 alexxlab
alexxlab ВНИМАНИЕ!!! ИНТЕРНЕТ — АКЦИЯ ► | ||
РУЧНАЯ КОВКА МЕТАЛЛА ОТ ПРОФЕССИОНАЛЬНЫХ КУЗНЕЧНЫХ МАСТЕРОВ! | ||
| Главная/ FAQ/ Вызвать мастера/ Цены/ Каталоги
Нужна консультация? Есть вопросы?
Фотокаталог «Кованые ворота»НОВЫЙ КАТАЛОГ!! Фотокаталог «Откатные ворота»Фотокаталог «Рулонные ворота»НОВЫЙ КАТАЛОГ!! Фотокаталог «Секционные гаражные ворота»Фотокаталог «Секционные промышленные ворота»Фотокаталог «Кованые калитки»НОВЫЙ КАТАЛОГ!! Каталог эскизов (NEW!) «Кованые ворота и калитки»Фотокаталог «Кованые козырьки»Фотокаталог «Кованые навесы»НОВЫЙ КАТАЛОГ!! Каталог эскизов (NEW!) «Кованые козырьки и навесы»Фотокаталог «Кованые лестницы»Фотокаталог «Кованые лестничные ограждения»Фотокаталог «Кованые лестничные перила»НОВЫЙ КАТАЛОГ!! Каталог эскизов (NEW!) «Кованые перила лестниц и решетки»Фотокаталог «Кованые решетки на окна»Фотокаталог «Металлические ставни на окна»Фотокаталог «Кованые изделия для дома»НОВЫЙ КАТАЛОГ!! Каталог эскизов (NEW!) «Кованые изделия для интерьера и экстерьера дома»Фотокаталог «Художественные кованные элементы для сада»Фотокаталог «Кованые фонари»Фотокаталог «Кованые фонарные столбы»НОВЫЙ КАТАЛОГ С ЦЕНАМИ! Фотокаталог «Мангалы, жаровни, печи из металла»Фотокаталог «Кованые садовые беседки»Фотокаталог «Кованые садовые мостики»Фотокаталог «Кованые лавочкиФотокаталог «Кованые урны для мусора»Фотокаталог «Кованые парковочные столбики»Фотокаталог «Кованые кровати»Фотокаталог «Кованые банкетки»Фотокаталог «Кованые диваны»Фотокаталог «Кованые этажерки»Фотокаталог «Кованые кресла»Фотокаталог «Кованые обувницы»Фотокаталог «Кованые напольные подставки»Фотокаталог «Кованые настенные подставки»Фотокаталог «Кованые универсальные подставки»Фотокаталог «Кованые полки»Фотокаталог «Кованые пуфики»Фотокаталог «Кованые трюмо»Фотокаталог «Кованые тумбочки»Фотокаталог «Кованые зеркала»Фотокаталог «Кованые подсвечники»Фотокаталог «Кованые столы»Фотокаталог «Кованые стулья»Фотокаталог «Кованые вешалки»Фотокаталог «Кованые мебельные наборы»Фотокаталог «Кованые цветочницыФотокаталог «Кованые заборы и ограды»НОВЫЙ КАТАЛОГ!! Каталог эскизов (NEW!) «Кованые заборы и ограждения»Фотокаталог «Кованые цветочницы»Фотокаталог «Кованые газонные ограждения»Фотокаталог «Кованые ритуальные ограды»Фотокаталог «Сварные ритуальные ограды»НОВЫЙ КАТАЛОГ!! Каталог эскизов (NEW!) «Кованые ритуальные ограды (холодная ковка)»Фотокаталог «Кованые ритуальные цветники»Фотокаталог «Кованые надгробные кресты»НОВЫЙ КАТАЛОГ!! Каталог эскизов (NEW!) «Кованые ритуальные кресты (холодная ковка)»Фотокаталог «Кованые ритуальные лавочки»НОВЫЙ КАТАЛОГ!! Каталог эскизов (NEW!) «Кованые ритуальные скамейки (холодная ковка)»Фотокаталог «Кованые ритуальные столики»НОВЫЙ КАТАЛОГ!! Каталог эскизов (NEW!) «Кованые ритуальные столики (холодная ковка)»Фотокаталог «Кованые люстры»Фотокаталог «Кованые светильники»Фотокаталог «Кованые каминные решетки»Фотокаталог «Кованые каминные наборы»Фотокаталог «Кованые арки и фигурыФотокаталог «Кованые мангалы»
МЫ ПРОФЕССИОНАЛЫ! БЕСПЛАТНЫЙ ЗВОНОК ЗВОНИТЕ! | ||
| ФОТОКАТАЛОГ КОВАНЫЕ СВАРНЫЕ ИЗДЕЛИЯ.
Высококвалифицированные мастера нашей компании на выбор клиента могут качественно на самом высоком уровне мастерства выполнить любые виды металлической продукции с применением традиционно русской горячей и холодной декоративной ковкой: шашлычницы оградки крыльцо перголы качели бра вензель канделябр подсвечник торшер трюмо банкетки флюгер подсвешник металлическая мебель металлические кровати дымники флюгарки мебель для сада мебель для дачи вазоны архитектурные формы трельяж металлические шкафы садово парковая мебель шпалеры косоуры и тд . Изготавливаем на заказ изделия с декоративной и художественной ковкой. Работаем с регионами, доставка в города: Видное, Ковров, Кириши, Люберцы, Абакан и др. Сложности с выбором? Нужна консультация по »холодной» и »горячей» ковке? ЗВОНИТЕ, ПОМОЖЕМ! | ||
Художественная ручная ковка металла | Декоративная кузнечная ковка металла | Дизайнерская ручная ковка металла | ||
| ФОТОКАТАЛОГ КОВАНЫЕ СВАРНЫЕ ИЗДЕЛИЯ | ||
| Русская кузница ❖ Профессиональные Русские мастера ❖ Дизайнерская ковка ❖Доставка и установка всей нашей продукции по Москве и Московской области — 7 дней в неделю ❖ © 1995-2022 All Rights Reserved «Кузнечная мастерская * ДКОВКА» • г. Москва | ||
Ковка. Подбираем стиль
Задумываясь об отделке своего загородного дома, наши заказчики часто просят посоветовать им, в каком ключе решить кованые элементы декора. Для ковки практически нет стилевых преград, выбор рисунка для решетки или ограды определяется лишь целесообразностью и вкусом хозяина. Стиль их зависит от общего замысла загородной резиденции, а значит, иметь представление о характерных чертах художественных стилей будет весьма полезным.
Романский
Для романского (от лат. romanus — римский) стиля, по сути своей глубоко средневекового, характерны основательность и массивность. «Мой дом — моя крепость» — это именно о романских постройках. Так что и кованые изделия несли на себе печать «оборонительной» миссии: ворота и решетки были массивны, составлены из поставленных под углом или вертикально прутьев квадратного сечения. Промежутки между прутьями заполнялись симметричными спиралями, и такими украшениями аккуратно заполнялась вся поверхность решетки.
Характерный узор состоит из завитков: они вырастают из одного толстого корня, перехваченного хомутом; развитие и соединение завитков строго симметрично и периодично; крупные завитки или плотно расположены, или имеют в центре сделанный из маленьких завитков цветок.
Характерные черты
- монументальность
- полукруглые арки
- типичный элемент — волюта
- узор плотный, симметричный, повторяющийся
Готический
Пришедший на смену готический стиль был принципиально новым явлением в культуре. Готика породила острые шипы и навершия, просечки (соединение двух прутов, при котором один проходит через другой), узкие просветы между прутьями, а вот завиток (волюта), как не созвучный новой эстетике, практически исчез. Прутки оград обычно завершаются стрелами.
Готика породила острые шипы и навершия, просечки (соединение двух прутов, при котором один проходит через другой), узкие просветы между прутьями, а вот завиток (волюта), как не созвучный новой эстетике, практически исчез. Прутки оград обычно завершаются стрелами.
В основе кованого готического ордера — части окружности, само формообразование очень геометрично. Но интерьерные решетки часто украшены изящным золоченым растительным орнаментом. Среди излюбленных мотивов — прорезные трилистники, лилии и розетки, стилизованные листья аканта, крестоцветы (четырехлистный клевер), вплетенные в ажурные геометрические орнаменты.
Для ковки становится характерно использование прутка сложного профиля. Пересечение отдельных прутков оформляется либо просечкой, либо холодной клепкой (в случае плоских прутков). Для украшения используется листовая заготовка, из которой можно было сделать завитки, листья или характерные трехлистники.
Характерные черты
- общая устремленность вверх: узкие просветы, острые навершия, пики
- стрельчатые арки
- использование сложного профильного прутка
- строгая геометричность ордера
- типичные элементы — шипы, стрелки, трилистники, крестоцветы, розетки
Ренессанс
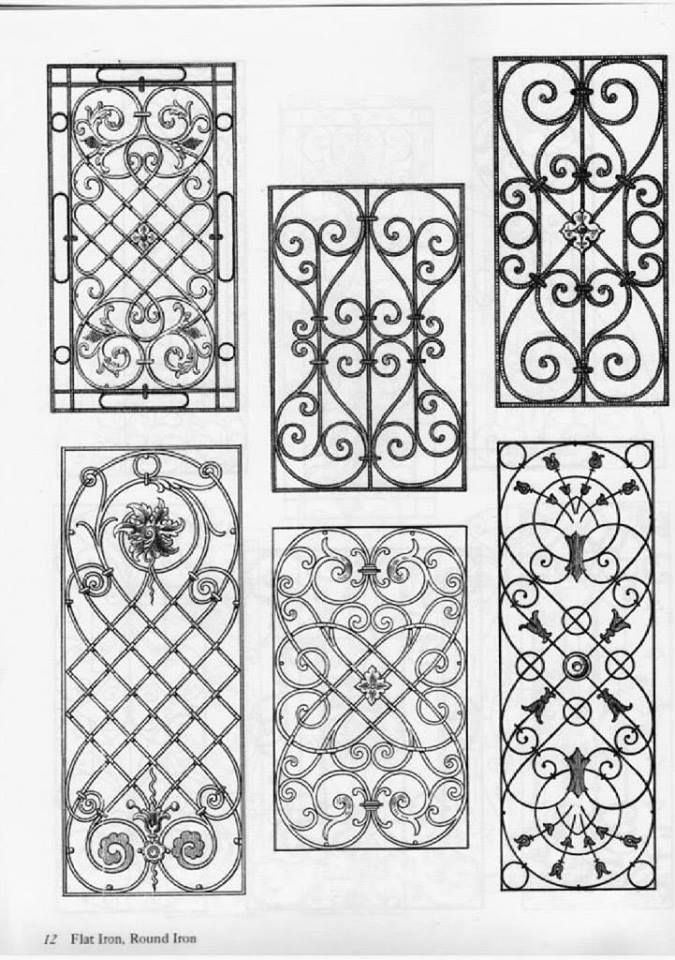
Ренессанс вдохнул в искусство новые силы и идеи, а появление круглого прутка буквально развязало руки кузнецам. Из него формировались роскошные спирали, разветвления, превращавшиеся на концах в листья и цветы, которые выполнялись ковкой в горячем состоянии без клепки. Там, где изгибающиеся прутки пересекались, выполнялись просечки (прошивки), в которые прутья продевались — так родились характерные «восьмерки». Результатом стало возникновение прочной, но легкой решетки.
Из него формировались роскошные спирали, разветвления, превращавшиеся на концах в листья и цветы, которые выполнялись ковкой в горячем состоянии без клепки. Там, где изгибающиеся прутки пересекались, выполнялись просечки (прошивки), в которые прутья продевались — так родились характерные «восьмерки». Результатом стало возникновение прочной, но легкой решетки.
Исходным материалом для решеток служили привычные четырехгранные прутки, а также круглые и тонкие плоские прутья, железные полосы. Излюбленными их украшениями стали волюта, спираль, плетенка и саблеобразные листья. Декор же решеток все больше усложнялся: их теперь дополняли штампованным или литыми бюстами, фигурами и цветами.
Характерные черты
- гармоническая ясность композиции
- соразмерность частей
- воскрешение греческих мотивов
- типичные элементы — «восьмерки», спирали, волюты, плетенки
- использование круглого прутка
- включение в декор литых элементов — картушей, фигур, бюстов, вензелей
Барокко
Самый узнаваемый ренессансный стиль получил название барокко (с итал. — «вычурный, странный»). Главное его отличие — несоблюдение правил ренессансной гармонии: гораздо более значимым кажется художнику эмоциональное воздействие на зрителя. Барокко изобилует множеством декоративных листьев, розеток, для него характерны сложные формы и замысловатые узоры. Украшениями служат те же спирали, волюты, плетенки и саблевидные листья, но превратившиеся в великолепные запутанные заросли. Узнаваемым атрибутом стиля становятся натуралистические цветы, побеги и листья аканта, картуши, пальметты, свитые в праздничные гирлянды, пышные завитки, вазы, маски, драконы. Доминирующим элементом вновь становится завиток, а с ней и спирали, переходящие в С-образную форму. Славу барокко составили петербургские решетки и ограды, созданные по эскизам Дж. Растрелли.
— «вычурный, странный»). Главное его отличие — несоблюдение правил ренессансной гармонии: гораздо более значимым кажется художнику эмоциональное воздействие на зрителя. Барокко изобилует множеством декоративных листьев, розеток, для него характерны сложные формы и замысловатые узоры. Украшениями служат те же спирали, волюты, плетенки и саблевидные листья, но превратившиеся в великолепные запутанные заросли. Узнаваемым атрибутом стиля становятся натуралистические цветы, побеги и листья аканта, картуши, пальметты, свитые в праздничные гирлянды, пышные завитки, вазы, маски, драконы. Доминирующим элементом вновь становится завиток, а с ней и спирали, переходящие в С-образную форму. Славу барокко составили петербургские решетки и ограды, созданные по эскизам Дж. Растрелли.
Характерные черты
- пышность и декоративность
- беспокойный ритм изогнутых линий
- изящество, ажурность отделки
- повышенная динамичность форм
- изобилие деталей
- характерные элементы — завиток, акантовый лист, спирали, замысловатые узоры
Рококо
Стиль рококо, легкомысленный наследник барокко, во главу угла поставивший декоративность.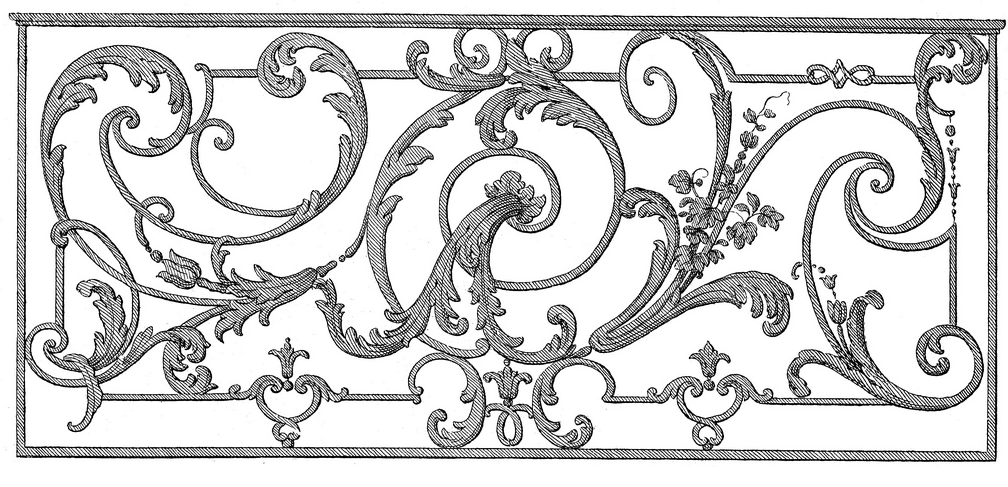
Характерные черты
- декоративность
- легкость, игривость форм
- изящество ажурных рисунков
- асимметричность и дробность орнамента
- разрушение плоскостности решеток
Классицизм
Классицизм (от лат. classicus — образцовый) приходит на смену барокко в середине 18 века, и хотя по инерции еще сохраняет декоративность и пластичность, характерные для барокко, имеет совершенно иной дух.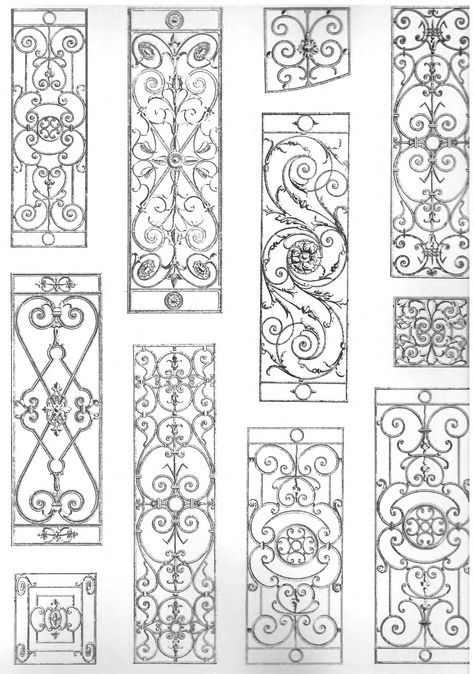
Характерные черты
- простота и сдержанность
- уравновешенная композиция
- повторяющиеся симметричные рисунки
- типичные узоры — меандры, виноградная лоза, цветы разных видов, плавно изогнутые листья, копья, венки, рельефы, розетки
- акцент на скульптурность форм
- как правило, строго выдержанная вертикальная архитектоника оград и решеток
Ампир
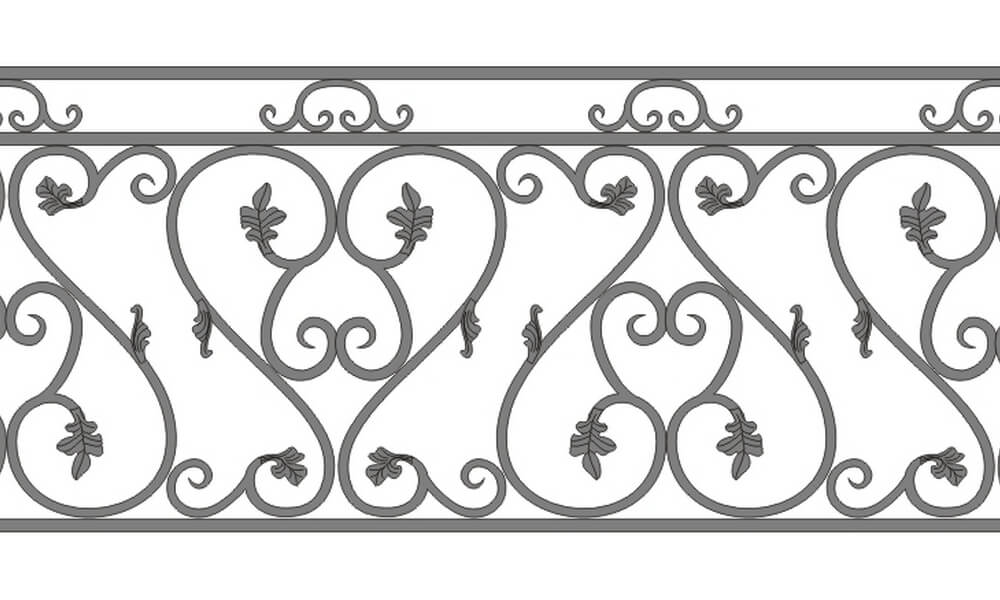
Кованые изделия ампира отличаются прежде всего использованием прямых гладких прутьев и преобладанием геометрических элементов в орнаменте. Излюбленные мотивы кованого ампира — плавные прямые линии, окружности и меандр в сочетании с классическим акантовым листом и растительным орнаментом. Волюты (завитки) приобретают эллиптическую (вытянутую) форму; часто можно увидеть парные волюты, которые тянутся параллельно друг другу, а на концах сварены и скручены в простую улитку. В центре завитка может быть расположен цветочный фестон из акантовых чашечек. Одни и те же мотивы повторяются вдоль каждого из поясов изделия, особенно характерно для ампира чередование растительных элементов с меандрами или другими геометрическими узорами.
Излюбленные мотивы кованого ампира — плавные прямые линии, окружности и меандр в сочетании с классическим акантовым листом и растительным орнаментом. Волюты (завитки) приобретают эллиптическую (вытянутую) форму; часто можно увидеть парные волюты, которые тянутся параллельно друг другу, а на концах сварены и скручены в простую улитку. В центре завитка может быть расположен цветочный фестон из акантовых чашечек. Одни и те же мотивы повторяются вдоль каждого из поясов изделия, особенно характерно для ампира чередование растительных элементов с меандрами или другими геометрическими узорами.
Характерные черты
- строгость и простота форм в сочетании с нарядностью
- типичные элементы — копьевидные завершения, аллегорические образы и римские орнаменты, венки славы, маскароны
- характерно сочетание меандров с растительными мотивами
- вытянутая форма волюты
Модерн (ар-нуво, сецессион, югенд)
В начале ХХ века в декоре кованых (и не только) изделий исчезают четкость и лаконизм, он становится все более причудливым и усложненным. Так рождается модерн. Для него характерны пластичные, лишенные углов очертания с явной склонностью к асимметрии. В рисунках преобладают природные растительные мотивы, особо почитаются экзотические цветы — ирисы, орхидеи. Так, «визитной карточкой» стиля ар-нуво в Европе стала линия, названная «ударом бича» — петлеобразно изогнутый стебель цикламена.
Так рождается модерн. Для него характерны пластичные, лишенные углов очертания с явной склонностью к асимметрии. В рисунках преобладают природные растительные мотивы, особо почитаются экзотические цветы — ирисы, орхидеи. Так, «визитной карточкой» стиля ар-нуво в Европе стала линия, названная «ударом бича» — петлеобразно изогнутый стебель цикламена.
В кованых изделиях линии и завитки свободно перетекают друг в друга, орнамент с множеством изгибов, пересечений (зачастую с изменением сечения профиля) почти не повторяется по всей длине изделия и оставляет впечатление завораживающей легкости.
Характерные черты
- «биоподобные» формы
- выразительность силуэта и прихотливо извивающихся контуров
- концепция «перетекающего» пространства
- повышенная декоративность
- пластичность форм, отсутствие прямых линий
- восточные мотивы в сочетании с причудливыми растительными орнаментами
Ар-деко
Ар-деко — «геометрический» вариант модерна, противостоящий его «растительному» направлению.
Характерные черты
- футуристичность и эклектичность
- простота и геометричность форм
- типичные элементы — экспрессивные линии, декор из зигзагов, кругов, треугольников
- эстетика целесообразности и строгих утилитарных форм
- сочетание разных технологий обработки металла и разных материалов
Ковка узоры металлические фото — ТехПорт
Содержание
- Рисунки на полотне ворот
- Орнамент на воротах из металлопрофиля
- Декоративное украшение из листового металла чеканкой
- Орнаменты из листа
- Узоры холодной ковкой
- Узоры на калитке
- Чертежи и рисунки кованых аксессуаров.

- Калитки своими руками?
- Красивая ограда
Красивый въезд во двор подчеркнет хороший вкус хозяина, участок станет узнаваемым. Узоры на воротах из металла сделают ограду нарядной и неповторимой. Наносятся они различными способами, от картин на самоклеющейся пленке до рисунков кисточкой. Умельцы работать с металлом используют элементы ковки и превращают ворота в шедевр. Любой узор, сделанный своими руками, будет выглядеть неповторимо.
Рисунки на полотне ворот
Сделать въезд на участок ярким и незабываемым поможет картинка или рисунок. Декор наносится разными по технике способами:
- Граффити с помощью баллончиков.
- Рисунки краской.
- Орнаменты по трафарету.
- Самоклеющаяся пленка с 3D-изображениями.
Кованые узоры на металлических створках
Наносить изображение можно на любой металлопрофиль. Рельеф листа придаст ему загадочность. На даче желательно потренироваться на заборе, изобразить мультяшных героев, природу, цветы. Затем самый хороший рисунок создать на воротах.
Затем самый хороший рисунок создать на воротах.
