 alexxlab
alexxlab Монтаж системы отопления из полипропиленовых труб своими руками
Содержание:1. Основы производства полипропиленовых труб для отопления
2. Достоинства отопительных контуров из полипропилена
3. Сварка и монтаж системы отопления из полипропиленовых труб
4. Правила сварки труб между собой
Чтобы грамотно сделать систему теплоснабжение в постройке любого типа, важно не только соблюсти все процедуры установки, но и предварительно выбрать оборудование, которое будет использовано для такой работы, в частности, материал, из которого будут изготовлены трубы. Сегодня широкую популярность приобрел монтаж системы отопления из полипропиленовых труб, а также медных изделий и труб из металлопластика.
Классический вариант отопительного контура, выполненного из черного металла, сегодня применяется все реже. Предпочтение же чаще отдается монтажу системы отопления из полипропилена.Конструкция этих труб включает в себя следующие структурные элементы:
- непосредственно сами трубы;
- тройники;
- фитинги;
- муфты;
- отводы.

Основы производства полипропиленовых труб для отопления
Основным материалом для изготовления труб такого типа выступает пропиленовый полимер, который обрабатывается экструзионным способом. Такая обработка делает возможным хорошее сцепление структурных частей трубы. Если говорить о специальной арматуре запорного типа, а также фитингах, то эти элементы полипропиленовых труб для отопления производятся путем инжекционного прессования.Монтаж системы отопления полипропиленовыми трубами может быть выполнен с применением не только однотонного материала (прочитайте также: «Монтаж систем отопления дома по правилам»). Современный строительный рынок предлагает широкую цветовую гамму таких изделий, что позволяет удачно вписать отопительный контур в тот или иной интерьер.Для того чтобы выбрать желаемый оттенок трубы, всегда можно обратиться к специалистам по установке, которые готовы предоставить многочисленные фото вариантов этих труб самых разных цветов.
Система отопления из полипропиленовых труб часто предусматривает использование армированных деталей, обработка которых выполняется посредством алюминия или стекловолокна.
Специалисты не рекомендуют применять трубы без армирования, они подойдут лишь для устройства системы водоснабжения, так как показатель их температурного расширения является очень высоким. Это значит, что стояк отопления из полипропиленовых труб обязательно должен быть предварительно обработан специальным покрытием, предотвращающим увеличения объема всей конструкции под воздействием высокой температуры.
Стандартная армированная полипропиленовая труба включает в себя три слоя:
- внутренний, состоящий непосредственно из полипропилена;
- слой, основу которого может составлять либо фольга на алюминиевой основе, либо стекловолокно;
- внешний слой, также включающий в себя полипропилен.

Достоинства отопительных контуров из полипропилена
Использование полипропиленовых труб в отоплении обусловлено массой преимуществ, среди которых можно отметить следующие:- срок службы полипропиленовых труб отопления составляет от 25 до 50 лет;
- благодаря особому составу внутренние стенки таких труб не подвержены образованию коррозии;
- даже в условиях высоких температур полипропилен стойко переносит химические воздействия;
- теплоноситель в отопительном контуре из полипропилена не издает неприятных шумов;
- надежность стыков этих элементов позволяет оборудовать надежную и целостную конструкцию;
- выполняя такую процедуру, как пайка отопления полипропиленовыми трубами, не потребуется использовать сложное строительное оборудование, так как достаточно будет лишь воспользоваться стандартным аппаратом для сварки или паяльником;
- стоимость труб из полипропилена доступна для рядового потребителя;
- благодаря особым свойствам такого материала, он не пропускает сквозь себя кислород, что позволяет защитить систему от образования в ней ржавчины и от порчи деталей из металла;
- прочность полипропиленовых труб весьма высока;
- не менее важное свойство этих изделий – их экологичность и безвредность для жильцов.

Сварка и монтаж системы отопления из полипропиленовых труб
Смонтировать отопительную систему из полипропиленовых труб собственноручно вполне реально, причем для выполнения такой работы нет необходимости обладать специальными строительными навыками. Важно лишь четко соблюдать весь алгоритм действий, предписанный инструкцией по установке, и грамотно выполнять все процедуры.Как уже упоминалось, чтобы оборудовать такую систему теплоснабжения, потребуется наличие самих труб, фитингов, а также инструментов для сварки. Что касается последних, то здесь важно использовать определенный ряд строительного оборудования.Так, к сварочным инструментам, предназначенным для соединения частей полипропиленовых труб, принято относить следующие:
- оборудование, именуемое сварочным аппаратом и представляющее собой нагреватель или паяльник;
- насадки на трубы;
- специальное устройство – шейвер, которому отводится роль удаления фольги на основе алюминия;
- инструмент для разрезания труб, например, кусачки или труборез;
- фаскосниматель.

Правила сварки труб между собой
Порядок работы при соединении труб из полипропилена между собой путем сварки должен быть следующим:- Для начала следует насадить фитинг на специально предназначенный для этого нагревательный штырь, а с обратной стороны вставить трубу в гильзу.
- После этого детали следует продержать на паяльнике такое количество времени, чтобы они в достаточной степени размягчились и были готовы для скрепления между собой (как правило, это время зависит от толщины трубных стенок). При желании фото с параметрами сроков выдержки изделий на паяльнике всегда можно найти у специалистов по монтажу такого оборудования.
- Далее, сняв детали с нагревателя, их требуется быстро и плотно соединить друг с другом путем сжатия.

Пайка медных труб своими руками
Элементы системы отопления требуют особого ухода, к каждому элементу следует относиться очень внимательно. Установка трубопровода – это дело ответственное, поэтому совершать ее нужно с детальной точностью. К тому же трубопровод является самой важной частью системы отопления. При его монтаже нужно обязательно соблюдать технику безопасности.
Перед тем как начать установку, тщательно все спланируйте. Сначала подберите необходимые инструменты и детали. Для монтажа трубопровода очень важно использовать точные замеры, поэтому далее необходимо произвести расчеты.
Для монтажа трубопровода очень важно использовать точные замеры, поэтому далее необходимо произвести расчеты.
Измерьте диаметр оригинала либо используйте для этих целей чертежный вариант. Для установки возьмите стандартные трубы из меди, которые применяются в строительстве, их диаметр должен составлять 12-18 мм.
К свойствам медных труб относятся бактерицидность и устойчивость как к резким перепадам температуры и давления, так и к коррозии. Особенность медных труб в том, что через них не проникает ультрафиолетовое излучение, поэтому они обладают низким тепловым коэффициентом.
Фитинги для медных труб
Для монтажа трубопровода вам понадобятся следующие материалы:
— отводы,
— переходной тройник (15х12х15),
— обычный тройник (по 18 мм со всех сторон),
— цанговое соединение (разборное, на 10 мм),
— 2 муфты, переходы и водорозетки с ушками (около 15 мм)
Угол отводов должен иметь 90°, верх должен составлять 18 мм, а низ – 15 мм.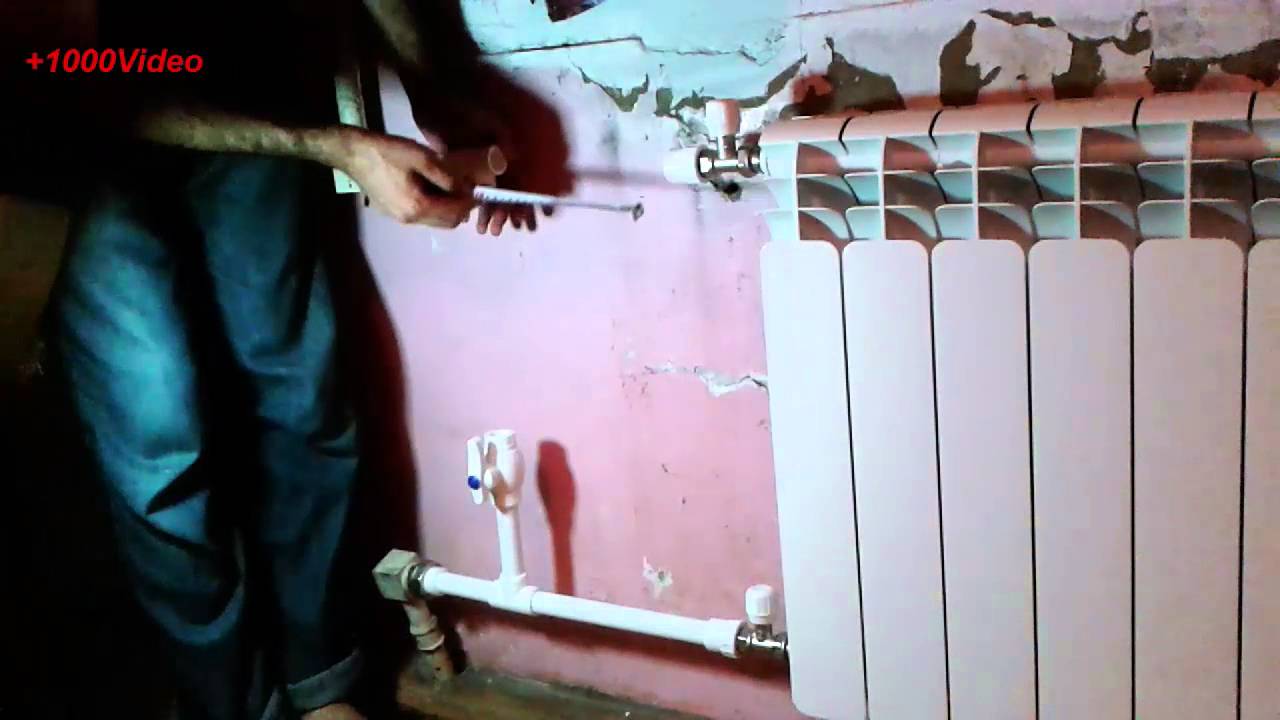 Вам понадобятся муфты – редукционная (около 18 мм) и соединительная (15-18 мм), а также переходы – с резьбы на трубы и с труб на резьбу.
