 alexxlab
alexxlab Стальная и порошковая сварочная проволока
Стальная
Проволоку различают по назначению: для сварки или наплавки.
Всего выпускается около 80 марок проволоки.
Буквы «Св» означают, что проволока сварочная. Через дефис указывают марку стали, из которой изготовлена проволока. Первая цифра соответствует содержанию углерода в сотых долях процента. Буквы означают наличие легирующих элементов в процентах, которые указываются числом, следующим за буквенным обозначением.
Для сварки низкоуглеродистых сталей используют шесть марок: Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА, Св-10Г2,
Для низко- и среднелегированных сталей — 30 марок, например: Св-08ГС, Св-08Г2С, Св-18ХГС и др.
Для сварки высоколегированных сталей применяют 41 марку проволоки Св-08Х14ГНТ, Св-12Х13 и др.
Если после буквы цифра отсутствует, то количество данного элемента не превышает 1%. Буква «А» в конце маркировки свидетельствует о пониженном содержании серы и фосфора, а буквы «АА» — о еще меньшем их количестве.
Низкоуглеродистую и легированную проволоки выпускают неомедненными и омедненными (условное обозначение — О). Омеднение защищает проволоку от окисления и улучшает токоподвод.
В конце маркировки может стоять буква «Э». «Э» означает, что проволока служит для изготовления электродов. Буквы «Ш», «ВД» или «ВИ» говорят о том, что сталь для проволоки изготовлена соответственно электрошлаковым, вакуумно-дуговым переплавом или в вакуумно-индукционных печах.
Пример условного обозначения сварочной проволоки диаметром 3 мм марки Св-08А с омедненной поверхностью из стали, полученной электрошлаковым переплавом:
Условия сварки |
Рекомендуемая проволока |
Низкоуглеродистые и низколегированные стали в углекислом газе и смесях активных газов |
Св-08Г2С |
Низкоуглеродистые и низколегированные стали в аргоне и гелии |
Св-08ГС |
Сварка в углекислом газе на открытом воздухе |
Св-20ГСЮТ |
Строительные металлоконструкции из стали 16Г2АФ в углекислом газе |
Св-10ХГCН2MЮ |
Металлоконструкции из стали 10ХСНД в углекислом газе |
Св-08Г2СДЮ |
Высокопрочные низколегированные стали (типа 14ХГНМ) в углекислом газе |
Св-10ХН2Г2СМА |
Стали 08Х22Н6Т и 08Х18Г8Н2Т в углекислом газе |
Св-08Х20Н9С2БТЮ |
Проволока для сварки среднеуглеродистых и теплоустойчивых сталей
Марка стали |
Марка проволоки при сварке |
|
в азоте, гелии |
в углекислом газе |
|
20ХГСА |
Cв-15XMA, Св- 18ХГСА |
Св-08Г2С |
Cв-15XMA, Св- 18ХГСА |
Св-10ГСМ, Св-10ГСМТ, CB-08X2CMA, Cв-15XMA, Св-18ХГСА, Св-08ХЗГ2СМ |
|
12XM |
Cв-08XM |
Св-10ХГ2СМА |
15ХМ |
Св-08ХМ |
Св-08ХНСМА, Св-08ХГ2СМ, Св-08ХГСМА |
12Х1МФ |
Св-08ХМФА |
Св-08ХГСМФА |
15Х1МФ |
Св-08ХМ |
Св-08X1М1ГСФ |
15X5M, 15X5, 15Х5ВФ |
Cв-10X5M, Св-08Г2С |
Св-08Г2С |
Стальная сварочная проволока выпускается следующих диаметров (мм): 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0, Проволока поставляется в мотках диаметром 150-750 мм, массой от 1,5 до 40 кг, а также намотанной на катушки и кассеты.
Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, раковин, забоин, окалины, ржавчины, масла и других загрязнений.
При необходимости проволоку очищают пескоструйным аппаратом или травлением в 5%-ном растворе соляной кислоты. Можно очищать проволоку, пропуская ее через специальные механические устройства, а также шлифовальной бумагой до металлического блеска. Перед очисткой бухту проволоки рекомендуется отжечь при температуре 150-200°С в течение 1,5-2 часов.
Обязателен сертификат с указанием предприятия-изготовителя, условного обозначения проволоки, номера плавки и партии, состояния поверхности и ее химического состава. При утере сертификата проволока может быть использована только после определения ее химического состава.
Проволока для дуговой сварки в инертных газах
Марка стали |
Марка проволоки |
Хромистых |
|
08X13 |
Св-12Х13, Св-08Х14ГНТ |
08X17Т |
Св-07Х25Н13, Св-06Х25Н12ТЮ, Св-08Х25Н12ТЮ, Св-10Х17Т |
15X25T |
Св-06Х25Н12ТЮ, Св-08Х25Н13БТЮ, Св-10Х17Т |
0X13 1X13 |
Св-10Х13, Св-06Х14 |
2X13 |
Св-08Х14ГТ |
Высоколегированных |
|
12X18h20T, 12X18h22T, 08Х19Н10Т |
Св-06Х19Н9Т |
03X18h21 |
Св-01Х19Н9 |
08Х22Н6Т |
Св-07Х25Н13 |
08Х18Н12Б |
Св-07Х19Н10Б |
10Х17Н13М2Т, 08Х17Н15М3Т, 08X21Н6М2Т |
Св-06Х19Н10М3Т |
08Х20Н14С2 |
Св-04Х19Н9С2 |
10Х23Н18 |
Св-10Х20Н15, Св-07Х25Н13 |
06Х23Н28МДТ |
Св-01Х23Н28М3Д3Т |
03X16h25M3 |
Св-04Х19Н11МЗ |
08Х18Г8Н2Т |
Св-08Х20Н9С2БТЮ |
Порошковая проволока
Представляет собой трубчатую проволоку, заполненную порошкообразным наполнителем — шихтой. Оболочку изготовляют из стальной (чаще низкоуглеродистой) ленты толщиной 0,2-0,5 мм. Шихта — это смесь порошков из газообразующих, шлакообразуюших компонентов, а также легирующих добавок, обеспечивающих защиту зоны сварки, сварочной ванны и околошовной зоны.
Оболочку изготовляют из стальной (чаще низкоуглеродистой) ленты толщиной 0,2-0,5 мм. Шихта — это смесь порошков из газообразующих, шлакообразуюших компонентов, а также легирующих добавок, обеспечивающих защиту зоны сварки, сварочной ванны и околошовной зоны.
1. Стальная шихта
2. Шихта
Порошковые проволоки позволяют снизить разбрызгивание электродного металла, повысить производительность сварки.
Перед сваркой порошковые проволоки рекомендуется прокаливать при температуре 230-250°С в течение двух часов. Сварка непрокаленной проволокой допускается, но только при увеличенном вылете электрода до 40-60 мм. При этом рекомендуется, чтобы расстояние от токоподводящего наконечника до среза сопла было 15-25 мм.
Порошковые проволоки для сварки в углекислом газе низкоуглеродистых и низколегированных сталей
Марка |
Условное обозначение |
Диаметр, мм |
|
ПП-АН8 |
ПГ-50-Н1 |
Рутиловое покрытие |
2,2; 2,5; 3,0 |
ПП-АН10 |
ПГ-50-Н2 |
2,2 |
|
ПП-АН13 |
ПГ-50-Н1 |
2,2; 2,5 |
|
ПП-АН21 |
ПГ-50-В2 |
1,4; 1,6; 1,8; 2,0; 2,2 |
|
ПП-АН22 |
ПГ-50-НЗ |
Рутил-флюоритовое покрытие |
1,8; 2,2; 2,5 |
ПП-АН4 |
ПГ-50-Н4 |
2,0; 2,2; 2,5 |
|
ПП-АН18 |
ПГ-50-Н4 |
2,2; 2,5 |
|
ПП-АН9 |
ПГ-50-Н4 |
2,2; 2,5 |
|
В условном обозначении сварочных порошковых проволок первые две буквы обозначают тип проволоки: ПГ — проволока для сварки в защитных газах; ПС — самозащитная проволока. Цифра соответствует пределу прочности металла шва в кгс/мм2.
Цифра соответствует пределу прочности металла шва в кгс/мм2.
Буква после цифры — допустимые пространственные положения.
Н — нижнее и горизонтальное на вертикальной плоскости, за исключением облицовочного шва;
В — нижнее, вертикальное, горизонтальное на вертикальной плоскости;
Вx — только для горизонтальных швов;
By — только для вертикальных швов;
Т — все положения, включая кольцевые швы без вращения.
Цифра после буквы соответствует группе по критической температуре перехода к хрупкому разрушению:
Буква Д вместо цифры означает, что эти требования не регламентированы
Марка свариваемых сталей |
Назначение |
Ст3, Ст4, 09Г2С |
Металл толщиной более 3 мм при нижнем и горизонтальном положениях шва |
Ст3, Ст4, 09Г2, 09Г2С |
Сварка на форсированных режимах, высокопроизводительная, при нижнем положении шва |
Ст3, Ст4, 09Г2, 09Г2С |
Металл толщиной более 2 мм при нижнем горизонтальном и вертикальном положении шва |
Ст3, 09Г2, 09Г2С, 10ХСНД 15ХСНД. |
Ответственные конструкции толщиной до 3 мм, испытывающие статические и динамические нагрузки |
Ст3, 09Г2, 09Г2С, 10ХСНД 15ХСНД, 14Г2 |
Ответственные конструкции толщиной более 3 мм в условиях динамических нагрузок и низких температур |
Ст2, Ст3, 10, 20, 20Г, 10Г2, 16Г2, 09Г2, 09Г2Д, 14Г2, 12ГС, 16ГС, 17ГС, 17ГС1, 09Г2СД, 10Г2С1, 10ХСНД, 15ХСНД, 15Г2АФДпс |

Что дает омедненная сварочная проволока на практике
Сварочная проволока применяется в качестве расходного материала при полуавтоматической сварке. Современные производители выпускают ее в двух вариантах: с медным покрытием и без него. Чем и почему омедненная проволока отличается от обычной? Попробуем разобраться.
Изготовление омедненной проволоки
Для получения омедненной проволоки используется метод контактного нанесения покрытия. Для этого стальная заготовка погружается в раствор медного купороса. Здесь в результате разности электродных потенциалов происходит реакция замещения: железо переходит в раствор, а медь осаждается на поверхности проволоки. После этого проволока пропускается через волок, который уплотняет медное покрытие. В результате его поверхность становится глянцевой, приобретая характерный розовый оттенок.
Здесь в результате разности электродных потенциалов происходит реакция замещения: железо переходит в раствор, а медь осаждается на поверхности проволоки. После этого проволока пропускается через волок, который уплотняет медное покрытие. В результате его поверхность становится глянцевой, приобретая характерный розовый оттенок.
Толщина конечного покрытия составляет 6 мкм. Общее содержание меди в стальной проволоке, согласно ГОСТу 2246-70, не должно превышать 0,25 %. Европейский стандарт DIN 8559 допускает увеличение этого показателя до 0,30 %. Если сварочная проволока содержит большее количество меди, то сформированные с ее помощью швы отличаются пониженными показателями стойкости к образованию трещин и ударной вязкости.