Владельцы дач, не умеющие рисовать, используют трафарет из пластика или картона.
Узор наносится кисточкой или краской с применением баллончика.
На фото представлены металлические створки.
Узоры из металла на створках
Орнамент на воротах из металлопрофиля
Узоры на металлических воротах, сделанные из листового проката и железного прутка, выглядят оригинально и упрочняют створки. Такие орнаменты повышают неприступность забора.
Конструкция из профнастила
Ажурный орнамент, установленный выше и ниже металлопрофиля, создает иллюзию воздушности тяжелой металлоконструкции. Элементы контрастного тона на фоне цветного полотна придают объем и эстетичный вид. Декорировать въезд на участок можно полностью или частично своими руками. Используется в основном художественная ковка:
Узоры на створках из металлопрофиля
Для владельцев участков, не имеющих мастерской для ковки, в магазинах продаются готовые элементы украшений. Сначала следует ознакомиться с их ассортиментом, а затем составить рисунок орнамента в натуральную величину. После чего нужно разделить все на простые элементы и каждый выполнить дважды, если ворота распашные и створок две.
Сначала следует ознакомиться с их ассортиментом, а затем составить рисунок орнамента в натуральную величину. После чего нужно разделить все на простые элементы и каждый выполнить дважды, если ворота распашные и створок две.
Узор выкладывается и сваривается на земле, затем крепится на полотно или к раме. Для украшения орнаментом из металла возраст ворот не имеет значения.
На фото изображена входная группа из металла.
Декоративное украшение из листового металла чеканкой
Декорирование коваными элементами из листового металла позволяет создавать объемные изображения и даже картины. Начинающим специалистам рекомендуется собирать узор из простых элементов.
Например, сделать по периметру окантовку из мелких цветов, листьев и изогнутых стеблей. Лепестки формируются в специальном штампе и изготавливаются чеканкой. Элементы между собой соединяются сваркой и крепятся на полотнище створок.
Объемной ковкой из листа специалисты создают целые картины, на которых изображены:
Кованые узоры и чеканка
Окрашенные в золотистый или серебристый цвет на темном фоне, кованые рисунки превращают участок в сказку, придают забору роскошный вид.
Фото узоров на воротах из металла демонстрируют неограниченное количество вариантов и красоту въезда во двор.
Орнаменты из листа
Тонкий лист толщиной 0,8–1 мм в умелых руках превращается в орнамент. Небольшие фрагменты узора крепятся в зоне петель и замков, укрепляя полотнище. Красивый вид создают двухцветные рисунки. Фоном служит материал ворот. Изображение вырезается из листа.
Узоры из листового металла и ковки
На тонкий металл, размеры которого совпадают со створками ворот, наносится рисунок. Отверстия должны иметь замкнутый контур. Затем болгаркой и другими инструментами все вырезается и зачищается. Готовое украшение, сделанное своими руками, крепится к раме створок сваркой или болтами.
Тема может быть любой. Оригинально выглядят ворота, украшенные деревьями, фантастическими растениями, сложными узорами. Особенно незабываемо смотрятся рисунки из листа, выступающие за пределы металлопрофиля вверху.
Из них делается ажурная арка и просто воздушная, оригинальная отделка. Количество мелких элементов зависит от умения хозяина работать с металлом. Чем меньше опыт исполнителя, тем крупнее отверстия и больше радиус детали.
Количество мелких элементов зависит от умения хозяина работать с металлом. Чем меньше опыт исполнителя, тем крупнее отверстия и больше радиус детали.
Незабываемыми делают ворота композиции, включающие объемные элементы.
Например, крона дерева, собранная из отдельных листьев, слегка изогнутых возле стебелька. Цветы и бутоны подойдут покупные. Главное – правильно разместить их на готовом полотне.
На фото ниже представлены створки из металла на дачном участке.
Металлические створки с узорами
Из полос можно вырезать орнамент и украсить им отдельные части створок, например низ, или создать вертикальные узоры на воротах из металла своими руками. Расположенные по краю полотна из тонкого металла, они укрепят его по периметру.
Узоры холодной ковкой
Кованые ворота прочные и красивые. Кружева из проката кажутся воздушными и легкими. Недостатки таких ворот:
- большой вес;
- высокая стоимость;
- прозрачность.

Створки из металла
Чтобы любопытные прохожие не заглядывали во двор, за кованым орнаментом устанавливается фон из поликарбоната, пластика или металлопрофиля.
Узоры, созданные из прутка способом художественной ковки, украсят ворота и весь забор из металла. Фрагменты, закрывающие полотно частично, снизят стоимость ограды, повысив прочность.
Варианты частичного и сплошного украшения ворот можно посмотреть ниже на фото.
На металлических воротах в деревенском и историческом стиле уместны петли с декоративными пластинами. Большие, с завитками и заклепками, они укрепят полотно в слабых местах и создадут образ старины.
Эскизы секций из металла для изготовления своими руками
Оригинально выглядят створки с ажуром снизу и вверху. Сплошной металлический лист, обрезанный фигурно, дополняет композицию, одновременно закрывая от любопытных дом и двор. На фоне металлопрофиля располагаются отдельные элементы. Орнамент вне фона демонстрирует свою ажурность.
Металлический забор с поликарбонатом
Роскошный образ ворот создается из объемных орнаментов, окрашенных в разные тона. Основное переплетение черных лиан и золотые цветы не оставят равнодушными проходящих мимо. Фотография не в состоянии передать объем и игру форм таких узоров, их очарование.
Кроме контраста цветовой гаммы, весьма органичен перелив теней от рельефных элементов декора.
Эскиз для изготовления створок своими руками
Создать сказочные ворота, украсив их орнаментами из кованых фрагментов, может не только кузнец. Достаточно купить все необходимые элементы. Детали, разложенные на рисунке в натуральную величину, свариваются в точках соприкосновения. После зачистки и покраски орнамент крепится на полотно или раму створки.
На фото изображена металлическая конструкция с узорами.
На дачном участке
Узоры на калитке
Калитка является обязательным элементом забора. Ворота будут выглядеть незавершенными без оформления аналогичными узорами, с использованием той же технологии.
Узоры на калитке
Для оформления металлической калитки применяют те же детали. Они повторяют основные фрагменты узора на створках, только в уменьшенном виде с учетом размеров полотна. Все элементы въездной группы должны выглядеть как единое целое.
При украшении забора холодной ковкой орнамент выкладывается из деталей по размеру рамы калитки. При закругленных вверху конструкциях делается полуарка, направленная высокой стороной к воротам.
Рисунок из листового металла отличается своими особенностями. Калитка имеет свое изображение, к которому добавляют рисунок на створках. Например, на воротах большой дуб, а рядом маленький.
Рисунки краской и граффити, сделанные на воротах, продолжаются на калитке. Оригинально выглядит ограда, у которой забор представляет собой продолжение или повторение картины въездной группы.
Аналогично наклеивается пленка с 3D-изображением. Дизайнеры советуют брать широкую пленку, разрезать и клеить фрагментами на каждый элемент въездной группы.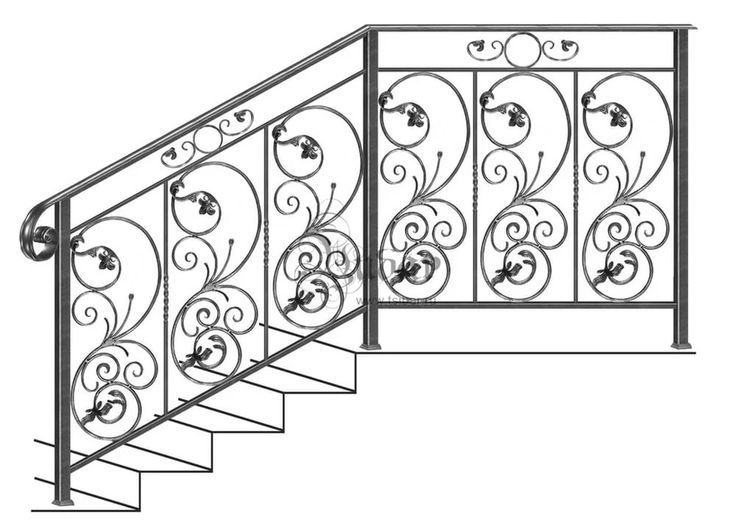
На фото изображены ворота из металлопрофиля.
Ворота из металла с узорами и картинками разного типа создают атмосферу уюта на участке. Они подчеркивают хороший вкус хозяина и его достаток.
Эскизы ковки от дизайнеров и художников позволяют создать общее представление о будущей готовой работе и внешнем виде художественной ковки любой сложности, производимой опытными мастерами на современном оборудовании. Принятие с согласование заказа в обязательном порядке содержит выбор стиля и общего направления в художественном оформлении каждого создаваемого шедевра, что превращает его в настоящий предмет искусства.
Украшая фасады и входные группы домов, придомовую территорию или приусадебный участок, внутренние помещения хозяйственных и жилых зданий по собственному усмотрению можно получить оригинальный и замысловатый проект. Используя существующие наработки и стандартные шаблоны, существует возможность подчеркнуть оригинальность декора, добавив в него нотки и акценты роскоши в сочетании с практичностью.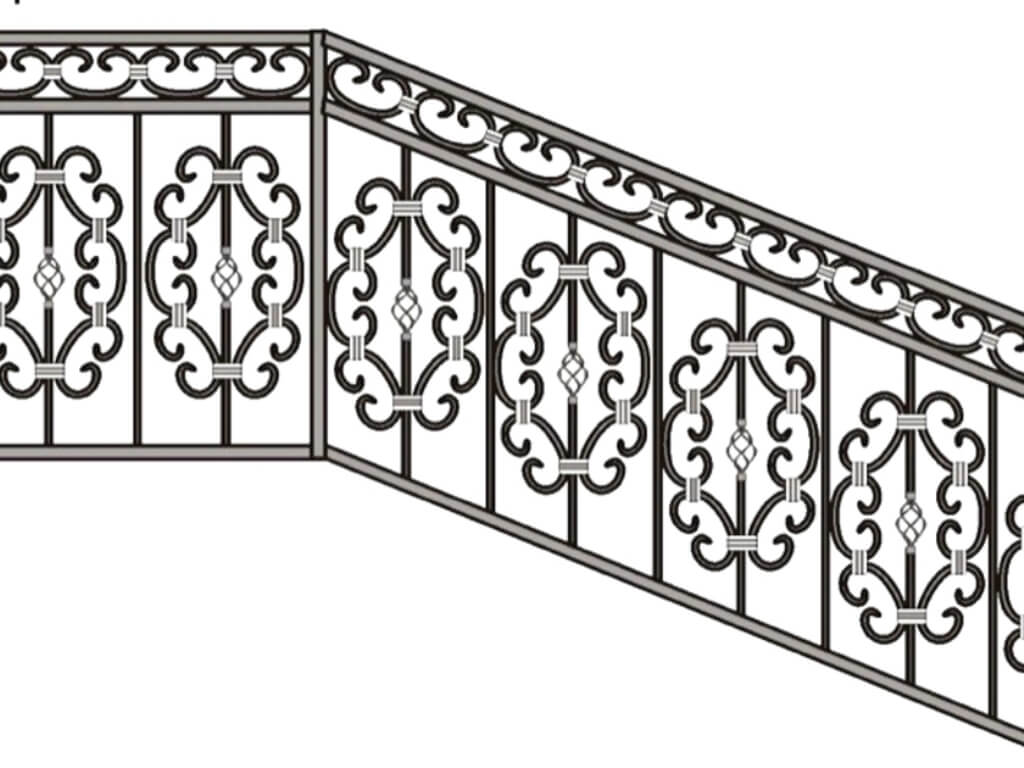
Чертежи и рисунки кованых аксессуаров.
Материализация творческой мысли невозможна без создания идеи и воплощения ее в металле кузнецами, тщательной проработке всех деталей, которые украсят и дополнят основной каркас любого предмета интерьера или экстерьера. Эскизы ковки включают разнообразные формы и стилистики, детальную прорисовку узоров и орнаментов, помогают определить соответствие стиля и воссоздать композицию из нескольких изделий.
Красивые кованые калитки всегда привлекали внимание прохожих. Уже на протяжении многих столетий для ограждений используются ворота с коваными элементами и кованые калитки.
Калитки своими руками?
Уже давно прошли времена, когда практически каждый знал как и умел держать в руках тяжелый молот. Благодаря современным технологиям появилась возможность производства кованых элементов для калиток без специального оборудования и знаний.
Для производства кованой калитки своими руками вам понадобится небольшая комната, где можно будет приступать к работе, наковальня, машинка для шлифовки, тиски, болгарка, а также сварочный аппарат, станки для холодной ковки.
Первоначально нужно определиться с дизайном будущей калитки и нарисовать эскиз либо чертеж. Постарайтесь с максимальной точностью передать все детали. Не забывайте про соблюдении масштабирования.
После этого можно при помощи болгарки вырезать необходимые детали. Раму нужно собрать на сварочном столе либо на полу, если такого стола у вас нет. Самое главное – не забывайте смотреть на эскизы кованых калиток, чтобы не ошибиться с размерами, рисунком и пропорциями.
Для ковки – нагрейте болванку примерно до 300 градусов и разогрейте до максимальной температуры. Вытащите из печи. При помощи ударов молотка – уплотните болванку. Во время обжимки удаляется окалина, которая появляется при нагреве.
Также рекомендуем посмотреть здесь еще больше полезных советов от профи
Калитка –это несколько элементов – каркас, навес, рисунок, опора и замки. Опора – это металлические элементы, которые нужны для того, чтобы закрепить калитку. Основной конструкцией – это каркас. Все навесы – это связующие элементы. При помощи кованых деталей вы можете украсить свое изделие.
Основной конструкцией – это каркас. Все навесы – это связующие элементы. При помощи кованых деталей вы можете украсить свое изделие.
Чтобы сделать небольшие завитки – необходимо немного крутить заготовки. Самое главное соблюдать симметричность завитков с двух сторон.
Рекомендация – не опускайте заготовку в холодную воду (обычно это делают, чтобы заготовка быстрее остыла). Оставьте остывать ее на воздухе.
Сделав все необходимые процедуры с ковкой, можно будет приступить к покраске изделий. Отнеситесь к этому с большой ответственностью. Непосредственно перед нанесением краски на ограду необходимо протереть калитку от осевшей на нее пыли. Обязательно обезжирьте все элементы. Нанесите хороший слой грунтовки.
Для того, чтобы покрасить изделие, используйте качественную краску для металла. Несмотря на то, что такие краски стоят дороже, будьте уверены – их срок эксплуатации окупит все вложенные в краску средства.
Не забывайте про места крепления хомутов и завитушек – такие места лучше «залить» краской. Если вы хотите, чтобы ваша калитка выглядела состаренной, можете нанести поверх краски патину. Такое изделие выглядит гораздо эффектнее. Патину наносите полусухую, небольшим слоем при помощи широкой кисти.
Калитку можно навешивать практически в самом конце. Для этого необходимо воспользоваться точечными навесами. Один из таких навесов должен быть оборудован штырем, другой – пазом. Сегмент со штырем соединяйте сваркой с вертикальным профилем основы.
Элемент с пазом нужно будет соединить с установочной частью калитки. Не забывайте, что все швы, которые появляются после использования сварки, нужно обязательно зачищать.
Если вам все эти процессы кажутся достаточно длительными и трудоемкими – вы можете воспользоваться более легким вариантом – приобретите все детали в магазине. Таким образом, все кованые элементы (завитушки или узоры) можно приобрести заранее. Далее их нужно будет прикрепить на каркас уже готовой калитки. Разложите все детали в нужном вам рисунке. Следите за симметричностью.
Далее их нужно будет прикрепить на каркас уже готовой калитки. Разложите все детали в нужном вам рисунке. Следите за симметричностью.
Все кованые изделия необходимо обязательно устанавливать на крепкую и надежную основу. Столбы лучше всего забетонировать. Это позволит укрепить их достаточно сильно.
Красивая ограда
Глядя на фото кованых калиток, мы всегда восхищаемся работой мастеров и красотой их изделий. Такие калитки и ворота помогут визуально облагородить участок, а также оградят его от нежелательных гостей.
При желании можно сделать разнообразные узоры на вашем заборе и калитке. Благодаря современным технологиям, вы можете нарисовать практически любой узор и выковать его.
технология создания красивого кованого художественного орнамента
В последние годы большой популярностью стали пользоваться элементы холодной ковки. Опытные мастера из грубого металла, используя художественную ковку, создают красивые детали, подходящие для любого интерьера. Элементы ковки с неповторимым орнаментом полностью изменяют внешний вид здания, они придают ему индивидуальный характер. Кованые детали нашли широкое применение в оформлении ландшафта, а также для украшения различных помещений.
Элементы ковки с неповторимым орнаментом полностью изменяют внешний вид здания, они придают ему индивидуальный характер. Кованые детали нашли широкое применение в оформлении ландшафта, а также для украшения различных помещений.
- Виды художественной ковки металла
- Горячий метод
- Особенности холодной ковки
- Преимущества ковочной обработки
- Разновидности узоров
Виды художественной ковки металла
Для проведения художественной ковки обязательно учитывается материал детали. От этого зависит вид ковки, которая бывает:
- Горячая.
- Холодная.
Горячий метод
Элементы художественной ковки, имеющие сложный орнамент, требуют предварительного нагрева материала, чтобы получить определённый уровень пластичности.
Низкоуглеродистые стали нагреваются до температуры 1000—1150 градусов. Если в металле содержится большое количество углерода, то ковка осуществляется при более низкой температуре.
Обычно она находится в диапазоне 800—900 градусов.
Особенности холодной ковки
Элементы холодной ковки, купить которые можно в специализированных магазинах, изготавливаются несколькими способами:
- Операция выполняется без нагрева, на холодную.
- Деталь нагревается до 200—250 градусов.
Основным преимуществом деталей, полученных холодной ковкой, считается высокая точность готового изделия. На поверхности таких кованых деталей отсутствует окалина. Холодная ковка даёт возможность изготавливать рельефные элементы, используя листовые заготовки. Такая методика применяется для обработки цветных металлов.
Чтобы получить художественную композицию, готовые элементы необходимо соединить. При обычной сварке получается некрасивый вид, шов имеет пониженную прочность, детали приходится зачищать. Профессионалы пользуются для соединения деталей кузнечной сваркой.
Готовые элементы нагреваются до температуры 650—700 градусов, при которой металл становится пластичным.
Затем орнамент обжимают во время сборки.
Преимущества ковочной обработки
Ковкапром занимается выпуском и продажей художественных элементов во многих городах России. Их кованые элементы имеют самое разное направление. Все эти изделия отличаются несколькими положительными качествами:
- Каждая деталь считается уникальным и неповторимым творением. Любой элемент отличается своей индивидуальностью.
- Красивый внешний вид.
- Кованые детали покрываются особым антикоррозийным составом, поэтому эти элементы могут эксплуатироваться не один десяток лет.
- Благодаря твёрдости металла такие изделия всегда отличаются высокой прочностью.
- Детали прекрасно сочетаются с различными отделочными и строительными материалами. Это позволяет воплощать в жизнь самые оригинальные дизайнерские решения.
Разновидности узоров
Из объёмного металлопроката кузнецы создают различные рисунки, в которые входит несколько составляющих:
- Спираль. Диаметр спирали иногда уменьшается книзу и меняет своё направление на противоположное. Получается очень оригинальный узор, в котором направление спирали регулируется художественным замыслом.
- Двухрядная спираль. Средняя часть имеет самый большой диаметр. Этот орнамент получил название «китайский фонарик». Для получения такого узора используется проволока большого сечения.
- Волюта. Узор имеет форму завитка, располагающегося в разных направлениях. Волюта бывает однонаправленной вогнутости, при этом завитки имеют одну ось сгиба. Когда завитки находятся с двух сторон от центра заготовки, говорят о разнонаправленной волюте.
- Крутень. Для формирования такого орнамента часть стержня закручивается вокруг оси. Закручивание всегда происходит в одну сторону, так как находясь в пластичном состоянии, при закручивании в разные стороны пруток может разрушиться.
- Навершие. Этими деталями украшают оконные решётки, а также различные ограждения.
 Элемент представляет собой небольшой отрезок прутка, торец которого имеет острую кромку. К нему крепится несколько завитков.
Элемент представляет собой небольшой отрезок прутка, торец которого имеет острую кромку. К нему крепится несколько завитков.
Из листового металлопроката изготавливаются дополнительные детали художественной ковки. К ним относятся:
- Пространственные спирали. Внешний вид похож на шнек. Ширина спирали уменьшается в сторону вращения. Деталь может иметь рельефный вид. Для этого на кромках делают художественные риски.
- Плоский завиток. Элемент аналогичный объёмному, только для изготовления используется металлическая полоса.
- Чеканка. Для получения узора проводится точечная обработка плоской поверхности детали. Операция выполняется на цветном металле.
- Кернение. В лист вдавливается специальный штамп. Таким способом можно изготавливать вензель, придавать изображению объёмный вид, а также формовать надпись.
- Оголовки. Из полосы сворачивается чашеобразную ёмкость. Может иметь несколько форм в зависимости от создаваемого рисунка.

Используя комбинации таких художественных орнаментов, можно создать очень красивые кузнечные композиции, отличающиеся своей оригинальностью и неповторимостью.
Эскизы и рисунки ковки | Художественная ковка Тулы
Фото эскизов художественной ковки — лучшая ковка, какую можно придумать. Реализуем любую Вашу фантазию, подкрепленную нашими технологиями. ФОТО ВЫПОЛНЕННЫХ РАБОТ>> (Москва, Московская область, Тула, Тульская область, — много выполненных объектов и изделий)
Узоры ковки для лестниц и ограждений представлены различными стилями и типом исполнения (прямые, радиальные, наклонные). Эскизы пополняются, на сайте представлены основные типы, вариации рисунков ковки подбираются по ходу работ над заказом.
ГОТОВЫЕ ЭСКИЗЫ КОВКИ: беседки, балконы, ворота, забор, перила, калитки, лестницы.
Послужат для определения того, что Вам нравится или будут основой для разработки нами индивидуального рисунка ковки для Вашего дома…
Наш полный ассортимент художественной ковки металла! >>
ЛЮБОЙ ПОНРАВИВШИЙСЯ ЭСКИЗ, мы можем адаптировать для Вашего кованого изделия — к примеру, рисунок из красивой лестницы гармонично впишется в Вашу калитку.
— Узнайте больше, задав вопрос: VIBER, WhatsApp +79307910041 (можно прислать выбранный рисунок)
Эскизы кованых лестниц
Кованые лестницы, перила и ограждения — как и фасады домов и интерьеров создаются сообразно стилю и назначению. Рисунки ковки направлений — классика, этника, модерн, арт-деко и др. идеально подчеркивают образ дома соответствующего стиля и проекта.
- Балкон фантазия
- Кованая лестница
- Кованая лестница
- Кованая лестница
- Кованая лестница
- Кованая радиальная лестница
- Кованая лестница главный вход
- Кованые радиальные перила лестницы
- Кованая лестница
- Кованое ограждение «лоза» лестницы
- Кованое ограждение лестницы
- Кованое ограждение лестницы
- Кованые перила
- Кованые перила
- Кованые перила главный вход
- Кованые перила лестницы
- Кованые перила
- Ковка ограждение лестницы
- Кованая лестница с радиальным поворотом
- Лестница с радиальными коваными перилами
- Ограждение кованое лестницы
- Ограждение лестницы
- Ограждение лестницы
- Перила кованые лестницы
- Кованое ограждение лестницы
Эскизы кованых заборов, ворот и калиток
Кованый забор, ворота и уютная кованая калитка, которую Вы ежедневно открываете — придадут Вашему дому завершенный архитектурный вид.
- Ворота и калитка кованая
- Кованая ограда
- Кованые ворота
- Кованые ворота
- Кованые ворота со светильниками и забор
- Кованые ворота со светильниками и забор
- Кованые ворота и забор
- Кованый забор со светильниками и ворота
- Кованый забор
- Кованые ворота и забор
Эскизы кованых балконов
Кованые балконы, французские и обычные, маленькие и большие — для любого дома станут украшением фасада и подчеркнут красоту стильного проекта.