Вам понадобятся муфты – редукционная (около 18 мм) и соединительная (15-18 мм), а также переходы – с резьбы на трубы и с труб на резьбу.
Для эффективной работы нужно на долгое время обеспечить надежное отключение системы отопления. Убедитесь в том, что она действительно отключена, чтобы избежать неприятных ситуаций. Перед началом пайки медных труб своими руками сделайте в нужных местах штробы, то есть проемы.
Теперь можете приступать к процессу спайки соединений труб с водорозетками. Уберите со стены распределительный шкаф металлопластиковой системы, позже вы сможете заменить ее на медную – она более устойчива к воздействиям внешней среды.
При монтаже медных труб отопления желательно поменять все детали, так как существует вероятность того, что в процессе строительства могли прийти в неисправность основные приборы, но иногда происходит так, что распределитель просто не подходит к установленным трубам.
Для придания трубам изгиба применяют специальную технологию.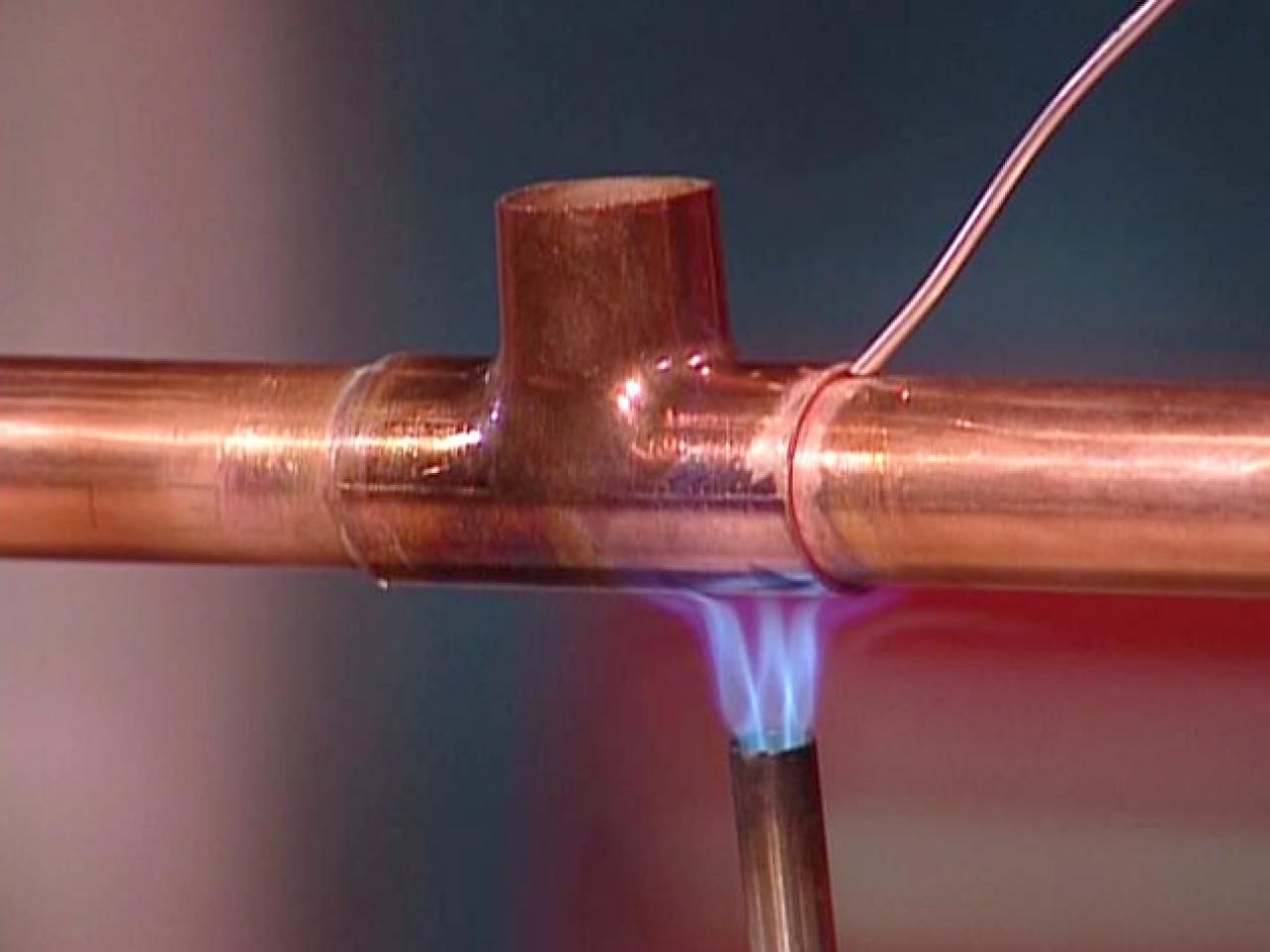 Мягкие трубы будет легко изогнуть, а вот с твердыми немного сложнее: их сначала необходимо прогреть в том месте, в котором планируется делать сгиб, после чего трубы нужно согнуть и сразу же быстро охладить.
Мягкие трубы будет легко изогнуть, а вот с твердыми немного сложнее: их сначала необходимо прогреть в том месте, в котором планируется делать сгиб, после чего трубы нужно согнуть и сразу же быстро охладить.
Сгибы делаются с целью уменьшения количества отходов. Плавный сгиб гарантирует уменьшение сопротивления воды, а значит – снижение вероятности загрязнения.
Далее припаиваются трубы и фитинги – это достаточно важная часть основного процесса. Трубу прогревают в нужном месте, после чего ее спаивают горелкой с другой трубой, которая также предварительно прогревается. Соединения труб плотно состыковываются. Граница спайки должна быть четкой на всем промежутке сплава.
Пайка медных труб
Когда все трубы уже припаяны, их прокладывают в подготовленные ранее штробы. Чтобы при термической обработке для деформации и снижения теплопередачи не возникло проблем со стачиванием стенок труб, их необходимо изолировать от других материалов. Не забывайте про осторожность, устанавливая на стену трубы для крепления радиатора.

Изоляция проводится скотчем либо вспенивающимся материалом, слой изоляционного материала должен быть толщиной примерно 2 мм. В водорозетку до конечной сборки системы обязательно должен быть вкручен глушитель.
Осталось прикрепить радиаторы, после чего их необходимо подключить к общей системе. Запрещено использовать для медной системы отопления радиаторы из алюминия, потому что в результате такой установки произойдет сбой системы. Но если вы использовали не биметаллические и чугунные радиаторы отопления, то можете подобрать подходящий переходник, и тогда никакой угрозы существовать не будет.
Хотя в отопительной системе и использовались трубы из меди, коррозия всегда найдет лазейки. Чтобы снизить риск развития коррозии, соедините редактор со стальной трубкой. Когда к редактору присоединены ручной регулятор и другие приборы, изолируйте повторно трубы выхода.
Таким же образом вы можете установить трубы в ванной, гараже и других помещениях, в которых имеется индивидуальное отопление.
Далее всю конструкцию спаивают, разделяющие и соединяющие трубки крепят наверх и спаивают их с нижними трубами. В гараже трубы устанавливаются так же, только сточных труб и фильтров понадобится больше, чтобы отопление и подача воды были более надежными.
Читайте также:
Достоинства и недостатки медных труб в системах отопления, особенности эксплуатации и пайка, отзывы и стоимость
Разводка системы отопления при помощи медных труб – не самое дешевое решение, но, при правильной планировке, долговечное и надежное: срок годности материала — 80-100 лет, но как поведут себя соединительные элементы, места пайки и другие составляющие системы – это вопрос.
Достоинства и недостатки медных труб в системах отопления
Трубопроводы из этого металла имеют долгую историю: им уже более 5тыс. лет. Изменились технологии, но положительные качества их остаются прежними:
лет. Изменились технологии, но положительные качества их остаются прежними:
Достаточно приличный список плюсов. Но недостатки тоже есть и достаточно серьезные:
- Несовместимость с другими материалами. При наличии в системе алюминиевых элементов начинается активные электрохимические реакции. При прямом соединении с изделиями из других металлов разрушение происходит быстро. Для улучшения ситуации можно использовать латунные переходники и фитинги. Но в одной системе алюминий и медь лучше не совмещать: они вступают в реакцию, при которой выделяется большое количество газов, так что при отсутствии газовыпускных клапанов систему может разорвать.
При прямом контакте с другими материалами идет активное разрушение
- Высокая цена. Это относится и к трубам и к фитингам. Требуется еще припой, который стоит очень немало и если не приобретение, то аренда специального оборудования. Система в целом получается дорогая.
 Особенно если учесть, что алюминиевые радиаторы ставить нельзя, чугунные – чуть лучше, но тоже плохо, так что и радиаторы желательно ставить медные, или биметалл с медью.
Особенно если учесть, что алюминиевые радиаторы ставить нельзя, чугунные – чуть лучше, но тоже плохо, так что и радиаторы желательно ставить медные, или биметалл с медью.
Фитинги для медных труб
- При наличии в теплоносителе твердых частиц быстро происходит стирание, так как это мягкий и пластичный материал. Потому необходим механический фильтр, для удаления абразивных частиц из среды.
- Требуется изоляция от блуждающих токов: медь – очень хороший проводник электричества. Потому требуется отлично сделанный контур заземления и наличие диэлектрических прокладок в системе.
- Сложность монтажных работ: обязательно специальное оборудование. Но можно использовать бронзовые обжимные фитинги, для установки которых требуются только ключи (разводные или рожковые).
Обжимные фитинги для медных труб устанавливаются руками, но монолитить их в стены нельзя
- Необходима защита от механических воздействий или бережное отношение, иначе через несколько лет будут не трубы, а бесформенная груда металла.

Есть еще несколько свойств, которые в зависимости от точки зрения или условий эксплуатации можно отнести и к плюсам и к минусам:
- Первое – высокая теплопроводность. Если медные трубы отопления прокладываются открыто – они излучают достаточно большое количество тепла. Потому радиаторов может потребоваться меньше. Это плюс. При закрытой прокладке в стене или полу требуется тщательная теплоизоляция, чтобы теплоноситель через трубу не передал все тепло стене (особенно это возможно при прокладке в стенах, выходящих на улицу). Это минус.
