия или керамического искусственного минерала. Средства, в состав которых входит корунд, использовать не рекомендуется, поскольку он способствует возникновению коррозии.
Но все подобные мероприятия являются лишь предварительной обработкой изделия, так как влияют только на внешний вид детали. Для надежной защиты места сварки от разрушения, необходимо прибегнуть к пассивации и травлению.
Пассивацией называют нанесение на место сварки специального вещества, под влиянием которого на металлической поверхности появляется защитная пленка из оксида хрома.
Травление представляет собой обработку места сварки химически активными средствами (специальными жидкостями либо кислотами). Кислоты разрушают окалину, которая способна вызвать возникновение ржавчины.
Только после осуществления химической обработки зона сварки надежно противостоит коррозийным процессам.
Вывод: Обработка шва после сварки повысит качество проделанной работы и продлит долговечность свариваемой детали, снизив риск появления коррозии.Смотрите также:
Сварка нержавейки для начинающих: электроды для сварки, технология работы инвертором и полуавтоматом
В данной статье рассмотрены основные вопросы, задаваемые начинающими сварщиками, по сварке коррозионостойких сталей и даны ответы на них.
Варите нержавейку легко и с удовольствием ручной дуговой сваркой покрытым электродом, неплавящимся вольфрамовым электродом в среде защитных газов и, конечно же полуавтоматическим инвертором плавящимся электродом!
Сварка ММА
Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.
Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.
Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.
Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.
Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
Лучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности.
 Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%. - линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.
Электроды ММА для нержавеющих сталей
Вопрос №2.
В гараже стоит инвертор для РДС (ММА). Есть работа по сварке нержавеющей стали. Подскажите, какие электроды подходят для такой работы, какие не подходят. Какие «подводные камни» сварки теми или иными электродами?
Ответ:
Выбор электродов для нержавейки, действительно, требует надлежащего подхода. Благо, ассортимент их довольно широкий. Наилучшими для коррозиестойких сталей на сегодняшний день являются электроды ОК61.30. Выпускаются они шведской компанией ESAB и успешно используются при сварке 12Х18Н10, 12Х18Н10Т, 08Х18Н10 и т.д. ОК61.30 с рутиловым покрытием имеют легкий поджиг, держат уверено дугу, обеспечивают оптимальный прогрев, т.е. очень хорошо проявляют себя. Шлак отлично отделяется.
Отечественные электроды в основном идут с базисным покрытием. Они довольно капризны и требуют от сварщика определенного мастерства (имеют склонность к залипанию, при поджиге дуги нередко происходит отслоение покрытия, могут внезапно прекратить работать), но выполненный ими шов обеспечивает высокие коррозионные свойства. В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.
Вопрос №3
Как правильно варить ЦЛ-11?
Ответ:
Как и ESAB ОК61.30 электроды ЦЛ-11 изготовлены для конструкций ответственного назначения из сталей, содержащих Cr и Ni, типа 12Х18Н10Т, 12Х18Н12Б и т.п., которые будут работать в непростых условиях, когда к ним предъявляют большие требования. Швы, полученные ЦЛ-11 имеют высокую стойкость к образованию коррозии между кристаллами.
Електроды ЦЛ-11
Перед сварочными работами детали зачищают крацовочной щеткой до металлического блеска, удаляют грязь, масло, коррозию, которая несмотря на то, что нержавейка, может проявлять себя. Дугу нужно стараться поддерживать как можно короче, шов формировать неширокими валиками. Для электродов до 4 мм используют ток DC и обратную полярность. Варят в любых положениях кроме «от потолка к полу». Если диаметр четыре миллиметра и более – возникают сложности с прохождением швов на потолке и по вертикали.
Благодаря малому содержанию «вредных элементов» и небольшому газообразованию ЦЛ-11 дает шов устойчивый к обычной коррозии и между кристаллами.
В случае, если электроды долгое время провалялись в сыром помещении и набрали влаги, требуется термообработка около 200 градусов Цельсия в течении часа.
Мех.показатели:
Временное сопротивление разрыву, более 540Н/мм2
Относительное удлинение, более 20%
Ударная вязкость более 80 Дж/см2
Аналоги ОЗЛ-7;-8, ESAB OK61.85, ОК61.30
Вопрос №4
Какой газ применяют для защиты шва?
Ответ:
Вольфрамовым электродом удобно варить тонкостенные листы. Швы качественные. Защита ванны — аргон 100%. Ничего другого для вольфрама придумывать не нужно. Единственный недостаток — низкий КПД по сравнению с полуавтоматической сваркой, потому что сварочную проволоку приходится держать левой рукой, подавая в сварочную ванну.
Швы качественные. Защита ванны — аргон 100%. Ничего другого для вольфрама придумывать не нужно. Единственный недостаток — низкий КПД по сравнению с полуавтоматической сваркой, потому что сварочную проволоку приходится держать левой рукой, подавая в сварочную ванну.
Вопрос №5
Сам сварке только учусь. Расскажите о сварке нержавейки полуавтоматом. Какой газ лучше применять для нее?
Ответ:
По всем теоретическим канонам сварку нержавейки производят в аргоне. Но на практике получается не совсем так, а точнее, немножко по — другому. При сварке в аргоне сварщики жалуются на большое разбрызгивание металла, нестабильную дугу. Не будем углубляться в возможные причины того, почему так происходит. Например, при сварке алюминия нужно использовать только аргон высокой чистоты (высокоочищенный), иначе возникают аналогичные проблемы, шов получается с раковинами, дефектами, в окалине, сварка затруднена. Таким образом для сварки нержавейки нужно использовать высокочистый аргон, но на практике готовят смесь аргона и углекислоты в соотношении 95-98% к 2-5%. Во всяком случае все промышленные работы проводят в такой среде. Допускается заменить углекислоту на чистый кислород в некоторых случаях.
Варить в 100% углекислоте не рекомендуется, хотя жажда опытов толкает сварщиков на разнообразные эксперименты заканчиваются они снижением коррозионной стойкости шва. Углекислота лучше всего подходит для «черных» сталей (то бишь низко- и среднеуглеродистых), по какой причине, читайте в статье «Защита сварочной ванны»
Теперь о технологии. Практикуют 3 способа:
• Сварка короткой дугой – позволяет избежать проплавление металла при соединении тонких листов
• Струйный перенос – лучше всего использовать порошковую проволоку без газа
• Импульсный режим (присадочный материал подается порционно каплями малой величины) — наилучший способ, позволяет практически полностью избавиться от брызг и уменьшить расход проволоки.
Вопрос №6
Здравствуйте! Трудность в следующем: не выходит настроить скорость подачи проволоки полуавтомата. Свариваю нержавейку. Защитная среда углекислота. Шов получается низкокачественный, дугу рвет. При поджиге дуги проволока сгорает до горелки. Как настроить полуавтомат?
Ответ:
Трудность возникла из-за неправильно подобранных режимов сварки. При подборе режимов ориентируйтесь на 2 основных параметра: с какой скоростью подается проволока и каково напряжение на источнике питания.
Сварочный полуавтомат
Сначала выбирается с какой скоростью будет подаваться проволока. Выбирается скорость исходя из толщины изделия. Так же скорость связана с током. Чем скорость подачи выше, тем больше ток. Под скорость проволоки выставляют требуемое напряжение. Если напряжение низкое – поджиг дуги затруднен, при высоком напряжении проволока быстро сгорает до токопроводящей части и дуга обрывается.
Вам необходимо верно подобрать соотношение параметров скорости и напряжения. Только в таком случае вы получите шов, который будет соответствовать критериям качества.
Как варить нержавейку электродом видео
В данной статье рассмотрены основные вопросы, задаваемые начинающими сварщиками, по сварке коррозионостойких сталей и даны ответы на них.
Варите нержавейку легко и с удовольствием ручной дуговой сваркой покрытым электродом, неплавящимся вольфрамовым электродом в среде защитных газов и, конечно же полуавтоматическим инвертором плавящимся электродом!
Сварка ММА
Вопрос №1.
Варит ли инвертор нержавеющую сталь? Вчера решил испытать судьбу. Взял круглый бак от стиралки и отправился к знакомому у которого есть инвертор. Варить пытался электродом для нержавейки, диаметром 3 мм. Дуга скачет, невозможно работать. Если добавить ток, дуга обрывается. В баке прожоги металла.
Сварочный инвертор аврора
Ответ:
Для сварки коррозионостойких сталей нужен инвертор со встроенным осциллятором или с «хорошо выпрямленным» током. В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.
В паспорте, который прилагается к инвертору, обычно указывается на какие металлы он рассчитан. Но даже если вы не найдете в паспорте требуемую информацию, всегда можно выяснить все возможности аппарата в специализированном магазине.
Лучше всего подходит аргонодуговая сварка (в частности, популярностью пользуется сварочник Aurora PRO INTER TIG 200 PULSE). АДС позволяет выполнять качественные швы на тонкостенных листах и деталях (трубах, например). Соединить же тонкий лист (до 3 …5 мм) ручной дуговой сваркой и получить качественный шов – это задача непростая.
Металлы, устойчивые к коррозии обычно содержат много хрома, а он, в свою очередь, образует с кислородом воздуха оксиды, что зачастую приводит к растрескиванию шва во времени. Образуется окалина. Поэтому важно, выполняя тонкие работы с изделиями, к которым предъявляются высокие требования, производить поддув аргоном обратной стороны шва.
Для работы штучным электродом с флюсующей обмазкой необходим опыт. Нужно поиграться с полярностью, а не просто работать по инструкции. С толстостенными изделиями, как уже говорилось выше, обычно не возникает проблем. Но так ли много изделий или конструкций из толстой нержавейки вы знаете? Правильно, все, что встречается – относительно тонкостенное, до 5 мм толщиной в сечении.
Когда варят тонкостенную нерж, приходится уже выкручиваться:
- Токи нужно устанавливать как можно меньше, дугу держать как можно короче.
- Дуга зажигается в стороне, а затем постепенно подводится к свариваемой кромке.
- Обращайте внимание на подключение клеммы заземления, в ее направлении будет действовать дутье дуги.
Что касается прожогов, для толщин в 1 мм нужен электрод более тонкий, чем 3 мм. Для поджига трехмиллиметрового электрода нужен ток, который моментально прожжет тонкий лист. Электродом «тройка» сваривать и «черные» металлы непросто, а по нержавейке, да еще для того, чтобы учиться, нужно брать электрод 2 или 1,6 мм
Лучше всего сваривается нержавейка с пониженным содержанием углерода. В связи с тем, что стали с высоким содержанием хрома склонны к концентрации напряжений, которые на порядок превышают аналогичные напряжения в углеродистой стали, нужно избегать перепадов температур.
Рекомендуется предварительный подогрев до 200 -350 градусов Цельсия.
Основные особенности,о которых нужно знать:
- Коррозионостойкие металлы имеют крайне низкий показатель теплопроводности. Это означает , что тепло передается в окружающее воздушное пространство медленно, а скорость образования сварочной ванны увеличивается. По этой причине сварку выполняют на низких токах. Если для углеродистой стали определенной толщины вам необходимо было установить на своем аппарате 80А, то для аналогичной нержавейки вам потребуется 60А. Силу тока в среднем снижают на 25%.
- линейные размеры при нагреве испытывают существенные изменения, тому причиной немалое значение коэффициента термического расширения. Следствие — большие поводки деталей. Если речь идет о сварке толстостенных деталей в стык без зазора — гарантировано такое соединение потрещит. Причиной тому высокие напряжения такого соединения, которые возникают из-за неравномерного расширения металла. Сварку встык при больших толщинах производите с зазором.