Всего российские предприятия выпускают 77 различных марок сварочной проволоки. Из них 41 марка предназначена для работы с цветными металлами, 30 – с углеродистыми сталями и 6 – с низколегированными.
Особенности омедненной проволоки
Омедненная проволока имеет эстетичный внешний вид, но ценится не за это.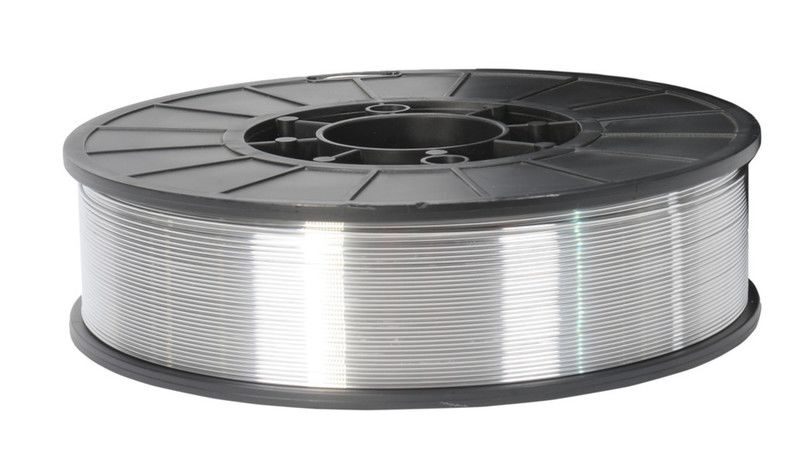 Одной из ее главных характеристик является низкое контактное сопротивление, а значит, лучший токоподвод. По этому показателю омедненная проволока отличается от стандартного аналога, покрытого технологической смазкой, примерно в 100 раз. Низкое контактное сопротивление, помимо стабильного горения дуги, обуславливает слабое разбрызгивание электродного металла во время сварки.
Одной из ее главных характеристик является низкое контактное сопротивление, а значит, лучший токоподвод. По этому показателю омедненная проволока отличается от стандартного аналога, покрытого технологической смазкой, примерно в 100 раз. Низкое контактное сопротивление, помимо стабильного горения дуги, обуславливает слабое разбрызгивание электродного металла во время сварки.
Состояние поверхности оказывает непосредственное влияние на равномерность подачи проволоки и необходимое для этого усилие. Например, для проволоки без медного покрытия характерна нестабильная подача, высокий абразивный износ токоподводящего наконечника и прихватывание к внутренней поверхности его канала. При этом технологическая смазка является причиной увеличения количества таких прихваток. Омедненная проволока требует меньшего усилия для проталкивания и не способствует быстрому износу канала наконечника. Она поставляется в катушках или кассетах и в форме упорядоченной и тугой порядовой намотки. Это обеспечивает непрерывность и равномерность ее подачи.
Горелка сварочного полуавтомата
Еще одно несомненное преимущество омедненной проволоки – минимальное количество вредных для сварочного шва примесей. Ее аналог без медного покрытия является активным поставщиком водорода. Виновник такой ситуации – все та же технологическая смазка. В ее состав входят жирные кислоты, щелочи и вода. Помимо этого, она способна адсорбировать влагу из воздуха. В результате ускоряется процесс коррозии проволоки, а в швы попадает водород, вызывая их пористость.
Омедненная проволока сокращает время от первого касания поверхности металла до стабильного горения дуги в 2-3 раза по сравнению с неомедненной. Она способствует образованию симметричных и одинаковых по размеру капель металла на торце электрода и их равномерному переносу в сварочную ванну. В результате улучшается качество швов, а разбрызгивание уменьшается ориентировочно на 40 %.
Дополнительно следует отметить, что благодаря медному покрытию удается улучшить характеристики сварных швов.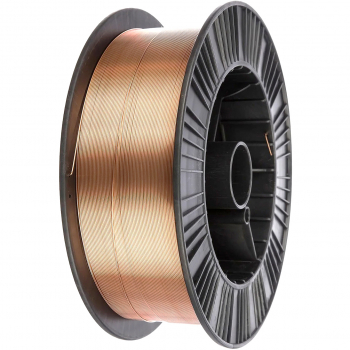 Повышается их сопротивление разрыву или ударным нагрузкам, улучшается способность переносить перепады температур, уменьшается количество дефектов. Помимо этого, благодаря гладкому покрытию увеличивается скорость подачи проволоки и производительность труда.
Повышается их сопротивление разрыву или ударным нагрузкам, улучшается способность переносить перепады температур, уменьшается количество дефектов. Помимо этого, благодаря гладкому покрытию увеличивается скорость подачи проволоки и производительность труда.
Медь используется не только для сварки металлов. Ею покрывают хирургические скальпели. В данном случае медь обеспечивает подвод электричества для нагрева лезвия. В результате скальпели во время операций одновременно используются для прижигания.
Применение омедненной проволоки
Главным потребительским преимуществом омедненной проволоки является возможность получения бездефектных швов и улучшения их свойств. Она востребована при изготовлении изделий с высокими требованиями к качеству. Чаще всего такой расходный материал применяется для работы с низкоуглеродистыми и низколегированными сталями. Омедненная проволока используется при изготовлении трубопроводов и резервуаров, эксплуатирующихся под давлением, применяется в судо- и машиностроении, без нее не обходится производство грузовых и пассажирских железнодорожных вагонов.
На что обратить внимание при выборе омедненной проволоки
Первый показатель, на который следует обратить внимание, – стоимость. Если она существенно ниже средней по рынку, значит, при изготовлении проволоки был нарушен технологический процесс, что и позволило снизить цену. От приобретения такого расходного материала лучше сразу отказаться. Второй параметр, требующий внимания, – наличие сертификата качества. Этот документ, конечно, не является стопроцентной гарантией приобретения качественного изделия, но его отсутствие однозначно указывает на сомнительное происхождение предлагаемого товара.
У проволоки, намотанной в кассетах, есть несколько слабых мест, на которые тоже следует обращать внимание. Так, при некачественной намотке со слабиной витки могут образовывать «горку», на которую затем накладываются следующие слои. В результате проволока в этих местах деформируется и может застрять в калибрующих отверстиях сварочного аппарата. Еще одна проблема возникает при неплотной укладке рядов. В этом случае верхние ряды проволоки могут проваливаться между нижними и плотно застревать. Это нарушает равномерность и скорость подачи.
В этом случае верхние ряды проволоки могут проваливаться между нижними и плотно застревать. Это нарушает равномерность и скорость подачи.
Катушка с омедненной проволокой
Особое внимание необходимо обращать на упаковку проволоки. Медное покрытие, несмотря на видимую сплошность, имеет микротрещины и поры, поэтому полностью защитить сталь от коррозии не может, хотя существенно замедляет ее воздействие. Для упаковки кассет часто используется водоотталкивающая бумага или ткань. Следует учитывать, что они способны пропускать влагу, а при перепадах температур вода конденсируется на поверхности проволоки. Единственная надежная защита – ингибиторная бумага. При длительном хранении омедненной проволоки она снижает скорость ее коррозии в 10 раз.
В заключение следует отметить, что приобретать подобные расходные материалы необходимо, конечно, в специализированных магазинах. Они не только самостоятельно контролируют качество проволоки, но и хранят ее в требуемых условиях. В таком случае определяющей будет репутация изготовителя и компании-продавца.
Поделитесь с друзьями:
Проволока стальная сварочная: полезные качества оборудования
Автоматическая и полуавтоматическая сварка производится путем применения сварочной проволоки. Проволока стальная сварочная, либо алюминиевая, флюсовая или порошковая – все эти средства являются отличными продуктами для производства сварочных работ. Можно с уверенностью утверждать, что сварочная проволока должна затрагивать внимание профессионального сварщика.
Проволока er70s-6: описание
Сварочная проволока модели er70s 6 является аналогом отечественного продукта св08г2с, если судить по химическому составу, свойствам наплавленного металла. Однако проволока er70s 6 имеет явные достоинства на фоне отечественного аналога. Проволока сварочная омедненная марки er70s 6 имеет медное покрытие, необходимое для получения максимального токопроводящего контакта.
Все качества er70s 6 играют на руку сварщику в том случае, если он желает произвести качественное соединение, способное выдерживать значительной интенсивности механические нагрузки, температурные удары, а также нагрузки на разрыв. Химический состав, которым располагает сварочная проволока марки er70s 6, должен соответствовать химическому составу свариваемой поверхности металлической детали.
Химический состав, которым располагает сварочная проволока марки er70s 6, должен соответствовать химическому составу свариваемой поверхности металлической детали.
Проволока er70s 6 имеет свойство равномерно плавиться при достижении температуры плавления свариваемых элементов, к тому же имеет несущественные потери во время разбрызгивания металла. Сварочная проволока может похвастать также отличными рабочими результатами, если ее применять вместе с защитным газом. Преимущества:
- Плотная рядная намотка;
- Равномерное медное покрытие;
- Отсутствие остатков смазки, а также окислов на поверхности материала;
- Высококачественный сварочный шов;
- Улучшенная герметизация шва;
- Отличный повторный розжиг дуги;
- Устойчивость дуги в процессе струйного и капельного переноса электродного металла в рабочую ванну;
- Сварочная проволока марки er70s-6 может использоваться в составе оборудования любого технического класса сложности;
- Снижение пористости;
- Минимальные потери в течение сварки вследствие разбрызгивания;
- Сварочная проволока марки er70s-6 может применяться для роботизированного процедуры сварки металлов.

ER4043: описание продукта
Алюминиевая сварочная поволока может выпускаться различных диаметров, однако наиболее востребованной является именно 0,8 мм. Такая алюминиевая толщина наиболее приемлемым вариантом для MIG и MAG сварки.
Алюминиевая марка оборудования выпускается в упаковках весом 400 грамм. Вдобавок алюминиевая проволока предназначена по большей части для аргонодуговой сварки. Удлинение, которым располагает алюминиевая сварочная оснастка, достигает 18%. Алюминиевая марка применяется в среде защитных газов, и является аналогом нескольких средств от различных производителей. Алюминиевая оснастка имеет предел текучести 55 МПа и предел прочности на уровне 165 МПа.
Autrod 12.51: описание
Порошковая сварочная модель продукции autrod является традиционной омеднённой продукцией, основным предназначением которой является соединение деталей из конструкционных нелегированных, а также низколегированных сталей с пределом текучести, достигающим 420 МПа. Порошковая модель autrod эксплуатируется при знакопеременных нагрузках, в условиях низких температур.
Порошковая модель autrod эксплуатируется при знакопеременных нагрузках, в условиях низких температур.
Модель autrod располагает рядной намоткой, высококачественным омеднением, стабильным диаметром по всей протяженности продукта, незначительным содержанием вредоносных примесей – всё это имеет порошковая оснастка autrod. Также autrod обеспечивает стабильное горение дуги при незначительном разбрызгивании металла. При всем этом посредством autrod производится высококачественный сварочный шов. Порошковая марка autrod применяется в судостроительной, машиностроительной отраслях, а также в работе с металлоконструкциями и в других областях. Марка autrod является отличным средством.
Расшифровка марки
Буквы СВ обозначают суть материала «по первым буквам» — сварочная проволока. Эти буквы, как правило, располагаются первыми. Сразу после них располагаются буквенных обозначения элементов, входящих в состав материала.