- Мягкость и пластичность. С одной стороны это хорошо – трубы при помощи специального устройства можно гнуть в достаточно больших пределах, что ведет к меньшему количеству соединений и фитингов. Это хорошо. Но мягкость материала веет к тому, что фиксировать их нужно через небольшой промежуток, а в некоторых случаях делать специальные короба: при высокой температуре теплоносителя медь может размягчиться и потерять форму. Это плохо.
 Не самый приятный момент состоит и в том, что при ударе медные трубы деформируются, следовательно ухудшается циркуляция теплоносителя. В результате при небрежном отношении и множественных искривлениях эффективность системы может очень снизится. Тоже нехорошо.
Не самый приятный момент состоит и в том, что при ударе медные трубы деформируются, следовательно ухудшается циркуляция теплоносителя. В результате при небрежном отношении и множественных искривлениях эффективность системы может очень снизится. Тоже нехорошо.
Большинство проблем, которые могут возникнуть при эксплуатации водопроводов, связаны с низким качеством продукции. И это не рекламные трюки, а результаты эксплуатации: правильно спроектированная система, состоящая из проверенных элементов, работает отлично. При наличии даже небольшого фрагмента из «левого» материала, начинаются проблемы. Пример: водопровод холодной воды и ГВС собран из меди, все материалы использованы качественные, фирменные, за исключением одного куска трубы (не хватило) в разводке ГВС, купленного с первого лотка на рынке. Результат – через полтора года эксплуатации появилась голубая пленка на сантехнике, к которой подведена горячая вода (там, где только холодная, изменений нет). Хозяевам пришлось менять всю гребенку ГВС из-за наличия активного процесса коррозии в «левом» участке трубы.
Чтобы ориентироваться в марках и купить медные трубы, которые подходят для отопления, необходимо знать виды производимых компонентов, их типы, область эксплуатации и маркировку.
Маркировка и стоимость
Медные трубы выпускаются двух видов: мягкие и твердые. Для отопления чаще используют твердые. Форма выпуска – линейные отрезки по 2-5м длиной или бухты, в которых скручены отрезки по 5-10м.
Трубы из меди поставляются или отрезками или бухтамиРазмеры. Обозначается наружный диаметр в миллиметрах (обычно отечественного производства или из стран СНГ) или дюймах (импортные), а через дробь или «х» ставится толщина стенки: 22х1 мм (22/1мм) – наружный диаметр 22мм, толщина стенки 1мм, значит внутренний диаметр, по которому и проектируются системы отопления, составит 21мм (22-1=21). Для разводки бытовой системы отопления волне достаточно толщины стенки 0,8-1мм.
Диаметр медных труб маркируют наружный, а через дробь ставят толщину стенкиЧтобы не ошибиться с выбором диаметра при разводке индивидуального отопления, проще «танцевать» от выхода котла.
Вот такого диаметра и будут ваши трубы до первого разветвления. Если система небольшая всю разводку можно делать одной трубой, но если она достаточно большая, нужно следовать правилу: после каждого разветвления используется труба с диаметром, меньшим на один шаг по размерной сетке. Ответвление к отопительному прибору (радиатору или полотенцесушителю) также идет меньшим на шаг диаметром. Например, из котла выходит 24мм, на первом ответвлении отделяются две ветки, которые идут уже 22мм трубами, а к радиаторам от нее отходит 20мм. «Обратка» собирается аналогично, но от меньшего к большему размеру. Если же отапливаться будет большая площадь в несколько этажей, желателен профессиональный теплотехнический расчет.
Штуцера из котла обычно выходят или медные или латунные, но в каждом случае уточняйте и помните, что напрямую другие материалы соединять с медью нельзя. Для того чтобы не возникало химической реакции использовать придется латунные или бронзовые фитинги или переходники.
Есть еще трубы отожженные и неотожженные. Неотоженные трубы имеют большой запас прочности: они выдерживают давление до 450 Мпа, но не очень хорошо гнутся: могут растянуться только на 6%. Чтобы изменить характеристики их разогревают до высоких температур, затем охлаждают. Процесс называется отжигом, а изделия, которые после него получились, отоженными. Запас прочности стал меньше – до 22Мпа, но зато увеличена эластичность: растягиваться материал может на 50-60%. Также материал стал более устойчивым к перепадам температур, переносит без проблем ультрафиолет и почти нечувствителен к высокой влажности. Потому и применяется отожженная медь не только в отоплении, но и в двигателях и приводах автомобилей.
Один из примеров пайки медных трубСтоимость медных труб для отопления высока. Можем сравнить:
Примерно та же картина будет и в фитингах: медные в разы дороже даже тех, которые используются в металлопластиковых системах. В качестве примера приведены не самые дорогие ППР и МП трубы, есть дороже, причем в разы, но и медные также не самые дорогие. Так что ориентировочно разницу вы представляете.
Так что ориентировочно разницу вы представляете.
Монтаж медных труб отопления
При сборке трубопровода используются два вида соединений: при помощи фитингов и сварки. Через разборные или прессовые фитинги стыкуются трубы с отопительными приборами. Возможна установка и для соединения/разветвления труб, но чаще используется для этих целей сварка. При использовании отожженных труб в нужных местах их можно гнуть, уменьшая количество соединений. Для изгиба используют специальное приспособление – трубогиб, которое позволяет получить разные углы не уменьшая просвета трубы и не ухудшая проходимость системы. Гнуть медные трубы руками практически невозможно: хоть материал и пластичен, но изогнуть его вручную без уменьшения просвета не получается. Так что такой метод лучше не использовать.
Чтобы согнуть медную трубу используют специальное оборудование — руками это делать нельзя, так как уменьшается просвет трубы и ухудшается циркуляцияДля установки обжимных фитингов не требуется никакого специального оборудования: труба вставляется в соответствующий паз до упора, а затем при помощи гайки закручивается, прижимая материал трубы к корпусу фитинга. Для плотного прилегания могут понадобиться два ключа – подтянуть до полной герметизации. Это все требуемое оборудование. Но специфика обжимных соединений такова, что требуется постоянный контроль герметичности: периодически они начинают «капать». Потому такие соединения нельзя замуровывать.
Для плотного прилегания могут понадобиться два ключа – подтянуть до полной герметизации. Это все требуемое оборудование. Но специфика обжимных соединений такова, что требуется постоянный контроль герметичности: периодически они начинают «капать». Потому такие соединения нельзя замуровывать.
Установка прессовых фитингов происходит при помощи специальных пресс-машин. Они стоят недешево (и аренда в том числе). Зато соединение получается герметичным и надежным, но неразъемным.
Более универсальным и надежным считается капиллярная пайка. Таким способом можно соединять участки труб одинакового диаметра напрямую: один из свариваемых концов развальцовывают – незначительно увеличивают диаметр, чтобы трубы можно было вставить одну в другую. Для этого используют специальное устройство. Место соединения зачищают при помощи металлической щетки или специальных губок (есть в продаже). Заем соединяемые поверхности обрабатывают флюсом – специальным составом, который улучшает «сцепление» металла с припоем. Обработанные трубы вставляют одна в другую. Просвет между ними при этом должен быть минимальным – доли миллиметра. Затем соединение разогревают при помощи сварной горелки. Когда материал нагреется до температуры плавления припоя, его вносят в пламя и расплавленным составом заливают имеющиеся щели. После того как шов заполнен, его остужают. Можно просто оставить его на воздухе, до остывания, а можно опустить в воду. В принципе, процесс не очень сложный, но требуется опыт, сноровка и тщательность исполнения: и развальцовка и сам процесс заполнения требуют точности и аккуратности. По такой де схеме паяются соединения со специальными медными фитингами под пайку.
Заем соединяемые поверхности обрабатывают флюсом – специальным составом, который улучшает «сцепление» металла с припоем. Обработанные трубы вставляют одна в другую. Просвет между ними при этом должен быть минимальным – доли миллиметра. Затем соединение разогревают при помощи сварной горелки. Когда материал нагреется до температуры плавления припоя, его вносят в пламя и расплавленным составом заливают имеющиеся щели. После того как шов заполнен, его остужают. Можно просто оставить его на воздухе, до остывания, а можно опустить в воду. В принципе, процесс не очень сложный, но требуется опыт, сноровка и тщательность исполнения: и развальцовка и сам процесс заполнения требуют точности и аккуратности. По такой де схеме паяются соединения со специальными медными фитингами под пайку.
Хорошо продемонстрирован процесс пайки медной трубы и такого же фитинга на этом видео, но тут предусматривается использование в водопроводной системе, а потому в качестве припоя использовано олово. Для отопления используют другие составы, имеющие температуру плавления не меньше 115оС. В остальном процесс такой же.
В остальном процесс такой же.
Чем покрасить медные трубы отопления
При подборе краски нужно учесть следующие тонкости: она не должна изменять цвет при высокой температуре, защищать от внешних воздействий, и не должна слоиться. Чтобы краска ложилась ровнее, необходима обработка грунтовкой для цветных металлов. Подойдет свинцово-суриковая грунтовка 81.
Причем нужно учесть, что краска не впитывается, и разносить ее кисточкой требуется тщательно. Но добиться более-менее ровной прокраски можно только после нанесения двух слоев. Чуть легче работать с краской в баллончиках: она ложиться равномернее.
Красить медные трубы можно, но придется накладывать несколько тонких слоевДля медных труб нельзя использовать масляные краски – они от температуры темнеют, а вв системах отопления она немалая. Подходят следующие краски: эмали ПФ – 115, 156, 167, 187, 223 и 519, эмали алкидные, полиуретановые и ГФ – 0119. Допускается использование лаков: ВЛ–51 или этинолевый лак, в который в соотношении 9к1 добавлена пудра алюминия.
Допускается использование лаков: ВЛ–51 или этинолевый лак, в который в соотношении 9к1 добавлена пудра алюминия.