- Большое количество легирующих элементов увеличивает электрическое сопротивление, поэтому при ММА работают электродами не более 350 мм в длину.
- Строго соблюдайте режимы термообработки, рекомендуемые для той или иной марки , из-за склонности к возникновению межкристаллитной коррозии.
Электроды ММА для нержавеющих сталей
Вопрос №2.
В гараже стоит инвертор для РДС (ММА). Есть работа по сварке нержавеющей стали. Подскажите, какие электроды подходят для такой работы, какие не подходят. Какие «подводные камни» сварки теми или иными электродами?
Выбор электродов для нержавейки, действительно, требует надлежащего подхода. Благо, ассортимент их довольно широкий. Наилучшими для коррозиестойких сталей на сегодняшний день являются электроды ОК61.30. Выпускаются они шведской компанией ESAB и успешно используются при сварке 12Х18Н10, 12Х18Н10Т, 08Х18Н10 и т.д. ОК61.30 с рутиловым покрытием имеют легкий поджиг, держат уверено дугу, обеспечивают оптимальный прогрев, т.е. очень хорошо проявляют себя. Шлак отлично отделяется.
Наилучшими для коррозиестойких сталей на сегодняшний день являются электроды ОК61.30. Выпускаются они шведской компанией ESAB и успешно используются при сварке 12Х18Н10, 12Х18Н10Т, 08Х18Н10 и т.д. ОК61.30 с рутиловым покрытием имеют легкий поджиг, держат уверено дугу, обеспечивают оптимальный прогрев, т.е. очень хорошо проявляют себя. Шлак отлично отделяется.
Отечественные электроды в основном идут с базисным покрытием. Они довольно капризны и требуют от сварщика определенного мастерства (имеют склонность к залипанию, при поджиге дуги нередко происходит отслоение покрытия, могут внезапно прекратить работать), но выполненный ими шов обеспечивает высокие коррозионные свойства. В продаже часто встречаются марки ЦЛ-11, либо ОЗЛ-8.
Вопрос №3
Как правильно варить ЦЛ-11?
Ответ:
Как и ESAB ОК61.30 электроды ЦЛ-11 изготовлены для конструкций ответственного назначения из сталей, содержащих Cr и Ni, типа 12Х18Н10Т, 12Х18Н12Б и т.п., которые будут работать в непростых условиях, когда к ним предъявляют большие требования. Швы, полученные ЦЛ-11 имеют высокую стойкость к образованию коррозии между кристаллами.
Перед сварочными работами детали зачищают крацовочной щеткой до металлического блеска, удаляют грязь, масло, коррозию, которая несмотря на то, что нержавейка, может проявлять себя. Дугу нужно стараться поддерживать как можно короче, шов формировать неширокими валиками. Для электродов до 4 мм используют ток DC и обратную полярность. Варят в любых положениях кроме «от потолка к полу». Если диаметр четыре миллиметра и более – возникают сложности с прохождением швов на потолке и по вертикали.
Благодаря малому содержанию «вредных элементов» и небольшому газообразованию ЦЛ-11 дает шов устойчивый к обычной коррозии и между кристаллами.
В случае, если электроды долгое время провалялись в сыром помещении и набрали влаги, требуется термообработка около 200 градусов Цельсия в течении часа.
Мех.показатели:
Временное сопротивление разрыву, более 540Н/мм2
Относительное удлинение, более 20%
Ударная вязкость более 80 Дж/см2
Аналоги ОЗЛ-7;-8, ESAB OK61.85, ОК61.30
Вопрос №4
Какой газ применяют для защиты шва?
Ответ:
Вольфрамовым электродом удобно варить тонкостенные листы. Швы качественные. Защита ванны — аргон 100%. Ничего другого для вольфрама придумывать не нужно. Единственный недостаток — низкий КПД по сравнению с полуавтоматической сваркой, потому что сварочную проволоку приходится держать левой рукой, подавая в сварочную ванну.
Вопрос №5
Сам сварке только учусь. Расскажите о сварке нержавейки полуавтоматом. Какой газ лучше применять для нее?
Ответ:
По всем теоретическим канонам сварку нержавейки производят в аргоне. Но на практике получается не совсем так, а точнее, немножко по — другому. При сварке в аргоне сварщики жалуются на большое разбрызгивание металла, нестабильную дугу. Не будем углубляться в возможные причины того, почему так происходит. Например, при сварке алюминия нужно использовать только аргон высокой чистоты (высокоочищенный), иначе возникают аналогичные проблемы, шов получается с раковинами, дефектами, в окалине, сварка затруднена. Таким образом для сварки нержавейки нужно использовать высокочистый аргон, но на практике готовят смесь аргона и углекислоты в соотношении 95-98% к 2-5%. Во всяком случае все промышленные работы проводят в такой среде. Допускается заменить углекислоту на чистый кислород в некоторых случаях.
Варить в 100% углекислоте не рекомендуется, хотя жажда опытов толкает сварщиков на разнообразные эксперименты заканчиваются они снижением коррозионной стойкости шва. Углекислота лучше всего подходит для «черных» сталей (то бишь низко- и среднеуглеродистых), по какой причине, читайте в статье «Защита сварочной ванны»
Читайте на сайте статью: Сварка алюминия — инструкция, аппарат, проволока, газ |
Теперь о технологии. Практикуют 3 способа:
Практикуют 3 способа:
• Сварка короткой дугой – позволяет избежать проплавление металла при соединении тонких листов
• Струйный перенос – лучше всего использовать порошковую проволоку без газа
• Импульсный режим (присадочный материал подается порционно каплями малой величины) — наилучший способ, позволяет практически полностью избавиться от брызг и уменьшить расход проволоки.
Вопрос №6
Здравствуйте! Трудность в следующем: не выходит настроить скорость подачи проволоки полуавтомата. Свариваю нержавейку. Защитная среда углекислота. Шов получается низкокачественный, дугу рвет. При поджиге дуги проволока сгорает до горелки. Как настроить полуавтомат?
Трудность возникла из-за неправильно подобранных режимов сварки. При подборе режимов ориентируйтесь на 2 основных параметра: с какой скоростью подается проволока и каково напряжение на источнике питания.
Сначала выбирается с какой скоростью будет подаваться проволока. Выбирается скорость исходя из толщины изделия. Так же скорость связана с током. Чем скорость подачи выше, тем больше ток. Под скорость проволоки выставляют требуемое напряжение. Если напряжение низкое – поджиг дуги затруднен, при высоком напряжении проволока быстро сгорает до токопроводящей части и дуга обрывается.
Вам необходимо верно подобрать соотношение параметров скорости и напряжения. Только в таком случае вы получите шов, который будет соответствовать критериям качества.
Добавить комментарий
Отменить ответДля отправки комментария вам необходимо авторизоваться.
Cтоит ли ПОКУПАТЬ, отзывы сварщиков:
Сварка нержавеющей стали является одной из самых трудных в сварочном деле. Ванна, при работе, получается текучей и создает сложности при формировании потолочных и вертикально расположенных швов. Разжиженный металл при выполнении этого вида работ стекает не только с вертикальных поверхностей, но и с горизонтальных. Именно поэтому при сварке нержавейки требуются аккуратность и четкость в движениях: только благодаря этим действиям получается качественный шов.
Способы сварки нержавейки
Выделяются три основных способа для промышленных и домашних работ:
- Сварка электродами. Она характеризуется тем, что плавящийся электрод выступает в виде материала для создания шва. Чаще всего для производства работ такого типа применяют сварочный агрегат – инвертор.
- Аргоновая сварка с вольфрамовым электродом. В ней неплавящимся электродом плавят металл заготовленной детали, который в свою очередь служит материалом для создания шва. Еще одной разновидностью работы с использованием аргона, является сварка с помощью присадочной проволоки без покрытия. В ней защитную функцию сварочной ванны выполняет инертный газ – аргон.
- Полуавтоматическая сварка плавящимся электродом, выполняемая в газовой среде (углекислота; аргон и углекислота).
В данной стать постараемся ответить на вопрос, можно ли варить нержавейку обычным электродом.
Требования к выбору электродов
Для того чтобы сваривать нержавеющий металл необходимо подобрать электроды.Если рассуждать логически, электроды нужно использовать предназначенные для таких работ. Они должны обладать следующими особенностями:
- Небольшим показателем температурного расширения
- Высоким значением упругости
- Высокой степенью теплопроводности и износоустойчивости
- Большим сопротивлением термической ползучести.
Ассортимент электродов весьма широкий. Если не вдаваться в детали каждой конкретной марки, а полагаться на жизненный опыт многих сварщиков можно сделать небольшие выводы. На сегодняшний день распространенным вариантом среди мастеров являются электроды ОК 67.60 шведской фирмы ESAB. Они подходят для многих коррозиестойких сталей, таких как 08Х18Н10, 12Х18Н10Т, 12Х18Н10 и т.д. ESAB ОК67.60 с рутилово-кислым покрытием имеют легкий повторный поджиг, уверенно держат дугу, шов получается чистым и ровным. Образующийся шлак при этом отделяется легко. Заварить аккуратный шов с их применением под силу даже новичку.
Электроды отечественного производства идут в основном с базисным покрытием. Распространенными марками являются ОЗЛ-8, либо ЦЛ-11. Они дешевле, но требуют от сварщика определенного мастерства. Данные электроды часто залипают, имеют нестабильную дугу, но все же обеспечивают неплохие антикоррозионные свойства шву.
Где чаще всего применяется метод
Области, в которых применяется сварка нержавейки инвертором, обширны за счет мобильности инвертора. Он не привязан к единому месту, поэтому работы могут выполняться как в домашних условиях, так и на производстве.
Сварка нержавеющей стали электродами будет полезна только при создании коротких швов. РДС востребована в следующих видах работ:
- Изготовление деталей в малых масштабах
- Установка металлоконструкций. Имейте ввиду, что данный вид сварки возможен при условии, что объем запланированных работ небольшой
- Сооружение прихваток во время установки конструкций под сварочные работы
- Устранение дефектов на небольших участках шва
- Наплавка
Резюмируя вышесказанное, стоит еще раз отметить, что сварка нержавейки электродом используется в случае, если предстоящие работы не имеет большого масштаба. Поэтому инверторное соединение нержавеющих сталей подходит для использования в личных целях, и в целях производства на малых участках. Соединяемыми элементами выступают металлические конструкции, предметы из нержавеющей стали или трубы.
Если вы все же намерены выполнить сварку нержавейки с помощью электродов, то последовательность выполнения работ описана ниже.
Подготовка к РДС в домашних условиях
Стоит понимать, что наличие большого опыта в сварочном деле не выступает гарантом создания аккуратных и качественных вертикальных швов.
Сварка нержавейки в домашних условиях возможна после подготовки свариваемых поверхностей к будущему соединению. Выполните следующие действия перед передачей материала в работу:
- Удалите загрязнения с поверхностей и счистите возможный налет.

- Обработайте кромки растворителем для удаления жира. В противном случае он ухудшит стабильность дуги, и получение качественного шва станет невозможным
- Нанесите на поверхности специальный препарат, предотвращающий налипание сварочных брызг.
Если говорить о ММА-сварке нержавеющих сталей, необходимо тщательно подбирать сварочные материалы и не перегревать деталь , ведь перегрев ведет к выгоранию легирующих компонентов.