Две буквы (АА) в маркировке средства указывают на то, что материал содержит пониженное количество серы, а также фосфора, в то время как одна буква А будет отображать пониженное содержание углерода. Химические составляющие, которые содержит каждая сварочная проволока, требуют детального ознакомления. Химические элементы и обозначения:
Химические составляющие, которые содержит каждая сварочная проволока, требуют детального ознакомления. Химические элементы и обозначения:
- Ц – цирконий;
- Ю – алюминиевый;
- Х — хром;
- Б – ниобий;
- К – кобальт;
- Г – марганец;
- Е – селен;
- А*– азот;
- Р – бор;
- Т – титан;
- В – вольфрам;
- А – медь;
- М – молибден;
- Ф – ванадий;
- Н – никель;
- С – кремний.
Нержавеющая
Нержавеющая сталь – качественный материал, популярный, в том числе, в сварке. Нержавеющая проволока для сварки производится посредством протяжки сквозь уменьшение отверстие. Нержавеющая проволока располагает преимуществами, заключающимися в антикоррозийных свойствах материала. Нержавеющая проволока имеет диаметры около 0,3-10 миллиметров.
Нержавеющая — значит то, что материал устойчив к образованию окислов, коррозии, а поэтому рассматриваемый материал — сварочная проволока для соединения нержавейки. В связи с этим нержавеющая сталь имеет широкую область применения. Нержавеющая сварочная оснастка способна использоваться при значительной влажности воздуха, в условиях повышенной температуры, а также в агрессивных средах. Последние качества, которые имеет нержавеющая проволока, позволяют ей широко применяться в медицине, химической промышленности, металлургической отрасли.
В связи с этим нержавеющая сталь имеет широкую область применения. Нержавеющая сварочная оснастка способна использоваться при значительной влажности воздуха, в условиях повышенной температуры, а также в агрессивных средах. Последние качества, которые имеет нержавеющая проволока, позволяют ей широко применяться в медицине, химической промышленности, металлургической отрасли.
Порошковая
Порошковая проволока – достаточно длинная трубчатая оболочка, конструктивно которая может быть представлена простой трубчатой, двухслойной, либо с разными загибами. Порошковая оболочка составляет в пределах 15-40% от общей массы средства. С помощью загибов порошковая проволока становится более жесткой, способной предотвращать рассыпание порошка.
Легированная и низкоуглеродистая
Легированная оснастка для подобных работ — отличное средство. Легированная сварочная оснастка имеет диаметры в диапазоне 0,8-4 миллиметров. Легированная проволока производится качественной. Выпускается легированная мотками массой до 80 килограмм. Низкоуглеродистая имеет диаметры от 2,5 до 5 миллиметров, выпускается в мотках массой до 1200 килограмм. Производство легированной сварочной проволоки, будь она флюсовая, легированная или какая-либо другая, выполняется не без участия нормативных требований.
Легированная проволока производится качественной. Выпускается легированная мотками массой до 80 килограмм. Низкоуглеродистая имеет диаметры от 2,5 до 5 миллиметров, выпускается в мотках массой до 1200 килограмм. Производство легированной сварочной проволоки, будь она флюсовая, легированная или какая-либо другая, выполняется не без участия нормативных требований.
Как произвести расчет?
Для того чтобы узнать расход количества сварочной проволоки, можно воспользоваться некоторыми формулами, одной из которых является HР=MKР, где М – общий вес металла, КР – коэффициент расхода материала. Изучив наиболее популярные марки сварочной проволоки, можно сделать правильный и качественный выбор, при этом сэкономить значительную сумму средств. Проволока сварочная с флюсом (то есть, флюсовая), либо легированная, порошковая – все это дело лично каждого.
Похожие статьи
- Особенности порошкового сварочного припоя
- Проволока для полуавтоматической сварки металлов: что нужно знать?
- Сварка порошковой проволокой: недостатки и преимущества
- Чем хороша сварочная проволока?
Сварочная проволока, проволока св08г2с
| Главная » Сварочная проволока |
<< ПЕРЕЙТИ К ВЫБОРУ СВАРОЧНОЙ ПРОВОЛОКИ >>
Процесс сварки металлов известен человечеству еще с конца 19 века. Тогда появился старейший способ сварки, который многие из нас использовали собственноручно в гараже или на даче – дуговая сварка неплавящимся электродом.
Тогда появился старейший способ сварки, который многие из нас использовали собственноручно в гараже или на даче – дуговая сварка неплавящимся электродом.
В 20 веке для сварки активно использовались прутки присадочного металла. Швы, полученные с использованием прутка металла были более прочными на изгиб, удар и растяжение. В последствии при развитии технологии сжатия и сжижения газов, стали более дешевыми баллоны с газом и появилась возможность увеличить скорость и качество сварки. Защитные и инертные газы стали использоваться на самых крупных заводах, цехах, стройках. Газ из баллонов защищал сварочную ванну от образования пузырьков кислорода, от попадания твердых частиц.
Одновременное использование присадочных металлических прутков и защитных газов позволили формировать в металле сварочного шва практически идеальную кристаллическую решетку.
Но для сварки по такой технологии уже не хватало рук одного сварщика – требовалось держать электрод, пруток и шланг от баллона с газом. Потребовалось новое техническое решение. Решением этого казуса стало изобретение технологии полуавтоматической сварки и сварочной проволоки.
Потребовалось новое техническое решение. Решением этого казуса стало изобретение технологии полуавтоматической сварки и сварочной проволоки.
Полуавтоматическая сварка – процесс соединения плавлением 2 металлических поверхностей с использованием плавящегося электрода в среде защитных газов. Данный тип процесса получил название MIG/MAG сварка. Для такого процесса используются специальные машины – сварочные полуавтоматы. Вместо присадочного прутка стали использовать электродную сварочную проволоку. Сварочная проволока позволяет использовать крупные мотки проволоки общей длинной в десятки километров, что позволяет свести к минимуму время, на которое сварщик отвлекается меняя прутки или электроды. Так же сварочная проволока – единственный электрод, используемый в стандартный сварочных автоматах и роботах.
Сварочные полуавтоматы представляют из себя машину, подающую в зону сварки электродную проволоку и защитный газ. Вместо электрода используется сварочная проволока – сварочная дуга идет от нее.
К концу 20 века полуавтоматическая сварка полностью вытеснила ручную сварку. Использование сварочной проволоки и автоматическая ее подача существенно повышали производительность и качество сварочного процесса.
Сегодня разработано несколько типов сварочной проволоки для различных сварочных процессов, для разных типов строительства и производства.
Основные типы проволоки:
Стальная омедненная
Порошковая проволока
Самозащитная проволока
Алюминиевая проволока
Стальная омедненная сварочная проволока – наиболее универсальная электродная проволока. Используется для сварки низколегированных стальных соединений толщиной от 0,8мм.
Таким образом, применение сплошной стальной омедненной проволоки возможно практически в любом предприятии машиностроительной или строительной отрасли.
Один из лучших типов стальной омедненной сварочной проволоки – проволока марки СВ-08Г2С. Она одинаково хорошо подходит как для ремонта кузова или рамы автомобиля, так и для сварки металлоконструкций зданий, стальных опор и высоконагруженных соединений.
Порошковая сварочная проволока
Стальная проволока с полостью внутри, которая заполняется порошковым материалом. В зависимости от назначения и применения закладывается различный химсостав. Порошковые сварочные проволоки различаются по назначению:
— порошковые проволоки для подводной сварки
— порошковые проволоки для вертикальной сварки
— порошковые проволоки для горизонтальной сварки
— порошковые проволоки для низкотемпературной сварки и др.
Самозащитная проволока
Обладает химическим составом, устойчивым от коррозии и в процессе сварочных работ защищает сварочную ванну от образования пузырьков газа. Помимо этого самозащитная проволока позволяет выполнять сварку без использования защитного газа. В некоторых производствах сварка с использованием самозащитной проволоки — единственный доступный и экономически оправданный тип сварки.
Алюминиевая проволока.
Используется для сварки изделий из алюминия. В силу химических и физических характеристик алюминия, в частности – его высокой электро и теплопроводности, сварочная алюминиевая проволока – единственный материал, который можно использовать для сварки. Проволока формирует ровный, прочный и аккуратный сварочный шов, с высокими показателями прочности на удар, растяжение и скручивание.
Проволока формирует ровный, прочный и аккуратный сварочный шов, с высокими показателями прочности на удар, растяжение и скручивание.
Сварочная проволока представленная на нашем сайте производится по нашей собственной технологии на металлопрокатном заводе, с проверкой свойств проволоки каждые 250 метров. Наша сварочная проволока имеет следующие сертификаты подтверждения качества и соответствия:
— Сертификатом соответствия выданным системой сертификации Госстандарта России (он же ГОСТ Р)
— Свидетельством Национальной Аттестации Качества Сварки (он же НАКС),
— Сертификатом завода-изготовителя, ISO 9001:2008 (международный стандарт)
Сварочная проволока МИК
Проволока СВ08Г2С сварочная с низким содержанием углерода Св-08, Св-08А и легированных Св-08ГС, Св-08Г2С
Проволока СВ08Г2С — это легированная сварочная проволока, используется для ручной, механизированной и автоматической сварки, для наплавочных работ, а также для изготовления электродов. Проволока широко используется для сварки в углекислом газе, различных газовых смесях и т.д.
Проволока широко используется для сварки в углекислом газе, различных газовых смесях и т.д.
Сварочная проволока СВ08Г2С изготавливается по ГОСТ 2246-70 и бывает 3-х видов:
— низкоуглеродистой;
— легированной;
— высоколегированной.
По виду поверхности проволока СВ08Г2С производится неомедненой и омедненой. Медное покрытие — 6 мкм. Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, забоин, окалины, ржавчины, масла и других загрязнений. Допускаются отдельные риски, царапины, местная рябизна, вмятины глубиной не более предельного отклонения по диаметру.
Высококачественная проволока СВ08Г2С всегда есть в наличии на нашем складе. По вопросам цены и доставки звоните нашим менеджерам по телефонам — +7 (495) 781-20-45. Существует гибкая система скидок и отсрочек.
Химический состав сварочной проволоки, % (ГОСТ 2246-70)
|
Марка стали |
Св08 |
Св08А |
Св08Г2С |
|
P |
0,10 |
0,10 |
0,03 |
|
Mn |
0,35-0,60 |
0,35-0,60 |
1,80-2,10 |
|
Si max |
0,03 |
0,03 |
0,7-0,95 |
|
P max |
0,04 |
0,03 |
0,03 |
|
S max |
0,04 |
0,03 |
0,025 |
|
Cr max |
0,15 |
0,12 |
0,20 |
|
Ni max |
0,30 |
0,25 |
0,25 |
|
Cu max |
0,25 |
0,25 |
0,20 |
Назначение с варочной проволоки
Св-08, Св-08А, Св-08АА
— автоматическая сварка под флюсом углеродистых сталей с пределом текучести 235-285 МПа, изготовление электродов, предназначенных для сварки низкоуглеродистой и низколегированной стали.