Отзывы и опыт эксплуатации
Медные трубы кто-то считает отличным выходом, а кто-то не приемлет. Но, собственно, это характерно для любой технологи и материала. Единственное, на что обращают внимание, и к чему стоит прислушаться – это к тому, что при кислой среде медь начинает разрушаться. Потому заливайте в систему или теплоноситель с нейтральным PH или со слабо-щелочным. Также не рекомендуют использовать стальные, алюминиевые или чугунные радиаторы. Обязательно нужно защищать систему от блуждающих токов (заземление и диэлектрические прокладки обязательны) иначе начинается химическое или электрохимическое разрушение. Но в системах центрального отопления полностью вы от разрушения не избавитесь: теплоноситель в них насыщен железом, и если твердые частицы можно задержать фильтром, то от растворенных в нем никуда не деться.
Еще один совет от опытного монтажника: медь очень боится контакта с бетоном (окисляется). Скорость разрушения зависит от состава стены, но в любом случае лучше уложить трубу в ПВХ оболочку или любой схожий по характеристикам изолятор.
Скорость разрушения зависит от состава стены, но в любом случае лучше уложить трубу в ПВХ оболочку или любой схожий по характеристикам изолятор.
Еще совет от мастера, но уже касается он пайки: важно не переусердствовать. Во-первых, от переизбытка старательности можно заварить весь просвет (если труба небольшого диаметра это особенно актуально), во-вторых, при перегреве мягкого припоя пасту перегревают, из-за чего она коксуется, что приводит к образованию свищей, ну и в-третьих, не переусердствуйте с количеством припоя. Если опыта нет, попрактикуйтесь в сварке на небольших кусках труб: можно проконтролировать и просвет и герметичность соединения. А после приобретения хоть какого-то опыта можно приступать и к сварке системы.
Итоги
Как видим медные трубы для отопления – хороший, но не идеальный вариант. Много у такого материала плюсов, но не меньше минусов. Возможно появление коррозии — это может стать следствием неправильно подобранного состава теплоносителя, высокого давления или гидроудара. Причем стоит учесть, что срок службы медных систем отопления напрямую зависит от правильного проектирования и монтажа, то есть, даже если будут использоваться качественные оставляющие, но их спаяют или проложат «кривыми» руками, длительной эксплуатации не будет. А специалистов, которые грамотно работают с медью сегодня ой как немного, и стоят их услуги (в довесок к материалам) тоже очень недешево. Возможно, потому и достаточно редко ставят ее сегодня, тем более что есть неплохая замена – полипропилен (армированный) или металлопластик.
Причем стоит учесть, что срок службы медных систем отопления напрямую зависит от правильного проектирования и монтажа, то есть, даже если будут использоваться качественные оставляющие, но их спаяют или проложат «кривыми» руками, длительной эксплуатации не будет. А специалистов, которые грамотно работают с медью сегодня ой как немного, и стоят их услуги (в довесок к материалам) тоже очень недешево. Возможно, потому и достаточно редко ставят ее сегодня, тем более что есть неплохая замена – полипропилен (армированный) или металлопластик.
Напоследок несколько видео-уроков с полезной информацией. В этом видео есть немного о типах припоев.
А в этом видео материале рассказывается о том, как делают медные фитинги. Интересно…
|
11. Сварка полипропиленовых труб своими руками выполнима, правда, много кто об этом даже не догадывается. Выполняется сварка при помощи нагретого инструмента в раструб и применяется для того чтобы соединить трубы и детали.
Защищаемся от ошибок В том случае, если совмещая трубу и фитинг не ввести ее до самого упора, то останется промежуток между упором фитинга, расположенном внутри и торцом трубы. Полипропиленовые трубы и фитинги, а также оборудование для монтажа и сварки Вы можете приобрести в магазинах «ИНСТАЛ». Разделы / Отопление |
 11.13 Источник: http://kanalizaciyadoma.ru/
11.13 Источник: http://kanalizaciyadoma.ru/  Сделать это нужно очень быстро, настолько, насколько возможно.
Сделать это нужно очень быстро, настолько, насколько возможно.


 На установленном трубопроводе у такого соединения отмечается меньшая толщина стенки и большой внутренний диаметр. Срок эксплуатации такого участка снижается относительно всего трубопровода канализации автономной.
На установленном трубопроводе у такого соединения отмечается меньшая толщина стенки и большой внутренний диаметр. Срок эксплуатации такого участка снижается относительно всего трубопровода канализации автономной.
Пайка и монтаж медных труб отопления и водоснабжения
Заказать монтаж
Обвязка котельной медью
Расценки на проведение монтажных работ с медными трубами в стандартной котельной до 45 кВт — 37 500 р. В стоимость включена обвязка котла, гидроаккумулятора, насосной группы и коллектора.
В стоимость включена обвязка котла, гидроаккумулятора, насосной группы и коллектора.
Монтаж медного отопления под ключ
Помимо всех прочих преимуществ, о которых общеизвестно (отличная теплопередача и долговечность оборудования и изделий из меди), немаловажным вопросом является внешний вид в дизайне трубопроводов, коллекторов, и фитингов из меди. Медные фитинги и трубы позволят смонтировать не только функциональную и надёжную систему, но и получать эстетическое удовольствие от оборудования с обвязкой медью, будь то радиатор, гребенка или любое другое котельное оборудование, которое ещё долгое время будет радовать своим видом хозяев и нравиться гостям.
Системы кондиционирования
Медь является важной частью установок кондиционирования и охлаждения, без которой невозможно смонтировать работающую систему. Монтаж систем кондиционирования производится опытными бригадами, себестоимость пайки стыков медных трубопроводов кондиционирования рассчитывается в зависимости от сложности проведения работ.
Монтаж водопровода медными трубами
Огромную роль в монтаже медных трубопроводов играет пайка соединений из меди, муфт, тройников. Правильно смонтированный трубопровод прослужит долго и будет надёжной частью системы отопления и водоснабжения. Помимо этого медь является отличным материалом для водоподведения с точки зрения санитарных и гигиенических норм в сантехнике.
Наши специалисты произведут прокладку трубопровода, в т.ч. и латунью, пайку соединений и монтаж медных труб для ваших систем отопления и водоснабжения. На этой странице можно ознакомиться со стоимостью на пайку меди и с расценками на монтаж медных трубопроводов мягкий и твёрдым припоем. При необходимости, наши инженеры-теплотехники произведут расчёт проекта отопления дома, подберут необходимое отопительное оборудование и произведут монтаж отопления дома под ключ.
Существуют некоторые нюансы использования медного трубопровода и медных фитингов, о которых рекомендуем проконсультироваться у специалистов. Например, тёплый пол лучше монтировать без применения медных труб с помощью трубопровода из сшитого полиэтилена, а дополнительную линию прокладывать от коллектора или непосредственно редукционным тройником или множество нюансов в прокладке трасс для кислорода.
Например, тёплый пол лучше монтировать без применения медных труб с помощью трубопровода из сшитого полиэтилена, а дополнительную линию прокладывать от коллектора или непосредственно редукционным тройником или множество нюансов в прокладке трасс для кислорода.
Прайс-лист на монтаж и пайку медных труб
У нас вы можете заказать смету на выполнение работ по пайке меди. Стоимость от 5000 руб (зависит от объёма работ). Для составления потребуется проект отопления.
| № | Наименование | Стоимость, р |
| 1 | Установка коллектора с пайкой подводящих муфт | 2200 |
| 2 | Установка коллектора на цанговом соединении с установкой подводящих муфт | 1800 |
| 3 | Прокладка/монтаж медных труб за погонный метр | 1000 |
| 4 | Монтаж отвода, муфты (в т.ч. комбинированной) / тройника | 900/1300 |
| 5 | Монтаж муфт и фитингов с цанговым соединением | 400 |
| 6 | Монтаж отводов/тройников с цанговым соединением | 700/900 |
| 7 | Монтаж настенного комплекта смесителя | 1500 |
| 8 | Срочный выезд и консультация | от 3000 |
| 9 | Выезд для ремонта медной трубы, спаечного соединения. |
от 4000 |
| 10 | Демонтаж старых медных водопроводных труб за погонный метр без сохранения | 200 |
| 11 | Ремонт, реставрация медных водопроводных труб | от 5000 |
| 12 | Устранение серьезных дефектов (пайка) | 2800/4000 |
| 13 | Ремонт соединения медных труб при подводе к смесителям | 2750 |
| 14 | Ремонт, пайка медного водопровода от водонагревателя (простое/сложное соединение) | 800/4000 |
| 15 | Замены части треснувшей трубы на новую секцию без материала | 5000 |
| 16 | Замена фитингов трубы | 1900 |
| 17 | Накладывание бандажа на трубы из меди | 2000 |
| 18 | Пайка с помощью твердого припоя 1 шов | 1500 |
| 19 | Пайка медной трубы, подводки на полотенцесушитель/радиатор | 5500 |
| 20 | Прокладка/пайка трубопровода из медных труб в стеснённых условиях (узкий канал, близкое размещение трубопроводов и т. д.) д.) |
3500/6500 |
| 21 | Ремонт крепления медных труб | 600 |
| 22 | Комплект крепления медных труб | 1250 |
Расчет работ
Гарантия на монтаж, прокладку и пайку медных труб — 1 год. Чтобы подобрать систему отопления частного дома, необходимо провести сравнительный анализ возможных вариантов, взвесить плюсы и минусы каждой, как монтаж, так и обслуживание. Предоставленные расценки на пайку оборудования являются альтернативой сборнику цен ФЕР и могут быть использованы для составления монтажной сметы на прокладку и пайку медицинских медных трубопроводов..
Расценки на пайку полипропиленовых труб — цена на работы в Москве. Стоимость услуг по сварке пластиковых труб: водопровод, отопление
Если вас интересуют расценки на пайку полипропиленовых труб, подробнее об этом можно узнать на сайте YouDo, где вы также сможете заказать услуги опытных сварщиков. На Юду зарегистрировано множество исполнителей из Москвы и Московской области, которые занимаются пайкой пластиковых труб по невысоким ценам.