Процесс сварки нержавеющих металлов дома
Как правильно варить нержавейку электродами подскажут следующие рекомендации:
- Для соединения сталей из нержавеющего металла используйте ток обратной полярности. В ходе сварки наблюдайте за швом: в идеальном варианте он не должен проплавляться. Если проплавка происходит, то следите за тем, чтобы этот процесс был минимален.
- Оставляйте небольшой зазор в сварном стыке: он поможет создать благоприятную среду для оптимальной усадки.
- Сварка нержавейки обычным электродом типична для домашних работ. Если вам предстоит соединять толстые поверхности, то используйте электроды, имеющие большой диаметр. При выборе воспользуйтесь специальными таблицами, ведь неправильно подобранный рабочий инструмент нарушит герметичность шва и создаст риск образования пор и микротрещин.
- Чтобы правильно выбрать нужную величину сварочного тока используйте для работы таблицы, в которых приведено нормирование значений, исходя из толщины используемых материалов. Как правило, для качественного соединения шва используется ток с минимальным значением 20% от тока, применяемого для сварки низкоуглеродных сталей.
- После того, как создание шва завершено, дайте ему остыть. Это позволит стали противостоять появлению коррозии.
- Охлаждайте шов с помощью медных прокладок. Аустенитная сталь охлаждается при помощи воды.
Процесс сварки подошел к концу, дальше требуется провести работы по сохранению антикоррозионных свойств свариваемых деталей.
Почему ржавеет нержавейка – как защитить сварочный шов
Нержавеющая сталь крайне чувствительна к механической зачистке после сварки, при которой снимается верхний окисленный ( пассированный ) слой материала. Именно он защищает сварочный шов от ржавчины. Восстановление окисленного слоя происходит примерно 4-6 часов в зависимости от марки. В течении этого времени не допускается попадание органики в зону зачистки, что зачастую является невыполнимым. Возможное решение этой проблемы заключается в использовании специального спрея после механической зачистки. Консервант состоит из пассивирующих присадок и синтетических масел.
Нержавеющая хромоникелевая сталь найдется в хозяйстве домашнего мастера. К сожалению, иногда требуется отремонтировать нужную вещь или сделать новую из н/ж.
Как происходит сварка нержавейки инвертором? Нюансы технологии освещены в статье.
Маркировка сталей и подготовка поверхностей
В Европе, Америке и России получили распространение 4 марки. В разных странах, стали имеют отличительную маркировку. Соответствие марок по странам вы найдете в таблице.
Сварка нержавейки в домашних условиях инвертором выполняется только после зачистки и разделки кромок в случае необходимости.
Заготовки зачищаются специальной щеткой. Разделка фасок выбирается от вида соединения и толщины свариваемых металлических изделий.
Хромоникелевые сплавы — пластичны, не нуждаются в подогреве при сварке, неплохо свариваются. Но, имеют особенность при соединении, в виде:
- межкристаллитной коррозии;
- горячих трещин в соединениях.
Как инвертором варить нержавейку
При сварке в домашних условиях нужно придерживаться ряд правил:
- не нагревать заготовку и место шва свыше 150 градусов;
- соединение производить на малых токах с высокой скоростью, без колебательных движений короткой дугой;
- для теплоотвода под заготовки подкладывать медные пластины;
- толстые металлы с разделкой сваривать многопроходным соединением.
Электросварка нержавейки инвертором выполняется электродами специально предусмотренными для таких сплавов. В этой статье, рассказывается о марках плавящихся стержней для нержавеющей стали.
После сварки, место шва зачищается щеткой и обрабатывается специальной пастой с антикоррозионными свойствами.
Как правильно сваривать нержавейку инвертором? Электроды согласно инструкции на упаковке прокалывают в печи. Металл толщиной до 3 мм соединяют без разделки. Заготовки кладут с зазором 1-2 мм между собой на медную пластину для теплоотвода, тщательно зачищают щеткой.
На инверторном аппарате для электродов диаметром 3 мм выставляют ток 80 А и не спеша начинают сварочный процесс.
Чтобы соединение получилось без дефектов, сварка выполняется короткой дугой без поперечных колебательных движений. После отбития шлака и зачистки шва, на зону провара накладывается травильная паста на 20-30 минут для восстановления коррозийных свойств металла. По истечению времени, остатки пасты смываются проточной водой.
Видео: как пользоваться травильной пастой.
P.S. Cварка инвертором нержавейки для начинающих таит в себе нюансы. Новичку с первого раза тяжело справится с хромоникелевыми сплавами. Нужен навык, без метода проб и ошибок не обойтись.
С толстостенной нержавейкой справиться легче, чем с тонкой. Для тонких металлов подбирается более малый сварочный ток и правильный диаметр электрода. Тренируйте твердую руку сварщика и привыкайте к сварочному аппарату.
Cварка нержавейки инвертором
На производстве, при сварке нержавеющей стали, применяются аргоновые аппараты и дорогие вольфрамовые электроды. Это обеспечивает надежное соединение и эстетичный внешний вид. Но если возникла необходимость сварить высоколегированную сталь в домашних условиях, то у малого числа сварщиков найдет аргоновый агрегат. Возможна ли сварка нержавейки инвертором? На каких настройках она выполняется? Все ли электроды подойдут? Реально ли сваривать подобные материалы на самодельном аппарате?
Возможна ли сварка нержавейки инвертором? На каких настройках она выполняется? Все ли электроды подойдут? Реально ли сваривать подобные материалы на самодельном аппарате?
Аппараты и настройки
Инверторы широко применяются в бытовой среде, когда требуется выполнить качественное соединение. Они функционируют от сети 220V, и небольшие по размерам, что удобно при высотных работах и транспортировке. Преобразование электрического тока в несколько ступеней, с выходом высокочастотного переменного напряжения, позволяет лучше вплавлять присадочный металл и формировать ровные швы. Относительно невысокая стоимость делает их лидерами продаж среди сварочных агрегатов.
Сварка нержавеющей стали может производиться инверторами любых моделей. Для работы в домашних условиях, как видно на некоторых видео, может быть использован самый простой аппарат инверторного типа. Подойдет даже самодельное устройство, чьи рабочие показатели соответствуют магазинным аналогам.
Немаловажной частью процесса являются правильные настройки инвертора для сварки нержавейки, соответствующие конкретной толщине изделия. Ввиду физико-термических свойств металла лучше применять следующие режимы и диаметры электродов:
| Толщина металла, мм | Диаметр электрода, мм | Напряжение, V | Сила тока, А |
| 1.5 | 2 | 13 | 40-60 |
| 3 | 3 | 15 | 75-85 |
| 4 | 3 | 16 | 90-100 |
| 6 | 4 | 18 | 140-150 |
Нюансы при сварке нержавейки
Как правило, нержавеющая сталь сваривается инвертором достаточно легко, если сварщик понимает основные принципы работы с этим металлом. Это помогает предупредить распространенные дефекты, и создать качественное соединение. Выделяются три проблемных момента, требующие конкретных мер при сварке нержавейки инвертором:
- Легированная сталь отличается повышенным взаимодействием с окружающей средой.
 Соприкосновение расплавленного металла с кислородом приводит к выделению углерода и образованию крупных пор на поверхности шва. Поэтому сварочный металл в жидком состоянии, нуждается в надежной защите от внешних газов. Для этого используются электроды со специальной обмазкой, изолирующие зону сварки искусственным газовым облаком. Консистенция последнего не должна мешать сварщику хорошо видеть сварочную ванну и шов.
Соприкосновение расплавленного металла с кислородом приводит к выделению углерода и образованию крупных пор на поверхности шва. Поэтому сварочный металл в жидком состоянии, нуждается в надежной защите от внешних газов. Для этого используются электроды со специальной обмазкой, изолирующие зону сварки искусственным газовым облаком. Консистенция последнего не должна мешать сварщику хорошо видеть сварочную ванну и шов. - Обширные сварочные работы, или длительное удержание дуги на одном месте, ведут к перегреву участка. Это влечет выгорание легирующих элементов. В результате соприкосновения металла с влагой могут появиться пятна ржавчины. Данный участок становится подвержен коррозии и, со временем, дает течь. Применение вышеуказанных настроек аппарата, подразумевающих 20% снижение силы тока по сравнению со сваркой обычной стали, и ведение работы в шахматном порядке, поможет сохранить антикоррозийные свойства нержавейки.
- Линейное расширение легирующей стали выше, чем у «черного» металла, что влечет к активному невидимому процессу внутри материала. Под действием температуры дуги изделие в зоне сварки расширяется, а по мере остывания, стягивается на место. Подобное незримое движение ведет к образованию микротрещин и нарушениям герметичности стыков. Поэтому, помимо правильных настроек аппарата, необходимо грамотно выбирать материал присадочного элемента (электрода), способного органично взаимодействовать с основным металлом, и не «рваться» в процессе расширения/сужения.
Сварочный процесс
Чтобы успешно сваривать инвертером нержавеющую сталь в домашних условиях, следует придерживаться определенных этапов работы:
- Удалить с места стыка остатки краски, масла или мусора. Нержавейка довольно «капризный» металл, и плохо реагирует на подобные включения в сварочную ванну. Зачистка проводится металлической щеткой.
- Предварительная прокалка электродов поможет вернуть хорошие свойства их обмазке, что облегчит сварочный процесс и последующую обработку.
- При работе с краями соединения, которые толще 4 мм, необходима разделка кромок под 45 градусов. Это обеспечит хорошее проплавление и заполнение присадочным металлом зоны соприкосновения. Разделку можно выполнить «болгаркой» или напильником. В особенно ответственных изделиях скос кромок выполняется на фрезерном станке. Дополнительно, выставляется зазор в 1-2 мм между пластинами, что позволяет затечь раскаленному металл до самого основания шва.
- Если сваривать инвертором предстоит тонкий металл (1-2 мм), то потребности в зазоре нет. Наоборот, требуется плотно свети края соединения друг ко другу, и выполнить прихватки.
- При работе с толстыми листами железа (более 7 мм) рекомендуется производить подогрев изделия до 150 градусов. В домашних условиях это можно сделать паяльной лампой. Подобная мера позволяет избежать резкого перепада температуры при нанесении шва на холодный металл.
- Шов, при сварке нержавейки инвертором, выполняется на короткой дуге, и ведется немного быстрее, чем при сварке «черного» железа. Для повышения скорости провара не используют колебательные движения электродом. Шов получается узким, но не перегревающим материал. Электрод можно наклонить на себя или в удобную сторону, и удерживать его на 40-60 градусов относительно поверхности изделия.
- В конце шва необходимо выполнить «замок», предотвращающий последующие трещины и свищи. Для этого сварочную ванну выводят в сторону на основной металл, или на уже застывший предыдущий шов, и удерживая электрод на месте, прерывают дугу.
- После прекращения сварки изделию необходимо дать время остыть. Не стоит поливать его водой, ускоряя процесс, иначе высокий коэффициент линейного расширения негативно скажется на качестве стыка.
- Отбитие шлака производится спустя 5 минут, чтобы не оставить следов удара на мягком металле.
- Зачищенный шов осматривается на наличие дефектов. Если изделие предназначено для работы под давлением, то стоит произвести опрессовку.
 После чего можно проводить шлифовку и полировку для блеска нержавеющей конструкции.
После чего можно проводить шлифовку и полировку для блеска нержавеющей конструкции.
Электроды для инвертора
Поскольку инверторные аппараты выдают переменный ток, электроды предназначенные исключительно для постоянного напряжения не подойдут. Можно использовать расходные материалы универсального предназначения по виду тока.