Св-08Г1НМА
— автоматическая сварка под флюсом низколегированных сталей повышенного уровня прочности и хладостойкости Предназначена для однопроходной одно- или двусторонней сварки под флюсом сталей толщиной до 25 мм различного типа легирования и категорий прочности. (К55-К65)
Св-08Г2С
— механизированная сварка в защитных газах конструкций ответственного и общего назначения.
Св-08ГА
— автоматическая сварка под флюсом углеродистых сталей с пределом текучести 235-440 МПа. (конструкций мостов, опор, труб, трубопроводов и котлов, работающих при высоких давлениях и температурах)
Св-08ГСНТ
— предназначена для механизированной сварки в защитных газах, применяется в судостроении и химическом машиностроении.
Св-08ХМ
— автоматическая сварка под флюсом нефтегазопроводных труб и металлоконструкций ответственного назначения из углеродистых и низколегированных сталей с пределом текучести 235-440 МПа. (конструкций мостов, опор, труб, трубопроводов и котлов, работающих при высоких давлениях и температурах)
Св-10Г2
— автоматическая сварка под флюсом углеродистых сталей с пределом текучести 235-440 МПа.
Св-10ГА
— автоматическая сварка под флюсом углеродистых и низколегированных сталей с пределом текучести 235-440 МПа Св-ЮГН — механизированная сварка под флюсом в судостроении и химическом машиностроении.
Св-10НМА
— автоматическая сварка под флюсом низколегированных сталей повышенного уровня прочности и хладостойкости металлоконструкций ответственного назначения. (конструкций мостов, опор, котлов, труб и трубопроводов работающих при высоких давлениях и температурах)
Марки стали сварочных проволок различных типов
|
Низкоуглеродистая |
Легированная |
Высоколегированная |
||
|
СВ-08 |
СВ-08ГС |
СВ-10ХГ2СМА |
СВ-12Х11НМФ |
СВ-06Х19Н10М3Т |
Сварочные материалы и проволока | Электросварщик оборудования АЭС | Архивы
- эксплуатация
- монтаж
- электростанция
- атомная энергетика
Содержание материала
- Электросварщик оборудования АЭС
- Об устройстве атомной электрической станции
- Особенности производства работ при монтаже
- Требования Правил Госгортехнадзора
- Стали, применяемые для изготовления оборудования
- Сварочные материалы и проволока
- Характеристики электродов
- Приемка, хранение, проверка качества и использование сварочных материалов
- Аргонодуговая сварка неплавящимся вольфрамовым электродом
- Техника аргонодуговой сварки
- Трубопроводы атомных электростанций
- Подготовка и сборка труб под сварку
- Рекомендации по сварке стыков трубопроводов
- Технология сварки трубопроводов из коррозионно-стойких аустенитных сталей
- Сварка высоколегированных аустенитных коррозионно-стойких сталей
- Технология сварки трубопроводов из перлитных сталей
- Особенности сварки стыков труб из разнородных сталей
- Сварка трубопроводов из двухслойных сталей
- Рекомендации по сварке металлоконструкций
- Подготовка и сборка металлоконструкций под сварку
- Сварка крупногабаритных металлоконструкций реактора РБМК-1000
- Изготовление и монтаж тонколистовых облицовок помещений АЭС
- Изготовление и монтаж цилиндрических вертикальных резервуаров большой емкости из коррозионно-стойких сталей
- Технология сварки листовых конструкций из двухслойных сталей
- Контроль качества сварных соединений
- Методы контроля качества сварки, применяемые при монтаже узлов и конструкций
Страница 6 из 26
2.
 КЛАССИФИКАЦИЯ СВАРОЧНЫХ МАТЕРИАЛОВ
КЛАССИФИКАЦИЯ СВАРОЧНЫХ МАТЕРИАЛОВСварочные материалы, применяющиеся для ручной сварки плавлением, можно разделить на две группы.
К первой группе относятся материалы, непосредственно участвующие в образовании сварного соединения. К ним относятся металлические покрытые (штучные) плавящиеся электроды для ручной дуговой сварки и стальная сварочная проволока, применяющаяся в качестве присадки для сварки в среде защитных газов.
Ко второй группе относятся материалы, непосредственно не участвующие в образовании металла шва. Это неплавящиеся вольфрамовые электроды и защитные газы: аргон, гелий.
3. СТАЛЬНАЯ СВАРОЧНАЯ ПРОВОЛОКА
Стальная сварочная проволока изготавливается в соответствии с ГОСТ 2246-70, которым предусматривается изготовление проволоки диаметром от 0,3 до 12 мм. Наибольшее применение находит проволока диаметром 1,2; 1,6; 2,0; 2,5; 3,0; 4,0 и 5,0 мм.
Условные обозначения марок сварочной проволоки состоят из индекса Св (сварочная) и следующих за ним цифр и букв.
Цифры, следующие за индексом Св, указывают среднее содержание углерода в сотых долях процента.
Цифры, следующие за буквами, указывают среднее содержание элементов, содержащихся в проволоке.
Химические элементы, содержащиеся в проволоке, обозначаются теми же буквами, что и для сталей.
Буква А в конце условных обозначений марок проволоки указывает на пониженное содержание серы и фосфора.
В проволоке Св-08АА обозначение АА указывает на еще более низкое содержание вредных примесей в стали (не более 0,02% серы и не более 0,02% фосфора).
Примеры расшифровки условного обозначения марок проволоки:
Св-08 — сварочная проволока со средним содержанием углерода 0,08%;
Св-08ХМФА— сварочная проволока с содержанием углерода 0,08%, хрома, молибдена и ванадия (каждого до 1%) и с пониженным содержанием серы и фосфора;
Св-04Х19Н11МЗ— сварочная проволока со средним содержанием углерода—0,04%, хрома—19%, никеля—11%, молибдена —3%.
По химическому составу проволоки, выпускаемые в соответствии с ГОСТ 2246-70, делятся на три группы:
малоуглеродистые — Св-08; Св-08АА; Св-08ГА; Св-08Г2А; Св-10ГА; Св-10Г2А; Св-10Г2;
легированные — Св-08ГС; Св-08Г2С; Св-08ХМФА; Св-08ХГСМФА и др., всего 30 марок;
высоколегированные — Св-02Х19Н9; Св-04Х19- Н11МЗ; Св-04Х19Н9; Св-10Х16Н25АМ6; Св-07Х19Н10Б и др., всего 41 марка.
Область применения некоторых марок сварочной проволоки на монтаже АЭС представлена в табл. 2-1.
Для изготовления электродов общего назначения в основном применяется сварочная проволока марки Св-08 или Св-08А. Электроды для сварки высоколегированных сталей изготавливаются с применением соответствующих легированных марок проволоки.
Таблица 2-1
Область применения основных марок электродов и сварочной проволоки для сварки при изготовлении и монтаже оборудования и трубопроводов АЭС
Примечания. 1. Электроды марки УОНИ 13/45А по сравнению с электродами марки УОНИ 13/45 обеспечивают получение наплавленного металла с лучшими пластическими свойствами и поэтому рекомендуются для сварки корневых швов жестких конструкций.
2. Для конструкций из стали 10ХСНД при толщине элементов до 8 мм для сварки всего сечения разрешается применять электроды УОНИ 13/45 или УОНИ 13/45А, при большей толщине применяемая марка электродов указывается в чертежах.
Сварочная проволока поставляется потребителям в мотках массой до 80 кг, упакованных в ткань, бумагу
или полиэтиленовую пленку. Поверхность проволоки должна быть чистой и гладкой, без ржавчины, масла и других загрязнений. Малоуглеродистая и легированная проволока по особому требованию может изготавливаться с омедненной поверхностью, являющейся дополнительной защитой от коррозии.
К каждому мотку прикрепляют бирку с указанием наименования или товарного знака предприятия-изготовителя, условного обозначения проволоки, номера партии и т. д. Без бирки и сертификата применять проволоку для сварки нельзя.
- Назад
- Вперед
- Назад
- Вперед
- Вы здесь:
- Главная
- Книги
- Архивы
- Электросварщик оборудования АЭС
 org/BreadcrumbList»>
org/BreadcrumbList»>Читать также:
- Эксплуатация АЭС
- Щиты управления ЩДГА-Б, ЩАВ-Б
- Транспортировка установка и свертывание ДЭС
- Эксплуатация генераторов, синхронных компенсаторов
- Область применения электростанций собственных нужд, режимы работы, основные требования
Различные типы проволоки для сварки MIG — что нужно знать
Проволока для сварки MIG состоит из намотанного на катушку электрода, который подается через «пистолет» для сварки MIG и нагревается для плавления металла и соединения заготовок. Звучит достаточно просто, верно?
Звучит достаточно просто, верно?
Ну, это не так просто. Существует множество различных типов сварочной проволоки MIG, и в этой статье мы расскажем о некоторых различиях между ними, о том, что следует учитывать при выборе сварочной проволоки, и о важности выбора высококачественной проволоки.
Проволока с флюсовым сердечником и сплошная сварочная проволока MIG
Существует два основных типа сварочной проволоки MIG: проволока с флюсовым сердечником и сплошная сварочная проволока MIG.
Порошковая проволока представляет собой металлический электрод, который содержит «флюсовую смесь» внутри электрода. Когда проволока плавится и вступает в реакцию со сварочной дугой, образуется газ, защищающий сварной шов от кислорода, который может вызвать дефекты сварного шва. Это означает, что для этого типа проволоки не требуется защитный газ, хотя в некоторых случаях защитный газ может использоваться вместе с проволокой с флюсовой сердцевиной для еще большей защиты.
Напротив, сплошные проволочные электроды — это именно то, на что они похожи — большие катушки сплошной металлической проволоки, не содержащие флюса. Это означает, что они должны использоваться с защитным газом. Наиболее распространенным защитным газом является 75% аргона и 25% углекислого газа. Сварочная горелка подает постоянный поток газа из баллона, который окружает электрод и область сварки, чтобы предотвратить окисление и дефекты сварного шва.
В зависимости от применения оба типа проволоки для сварки MIG (сплошная и с флюсовым сердечником) могут быть изготовлены из различных материалов, включая алюминий, нержавеющую сталь, медь и серебро, и это лишь некоторые из них.
Что следует учитывать при выборе проволоки для сварки MIG
Хотите знать, на что следует обратить внимание при выборе проволоки для сварки MIG? Ни один из типов не превосходит другой — скорее, правильный выбор зависит от вашей ситуации и предпочтений. Вот несколько моментов, о которых следует помнить, выбирая сварочную проволоку для сварки MIG.
- Требуемая чистота сварного шва – Как правило, сплошные сварочные проволоки MIG, используемые в защитных газах, обеспечивают более чистый сварной шов с гораздо меньшим разбрызгиванием по сравнению с порошковой проволокой. Брызги не обязательно влияют на качество сварного шва, но могут потребоваться дополнительная шлифовка, полировка и отделка для их удаления перед покраской или другой подобной подготовкой поверхности, поэтому в таких ситуациях чаще используется сплошная проволока.
- Материал заготовки – Для разных материалов используются разные типы проволоки. Проволока ER70S-3 часто используется для чистой, не содержащей масла и ржавчины мягкой стали, а ER70S-6 содержит раскислитель и используется для мягкой стали, загрязненной коррозией или прокатной окалиной.