На Юду зарегистрировано множество исполнителей из Москвы и Московской области, которые занимаются пайкой пластиковых труб по невысоким ценам.
Специалисты YouDo проводят сварку полипропиленовых труб в квартирах, частных домах, служебных помещениях. Также здесь много мастеров, которые выполняют следующие типы работ:
- ремонт и замена поврежденных труб
- монтаж и демонтаж водопроводов и систем отопления
- установка новых батарей
- подключение сантехники
Почему выгодно сделать заказ на YouDo
Исполнители YouDo гарантируют высокое качество работы и долгие сроки гарантии. Они проводят пайку труб с помощью профессиональных инструментов и оборудования. Во время сварки используются муфты размером в полдюйма, тройники, уголки, фитинги с насадками, паяльники, утюги, сварочные аппараты и т.д.
Вам не придется заниматься выбором материала для труб или покупкой соединительных деталей самостоятельно: специалисты приедут на объект с заготовками и оборудованием.
Также YouDo дает следующие возможности:
- выбрать специалиста по сварке полипропиленовых труб с подходящими расценками и рейтингом
- прочитать отзывы о работе мастера от предыдущих клиентов
- заказать пайку полипропиленовых труб на любое время и дату
Как проводится работа
Пайка полипропиленовой трубы может осуществляться двумя способами: муфтовым и стыковым.
Муфтовая пайка подразумевает сжатие с помощью паяльника трубы и детали (муфты на полдюйма, монтажного участка тройника, фитинга, крана) с меньшим внутренним диаметром. Этот метод подходит для сварки водопроводных или отопительных труб в жилом помещении.
Технология стыка – соединение детали и края трубы, одинаковых по диаметру. Специалист сам определит, каким способом лучше всего спаять пластиковые трубы, а также их размеры (количество метров в длину).
В точке пайки на полипропиленовой трубе образуется шов. Сшитый полиэтилен и полипропилен отличаются высокой прочностью, замена труб стояка вам не понадобится в ближайшие несколько десятилетий.
Стоимость услуг сварщиков
Заранее определить, сколько стоит спаять трубы, достаточно сложно: у каждого специалиста свои расценки, стоимость монтажа может колебаться в зависимости от многих обстоятельств.
На размер цены обычно влияет:
- регион (если вам нужно установить полипропиленовые трубы в помещении, которое находится за пределами Москвы, выезд мастера будет стоить дороже)
- профессиональный уровень мастера, известность компании, с которой он сотрудничает
- размеры трубопровода (метраж)
- тип инструментов и соединительных деталей, которые будут использоваться, чтобы спаять трубы (фитинги, насадки, муфты и т.д.)
- метод пайки труб (полипропиленовые конструкции, соединенные способом стыков, стоят дешевле)
- наличие дополнительных услуг (ремонт сантехники, установка батареи и т.д.)
Расценки специалистов вы можете узнать из прайс-листов, которые размещены на нашем сайте. В прайс-листах указана цена на каждый вид работ. К примеру, там может обозначаться, сколько стоит спаять трубу, цена трубы (заготовки), стоимость монтажа водопровода и т.д.
Сроки пайки
Новейшее оборудование, которым пользуются исполнители YouDo, позволяет спаять простые полипропиленовые системы в самый короткий срок. Если вам нужно срочно установить полипропиленовые трубы, сообщите об этом нашим специалистам. Вы получите ответ от сварщика, который сможет оказать помощь в ближайшее время. Он приедет к вам домой и спаяет пластиковые трубы прямо в день заказа.
Как сделать заказ на YouDo
Услуги наших исполнителей заказываются с помощью заявки. Если вам нужна пайка пропиленовых недорогих труб, опубликуйте на YouDo объявление со следующей информацией:
- объект, куда необходимо выехать (многоквартирный дом, коттедж, офис)
- услуги, которые вы хотите получить (сварка полипропиленовых труб, установка сантехники, ремонт поврежденного стояка и т.д.)
- срок, за который нужно спаять пластиковые заготовки
- стоимость, на которую вы рассчитываете
На вашу заявку ответят исполнители, которые на данный момент свободны и могут приварить полипропиленовые трубы. Вы можете изучить их портфолио и выбрать того специалиста, чьи профессиональные качества, рейтинг, а также расценки на пайку полипропиленовых труб вас устроят.
Инженерное руководство: крепление тепловых трубок к сборке
Тепловые трубки обычно используются для охлаждения электроники транспортировка тепла из одного места в другое. Они могут быть частью системы, которая охлаждает некоторые очень горячие компоненты, но они используются, как правило, в нескольких довести охлаждение до электронных сборок. Вот несколько распространенных насадок методы, используемые при сборке систем охлаждения на основе тепловых трубок.
Пресс-фитинг
Сначала рассмотрим систему охлаждения, в которой несколько тепловых трубок объединены с рядом охлаждающих металлических пластин.Как показано, ребра могут быть механически запрессованы на тепловых трубках, что приводит к конструкции, подобной изображенной на Рисунке 1.
Рисунок 1. Штампованные металлические пластины на концах некоторых тепловых трубок.На этом ребристом конце сборки тепло передается от трубы к ребрам, где оно рассеивается в воздух. Эти ребра обычно штампуются из листового металла, а также штампуются отверстия. При правильном размере ребра плотно прилегают к выступающим тепловым трубкам. Теплопередача обычно очень хорошая.Чтобы оптимизировать теплопередачу, ребра можно припаять к трубам, но запрессовка в плотные отверстия должна обеспечивать более чем достаточную производительность.
Пайка
Другие концы этих радиаторов впаяны в пазы на алюминиевой пластине. (Рис. 2) Это алюминиевая пластина, а тепловые трубки — медные. Для пайки нам нужно никелировать алюминий. Затем в канавки добавляем паяльную пасту, после чего в канавки вставляются тепловые трубки.
Рис. 2. Тепловые трубки, впаянные в пазы на никелированной алюминиевой теплораспределительной пластине.Паяльная паста обычно представляет собой низкотемпературную паяльную пасту, обычно на основе оловянно-висмутовых сплавов с температурой плавления около 138 ° C. Это важно, потому что температура тепловых трубок не может превышать 250 ° C. иначе вода в тепловых трубках закипит, и тепловые трубки лопнут. Так, в процессе сборки в эти канавки помещалась паяльная паста, затем вставьте тепловые трубки, а затем закрепите их каким-нибудь приспособлением, чтобы поддерживать контакт.
Затем вся сборка проходит через печь для оплавления паяльной пасты. Печь оплавления будет точно контролировать температуру воздуха внутри, а также будет иметь какой-то циркуляционный вентилятор, чтобы деталь нагревалась равномерно и быстро. Контроль температуры в духовке имеет решающее значение, чтобы избежать превышения максимальной температуры тепловых трубок. Другие методы оплавления для нагрева сборки могут включать паяльник, горелку или термофен. Но эти методы могут быть рискованными и сложными.Трудно равномерно нагреть деталь и контролировать температуру, которой подвергается тепловая трубка.
Термоэпоксидные смолы
В прототипной среде вы можете использовать эпоксидную смолу для прикрепления тепловых трубок к сборкам. Доступен ряд теплопроводящих эпоксидных смол. Их теплопроводность колеблется от 1 до 6 Вт / мК. Когда тепловая трубка заделана эпоксидной смолой в сборку, линия соединения настолько тонкая, что на самом деле разница температур не слишком велика, даже по сравнению с припоем.Может быть разница в несколько градусов, что обычно допустимо для прототипа, когда вы находитесь в режиме тестирования и знаете, что может быть разница температур в несколько градусов. Это легко рассчитать по характеристикам эпоксидной смолы.
Рис. 3. Добавление термостойкой смолы в канавки в теплораспределительной пластине перед установкой тепловых трубок.Чтобы начать процесс эпоксидного покрытия, сначала вы либо смешиваете эпоксидную смолу, либо используете смесительную трубку. Вы наносите тонкий слой в канавку, а затем вставляете тепловую трубку.Показанные здесь канавки предназначены для предварительно изогнутых и очень точно подогнанных тепловых трубок. На месте плоская пластина, которая устанавливается сверху и зажимается во время отверждения эпоксидной смолы.
В данном примере эпоксидная смола отверждается при комнатной температуре. После того, как тепловые трубки вставлены и зажаты, сборку можно удобно оставить на некоторое время при комнатной температуре, чтобы смола застыла. В течение более короткого времени сборка может помещаться в печь с высокой температурой — не с температурой пайки, но все же достаточно горячей, чтобы ускорить время отверждения.
Рисунок 4A. Тепловые трубки с достаточно глубокими канавками расположены на одном уровне с поверхностью пластины для лучшего теплового контакта с платой. Рисунок 4B. Тепловые трубки с достаточно глубокими канавками расположены на одном уровне с поверхностью пластины для лучшего теплового контакта с платой.При встраивании тепловых трубок в поверхность рекомендуется обрабатывать канавки немного глубже, чем на тепловых трубках. Затем вы можете создать приспособление, подобное негативу этой пластины, с приподнятыми участками, где расположены эти тепловые трубки.Такое приспособление будет вдавливать тепловые трубки в эти канавки. После наложения эпоксидной смолы или пайки тепловые трубки и основание будут на одной высоте для оптимального теплового контакта.
В этом случае следует использовать плоские тепловые трубки. Они может максимально увеличить площадь контакта с горячими компонентами. И в приложениях там, где компоненты не контактируют напрямую с трубой, часто проще использовать круглые тепловые трубки. Это потому, что круглые тепловые трубки легче изгибаются и имеют немного лучшие тепловые характеристики, чем плоские тепловые трубки.Так по возможности используем круглые тепловые трубки, но когда они встраиваются в поверхность, и они контактируют с компонентами, тогда мы используем плоский нагрев трубы.