Хорошо зарекомендовали себя электроды с рутиловым покрытием, которые надежно защищают сварочную ванну и дают минимальное разбрызгивание горячего металла. Данные электроды хорошо разжигаются и не «теряют» дугу при работе. Они удобны в заплавлении широких зазоров. Позволяют варить во всех пространственных положениях. Для их производства используется проволока Св 08А. Диаметр колеблется от 2 до 5 мм.
Достойными представителями этого вида электродов являются:
- ОЗЛ-6;
- ОК-46;
- ОЗЛ-8;
- МР-3.
После окончания шва стоит беречь глаза, поскольку горячий шлак может самопроизвольно отскакивать.
После рассмотрения этих практичных советов и познавательного видео становиться понятно как варить нержавейку инвертором в домашних условиях. Тренировка на не ответственных стыках позволит отточить мастерство и приступить к чистовой работе.
Поделись с друзьями
0
0
1
0
Как правильно варить нержавейку электродами: советы и правила
Если в вашем распоряжении есть бытовой инвертор, вполне реально научиться самостоятельно варить емкости и трубы из нержавеющей стали электродом. В этом обзоре мы рассмотрим особенности сварки нержавейки электродом, основные технологии, базовые правила и ошибки, которых вы сможете избежать в работе после прочтения статьи. Узнайте, как варить нержавейку в домашних условиях без опыта.
Тонкости и правила сварки нержавейки электродом
Чаще всего у непрофессионалов, которые только знакомятся с технологией сварки электродами, получается неровный шов на нержавейке. Это самая распространенная проблема. Также вы можете столкнуться с образованием трещин из-за неправильного выбора силы тока. При работе с легированной сталью важно учитывать ряд важных моментов:
Это самая распространенная проблема. Также вы можете столкнуться с образованием трещин из-за неправильного выбора силы тока. При работе с легированной сталью важно учитывать ряд важных моментов:
- металл имеет высокие коэффициент расширения. После снижения температуры воздействия и охлаждения нержавейки металл стягивается. При сварке присадкой с небольшим коэффициентом расширения случаются разрывы. Это происходит из-за внутренних напряжений;
- при сварке нержавейки электродом нужно обеспечить защитную зону. Если сварочная ванна поддается окислению, есть вероятность пористости поверхности. Если невозможно предупредить поступление кислорода, используйте стержни с защитной обработкой;
- придерживайтесь шахматного порядка сварки шва во избежание перегрева. Выберите оптимальные невысокие температуры, которые не допустят плавки легирующих добавок. Именно они играют защитную роль, защищая металл от образования ржавчины;
- при выборе присадки обратите внимание на маркировку материала.
Сложности сварки нержавейки обычными электродами
Если вы раньше не сталкивались со сваркой бытовой нержавейки, в ходе работы у вас может возникнуть ряд трудностей. Нержавеющая сталь содержит до 40% хрома, который обеспечивает высокий уровень коррозийной защиты. Из-за большого процента хрома в составе существуют особенности сварки:
- низкая теплопроводность, из-за чего снижены температуры плавления. Это важно учитывать при сварке, чтобы не допустить образование дыр;
- риски деформации при неправильном выборе температурного режима;
- образование трещин в результате большой толщины основы и незначительного расстояния до соединения;
- нагрев свыше 500 градусов могут появиться слои железа и карбида хрома;
- потери коррозийной устойчивости из-за неправильного сварочного режима. В этом случае материал будет некачественным и подвержен окислению.
 Чтобы не допустить этого, обрабатывайте детали защитным раствором или контролируйте температуру нагрева.
Чтобы не допустить этого, обрабатывайте детали защитным раствором или контролируйте температуру нагрева.
Как правильно варить нержавейку электродами дома?
Существует несколько базовых правил сварки электродом, которые важно знать для соблюдения правильной технологии. Эти правила связаны с особенностями создания шва на нержавейке.
На подготовительном этапе нужно зачистить детали от грязи, краски, ненужных пятен. Если упустить этот момент, появляются риски пористости из-за вспенивания сварочной ванны. Если вы работаете с материалами, толщина которых свыше 4 мм, разделывать кромки нужно под углом 45 градусов. Для сварки электродами деталей нужен минимальный зазор. Это объясняется увеличением толщины при воздействии высоких температур. Перед сваркой можно выполнить поверхностный прогрев при температуре до 150 градусов. Это способствует увеличению прочности соединения.
Какие правила сварки нержавейки с помощью электродов:
- для начала нужно прихватить шов в нескольких местах;
- угол между стержнем и основанием – 45-60 градусов;
- есть вероятность образования вязкой сварочной ванны;
- шов варят быстро небольшими стежками короткой дугой;
- не стоит пытаться охладить шов, поскольку этот процесс должен быть постепенным. Не допускайте внутреннего напряжения в основании, чтобы не пренебрегать качеством шва;
- для сварки тонкой нержавейки используйте электроды обратной полярности;
- следите за качеством шва и контролируйте, чтобы не образовывались проплавки;
- для работы с толстыми материалами выбирайте электроды соответствующего диаметра;
- правильно определите силу тока;
- для обучения лучше попробовать сварку на черновых материалах.
Как правильно варить тонкую нержавейку?
При работе с тонкими нержавеющими листами существуют определенные правила, которых важно придерживаться для создания прочного и аккуратного шва. Пошаговая инструкция, как варить нержавейку:
Пошаговая инструкция, как варить нержавейку:
- На подготовительном этапе нужно очистить детали от налета, краски, грязи.
- Выкладываем флюс.
- Нагреваем примерно до 250 градусов. При этом наблюдаем изменение цвета поверхности материалов.
- Поскольку мы работаем с тонкими листами, быстро проводим электроды, чтобы не проплавить материал.
- Остужаем материал медными пластинами, чтобы избежать образования ржавчины.
Нержавейку электродами выполняют в домашних условиях и на производстве. При этом может меняться температура, оборудование, сила тока, толщина стали, другие особенности технологии и самого материала.
Какие электроды выбрать: обзор марок?
Если вы хотите избежать образования трещин, правильно выберите стержни. В идеале по составу они соответствуют заготовкам. Существует несколько типов электродов, предназначенных именно для сварки нержавейки:
- ЦЛ-11 – универсальные электроды для сварки нержавейки под разными углами и в любых положениях. Допустимая температура сварки – 450 градусов;
- НЖ-13 – электроды обработаны специальным раствором для защиты от окисления. Если в ходе сварки не удается предотвратить поступление кислорода, можно использовать эти стержни;
- ЗИО – 8 – используются в промышленных условиях, поскольку подходят для сварки при высоких температурах.
Для сварки в домашних условиях лучше выбирать простые варианты электродов, с которыми вам будет легче освоить технологию. Заранее проводники не стоит нагревать, чтобы не навредить защитный слой. Обмазка будет хрупкой после охлаждения, что негативно скажется на качестве шва. Прокаливание допустимо только непосредственно перед использованием электродов.
При выборе сварочного аппарата с использованием электрода нужно ориентироваться на модели с постоянным током. Он наиболее подходит для создания короткой дуги, которая способствует созданию прочных и ровных швов. Также новичкам советуют выбирать аппараты с рядом дополнительных функций. Такое оборудование позволит избежать прожога и залипания.
Также новичкам советуют выбирать аппараты с рядом дополнительных функций. Такое оборудование позволит избежать прожога и залипания.
Советы по покупке и приготовлению кастрюль из нержавеющей стали и видео с инструкциями
Какие сковороды купить
В последнее время многие люди спрашивали меня, с какими кастрюлями и сковородками я люблю готовить?
Кажется, КАЖДЫЙ имеет собственное мнение по этому поводу, но для меня это всегда сводится к тому, каков вкус моей еды после того, как я закончил готовить одно из своих блюд, и безопасна ли сковорода и не вымывает ли какие-либо химические вещества в мои органические продукты. .
Я отправился на миссию, чтобы найти набор сковородок для инвестиций (да, инвестируйте, они могут быть немного дорогими). Было несколько ключевых элементов, которые я искал:
- Мне не нужны сковороды с тефлоновым покрытием / антипригарным покрытием. Конечно, на этих сковородах удобно готовить быстро, но из-за соусов вы теряете так много вкуса, и я не уверен, что тефлон в любом случае безопасен.
- Я знал, что хочу нержавеющую сталь. Однако не вся нержавеющая сталь безопасна для приготовления с использованием .
По словам Рэя Пита, существует два основных типа нержавеющей стали: магнитная и немагнитная .Немагнитная форма имеет очень высокое содержание никеля, а никель является аллергенным и канцерогенным. Он намного токсичнее железа или алюминия. Вы можете использовать небольшой «магнит на холодильник», чтобы проверить свою посуду. Магнит прочно прилипнет к сковороде более безопасного типа.
Сковороды, на которых я готовлю
Итак, сковороды, которые я купил, были полностью одеты. Я так впечатлен этими сковородками и часто удивляюсь, как я вообще обходился без них на кухне!
На днях я приготовил тушеную курицу с грибным соусом из белого вина, и это было так здорово, что я не мог перестать думать об этом!
Многим людям трудно готовить на нержавеющей стали, особенно после длительного использования тефлоновых сковород. Это может потребовать некоторой практики, но ниже вы найдете видео, которое я сделал с некоторыми полезными советами по приготовлению пищи из нержавеющей стали.
Это может потребовать некоторой практики, но ниже вы найдете видео, которое я сделал с некоторыми полезными советами по приготовлению пищи из нержавеющей стали.
Вот еще несколько советов…
- Сковороды из нержавеющей стали ДОЛЖНЫ быть предварительно нагреты перед добавлением продуктов в сковороды. Обычно я включаю плиту на средний огонь и даю ей нагреться в течение 2-3 минут. У вас должна быть возможность безопасно прикасаться к краю сковороды, но она должна быть горячей (см. Видео ниже). Добавьте масло в сковороду после того, как она разогреется.
- Когда продукты подрумяниваются, начинается карамелизация, эта коричневая слизь и темные кусочки, застрявшие на дне сковороды, становятся золотой жилой вкуса, аромата и аромата, а также добавляют визуальной привлекательности готовому блюду. Этот коричневый продукт очень желателен, поскольку он обеспечивает основу для вкусных соусов, супов, рагу и подливок. Это происходит из-за того, что капли, соки, сахар и жиры из пищи прилипают к сковороде и становятся коричневыми; , так что вы хотите, чтобы он прилип к сковороде, это аромат! Чтобы удалить глазурь с вашей сковороды (вытащите все вкусные кусочки, которые придают так много аромата вашим блюдам), просто добавьте немного куриного бульона или вина в сковороду, и все эти вкусные кусочки будут стянуты со сковороды и попадут в ваше блюдо!
- Избегайте использования простой посуды из нержавеющей стали.Лучшие и по совпадению самые дорогие бренды имеют тройной слой (по бокам и снизу), в то время как другие покрывают только дно кастрюли. Ключом к его высоким характеристикам является трехслойная клееная конструкция. Между слоями нержавеющей стали зажата толстая сердцевина из чистого алюминия, которая равномерно распределяет тепло по дну кастрюль и сковородок и вверх по бокам.
- Ищите ручки из нержавеющей стали, которые приклепаны к сковороде. Это означает, что сковороды можно помещать в духовку, и нет опасности расплавить покрытую пластиком ручку, если она случайно окажется слишком близко к горячей конфорке.