- Окружающая среда — В очень ветреных или сложных условиях окружающей среды лучше использовать проволоку с флюсовым сердечником. Газ, используемый для защиты сплошной сварочной проволоки MIG, может быть унесен ветром во время сварки в ветреную погоду, поэтому, если не используется ветрозащитный экран, это приводит к ухудшению качества сварного шва.
 Поскольку порошковая проволока содержит газы, выделяющиеся при ее нагреве, металл в этих условиях экранируется более эффективно.
Поскольку порошковая проволока содержит газы, выделяющиеся при ее нагреве, металл в этих условиях экранируется более эффективно. - Толщина проволоки – Как правило, для более толстых заготовок рекомендуется более толстая проволока. Проволока диаметром 0,35 дюйма является стандартной для большинства сварных швов, но ее может не хватить для очень толстых кусков металла. Для создания прочного сварного шва может потребоваться несколько проходов.
- Мощность сварочного аппарата – тесно связана с толщиной проволоки. Чем выше напряжение и мощность сварочного аппарата MIG, тем большую толщину он может обрабатывать. Использование более толстой проволоки не рекомендуется для маломощных аппаратов для сварки MIG. Более низкая общая сила тока и выходная мощность могут привести к неправильному расплавлению заготовок и созданию качественного сварного шва. Всегда сверяйтесь с инструкциями производителя, чтобы узнать максимальную рекомендуемую толщину проволоки.

Независимо от того, какой тип сварочной проволоки MIG вы покупаете, вы всегда должны инвестировать в высококачественную проволоку. По сравнению со сварочной проволокой более низкого качества, качественная проволока для сварки MIG более щадящая, может обеспечить более надежный сварной шов даже в далеко не идеальных условиях и по-прежнему составляет лишь часть общих затрат на сварку.
Нужна помощь в поиске подходящей проволоки для сварки MIG? Свяжитесь с Vern Lewis Welding Supply
Vern Lewis Welding Supply предлагает широкий ассортимент сварочной проволоки MIG и газов для сварки MIG. Свариваете ли вы сталь, алюминий, медь или любой другой материал, мы можем предоставить вам сварочную проволоку и газы, необходимые для выполнения работы.
Нужна помощь в выборе подходящих продуктов? Свяжитесь с нами для получения дополнительной информации о вашей работе и вашей ситуации, и наша команда экспертов будет рада помочь.
Похожие сообщения
8 советов, которые помогут вам стать лучшим сварщиком
Вы начинающий сварщик и хотите улучшить свои навыки сварщика? Или, может быть, вы опытный профессионал с большим опытом, который хочет освежить в памяти некоторые основные принципы сварки. Независимо от того, на каком этапе своего сварочного пути вы находитесь, всегда полезно продолжать обучение и расширять свои знания в…
Подробнее 8 советов, которые помогут вам стать лучшим сварщикомПродолжить
Интересные факты о сварке – 7 уникальных фактов, которые могут вас удивить
Сварка — это многообещающая отрасль, выгодная компенсация и огромное разнообразие различных профессий. Если вы уже являетесь сварщиком, подумываете о карьере сварщика или просто интересуетесь некоторыми уникальными фактами об этом процессе соединения металлов, вы попали по адресу! В этом блоге Vern Lewis Welding Supply мы расскажем…
Читать еще Интересные факты о сварке — 7 уникальных фактов, которые могут вас удивитьПродолжить
Как работает сварочный аппарат? Все, что вам нужно знать
Если вы новичок в мире сварки или вам просто нужна дополнительная информация о том, как работает дуговая сварка, вы попали по адресу. В этом блоге от Vern Lewis Welding Supply мы обсудим основы дуговой сварки и принцип работы сварочного аппарата, чтобы вы могли понять основы…
Подробнее Как работает сварочный аппарат? Все, что вам нужно знатьПродолжить
Как выбрать ремонтно-сварочную компанию
Когда приходит время ремонтировать сварочное оборудование, крайне важно найти ремонтную компанию, которой можно доверять. Все мы знаем, что сварочное оборудование — это инвестиция, и к ней следует относиться соответствующим образом. Точно так же, как если бы вы искали компанию с высоким рейтингом, чтобы починить вашу машину или кондиционер, когда он вышел из строя (надеюсь…
Подробнее Как выбрать ремонтную компанию по сваркеПродолжить
Какие бывают виды сварки?
Те, кто не знаком со сваркой, могут подумать, что существует всего один метод завершения любого сварочного проекта, но ветераны отрасли знают, что это предположение глубоко ошибочно. На самом деле существует множество различных сварочных процессов, каждый из которых имеет свои уникальные этапы и области применения. Чтобы пролить свет на многие сварочные процессы, мы…
Подробнее Какие бывают виды сварки?Продолжить
Сварочный флюс из нержавеющей стали для вашего домашнего сварщика?
Вы повредили нержавеющую сталь, требующую ремонта сваркой.
И ваш местный парень предложил вам большие деньги, чтобы сварить его TIG.
Но вы думаете. Эй, у меня есть сварочный аппарат…
Ваш местный магазин сварочных материалов рад продать вам немного газа Tri Mix для сварки. Но это какой-то огромный цилиндр. И всем этим никогда не воспользуешься.
И цена, которую они вам назвали за цилиндр, была намного больше, чем вы планировали.
Но вам интересно…. Должен ли я использовать баллон с газом?
Можно ли сваривать нержавеющую сталь порошковой проволокой?
Существует ли сварочная проволока из нержавеющей стали, которую можно использовать без отдельного баллона с защитным газом?
Да!
Если вы приобретете безгазовую проволоку с сердечником из нержавеющей стали.
Вы думаете, что это здорово. Но.
Можно ли сваривать нержавеющую сталь с флюсовой проволокой, если у вас есть домашний сварочный аппарат MIG?
Да, если это даст вам необходимые выходные усилители.
Поясню.
Обычный совет по сварке нержавеющей стали
Большинство советов и книг, которые вы читаете, говорят вам об этом, если вы хотите сваривать нержавеющую сталь. Вам придется сварить его MIG или TIG.
И они говорят, что вам понадобится твердая проволока из нержавеющей стали и защитный газ. Вы найдете рекомендуемый газ Tri Mix (90% гелия, 7,5% аргона, 2,5% углекислого газа).
И по большей части это правда,
Но есть и другой вариант: сварочная проволока из нержавеющей стали с флюсовым сердечником.
Доступная сварочная проволока из нержавеющей стали с флюсовым сердечником
Вы найдете сварочную проволоку из нержавеющей стали на Ebay.
Сварочная проволока, заявленная как безгазовая проволока с флюсовой сердцевиной из нержавеющей стали. Но вам будет сложно найти отзывы об этом.
А какая там обратная связь… не очень.
Некоторые пользователи жалуются, что когда прибыла проволока, это была проволока из нержавеющей стали, но не порошковая.
Значит, провод может быть не тем, что вы думаете. Или как рекламируется.
И после обширного поиска на Amazon и Ebay.
Вот что я вам скажу. Вы обнаружите, что Blue Demon — это лучшая сварочная проволока для нержавеющей стали с флюсовой сердцевиной. Когда вы не хотите использовать отдельный защитный газ.
Blue Demon продает безгазовую порошковую проволоку из нержавеющей стали для нескольких типов нержавеющей стали. Вы найдете его легко доступным на Amazon и Ebay.
Вы найдете его легко доступным на Amazon и Ebay.
И отзывы пользователей положительные.
Есть время просмотреть варианты?
И далее в этой статье.
Вы получите внутреннюю направляющую для сварки нержавеющей стали сварочной проволокой с флюсовым сердечником.
*Раскрытие информации: этот документ содержит партнерские ссылки. И без каких-либо дополнительных затрат для вас этот сайт получает комиссию за эти ссылки, если вы решите купить.
Blue Demon Сварочная проволока из нержавеющей стали Варианты порошковой проволоки
1. Blue Demon 308LFC Безгазовая порошковая проволока из нержавеющей стали
Blue Demon 308LFC Безгазовая нержавеющая сталь с порошковой проволокой
Щелкните текстовую ссылку или изображение, чтобы проверить на Amazon.
(Комиссионные за текстовые и графические ссылки)
Причины купить:
Вы обнаружите, что это хорошая проволока из нержавеющей стали с солидными отзывами пользователей.
Вы можете использовать его для сварки или ремонта без отдельного резервуара со сжатым газом всех нержавеющих сталей серии 300 до 308.
Вы также можете сваривать эти детали из нержавеющей стали 430.
Причины не покупать:
Сварочная проволока 308LFC не подходит для всех положений.
Классы F и H – для плоских и горизонтальное положение сварки.
Когда вы свариваете вытяжку из нержавеющей стали над головой, эта проволока не для вас. Вы получите плохой сварной шов и будете покрыты брызгами.
Другое, что необходимо знать:
При сравнении с аналогичным рулоном сварочная проволока из нержавеющей стали без флюса.
Катушка 308LFC Blue Demon 1 фунт стоит примерно на десять долларов дороже. Довольно здорово. Учитывая, что при сварке с ним у вас не будет стоимости баллона с газом.
Вы найдете его диаметром 0,035 дюйма. Размер, который используют многие домашние 120-вольтовые сварщики MIG. Он также имеет диаметр 0,045 дюйма.
Он также имеет диаметр 0,045 дюйма.
Для качественной сварки этой присадочной проволокой вам понадобится сварочная мощность от 130 до 150 А от вашего сварочного аппарата.
2. Blue Demon 309LFC Порошковая сварочная проволока для нержавеющей стали без газа
Blue Demon 309LFC Сварочная проволока из нержавеющей стали с флюсовой сердцевиной без газа
Нажмите на текстовую ссылку или изображение, чтобы проверить на Amazon.
(Комиссионные за текстовые и графические ссылки)
Причины купить:
Вы найдете хорошие отзывы пользователей о этот провод тоже.
Проволока с флюсовым сердечником Blue Demon 309L предназначена для сварки нержавеющих сталей серий 300 и 309. Вам не потребуется баллон со сжатым газом.
Можно также сварить 309нержавеющая сталь к Нержавеющая сталь 309 с этой проволокой.
Очень полезная присадочная проволока. Потому что он может сваривать нержавеющие стали серии 300 до 309. И что еще лучше, он может сваривать нержавеющие стали с другими низкоуглеродистыми сталями.
И что еще лучше, он может сваривать нержавеющие стали с другими низкоуглеродистыми сталями.
Так что, когда вы хотите соединить нержавеющую сталь с мягкой сталью, используйте эту проволоку.
Причины не покупать:
Флюс 309LFC сварочная проволока из нержавеющей стали с сердечником не подходит для всех положений.
Рассчитан на F и H – плоские и горизонтальное положение сварки.
Вам нужно достать эту ремонтную деталь откуда это так, чтобы можно было приварить на плоскость.
Другое, что нужно знать:
Вы найдете, что он поставляется в размерах 0,035 дюйма и 0,045 дюйма в диаметре.
Вам понадобится мощность сварки от 130 до 150 А от сварочного аппарата. При сварке этой порошковой проволокой из нержавеющей стали.