Для получения дополнительной информации
Приведенная выше статья взята из описательного видео от Advanced Thermal Solutions, Inc., которое вы можете найти на странице ATS YouTube по адресу: https://www.youtube.com/watch?v=I5CQsBWKtOg
Как паять медные трубы. Припой для медных труб
Внимание! Перед тем, как приступить к техническому обслуживанию или ремонту, внимательно прочтите и усвойте всю информацию по технике безопасности.При пайке труб и работе с флюсом надевайте защитные очки и перчатки. Флюс — токсичное вещество. Некоторое оборудование может рассчитывать на подачу холодной воды. Примите соответствующие меры для отключения любого оборудования, на которое может негативно повлиять отключение подачи воды. Такое оборудование включает, помимо прочего, бойлер или другую систему отопления.
Примечание. Поскольку вы работаете с пламенем, часто в замкнутом пространстве, помните о легковоспламеняющихся материалах рядом с местом, где вы работаете. В некоторых случаях может потребоваться установка негорючего теплозащитного экрана между паяным соединением и горючим материалом поблизости.Перед тем, как начать свой проект, узнайте у местных властей применимые нормы о работе, которую вы хотите выполнить, и о необходимости разрешений.
Когда медные трубы соединяются вместе, между двумя частями остается очень маленький зазор. Когда трубы нагреваются и припой соприкасается с ними, припой плавится и втягивается в зазор за счет капиллярного действия. Как только зазор заполнен и тепло удалено, припой образует уплотнение и создает водонепроницаемое соединение. Паять трубы становится легко, если вы освоитесь.Главное — понять, что вы нагреваете трубы, а не припой. Нагретая медь плавит припой. Следуйте инструкциям в этом руководстве, и вы сможете делать водонепроницаемые швы. Рекомендуется несколько раз попрактиковаться с некоторыми запасными частями, пока не почувствуете себя уверенно.
Удалите все заусенцы с внутренней и внешней стороны трубы с помощью инструмента для удаления заусенцев.
Небольшие заусенцы могут привести к множеству проблем в сроке службы системы водоснабжения.
Очистите трубу снаружи. Если медь не чистая, припой может не сцепиться должным образом
Очистите внешнюю поверхность медной трубы до блестящего блеска с помощью щетки для чистки медных труб или просто используйте стальную мочалку или наждачную бумагу. Если медь не чистая, припой может не сцепиться должным образом и соединение может протечь.
Очистите внутреннюю часть фитинга с внутренней резьбой
Очистите внутреннюю часть фитинга с внутренней резьбой так же, как на шаге 1.
Нанесите бескислотный флюс как на внешнюю часть фитинга с наружной резьбой, так и на внутреннюю часть фитинга с внутренней резьбой
Нанесите бескислотный флюс как на внешнюю часть фитинга с наружной резьбой, так и на внутреннюю часть фитинга с внутренней резьбой.Флюс дополнительно очищает медь, а также помогает предотвратить окисление при нагревании трубы. Если труба окислится, соединение может протечь.
Надежно соедините две части вместе
Надежно соедините две части. Разверните около четырех дюймов припоя и распрямите его. При нанесении припоя вы будете использовать рулон или емкость в качестве ручки. Зажгите факел и приложите пламя к стыку. Переместите пламя, чтобы нагреть трубу на противоположной от вас стороне.
Когда флюс начнет пузыриться и брызгать, прикоснитесь концом припоя к стыку
Когда на стык больше не будет припоя, он будет накапливаться за пределами стыка и начать стекать. На этом этапе следует проявлять осторожность. Нарушение соединения во время его охлаждения может привести к сухому соединению, также известному как утечка. Когда стык затвердеет, его можно протереть. Это та часть, где помогает опыт / практика. Некоторые люди используют сухую тряпку, чтобы шов можно было очистить, но не охлаждать до такой степени, чтобы образовался сухой / негерметичный шов.
Примечания:
1) Всегда проверяйте герметичность после охлаждения трубы.
2) Если вы перегреваете медь, она окисляется, и это препятствует слипанию припоя.
3) Если соединение протекает, вы должны открыть соединение, удалить весь припой и начать заново, очистив металл и нанеся флюс. Возможно, будет проще начать с новой фурнитуры.
4) Всегда используйте бессвинцовый припой.
5) Убедитесь, что трубы полностью высохли, иначе это будет мешать склеиванию припоя.
6) Если вы не можете полностью остановить поток воды из трубы, над которой вы работаете, возможно, будет невозможно нагреть трубу до достаточно горячего состояния. Возьмите кусок белого хлеба (без корочки) и набейте им трубку. Это задержит воду на минуту или две. После этого хлеб безвредно растворяется в трубе и легко вымывается.
7) Для специальных деталей могут потребоваться разборки уплотнений или других компонентов. Пожалуйста, прочтите все инструкции от каждого производителя.
8) При запотевании шаровых кранов лучше всего направить пламя в сторону от детали, чтобы шаровой кран запотел как можно быстрее.
Если вы используете газ MAPP вместо пропана, он горит намного сильнее и нагревает медь очень быстро по сравнению с пропаном. Если вы привыкли к пропану, потренируйтесь с MAPP перед началом работы.
Жала паяльника | | Теплый пол своими руками
Хорошо прочистить трубу и фитинги
Любой сантехник скажет вам, что чистка — это ключ к созданию прочных, герметичных соединений при пайке медных труб.Медь окисляется. Со временем блестящий медный блеск сменяется тускло-коричневым налетом окисления. Удаление этого покрытия необходимо для создания идеального соединения с водопроводом. Сантехническая наждачная бумага, стальная вата, наждачная бумага, наждачная бумага и пескоструйная обработка — все это методы, используемые для удаления коричневого слоя окисления и восстановления блестящего, легко поддающегося пайке блеска меди.
Как внешняя сторона трубы, так и внутренняя часть фитинга должны быть тщательно очищены… даже на новых трубах и фитингах.Чем чище труба, тем лучше соединение.
Слегка обработать флюсом обе поверхности для пайки
Затем наносится паяльная паста на внешнюю сторону медной трубы и на внутреннюю часть фитинга, подлежащего пайке. Нет необходимости поливать медь огромными каплями флюса. Легкого ровного покрытия достаточно. Одну-две кисточки для флюса необходимо приобрести вместе с тазом с паяльной пастой. Это не всегда легко, но старайтесь содержать использованную щетку в чистоте, храня ее между использованиями в пластиковом пакете.
Подготовить несколько соединений
Сантехника — это упражнение, позволяющее легко и чисто добраться из точки А в точку Б. Как правило, проще всего подготовить несколько соединений и спаять их за одну операцию. Часто вы можете построить большую часть своей трубопроводной системы и просто позволить холодным соединениям удерживаться вместе, пока вы не будете готовы спаять всю сборку группой. Это дает преимущество в том, что вы можете «проверить соответствие» всего вместе, не прибегая к жестко спаянным соединениям, которые может быть сложно отменить.
Заметным исключением из этой процедуры может быть большое количество труб и фитингов, свисающих под ключевой вертикальной трубой. Сдвиговый вес большого сантехнического узла под этим одним непаянным соединением гарантирует некрасивый и раздражающий обрушение меди. Решение состоит в том, чтобы просто припаять соединение или два и решить проблему, обеспечив прочное соединение, способное выдержать вес узла, расположенного ниже.
Иногда выполняется несколько таких «опорных» соединений, поэтому основная часть сантехнической системы может быть «смонтирована всухую».
Применение тепла
Когда вы выполняете «сухую установку» нескольких соединений и ваши очищенные и залитые флюсом фитинги готовы к пайке, помните об одном важном факте, а именно: припой течет навстречу теплу . Припой даже потечет в гору.
Стык между фитингом и трубой (то есть место, где припой в конечном итоге попадет в фитинг) НЕ находится там, где вы хотите направить пламя горелки. Вы хотите, чтобы припой тек в фитинг и вокруг него, поэтому нагрейте его по направлению к корпусу фитинга и наклоните припой, чтобы он следовал за ним.
Например, при пайке медного колена резак должен быть направлен ближе к изгибу колена, а не к краю фитинга. Если вы не находитесь в ограниченном пространстве, попробуйте немного переместить горелку вокруг светильника, чтобы добиться максимального равномерного нагрева. В то же время осторожно прикоснитесь припоем к стыку, который вы будете паять. Сначала соединение будет слишком холодным, чтобы расплавить припой. Продолжайте проверять его каждые несколько секунд, пока фитинг не станет достаточно горячим, чтобы довести припой до точки плавления.Вы хотите, чтобы припой плавился от горячего фитинга, а не от пламени горелки. На самом деле НИКОГДА не используйте горелку для плавления припоя. Когда сам фитинг станет достаточно горячим, чтобы расплавить припой, вы можете снова включить горелку и позволить припою проникнуть в соединение.
Горячий фитинг плавит припой, а не пламя горелки
Старайтесь не перегревать фитинг. Это только приведет к выгоранию флюса и затруднит получение хорошего плотного шва.
Нет необходимости подавать столько припоя, чтобы он капал через нижнюю часть фитинга.Хорошее практическое правило: используйте припой, равный размеру фитинга, который вы паяете. Другими словами, если вы паяете фитинг диаметром ¾ дюйма, используйте припой на три четверти дюйма. Для фитинга диаметром 1 ½ дюйма потребуется кусок припоя длиной 1 ½ дюйма, чтобы заполнить соединение.
Как правило, рекомендуется дать фитингу или другим элементам остыть естественным путем. Избегать опрыскивания или обливания водой.
Кроме того, при пайке в ограниченном пространстве, например, в балочных полостях и стенах с гвоздями, всегда учитывайте мощность пропановой горелки.Защитите любые легковоспламеняющиеся поверхности, прикрыв их от огня куском листового металла. Помните, язычок паяльной горелки может выходить далеко за пределы паяемого фитинга. Для хорошей техники пайки требуется нечто большее, чем просто хорошее соединение без утечек. Будьте бдительны, организованы и всегда носите защитные очки.