Как готовить на нержавеющей стали
Приготовление пищи на сковороде из нержавеющей стали придает блюдам особый аромат. Ниже я сделал видео-фрагмент, показывающий, как легко готовить из нержавеющей стали.
( Я знаю, что яйцо полностью переварено , но вы все равно можете получить правильный метод приготовления на сковороде из нержавеющей стали) 🙂
Обновление
Я сделал новое видео что использует намного меньше жира и показывает , как правильно приправлять сковороду из нержавеющей стали .
Очень рекомендую вам посмотреть это видео!
Инструкции по очистке
Для ежедневной очистки достаточно теплой мыльной воды. Тщательно мойте сковороды после каждого использования. Пищевые пленки, оставшиеся от противня, могут вызвать обесцвечивание и прилипание
Чтобы избавиться от прилипшей пищи, обесцвечивания и пятен от слишком сильного нагрева, очистите сковороду с помощью средства под названием Bar Keeper’s Friend.Чтобы использовать Bar Keeper’s Friend, просто используйте мягкую ткань или губку и воду и сделайте жидкую пасту. Его можно использовать как внутри, так и снаружи вашей сковороды. Bar Keeper’s Friend также можно использовать на внешней стороне вашей кастрюли. Если в вашей воде много железа, вы можете заметить ржавое обесцвечивание. Используйте Bar Keeper’s Friend, чтобы удалить его.
Я также использую пищевую соду и превращаю ее в водную пасту. Это тоже очень хорошо работает.
Это тоже очень хорошо работает.
Поделитесь своими мыслями
На чем вы готовите? Вы хотите перейти на нержавеющую сталь?
Как готовить и приправлять кастрюлю из нержавеющей стали для создания антипригарной поверхности!
Почему я приправляю сковороды из нержавеющей стали Часть 2
Я люблю готовить на сковородах из нержавеющей стали, но мне потребовалась некоторая практика и несколько советов и уловок, чтобы научиться пользоваться этими чудесными сковородками.
Несколько месяцев назад я опубликовал видео о Советы по покупке и приготовлению сковород из нержавеющей стали.
В этом видео я показал вам, как предварительно разогреть сковороду, а затем добавил немного кокосового масла, затем добавил свою яичную смесь и продемонстрировал, как приготовить яйца на сковороде из нержавеющей стали, чтобы они не прилипали к сковороде.
Когда видео становится популярным
Это видео стало довольно популярным, и я начал получать довольно много советов (хороших и плохих), но один мне понравился!
Один человек прокомментировал, что можно приправить сковороду из нержавеющей стали , чтобы создать сковороду с антипригарным покрытием естественного происхождения менее чем за 5 минут.Этот человек также заявил, что мне не нужно использовать масло / сливочное масло для приготовления яиц, и что сковорода больше не будет прилипать.
Что? Серьезно? Итак, вы меня знаете, я достал одну из своих кастрюль из нержавеющей стали и выполнил инструкции. Я был удивлен!
Такие небольшие усилия, и он оказался прав, моя сковорода больше не прилипает !! Обещаю, после просмотра этого видео вы тоже будете приправлять сковороды из нержавеющей стали!
Пошаговый подход к приправке сковороды из нержавеющей стали
Вот простые шаги, чтобы создать сковороду из нержавеющей стали с естественным антипригарным покрытием!
- На среднем или средне сильном огне нагрейте сковороду 2-3 минуты.

- Растопите в сковороде немного кокосового масла или другого нагретого масла и перемешайте масло, чтобы равномерно покрыть сковороду. Дайте маслу дымиться (не волнуйтесь, мы его выбросим)! Как только масло закопчится, выключите конфорку, снимите сковороду с источника тепла и дайте полностью остыть. Вы знаете, что ваша сковорода приправлена и готова, если вы можете видеть свое зеркальное отражение в сковороде (подробнее об этом в видео).
- Когда сковорода остынет, слейте масло и протрите сковороду бумажным полотенцем.Теперь у вас есть закаленная сковорода из нержавеющей стали с антипригарным покрытием.
- Я хочу привести пример того, как приготовить омлет на сковороде с приправами. Просто разогрейте сковороду на среднем слабом огне в течение 2 минут. Вылейте яичную смесь в сковороду без масла! Добавьте желаемые ингредиенты (сыр, мясо, овощи). Дайте яйцам повариться несколько минут, не беспокоя. Через несколько минут переверните яйца и дайте приготовиться еще минуту или две. Ваши яйца выскользнут прямо из сковороды, без прилипания! (Вы также можете посмотреть это на видео).Нет необходимости мыть сковороду с мылом, просто протрите бумажным полотенцем, так как на сковороде ничего не прилипнет, очистка занимает около 10 секунд. Этот метод очень похож на приправу вашей чугунной сковороды или вок. Пока вы не используете мыло для чистки сковороды, она не пригорает. Если вы используете более сильный огонь, возможно, вам потребуется добавить немного масла.
Вот и все! Так просто и без беспорядка! Попробуйте, вы будете поражены!
Сковороды из нержавеющей стали, которые я рекомендую
И последнее: не все сковороды из нержавеющей стали созданы равными! При покупке кастрюль из нержавеющей стали качество действительно важно.
У меня лично есть вся эта коллекция сковородок из нержавеющей стали от All-Clad, и они мне очень нравятся! Думайте об этом как об инвестициях. Эти сковороды прослужат вам всю жизнь!
✰ И последнее… прямо сейчас на Amazon идет невероятная распродажа! Получите скидку 43% на весь набор посуды из 10 предметов! Подробности здесь! (обратите внимание, что распродажа может закончиться в любой момент… Я не контролирую продажи Amazons). ✰
✰
Как приправить кастрюлю из нержавеющей стали Видео
Прикрепите этот пост на потом!
Нравится это сообщение? Поставьте ему +1 на G +
Угловые сварные швы с использованием металлических дуговых электродов, экранированных из нержавеющей стали
Чуть более года назад заказчик попросил меня помочь с разработкой процедур дуговой сварки в экранированном металле (SMAW) для выполнения горизонтальных угловых сварных швов (положение 2F) в Т-образных соединениях на листе из нержавеющей стали в диапазоне от ½ дюйма до 1 в густой.Их жалоба была связана с их неспособностью достичь проплавления через основание тройника при последовательном использовании электродов SMAW из нержавеющей стали, даже с учетом подготовки пластины (оксиды и / или поверхностное загрязнение), пути сварочного тока (дуга дуги), способности сварщика, а также все другие факторы, которые можно определить в ходе проверки процесса.
Хотя простым решением было бы открыть корень и оставить небольшой зазор между вертикальной и горизонтальной пластиной, в данных обстоятельствах это было невозможно, и пластины устанавливались заподлицо.«Независимо от используемой процедуры сварки, он просто не мог наплавить сварной шов желаемого размера и в то же время добиться полного проплавления. Теперь я предложу свое объяснение того, почему это произошло, и обсуду успешный результат моего тренинга с заказчиком.
В этот момент можно задаться вопросом, как клиент на самом деле смог сделать вывод о том, что полного проникновения не было. В конце концов, сварщику или инспектору будет очень сложно просто «наблюдать» за нанесением сварного шва и заявить, что полное проплавление корня не было достигнуто. Кроме того, тройниковые соединения не очень легко поддаются оценке проникновения с помощью стандартных методов неразрушающего контроля из-за их геометрии. Эти методы неразрушающего контроля включают MT (магнитные частицы), PT (пенетрант), UT (ультразвуковые) и RT (радиографические или рентгеновские).
Кроме того, тройниковые соединения не очень легко поддаются оценке проникновения с помощью стандартных методов неразрушающего контроля из-за их геометрии. Эти методы неразрушающего контроля включают MT (магнитные частицы), PT (пенетрант), UT (ультразвуковые) и RT (радиографические или рентгеновские).
Так он определил глубину проплавления, разрезав тавровые соединения поперек сварного шва и сделав макроснимок? Возможно, но это даст только снимок профиля сварного шва в определенный момент времени и даст только одну точку данных, касающуюся глубины проплавления по всей длине соединения.
В конечном итоге заказчик смог проверить степень проплавления корня, вызванного сварочной процедурой, путем проведения разрушающего исследования, называемого испытанием на разрыв углового шва. В этом испытании основание сварного шва подвергается растяжению с целью обнажить нижнюю сторону сварного шва для оценки. Чтобы визуализировать испытание на разрыв углового сварного шва, представьте, что вертикальная пластина складывается на горизонтальную пластину, как показано на , рис. 1, .
Результат анализа, проведенного заказчиком, заключался в том, что во всех угловых швах, выполненных им с помощью стержневых электродов из нержавеющей стали, исходный край вертикальной пластины почти всегда оставался целым.Однако заказчик надеялся увидеть, что на этой кромке не будет абсолютно никаких участков прямолинейности и что она будет казаться волнистой по всей длине. Эта открытая кромка должна напоминать «пору», как показано на Рис. 2 , что указывает на то, что электрическая дуга прошла полное проникновение. Однако это не тот результат, о котором сообщил наш клиент.
Вплоть до этого момента подход клиента к решению этой проблемы заключался в том, чтобы вспомнить старую пословицу в сварочной промышленности, которая все еще часто (и ошибочно) используется сегодня: «Если мне нужно проплавление, я просто сожгу его. .”
Другими словами, сварщик попытается наплавить сварной шов большего размера за один проход , полагая, что этот метод увеличит уровень проплавления корня шва. Я уже говорил ранее в контексте сварки электродами из низкоуглеродистой стали («Сосредоточьтесь на правильном размере сварного шва при разработке диапазонов параметров WPS», Welding Tips , февраль 2011 г.), что этот подход может иметь неприятные последствия, но он может быть еще более проблематичным, если сварка нержавеющей сталью.
Я уже говорил ранее в контексте сварки электродами из низкоуглеродистой стали («Сосредоточьтесь на правильном размере сварного шва при разработке диапазонов параметров WPS», Welding Tips , февраль 2011 г.), что этот подход может иметь неприятные последствия, но он может быть еще более проблематичным, если сварка нержавеющей сталью.
Меня также несколько раз спрашивали: «Почему я не могу рассчитывать на лучшее проникновение в корень, если наложу более крупный и толстый сварной шов?» Причина в том, что существует максимальный размер сварного шва, который может быть нанесен за один проход, что приведет к сварному шву, свободному от отсутствия плавления, захваченного шлака, поднутрения на пальцах ног или вышеупомянутого отсутствия проплавления корня в Т- суставы.
Хотя фактический максимальный размер углового шва зависит от процесса сварки — т.е.например, SMAW, FCAW, SAW и т. д. — и количество электродов (так как тандемная SAW — это возможный выбор процесса), концепция все та же. Чем больше сварной шов, тем больше вероятность того, что сварочная дуга будет скользить по луже. И проблемы, о которых я только что упомянул, усугубляются при использовании электродов из нержавеющей стали.
Но что вызывает особую осторожность со стержневыми электродами из нержавеющей стали? Обратите внимание на фундаментальное различие между мягкой сталью и нержавеющей сталью.Нержавеющая сталь имеет значительно более высокую скорость плавления при том же выходном токе по сравнению с мягкой сталью. Такая более высокая скорость плавления обусловлена в первую очередь более высоким удельным сопротивлением нержавеющей стали по сравнению с мягкой сталью. В двух словах, это означает, что электрический ток встречает большее внутреннее сопротивление, когда проходит от электрододержателя (также известного как «жало») к заготовке. Это сопротивление заставляет электрод быстрее нагреваться и достигать точки плавления быстрее, чем электроды из низкоуглеродистой стали.