3. Blue Demon 316FC-O Сварочная проволока для нержавеющей стали с флюсовым сердечником, без газа
Blue Demon 316FC-O Сварочная проволока из нержавеющей стали с флюсовым сердечником, без газа
Щелкните текстовую ссылку или изображение, чтобы проверить на Amazon.
(Комиссионные за текстовые и графические ссылки)
Причины купить:
Еще один провод с отличными отзывами.
Blue Demon 316FC-O используется для безгазовой сварки нержавеющей стали 316. Тип 316 — нержавеющая сталь для пищевых продуктов.
Причины не покупать:
Сварочная проволока 316FC-O не является проволокой для всех положений.
Предназначен для F и H – плоских и горизонтальных положений сварки.
Другие необходимые сведения:
Доступны размеры диаметром 0,035 дюйма и 0,045 дюйма.
Опять же, вам потребуется сварочная мощность от 130 до 150 А от вашего сварочного аппарата. Чтобы у вас был шанс хорошо свариться с этой проволокой.
Вместе с Blue Demon 308L или 309L и 316L. Подумайте о том, чтобы приобрести себе ванночку с гелем для насадки Hobart Anti Spatter Nozzle Gel.
Щелкните текстовую ссылку, чтобы проверить на Amazon. (Платная ссылка)
(Платная ссылка)
Почему?
Чтобы держать сварочное сопло в чистоте, на случай, если вы получите несколько BB.
Или спрей для защиты от брызг вокруг стыка, который поможет вам убрать любые брызги.
Если вы не знаете, что такое гель для форсунок. Или что такое спрей против брызг. А хотите узнать больше – вам стоит ознакомиться с этой статьей на сайте.
Причины купить проволоку из нержавеющей стали с флюсовым сердечником для безгазовой сварки
Вы обнаружите, что есть несколько веских причин использовать проволоку для безгазовой сварки нержавеющей стали с флюсовым сердечником. Они есть;
1. Когда вам нужно сварить нержавеющую сталь снаружи.
На улице ветер может сдуть защитный газ.
Вы знаете, что газ Tri Mix вы потратили состояние на?
Ветер может сдуть твой газ, уходя ты с плохим сварным швом.
Сварка МИГ с использованием сплошной проволоки и
защитный газ. Как правило, это процесс внутренней сварки именно по этой причине.
Или вам понадобится ветрозащита описание сварки MIG на открытом воздухе.
2. Стоимость установки газа.
Значит, твой газовый шланг. Газ сам цилиндр. И подходящий регулятор для газа Tri Mix.
И сварочный аппарат MIG, способный обеспечить необходимую мощность сварки.
3. Что делать, если вы иногда свариваете только нержавеющую сталь?
Или в одном небольшом проекте.
Вы действительно хотите пойти на дополнительные расходы на сплошную проволоку MIG и газ?
4. Поставка Tri Mix в маленьком цилиндре размеры каверзные.
Можете ли вы получить небольшие размеры цилиндров Tri Смешайте газ в вашем районе?
5. Есть ли у вас место для хранения цилиндра Tri Mix?
И есть ли у вас средства его перевезти?
Большинство людей не осознают, что сварка нержавеющей стали с флюсовой проволокой без газ это даже вещь.
Является ли проволока с флюсовым сердечником из нержавеющей стали дорогой?
Вы можете подумать, что покупать безгазовую порошковую проволоку Blue Demon из нержавеющей стали дорого. Если сравнить ее со стоимостью сплошной присадочной проволоки из нержавеющей стали.
Если сравнить ее со стоимостью сплошной присадочной проволоки из нержавеющей стали.
Но сплошная проволока из нержавеющей стали нуждается в защитном газе для сварки. И Tri Mix часто является предпочтительным защитным газом.
А если учесть стоимость баллона газа Tri Mix. Поверх вашей твердой проволоки MIG из нержавеющей стали. Стоимость самозащитного безгазового провода кажется не такой уж большой.
Газ Tri Mix стоит дорого. Можете ли вы обосновать стоимость вашего проекта?
Кроме того, вы не сможете найти газ в вашем районе.
Или вы не можете хранить или перевозить домой большой баллон.
Обратите внимание, что вы покупаете предварительно смешанный бак Tri Mix. Не пытайтесь смешивать газы самостоятельно.
Подходит ли Blue Demon из безгазовой нержавеющей стали для домашнего использования?
Да!
Диаметр 0,035 дюйма. Или если вы можете найти его
0,030 дюйма — это размер провода, который можно использовать для домашнего сварщика, работающего от 120 вольт.
Вы найдете Голубого Демона без газа нержавеющая сталь в катушках по 1 и 2 фунта. Идеально подходит для использования в вашем домашнем гараже.
Хотя ваши тренировки. И найти правильные настройки вашего сварочного аппарата могут быстро запустить вас через 1-фунтовую катушку прежде чем вы приступите к реальной работе.
Существуют и другие типы порошковой проволоки из нержавеющей стали.
Те, которым ДЕЙСТВИТЕЛЬНО нужен защитный газ.
Вы называете этот способ сварки двойным экраном, и вы найдете некоторую информацию о нем далее в этой статье.
Разница между сплошной проволокой из нержавеющей стали и сварочным сердечником из нержавеющей стали
Стоит потратить несколько секунд, чтобы понять сплошную проволоку MIG из нержавеющей стали. И флюсовая проволока из нержавеющей стали не то же самое.
Сплошная сварочная проволока из нержавеющей стали, ну солидно.
Звучит очевидно, я знаю. Но это
важная точка. Там просто чистая нержавейка. Плюс кое-что для
облегчить сварку.
Плюс кое-что для
облегчить сварку.
А для сварки проволокой MIG из нержавеющей стали вам необходимо использовать защитный газ. Этот газ обычно представляет собой Tri Mix. Вы будете использовать его для защиты ваш сварной шов от загрязнения из окружающего воздуха.
Загрязнение, которое может привести к ухудшению сварить и вот почему вам это нужно.
А что, если вы не хотите пользоваться газом?
Два типа проволоки с сердечником из нержавеющей стали
Другой тип флюса сердечник для нержавеющей стали — это самозащитная нержавеющая сталь флюсовое ядро. Также называется безгазовой флюсовой проволокой из нержавеющей стали.
Об этом вся статья.
Вам не нужен отдельный баллон с защитным газом. Так что это очень удобно для периодического использования. Или вы как любитель сварщик использовать.
Сварочная проволока из нержавеющей стали с флюсовым сердечником имеет внешнюю поверхность из нержавеющей стали.
И специальные химикаты, называемые протекающими
середина. Этот флюс плавится во время сварки, образуя газ, защищающий сварной шов.
Этот флюс плавится во время сварки, образуя газ, защищающий сварной шов.
Сварка нержавеющей стали MIG с проволокой с флюсовым сердечником
Вы найдете другой тип порошковая проволока из нержавеющей стали. Это называется газозащитной порошковой проволокой. (FCAW-G). Вы также услышите, что его называют двойным экранированием, а иногда и двойным. экранированный.
Почему?
Потому что у него два щита. Флюс внутри и вы используете баллон с защитным газом.
И вы можете использовать другие защитные газы с этим проводом. Как углекислый газ и газовые смеси с высоким содержанием аргона и кислорода.
Вам понадобится настоящая MIG-установка для использования проводов с двойным экраном.
Это означает, что сварочный аппарат MIG с отдельной подачей защитного газа. Кроме того, вам понадобится бензобак и регулятор.
Газозащищенный флюсовый сердечник из нержавеющей стали проволока дает отличные сварные швы.
Вы можете узнать больше об этом проводе в этой статье здесь.
Этот раздел представляет собой краткий обзор порошковой проволоки.
Твоё любопытство усыплено?
Здесь вы найдете документ «Что такое флюсовая проволока». И все дело в флюсовой проволоке.
Какая у вас нержавеющая сталь?
Первый шаг при принятии решения о том, что вы будете использовать для сварки детали, — это выяснить, какая нержавеющая сталь у вас есть.
Вы называете сталь, которую свариваете, основным металлом.
Нержавеющая сталь серии 300 является наиболее широко производимой и используемой.
Например, есть тип 304, также известный как 18/8. Есть марки 308 и 309.
Тип 316 обычно используется в пищевой промышленности, так как эти стали не портят вкус пищи. А нержавеющая сталь 315 легко очищается и стерилизуется для хранения еды и напитков.
Если ваша нержавеющая сталь магнитная, то это может быть тип 409. Тип 409 обычно используется в автомобильных выхлопах.
Тип 430 используется во внутренних помещениях стиральных машин, холодильников, посудомоечных машин. и т. д. Эти формы более тонких сталей (например, тип 430) труднее сваривать, так как сварка может привести к растрескиванию их структуры.
и т. д. Эти формы более тонких сталей (например, тип 430) труднее сваривать, так как сварка может привести к растрескиванию их структуры.
Это изменение структуры может привести к так называемому распаду сварного шва. Распад сварного шва приводит к тому, что шов со временем ржавеет и выходит из строя. Последнее, что вы хотите с нержавеющей сталью.
И даже несмотря на то, что ваша сталь выглядит чистой перед сваркой. Рекомендуется проверить и очистить масло или смазку. И подготовьте поверхность шлифовальной машиной, используя диск из нержавеющей стали.
Выбор сварочной проволоки из нержавеющей стали с флюсовым сердечником
Вы должны знать, с какой сталью имеете дело. Потому что тогда вы сможете найти подходящую сварочную проволоку для использования в качестве присадочного материала.
У Lincoln Electric есть хорошая справочная страница по этому вопросу.
Совместите тип 308L с основным металлом типа 308.
Буква L после номера типа флюсового сердечника из нержавеющей стали означает низкий уровень углерода. Присадочный металл из низкоуглеродистой нержавеющей стали помогает предотвратить распад сварного шва. Поэтому ищите букву L на сварочной проволоке с флюсовым сердечником из нержавеющей стали.
Присадочный металл из низкоуглеродистой нержавеющей стали помогает предотвратить распад сварного шва. Поэтому ищите букву L на сварочной проволоке с флюсовым сердечником из нержавеющей стали.
Проволока типа 308 также подходит для сварки большинства нержавеющих сталей серии 300 вплоть до марки 308.
Проволока для сварки с флюсовым сердечником типа 309 для нержавеющей стали. Подходит для сварки нержавеющих сталей серии 300 вплоть до типа 309 включительно. Он также отлично подходит для сварки нержавеющих сталей серии 300 с низкоуглеродистой сталью.
Нержавеющая сталь типа 316L позволяет сваривать нержавеющую сталь 316. Нержавеющая сталь типа 316 представляет собой специальную сталь.
Он классифицируется как пищевой и используется в производстве продуктов питания и напитков. Для качественной сварки стали типа 316 требуется навык, и сварку этих типов сталей обычно выполняет профессионал.
Потому что сварной шов оставляет крошечные зазоры. Или углубления или ямы, где микробы могут жить и размножаться.
Опасен в контейнере для хранения продуктов или на поверхности, где вы готовите пищу. Нержавеющая сталь типа 316 требует осторожности при сварке.
Обязательно проверьте таблицу параметров сварки вашей сварочной проволоки с флюсовым сердечником из нержавеющей стали. Чтобы проверить нержавеющие стали, производитель говорит, что их сварочная проволока будет сваривать.