- Кованое ограждение балкона
- Кованый балкон
- Маленький кованый балкон
- Кованое ограждение балкона
- Кованое ограждение балкона
- Кованый балкон
- Круглый объемный кованый балкон
- Кованый радиальный балкон
- Кованый балкон
- Маленький кованый балкон
- Круглый объемный кованый балкон
- Радиальный объемный кованый балкон
- Кованый балкон
- Кованый балкон
- Кованый балкон
- Кованый балкон
- Кованый балкон ручная ковка
- Кованый объемный балкон
- Кованый балкон
- Кованый объемный балкон
- Объемный кованый балкон
- Радиальный кованый балкон
- Радиальный кованый балкон
- Кованый балкон
- Кованый балкон ручной ковки
- Кованый балкон со столбами
- Кованый балкон
- Кованый балкон
- Кованый балкон
Эскизы кованых светильников и люстр
Кованые светильники и люстры различных размеров — от настенных до больших высоких с 3 по 1 этаж. Фонарные кованые столбы для улиц и сада. Детали, которые создают атмосферу стиля.
Фонарные кованые столбы для улиц и сада. Детали, которые создают атмосферу стиля.
- Кованые светильники
- Кованые люстры
- Кованые столбы освещения
- Кованая люстра
- Кованый фонарный столб
- Кованый забор со светильниками
- Фонарь ковка
- Кованый забор со светильниками и ворота
- Кованые ворота со светильниками и забор
- Кованые ворота со светильниками и забор
Эскизы кованых козырьков и входных групп
Кованые входные группы, входные лестницы и перила являются основным украшением главного фасада Вашего дома, живыми линиями художественной ковки приглашая войти к себе домой.
- Кованая лестница входа
- Кованая входная группа
- Кованые входные перила
- Кованая входная лестница
- Кованое ограждение веранды
- Кованое ограждение веранды
- Кованые входные перила и балкон
- Кованая входная группа с балконом
- Навес ковка
- Навес кованый металлоконструкция
- Кованый навес металлоконструкция
- Кованая входная группа
- Кованый навес
- Входной козырек кованый и элементы декора здания
- Кованая входная группа
- Кованый навес металлоконструкция
Эскизы кованых беседок и скамеек
Кованые беседки и мостики, садовые скамейки и мангалы, арки и ограждения клумб добавят Вашему саду нотку поэзии.
- Кованая скамейка
- Кованая скамья
- Кованая уличная скамейка
- Кованая беседка
- Кованая беседка
- Кованая беседка
- Кованая беседка
- Кованая беседка
- Кованая беседка
- Беседка кованая
- Кованая беседка
Эскизы кованых элементов интерьера
Кованые элементы интерьера изящно подчеркивают общий стиль дома и во многих случаях служат гармонизирующим элементом для больших залов, гостинных, каминных, винных погребов или незаполненных пространств арок, проемов, зимних садов.
- Каминные аксессуары
- Каминные аксессуары
- Кованый декор интерьера прихожая
- Кованая прихожая
- Кованый стол
- Кованое зеркало
- Кованая мебель
- Кованый декор
- Кованый стол
- Кованое трюмо
Больше эскизов ковки
Выше приведены эскизы и рисунки ковки различных стилей, позволяющих наиболее полно охватить различную реализацию кованых изделий. Больше эскизов и чертежей Вы можете увидеть при встрече с нами или сделав запрос на интересующий рисунок ковки.
Больше эскизов и чертежей Вы можете увидеть при встрече с нами или сделав запрос на интересующий рисунок ковки.
Детальные и подробные чертежи проектов прорабатываются под реальные размеры, немного видоизменяясь или дополняя исходный рисунок новыми линиями и элементами.
Только истинный ценитель понимает, как наполняет жизнью любой интерьер ставшая символом роскоши и процветания ковка. Она чудесно вписывается как в классический стиль, так и в современные дизайнерские направления. Как ни странно, металлические предметы могут добавить любому помещению прозрачности, легкости и даже романтики.
Стили ковки
Кованые изделия вписываются в убранство любого характера, но должны точно гармонировать с выбранным образом.
Не теряющему актуальности классическому стилю подойдет рисунок с простыми симметричными формами.
В готическом интерьере уместны сложные узоры и переплетения в той же симметрии.
Романский стиль – это массивность и основательность. Здесь применяются толстые линии, словно корни, из которых вырастают крупные завитки или симметричные спирали.
С барокко, пышущим величием и богатой отделкой, сочетаются замысловатые, вычурные узоры.
Ренессанс орнаментируют природные рисунки в виде плодов и листьев, различных спиралей, ягод, собранных в гирлянды.
Рококо наполнят богатством невесомые тонкие линии. Неотъемлемой частью данного стиля являются игривые формы и элегантные объемные цветы.
Модерн декорируют ассиметричные, необыкновенные украшения. Причудливые очертания, лишенные углов, и экзотические цветы отличают этот стиль от остальных.
Ар-деко – вариант модерна, в котором доминируют геометрические формы, мотивы Египта и Древнего востока.
Ампир – это плавные линии, растительные орнаменты, волюты, концы которых скручены в улитку. В центре завитка может располагаться цветочный фестон.
В центре завитка может располагаться цветочный фестон.
Русский стиль, отличающийся особой энергетикой, резными орнаментами, характерной натуральностью и простотой, украсят кованые растительные рисунки с цветами по центру.
В хай-тек, выделяющийся своей функциональностью и конструктивизмом, идеально вписываются прямые геометрические линии.
Применение ковки
Элементы ковки можно встретить в различных предметах обстановки. От наружной части дома до мебели, используемой в интерьере, и функциональных предметов. Кованые мостики в саду создадут комфорт и уют. Забор с металлическими коваными вставками не просто станет элегантным украшением вашего участка, но и послужит защитой на несколько десятилетий. Ворота, уличные фонари, мангалы, перила, калитки, решетки для растений…
Не каждый мастер ковки может внести волшебную нотку в дизайн помещения. Тут нужен опытный профессионал-художник. Ковка является завершающим этапом украшения интерьера, последним штрихом.
Материалы для ковки
Уже с древних времен сталь признана самым лучшим материалом для ковки, благодаря своему химическому составу. Применяется и более податливые материалы, например, чугун или медь.
Виды ковки
Существует два вида ковки: горячая и холодная. Отличаются они как стоимостью, так и художественной ценностью. Горячая ковка – процесс, требующий огромных усилий и специальных навыков. Заготовка нагревается до высоких температур. Затем с помощью молота ей придают задуманную форму. Для соединения деталей используются клепки и хомуты. Работа дорогая, но подобных узоров можно встретить лишь единицы.
С холодной ковкой дела обстоят немного проще. Здесь за мастера работает матрица и пресс. Выглядят исходные детали, тоже красиво и богато, но весь рисунок ковки создается опираясь на видоизмененные, но одинаковые детали — вензеля, завитки, листья. Такие узоры имеют более частое применение.
За долгие годы работы получен бесценный опыт и мастерство. Уверены, что Вы обратитесь к нам.
Выполняем работы по Туле, Москве и областям этих городов.
КУЗНЯ «ГЕРОНА»
по адресу: 300041 г. Тула, ул. Ленина д. 12/1
ООО “ГЕРОНА” ИНН 7103518118
официальный сайт: www.tula-kovka.ru
8 (930) 791-00-41
тел. в Туле: (4872) 79-00-41
Часы работы: с 8-00 до 18-00. Выходной — воскресенье.
email: [email protected]
Выбор цвета и патины для ковки >>
Посмотрите фото художественной ковки:
Посмотрите другие фото ковки:
Кованые оконные решетки и цветочницы
Кованые заборы, ворота и калитки
Французские балконы и обычные
Кованые козырьки
Узоры Своими Руками Художественная Ковка
Художественная ковка своими руками — сложный ли это процесс и что для этого надо?!
Постепенно в нашей стране меняется уровень жизни, что влечет за собой изменения в отношении к дачному участку.
Так, в наше время дача перестала быть кормилицей, теперь за город приезжают исключительно для отдыха на природе.
Поэтому дачный участок служит скорее для получения эстетического удовольствия от красот ландшафта, и уже не является местом, где выращиваются овощные культуры. Воплощение утонченного вкуса владельцев дачного участка может художественная ковка.
На сегодняшний день такая ландшафтная архитектура, как изящная беседка, небольшой мостик через искусственный пред, величественная арка стали олицетворением индивидуальности владельцев дачи.
Стилистическое направление
При создании ландшафтного дизайна кованые элементы должны органично вписываться в оформление сада.
Для этого они должны соответствовать общему стилистическому направлению, участка и построек, в противном случае, они будут выпадать из общего дизайна.
Само по себе любое кованое изделиеотлично вписывается в любой ландшафт. Кованые элементы органично смотрятся в четко отчерченных французских парках, отлично подходят к зеленым английским газонам, превосходно смотрятся на фоне традиционной российской усадьбы, и гармонично сочетается с многочисленными фонтанами и мрамором итальянского стиля.
Однако очень важно учитывать количество кованых архитектурных элементов, и узоры кованого изделия, потому что большое число мелких элементов, или объемная конструкция кованых изделий подходят не для каждого участка.
Что лучше: теплый пол или батареи?
Теплый полБатареи
Так, тяжелая ковка в стиле барокко отлично смотрится в большом саду или парке, с домом построенном в той же стилистике. А вот легкие, тонкие кованые элементы могут гармонично вписаться в ландшафт любой направленности.
Ассортимент кованых изделий для сада
Самыми распространенными коваными украшениями сада являются:
Ограда и палисадник. Узоры для ворот из железа своими руками? Достаточно эффектно смотрятся кованые палисадники и калитки. Обычно кованая калитка является частью ограждения или ворот.
Палисадник чаще всего делают из ажурных элементов ковки, а при создании ворот самыми распространенными являются сочетание ковки и материала.
Кованая мебель для сада. Идеальным решением может стать создание зоны отдыха в саду из кованых скамеек и такого же столика. Такой мебели не страшна непогода, сырость и температурные перепады.
В последнее время модно использовать садовую мебель, конструкция которой включает в себя сочетание ковки со стеклом. Надежность, долговечность, прочность и привлекательный внешний вид – это основные критерии садовой кованой мебели.
Мостики. В последнее время стало модным украшать искусственные водоемы изящными мостиками, оформленными ажурными элементами ковки. Такой мостик очень практичен, функционален и внешне привлекателен.
Кованые перила и опоры лестницы. Как внутри дома, так и на крыльце изящно смотрятся кованые опоры.
Перголы и арочные конструкции. Довольно популярны такие архитектурные сооружения как арки и перголы. Они служат не только опорой для вьющихся цветов, но и сами по себе очень красивы.
Кованые садовые фонари. Правильно подобранные светильники, оформленные коваными элементами, как на наружных настенных поверхностях домов, так и вдоль дорожек придают дачному участку особую изысканность, создавая в саду романтическую атмосферу.
Правильно подобранные светильники, оформленные коваными элементами, как на наружных настенных поверхностях домов, так и вдоль дорожек придают дачному участку особую изысканность, создавая в саду романтическую атмосферу.
Кованые беседки. Обычно беседки устанавливают в глубине сада подальше от дома и других построек, потому что беседка создается для отдыха в уединении. Беседка создает массу возможностей для реализации дизайнерских идей, особенно это касается кованых конструкций.
Именно делая беседку, есть возможность реализовать самые смелые фантазии, используя самые необычные орнаменты. Кованая беседка выглядит довольно легко и изящно, создавая в саду особую обстановку.
Даже если вы решили не создавать на своем дачном участке сложные кованые конструкции, можно ограничиться интересными, коваными элементами. Так, любой приусадебный участок украсят красивые кованые инструменты, фонари или подставки для зонтиков.
Оригинально будут смотреться кованые фигуры для сада или подставки для цветущих растений. Таким образом, можно украсить любой дачный участок.
Таким образом, можно украсить любой дачный участок.
Мир художественной ковки
Если говорить о кованых изделиях как предметах нашего быта, то самыми подходящими словами будут высокая эстетика, эксклюзивность и прочность. Это очень редка комбинация свойств – чтобы было функционально и красиво одновременно.
К продуктам кузнечного мастерства это относится в полной мере. Узоры из металла своими руками фото? Именно поэтому интерес и спрос на предметы художественной ковки не снижается уже очень долгое время.
- Где применяется художественная ковка?
- Классификация декоративных элементов
- Горячая ковка
- Штамповка или холодная ковка
- Кованые узоры
- Типы художественных кованых изделий
- Ограждения
- Садовая мебель
- Садовые беседки
- Кованые мостики
- Арочные перекрытия и перголы
- Дачные мангалы и другие аксессуары
- Кованые изделия своими руками
Где применяется художественная ковка?
Кованые предметы уместны везде: и внутри жилых помещений, и на садовых участках. Главное – понимать и чувствовать стиль окружения, чтобы оно гармонировало с новыми аксессуарами из металла.
Главное – понимать и чувствовать стиль окружения, чтобы оно гармонировало с новыми аксессуарами из металла.
[box type=»fact»]Естественно, кованые вещи должны поддерживать уже существующую эстетику участка и внутреннего интерьера. Поэтому при выборе декоративных элементов, перед тем, как их заказать, нужно изучить все возможные образцы самым тщательным образом.[/box]
Дело облегчается тем, что практически все декоративные кованые элементы прекрасно уживаются с любым типом ландшафта парка или садового участка.
Художественная ковка хороша везде: и в окружении мраморных скульптур итальянских площадей, и на фоне яркой зелени английских парков, и в строгой симметрии парков французского устройства, и в усадьбах классического русского стиля. Главное – чувство меры: уместен ли орнамент, не слишком ли много декоративных элементов и т. д.
Множество мелких асимметричных завитушек на общем пышном фоне подойдут не везде и не в каждом доме или саду. Барокко, а это именно оно, всегда требует больших пространств как внутри помещений, так на открытых участках.
Барокко, а это именно оно, всегда требует больших пространств как внутри помещений, так на открытых участках.
Современные технологии ковки и декоративной обработки металла позволяют делать вещи любых стилей, включая самые современные. Их тонкость и изящность украсят любой ландшафт.
Классификация декоративных элементов
Главная граница различия проходит между горячей и холодной ковками.
Горячая ковка
Если идет речь о создании сложных изделий из художественной ковки из стали с обширными орнаментами, то это можно сделать только с помощью горячей классической ковки с нагревом металла до ковочной температуры и достижения достаточной пластичности заготовок.
Если изделие из стали с низким содержание углерода, температуры нагрева вполне будет достаточно на уровне 1000 – 1100°С. Чем выше доля углерода в стальном сплаве, тем ниже уровень ковочной температуры. Заготовки нагреваются в печах или кузнечных горнах, в которых используется твердое топливо.
Штамповка или холодная ковка
Штамповка или холодная художественная ковка проводится при обычной температуре или небольшом нагреве до уровня начальных структурных изменений в металле – примерно 200 – 250°С.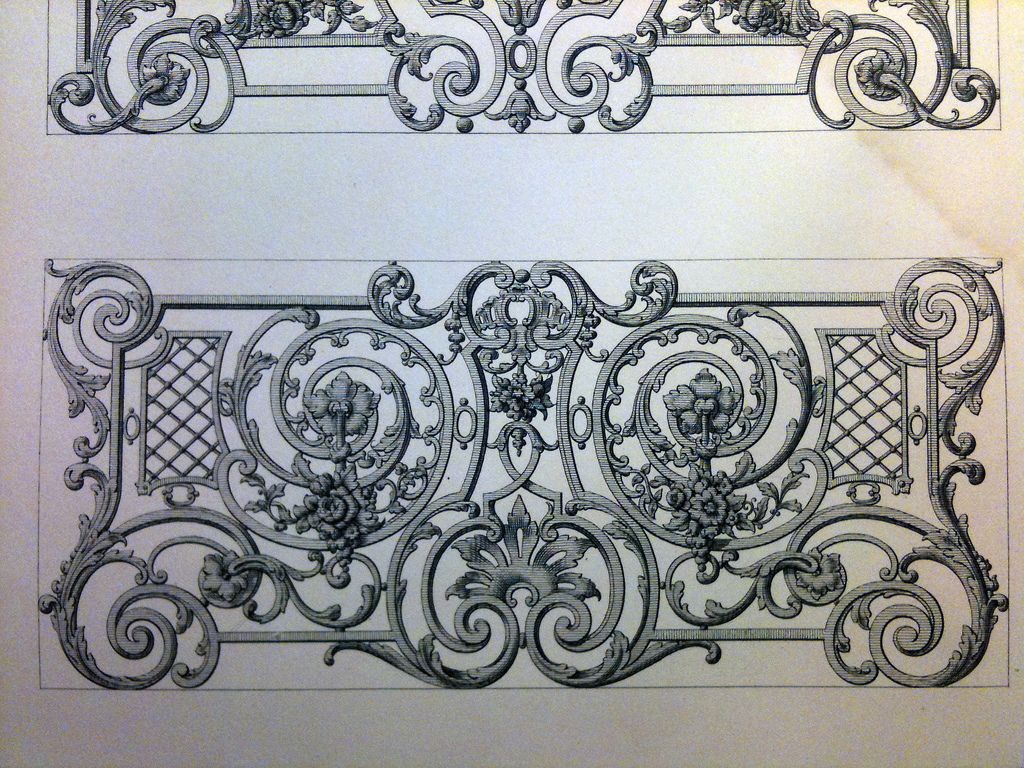
[box type=»info»]Сказать, какой вид ковки лучше – трудно. Холодна ковка намного комфортнее в работе, не дает на поверхности окалины, кованые изделия отличаются точностью форм и размеров. Узоры из прутка своими руками? Холодной ковкой отлично делаются рельефные узоры на листовом металле, с ее помощью куются капризные цветные металлы.[/box]
Зато при горячей ковке возможны любые модификации и формообразования – широта воплощения художественных идей намного больше.
Кованые узоры
Их множество: от классических до самых современных и порой неожиданных стилей.
Из проволоки или стальных прутков можно соорудить следующие декоративные элементы:
- Спираль.
Этот рисунок составлен из множества окружностей, которые уменьшаются к основанию спирали. Спираль может быть двусторонней или односторонней. - Двойная спираль.
Это сложная пространственная конструкция, в которой каждая фигура представляет из себя двустороннюю спираль. Самый большой диаметр спирального кольца расположен в средней части орнамента, поэтому данный орнамент иногда называют китайским фонариком. Данный элемент производится из двух прутков или толстой проволоки.
Самый большой диаметр спирального кольца расположен в средней части орнамента, поэтому данный орнамент иногда называют китайским фонариком. Данный элемент производится из двух прутков или толстой проволоки. - Волюта.
Это один из самых популярных элементов, которые могут располагаться в большом количестве и разном положении, составляя разнообразные картины узоров. По сути это простой завиток. Но он может по-разному располагаться и быть с однонаправленной вогнутостью, когда завитки располагаются с одной стороны оси. А могут быть разнонаправленные, с завитками по обе стороны оси узора. - Крутень.
Часть стержня или весь стержень закручивается в одном и том же направлении. - Навершие.
Эти кованые изделия со смешным названием производятся для украшения верхушек решеток для окон, оград и заборов. Это прутки с острыми кромками, к которым потом крепятся завитки.
Типы художественных кованых изделий
Все существующие типы в данной статье не опишешь – их слишком много. Пройдемся по некоторым из них – самым популярным.
Пройдемся по некоторым из них – самым популярным.
Ограждения
Это самое популярное решение среди владельцев загородных домов и участков – заборы с элементами ковки. Особое место занимают кованые калитки, которые могут быть расположены отдельно или быть встроенными в стену.
К этой же популярнейшей группе кузнечных изделий относятся и ворота. Вот где творческая мысль домовладельцев не знает границ: от средневековых створок с башенками до кружевных металлических полотен с лебедями.
Такие ограждения могут нести функции защиты, а могут служить для зонирования участков или малых изгородей для цветников.
Садовая мебель
Если есть возможность каждый владелец участка земли старается обустроить место в качестве зоны отдыха со столом, скамейками и креслами. Художественная ковка подходит для этого как ничто другое, ведь металлические изделия не боятся ни осадков, ни времени.
Как обработать поверхность → Отделка помещений → Как правильно выбрать краску → Технологии обработки поверхностей → Выравниваем и отделываем стены → Выбор и нанесение грунтовки → Удаление с поверхности → Натяжные потолки и технологии→ Обзоры и отзывы
Узоры из дамасской стали — от заготовки до готового изделия · Vegas Forge
Когда вы работаете с различными узорами из дамасской стали, не всегда очевидно, как будет работать окончательный проект.
По мере того, как вы превращаете заготовки из Дамаска в готовые изделия, характер узоров развивается.
Чтобы помочь вам спланировать ваши проекты, мы собрали несколько фотографий до и после, чтобы показать вам, как шаблон превращается из необработанной заготовки в готовое изделие.
Если вы работали со сталью Vegas Forge Damascus или Mokume Gane, мы будем рады увидеть фотографии ваших готовых изделий!
Свяжитесь с Vegas Forge на Facebook, и, возможно, мы опубликуем вашу работу на наших страницах в социальных сетях или на веб-сайте.
Basketweave
Basketweave Damascus Steel ЗаготовкаBasketweave Дамасская сталь прекрасно подходит для всех видов проектов. Мы видели, как производители использовали плетеный дамаск Vegas Forge для всего, от оружия до украшений и даже для некоторых игрушек.
Нажмите на изображения ниже, чтобы увидеть детали.
Diamondback
Diamondback Заготовка из дамасской стали Diamondback — это яркий рисунок, который проявляется по-разному в зависимости от того, как вы с ним работаете. Это потрясающий узор для лезвий ножей, которые достаточно широки, чтобы показать сложные детали. Просто посмотрите на этот пример:
Это потрясающий узор для лезвий ножей, которые достаточно широки, чтобы показать сложные детали. Просто посмотрите на этот пример:
Точечная матрица
Точечная матрица Заготовка из дамасской сталиТочечная матрица — это необычный дамасский узор с современным, почти цифровым ощущением. Работа с точечной матрицей дает вам возможность экспериментировать и проявлять творческий подход, поскольку уникальный стальной рисунок придает совершенно другой вид даже самым простым проектам.
Огненный шар
Огненный шар Заготовка из дамасской сталиОгненный шар — это один из тех дамасских узоров, который трансформируется во время работы. Отличительные изгибы и узоры, которые проявляются во время формовки, добавляют вашему проекту дополнительный уровень индивидуальности.
Мы являемся поклонниками дамаска с рисунком огненных шаров на ножах, поскольку скошенная режущая кромка выглядит немного иначе, чем другие поверхности, и создает крутой контраст.
Нажмите на изображение, чтобы увеличить его и рассмотреть детали узора.
«Елочка»
«Елочка» Заготовка из дамасской сталиДамаск с узором «елочка» от Vegas Forge представляет собой изящный замысловатый узор с привлекательным эффектом волнистости. Это классический шаблон, который хорошо работает для множества проектов, больших и малых.
Для небольших изделий, таких как карманные ножи, дамасская сталь с узором «елочка» — отличный выбор, потому что последовательный и ровный узор добавляет визуальный интерес, не отвлекая внимание от других элементов.
Лестница
Лестница Заготовка из дамасской сталиЛестница — еще одна конструкция, хорошо подходящая для самых разных проектов.
Он более органичен, чем геометрические узоры, такие как елочка и ромб, и более последователен, чем самый широко известный случайный узор. Ladder дает вам лучшее из обоих миров с его уникальными вариациями в несколько единообразном шаблоне.
Мокуме Гане
Мокуме Гане Заготовка с узором «Лестница» Мокуме Гане доступна в различных узорах, как и наша нержавеющая сталь и углеродистый дамаск.
Мокуме не содержит железа. Древнее искусство, оно сделано из различных драгоценных металлов, которые создают впечатление текстуры дерева. Именно это и означает Mokume Gane — металл с текстурой дерева.