Таким образом, при одинаковой выходной мощности сварочного аппарата при использовании стержневых электродов из нержавеющей стали достигается значительно более высокая скорость плавления — на 40–50 процентов выше. Или, другими словами, в почти эквивалентных диапазонах скорости плавления рабочее окно для 5/32 в Excalibur 7018 MR (электрод из мягкой стали) составляет от 130 до 210 ампер, а для 5/32 в Excalibur® 308 / 308L- 17 (электрод из нержавеющей стали) он составляет от 95 до 150 ампер.
Сварка нержавеющей стали правая
Хотя идеального процесса сварки нержавеющей стали не существует, учет некоторых ключевых соображений при выборе процесса и присадочного металла может помочь обеспечить успех и экономию средств.
Нержавеющая сталь продолжает набирать популярность в обрабатывающей промышленности, в основном благодаря ее коррозионной стойкости, прочности и ударной вязкости. Однако по сравнению с низкоуглеродистой сталью этот материал создает некоторые проблемы при сварке, особенно для менее опытных сварщиков. Нержавеющая сталь может быть в три-пять раз дороже мягкой стали; любая ошибка при сварке может увеличить общие затраты на доработку.
Ключевым моментом является выбор правильного процесса сварки. С каждым вариантом идет компромисс, и ни один процесс не дает идеального решения.Чтобы выбрать лучший вариант, изготовителям необходимо учитывать первоначальную стоимость и характеристики присадочного металла, требуемую производительность, сложность оборудования и набор навыков оператора.
Преимущества и проблемы
Нержавеющая сталь противостоит коррозии и сохраняет прочность при экстремально высоких и низких температурах, отсюда ее популярность в трубопроводной и нефтехимической промышленности. Нержавеющая сталь также имеет низкую восприимчивость к росту бактерий на своей поверхности, что делает ее хорошо подходящей для оборудования для приготовления пищи и медицинского оборудования. Его многочисленные преимущества теперь связаны с волной крафтовых пивоварен, возникающих в США, и этот материал становится все более заметным в железнодорожной и автомобильной промышленности для танкеров, предназначенных для перевозки агрессивных химикатов.
Обычные нержавеющие стали бывают хромоникелевых (аустенитных, или серия 300) или хромоникелевых (мартенситных и ферритных, или серия 400) марок. По сравнению с хромоникелевой нержавеющей сталью, нержавеющие марки с прямым хромом и углеродистая сталь имеют аналогично низкие коэффициенты линейного расширения, которые определяют, как материалы расширяются и сжимаются под действием температуры и давления.Прямые сорта хрома также имеют более низкую температуру плавления, чем углеродистая сталь, но более высокую температуру плавления, чем хромоникелевая нержавеющая сталь. Тем не менее, по сравнению с углеродистой сталью, как прямые хромовые, так и хромоникелевые марки обладают высоким электрическим сопротивлением и низкой теплопроводностью.
Поскольку некоторые производители стремятся расширить свои возможности, реализация проектов по сварке нержавеющей стали может помочь повысить их конкурентоспособность. Учет двух ключевых факторов может помочь производителям достичь наилучших результатов.
Во-первых, легирование нержавеющей стали делает ее более теплоизолирующей, чем углеродистая сталь. Тепло от дуги не так легко распределяется по материалу и концентрируется в сварочной ванне. Это может привести к короблению, выгоранию и окислению. Выбор правильного процесса сварки и присадочного металла может помочь контролировать подвод тепла.
Во-вторых, нержавеющая сталь склонна к обесцвечиванию. Такое обесцвечивание, известное как шугаринг, указывает на то, что часть хрома была удалена из материала, что сделало его более восприимчивым к коррозии.При сварке труб из нержавеющей стали шугаринг не допускается по эстетическим причинам или по соображениям качества, и в любом случае это может привести к дорогостоящим ремонтам. Опять же, нержавеющая сталь и присадочные металлы, используемые для ее сварки, обычно дороже углеродистой стали.
Опять же, нержавеющая сталь и присадочные металлы, используемые для ее сварки, обычно дороже углеродистой стали.
Помимо навыков сварщика и доступности оборудования, приоритеты применения — например, стоимость, производительность и внешний вид шва — влияют на то, какой в конечном итоге выбор будет сделан производителями сварочного процесса из нержавеющей стали.
Дуговая сварка экранированным металлом
Для дуговой сварки экранированным металлом (SMAW) используется простое портативное оборудование, поэтому его часто используют для технического обслуживания и ремонта.Но SMAW, или сварка электродом, менее производительна, чем другие процессы, и может приводить к образованию большого количества брызг, что увеличивает время и затраты на очистку.
Для производителей, которые раньше не сваривали нержавеющую сталь, SMAW является хорошей отправной точкой. В нем не используется защитный газ, поэтому для начала сварки сварщику требуется только источник питания с функцией SMAW и электрод SMAW из нержавеющей стали.
По сравнению с углеродистой сталью нержавеющая сталь — как прямая хромовая (мартенситная и ферритная), так и никель-хромовая (аустенитная) разновидность — имеет большее электрическое сопротивление и меньшую теплопроводность.
Стоимость фунта этих электродов находится в среднем диапазоне — меньше, чем у проволоки для дуговой сварки или проволоки с металлической сердечником, и немного больше, чем у проволоки сплошного сечения. Изготовители могут приобретать электроды SMAW в небольших количествах, например, в упаковках по 6 или 8 фунтов, что полезно для небольших работ и может снизить затраты. Тем не менее, производителям необходимо учитывать потери на шлейфах SMAW и удаление шлака, чтобы определить, делает ли процесс низкую стоимость электродов экономически эффективным в целом.
Электрод 309 или 312 SMAW — хороший выбор для сварки нержавеющей стали штангой, особенно для технического обслуживания или ремонта. Он обладает высокой стойкостью к растрескиванию и хорошей прочностью и, как правило, может соединять уже находящуюся в эксплуатации нержавеющую сталь, даже если конкретный сорт материала неизвестен.
Он обладает высокой стойкостью к растрескиванию и хорошей прочностью и, как правило, может соединять уже находящуюся в эксплуатации нержавеющую сталь, даже если конкретный сорт материала неизвестен.
Дуговая сварка металла и порошковой проволоки в газовой среде
Когда производительность является приоритетом при сварке нержавеющей стали, процессы подачи проволоки обеспечивают эффективность и хороший внешний вид шва. Достижения в области оборудования и присадочного металла сделали эти процессы более простыми в использовании даже для тех, кто не занимается сваркой нержавеющей стали.
Многие производители выполняют газовую дуговую сварку металла (GMAW) нержавеющей стали сплошной проволокой.GMAW требует умеренной сложности оборудования и навыков оператора, а для сварки нержавеющей стали его можно использовать в импульсном или распылительном режиме.
Стоимость одного фунта сплошной проволоки ниже, чем у других вариантов, но использование защитного газа требует дополнительных затрат. Использование смеси защитного газа на основе аргона, например 98 процентов аргона / 2 процента CO2 или смеси аргона и гелия, помогает уменьшить разбрызгивание.
Дуговая сварка порошковой проволокой (FCAW) может быть более производительной, чем GMAW, но при этом образуются шлак и брызги, что увеличивает время и затраты на очистку.FCAW также имеет самую высокую стоимость на фунт для нержавеющих присадочных металлов, поскольку легирующие элементы флюса более дороги в производстве.
Однако многие проволоки FCAW работают на обычных смесях защитных газов, таких как аргон / CO2 или 100% CO2. Производителю, новичку в сварке нержавеющей стали, вероятно, не нужно будет вкладывать средства в другой тип газа или систему подачи.
Дуговая сварка с металлической сердцевиной, импульсным или стандартным методом распыления, обеспечивает высокую скорость перемещения, что снижает теплоотдачу сварного шва.Это помогает предотвратить коробление и деформацию при сварке нержавеющей стали.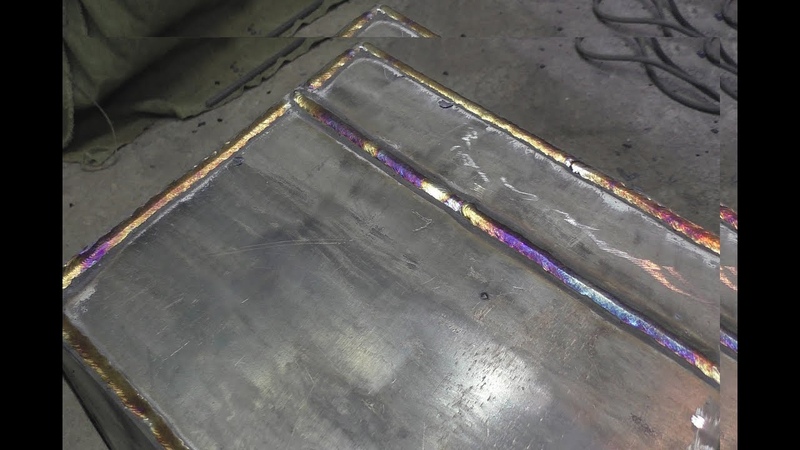
Хотя сварка металлической сердцевиной дает меньше брызг, чем другие виды сварки проволокой, цена за фунт присадочного металла из нержавеющей стали является самой высокой. Выбирая этот присадочный металл и процесс, производители должны взвесить первоначальные затраты по сравнению с увеличением производительности и потенциальным сокращением переделок и очистки.
Дуговая сварка под флюсом
Многие производители имеют системы дуговой сварки под флюсом (SAW) для сварки углеродистой стали, но SAW также предлагает значительные преимущества для нержавеющей стали, включая большую производительность и чрезвычайно низкий уровень разбрызгивания, что помогает сэкономить время и деньги на уборка.SAW хорошо подходит для толстых материалов и больших применений, таких как резервуары для хранения или сжиженного природного газа. Хотя это ограничивается положением сварки в плоском состоянии, это может выполняться менее квалифицированными операторами. При использовании SAW на нержавеющей стали производители используют нейтральный или нелегирующий флюс, который не добавляет сплавы, которые могут изменить химический состав готового сварного шва.
Нержавеющая сталь продолжает набирать популярность в обрабатывающей промышленности, в основном благодаря ее коррозионной стойкости, прочности и ударной вязкости.
Газовая дуговая сварка вольфрамом
Газовая дуговая сварка вольфрамом (GTAW) дает очень мало брызг, даже по сравнению с SAW. Если сварщики используют присадочный пруток или проволоку, GTAW имеет умеренную стоимость за фунт, но также требует высокого мастерства и, как правило, самого сложного оборудования. Хотя эстетика и внешний вид борта GTAW очень высоки, производительность самая низкая по сравнению с другими вариантами.
GTAW для нержавеющей стали обычно использует 100-процентный аргон в качестве защитного газа, часто с запасным резервуаром аргона для обратной продувки между проходами.
Большинство операций, связанных с использованием GTAW для нержавеющей стали, выполняются из эстетических соображений просто потому, что этот процесс обеспечивает такой чистый и точный сварной шов.
Выбор правильного процесса
По мере того, как использование нержавеющей стали продолжает расти, все больше компаний должны будут познакомиться со сваркой этого материала. Стоимость может быть ключевым фактором для некоторых операций, в то время как сокращение времени простоя и повышение производительности могут быть ключевыми для других.