Важные вещи, о которых следует помнить при покупке проволоки с флюсовым сердечником для нержавеющей стали
Следует обратить внимание на размер диаметра покупаемой проволоки. Нет смысла покупать проволоку диаметром 0,045 дюйма, если ваш сварочный аппарат с флюсовой проволокой будет подавать только 0,035 дюйма или меньше.
Верно и то, что нет смысла покупать 25-фунтовую катушку. Потому что это наименьший размер катушки, в которой поставляется проволока.
Когда самая большая катушка, которую может использовать ваш сварщик, составляет 10 фунтов.
Потому что его нельзя кормить. И если вы не можете использовать его, вам нужно хорошо его хранить.
И если вы не можете использовать его, вам нужно хорошо его хранить.
Или есть риск, что все испортится.
И даже не пытайтесь перевести на катушку меньшего размера. Потому что эти катушки намотаны с высокой точностью, и в итоге вы получите крысиное гнездо проволоки.
Нержавеющая сварочная проволока с флюсовым сердечником более чувствительна, чем сплошная проволока из нержавеющей стали. Для его подачи не требуется шпулемет. Но сделай это грубо, и ты сломаешь провод.
Кроме того, вам нужен домашний сварочный аппарат с флюсовой проволокой, чтобы обеспечить достаточную теплоотдачу. И это означает настоящие 90 ампер плюс, предпочтительно 130 ампер или больше.
Вам также потребуется сварочный аппарат с флюсовым сердечником или сварочный аппарат MIG, отправленный на полярность DCEP. Подробнее об этом позже.
Сварка флюсового сердечника из нержавеющей сталиСварка флюсового сердечника из нержавеющей стали на дешевом сварочном аппарате только с флюсовым сердечником
Когда ваш сварщик является более дешевым сварочным аппаратом только с флюсовым сердечником. Вы зададите себе вопрос: можно ли сваривать нержавеющую сталь с помощью безгазовой сварки MIG?
Вы зададите себе вопрос: можно ли сваривать нержавеющую сталь с помощью безгазовой сварки MIG?
Некоторые из самых дешевых аппаратов для безгазовой сварки имеют в названии MIG, но не подают защитный газ. Они также часто заявляют, что сваривают нержавеющую сталь, но это маловероятно.
Установка правильной полярности имеет ключевое значение
Первая проверка.
Может ли ваша машина поменять полярность?
Потому что многие дешевые сварочные аппараты с флюсовой сердцевиной с низким током будут выполнять сварку с помощью сварочной проволоки с флюсовой сердцевиной из низкоуглеродистой стали.
Этот провод работает с полярностью DCEN — отрицательная полярность горелки MIG постоянного тока.
Проволока для сварки с флюсовым сердечником из нержавеющей стали Должен быть с полярностью DCEP. – Пистолет MIG постоянного тока Положительный.
Сварка нержавеющей стали с порошковой проволокой на аппарате DCEN просто не сработает.
Некоторые отрицательные отзывы при сварке нержавеющей стали порошковой проволокой. От людей, которые пытались это сделать.
У вас есть домашний сварщик, готовый к работе?
Предположим, что ваш домашний сварочный аппарат с флюсовым сердечником или сварочный аппарат MIG подключен к эксклюзивной цепи на 20 или 30 А.
Ничего больше не подключайте к цепи, когда ваш сварочный аппарат работает.
Таким образом, вы получите максимальный доступный ампер.
Вам понадобится сварочный аппарат, способный производить настоящие 90 ампер.
На самом деле вам понадобится сварочная проволока с флюсовым сердечником на 130 А, указанная в спецификациях.
Ваша машина должна производить достаточно ампер, чтобы расплавить провод. Плюс основной металл из нержавеющей стали. Сварка нержавеющей стали порошковой проволокой требует приличного количества тепла.
И если ваш сварщик не сможет это сделать, вы получите плохой сварной шов.
Видео на YouTube, демонстрирующее проволоку из нержавеющей стали Blue Demon Flux Core
Вот отличное видео на YouTube о сварке нержавеющей стали с флюсовым сердечником.
Вам понравится.
Если вы раньше не приваривали флюсовый сердечник из нержавеющей стали, то он вам подойдет.
Что он увидел во время сварки проволоки с флюсовым сердечником из нержавеющей стали
В приведенном ниже видеоролике продолжительностью девять с половиной минут. Боб Моффат, инструктор по сварке, отметил при сварке нержавеющей стали порошковой проволокой;
Эффект шара или пузырька на конце проволоки из нержавеющей стали с флюсовым сердечником. И это полностью отличается от сварки порошковой проволокой из низкоуглеродистой стали.
Этот эффект пузырьков возник из-за электрических характеристик проволоки с флюсовым сердечником из нержавеющей стали. И электрически отличается от проволоки с флюсовым сердечником из мягкой стали.
Пластмассовый сердечник из нержавеющей сталиОн не видел чрезмерного разбрызгивания.
То, что он слышал во время сварки SSteel Flux Core Wire
Сварка звучала странно. Нет обычного шипения, которое вы ожидаете услышать при сварке низкоуглеродистой стали. Сварка флюса из нержавеющей стали звучит иначе.
Сварка флюса из нержавеющей стали звучит иначе.
Сварочный флюс из нержавеющей стали звучит по-другому.
Он сварил нержавеющую сталь 10 калибра в угловом шве
И
1/4 дюйма из нержавеющей стали, согнутой, чтобы можно было увидеть, как проволока ведет себя на угловом угловом шве, внутри и снаружи.
флюсовая сердцевина из нержавеющей стали 1/4 дюйма, сварка внешнего углаОн пропустил проволоку в горячем состоянии и поехал немного быстрее.
Ваш сварочный аппарат должен поддерживать обратную полярность DCEP.
Вам потребуется выступ от 3/4 до 1 дюйма – как рекомендовано в таблице параметров сварки проволокой.
Он попытался оттолкнуться в угол. А потом загнать в угол. Он хотел посмотреть, вызывают ли различные способы большее разбрызгивание и влияют ли они на внешний вид сварного шва.
флюсовая сердцевина из нержавеющей стали 1/4 дюйма, внутренний угловой сварной шовСогласитесь, сварной шов выглядит впечатляюще.
Преимущества проволоки с флюсовым сердечником из нержавеющей стали
Нержавеющая сталь с флюсовой проволокой хорошо сваривается.
В отдельном защитном газе не было необходимости. Так что провод Blue Demon отлично подойдет, если у вас есть небольшая работа. И для сварки на открытом воздухе.
Посмотрите видео здесь.
Нержавеющая сталь FCAW без газа
Видео: Weld.com ты.
ESAB продает Core-Bright типов 308L, 309L и нержавеющая проволока с флюсовой сердцевиной 316L.
Самоэкранированный. Хотя для сварки с ним вам понадобится мощный сварщик. Его наименьший размер диаметра составляет 3/32.
И вам понадобится сварщик, способный производить 350 ампер плюс для сварки.
Что делать дальше
И вот оно, лучшее исследование флюсовой проволоки для сварки нержавеющей стали.
Наслаждайтесь исследованиями. Нажмите на ссылку продукта и сэкономьте время на поиске провода.
И займись ремонтом нержавеющей стали.
Пока вы здесь, взгляните на некоторые изделия из нержавеющей стали на сайте.
Связанные статьи
Можно ли сваривать нержавеющую сталь с флюсовой проволокой? И сэкономить время
[Вопрос] Можно ли сваривать нержавеющую сталь обычной проволокой MIG?
Можно ли сваривать нержавеющую сталь с мягкой сталью с помощью проволоки с флюсовым сердечником
(ваши варианты, когда) Сварка MIG нержавеющей стали с 75/25
Сварочная проволока для алюминия с флюсовым сердечником
Сварочный стержень из нержавеющей стали | Сварочная проволока из нержавеющей стали
| Название продукта | AWS/ASME SFA 906:50 | № ООН | Доступно для сварочного процесса | Технический паспорт | |
|---|---|---|---|---|---|
| МИДАЛЛОЙ 307Si | н/д | н/д | н/д | GMAW | Спецификация |
| МИДАЛЛОЙ 308/308H | ER308 | А5.9 | S30880 | GMAW, GTAW, SAW | Спецификация |
| МИДАЛЛОЙ 308L | ЭР308Л | А5. 9 9 |
S30888 | GMAW, GTAW, SAW | Спецификация |
| МИДАЛЛОЙ 308LSi | ER308LSi | А5.9 | S30888 | GMAW | Спецификация |
| МИДАЛЛОЙ 309 | ER309 | А5.9 | S30980 | GMAW, GTAW, SAW | Спецификация |
| МИДАЛЛОЙ 309L | ЭР309Л | А5.9 | S30983 | GMAW, GTAW, SAW | Спецификация |
| МИДАЛЛОЙ 309LMo | ER309LMo | А5.9 | S30986 | GMAW, GTAW, SAW | Спецификация |
| МИДАЛЛОЙ 309LSi | ER309LSi | А5.9 | S30988 | GMAW | Спецификация |
| МИДАЛЛОЙ 310 | ER310 | А5. 9 9 |
S31080 | GMAW, | GTAWСпецификация |
| МИДАЛЛОЙ 310HC | н/д | н/д | н/д | GMAW, | GTAWСпецификация |
| МИДАЛЛОЙ 312 | ER312 | А5.9 | S31380 | GMAW, | GTAWСпецификация |
| МИДАЛЛОЙ 316/316H | ER316 | А5.9 | S31680 | GMAW, GTAW, SAW | Спецификация |
| МИДАЛЛОЙ 316L | ЭР316Л | А5.9 | S31683 | GMAW, GTAW, SAW | Лист данных |
| МИДАЛЛОЙ 316LSi | ER316LSi | А5.9 | S31688 | GMAW | Спецификация |
| МИДАЛЛОЙ 316LMn | ER316LMn | А5. 9 9 |
S31682 | GMAW, GTAW, SAW | Спецификация |
| МИДАЛЛОЙ 317L | ЭР317Л | А5.9 | S31780 | GMAW, GTAW, SAW | Спецификация |
| МИДАЛЛОЙ 320LR | ER320LR | А5.9 | N08022 | GMAW, | GTAWСпецификация |
| МИДАЛЛОЙ 330 | ER330 | А5.9 | N08331 | GMAW, | GTAWСпецификация |
| МИДАЛЛОЙ 347 | ER347 | А5.9 | S34780 | GMAW, GTAW, SAW | Спецификация |
| МИДАЛЛОЙ 385 | ER385 | А5.9 | S08904 | GMAW, | GTAWСпецификация |
| МИДАЛЛОЙ 409Nb(Cb) | ER409Nb | А5. 9 9 |
W40947 | GMAW, | GTAWСпецификация |
| МИДАЛЛОЙ 410 | ER410 | А5.9 | S41080 | GMAW, GTAW, SAW | Спецификация |
| МИДАЛЛОЙ 410NiMo | ER410NiMo | А5.9 | S41086 | GMAW | Спецификация |
| МИДАЛЛОЙ 439(439Ti) | ER349 | А5.9 | н/д | GMAW | Спецификация |
| МИДАЛЛОЙ 630 | ER630 | А5.9 | S17480 | GMAW, | GTAWСпецификация |
| MIDALLOY 2209 (дуплекс) | ER2209 | А5.9 | S39209 | GMAW, GTAW, SAW | Лист данных |
| MIDALLOY 2594 (супердуплекс) | ER2594 | А5. 9 9 |
S32750 | GMAW, GTAW, SAW | Спецификация |
| МИДАЛЛОЙ 16-8-2 | ER16-8-2 | А5.9 | S16880 | GMAW, GTAW, SAW | Спецификация |
Одобрена дополнительная сварочная проволока из высокопрочной стали
Honda/Acura: Одобрена дополнительная сварочная проволока из высокопрочной сталиСледите за нашими обновлениями на @Ask_ICAR.