В древности из мокуме делали крепкие и красивые мечи, а сегодня из него делают всевозможные проекты. Щелкните изображения в галерее ниже, чтобы увеличить их.
Капли дождя
Капли дождя Заготовка из дамасской сталиРисунок в виде капель дамаска добавляет интереса и художественного блеска различным проектам.
Характер рисунка меняется по мере того, как вы работаете с металлом. Взгляните на нож слева, чтобы увидеть, как придание формы и шлифовка изменили рисунок на краях лезвия, и посмотрите, как контуры на затворе пистолета создают рябь дизайна капли дождя.
Нажмите на изображение, чтобы увеличить его.
Случайный выбор
Случайный выбор Заготовка из дамасской стали Большую часть времени, когда люди думают об узорах из дамасской стали, они представляют себе именно это.
Этот случайный рисунок представляет собой классический волнистый рисунок, который вы увидите на большинстве готовых проектов Damascus. Выявление уникального характера каждого изделия — часть удовольствия во время работы.
Нажмите на изображения ниже, чтобы увидеть полноразмерные версии.
Колючая проволока
Колючая проволока Заготовка из дамасской сталиЕще один отличительный узор от Vegas Forge, колючая проволока представляет собой дамасский узор с резким оттенком. Особенно при травлении для резкого контраста эффект поразителен.
Рептилии
Рептилии Заготовка из дамасской сталиКак следует из названия, рептильные дамасские узоры Vegas Forge напоминают чешуйчатую, волнистую кожу рептилий.
В зависимости от того, как вы проработаете свой проект, это сходство может быть увеличено или уменьшено. Взгляните на эти готовые работы ниже, чтобы увидеть, как трансформируется рисунок рептилии. Нажмите на изображения, чтобы увеличить.
Зуб акулы
Зуб акулы Заготовка из дамасской сталиЧтобы получить тонкий, но острый узор из дамасской стали, взгляните на рисунок зуба акулы. Он не такой смелый, как колючая проволока или рептилия, но более агрессивный, чем узоры, похожие на елочку.
Спирограф
Спирограф Заготовка из дамасской сталиЧтобы получить уникальный, сложный и поистине потрясающий узор из дамасской стали, взгляните на спирограф.
Этот шаблон отлично подходит для больших и малых проектов. Посмотрите, как трансформируется узор на этих фотографиях различных проектов с использованием спирографа Дамаск — нажмите на изображения, чтобы увидеть увеличенные версии.
Тайфун
Тайфун Заготовка из дамасской сталиТайфун похож на рисунок капли дождя, но более драматичен и нерегулярен.
Проекты с использованием тайфуна Дамаск выглядят еще красивее с глубоким травлением. Просто посмотрите на невероятный контраст и текстуру ножа слева внизу. Нажмите на изображения, чтобы увеличить.
Виноградные лозы и розы
Виноградные лозы и розы Заготовка из дамасской сталиНекоторые узоры из дамасской стали выглядят более естественно и органично, чем другие, а лозы и розы — один из тех, которые захватывают воображение.
Извилистый и закрученный узор на этом дамаске добавит визуального интереса к вашим металлообрабатывающим проектам.
The Pattern Welded Seax — Dragon’s Breath Forge — Custom Blacksmith
Мэтью Паркинсон
Загрузить учебник
Работа со средне- и высокоуглеродистыми сталями.
При изготовлении ножей требуется высоко- или среднеуглеродистая сталь. Этот вид сплава также иногда называют «пружинной сталью» (сплав, из которого сделаны пружины) или «инструментальной сталью» (один из сплавов, предназначенных для изготовления инструментов). грубые классы стали, а не конкретный сплав. При работе с этими сталями, чем выше содержание углерода и выше легирование, тем более чувствительна сталь к корректировке температурных диапазонов. Некоторые из этих сплавов могут быть красно-твердыми (температурный диапазон, при котором сталь плохо поддается обработке) или красно-короткими (температурный диапазон, при котором сталь склонна к растрескиванию или разрушению). Как правило, эти проблемы более характерны для высоколегированных сталей, простых высоколегированных углеродистые стали менее склонны к этим проблемам, но в них образуется крупный размер зерна при сильном перегреве или длительной выдержке при высоких температурах. Большой размер зерна ослабляет сталь и снижает режущую способность готового ножа.
Некоторые из этих сплавов могут быть красно-твердыми (температурный диапазон, при котором сталь плохо поддается обработке) или красно-короткими (температурный диапазон, при котором сталь склонна к растрескиванию или разрушению). Как правило, эти проблемы более характерны для высоколегированных сталей, простых высоколегированных углеродистые стали менее склонны к этим проблемам, но в них образуется крупный размер зерна при сильном перегреве или длительной выдержке при высоких температурах. Большой размер зерна ослабляет сталь и снижает режущую способность готового ножа.
Лучший способ не повредить сталь, с которой вы работаете, это знать, с каким сплавом вы работаете. Найдите этот сплав в Интернете или в одном из многочисленных справочников. Выясните, к чему склонен этот сплав (если он красный короткий или красный твердый), каков диапазон нагрева ковки, каковы диапазоны закалки и отпуска. (эта информация понадобится вам позже) С любым из этих сплавов есть несколько вещей, которые следует делать всегда. Во-первых, не замачивайте сталь в горне без всякой причины, во-вторых, не нагревайте сталь до более высокой температуры, чем это необходимо для ее обработки, и, в-третьих, по мере приближения к готовой форме работайте при все более низких температурах. И, наконец, нормализуйте сталь перед чистовой обработкой ножа (шлифовка и т. д.), чтобы нормализовать нагрев стали до критической температуры, критическая температура может быть найдена с помощью магнита, чтобы найти точку отверждения (точка, в которой нагретая сталь становится немагнитной) критическая температура для большинства сталей составляет от пятидесяти до ста градусов. Выше точки Кюри. Нагрейте примерно до 1600 градусов по Фаренгейту (200 градусов после точки Карри) и дайте остыть на неподвижном воздухе до точки обратного охлаждения (около 900DegF), сделайте это три раза ( или несколько циклов), это уменьшит размер зерна, разрушит любые карбиды, которые могли образоваться, и размягчит сталь, что облегчит шлифовку/шлифовку.
Во-первых, не замачивайте сталь в горне без всякой причины, во-вторых, не нагревайте сталь до более высокой температуры, чем это необходимо для ее обработки, и, в-третьих, по мере приближения к готовой форме работайте при все более низких температурах. И, наконец, нормализуйте сталь перед чистовой обработкой ножа (шлифовка и т. д.), чтобы нормализовать нагрев стали до критической температуры, критическая температура может быть найдена с помощью магнита, чтобы найти точку отверждения (точка, в которой нагретая сталь становится немагнитной) критическая температура для большинства сталей составляет от пятидесяти до ста градусов. Выше точки Кюри. Нагрейте примерно до 1600 градусов по Фаренгейту (200 градусов после точки Карри) и дайте остыть на неподвижном воздухе до точки обратного охлаждения (около 900DegF), сделайте это три раза ( или несколько циклов), это уменьшит размер зерна, разрушит любые карбиды, которые могли образоваться, и размягчит сталь, что облегчит шлифовку/шлифовку.
В США стальные сплавы классифицируются и продаются по двум основным системам: первая — числовая система (SAE, AISI), в этой системе 4 или 5 цифр определяют сплав, первые две определяют содержание сплава, а последние два или три — содержание углерода, тезисы называются баллами, 100 баллов равны 1 весовому проценту углерода, поэтому сталь 1050 будет простой углеродистой сталью (10 = простая углеродистая сталь) с содержанием углерода 0,50%. Минимальное содержание углерода для изготовления хорошего ножа составляет около 40 единиц (0,40%), а максимальное — около 1%.
Минимальное содержание углерода для изготовления хорошего ножа составляет около 40 единиц (0,40%), а максимальное — около 1%.
Вторая система классификации — это система буквенных обозначений инструментальных сталей, это специальные сплавы, которые были разработаны для определенной цели, поэтому в одном наборе сталей (например, серии О) может быть полное изменение сплавов с аналогичными свойствами лова. . Некоторыми из наиболее распространенных сталей в этой системе являются O1, W1, W2, L6, S7 и D2. Из большинства этих сталей можно делать очень хорошие ножи, но некоторые могут быть очень трудными в обработке.
Сикс
Что такое Сакс? Seax (также пишется как Sax или Sæx) — нож викингов, а также нож всей ранней Европы. Его носили готы, вандалы, британцы, англы и особенно саксы. Саксы так тесно отождествляли себя с этим оружием, что их племенное название произошло от слова Seax. (seax буквально означает «нож», поэтому саксы — это люди ножа). Seax правили ножнами Европы с 4-го по 11-й век, и их носили все слои общества. Seax может сильно различаться по форме: от небольшого 5-дюймового скрамасакса, используемого для повседневных задач, до 24-дюймового + 9.0003
Seax может сильно различаться по форме: от небольшого 5-дюймового скрамасакса, используемого для повседневных задач, до 24-дюймового + 9.0003
Лангсакс используется для защиты. Многие, но не все саксы имеют узорную сварку, и сложность узора сильно зависит от региона, времени и, предположительно, от богатства первоначального владельца. Есть несколько форм лезвий, которые можно считать саксами. Вообще говоря, это однолезвийные лезвия с прямой режущей кромкой, образующей единый скос от края до стержня. Ни один сакс, с которым я когда-либо сталкивался, не имеет риччио, основной скос всегда проходит от края к стержню и продолжается в рукоять. Точка может быть отцентрована или установлена сверху или снизу лезвия.
Типология Seax взята из сообщения SFI.COM и myarmory.com Кирка Ли Спенсера. далее отличаются от немногих, которые находятся на континенте. Те, что найдены в Великобритании, имеют тенденцию раздуваться от основания до перелома позвоночника и имеют прямой край с небольшим животом, доходящим до кончика. Континентальные сломанные спины, как правило, уже и имеют параллельную режущую кромку и позвоночник. Острия в этом стиле центрированы по направлению к режущей кромке, небольшое отклонение вверх составляет
Континентальные сломанные спины, как правило, уже и имеют параллельную режущую кромку и позвоночник. Острия в этом стиле центрированы по направлению к режущей кромке, небольшое отклонение вверх составляет
общий. Я видел небольшую группу саксов, появившихся на Ebay, которые, как считается, были франкскими/меровингскими, датируемыми 450-750 годами, у которых были сломанные спины с небольшим изгибом и довольно параллельными шипами. Не изучив их или не получив на них лучшего происхождения, я не хочу называть их обычными, но они достаточно легитимны, и я считаю, что о них стоит упомянуть. Для классической саксонской сломанной спины, найденной по всей Британии, излом или зажим обычно плоский, но также наблюдается большой радиус или изгиб, поскольку это так называемая кентская выемка. Этот стиль практически не имеет дистального сужения, фактически в некоторых случаях
они могут иметь обратную дистильную конусность, то есть они утолщаются у хребта до самой широкой части лезвия. Длина кончика также сильно варьируется от короткого резкого зажима до длинного и вытянутого игольчатого острия. Они могут варьироваться по размеру от небольших лезвий 3-4 дюйма до длинных лезвий длиной более 28 дюймов.
Длина кончика также сильно варьируется от короткого резкого зажима до длинного и вытянутого игольчатого острия. Они могут варьироваться по размеру от небольших лезвий 3-4 дюйма до длинных лезвий длиной более 28 дюймов.
Существует несколько используемых типологий, описывающих сакс, основанных на общих группах одинаковых лезвий или групп лезвий, основанных на находках, происходящих из одного и того же времени и общей области. Сколько маленьких группировок, которые не появляются в общей записи, могут быть интересными, например, группа широких саксов, обнаруженная в районе Польши, принадлежащем одному из балтских племен, имеет захватывающее Т-образное поперечное сечение, а не видел на любых других морях. Региональные изменения и племенные различия в форме, а не только в орнаменте, являются убедительным свидетельством того, что, в отличие от обоюдоострых лезвий меча того периода, лезвия сакс производились на месте. По большей части четкая родословная узнаваема даже в этих отдаленных формах. Есть несколько форм, которые являются расходящимися или неродственными формами эфира. Хорошим примером этого являются большие широкие саксы типа вимозе, которые имеют очень уникальную хвостовик и конструкцию рукоятки. Все они в основном представляют собой полный хвостовик с высаженным внутренним краем, образующим Т-образное поперечное сечение, рукоятки очень короткие и в отличие от других швы смещены к задней части лезвия. У них очень уникальная форма рукояти, которой нет в других морях, но она напоминает фалькуту, так что они могут быть связаны с ней (хотя это маловероятно из находок в Дании) или они могут быть просто интересным ответвлением племени от фалькуты. сакс.
Есть несколько форм, которые являются расходящимися или неродственными формами эфира. Хорошим примером этого являются большие широкие саксы типа вимозе, которые имеют очень уникальную хвостовик и конструкцию рукоятки. Все они в основном представляют собой полный хвостовик с высаженным внутренним краем, образующим Т-образное поперечное сечение, рукоятки очень короткие и в отличие от других швы смещены к задней части лезвия. У них очень уникальная форма рукояти, которой нет в других морях, но она напоминает фалькуту, так что они могут быть связаны с ней (хотя это маловероятно из находок в Дании) или они могут быть просто интересным ответвлением племени от фалькуты. сакс.
История Сварка по шаблону
Сварка по шаблону началась как способ улучшить имеющуюся сталь. Он быстро превратился как в декоративную технику, так и в способ повышения прочности стали.
Выбор сплава кузнецами эпохи викингов основывался, во-первых, на содержании углерода, а во-вторых, на следовых легирующих элементах (ванадий, фосфор, марганец, хром, никель и т. д.). Содержание углерода, скорее всего, проверялось путем закалки короткий отрезок прутка и разломить его для проверки твердости/хрупкости. Затем стальные стержни сортируются по твердости и смешиваются с ламинатом для достижения желаемой твердости или содержания углерода в этой области готового меча. (Тверже по краям и мягче в сердцевине) В идеале края лезвия должны быть очень твердыми, область сразу за краем упругой и жесткой, а сама сердцевина лезвия должна быть почти мертвенно-мягкой. Эта комбинация позволяет встроить в лезвие фактор безопасности. Твердая кромка будет удерживать острую режущую кромку, упругая область будет поддерживать кромку и позволит лезвию сгибаться и возвращаться в исходное положение, а мягкая область в сердцевине помогает поглощать удары и сопротивляться разрушению. Это помогает гарантировать, что если лезвие будет нагружено выше предела текучести, оно согнется, а не сломается. Край — это единственная область лезвия, которая должна быть твердой, эта твердость позволяет лезвию принимать и сохранять острую кромку, но ее необходимо уравновешивать более мягкими участками лезвия, иначе оно треснет и сломается при использовании с мягкой сердцевиной.
д.). Содержание углерода, скорее всего, проверялось путем закалки короткий отрезок прутка и разломить его для проверки твердости/хрупкости. Затем стальные стержни сортируются по твердости и смешиваются с ламинатом для достижения желаемой твердости или содержания углерода в этой области готового меча. (Тверже по краям и мягче в сердцевине) В идеале края лезвия должны быть очень твердыми, область сразу за краем упругой и жесткой, а сама сердцевина лезвия должна быть почти мертвенно-мягкой. Эта комбинация позволяет встроить в лезвие фактор безопасности. Твердая кромка будет удерживать острую режущую кромку, упругая область будет поддерживать кромку и позволит лезвию сгибаться и возвращаться в исходное положение, а мягкая область в сердцевине помогает поглощать удары и сопротивляться разрушению. Это помогает гарантировать, что если лезвие будет нагружено выше предела текучести, оно согнется, а не сломается. Край — это единственная область лезвия, которая должна быть твердой, эта твердость позволяет лезвию принимать и сохранять острую кромку, но ее необходимо уравновешивать более мягкими участками лезвия, иначе оно треснет и сломается при использовании с мягкой сердцевиной. , если лезвие чрезмерно нагружено до точки отказа, любые трещины, которые действительно образуются, не могут образоваться по всему лезвию, что позволяет бороться с лезвием.
, если лезвие чрезмерно нагружено до точки отказа, любые трещины, которые действительно образуются, не могут образоваться по всему лезвию, что позволяет бороться с лезвием.
Этого идеального баланса твердости, упругости и мягкости почти невозможно достичь с такими несовместимыми материалами, поэтому кузнецы викингов сделали все возможное, они имели тенденцию к ошибкам на мягкой стороне, гарантируя, что если лезвие будет вынуждено выйти за пределы его предела текучести скорее согнется, чем сломается. Согнутым мечом все еще можно сражаться со сломанным или сломанным лезвием, которое может стоить вам жизни в бою.
Следующим фактором при выборе сплава являются следовые элементы. Эти элементы могут несколько повлиять на термообработку (в меньшей степени на основе теста на твердость, а не на известном содержании углерода), но реальное влияние этих добавленных элементов проявляется в готовом продукте. лезвие. Уважительное отношение к хрому, никелю будет склонно травить серебро, а добавки к марганцу, ванадию или люминофору будут травить чернее. Добавление люминофора могло быть важно не только для внешнего вида, но и для характеристик лезвия. Люминофор может блокировать миграцию углерода в стали, помогая разделить различные области лезвия и сохранить желаемый уровень углерода изолированным.
Добавление люминофора могло быть важно не только для внешнего вида, но и для характеристик лезвия. Люминофор может блокировать миграцию углерода в стали, помогая разделить различные области лезвия и сохранить желаемый уровень углерода изолированным.
Я не знаю, как и даже если кузнецы викингов классифицировали стали для этих элементов, если они это сделали, я не знаю, как они это сделали. Я не читал ничего, что касалось бы этого вопроса. При этом я действительно чувствую, что они должны были каким-то образом градуировать стержни, и на фотографиях уцелевших лезвий и в ограниченных рентгеновских исследованиях, которые я видел, кажется, что разные сплавы целенаправленно использовались в узоре. Насколько я понимаю, лезвия были протравлены, чтобы показать узор, но даже если они не протравлены, когда используются разные сплавы, тонкий рисунок все еще виден, когда лезвие полируется. Если узор основан только на различиях в содержании углерода, он не будет проявляться таким образом и будет гораздо более тонким даже при травлении кислотой.
Мое лучшее предположение о том, как кузнецы викингов сортировали сталь по цвету, состоит в том, что маленькое окошко было отполировано до прутка и протравлено слабой кислотой (уксус, дубильная кислота или что-то в этом роде), а затем градуировано относительно друг друга. Также возможно, что классификация была сделана на основе того, где были приобретены слитки. то есть зная, что слиток, сделанный из этой руды из этой печи, будет чернее, чем слиток из этой другой руды. Это кажется маловероятным, так как готовый слиток из любой руды выглядит почти одинаково, и я считаю маловероятным, что их можно хранить отдельно в течение любого периода времени или с какой-либо степенью уверенности.
Использование современных сталей
Первый выбор двух дополняющих друг друга сплавов будет иметь большое значение для обеспечения работы шаблонного сварного шва. распространены несколько комбинаций (L6/O1 15N20/1080 8670m/1095 и т. д.) все эти распространенные смеси хорошо работают вместе и показывают хороший рисунок. Рисунок на готовом лезвии покажет различия в никеле, хроме и марганце. Первые два будут видны, так как более яркая линия на рисунке, более темные линии связаны с высоким содержанием марганца в одном из сплавов. Следующее, о чем следует подумать, это общее содержание углерода в готовой заготовке, углерод пройдет через границу сварного шва примерно после трех сварок, углерод выровняется. Таким образом, общее содержание углерода должно быть достаточно высоким после сварки, чтобы все еще затвердевать. Выберите два сплава с аналогичными рабочими свойствами, диапазоном ковки, температурой аустенизации, скоростью закалки и диапазонами отпуска, все они должны быть близки к двум сплавам, это позволит облегчить последующую термообработку и поможет гарантировать, что сплавы будут хорошо работать вместе, а не конфликтовать друг с другом. друг друга при ковке или термической обработке.
Рисунок на готовом лезвии покажет различия в никеле, хроме и марганце. Первые два будут видны, так как более яркая линия на рисунке, более темные линии связаны с высоким содержанием марганца в одном из сплавов. Следующее, о чем следует подумать, это общее содержание углерода в готовой заготовке, углерод пройдет через границу сварного шва примерно после трех сварок, углерод выровняется. Таким образом, общее содержание углерода должно быть достаточно высоким после сварки, чтобы все еще затвердевать. Выберите два сплава с аналогичными рабочими свойствами, диапазоном ковки, температурой аустенизации, скоростью закалки и диапазонами отпуска, все они должны быть близки к двум сплавам, это позволит облегчить последующую термообработку и поможет гарантировать, что сплавы будут хорошо работать вместе, а не конфликтовать друг с другом. друг друга при ковке или термической обработке.
Хорошим примером дополнительных сплавов являются 15n20 и 1070-1095 15n20 в основном 1075 с примерно 2% никеля, с этими смесями конечное содержание углерода составляет около 70-80 единиц, а готовая заготовка должна подвергаться термообработке примерно как 1084.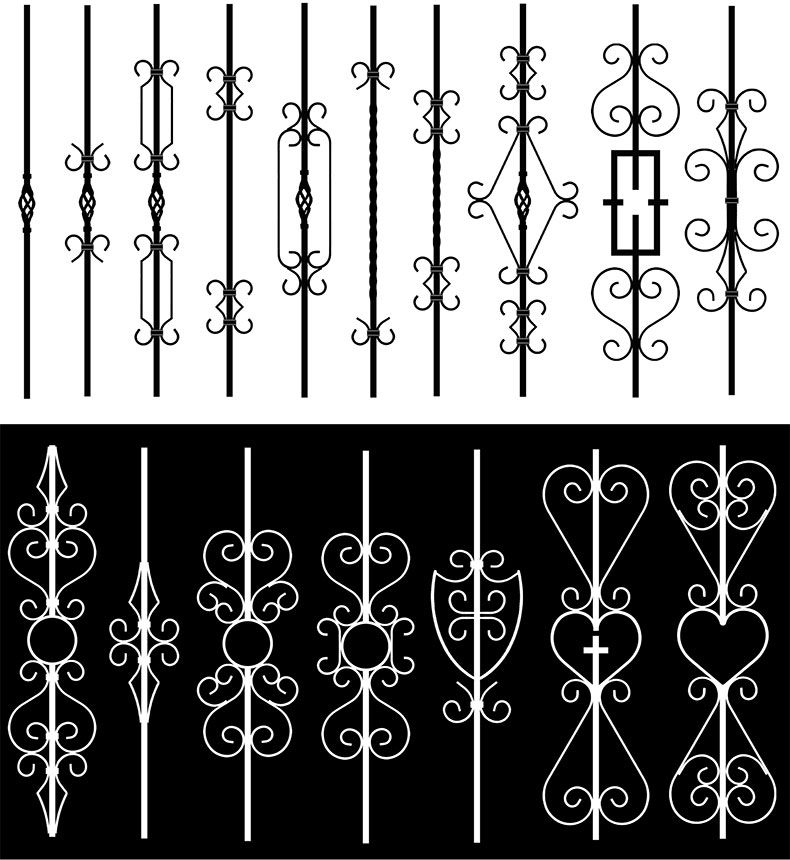
На С другой стороны, очень плохим выбором для режущей кромки будет мягкая (1018), а 4130 может показать хороший рисунок, но в заготовке не будет достаточно углерода для закалки.
Следующий выбор — общий шаблон. Все узоры викингов основаны на поворотах, меняющих топографию. От того, какой узор вы выберете, будет зависеть, сколько полосок вам понадобится в ламинате и сколько слоев в каждой полоске.