При выборе каждого процесса и присадочного металла есть свои компромиссы.Хотя идеального процесса сварки нержавеющей стали не существует, учет некоторых ключевых соображений при выборе процесса и присадочного металла может помочь обеспечить успех и экономию средств.
| Модель D Зажигатель гриля Первая модель решетки DCS с таким типом держателя электрода и коллекторной коробки имела поворотные дуги. DCS спроектированы с учетом архитектуры всей решетки. Перекрестите трубки с каждой стороны, если U-образные горелки точно совпадают с искрой в электроде. Пересекающиеся трубки между горелками и проходящие внутрь боковых стенок решетки также совпадают с искровым электродом. DCS производила необычные газовые грили в течение 210 лет, прежде чем раскрыла эту конструкцию электродов, и она была настолько хорошо спроектирована более 10 лет назад, что этот electorde до сих пор используется в грилях для барбекю DCS, которые продаются сегодня. 888.346.6930 |
 В механической конструкции поворотные модули имеют храповик, который необходимо поворачивать для создания скачков напряжения в несколько милливольт, нескольких искр за один оборот. Поворотные модули имеют круглые розетки. Электроды на этой странице имеют преобразование, поэтому конец провода можно использовать как плоскую лопатку или как круглое соединение для использования с модулем с батарейным питанием или поворотными модулями.
В механической конструкции поворотные модули имеют храповик, который необходимо поворачивать для создания скачков напряжения в несколько милливольт, нескольких искр за один оборот. Поворотные модули имеют круглые розетки. Электроды на этой странице имеют преобразование, поэтому конец провода можно использовать как плоскую лопатку или как круглое соединение для использования с модулем с батарейным питанием или поворотными модулями.Как паять, паять и сваривать нержавеющую сталь с медью — за 5 простых шагов! — Learn to Moonshine
Если вы создаете проект, который требует от вас соединения деталей из меди и нержавеющей стали, эта статья научит вас, как это сделать. В моем случае я строил самодельный горшок, и мне нужно было прикрепить трехзажимные феррулы из нержавеющей стали к медной колонне 2 дюйма. Это очень распространенное соединение в пивоваренной и дистилляционной промышленности, и знание того, как правильно соединить эти два разнородных металла, обеспечит успех проекта.Можно приобрести 2-дюймовые медные наконечники, которые можно припаять на место, но они довольно дороги по сравнению с наконечниками из нержавеющей стали, и мы обсуждали в группе Facebook, что медные наконечники не герметизируются должным образом с течением времени. Из-за мягкости меди эти наконечники могут поцарапаться и вмятин. По этим причинам я думаю, что буду придерживаться трехзажимных наконечников из нержавеющей стали. Итак, большой вопрос здесь в том, можно ли соединить медь пайкой, пайкой или даже сваркой их вместе, и если они могут, как вы это делаете?
Итак, большой вопрос здесь в том, можно ли соединить медь пайкой, пайкой или даже сваркой их вместе, и если они могут, как вы это делаете?
Можно ли сваривать медь и нержавеющую сталь?
Можно ли сваривать медь и нержавеющую сталь? Короткий ответ: «Да», их можно сваривать вместе, но это чрезвычайно сложно и обеспечивает очень небольшую прочность конструкции.Почему ты спрашиваешь ? Ну вот и длинный ответ.
При сварке меди и нержавеющей стали возникают две проблемы. Во-первых, два металла имеют существенно разные точки плавления. Нержавеющая сталь плавится при температуре около 1400 ° C, а медь плавится при температуре 1085 ° C, то есть разница в 315 ° C делает образование лужи из двух металлов чрезвычайно трудным. Кроме того, существуют металлургические проблемы смешения разнородных металлов в процессе сварки. Поскольку нержавеющая сталь не полностью растворяется с медью и имеет значительно более высокую температуру плавления, она сначала начнет затвердевать и формировать зернистые / кристаллические структуры.Присутствующая медь останется жидкой и будет вытеснена между этими формирующимися кристаллическими структурами, создавая очень слабую связь. По мере дальнейшего охлаждения сварного шва зерна нержавеющей стали начнут сжиматься из-за охлаждения, что приведет к разрыву зерен. На этом этапе медь еще слишком горячая, чтобы добавить структурной прочности зернистой структуре, и сварной шов будет образовывать большие трещины, это называется горячим растрескиванием. Горячее растрескивание серьезно снижает прочность сварного шва этого типа. Если вы хотите соединить медь и нержавеющую сталь, лучше всего подойдет пайка или пайка.Тем не менее, если у вас есть подходящее оборудование и такие навыки, как сварка меди и нержавеющей стали Eb Industries, это можно сделать.
Как сварить медь с нержавеющей сталью
На рисунке 1 показан сварной шов нержавеющей стали с медью Если у вас в гараже нет устройства для электронно-лучевой сварки, такого как Eb Industries, есть другой способ сваривать / паять нержавеющую и медь. Ниже приведено изображение удачного сварного шва с трехзажимным кольцом из нержавеющей стали с медной трубой. Это было сделано с помощью сварочного аппарата Tig со стержнем из кремнистой бронзы.Теперь технически это будет классифицироваться как пайка Tig, потому что нержавеющая сталь имеет более высокую температуру плавления, чем присадочный стержень из кремнистой бронзы. Стержень из кремниевой бронзы имеет температуру плавления около 1050 ° C, а нержавеющая сталь имеет температуру плавления 1400-1450 ° C. Этот процесс подробно обсуждается на сайте adiforums.com, если вам интересно узнать, что говорят профессионалы о сварке меди и нержавеющей стали методом TIG.
Ниже приведено изображение удачного сварного шва с трехзажимным кольцом из нержавеющей стали с медной трубой. Это было сделано с помощью сварочного аппарата Tig со стержнем из кремнистой бронзы.Теперь технически это будет классифицироваться как пайка Tig, потому что нержавеющая сталь имеет более высокую температуру плавления, чем присадочный стержень из кремнистой бронзы. Стержень из кремниевой бронзы имеет температуру плавления около 1050 ° C, а нержавеющая сталь имеет температуру плавления 1400-1450 ° C. Этот процесс подробно обсуждается на сайте adiforums.com, если вам интересно узнать, что говорят профессионалы о сварке меди и нержавеющей стали методом TIG.
Если вы хотите попробовать сварку / пайку меди с нержавеющей сталью с помощью сварочного аппарата Tig, у Тома Списака III есть хороший совет.Он говорит: «Любой, у кого есть некоторый опыт работы с Tig, должен иметь возможность использовать эту связку с помощью проволоки из силиконовой бронзы, которую можно легко приобрести в вашем местном магазине сварочных материалов. На изображении выше показан сварной шов, сделанный между трехзажимной муфтой из нержавеющей стали и медной трубой.
Что вам понадобится для сварки / пайки меди и нержавеющей стали:
Процедура сварки TIG:
- Шаг 1. Очистите все детали, которые будут свариваться / паять, с помощью куска эмори или стальной мочалки.
- Шаг 2: Соберите детали, убедившись, что они плотно прилегают друг к другу.При необходимости зажать.
- Шаг 3: Включите газ аргон, установите сварочный аппарат TIG на постоянный ток и
33 pps с заостренным вольфрамовым электродом. - Шаг 4: Сконцентрируйте тепло на меди, медленно добавьте в бассейн материал присадочного стержня, перетаскивая бассейн на наконечник из нержавеющей стали
. Вы не хотите плавить здесь нержавеющую сталь, иначе вы получите структурное растрескивание, как упомянуто выше.
- Шаг 5: После завершения проверки сварного шва на наличие дефектов, очистив область проволочной щеткой, также проверьте наличие утечек.
 Если ваше здание по-прежнему такое же, как я, вы должны убедиться, что нет утечек.
Если ваше здание по-прежнему такое же, как я, вы должны убедиться, что нет утечек.
Вот видео, демонстрирующее сварку / пайку меди TIG с нержавеющей сталью.
Можно ли паять или паять медь и нержавеющую сталь вместе?
Да, медь и нержавеющая сталь можно легко спаять или спаять вместе с использованием присадочного материала, обычно содержащего олово и серебро. В отличие от сварки, при которой мы плавим два металла вместе, при пайке или пайке используется присадочный материал, чтобы соединить две части вместе, не плавя их.Температура отличает пайку от пайки, тогда как пайка обычно требует нагрева более 450 ° C / 840 ° F для соединения деталей с помощью паяльного стержня. Пайка выполняется при температуре ниже 450 ° C / 840 ° F с использованием припоя. Оба присадочных материала содержат серебро, чем выше его содержание, тем выше температура плавления и тем прочнее связь между деталями. Таким образом, пайка дает гораздо более прочное соединение, чем пайка.
Как припаять нержавеющую сталь к меди
Если вы решите спаять компоненты вместе, обычный водопроводный припой, содержащий 95% олова и 5% сурьмы, отлично подойдет.Вы также можете использовать комплект Lincon Electric Solder Stay-Bright с флюсом, который на 95% состоит из олова и 5% серебра для достижения лучших результатов. Оба припоя будут иметь температуру плавления 230 ° C / 450 ° F и могут быть нагреты с помощью простой пропановой или газовой горелки Mapp. Вам нужно будет тщательно очистить обе детали и нанести покрытие из флюса на все паяемые поверхности. Для этой работы мне нравится белая флюсовая паста Harris. Флюс важен, потому что он растворяет оксиды, которые образуются в процессе нагрева, и помогает потоку припоя в соединение, обеспечивая защиту от кислорода в воздухе.Ниже представлено видео о пайке нержавеющей стали с медью и последующей проверке соединения на прочность.
Я подробно описал процесс пайки медных фитингов из нержавеющей стали в пошаговом формате ниже, который должен упростить выполнение. Если вы собираетесь паять медь с медью, вам может быть интересно это Руководство по пайке меди
Материалы, необходимые для пайки:
Процедура пайки:
- Шаг 1: Очистите все детали, подлежащие пайке с помощью Эмори или стальная вата.
- Шаг 2: Нанесите белую флюсовую пасту на паяемые поверхности. Важно использовать флюс, подходящий для нержавеющей стали, так как он должен протравить поверхность, чтобы припой мог правильно склеиться. Вы можете использовать соляную (соляную) кислоту
, фосфорную кислоту, фтороборатные флюсы и хлорид цинка. - Шаг 3: Соедините две части вместе и начните нагревать медь пропановой или газовой горелкой MAPP. Не нагревайте нержавеющую сталь напрямую. Как только припой начнет плавиться на меди, перенесите тепло на нержавеющую сталь.Нагревайте, пока не увидите, как припой течет в соединение. Затем удалите источник тепла.
- Шаг 4: Дайте детали остыть, пока она не станет теплой, затем сотрите излишки флюса водой с мылом.
- Шаг 5: Проведите испытание на герметичность, чтобы убедиться, что соединение полностью герметично.
Вот еще несколько продуктов, рекомендованных участниками группы Home Disttilers of America в Facebook:
Как припаять нержавеющую сталь к меди
Пайка меди обеспечит более прочное соединение из-за высокого процента серебра в прутке.Но это также будет стоить дороже и потребует использования ацетиленовой или газовой горелки Mapp для плавления прутка. Вы можете приобрести прутки для пайки с различным содержанием серебра, а также прутки с флюсовым покрытием или без него. В моем случае я бы порекомендовал использовать пруток для пайки 45% серебра, покрытый синим флюсом, который имеет температуру плавления приблизительно 600 ° C / 1100 ° F для соединения деталей из меди и нержавеющей стали. Если вам требуется большая прочность, вы можете использовать пруток для припоя 56% серебра, покрытый оранжевым флюсом. Вы также можете нанести серебряный припой Harris «Stay-Silv» или аналогичный продукт для очистки всех деталей перед пайкой.Ниже приведено видео, демонстрирующее, как припаять медь к нержавеющей стали.