Паять вместе тепловые трубки? — Кейсы и модификации
04.01.2019 в 8:46 Айвелл сказал:
Поздно на вечеринку, но для всех, кто боится.В промышленности это делается путем нанесения низкотемпературной паяльной пасты на любую поверхность, которую вы хотите приклеить, а затем помещать все это в печь оплавления (в основном, в причудливую высокоточную печь). Лучшим способом сделать это было бы поставить его в кухонную духовку при соответствующей температуре с работающим вентилятором духовки. Очень важно не перегревать трубы из-за того, что они содержат воду (в большинстве стандартных корпусов ПК), что вы, вероятно, сделаете с помощью паяльника или паяльной лампы.
То, что вы описали, используется только на печатных платах, чтобы расплавить существующий мягкий припой в попытке исправить любые ослабленные соединения, возможно, даже некоторые разомкнутые цепи, если вам повезет.Это не сварка, при которой два металла соединяются вместе, нагревая их так сильно, что они плавятся и смешиваются. И это не пайка, когда связующий сплав плавится между двумя металлами, заполняя любые зазоры и прочно удерживая их вместе; Это просто пайка в духовке, и у нее нет никакой тактильной силы, которая, конечно, ему не нужна, так как ее цель — просто покрыть проводники для создания электрической цепи. И вы, конечно же, не можете выполнять сварку, пайку или пайку предметов с водой / жидкостью внутри или вокруг них.
@Fumferknuckle
Для соединения разных металлов требуются разные методы, и это становится намного сложнее, если у вас есть два разных металла. Медь, латунь, сталь и нержавеющую сталь можно тушить вместе, хотя вам, безусловно, понадобится некоторый опыт — вы, возможно, сумеете превратить это в беспорядок, который сохранится с первой попытки, если вы просто соедините медь с медью, но что угодно об остальном не может быть и речи. Попытка сделать это и сделать из него беспорядок, как правило, делает невозможным последующее исправление, поскольку из-за того, что каждый металл имеет совершенно разные точки плавления и скорости, с которыми они рассеивают тепло, очень легко расплавить один из двух полностью или карбонизируют и «пачкают» стыки настолько, что ни один припой никогда не прилипнет.Затем есть алюминий и алюминиевые сплавы — их вообще нельзя паять, так как они имеют очень низкие температуры плавления — слишком низкие, чтобы использовать пламя. Квасцы должны быть снабжены балюстрадой, что-то вроде сварки, и поэтому их очень трудно связывать с чем-либо, кроме самого себя.
Возвращаясь к теме — соединение «труб отопления» — все зависит от используемых металлов. Некоторые теплообменники, такие как те, которые вы найдете в оборудовании для кондиционирования воздуха, сделаны из медных труб, поскольку они должны выдерживать быстрые изменения температуры без растрескивания / разрушения из-за расширения и напряжения, и поэтому их можно относительно легко ремонтировать и модифицировать. если алюминиевые ребра в этой зоне срезаны.Вы также найдете в них несколько радиаторов с медными трубками. Затем есть другие теплообменники, которые имеют линейные подъемы / спады и не должны справляться с перепадами температуры. Подобно радиатору в автомобиле или теплообменнику, используемому для водяного охлаждения процессора. Склонны к растрескиванию настолько, насколько они расширяются, не о чем беспокоиться при нормальных условиях эксплуатации, и, следовательно, они обычно просто сделаны из алюминия или сплавов, что намного дешевле меди. Итак, суть в том, что если он оранжевый / коричневый, вы можете это сделать, но если он серебристый / черный, его следует оставить в покое.
Но при этом ничто не мешает вам смонтировать гибкие линии без сварки — с помощью зажимов, резьбовых соединений или клея. Я нахожусь в процессе водяного охлаждения своего PS4, поэтому мне пришлось сделать это самому, когда я сломал линию, пытаясь втиснуть все внутрь. В итоге мне пришлось приклеить новые фитинги к корпусу насоса и установить новые трубопроводы между ним и радиатором, и я, наверное, просто собираюсь зажимать шланг к патрубкам радиатора. Вы можете обойтись без механической сварки с фитингами, и если это не является абсолютной необходимостью для термической обработки или прочности, их прямое соединение часто бывает лучше не делать.это делает вещи намного более управляемыми для любого обслуживания и ремонта, если вы можете просто отключить вещи.
Спойлер: вы НЕ можете аккуратно спрятать вентилятор и / или рад в случае PS4 Pro, не выпотрошив блок питания. Независимо от того, сколько места казалось, его никогда не хватало, как бы я ни перемешивал вещи. От 5 мм до короткого, или на 10 мм слишком туго, или на 5 мм слишком длинного, всегда с отступом 5-10 мм (<1 / 4–3 / 8 дюйма). Всегда что-то мешает. Рассматривая отключение питания, просто назло, и просто превращение его во внешний xformer, или, возможно, даже изменение питания xbox.Кусочек дерьма лучше все же работать в конце. ржу не могу
Медь в вашем доме: сделай сам
Основы
Ремонт дома и проекты становятся все более популярными с каждым днем. Люди любят свои дома, проявляют к ним интерес и получают удовольствие от ощущения, что они могут поддерживать и улучшать их. С правильными инструкциями и подготовкой ремонт дома легко сделать самостоятельно, он может стать веселым семейным занятием и сэкономить деньги на вызове профессионала.
Медная сантехника основана на процедуре, называемой пайкой, и это не так сложно, как вы думаете. Следующие ниже инструкции и методы позволяют создать герметичные паяные соединения между трубкой и фитингами из меди и медного сплава. Следуя этим простым инструкциям и не забывая работать аккуратно, вы сможете получить идеально спаянные соединения.
1. ИЗМЕРЕНИЕ
Измерьте и отметьте трубку карандашом.
2. РЕЗКА
Отрежьте трубку до измеренной длины.Резку можно выполнить несколькими способами. Трубку можно разрезать дисковым труборезом, ножовкой, абразивным кругом, стационарной или переносной ленточной пилой. Необходимо следить за тем, чтобы трубка не деформировалась во время резки. Независимо от метода разрез должен быть перпендикулярен длине трубки, чтобы трубка правильно вошла в колпачок фитинга.
3. РАЗВЕРТЫВАНИЕ
Разверните все обрезанные концы труб до полного внутреннего диаметра трубки, чтобы удалить небольшой заусенец, образовавшийся при разрезании.Это очень важно. Если эту шероховатую внутреннюю кромку не удалить расширением, может возникнуть эрозионная коррозия из-за локальной турбулентности и повышенной локальной скорости потока в трубе. Правильно развернутый кусок трубы обеспечивает гладкую поверхность для лучшего потока.
Удалите все заусенцы на внешней стороне концов трубок, образовавшиеся в результате резки, чтобы обеспечить надлежащий вход трубки в крышку фитинга.
К инструментам, которые можно использовать для развёртывания концов трубок, относятся расширительное лезвие на трубореза, полукруглые или круглые напильники, карманный нож или подходящий инструмент для удаления заусенцев.При использовании мягкой трубки вы должны быть очень осторожны, чтобы не деформировать конец трубки из-за чрезмерного давления.
4. ЧИСТКА
Удаление всех оксидов и поверхностного масла с концов трубок и фитингов имеет решающее значение для правильного поступления металлического припоя в соединение. Если их не удалить, это может повлиять на капиллярное действие, снизить прочность сустава и вызвать разрушение.
Слегка очистите концы трубок с помощью песчаной ткани или нейлоновых абразивных подушек на расстоянии, немного превышающем глубину чашек фитинга.
Очистите чашки фитинга, используя абразивную ткань, абразивные губки или подходящую щетку подходящего размера.
Капиллярное пространство между трубкой и фитингом составляет приблизительно 0,004 дюйма. Металлический припой заполняет этот зазор за счет капиллярного действия. Это расстояние имеет решающее значение для того, чтобы металлический припой попал в зазор и образовал прочное соединение.
Медь — относительно мягкий металл. Если удалить слишком много материала с конца трубы или чашки фитинга, неплотная посадка может привести к плохому соединению.
5.НАНЕСЕНИЕ FLUX
Используйте флюс, который растворяет и удаляет следы оксида с очищенных поверхностей от повторного окисления во время нагрева и способствует смачиванию поверхностей металлическим припоем.
ПРЕДУПРЕЖДЕНИЕ: Не наносить пальцами. Химические вещества, содержащиеся в флюсе, могут быть опасными при попадании в глаза, рот или открытые порезы. Будьте осторожны при нанесении флюса. Небрежное обращение может вызвать проблемы спустя долгое время после установки системы. Если используется чрезмерное количество флюса, остатки флюса могут вызвать коррозию.В крайних случаях такая флюсовая коррозия может пробить стенку трубы, фитинга или и того, и другого.
6. СБОРКА И ПОДДЕРЖКА
Вставьте конец трубки в чашку фитинга, убедившись, что трубка прилегает к основанию чашки фитинга. Небольшое вращательное движение обеспечивает равномерное покрытие флюсом. Удалите излишки флюса с внешней стороны шва ватной тряпкой.
Поддержите трубку и фитинг в сборе, чтобы обеспечить равномерное капиллярное пространство по всей окружности соединения.Равномерность капиллярного пространства обеспечит хороший капиллярный поток расплавленного припоя. Чрезмерный зазор в стыках может привести к растрескиванию металлического припоя в условиях напряжения или вибрации.
Теперь соединение готово к пайке. Подготовленные и готовые к пайке соединения должны быть завершены в тот же день, а не оставлены незавершенными на ночь.
7. ОТОПИТЕЛЬ
Начните нагревание пламенем перпендикулярно трубке. Медная трубка проводит первоначальное тепло в чашку фитинга для равномерного распределения тепла в области соединения.Степень этого предварительного нагрева зависит от размера стыка. Предварительный нагрев сборки должен охватывать всю окружность трубы, чтобы довести до подходящего состояния предварительного нагрева. Однако для стыков в горизонтальном положении избегайте прямого предварительного нагрева верхней части стыка, чтобы избежать сжигания паяльного флюса. Практика и опыт покажут количество тепла и необходимое время.