Шаблоны
Я слышал и читал, что все сварные шаблоны Viking начинались с заготовок из 7, 9 или 11 слоев, это может быть правдой, а может и нет, но я обнаружил, что придерживаться этого количества слоев выглядит «правильным» в этом тип сварки по шаблону, поэтому я склонен использовать их. Для некоторых континентальных стилей (меровингский, каролинский и т. д.) я заметил немного большее количество слоёв — 15-20 слоёв. Ключевыми элементами этого стиля шаблонной сварки являются относительно небольшое количество слоев, многостержневая конструкция и очень небольшое удаление материала, что влияет на формирование рисунка. Почти во всех узорах для развития узора используется скручивание. То, насколько сильно скручены и как крутки взаимодействуют друг с другом, образует узор. В некоторых более сложных методах строительства скрученный стержень разрезается пополам и переворачивается так, чтобы сердцевина витка была видна наружу, в зависимости от того, сколько материала удаляется при шлифовании, получается шахматная доска, звезда или X-образный узор.
Почти во всех узорах для развития узора используется скручивание. То, насколько сильно скручены и как крутки взаимодействуют друг с другом, образует узор. В некоторых более сложных методах строительства скрученный стержень разрезается пополам и переворачивается так, чтобы сердцевина витка была видна наружу, в зависимости от того, сколько материала удаляется при шлифовании, получается шахматная доска, звезда или X-образный узор.
Методы современной шаблонной сварки
Часть модельной сварки, которая всегда вызывает наибольший страх у любого начинающего кузнеца, — это сварка. Сварка в этом контексте на самом деле довольно проста; пока соблюдаются несколько простых условий, сварка будет продолжаться.
Во-первых, что такое кузнечный шов? Кузнечный сварной шов представляет собой сварной шов в твердом состоянии, то есть ни одна часть металла не становится жидкой в любой момент процесса. В твердом состоянии металлы существуют в форме, в которой ядра выстраиваются в упорядоченную сетку, а электроны разделяются как «электронное море». Вот почему металлы являются хорошими проводниками как тепла, так и электричества. В случае кузнечной сварки сварной шов образуется, когда два куска стали сближаются достаточно близко, чтобы начать легко передавать электроны вперед и назад, по сути, становясь одним куском. В рамках этого процесса легирующие элементы также могут диффундировать через границу сварного шва, медленно гомогенизируя сталь. Некоторые элементы, такие как углерод, движутся относительно быстро, в то время как другие, такие как хром, движутся гораздо медленнее. Различия в легирующих элементах между двумя используемыми сталями являются причиной того, что рисунок становится видимым при травлении.
Вот почему металлы являются хорошими проводниками как тепла, так и электричества. В случае кузнечной сварки сварной шов образуется, когда два куска стали сближаются достаточно близко, чтобы начать легко передавать электроны вперед и назад, по сути, становясь одним куском. В рамках этого процесса легирующие элементы также могут диффундировать через границу сварного шва, медленно гомогенизируя сталь. Некоторые элементы, такие как углерод, движутся относительно быстро, в то время как другие, такие как хром, движутся гораздо медленнее. Различия в легирующих элементах между двумя используемыми сталями являются причиной того, что рисунок становится видимым при травлении.
Первое условие, которое необходимо выполнить для успешного сварного шва, — идеально чистая пара поверхностей. Под этим я подразумеваю, что в зоне сварки НЕ может быть оксидов, и никакие посторонние вещества не могут попасть в сварной шов. Второе условие – инертная атмосфера вокруг сварного шва; это предотвращает образование любых оксидов во время процесса, поскольку они препятствуют легкому пересечению границы электронами. Третье условие — близость: две поверхности сварного шва должны находиться в тесном контакте, поскольку это способствует пересечению границы электронами и образованию металлической связи. Нагрев не обязателен, но может помочь создать условия, необходимые для сварки. Более высокие температуры означают более высокие энергии, а при более высоких энергиях электронам легче перепрыгнуть границу. Оксид железа фактически плавится при более низкой температуре, чем само железо, поэтому более высокие температуры могут помочь оксидам на поверхности разрушиться или стечь. Наконец, более высокие температуры означают более мягкие материалы, а более мягкие материалы облегчают формирование атомарно-плотного контакта поверхностей, необходимого для образования металлической связи.
Третье условие — близость: две поверхности сварного шва должны находиться в тесном контакте, поскольку это способствует пересечению границы электронами и образованию металлической связи. Нагрев не обязателен, но может помочь создать условия, необходимые для сварки. Более высокие температуры означают более высокие энергии, а при более высоких энергиях электронам легче перепрыгнуть границу. Оксид железа фактически плавится при более низкой температуре, чем само железо, поэтому более высокие температуры могут помочь оксидам на поверхности разрушиться или стечь. Наконец, более высокие температуры означают более мягкие материалы, а более мягкие материалы облегчают формирование атомарно-плотного контакта поверхностей, необходимого для образования металлической связи.
Создать необходимые условия можно несколькими способами. Классический метод — сварка под флюсом; в этом методе флюс (чаще всего бура) используется для разрушения поверхностных оксидов при высоких температурах (соответствует первому условию) и образует стекловидную пленку, герметизирующую поверхность (создавая инертную атмосферу и удовлетворяя условию два).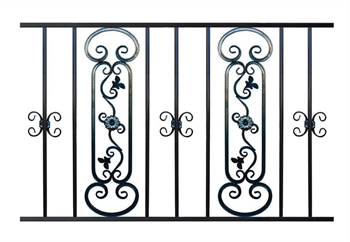 вытесняется из соединения, когда удар молотка прижимает две поверхности друг к другу (приводя две поверхности в непосредственной близости и удовлетворяя условию три). Недостатком этого метода является вероятность захвата флюса в соединении; даже на самых лучших сварных швах флюс виден в соединении на микроскопическом уровне. Из-за этих включений сварные швы под флюсом работают лучше всего и являются наиболее прочными, когда они растягиваются как минимум вдвое по сравнению с исходной длиной. Это очищает сварной шов и распределяет любые возможные включения по большей площади.
вытесняется из соединения, когда удар молотка прижимает две поверхности друг к другу (приводя две поверхности в непосредственной близости и удовлетворяя условию три). Недостатком этого метода является вероятность захвата флюса в соединении; даже на самых лучших сварных швах флюс виден в соединении на микроскопическом уровне. Из-за этих включений сварные швы под флюсом работают лучше всего и являются наиболее прочными, когда они растягиваются как минимум вдвое по сравнению с исходной длиной. Это очищает сварной шов и распределяет любые возможные включения по большей площади.
Более современный метод – сварка коробкой. В этом методе свариваемые листы очищаются от окалины и оксидов путем шлифования поверхностей дочиста. Затем их укладывают друг на друга и прихватывают по углам с помощью электросварщика. Затем их пропитывают керосином, и вокруг стопки строится ящик из листового металла. Коробка запечатана небольшим количеством керосина внутри, а на одном конце оставлено небольшое отверстие.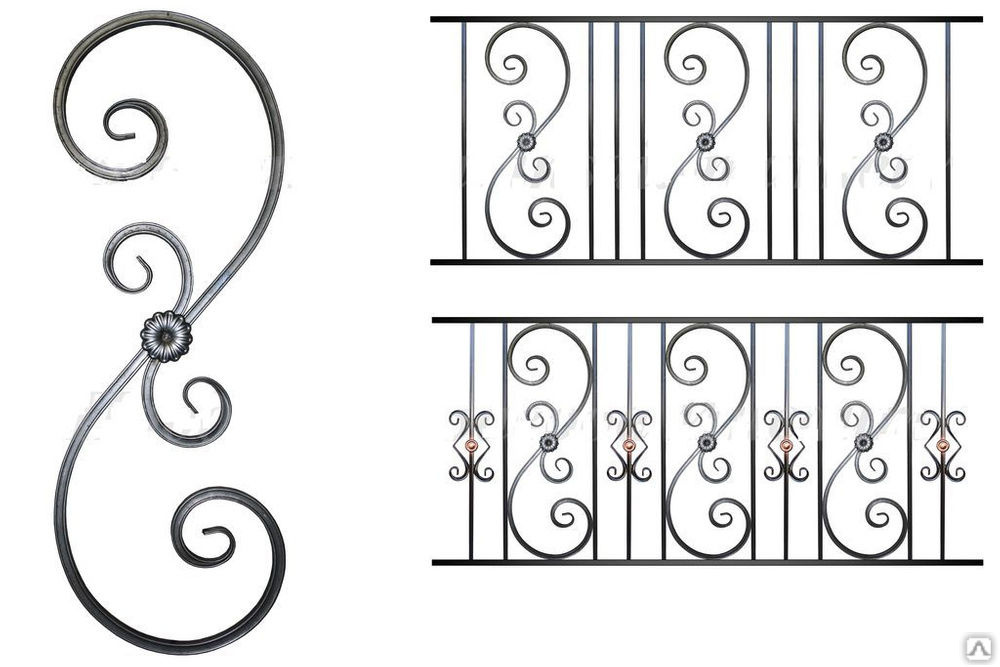 Ящик нагревают в горне, сжигая керосин и создавая восстановительную атмосферу внутри банки. После нагревания заготовка сжимается для закрепления сварных швов. В этом методе первые два условия выполняются при сжигании керосина. Это создает очень восстановительную атмосферу, в которой не могут образовываться оксиды, а существующие оксиды железа восстанавливаются до чистого железа. Атмосфера будет оставаться восстановительной атмосферой до тех пор, пока заготовка не остынет, так что это соответствует первым двум условиям, а сжатие заготовки для закрепления сварного шва соответствует третьему. Недостатком этого метода является то, что он ограничивает размер и форму сварных швов, а также объем работы, который требуется для формирования коробки для каждой перекладки. С другой стороны, этот метод позволит сформировать гораздо более прочный сварной шов без возможности попадания чего-либо в сварные швы. Этот метод действительно возможен только при наличии доступа к гидравлическому прессу, так как все сварные швы должны быть закреплены сразу.
Ящик нагревают в горне, сжигая керосин и создавая восстановительную атмосферу внутри банки. После нагревания заготовка сжимается для закрепления сварных швов. В этом методе первые два условия выполняются при сжигании керосина. Это создает очень восстановительную атмосферу, в которой не могут образовываться оксиды, а существующие оксиды железа восстанавливаются до чистого железа. Атмосфера будет оставаться восстановительной атмосферой до тех пор, пока заготовка не остынет, так что это соответствует первым двум условиям, а сжатие заготовки для закрепления сварного шва соответствует третьему. Недостатком этого метода является то, что он ограничивает размер и форму сварных швов, а также объем работы, который требуется для формирования коробки для каждой перекладки. С другой стороны, этот метод позволит сформировать гораздо более прочный сварной шов без возможности попадания чего-либо в сварные швы. Этот метод действительно возможен только при наличии доступа к гидравлическому прессу, так как все сварные швы должны быть закреплены сразу.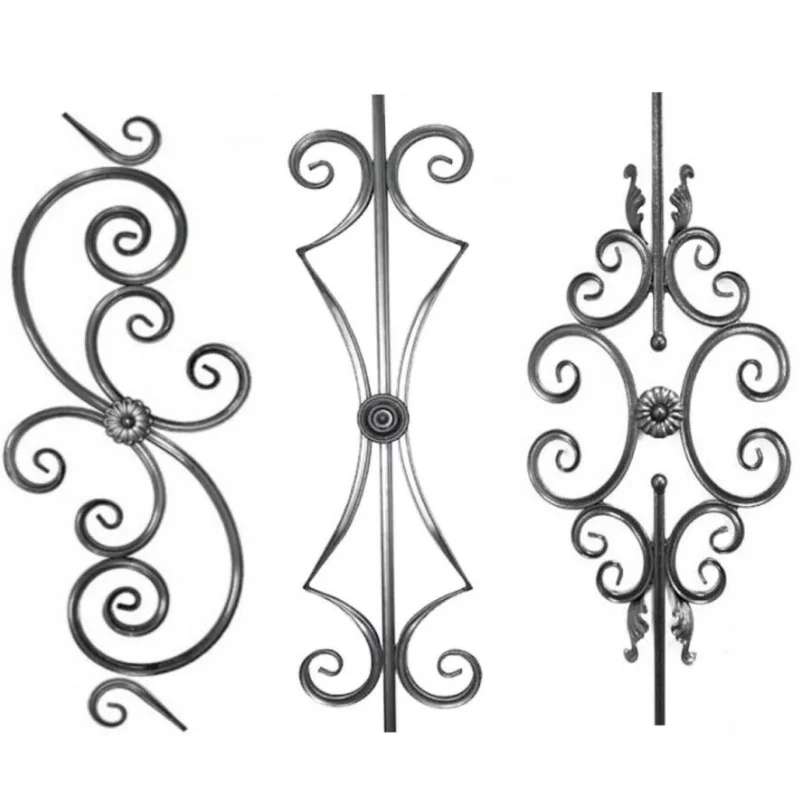 Этот метод особенно хорошо подходит для трудносвариваемых сплавов, таких как нержавеющая сталь, и для сварных швов необычной формы, таких как мозаика.
Этот метод особенно хорошо подходит для трудносвариваемых сплавов, таких как нержавеющая сталь, и для сварных швов необычной формы, таких как мозаика.
Совершенно новым методом сварки является масляная сварка или керосиновая сварка. В этом методе кузница доводится до температуры сварки и настраивается на обогащение, создавая восстановительную атмосферу. Пластины, подлежащие сварке, укладываются друг на друга и прихватываются прихватками по углам. Затем заготовку пропитывают маслом или керосином. Заготовку нагревают и выдерживают при температуре сварки в течение 1-2 мин (после достижения температуры сварки). Затем заготовку пропускают под молотом или гидравлическим прессом для закрепления сварных швов. Этот метод работает по тому же химическому составу, что и сварка коробкой, за исключением того, что он использует атмосферу кузницы и горящее масло для создания сильно восстановительной атмосферы, необходимой для восстановления оксидов и очистки поверхностей. Этот метод работает лучше всего при наличии молотка или пресса, обеспечивая чистые, прочные сварные швы без дополнительной работы по сварке коробчатого сечения. В родственном методе, так называемой сварке без покрытия, используется восстановительная атмосфера в кузнице и длительное время выдержки при температуре сварки для разрушения оксидов. Этот метод работает на удивление хорошо и обеспечивает исключительно чистые и прочные сварные швы. Однако это может привести к сильному обезуглероживанию вдоль линий сварки из-за удаления углерода из стали, который связывается с кислородом из оксидов и образует CO2. Некоторые испытания также показали незначительные оксидные включения по краям заготовки как при сварке керосином, так и при сварке без покрытия, но большинство кузнецов считают небольшие включения минимальным недостатком по сравнению со многими преимуществами этих методов сварки 9.0003
В родственном методе, так называемой сварке без покрытия, используется восстановительная атмосфера в кузнице и длительное время выдержки при температуре сварки для разрушения оксидов. Этот метод работает на удивление хорошо и обеспечивает исключительно чистые и прочные сварные швы. Однако это может привести к сильному обезуглероживанию вдоль линий сварки из-за удаления углерода из стали, который связывается с кислородом из оксидов и образует CO2. Некоторые испытания также показали незначительные оксидные включения по краям заготовки как при сварке керосином, так и при сварке без покрытия, но большинство кузнецов считают небольшие включения минимальным недостатком по сравнению со многими преимуществами этих методов сварки 9.0003
Какой бы метод вы ни выбрали, он должен основываться, во-первых, на имеющемся у вас оборудовании, а во-вторых, на выборе материалов. Например, у меня были далеко не идеальные результаты сварки кованых сталей и чугуна любым бесфлюсовым методом, возможно, из-за кварцевого шлака, который присущ этим материалам. Как и в случае с другими аспектами изготовления ножей, рекомендуется прочитать все, что вы можете по этому вопросу; понимание того, как что-то работает, может иметь большое значение для диагностики проблем, когда оно внезапно перестает работать.
Как и в случае с другими аспектами изготовления ножей, рекомендуется прочитать все, что вы можете по этому вопросу; понимание того, как что-то работает, может иметь большое значение для диагностики проблем, когда оно внезапно перестает работать.
Сварка по рисунку
Для этого класса швов будет использоваться ламинат толщиной 3-5 стержней, что позволит использовать множество различных рисунков. Мы будем сваривать две заготовки, выложенные следующим образом.
Для иллюстрации начального расположения заготовок FE=3/16 1084 fe=1/8” 1084 Ni=095 15N20
Следующая 9-слойная заготовка – FE/NI/fe/NI/FE/NI/fe/NI/FE
И 11-слойная заготовка — FE/NI/fe/NI/fe/NI/fe/NI/fe/NI/FE
При сварке эти заготовки должны иметь среднее содержание углерода около 80 пунктов и должны подвергаться термообработке около например, 1080. Вы можете рассчитать общее содержание углерода в довольно близкой степени, суммируя общую толщину заготовки, затем добавляя толщину каждого сплава. Используйте числа толщины, чтобы выяснить процентное содержание каждого сплава. Используйте проценты, чтобы найти среднее значение содержания углерода в двух сталях. В этом нет необходимости при использовании 15N20 и 1084,1075 или 1095, так как эти смеси в любом соотношении будут иметь хорошее содержание углерода.
Используйте числа толщины, чтобы выяснить процентное содержание каждого сплава. Используйте проценты, чтобы найти среднее значение содержания углерода в двух сталях. В этом нет необходимости при использовании 15N20 и 1084,1075 или 1095, так как эти смеси в любом соотношении будут иметь хорошее содержание углерода.
Сварка под флюсом на практике
Для начала подготовьте заготовку к сварке, уложив ее в стопку, плотно зажав и сварив углы, чтобы скрепить ее, или плотно свяжите заготовку железной проволокой. На этом этапе можно приварить ручку или использовать щипцы для удержания заготовки во время сварки.
Для сварки под флюсом Заготовку следует нагреть до тускло-красного каления, вынуть из горна и офлюсить, поместить обратно в горн и довести заготовку до температуры сварки (ярко-желтый, почти белый каление, около 2200 град. по Фаренгейту) удалить заготовку и с помощью проволочной щетки удалить отработанный флюс, отлив и заменить заготовку в горне. Как только заготовка вернется к температуре сварки, установите сварные швы на наковальне сильными ударами молотка, начните с одного конца и перекрывайте свои удары, закрепляя сварные швы по длине заготовки. Проволочной щеткой удалите отработанный флюс и повторите процедуру, чтобы убедиться, что сварные швы прочные. Сварные швы также можно устанавливать с помощью гидравлического пресса, а не ручного или молотка. При использовании пресса лучше всего, если весь сварной шов можно установить под штампы за один раз. Сжимайте до тех пор, пока не увидите, как флюс вытекает из сторон.
Проволочной щеткой удалите отработанный флюс и повторите процедуру, чтобы убедиться, что сварные швы прочные. Сварные швы также можно устанавливать с помощью гидравлического пресса, а не ручного или молотка. При использовании пресса лучше всего, если весь сварной шов можно установить под штампы за один раз. Сжимайте до тех пор, пока не увидите, как флюс вытекает из сторон.
Ищите темное пятно или линии, разделяющие горячую и холодную части, это указывает на то, что шов не прижился, подогрейте флюс и повторите сварку этой части. Сварные швы также можно установить с помощью молотка, это полезно для больших заготовок, но не требуется для меньших исходных заготовок, используемых при сварке по образцу в стиле викингов. обратите внимание на молоток, используемый для сварки, размер заготовки, которую вы делаете, в значительной степени определяет размер необходимого молотка, и чем больше заготовка, тем больше молоток нужен. Более тяжелый молоток будет передавать большую силу к центру заготовки, чем более легкий молоток. По этой причине существует верхний предел размеров заготовок, которые удобно сваривать без молота или ковочного пресса. Если воздействуют только основные слои, попробуйте более легкий молоток, так как слишком большая сила может приходиться на центр стержня.
По этой причине существует верхний предел размеров заготовок, которые удобно сваривать без молота или ковочного пресса. Если воздействуют только основные слои, попробуйте более легкий молоток, так как слишком большая сила может приходиться на центр стержня.
Общие проблемы со сварными швами
Захваченный флюс – чтобы предотвратить частые проволочные щетки и рефлюкс, а также не слишком сильно флюсовать соединение, на стыке должно быть достаточно флюса, чтобы смачивать его при нагревании. Не вымачивайте при температуре слишком долго и внахлест сварных швов, образующих заднюю часть сварной секции. Для ремонта соскребите захваченный флюс и повторите сварку. Если возможно, вырежьте этот раздел или обойдите его.
Сварочные ножницы — для предотвращения этой работы только при более высокой температуре и ДЕРЖИТЕ ПРУТОК под прямым углом к сварным швам
Отремонтируйте, если это возможно, подогнав стержень, а затем проплавив его флюсом и повторно сварив.
Не свариваемые секции – во избежание этого убедитесь, что стержни чистые, покрыты флюсом и имеют достаточно высокую температуру для сварки. Перед попыткой повторной сварки отремонтируйте проволочную щетку и оплавьте 2-3 раза, чтобы удалить любые оксиды, которые могли образоваться.
Перед попыткой повторной сварки отремонтируйте проволочную щетку и оплавьте 2-3 раза, чтобы удалить любые оксиды, которые могли образоваться.
Сварка в масле или сварка без покрытия
Для сварки в масле или без шва установите кузницу на высокую температуру и восстановительную атмосферу (слегка обогащенную газом). Я предпочитаю очищать сталь путем шлифования перед рукой. Электрическая сварка заготовок вместе работает лучше всего, так как области сварки должны находиться в непосредственной близости при нагреве, хотя возможный вариант — соединение заготовок вместе. Поместите заготовку в горн и доведите ее до температуры сварки, выдержите при температуре 4-5 мин, затем закрепите сварные швы под молотом или прессом. Это работает лучше всего, если весь сварной шов устанавливается сразу, поэтому используйте длинный набор штампов для пресса или пройдитесь по широкой стороне штампов с механическим молотком. После установки заготовку можно вытягивать как обычно. Этот тип сварки с самого начала обеспечивает очень прочный сварной шов, требующий меньшего внимания при рисовании. Имеется небольшая тенденция не сваривать край заготовки. Это по большей части поверхностное и легко удаляется шлифованием, если оно присутствует, его следует удалить, когда заготовку готовят к скручиванию.
Имеется небольшая тенденция не сваривать край заготовки. Это по большей части поверхностное и легко удаляется шлифованием, если оно присутствует, его следует удалить, когда заготовку готовят к скручиванию.
Подготовка к формовке
После сварки (любым методом) заготовку можно вытянуть ручным молотком, бойком или механическим молотом/ковочным прессом. То, как вытягивается стержень, не имеет значения, однако крайне важно, чтобы вся ковка выполнялась параллельно или перпендикулярно сварным швам, если стержень выкован под углом, это создаст чрезмерную нагрузку на сварные швы и может привести к срезание сварных швов становится все менее и менее важным по мере того, как стержень вытягивается, а сварные швы становятся прочнее. Запотевание под углом также может повлиять на внешний вид некоторых моделей и затруднить их прогнозирование. Хорошей практикой является регулировка любой наклонной поковки, как только она замечена, прежде чем сварной шов имеет шанс сдвинуться. Обрабатывайте заготовку только при температуре выше оранжевого каления, чтобы создать как можно меньшее напряжение на сварных швах. Это особенно важно при ковке лезвия из узорчатой заготовки, так как ковка кромок должна выполняться под углом к сварному шву и создает большую нагрузку на сварные швы.
Это особенно важно при ковке лезвия из узорчатой заготовки, так как ковка кромок должна выполняться под углом к сварному шву и создает большую нагрузку на сварные швы.
Распространенные типы паттернов и их формирование
Шеврон. Этот паттерн состоит из двух полос противоположных поворотов. Более интересную версию этого узора можно получить, остановив повороты и изменив их направление вверх по полосе. Одинарная скрутка — одиночный ламинированный стержень, сильно скрученный, этот образец должен быть выкован близко к окончательной форме, шлифование до глубокой глубины изменит рисунок.
Прямая – узорчатая планка приварена так, что виден край ламината.
Реверсивное скручивание – скручивание правой рукой, переходящее в скручивание левой руки.
Образец Х или звезды образуется, когда после ковки удаляется 20-25 процентов скрученного стержня.
Шахматная доска Этот рисунок формируется путем разрезания витка пополам и переворачивания стержня так, чтобы была видна внутренняя сердцевина скрученного стержня. Этот шаблон должен быть затуманен близко, чтобы форма шаблона была изменена.