Ниже я подробно описал процесс пайки фитингов из меди и нержавеющей стали в пошаговом формате. Прежде чем приступить к работе, важно понять, что вы можете повредить поверхность нержавеющей стали из-за ее перегрева в процессе пайки. Хром используется в нержавеющей стали для предотвращения коррозии, когда вы нагреваете нержавеющую сталь между
425–870 ° C (800–1600 ° F) в течение продолжительных периодов времени, хром может диффундировать от поверхности и образовывать карбиды хрома, которые заставят сталь больше не нержавеющая.Оставляя его подверженным коррозии и растрескиванию. Вы можете предотвратить это, избегая чрезмерного нагрева деталей и закалив их в воде после 4 минут нагрева.
Материалы, необходимые для пайки:
Процедура пайки:
- Шаг 1. Очистите поверхность стальной мочалкой или тканью Emory.
- Шаг 2: Нанесите флюс на обе поверхности, подлежащие пайке, убедитесь, что у вас есть флюс, способный травить нержавеющую сталь и рассчитанный на высокую температуру пайки (более 840 F), вы не можете использовать обычный водопроводный флюс. здесь.
- Шаг 3: Соедините детали вместе и начните нагревать медь круговыми движениями, равномерно нагревая ее по всей трубе. Когда паяльный стержень начнет течь, переместите горелку ближе к нержавеющей стали, это должно втянуть наполнитель в стык между двумя частями. Нержавеющая сталь передает тепло медленнее, чем медь, поэтому у нее не так много времени, чтобы нагреться до температуры. Поэтому сначала начинаем нагревать медь. Если вы паяете клапан, который может быть чувствительным к температуре, оберните клапан влажным слоем, чтобы внутренние части клапана не плавились.
- Шаг 4: Дайте детали остыть, пока она не станет теплой на ощупь, затем удалите флюс водой с мылом, прежде чем полностью остыть.
- Шаг 5: Выполните испытание на герметичность, чтобы убедиться, что соединение полностью герметично.
В чем разница между прутком серебряного припоя с флюсовым покрытием и без покрытия?
Давайте поговорим о преимуществах и недостатках использования прутков для пайки с флюсовым покрытием и прутков без покрытия. Очевидным преимуществом использования прутков для пайки с флюсовым покрытием является удобство. Нам не нужно наносить флюс на детали, которые мы паяем, потому что он уже находится на стержне, и поэтому нам не нужно отдельно покупать флюс для серебряного припоя.Недостатком паяльного стержня с флюсовым покрытием является то, что трудно контролировать количество флюса, подаваемого на наш сустав, когда он уже находится на стержне, и, что еще хуже, если вы перегреваете стык, флюс может образовывать твердое черное стекло, похожее на пленку, которую невероятно трудно Удалить. Я слышал аргументы в любом случае, мне лично больше нравятся стержни с флюсовым покрытием. Я хотел бы услышать ваше мнение о том, какой метод вы предпочитаете, напишите мне комментарий внизу статьи.
Другие ресурсы
Вот еще несколько ресурсов о пайке, пайке меди и строительных кадрах, которые стоит прочитать.
Если у вас есть вопросы или вы думаете, что я пропустил некоторую информацию, которая должна быть включена в эту статью, не стесняйтесь оставлять комментарий внизу. Мне нравится, когда вы, ребята, помогаете улучшить эти статьи. Не забудьте присоединиться к нашей группе в Facebook, это отличное место для изучения и обмена знаниями о дистилляции.
Как безопасно паять соединения на пьезоэлектрических преобразователях
При работе с пьезоэлектрическими преобразователями пайка — это навык, который необходимо освоить. Так что же такое пайка? Пайка — это процесс сплавления различных металлов вместе путем плавления припоя с помощью горячего утюга.Этот процесс создает постоянную связь между различными компонентами.
В этом посте я дам вам обзор того, как безопасно паять пьезоэлектроды с серебряными электродами и более сложными никелевыми электродами. Я шаг за шагом проведу вас через процесс для серебра и никеля, и если вы хотите проследить визуально, вы можете посмотреть мое видео, где я демонстрирую, как припаять хороший стык как к серебряным электродам, так и к никелевым. электроды.
Видеоурок по пайке на пьезоэлектрические преобразователи
Этот пост основан на серии статей под названием Tip Tuesday , где мы исследуем пьезоэлектрические приложения и советы, которые помогут вам лучше использовать и понимать пьезоэлектрические материалы.Посетите нашу страницу видеоуроков, чтобы узнать больше. И если у вас есть идея для чаевых, не стесняйтесь оставлять комментарии или обращаться к нам напрямую.
Какие материалы вам понадобятся для пайки пьезопреобразователей
Пьезо
Первое, что вам нужно сделать, чтобы сделать хорошее паяное соединение с пьезоэлектрическим преобразователем, — это выбрать пьезоэлемент. Я выбираю между двумя: один из них легкий, с серебряным электродом. Другой — более сложный, с никелевым электродом, типичный для типа, продаваемого Piezo.com. Толщина никелевого электрода составляет всего 1000 ангстрем (от 10 до минус 10 метров), и это доставляет некоторые неудобства.
Флюс
Следующее, что вам понадобится, это некоторые принадлежности, которые очень полезны для создания хороших суставов. Помимо пьезо, следующая важная вещь — это наличие потока. Flux доступен во многих разных местах. Если вы собираетесь делать это много, у нас есть два доступных комплекта, в которых есть флюс, немного припоя и несколько образцов пьезоэлементов, поэтому вам не придется практиковаться на каких-либо хороших деталях, которые вы купили.
Наш комплект припоя и флюса KIT-005 для серебряного электрода
Другие материалы, которые вам понадобятся:
- Маленькая пластиковая чашка — Маленькая пластиковая чашка для наперстка необходима, чтобы добавить несколько капель флюса. Помните, что вам нужно совсем небольшое количество.
- Зубочистки — Вам нужно всего лишь нанести очень небольшое количество флюса прямым контактом. Зубочистки — идеальный размер, чтобы помочь вам в этом.
- Вода — Вам понадобится немного воды, чтобы смыть флюс с паяного соединения сразу после его изготовления.
- Припой — Конечно, вам понадобится припой. Вам следует использовать припой малого диаметра (крошечный припой, не используйте большой жирный припой!). Мы также рекомендуем вам использовать припой, соответствующий требованиям RoHS (сокращение от ROHS-HAS), который не содержит свинца. Ни в одном из соединений нет ничего плохого, и он работает так же хорошо, как и старый оловянно-свинцовый припой.Если ваш прототип заработает, он будет запущен в производство, и вам все равно придется придумать, как его использовать, так что просто возьмите его и используйте. Лучше раньше, чем позже, инженеры!
- Плоская рабочая поверхность — Также было бы хорошо иметь красивую плоскую рабочую поверхность, например, небольшую удобную пластину из нержавеющей стали и небольшой кусок синей ленты для скрепления предметов.
- Паяльник — Если вы смотрели видео в верхней части этого поста, вы заметили, что у меня был очень хороший цифровой паяльник с чем-то вроде пробника на нем, то есть пробника на 10 ватт.Это действительно все, что нужно для хорошего сустава. Использование большого паяльника может испортить соединение. Также необязательно иметь цифровой паяльник, но он помогает знать, какая температура, если вы пытаетесь следовать указаниям. В любом случае, даже если у вас нет цифрового утюга, вам нужно будет иметь возможность так или иначе контролировать температуру утюга, поэтому примите это во внимание.
-
Провод — Теперь вы не можете просто припаять любой старый провод к пьезоэлементу.Если он слишком толстый, он будет жестким. Когда вы поднимаете его позже или каким-либо образом напрягаете его, проволока имеет большое давление на этот крошечный сустав, который вы сделали, и он сломает соединение, вы потеряете контакт, и вам придется все это делать. снова.
Провод, который я использовал в видео, — это провод диаметром 32 калибра, и он подходит для большинства пьезопроектов. В особых случаях может понадобиться что-то более толстое, но это очень хороший вариант и очень гибкий.
-
Инструмент для зачистки проводов — Вам также понадобится инструмент для зачистки проводов.Это можно сделать с помощью бритвенного лезвия, но это намного утомительнее. С зачищенным проводом вы просто снимете крошечный кусок изоляции. Причина этого в том, что когда у вас есть красивый длинный кусок неизолированного провода, который является многопроволочным, расплавленный припой снова попадает в скрученный провод, где он затвердевает и превращается в жесткий стержень, и у вас снова возникает проблема с рычагом.
Чтобы дать вам представление о том, как выглядит моя установка, я включил изображение ниже:
Меры безопасности при пайке
ОБРАТИТЕ ВНИМАНИЕ:
Рекомендуется выполнять пайку в проветриваемом помещении. В неподвижном воздухе различные летучие вещества, образующиеся при пайке, поднимаются прямо в вашу зону дыхания. Летучие вещества содержат испаренный флюс, который является слабокислым, компоненты термически обработанной смолы и даже свинец и олово, если вы не используете «бессвинцовый» припой ROHS. В некоторых лабораториях имеется переносной вытяжной шкаф для припоя, который будет отводить восходящий поток от рабочей зоны. Это решение Cadillac.
Другой распространенный способ обеспечения безопасности — разместить небольшой вентилятор с низкой скоростью (например, те, что используются в компьютерных шкафах) на столе с горизонтальным потоком, направленным через область, где должно быть выполнено соединение.Это решение Volkswagen.
Хороший отчет лаборатории Лоуренса Беркли о безопасности пайки, который носит гораздо более общий характер, можно найти здесь.
Как сделать паяное соединение
Серебряные электроды
Теперь, когда вы приобрели все свои материалы, пришло время сделать паяное соединение. Я рекомендую запустить серебряный электрод, так как он самый простой. Он чистый, белый и, как правило, легче паять. Фактически, вам действительно не нужен никакой флюс.Обычно с этим можно обращаться так же, как с печатной платой.
Один из приемов, который работает достаточно хорошо, — это взять паяльник, взять на жало небольшую крошечную бусину размером с стык, который вы хотите сделать, и обработать место, где он будет. Затем вы берете провод, который предварительно зачистили до очень короткого промежутка, и предварительно обрабатываете провод. Затем вы прикасаетесь проводом к маленькой капле на пьезо, и все. Это хороший стык. Это очень похоже на печатную плату, где вы зависите от флюса в припое.
Пример хорошего соединения на серебряном электроде
Никелевые электроды
Если вы работаете с никелевым электродом, к нему нужно относиться совершенно иначе. Если бы вы проделали ту же процедуру, что и серебряный электрод, он бы просто не приклеился.
Никелевый пьезо, который я использую в видео, имеет толщину всего 1000 ангстрем и очень легкий, поэтому его определенно нужно удерживать на месте с помощью скотча, чтобы он не скользил. Даже легкий вдох заставит его двинуться.
Для начала возьмите одну из зубочисток и смочите кончик. Затем нанесите небольшую точку флюса там, где вы хотите, чтобы был стык. Теперь возьмите проволоку и немного зачистите кончик, стараясь не оставлять слишком большую часть проволоки оголенной. Затем окуните проволоку во флюс. Теперь у вас есть флюсовая точка в том месте, куда вы хотите, у вас есть флюс в жилах провода и у вас есть паяльник. Нанесите на паяльник бусину примерно того же размера, что и стык.