Затем переместите пламя на чашку фитинга. Переместите пламя поочередно между чашкой фитинга и трубкой на расстояние, равное глубине чашки фитинга.Опять же, предварительно нагрейте окружность, как описано выше, с горелкой у основания чашки фитинга. Прикоснитесь припоем к стыку. Если припой не плавится, удалите его и продолжайте нагрев.
ВНИМАНИЕ: Не перегревайте соединение и не направляйте пламя на поверхность чашки фитинга. Перегрев может сжечь флюс, что снизит его эффективность, и припой не попадет в соединение должным образом.
Когда припой расплавится, приложите тепло к основанию чашки, чтобы способствовать капиллярному действию в втягивании расплавленного припоя в чашку к источнику тепла.
Тепло обычно подается с помощью воздушно-топливной горелки. В таких горелках используется ацетилен или сжиженный газ. Также можно использовать электроды для пайки сопротивлением. В них используются нагревательные электроды, и их следует учитывать, когда возникает проблема с открытым пламенем.
8. НАНЕСЕНИЕ ПАЙКИ
Для соединений в горизонтальном положении начните наносить припой немного не по центру в нижней части соединения. Когда припой начнет плавиться от тепла трубки и фитинга, протолкните припой прямо в соединение, удерживая горелку у основания фитинга и немного впереди точки нанесения припоя.Продолжайте эту технику через нижнюю часть фитинга и вверх с одной стороны к верху.
Теперь затвердевший припой в нижней части соединения создал эффективную перегородку, которая предотвратит вытекание припоя из соединения при заполнении боковой и верхней части соединения.
Вернитесь к начальной точке, слегка перекрывая друг друга, и продолжайте движение вверх по незавершенной стороне к вершине, снова с небольшим перекрытием. Во время пайки за точкой нанесения припоя могут появиться небольшие капли, указывая на то, что соединение до этого момента заполнено и больше не будет принимать припой.На протяжении всего процесса используются все три физических состояния припоя: твердое, пастообразное и жидкое.
Для стыков в вертикальном положении выполните аналогичную последовательность проходов внахлест, начиная с любого удобного места.
9. ОХЛАЖДЕНИЕ И ОЧИСТКА
Дайте готовому стыку естественным образом остыть. Шоковое охлаждение водой может вызвать нагрузку на сустав. Когда остынет, удалите остатки флюса влажной тряпкой.
Как припаять водонагреватель
При установке нового водонагревателя проще всего выполнить работу, не требующую пайки.Обычно вы можете подключить водонагреватель к пластиковой трубе с помощью гибких соединений (длина не менее 18 дюймов предотвратит перегрев пластиковых труб). В тех случаях, когда вам нужно знать, как припаять соединение водонагревателя, вот учебное пособие, которое поможет вам понять процесс.
Что нужно знать
При использовании оцинкованных ниппелей для подключения нагревателя к меди или латуни требуется диэлектрическая муфта для предотвращения гальванической коррозии , которая представляет собой коррозионную реакцию, возникающую в результате кислотного электролиза.Эта коррозия приводит к слабым и неисправным соединениям. Более простым решением было бы протянуть «водяной изгиб» к ниппелям, идущим от входа и выхода водонагревателя. Эти гибкие линии питания созданы для изоляции коррозионной реакции, устраняя необходимость в диэлектрическом соединении. Другой конец может входить либо в другое резьбовое соединение, либо под пайку, в зависимости от вашего применения.
Паяльная трубкатребует некоторой практики, но соблюдение нескольких простых правил поможет сделать сварной шов герметичным.
- Очистите соединения и трубу внутри и снаружи (попробуйте наждачную бумагу и проволочные щетки).
- Используйте флюс как на внутренней стороне фитинга, так и на внешней стороне трубы.
- Не поворачивайте резак слишком высоко.
- Нагревайте фитинг, а не трубу. Это действие будет «втягивать» припой в штуцер (смотреть довольно круто).
- Имейте под рукой шприц из бутылки с водой.
Пайка трубок водонагревателя в 8 ступеней
Теперь, когда у вас есть чистая труба и фитинг, можно приступать к работе:
- Нанесите красивый слой флюса на обе части и сдвиньте вместе.
- Размотайте примерно 12 дюймов припоя из рулона и согните конец, чтобы получился крючок, оставив примерно 10 дюймов между вами и концом.
- Включите фонарь, будьте осторожны с окружающим миром, настройте фонарик на средний поток. Поскольку пайка лучше всего работает с постоянным нагревом, область за вашей арматурой будет достаточно горячей, чтобы обжечься. Если вы паяете рядом с горючими материалами, используйте термоткань позади фитинга, чтобы предотвратить возгорание.
- Направляйте пламя на фитинг со стороны соединения, пока около 1/4 длины пламени не попадет на фитинг.
- Поместите конец припоя, который вы ранее согнули, на тыльную сторону трубы прямо там, где соединяются фитинг и труба.
- Как только фитинг станет достаточно горячим, конец припоя станет жидким и втянется в фитинг. Как только это произойдет, наденьте конец припоя на трубу.
- Сбрызните его водой (когда закончите), чтобы быстро остыть, и выключите фонарик.
- После того, как все ваши фитинги будут припаяны, включите воду и проверьте, нет ли утечек. Если утечки очевидны, повторите шаги 4-9
Примечание: труба с водой внутри не нагревается достаточно для пайки. Если вода все еще присутствует, возьмите немного хлебной корочки и набейте ею трубку. Хлеб должен впитывать воду достаточно долго, чтобы припаять соединение. Не забудьте вынуть аэратор из смесителя перед его включением, иначе он наполнится мягким хлебом.
Припой с уверенностью
Теперь, когда вы знаете, что требуется, купите и сэкономьте на лучших припоях здесь, в PlumbersStock. У нас есть отличные бренды для всего, что вам нужно, в том числе Bradford White . Если у вас остались вопросы по пайке труб водонагревателя, не стесняйтесь обращаться к нам.
Как: паять фитинги для медных труб
Водопроводчик-монтажник
Соединения выполняются между секциями железной трубы с помощью резьбовых фитингов.Однако стенки медной трубы слишком тонкие и мягкие для нарезания резьбы, поэтому используется другой вид фитинга, называемый фитингом для пота. Это так называется, потому что процесс соединения различных элементов с помощью припоя включает их нагревание пропановой горелкой до тех пор, пока они не потеют.
Для пайки фитинга не требуется особого волшебства, хотя само присутствие пропановой горелки делает эту процедуру, которую необходимо выполнять осторожно. Создание плотного соединения без утечек — это больше вопрос тщательной подготовки деталей, чем навыков или опыта.
STEP 1
Полировка труб и фитингов. Отдельные отрезки трубок, соединяющих элементы водопроводной системы, соединяются на фитингах. Фитинги бывают разных конфигураций, включая колена, Ц, сорокапятку, муфты и другие. Однако независимо от того, какую примерку вы потеете, первым шагом к процессу является сглаживание и полировка стыкуемых участков.
Разметьте расположение труб и фитингов и отрежьте трубы до нужной длины.Убедитесь, что концы обрезаны под прямым углом. Используйте универсальный нож, чтобы срезать заусенцы с порезов.
На каждом стыке отполируйте внешнюю часть трубы с помощью сантехнической ленты (также называемой наждачной бумагой, она продается узкими полосками). Еще один удобный вариант для полирования поверхностей труб перед их запотеванием — это синтетическая тканая абразивная губка. Продаются как губки для зачистки, они напоминают салфетки для мытья посуды, но очищают и осветляют медь несколькими легкими движениями.
Отполируйте отверстия фитингов, используя щетку для очистки труб.Полировка обеих поверхностей имеет решающее значение: дефекты, оставленные на соединяемых поверхностях, могут позже привести к утечкам, потому что припой не будет склеиваться должным образом.
STEP 2
Залить фитинги флюсом. Нанесите водопроводный флюс на внутреннюю часть каждого припаиваемого фитинга. Используйте одну из недорогих флюсовых щеток, предназначенных для этой задачи, так как она сохраняет ваши пальцы и руки в чистоте. Флюс имеет консистенцию тонкой смазки и при нагревании втягивает припой в фитинг. Вставьте трубу в фитинг, поверните ее, чтобы флюс равномерно распределился, и сотрите излишки выдавленного флюса.
STEP 3
Зажигание резака. Теперь вы готовы к факелу. Я всегда ношу перчатки при использовании фонарика. Это небольшая мера предосторожности, и на этом этапе вся работа, требующая большой ловкости пальцев, завершается.
Чтобы зажечь резак, слегка приоткройте вентиль; вы услышите легкое шипение выходящего газа. Форсунка устроена так, что кислород из атмосферы помещения втягивается во впускные отверстия, смешиваясь с пропаном. Зажгите пламя искровым инструментом или зажигалкой с открытым пламенем.
STEP 4
Обогрев фитинга. Горячая точка в пламени находится не ближе всего к соплу, как ошибочно думают многие, а примерно на полпути по его длине. Расположите горелку так, чтобы пламя непосредственно нагревало арматуру (а не трубу). Подходов к этому почти столько же, сколько и водопроводчиков, но мой любимый прием — держать горелку в одном положении, при этом средняя точка пламени нагревает ту часть фитинга, которая наиболее удалена от стыка (стыков). потел.Это помогает гарантировать, что все соединение будет горячим при нанесении припоя. Одним из аспектов, по поводу которого нет разногласий, является необходимость защиты окружающих легковоспламеняющихся поверхностей. За фитингом следует положить лист огнестойкого материала, чтобы защитить их.
STEP 6
Нанесение припоя. Пусть флюс будет вашим ориентиром: когда он пузырится и начинает испаряться, температура плавления припоя достигнута. Прикоснитесь припоем к трубе. Если он тает при контакте, будьте уверены, он достаточно горячий.
Уберите пламя с фитинга перед нанесением припоя (припой плавит тепло фитинга, а не пламя горелки). Если возможно, нанесите припой сверху, чтобы сочетание силы тяжести и капиллярного действия могло втянуть припой в соединение.