Этот шаблон должен быть затуманен близко, чтобы форма шаблона была изменена.
Змея Этот рисунок формируется путем обратного скручивания стержня с 90* поворотами. Я считаю, что наилучший рисунок получается путем скручивания этого рисунка толще, чем обычно, на 5/8′-3/4″, а затем ковки одной стороны до толщины 3/8″-1/2″ и простого сплющивания других граней, образующих нестандартный размер. бар вокруг 5/8” /3/8”
При планировании шаблона помните, что в лезвии может использоваться более одного шаблона. Например, узор в виде змеи может быть окружен шевроном вверху и плоским ламинатом в обратном повороте внизу. Или одиночный стержень может изменить рисунок с помощью лезвия, т. е. у основания тугая закрутка превращается в прямую в реверсивную.
И, наконец, лучше всего со всеми узорами скручивания всегда скручивать туже, чем вы думаете, так как узор будет растягиваться в поковке. В случае реверсивного скручивания змеи скрутить возможно самый короткий участок. На шевронных и подобных рисунках также может быть полезно делать скручивание ближе к окончательной толщине, это может затруднить сварку ламината вместе, но позволит лучше контролировать растяжение рисунка.
Выкройка
Начните с строгания выкройки для сакса. Для режущей кромки можно использовать сварной стержень с более мелким рисунком (из 25 + слоев) или кусок монолитной стали (этот более тонкий стержень можно получить, переукладывая часть 9- или 11-слойной заготовки до требуемого количества слоев). При выборе брусок следует перековать, чтобы он соответствовал размерам остальных частей заготовки. Только то, что будет режущей кромкой, должно быть сделано из этой стали с более тонким узором. Затем распланируйте оставшиеся 3-4 такта паттерна. Теперь все стержни можно скрутить для получения желаемого рисунка и отрезать по длине. Скрученные стержни шлифуются начисто и плоско на двух противоположных гранях и раскладываются для сборки.
Затем концы этих стержней можно соединить вместе с помощью сварочного аппарата TIG или MIG, чтобы удерживать их на месте с приваренной ручкой, или сборку можно соединить проволокой, а щипцы использовать для удержания заготовки для сварки.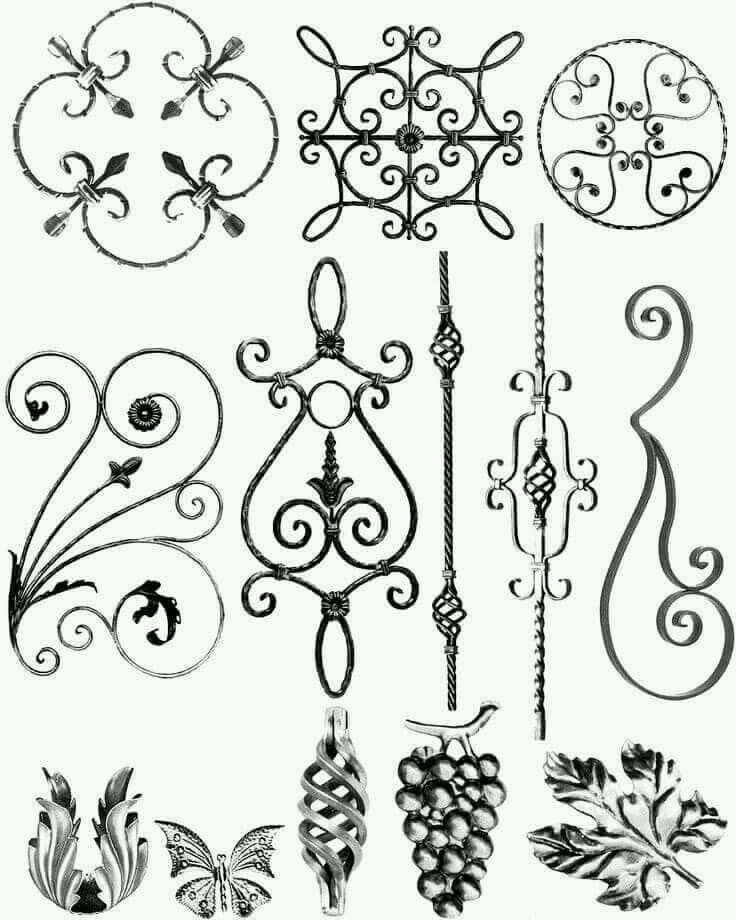 При использовании щипцов я предпочитаю оставлять один из стержней на 2-3 дюйма, чтобы его можно было захватить щипцами. Затем заготовка сваривается так же, как и основная заготовка. Начиная с одного конца и продвигаясь к другому концу. Перекрывайте каждый сварочный нагрев не менее чем на ½ и работайте от сварного участка, чтобы убедиться, что сварной шов прижился. После того, как заготовка будет прочно сварена, ее толщина составит около 1/4 дюйма (или толщины хребта), в этот момент обрежьте электросварные швы на стороне острия. Для наилучшего вида рисунка в точке я обрезаю точку под углом, это позволит узору более равномерно следовать за краем в точке.
При использовании щипцов я предпочитаю оставлять один из стержней на 2-3 дюйма, чтобы его можно было захватить щипцами. Затем заготовка сваривается так же, как и основная заготовка. Начиная с одного конца и продвигаясь к другому концу. Перекрывайте каждый сварочный нагрев не менее чем на ½ и работайте от сварного участка, чтобы убедиться, что сварной шов прижился. После того, как заготовка будет прочно сварена, ее толщина составит около 1/4 дюйма (или толщины хребта), в этот момент обрежьте электросварные швы на стороне острия. Для наилучшего вида рисунка в точке я обрезаю точку под углом, это позволит узору более равномерно следовать за краем в точке.
Ковка формы
После того, как сварка по образцу завершена и заготовка прокована до нужной толщины с удаленными прихваточными швами и обрезанным кончиком стержня, начните ковку по всей форме. Выковать олово острие и небольшое количество distel конуса. Если вы делаете сломанное заднее кольцо, выковайте небольшой конус от излома спинки к хвостовику лезвия. Величина конусности может варьироваться, но мне нравится конусность около 3/8 дюйма или около того на лезвии 6-8 дюймов. Уступ и длинный конус 6-8 дюймов лучше всего, если он должен пройти через ручку и заклепаться на месте, в противном случае обычно используется короткий конусный хвостовик 2-3 дюйма.
Величина конусности может варьироваться, но мне нравится конусность около 3/8 дюйма или около того на лезвии 6-8 дюймов. Уступ и длинный конус 6-8 дюймов лучше всего, если он должен пройти через ручку и заклепаться на месте, в противном случае обычно используется короткий конусный хвостовик 2-3 дюйма.
Ковка хвостовика
После того, как профиль выкован по форме, установите хвостовик с помощью пружинного дола. Обязательно учитывайте увеличение длины из-за скоса, если требуется определенная длина, сначала скосите лезвие, а затем вставьте хвостовик, как только лезвие достигнет нужной длины. Хвостовик должен оставаться на ½-2/3 ширины лезвия в этой точке, обрезанный, оставляя 1-2 дюйма запаса после того, как ступенька выкована из пружинного дола. Затем выковайте хвостовик так, чтобы он сужался от 1/3 до ½ длины рукоятки, чтобы получился укороченный хвостовик. Если сделать сквозной хвостовик. Не забудьте оставить больше материала на ноже при отрезании и выковать хвостовик на 1-2 дюйма длиннее готовой рукоятки ножа.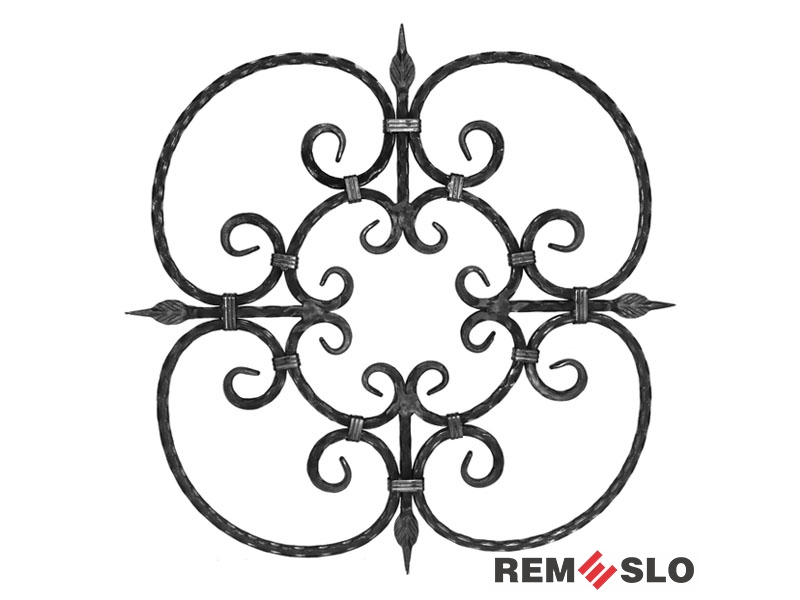 Лишнюю длину всегда можно легко обрезать, но добавить длину гораздо сложнее. Помните, что у большинства саксов была очень длинная рукоятка по современным меркам, обычно 6-8 дюймов.
Лишнюю длину всегда можно легко обрезать, но добавить длину гораздо сложнее. Помните, что у большинства саксов была очень длинная рукоятка по современным меркам, обычно 6-8 дюймов.
Наконечники
- Используйте конец каждой плавки, чтобы распрямить лезвие перед повторным нагреванием.
- Обрабатывайте сталь только до ярко-красного каления. ЗАПРЕЩАЕТСЯ замачивать сталь при высокой температуре в кузнице.
Лезвие большинства форм острия кованое, как и у любых современных ножей, за исключением отсутствия рисиссо. Сломанная спина Seax, как всегда, может вызвать некоторые проблемы.
Для сломанной спины я начинаю с ковки основного профиля. Я считаю, что узор выглядит лучше всего, если конец узорчатого стержня обрезать под углом 45-60 градусов. угол, а затем профиль вковывается. Если острие полностью вковано в профиль, рисунок будет растягиваться и выглядеть «неправильным», сдавливая вдоль края. Судя по находкам, которые я исследовал, и фотографиям тех, которые я изучил, оба метода использовались в определенный период времени. Этот же метод можно использовать для других рисунков сакса в зависимости от предполагаемого узора в точке. Если угол вырезать по шаблону, а затем выкованный по шаблону острие будет стремиться следовать за краем и выходить за пределы позвоночника. Если не делать надрезов и острие полностью выковано в узоре, оно будет сжиматься по мере того, как острие сужается и сбегает с острия. Всеми способами старайтесь помнить о том, что будет делать выкройка, когда она выковывается, и старайтесь обрабатывать материал таким образом, чтобы эти изменения направлялись в нужном вам направлении, а не наоборот.
Этот же метод можно использовать для других рисунков сакса в зависимости от предполагаемого узора в точке. Если угол вырезать по шаблону, а затем выкованный по шаблону острие будет стремиться следовать за краем и выходить за пределы позвоночника. Если не делать надрезов и острие полностью выковано в узоре, оно будет сжиматься по мере того, как острие сужается и сбегает с острия. Всеми способами старайтесь помнить о том, что будет делать выкройка, когда она выковывается, и старайтесь обрабатывать материал таким образом, чтобы эти изменения направлялись в нужном вам направлении, а не наоборот.
Никакой дистальный конус не должен быть выкован в лезвии до точки, где начинается сломанная задняя часть, проковка в достаточном количестве дистального конуса в этой области поможет позже предотвратить смещение острия при ковке в скосах, но для большая дистальная конусность может уменьшить рисунок по мере приближения к острию.
Выковать скосы, начиная с острия. По мере того, как острие поднимается, с силой опускайте его, удерживая режущую кромку в желаемой форме. Опустите кромку вниз с обеих сторон под одинаковыми углами, чтобы удерживать шаблон по центру и как можно меньше нагружать сварные швы. Продолжайте делать скосы вверх по лезвию вплоть до стержня, вковывая последний дистальный конус со скосом. Поскольку лезвие расширяется по мере того, как оно становится тоньше, лезвие будет изгибаться от края. Исправьте это в конце каждой плавки, когда лезвие все еще в красном цвете, установив острие ножа на наковальню и сильно забивая лезвие, чтобы оно выровнялось. Поскольку скосы выкованы, основное внимание уделяется сохранению кромки по центру, угол скосов ровный и кромка имеет одинаковую толщину. Выковать скосы до толщины около десяти центов на краю. Выковать фаски до хвостовика
Вся ковка должна быть сделана ГОРЯЧЕЙ, не ковать ниже оранжевого жара. Чем больше движение материала, тем горячее должен быть материал. После того, как лезвие будет близко к готовой форме, можно использовать более холодный нагрев для улучшения, выпрямления и выравнивания лезвия. Я оставляю лезвие немного толще, чем у лезвия из моностали. Это делается для того, чтобы мелкие дефекты поверхности из-за включений флюса или края плохого сварного шва были зашлифованы. Начните шлифовать поверхность и форму. Рабочий кулер (от ярко-оранжевого до красного) обработайте плоские поверхности скосов с помощью более легкого молотка с маленькой головкой. Используйте легкие удары молотком, чтобы выровнять край. Обработайте обе стороны лезвия до одинаковой толщины, улучшите фаски и выровняйте лезвие, выявляя утолщения или изгибы. Мыльный камень или мел можно использовать на кромке, чтобы определить плоскость или прямолинейность лезвия. Чем ровнее ковка, тем ровнее останется рисунок, если слишком много нужно отшлифовать, чтобы скорректировать какую-то ошибку в ковке, рисунок отразит это. При доработке и выпрямлении работайте с охлаждением по мере приближения к окончательной форме. Последние 2-3 заезда должны быть в минусе. Это поможет повысить точность ковки и начнет уменьшать размер зерна и оставит сталь в самом мягком состоянии для шлифовки. Как только лезвие станет максимально прямым и плоским, сделайте нормализующую плавку. Для нормализации нагрейте все лезвие до немагнитного состояния и охладите на неподвижном воздухе; нормализуйте лезвие 3-4 раза перед шлифовкой.
Заточка
Замачивание лезвия в уксусе на ночь или в хлориде железа на несколько минут удалит накипь и облегчит заточку. Окалина быстро затупит ленту и затруднит шлифовку лезвия. Если травление невозможно, используйте старую ленту, чтобы счистить накипь, а затем переключитесь на новую ленту, чтобы выполнить более контролируемую шлифовку.
Начните с профилирования лезвия с помощью изношенного ремня с зернистостью 30-60. Отшлифуйте форму профиля, выровняйте и отрегулируйте линии ножа. Оставьте узкий радиус на внутренней стороне хвостовика, чтобы его можно было подпилить позже. После шлифовки профиля до нужной формы пропустите корень и кромку вдоль на шлифовальном станке. Это делается для того, чтобы следы от инструмента проходили вдоль, а не пересекали край. Любые следы инструмента, идущие по ширине кромки или стержня, будут источником напряжения и могут привести к концентрации напряжений, что приведет к растрескиванию при закалке. Это не всегда так, но маркировка инструмента по всей длине лезвия — дешевая страховка от треснутого лезвия.
Теперь начните шлифовать фаски, используя новую ленту с зернистостью 40-60. Кромкой вверх стачиваем фаски, выставляем угол первым проходом и придерживаемся его, регулировать угол можно добавляя давление в ту или иную сторону, по мере заточки но старайтесь не ставить новую «фаску». Затачивайте по плоскости от основания лезвия к хвостовику. Охладите лезвие в воде, как только оно станет горячим на ощупь, но старайтесь держать руки сухими; мокрые руки обожгутся гораздо раньше, чем сухие руки, также обязательно высушите лезвие перед повторной шлифовкой, так как вода имеет тенденцию к глянцеванию ремней. Отшлифуйте один скос до чистого металла, затем начните шлифовать обратную сторону. Сохраняйте одинаковый угол из стороны в сторону и от прохода к проходу. Отшлифуйте плоские поверхности до тех пор, пока край не будет отцентрован, прям и толщиной примерно в десять центов.
Перейдите на ленту с зернистостью 120, повторно отшлифуйте плоские поверхности с помощью ленты с более мелкой зернистостью так, чтобы шлифовальные метки проходили по всей длине лезвия. Аккуратное использование 8-дюймового контактного колеса может помочь выровнять квартиру. Если результаты шлифовальной машины менее приемлемы, можно использовать напильник, чтобы сгладить и выровнять фаски.
Выровняйте переход хвостовика и любые другие труднодоступные места с помощью небольшой насадки на шлифовальном станке или с помощью напильников. Убедитесь, что все метки инструмента проходят по всей длине лезвия, чтобы предотвратить появление концентраторов напряжения, это дешевая страховка. Помните, что напильник режет только при движении вперед, поэтому слегка нажимайте, когда отталкиваете напильник от себя, и ослабляйте давление, когда отводите напильник назад. Все, что необходимо, — это небольшое усилие, достаточное, чтобы напильник «закусывал» еще больше, — это пустая трата энергии, и он просто заставит напильник резать медленнее и быстрее изнашиваться. Перед термической обработкой доведите лезвие до зернистости не менее 120 или эквивалентной зернистости.
Основная цель шлифовки – сделать фаски как можно более плоскими и ровными. Режущая кромка должна быть толщиной с десятицентовую монету и настолько ровной по длине, насколько это возможно. Корешок должен быть ровной толщины с ровным конусом без резких изменений толщины.
Основы металлургии и термической обработки
Понимание того, что происходит со сталью во время термической обработки, позволяет кузнецу знать, когда безопасно «сойти с рук», а когда нет. Это также позволяет кузнецу находить решения проблем, возникающих время от времени при работе с новой сталью. Сталь определяется как сплав железа с углеродом. Все современные стали имеют другие сплавы, кроме углерода, но все стали должны содержать углерод, чтобы быть сталью.
Определение терминов:
- Твердость – это мера сопротивления материала деформации. Для сталей это измеряется по шкале С Роквелла.
- Прокаливаемость — это мера способности стали достигать твердости, как абсолютной твердости (на поверхности), так и по глубине закалки (твердость в центре).
- Прочность — это мера способности стали противостоять нагрузкам (сопротивление ударам, гибкость, деформация и т. д.)
Каждый другой легирующий металл изменяет свойства стали. То, что может сделать каждый сплав и то, что различные сплавы вместе, можно изучать всю жизнь. Таким образом, я не буду вдаваться в подробности, кроме как сказать, что большинство сплавов присутствуют для изменения свойств стали (например, более мелкое зерно, более высокая прокаливаемость и т. д.).
Сталь является кристаллическим материалом и может образовывать несколько различных структур внутри кристаллической матрицы или решетки. Первая структура представляет собой феррит, представляющий собой кристаллы чистого железа в стали с цементитом (карбидом железа), связывающим большую часть углерода. Феррит представляет собой объемно-центрированный куб из 9 атомов (8 атомов железа по углам и один атом железа в центре), в котором металлические сплавы, такие как никель, могут заменить один или несколько атомов железа. Когда сталь нагревается выше ее «критической» температуры, образуется структура, называемая аустенитом. Это гранецентрированный куб из 14 атомов железа (опять же, металлические сплавы могут заменить атомы железа в структуре), который может удерживать до 2% углерода по массе в междоузлиях структуры атомов железа. По большей части аустенит присутствует только при температурах выше температуры аустенизации (начиная с 1335°F). При закалке аустенит превращается в мартенсит, представляющий собой закаленную сталь. Мартенсит образуется, когда аустенит «замораживается» при закалке, задерживая углерод в промежуточных пространствах и сдвигая структуру к тетрагональной с центрированием тела.
Цель термической обработки для кузнецов состоит в том, чтобы освободить углерод от карбидов и перевести его в раствор с железом (аустенитом), а затем закалить, чтобы превратить углерод в раствор. На практике это 3 основных шага; нормализация, закалка и отпуск. Целью нормализации является разрушение карбидов, уменьшение размера зерна и обеспечение быстрого образования аустенита. Это позволит сократить время выдержки при температуре во время закалки и получить более мелкозернистый мартенсит после закалки. Нормализация определяется как нагрев до верхней точки превращения (около 1600°F) и медленное охлаждение до нижней точки превращения примерно (около 900˚F). Многократные циклы нормализации могут иметь большие преимущества (это также называется термическим циклированием).
Этап закалки состоит из нагрева выше верхней точки превращения и охлаждения в течение заданного времени (закалка). Продолжительность времени между нагревом и охлаждением определяется сплавом (скоростью закалки). Эту скорость можно найти в диаграмме TTT (временно-температурное преобразование), уникальной для каждого сплава. При отображении на графике ТТТ кривая закалки будет выглядеть как нос. Пока сталь охлаждается ниже кончика носа в течение допустимого времени, она затвердевает. На диаграмме ТТТ также показаны точные верхняя и нижняя точки превращения, а также температура аустенизации, используемая для построения этой кривой. После закалки сталь будет в основном мартенситной с остаточными карбидами, а в случае высоколегированных сталей часто также присутствует некоторое количество остаточного аустенита. После закалки сталь находится в сильно напряженном состоянии. Он очень твердый, но и очень хрупкий. За счет отпуска (нагрев между 250-1100˚F) большая часть напряжения снимается, превращая структуру в закаленный мартинсит путем высвобождения небольшого количества захваченного углерода, кроме того, часть любого остаточного аустенита превращается в мартенсит и общая твердость уменьшается. С уменьшением твердости уменьшается хрупкость и повышается вязкость. Второй цикл отпуска отпускает как исходный, так и вновь образованный мартенсит и превращает больше остаточного аустенита в мартенсит. Если цикл отпуска повторяется 3 раза 90% или более остаточного аустенита будет преобразовано в мартенсит отпуска. Для обычной стали лезвия в этом нет особой необходимости, так как низколегированные стали практически не имеют остаточного аустенита после закалки. Для лезвий из высоколегированных сталей это может стоить дополнительных усилий, а в некоторых случаях даже необходимо.
Мой метод заключается в том, чтобы начать отпуск на 50 градусов ниже чистового отпуска (т. е. отпуск при 375°F следует начинать при отпуске в 325°F). Замочите при более низкой температуре на 1 час, снимите и дайте остыть. Затем снова поставить духовку на 25 градусов выше, темперировать 1 час, вынуть и дать остыть. Затем завершите окончательный отпуск при температуре выше 25 градусов, прокалите в течение 1 часа, снимите лезвие и дайте остыть.
Стали делятся на три класса: гипоэвтектоидные (с меньшим содержанием углерода, чем у эвтектоидных), эвтектоидные и гиперэвтектоидные (с большим содержанием углерода, чем у эвтектоидных). Эвтектоидная точка (примерно 0,75% углерода по весу) в стали — это точка, при которой количество присутствующего углерода «насыщает» низкотемпературный материал, но еще недостаточно для образования «свободных» карбидов. В незакаленных сталях весь материал должен быть перлитом, представляющим собой смесь феррита (чистого железа) и цементита (карбида железа). Ниже эвтектоидной точки материал будет смесью феррита и перлита, а выше эвтектоидной точки материал будет смесью перлита и свободных карбидов.
Гипоэвтектоидные стали содержат от 0,01% до 0,75% углерода по весу. Эти стали с содержанием углерода выше 0,4% затвердевают и имеют тенденцию быть довольно прочными, хотя и не особенно твердыми. Добавление других сплавов может улучшить твердость и прокаливаемость. Доэвтектоидные стали, как правило, легко поддаются ковке, шлифовке и термообработке.
Эвтектоидная сталь содержит около 0,75% углерода по весу. Эти стали хорошо закаляются и, как правило, неприхотливы при работе с ними, но не обладают повышенной ударной вязкостью гипоэвтектоидных сталей без добавок. Это лучшие стали для начинающих оружейников из-за их щадящей природы, легкости термообработки и относительно высоких характеристик.
Заэвтектоидная сталь содержит от 0,85% до 1,25% углерода по весу. Эти стали могут давать самые высокие характеристики, потому что избыток углерода может образовывать различные карбиды. Они почти всегда встречаются с высоким содержанием сплавов, особенно таких карбидообразователей, как хром, ванадий, вольфрам. При правильной обработке эти стали имеют наилучшие свойства удержания кромки и износостойкости, но они темпераментны в работе и плохо реагируют на перегрев. Хорошее знание металлургии и надлежащий контроль температуры ковки и термообработки являются обязательными, прежде чем углубляться в эту группу сплавов
Базовая термообработка
Базовая термообработка для изготовления ножей или топоров представляет собой трехэтапный процесс, именно термообработка является наиболее важной частью изготовления ножей. Именно термообработка превращает предмет в форме ножа в нож.
Шаг первый
нормализовать нагрев лезвия до оранжевого каления и дать остыть до черного каления, сделать это три раза. Это устранит любые напряжения, возникающие при шлифовании, уменьшит размер зерна и оставит сталь в наилучшем состоянии для закалки. Если перед шлифовкой была проведена нормализация, можно использовать простое снятие напряжения, а не полную нормализацию. Для снятия стресса нагрейте до 1200-1300 градусов по Фаренгейту и дайте остыть. Этот метод снижает риск декарбонизации, а также количество и глубину накипи, которые необходимо удалить после термической обработки.
Шаг второй
Закалка — это нагрев лезвия до критической температуры (температура при которой весь углерод находится в растворе с железом) и закалка (в большинстве случаев в масле). тяжелейшее состояние. Критическая температура варьируется от сплава к сплаву (обычно от 1450 до 1550 градусов по Фаренгейту), чтобы определить критическую (1500 градусов по Фаренгейту для смеси 15n20/1084). Самый простой способ — нагреть сталь и проверить ее с помощью магнита, определить температуру, при которой она теряет магнетизм. называется точкой Кюри, точка Кюри примерно на 50-100 градусов ниже критической. На практике закалка с момента, когда сталь теряет магнетизм, обычно достаточно близка. на оценку температуры по цвету влияет окружающее освещение, поэтому даже при использовании стали, с которой вы знакомы, рекомендуется проверять температуру с помощью магнита. Нагрейте лезвие до этой точки и закалите лезвие в масле, закалите лезвие лезвием вниз или острием вперед в масле, не наклоняйте лезвие при входе в закалку, иначе лезвие, скорее всего, деформируется. Для большинства сталей подходит растительное или арахисовое масло, которое не токсично, также можно использовать моторное масло (свежее не используется), как и трансмиссионную жидкость, но не рекомендуется из-за токсичности паров. Для наилучшей, наиболее последовательной закалки и при работе с быстротвердеющими сталями следует использовать промышленную закалку, такую как Паркс-50 . Скорость закалки должна соответствовать скорости стали, с которой вы работаете. Охладите лезвие, пока весь цвет не исчезнет с лезвия, затем дайте остыть до комнатной температуры. Проверьте край с помощью напильника, чтобы убедиться, что лезвие закалено, если напильник «скатывается», приступайте к закалке. Если напильник «кусает», лезвие не затвердело, снова нагрейте его до чуть более высокой температуры и повторно закалите, а затем проверьте еще раз. Если лезвие все еще не затвердевает, возможно, кромка обезуглерожена, слегка отшлифуйте лезвие и еще раз проверьте, не затвердело ли оно, возможно, в используемой стали недостаточно углерода для закалки.
Шаг третий Закалка .
Закалка – это нагрев стали до 150-1000 градусов по Фаренгейту. Это уберет хрупкость, а также некоторую твердость стали. Температуры отпуска будут варьироваться в зависимости от используемого сплава, размера и типа изготавливаемого ножа. По большей части характерна температура 300-450 градусов по Фаренгейту в течение часа. (отпуск 425 градусов по Фаренгейту для оси 5-7 дюймов является правильным) Твердость стали измеряется по шкале Роквелла C (RC), эта шкала находится в диапазоне от RC30 (незакаленная сталь) до примерно RC70 для ножа среднего размера (6 лезвие -8 дюймов) твердость около RC58-60 является правильной, нож меньшего размера может быть жестче (RC58-62), а нож большего размера должен быть немного мягче (RC52-58). Для немного большей производительности три цикла отпуска можно сделать, первые 50 градусов ниже готового состояния. Например, для отпуска 350 начните с одного часа при 300, дайте остыть, затем один час при 325, дайте остыть и окончательный отпуск 350 в течение часа.
Temper ranges for common blade steels
Steel AS Hard 300 Deg 400Deg 500deg
1050 RC59 RC55 RC52 RC48
1075 RC64 RC62 RC59 RC58
1084 RC66 RC64 RC60 RC55
5160 RC62 RC59 RC56 RC54
O1 RC64 RC62 RC60 RC58
W1 Rc65 RC63 Rc61 RC59
(диапазоны темперирования можно найти в Интернете на веб-сайтах различных производителей)
Полировка и травление
Заточите лезвие как минимум до зернистости 220, затем начните ручную шлифовку с зернистостью 100-150. Используйте шлифовальный блок и отшлифуйте поперек предыдущего зерна, чтобы убедиться, что все следы предыдущего зерна удалены. Чтобы ускорить ручное шлифование, для первых двух или трех зернистостей можно использовать шлифовальную машину с твердой подложкой, последнюю зернистость перед травлением следует выполнять вручную, используя опорную тарелку. ЛЮБЫЕ глубокие грубые царапины, оставленные на отделке, проявятся при травлении, поэтому позаботьтесь о том, чтобы поверхность была как можно более ровной. перед попыткой травления зернистостью 400 необходимо выполнить финишную обработку с зернистостью не менее 220. Многие кислоты будут работать, чтобы показать рисунок, наиболее распространенным из них, используемым в мире изготовления ножей, является хлорид железа. Относительно безопасная кислота для работы с ней часто продается как зачарование печатной платы. Приблизительно 10% раствор хлорида железа и дистиллированной воды, по-видимому, работает лучше всего, но я призываю вас испытать и найти смесь, которая лучше всего подходит для вас. Подготовьте кислоту в кислотобезопасном пластиковом или стеклянном контейнере, достаточно глубоком, чтобы вместить всю часть ножа, которая будет видна над рукояткой в кислоте. (всегда добавляйте кислоту в воду, а не наоборот)
Теперь подготовьте отполированное лезвие, вымойте его мыльным раствором и водой, чтобы удалить масло с лезвия, высушите лезвие и не прикасайтесь к нему, любые отпечатки пальцев на лезвии испортят травление.
Погрузите лезвие в кислоту и оставьте на 1 минуту или около того. снимите лезвие и убедитесь, что все лезвие травится равномерно. Если это так, замените его кислотой. Если нет, промойте и отшлифуйте лезвие, а затем замените его в травильном станке. Проверьте это еще раз через 1 минуту или около того, если лезвие все еще неравномерно травится, попробуйте влажную шлифовку и мытье водой с мылом. Как только лезвие протравится равномерно, протравите его в течение примерно 5 минут, затем снимите лезвие, промойте и слегка смочите лезвие наждачной бумагой с зернистостью 400. Замените лезвие в травлении на другой цикл 5 мин. повторите, используя бумагу с зернистостью 600, пока не будет достигнута желаемая глубина травления. Количество времени и количество травлений, необходимых для получения хорошего глубокого чистого травления на лезвии, зависит от многих факторов, от температуры кислоты до основной структуры стали. Оставшуюся кислоту на лезвии необходимо нейтрализовать. В качестве хлорида железа можно использовать пищевую соду или нашатырный спирт (хорошо работает Windex). Затем лезвие следует промыть, тщательно высушить и сразу же смазать маслом или воском, чтобы предотвратить ржавчину. Для более темного контраста после глубокого травления лезвие можно воронить (горячим или холодным синим), а верхние части отполировать с помощью изношенной наждачной бумаги зернистостью 600 на твердой подложке. Я обнаружил, что холодный синий OxPho от Brownells хорошо работает и дает приятный темно-синий/серо-черный цвет.
Изготовление и установка рукоятки
Было найдено очень мало моделей Seax с целыми рукоятками. Они и те немногие, что были найдены с металлической гардой или навершием, наряду с современными произведениями искусства, дают нам представление о форме, длине и толщине рукоятей. Захваты, кажется, сильно различаются в зависимости от разных типов саксов. Но, кроме норвежских мечей с эфесом, ни у одного из тех, что я видел, не было гарды, которая была бы намного шире лезвия.
Как правило, рукоятка ножей Seax намного длиннее, чем у современных ножей, обычно 5-8 дюймов. Наиболее часто встречаются овальные или D-образные поперечные сечения. По большей части рукоять саксов была полностью сделана из органических материалов (деревянный костяной рог или рога), в результате чего осталось несколько рукоятей. Было обнаружено, что некоторые из них имеют сильно вырезанные рукоятки, геометрические узлы и зооаморфные темы кажутся обычными. Стиль орнамента определяется племенем, периодом времени и территорией.
Какой бы ни была конструкция с отшлифованным и полированным лезвием, нарисуйте хвостовик на материале рукояти, затем наметьте форму рукоятки на дереве. Отметьте центральную линию на стороне 90 град. из этого макета. Используйте квадрат, чтобы продолжить эти линии до верхней части материала. Используя эти линии в качестве направляющих, зажмите материал в сверлильном станке и с помощью сверла немного меньшего размера высверлите прорезь для хвостовика, переустанавливая блок рукоятки в тиски, чтобы просверлить оба угла хвостовика. Соскребите большую часть лишнего материала, затем зажмите материал для ручки в тисках и осторожно нагрейте хвостовик ножа до 500-900 ГРАДУСОВ F. Затем используйте хвостовик, чтобы прожечь щель. Поскольку лезвие подвергалось термообработке, убедитесь, что хвостовик, проходящий через место соединения с лезвием, не нагревается, так как это приведет к необходимости повторной термообработки лезвия. Если это вызывает серьезную озабоченность, стальной стержень может иметь форму, соответствующую хвостовику, и это используется для выжигания материала рукоятки. Проверьте соответствие между лезвием и рукоятью и при необходимости отрегулируйте
При желании можно сделать валик из рога рога или другой породы дерева и отшлифовать этот кусок для лучшего прилегания к лезвию. После того, как хвостовик установлен, при использовании валика снимите материал с верхней части рукоятки, чтобы задняя часть валика и рукоятка совпали заподлицо с хвостовиком в нижней части рукоятки.
Убедитесь, что нарисованный профиль ручки все еще находится в центре. Используйте рисунок в профиле в качестве ориентира для удаления материала и придания формы рукоятке. Использование ленточной пилы или ленточной шлифовальной машины быстрее, но легко зайти слишком далеко и испортить форму. Использование ручной пилы, рашпиля или напильника выполняется медленнее, но им легче управлять. Приблизьте форму к меткам (на данный момент, если штифт включен в конструкцию сверла и подходит к нему, затем продолжайте: хотя я никогда не видел штифт, включенный ни в один, кроме Seax типа vemos). Нарисуйте центральную линию на основе лезвия. Затем нарисуйте другой профиль и повторите удаление материала для двух других граней. Дважды проверьте, чтобы лезвие было отцентровано относительно шероховатой рукоятки, проверьте, выровнены ли рукоятка и лезвие, и при необходимости отрегулируйте. Скруглите и придайте форму рукоятке для закругления овалов, уберите углы и сделайте восьмиугольник. Затем скруглите, удалив углы восьмиугольника и, наконец, растушевав верхнюю точку и скруглив напильником или наждачной бумагой.
Если конструкция представляет собой сквозной хвостовик, шайба должна соответствовать хвостовику, если он выступает из задней части рукоятки, это может быть не что иное, как штампованная шайба из хозяйственного магазина, подогнанная под размер, до сложной розетки . Подгонка должна быть плотной, чтобы шайба должна была опуститься на последние 1/8 дюйма или около того хвостовика. Я считаю, что лучше всего выглядит, если шайба слегка вставлена в материал ручки. Для удаления материала можно использовать маленькое долото. Со сквозным хвостовиком хорошей идеей будет тонкая валиковая пластина, наконечник или валик из рога или рога, помогающие предотвратить раскалывание хвостовиком древесины при закалке. Другой вариант — использовать шайбу с более свободной посадкой и согнуть хвостовик, а не проковывать его, этот метод также используется на многих оригиналах. Я полагаю, что если делать упрочненный хвостовик или изогнутую конструкцию для сварки или пайки куска мягкого железа или стали до конца хвостовика, это снижает вероятность того, что упрочнение растрескается и отколется при упрочнении. Конец хвостовика можно использовать, но убедитесь, что он полностью отожжен.
Вручную отшлифуйте рукоятку/рукоятку до зернистости не менее 400 для получения наилучшего результата. При отделке деревянных ручек я обычно шлифую до 120, а затем наношу любую морилку, которую использую. Я даю ему высохнуть и отшлифовываю на зерне 220, повторно наношу любую морилку, а затем перехожу к зернистости 400. Если морилка не используется, я смачиваю древесину чистой водой между последними несколькими зернами, чтобы приподнять ворс для более тонкой отделки. При зернистости 400 я начинаю наносить масло. (Truoil — это старое средство, которое настоятельно рекомендуется). Обычно я наношу 2–3 слоя масла, используя сверхтонкую стальную вату между слоями. Я использую стальную вату, чтобы сгладить поверхность последнего слоя масла, и заканчиваю рукоятку небольшим количеством воска, отшлифованного мягкой тканью. (мебельный воск, пастообразный воск, воск для ружейной ложи хорошо работают, давая немного разные отделки)
Заточка
Первая кромка только что обработанного ножа должна быть надрезана шлифовальным станком для создания вторичной фаски. Как только это будет сделано, кромку можно повторно заточить или дополнительно обработать камнями.
На всех ножах со вторичным скосом (в основном, на всех ножах, кроме японских ножей и бритв) есть три типа кромки: плоская, выпуклая и вогнутая (полая шлифованная кромка). Большинство промышленных ножей имеют плоскую шлифованную кромку от 15 до 25 градусов. Плоская шлифованная кромка может быть легко заточена и хорошо режет. Большинство производителей нестандартных ножей используют выпуклую кромку с тем же основным углом 15-25. Кромка этого типа такая же острая, как и плоская, но она прочнее и способна дольше удерживать кромку. Однако заточить ручными камнями немного сложнее. Вогнутая кромка — это стиль, который хорошо подходит для некоторых ножей, таких как ножи для разделки мяса, для заточки которых будет использоваться сталь, но имеет ограниченную полезность для повседневного ножа, поскольку это относительно слабая кромка, быстро тупится и невозможна. для повторной заточки ручными камнями.
Как было сказано, большинство изготовителей нестандартных ножей используют выпуклую кромку, для установки этого типа кромки лезвие затачивается на провисшей ленте шлифовального станка. (Обычно я обрезаю лезвие лентой с зернистостью 120, регулярно охлаждая лезвие.) Держите лезвие ножа под углом 10° (измеряется от центральной линии лезвия до шлифовального станка), начиная с основания лезвия. слегка прижмите лезвие и сделайте один непрерывный проход по всему краю. Охладите лезвие и повторите эти шаги на противоположной стороне. Продолжайте этот процесс, чередуя стороны, пока по всему краю не появится заусенец (край проволоки).
В этот момент перейдите на более тонкую ленту (зернистость 220) и продолжайте чередовать стороны. Затем используйте ленту с зернистостью 400, чтобы повторно отполировать край. После этого подровняйте край буфера, чтобы удалить бор. Нож должен быть острым. Если край не острый после полировки, повторно обрежьте край под чуть более крутым углом и повторите шаги.
Некоторые производители вырезают кромку перед травлением и окончательной сборкой, а затем сглаживают вторичную фаску камнями или наждачной бумагой. Это может быть более привлекательным, но после заточки один или два раза внешний вид такой же, как заточка после сборки. Лично я предпочитаю делать лезвие очень тонким за кромкой и использовать минимальный вторичный скос.
Окончательная сборка
После заточки, повторной полировки и травления лезвия соберите нож и еще раз проверьте все подгонки. Разберите нож и разложите все детали по порядку и в правильной ориентации. Заклейте лезвие лентой (убедитесь, что лезвие находится в правильном положении ). Смешайте эпоксидную смолу и покройте хвостовик. Наденьте на любой валик и залейте под него эпоксидной смолой. Затем покройте внутреннюю часть рукоятки и везде, где рукоятка соприкасается, вставьте хвостовик в рукоятку. Лезвие можно зажать или установить в тиски для отверждения. Удалите излишки эпоксидной смолы и дайте застыть. Как только эпоксидная смола начнет схватываться, она будет легко отслаиваться от готовых поверхностей до полного затвердевания. При необходимости отполируйте рукоятку и повторно нанесите покрытие. Снимите ленту с лезвия и очистите WD-40, ацетоном или денатуратом. Лезвие, гарда и рукоятка теперь могут быть покрыты воском или маслом.
Наконечники
- Латунное долото можно использовать для удаления излишков эпоксидной смолы, затвердевшей на лезвии, не царапая сталь.
- Нанесение WD-40 на тряпку облегчит удаление излишков эпоксидной смолы.
- Слой воска на участках, где не должно быть эпоксидной смолы, будет добавлен при ее очистке
Рекомендуемое чтение:
- Уэйн Годдард
- Магазин ножей за 50 долларов
- Чудо изготовления ножей
- Джим Хрисулас
- Мастер клинков
- Полный кузнец
Справочные материалы:
Справочник по машинному оборудованию — (издание) Industrial Press
Меч викингов — Ян Пирс
Записи о средневековом мече — Юарт Окшотт, также «Археология оружия: оружие и доспехи от предыстории до эпохи рыцарства»
Меч в англо-саксонской Англии — Хида Дэвидсон
Дамаск из нержавеющей стали: проблемы в ковке
Дамаск из нержавеющей стали получает удар от одного из четырех хетмеров с силой носа в Vegas Forge. Ножи из дамаска из нержавеющей стали выглядят фантастически и устойчивы к ржавчине в процессе работы, но ставят ножедела перед множеством проблем.
Ковать нержавеющую сталь непросто. Еще труднее выковать из него дамасские узоры. Тем не менее, те, кто специализируется на ковке нержавеющего дамаска для продажи как фабричным, так и нестандартным производителям ножей, которые проводят свои дни перед механическим молотом, вытачивая заготовку за заготовкой, говорят, что этот материал горяч как никогда. Между тем, они разработали несколько приемов, чтобы сварные швы были надежными, узоры четкими, а инновации продвигались вперед.
«Есть вещи, которые я смог сделать сейчас и которые я думал, что не смогу сделать, когда только начинал», — сказал Майк Норрис, кузнец из нержавеющего дамаска с середины 1990-х годов. «Например, я делаю турецкий дамаск из нержавеющей стали».
Норрис управляет единоличным предприятием в своем магазине в Кентукки. В тот момент, когда он не перемещался между своей кузницей и дробилкой Бланшара, он объяснил часть процесса. «Когда вы выковываете углеродистую сталь, вы можете использовать флюс. Вы можете просто сложить слои, оплавить их, сунуть в огонь и сварить вот так. При работе с нержавеющей сталью вокруг заготовки должна быть контролируемая атмосфера», — пояснил он. «Флюс не работает на нем».
Процесс ковки из дамаска из нержавеющей стали
Если сварной шов в заготовке из углеродистого дамаска не держится, у кузнеца может быть возможность нанести ему еще один удар. Не так с нержавеющим дамаском. Есть один выстрел, и если он не сгорит, заготовка отправится в кучу металлолома. Кроме того, кислород не может коснуться нержавеющей стали во время процесса. В то время как другие кузнецы строят банку, помещая металл в какой-то контейнер, сплавляя его, а затем запуская в кузнечное дело, Норрис использует нержавеющую фольгу.
Херукус Бломерус снабжает свою папку HB 18 PHIRI лезвием из нержавеющей стали Intrepid, выкованным Чадом Николсом Дамаском. (Изображение SharpByCoop) Дамаск из нержавеющей стали популярен как никогда, говорит Норрис. Наиболее востребованными его моделями являются Fire Clone и Hornet’s Nest, и он обычно выковывает их из нержавеющей стали 19C27 и 302 и инструментальной стали D2. Он сказал, что за последние несколько лет видел, как многие производители обтачивали лезвия из сан-май, материала лезвия с сердцевиной из твердой стали, зажатой между более мягкими.
Устав от того, что сердцевина на готовом ноже располагается не по центру, а между двумя внешними слоями, Норрис разработал сан-май с прямой сердцевиной. Он разрезает дамасскую заготовку пополам, вставляет ее между сторонами из нержавеющей стали XHP и сваривает все вместе. В результате сердцевина остается в центре, а узор неискажается. Таким образом, когда производитель отправляет сталь на шлифовку, сердцевина «будет там каждый раз», сказал он.
Все эти усилия помогают конечному пользователю успокоиться, считает Норрис. Вместо того, чтобы беспокоиться об уходе за углеродным лезвием, лезвие из дамаска из нержавеющей стали обладает коррозионной стойкостью и может хорошо выглядеть при этом. Еще одно преимущество, сказал Норрис: он может удерживать контраст. Нож, который Норрис использовал для охоты с луком около двух десятилетий, сделанный из одной из его первых заготовок из нержавеющего дамаска, выглядит почти так же хорошо, как и в тот день, когда он его сделал. «И, — воскликнул он, — я содрал ею много оленей!»
Эксперименты с нержавеющим дамаском
Ковка нержавеющего дамаска требует готовности выйти за пределы карты. Это не страна углеродистой стали 1080. Нержавеющий дамаск
Fire Clone от Майка Норриса — сталь для лезвия папки Джонаса Иглесиаса. (Изображение предоставлено Майком Норрисом)Чад Николс из Chad Nichols Damascus обычно может посвятить время экспериментам в декабре, когда бизнес несколько замедляется и у него и его магазина из пяти человек есть немного дополнительного времени. Кроме того, летние температуры в его районе в Миссисипи иногда могут быть просто адскими.
Магазин Чада производит ножи из различных материалов, включая титановый дамаск, мокути, углеродистый дамаск и нержавеющий дамаск. Бумеранг и бассейн с волнами были популярны у его клиентов из дамасской стали, как и заготовки типа сан-май.
По словам Чада, дамаск по существу распадается на два основных узора: капля дождя и лестница. Однако в последнее время он пробует новые виды стали. Он ковал заготовки сан-май с необычными стальными сердечниками. Услышав недавно, что CPM MagnaCut, сталь типа 4V, может стать следующим материалом для горячего лезвия, он начал использовать его в качестве сердцевины.
Tempest от Brian Nadeau предлагает лезвие из нержавеющего дамаска в NitroV от Vegas Forge. Каркас из титана, циркония и AKS Timascus™. (изображение SharpByCoop)И как вы работаете с новой сталью?
— Угадай, — выпалил Николс, смеясь. «Начните с довольно хорошо обоснованного предположения и продолжайте оттуда. Я имею в виду, что это все еще сталь, у каждого из них есть характеристики, но вам просто нужно немного походить на них, пока вы не поймете это. Тогда делайте заметки».
Как только он разобрался со сталью, все идет гладко — в основном.
«Первый раз, да, но потом все как всегда. Я занимаюсь этим уже почти 20 лет, и если есть что-то, то это приведет вас в школу», — сказал он. «Каждый из них двигается по-разному, по-разному воспринимает тепло. Есть стали, с которыми нужно быть очень осторожным, чтобы не перегреть их, например, на 20 градусов».
Да, сэр, некоторые любят погорячее.
Изготовление моделей
По словам Джесси Харбера, президента Vegas Forge, всего семь лет назад средний потребитель не знал, что такое дамаск. Теперь они видят это на Forged in Fire и знают.
Чад Николс Дамаск в последнее время опробовал новые типы комбинаций материалов, в том числе кованые заготовки сан-май с необычными стальными сердечниками. (Изображение Чада Николса из дамаска) Подавляющая часть бизнеса Vegas Forge связана с нержавеющим дамаском. Поскольку он работает с мозаичным дамаском — создает узоры в банке, запечатывает ее и нагревает — Vegas также может нанести, скажем, фирменный логотип прямо на сталь. Из 16 паттернов, которые предлагает Vegas Forge, самыми популярными являются елочка и спирограф. Это шаблоны, рожденные в результате серьезного развития.
Несколько лет назад «мы перешли от сварки MIG к сварке TIG, что дало более плотную герметизацию банки, так что в ней не было отверстий», — сказал Харбер. «И мы усовершенствовали систему, которую мы использовали, на самом деле работали с некоторыми инженерами из Калифорнии, парой старых добрых русских парней. Это, наверное, самое большое достижение, которого мы добились».
То, что они пытаются предотвратить? Плохой сварной шов, что-то, что стало бы слишком очевидным, если бы заготовку фрезеровали и сталь начала отслаиваться.
Модель Hybrid из нержавеющей дамасской стали от Майка Норриса — это материал для лезвия папки, созданной Алистером Бастианом. (Изображение Майка Норриса из Дамаска). На это уходит намного больше времени, но рисунок остается четким», — отметил Харбер. «Он не смешивает и не размывает слои из-за всего воздействия». Среди всех инноваций, «сумасшедшего волшебства» разработки лекал, Vegas Forge вышла за пределы ножевой индустрии. Он также поставляет круглый материал производителям ювелирных изделий, например, для изготовления мужских колец.
Как оказалось, многие ценят простоту в уходе и завораживающие узоры хорошего куска дамаска из нержавеющей стали.
СЛЕДУЮЩИЙ ШАГ: Загрузите бесплатный выпуск журнала KNIFE GUIDE
BLADE MagazineЕжегодный выпуск Руководства по ножам BLADE включает в себя новейшие ножи и точилки, а также обзоры ножей и топоров, ножны, комплекты ножей и каталог ножевой индустрии.
Получите БЕСПЛАТНУЮ цифровую мгновенную загрузку ежегодного Руководства по ножам в формате PDF. Нет, правда! Мы отправим его вам по электронной почте прямо сейчас, когда вы подпишетесь на рассылку новостей по электронной почте BLADE.
Создание дизайнов, тем, шаблонов и загружаемых графических элементов на Dribbble
-
Посмотреть логотип ножа
Логотип ножа
-
Просмотр Forging Faithfulness Dribbble
Ковка верности Дрибббл
-
Посмотреть монограмму
Монограмма
-
Просмотр лидеров формирования
Поковочные лидеры
-
Посмотреть Создание моего нового сайта
Создание моего нового сайта
-
View Reach: налаживание значимых отношений между наставником и подопечным
Охват: налаживание конструктивных отношений между наставником и подопечным
-
Кулон «Писанка»
Кулон с писанкой
-
Посмотреть веб-сайт Alteka Aluminium Forging
Веб-сайт Alteka Aluminium Forging
-
Просмотр анимации процесса
Анимация процесса
-
Посмотреть Увидимся в Мэдисоне на CrossFit Games
Увидимся в Мэдисоне на CrossFit Games
-
Посмотреть Создавая будущее 2
Создавая будущее 2
-
Посмотреть логотип Trinity Forge 01
Логотип Trinity Forge 01
-
Посмотреть постер из кузнечной стали и типа ковки
Плакат с кованой сталью и ковкой
-
Посмотреть кузнечные бренды Eagle
Клейма Eagle
-
Посмотреть Фирменный стиль Писанки
Писанка Фирменный стиль
-
Посмотреть логотип Trinity Forge-02
Логотип Trinity Forge-02
-
Посмотреть логотип Trinity Forge 02
Логотип Trinity Forge 02
-
Посмотреть концепцию логотипа Trinity forge 01
Trinity forge Концепция логотипа 01
-
Посмотреть Crossfit Aptos 4th
Кроссфит Аптос 4-й
-
Посмотреть логотип Trinity Forge-01
Логотип Trinity Forge-01
-
Посмотреть заголовок Forging Frontiers
Заголовок Forging Frontiers
-
Просмотр создания нашего будущего
Создавая наше будущее
-
Посмотреть Создание будущего
Создавая будущее
-
Посмотреть концепцию логотипа Trinityforge 03
Концепция логотипа Trinityforge 03
Зарегистрируйтесь, чтобы продолжить или войдите на сайт
Загрузка еще…
О штамповке и ковке с осадкой
Штамповка
Штамповка в закрытых штампах представляет собой процесс формовки стали, при котором нагретую стальную заготовку помещают на нижний блок кристаллизатора, а на верхний штамп -оснащенный поршневым молотом вбивается или «падает» вниз, заставляя металл заполнять контуры двух матричных блоков. Ковка на молоте осуществляется последовательным оттиском штампа с повторными ударами. Качество ковки, а также экономичность и производительность молоткового процесса зависят от инструментов и навыков оператора.
Ковка с осадкой
Ковка с осадкой — это производственный процесс, при котором металл пластически деформируется под большим давлением в высокопрочные компоненты различных размеров. Этот процесс ковки идеально подходит для более длинных форм, когда необходимо выковать только один конец детали. Поковки с высадкой изготавливаются путем сбора материала в определенной области стержня из углеродистой, легированной или нержавеющей стали. Механический пресс, используемый для изготовления этих компонентов, работает в горизонтальной плоскости. Матрицы разделены, чтобы материал мог выступать за пределы механического пресса, а часть усилия формования обеспечивается третьей матрицей, прикрепленной к жатке.
Почему кузница?
В процессе ковки можно создавать детали, которые прочнее, чем детали, изготовленные с помощью любого другого процесса металлообработки. Вот почему поковки почти всегда используются там, где важны надежность и безопасность человека.
ПОКОВКИ по сравнению с отливками
- Поковки прочнее. Литье не может получить упрочняющий эффект горячей и холодной обработки. Ковка превосходит литье по предсказуемым прочностным характеристикам, обеспечивая превосходную прочность, которая гарантирована от детали к детали.
- Ковка устраняет дефекты литых слитков или непрерывнолитых прутков. Отливка не имеет ни текучести зерен, ни направленной прочности, и процесс не может предотвратить образование определенных металлургических дефектов. Предварительная кузнечная заготовка создает поток зерен, ориентированный в направлениях, требующих максимальной прочности. Дендритные структуры, сегрегации сплава и подобные дефекты очищаются при ковке.
- Поковки надежнее, дешевле. Дефекты литья бывают самых разных форм. Поскольку горячая обработка улучшает рисунок зерна и придает высокие свойства прочности, пластичности и сопротивления, кованые изделия более надежны. И они производятся без дополнительных затрат на более строгий контроль процесса и проверки, которые необходимы для литья.
- Поковки лучше реагируют на термообработку. Отливки требуют тщательного контроля процессов плавления и охлаждения, поскольку может произойти сегрегация сплава. Это приводит к неравномерному отклику на термообработку, что может повлиять на прямолинейность готовых деталей. Поковки более предсказуемо реагируют на термообработку и обеспечивают лучшую размерную стабильность.
- Гибкое и экономичное производство поковок адаптируется к спросу. Для некоторых отливок, таких как отливки со специальными характеристиками, требуются дорогие материалы и средства управления технологическим процессом, а также более длительные сроки изготовления. Открытая штамповка и прокатка колец являются примерами процессов ковки, которые адаптируются к различной длине производственного цикла и позволяют сократить время выполнения заказов.
ПОКОВКИ по сравнению со сварными изделиями/изделиями
- Поковки обеспечивают экономию производства, экономию материалов. Сварные конструкции являются более дорогостоящими при больших объемах производства. Фактически, готовые детали являются традиционным источником ковки по мере увеличения объема производства. Первоначальные затраты на инструменты для ковки могут быть покрыты за счет объема производства и экономии материалов, а также за счет внутренней экономики производства ковки, более низких затрат на рабочую силу, сокращения брака и переделок, а также снижения затрат на контроль.
- Поковки прочнее. Сварные конструкции обычно не свободны от пористости. Любой выигрыш в прочности, полученный от сварки или крепления стандартных прокатных изделий, может быть потерян из-за плохой сварки или соединения. Ориентация зерен, достигнутая при ковке, делает детали более прочными.
- Поковки предлагают экономичный дизайн/контроль. Многокомпонентная сварная сборка не может сравниться с экономией затрат, полученной от правильно спроектированной цельной поковки. Такое объединение деталей может привести к значительной экономии средств. Кроме того, сварные детали требуют дорогостоящих процедур контроля, особенно компонентов, подвергающихся высоким нагрузкам. Поковок нет.
- Поковки обладают более стабильными металлургическими свойствами. Избирательный нагрев и неравномерное охлаждение, возникающие при сварке, могут приводить к таким нежелательным металлургическим свойствам, как непостоянная зернистая структура. В процессе эксплуатации сварной шов может действовать как металлургический надрез, который может привести к выходу детали из строя. Поковки не имеют внутренних пустот, которые могут привести к неожиданному выходу из строя под нагрузкой или ударом.
- Поковки предлагают упрощенное производство. Сварка и механическое крепление требуют тщательного выбора соединительных материалов, типов и размеров креплений, а также тщательного контроля за процессом затяжки, что увеличивает производственные затраты. Ковка упрощает производство и обеспечивает лучшее качество и постоянство деталей.
ПОКОВКИ по сравнению с обработанным прутком/плитой
- Поковки предлагают более широкий диапазон размеров желаемых сортов материала. Размеры и формы изделий из стального прутка и листа ограничены размерами, в которых эти материалы поставляются. Часто ковка может быть единственным процессом металлообработки, доступным для определенных марок стали желаемых размеров. Поковки могут быть экономично изготовлены в широком диапазоне размеров от деталей, наибольший размер которых составляет менее 1 дюйма, до деталей весом более 450 000 фунтов.
- Зерна поковок ориентированы по форме для большей прочности. Обработанный стержень и пластина могут быть более подвержены усталостной коррозии и коррозии под напряжением, так как механическая обработка срезает зернистость материала. В большинстве случаев ковка дает структуру зерна, ориентированную на форму детали, что обеспечивает оптимальную прочность, пластичность и устойчивость к ударам и усталости.
- Поковки позволяют лучше и экономичнее использовать материалы. Пластина для резки пламенем — это расточительный процесс, один из нескольких этапов изготовления, при котором расходуется больше материала, чем необходимо для изготовления таких деталей, как кольца или ступицы. Еще больше теряется при последующей обработке.
- Поковки дают меньший лом; большее, более рентабельное производство. Поковки, особенно формы, близкие к чистой, позволяют лучше использовать материал и дают меньше брака. При крупносерийном производстве поковки имеют решающее преимущество в стоимости.
- Поковки требуют меньше вторичных операций. В состоянии поставки некоторые марки прутков и пластин требуют дополнительных операций, таких как токарная обработка, шлифовка и полировка, для устранения неровностей поверхности и достижения желаемой чистоты, точности размеров, обрабатываемости и прочности. Часто поковки можно пустить в эксплуатацию без дорогостоящих вторичных операций.
ПОКОВКИ по сравнению с деталями из порошкового металла (P/M)
- Поковки прочнее. Низкие стандартные механические свойства (например, прочность на растяжение) типичны для деталей P/M. Поток зерен поковки обеспечивает прочность в критических точках напряжения.
- Поковки обеспечивают более высокую целостность. Для предотвращения дефектов P/M требуется дорогостоящая модификация плотности деталей или инфильтрация. Оба процесса увеличивают затраты. Измельчение зерна кованых деталей обеспечивает прочность металла и отсутствие дефектов.
- Поковки требуют меньше вторичных операций. Особые формы P/M, резьба и отверстия, а также точные допуски могут потребовать сложной механической обработки. Операции вторичной ковки часто можно свести к чистовой обработке, сверлению отверстий и другим простым операциям. Присущая поковкам прочность обеспечивает стабильное и превосходное качество обработанной поверхности.
- Поковки обеспечивают большую гибкость конструкции. Формы P/M ограничены теми, которые можно вытолкнуть в направлении прессования. Ковка позволяет создавать конструкции деталей, которые не ограничиваются формами в этом направлении.
- В поковках используются менее дорогие материалы. Исходными материалами для высококачественных деталей P/M обычно являются распыленные водой, предварительно легированные и отожженные порошки, которые стоят значительно больше за фунт, чем прутковые стали.
Изготовление меча 101: Как выковать меч
перейти к содержаниюBladesmithingMetal
Кристин Арцт
Обзор ковки мечей
Изготовление мечей — это ремесло, основанное на тысячелетней практике изготовления клинков и ковки. Оружейники специализируются на ковке лезвий длиной более 24 дюймов для изготовления мечей из стали. Кузнецы используют различные стали для ковки мечей, такие как высокоуглеродистые стали и различные типы сталей, сваренных по шаблону, обычно называемых дамасской сталью. Требуются годы, чтобы освоить кузнечное дело, и это одно из самых опасных видов оружия, которое может сделать кузнец. Из-за присущей опасности рекомендуется пройти курс обучения у профессионального кузнеца.
Ковка мечей на протяжении всей истории
Стальные мечи, сваренные по шаблону, датируются первым тысячелетием до нашей эры, кельтские, африканские, германские и римские мечи впервые использовали этот метод. Многослойная дамасская сталь, которая представляет собой форму сварки по шаблону, также использовалась в Южной Азии и на Ближнем Востоке в средние века.
Китайским мастерам меча приписывают создание технологии, которая попала в Корею и Японию, где мастера меча разработали инновационные методы и новое оружие, такое как катана. Между 1185–1333 гг. н.э. Япония находилась под военным правлением. Это стало известно как «Золотая эра» японского кузнечного дела, поскольку они стали быстро разрабатывать новые технологии и мастерство в кузнечном деле из-за необходимости защиты.
Промышленная революция привела к развитию передовых машин и технологии изготовления мечей. Традиционные методы кузнечного дела стали менее распространенными, пока не возродились совсем недавно. К середине 20-го века изготовление клинков стало нишевой отраслью, поддерживаемой небольшим пулом мастеров клинков.
В 1960-х годах кузнец Уильям Моран начал возрождать древний процесс сварки по образцу при ковке дамасской стали. Хотя точные традиционные методы не были записаны, Моран сумел сам научиться этому процессу и опубликовал бесплатный буклет с подробным описанием процесса. В конечном итоге Моран сделал процесс изготовления мечей доступным для всех, кто хотел учиться. Он основал Американское общество кузнецов клинков в 1976, что еще больше расширило сеть и ресурсы как профессиональных мастеров, так и мастеров-любителей.
Как выковать меч за 11 шагов
Ковать меч может быть опасно, и только вам решать, насколько острым будет ваш меч. Прежде чем начать, спланируйте свой проект в мельчайших деталях, вплоть до вашего намерения сделать меч. Это украшение, которое будет висеть на вашей стене, или оно будет функциональным и острым? Проведя обширные исследования и найдя мастера-оружейника, у которого можно поучиться, вы можете приступить к изготовлению собственного меча.
Step 1: Prepare your tools and materials
-
Hammer
-
Anvil
-
Tongs
-
Vise
-
Forge
-
High carbon or Damascus steel . Вы можете либо сварить сварную сталь по собственному шаблону, либо купить собственную.
-
Зубила, пробойники и пробойники
-
Наждачная бумага
-
Магнит
-
Гатительный масло в контейнере для хранения металлов
-
Belt Sander
Шаг.
вашего меча. Мы рекомендуем начать с простого дизайна, чтобы освоить основы. Исследуйте традиционные мечи из истории, чтобы получить вдохновение и нарисовать свой дизайн на бумаге. Начните свой проект со стандартной стали, которая примерно соответствует длине вашего окончательного проекта. Шаг 3: Нагрейте до желтого цвета
Возьмите сталь щипцами и нагрейте ее в горне, пока цвет стали не станет желтым. Это будет означать, что материал достиг температуры от 2100 до 2200 градусов по Фаренгейту.
Шаг 4. Придайте материалу форму
Как только материал нагреется, достаньте сталь из горна. Положите приклад на наковальню и с помощью молотка придайте углу форму меча. Убедитесь, что обе стороны стали сужены равномерно.
Шаг 5. Сплющьте лезвие меча
Срежьте кромки стали с помощью молотка, чтобы создать режущую кромку с обеих сторон меча. Как только вы забьете одну сторону, переверните меч на наковальне и забейте другую сторону, пока обе стороны не станут ровными.
Шаг 6: Нагрейте и охладите
После того, как вы придали форму своему мечу, снова нагрейте его, чтобы нормализовать сталь. Возьмите сталь щипцами и доведите ее до немагнитной температуры (около 1420 градусов по Фаренгейту). Дайте ему остыть при комнатной температуре. Как только весь красный цвет покинет сталь, поместите ее обратно в кузницу и повторите этот процесс три раза.
Шаг 7: Шлифовка
Отшлифуйте меч, чтобы сгладить края на ленточной шлифовальной машине или вручную.
Шаг 8: Укрепление и заточка ножа
После того, как меч будет скошен, нормализован и отшлифован, снова нагрейте его и погрузите в масло до комнатной температуры. Этот процесс известен как закалка, и он закаляет сталь, чтобы укрепить ваш меч. Убедитесь, что вы переводите лезвие из огня в закалку как можно быстрее. Если вы будете слишком медленны, лезвие меча не затвердеет должным образом.
Шаг 9: Разогрейте
Медленно разогрейте закаленный меч в горне до более низкой температуры. Это ослабит хрупкость и напряжение, вызванное процессом закалки.
Шаг 10: Создание рукояти
Эфес — это еще одно название рукояти меча. Обычно он делается из кожи, проволоки или дерева и крепится к лезвию, чтобы облегчить удержание меча. Навершие представляет собой большое приспособление наверху рукояти и обычно изготавливается из металла. Это гарантирует, что меч не выскользнет из вашей руки, а также обеспечивает взвешенное равновесие.
Шаг 11: Заточите
С помощью тонкого напильника и точильного камня тщательно затачивайте лезвие меча, пока не будете удовлетворены результатом.
Как научиться делать мечи
Если вы начинающий кузнец или кузнец, мы рекомендуем сначала пройти обучение у профессионала, чтобы сделать свой собственный меч. Существуют общедоступные ресурсы и организации, такие как Американское общество кузнецов, где вы можете общаться с другими кузнецами, учителями, учениками и т. д. После того, как вы освоите основы и правила техники безопасности, вы можете решить построить собственную кузницу дома.
Научитесь кузнечному делу в Крусибле
Отдел кузнечного дела Крусибла предлагает очные занятия по кузнечному делу в своей кузнице. Эти специализированные классы сосредоточены на методах ковки, необходимых для производства ножей, мечей и лезвий всех видов, и проводятся всемирно известными кузнецами. На занятиях вы спроектируете собственное лезвие, проконтролируете структуру зерна стали, узнаете, как закалить и закалить лезвие, а также сконструируете рукоять.
Перед тем, как пройти курс «Кузнечное дело», в «Горниле» необходимо пройти курс «Кузнечное дело II» или обладать эквивалентными знаниями, полученными в этом классе.
Часто задаваемые вопросы по изготовлению мечей
Можно ли выковать меч дома?
Ковка меча — это продвинутый кузнечный проект, который может стать огромным делом для начинающих кузнецов. Как и большинство процессов ковки, ковка меча требует терпения, опыта и времени. С правильными инструментами и защитным снаряжением вы можете выковать меч дома. Самый простой и наименее затратный способ выковать меч в домашних условиях — использовать стандартную сталь и ленточный шлифовальный станок.
Можно ли сделать меч без кузницы?
Да, меч можно сделать без кузницы. Сначала вы вырежете форму меча на длинном стальном листе. После того, как грубая форма будет вырезана, вы затачиваете и сглаживаете край на ленточной шлифовальной машине. Чтобы сделать простую рукоятку, проделайте три отверстия на краю лезвия и прикрепите два плоских куска дерева по обеим сторонам лезвия. Отшлифуйте деревянную рукоять, и вы успешно сделали меч без кузницы!
Сколько стоит выковать меч?
Стоимость ковки меча будет зависеть от доступных вам ресурсов. Если вы планируете выковать свой собственный меч дома, вам может понадобиться построить безопасное место, чтобы иметь кузницу, наковальню и другие инструменты для кузнечного дела. Стоимость создания собственной кузницы дома может варьироваться от 500 до 5000 долларов, в зависимости от оборудования и материалов, с которыми вы хотите работать. Вы также можете пройти публичный урок у профессионального кузнеца в известной кузнице. The Crucible предлагает курсы Bladesmithing, стоимость которых начинается от 600 долларов.
В чем разница между ножом и мечом?
Основное отличие ножа от меча — длина лезвия. Обычно лезвие меча превышает 24 дюйма. Любой мельче, и он определяется как нож или кинжал.
Продолжить знакомство с руководствами по металлу
Узнайте, как работать с механическими молотами и как они работают, из этого вводного руководства по кузнечному делу с помощью силового молота….
Подробнее →
Задумывались ли вы, чем занимается литейный цех? Узнайте разницу между черными и цветными металлами и как начать литейную карьеру….
Подробнее →
Узнайте о различных способах литья из бронзы в литейном и ювелирном деле, а также о том, как начать работу, из этого руководства для начинающих по литью из бронзы….
Подробнее →
Узнайте о различных типах потерянного воска литье, от металлов до стекла, и как начать работу в этом руководстве для начинающих по литью по выплавляемым моделям. …
Подробнее →
Узнайте, как построить собственную кузнечную кузницу и стать кузнецом с помощью этого пошагового руководства. руководство….
Подробнее →
Узнайте все, что вы хотели знать о литье металлов, от типов форм до различных методов литья….
Подробнее →
Вы можете научиться ковать металл
В Горниле предлагаются новые курсы кузнечного дела еженедельно.
Кузнечное дело I
Изучите основы кузнечного дела! Этот курс обучает основным навыкам, необходимым для ковки стали и понимания кузнечных инструментов. Мы представим сужение, осадку,…
Узнать больше и зарегистрироваться →
Кузнечное дело II
Углубите свои знания в этом продолжении кузнечного дела I. Этот класс предназначен для развития ваших основных навыков, а также методов, включая создание свитков, изготовление воротников, базовые…
Узнать Подробнее и зарегистрироваться →
Кузнечная лаборатория
Занятия в лаборатории — это большое преимущество, исключительно для участников Crucible! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкция не предоставляется…
Узнать больше и зарегистрироваться →
3-часовой дегустатор: кузнечное дело
3-часовой дегустатор — отличный способ изучить новую форму искусства без более глубокого изучения полного курса. После базового ознакомления с ковкой стали и использованием кузнечных инструментов,…
Узнать больше и зарегистрироваться →
Кузнечная сварка
На протяжении веков кузнечная сварка была единственным способом сварки стали и железа, чаще сварочные лезвия и ножи. Теперь вы можете углубить свои кузнечные навыки…
Узнать больше и зарегистрироваться →
Техники декоративной обработки железа
Поднимите свои навыки на новый уровень и начните производить работы, которые продаются! Этот класс охватывает традиционные методы декоративной обработки металла и знакомит с механическим молотом. Вы изучите…
Узнать больше и зарегистрироваться →
Силовой молот I
Мы сосредоточимся на методах силового молота, поскольку мы выковываем набор основных молотковых инструментов, боковых наборов и круглой плоской пластины. К тому времени, когда эти новые инструменты будут подвергнуты термической обработке, учащиеся будут…
Узнать больше и зарегистрироваться →
Женское кузнечное дело I
Научитесь кузнечному делу, которому обучают женщины, для женщин! Этот класс охватывает основы, необходимые для ковки стали и понимания кузнечных инструментов. Мы познакомим вас с конусностью, осадкой,…
Узнать больше и зарегистрироваться →
Молодежное кузнечное дело I
Научитесь гнуть и придавать форму стали в кузнице Горнила, практикуя традиционные кузнечные приемы, такие как рисование, гибка, скручивание, пробивка, разрезание и дрейф…
Узнать больше и зарегистрироваться →
Погружение в кузнечное дело для молодежи
Погрузитесь глубже в этот молодежный семинар начального и продолжающего уровня. Студенты делают захватывающий шаг в недельном обучении, становясь по пути молодыми ремесленниками. Научитесь сгибать и придавать форму…
Узнать больше и зарегистрироваться →
Формы природы
Используйте традиционные методы кузнечного дела для создания органических форм для функциональных объектов или скульптур.