Сварочная проволока Honda/Acura из высокопрочной стали претерпела несколько изменений за последние несколько лет. Самым большим изменением стал переход от Bosch DS980J к сварочной проволоке Bohler Union X96. Чтобы удовлетворить возросший спрос на сварочную проволоку, Honda/Acura расширили список типов и поставщиков сварочной проволоки.
Чтобы удовлетворить возросший спрос на сварочную проволоку, Honda/Acura расширили список типов и поставщиков сварочной проволоки.
Наряду с Bohler Union X96 через Pro Spot и Honda Snap-on, Honda/Acura добавила Titan Technology EQ-5029X96 и Washing Alloy Eagle-Arc 980X в свою линейку сварочной проволоки. Согласно недавним новостям о ремонте кузова Honda: дополнительная сварочная проволока из высокопрочной стали и Новости ремонта кузова Acura: дополнительная сварочная проволока из высокопрочной стали: «Все три варианта имеют размер проволоки 0,8 мм (0,030 дюйма) в диаметре и применяется для сварки соединений высокопрочных сталей от 590 МПа и выше. Вы также можете использовать их для сварки низкосортной стали, но они не обязательны для обеспечения требуемой прочности».
Напоминаем, что несмотря на то, что Bosch DS980J снят с производства, провод можно использовать. Также важно отметить, что проволока может использоваться только при 1500 МПа, если это предписано процедурой OEM для конкретного автомобиля.
Дополнительную информацию о Honda/Acura см. на следующих страницах:
OEM-информация Honda
OEM-информация Acura
Дополнительные новости о ремонте после столкновений I-CAR, которые могут оказаться полезными:
Honda 1500 MPa Welding
Связанные курсы I-CAR
- Самый популярный
- Самые последние
- Архив
Десять наиболее частых вопросов по транспортным средствам
| Hyundai | Доступна ли Hyundai процедура разделения? |
| Kia | Есть ли в Kia процедура разделения на секции? |
| Chevrolet | Есть ли у Chevrolet предупреждение против разделения на секции, когда нет процедуры? |
| BMW | Может ли I-CAR выслать мне процедуры ремонта BMW? |
| Honda | Что Honda говорит о ремонте поврежденных жгутов проводов системы подушек безопасности? |
| Hyundai | Существуют ли процедуры замены деталей Hyundai? |
| Мерседес-Бенц | Может ли I-CAR выслать мне инструкции по ремонту Mercedes-Benz? |
| Honda | Что Honda говорит о выпрямлении передних нижних направляющих? |
| Subaru | Нужно ли заменять подушку безопасности переднего пассажира на Subaru, даже если подушка безопасности не сработала? Информация о ремонте, похоже, указывает на то, что так и должно быть. |
| Nissan | Существует ли процедура ремонта проводки разъема подушки безопасности? |
Первая десятка конкретных вопросов I-CAR
| Что говорит I-CAR об использовании переработанной боковой панели, которая включает внутреннюю, внешнюю и усиливающую части? | |
| Что I-CAR говорит о выпрямлении перегиба? | |
| Можно ли использовать Общие рекомендации I-CAR по секционированию? | |
| Что I-CAR говорит о ремонте поврежденных противовзломных балок? | |
| Что I-CAR говорит о решении использовать переработанные детали? | |
| Что I-CAR говорит о парной замене деталей подвески? | |
| Что I-CAR говорит о ремонте поврежденных усилителей бампера? | |
| Что I-CAR говорит о допусках на ремонт? | |
| Что I-CAR говорит об использовании переработанных подушек безопасности? | |
| Что I-CAR говорит о ремонте поврежденных боксов? |
- О РТС
- Свяжитесь с нами
- Связанные отраслевые ссылки
- Подписаться на РТС
- Новостная рассылка
- Помощь/Часто задаваемые вопросы
- Политика отмены
- Политика в отношении рекламы и файлов cookie
- Обновленная Политика конфиденциальности
- Обновленные положения и условия
твитов от @Ask_ICAR
Сварочная проволока из мягкой стали– Сварочный магазин
Перейти к содержимомуВ продаже
Сэкономьте $3,36
Артикул:ER70S6-030-11
Сварочная проволока Blue Demon ER70S-6 . 030 MIG — катушка 11 фунтов
030 MIG — катушка 11 фунтов
11 отзывов
Обычная цена 40,43 доллара США Цена со скидкой37,07 $
В продаже
Сэкономьте $3,36
Выбор персонала
Рекомендуется
Артикул:ER70S6-035-11
Сварочная проволока Blue Demon ER70S-6 .035 MIG — катушка 11 фунтов
7 отзывов
Обычная цена 40,43 доллара США Цена со скидкой37,07 $
В продаже
Сэкономьте $3,52
Артикул:ER70S6-023-11
Сварочная проволока Blue Demon ER70S-6 . 023 MIG, катушка 11 фунтов
023 MIG, катушка 11 фунтов
1 отзыв
Обычная цена $50,49 Цена продажи$46.97
Артикул:ER70S6-035-44
Сварочная проволока Blue Demon ER70S-6 .035 MIG — катушка 44 фунта
4 отзыва
224,62 $
Выберите опции
В продаже
Сэкономьте $9,50
Артикул:ED028676
Сварочная проволока Lincoln SuperArc® L-56® .035 MIG — катушка 12,5 фунтов (ED028676)
2 отзыва
Обычная цена $57,25 Цена со скидкой47,75 $
В продаже
Сэкономьте $2,63
Артикул:ED023334
Сварочная проволока Lincoln SuperArc® L-56® . 030 MIG — катушка 12,5 фунтов (ED023334)
030 MIG — катушка 12,5 фунтов (ED023334)
1 отзыв
Обычная цена $59,63 Цена продажи$57.00
В продаже
Сэкономьте $28,38
Артикул:S307608-033
Сварочная проволока Hobart Quantum Arc™ 6 ER70S-6 .035″ DIA, катушка 33 фунта
2 отзыва
Обычная цена $143,88 Цена продажи$115,50
В продаже
Сэкономьте $3,60
Артикул:ER70S6-023-02
Сварочная проволока Blue Demon ER70S-6 . 023 MIG, катушка 2 фунта
023 MIG, катушка 2 фунта
1 отзыв
Обычная цена $13,08 Цена со скидкой 9,48 $
В продаже
Сэкономьте $5,20
Артикул:S222106-019
Сварочная проволока Hobart Fabshield® 21B E71T-11 .030″ DIA Innershield, катушка 2 фунта
Обычная цена 25,25 долларов США Цена со скидкой 20,05 $
В продаже
Сэкономьте $3,34
Артикул:ER70S6-030-02
Сварочная проволока Blue Demon ER70S-6 .030 MIG, катушка 2 фунта
Обычная цена $12,08 Цена со скидкой8,74 $
В продаже
Сэкономьте $4,63
Артикул:S222108-019
Сварочная проволока Hobart Fabshield® 21B E71T-11 . 035″ DIA Innershield, катушка 2 фунта
035″ DIA Innershield, катушка 2 фунта
Обычная цена 22,38 доллара США Цена со скидкой17,75 $
В продаже
Сэкономьте $3,34
Артикул:ER70S6-035-02
Сварочная проволока Blue Demon ER70S-6 .035 MIG, катушка 2 фунта
1 отзыв
Обычная цена $12,08 Цена продажи$8,74
Артикул:321M096700
ESAB WELD 70S-6 Сплошная сварочная проволока .035 Dia — Катушка 33#
2 отзыва
132,66 $
Выберите опции
В продаже
Сэкономьте $3,19
Артикул:ER70S6-045-11
Сварочная проволока Blue Demon ER70S-6 . 045 MIG, катушка 11 фунтов
045 MIG, катушка 11 фунтов
Обычная цена $39,27 Цена со скидкой36,08 $
В продаже
Сэкономьте $27,23
Артикул:S307612-033
Сварочная проволока Hobart Quantum Arc™ 6 ER70S-6 .045″ DIA, катушка 33 фунта
1 отзыв
Обычная цена $136,13 Цена продажи$108,90
Артикул:ER70S6-045-44
Сварочная проволока Blue Demon ER70S-6 .045 MIG, катушка 44 фунта
224,62 $
Выберите опции
В продаже
Сэкономьте $2,65
Артикул:ER70S6-045-02
Сварочная проволока Blue Demon ER70S-6 . 045 MIG, катушка 2 фунта
045 MIG, катушка 2 фунта
Обычная цена $9,48 Цена со скидкой$6,83
Распродажа
Сэкономьте $0,49
Артикул:ED030631
Сварочная проволока Lincoln SuperArc® L-56® .030 MIG – катушка 2 фунта (ED030631)
Обычная цена $10,76 Цена продажи$10,27
Артикул:321M116700
Сплошная сварочная проволока ESAB WELD 70S-6, диаметр .045, катушка 33#
130,68 $
Выберите опции
Артикул:S307308-033
Hobart Quantum Arc™ 3 ER70S-3 Сварочная проволока диаметром 0,035 дюйма, катушка 33 фунта
149,16 $
.023 МиГ Проволока | Сварочная проволока MIG
Мы делаем поиск проволоки 0,023 мк каждый раз быстрым и простым!
Рекомендуемый продукт
Сварочная проволока Mig, классификация AWS ER70S-2, материал углеродистая сталь, технологическая сварка MIG (GMAW), диаметр проволоки 0,023 дюйма, предел прочности на растяжение (после сварки) 70 тыс. фунтов на кв. дюйм, предел текучести (минимально требуемый) 58 тыс. фунтов на кв. 58 ksi, Тип катушки Пластиковая катушка, Серия ER70S-2, Вес 11 фунтов, Для типа материала из углеродистой стали в углеродистую сталь, Обозначение сварочного тока DCEP, Для положения сварки Плоское, Горизонтальное, Над головой, Вертикально-вниз, Вертикально-вверх, Прочность на растяжение (минимум требуется) 70 тыс.фунтов/кв.дюйм
фунтов на кв. дюйм, предел текучести (минимально требуемый) 58 тыс. фунтов на кв. 58 ksi, Тип катушки Пластиковая катушка, Серия ER70S-2, Вес 11 фунтов, Для типа материала из углеродистой стали в углеродистую сталь, Обозначение сварочного тока DCEP, Для положения сварки Плоское, Горизонтальное, Над головой, Вертикально-вниз, Вертикально-вверх, Прочность на растяжение (минимум требуется) 70 тыс.фунтов/кв.дюйм
Посмотреть полную информацию о продукте
$78,55
Сварочная проволока Mig, классификация AWS ER70S-2, материал углеродистая сталь, технологическая сварка MIG (GMAW), диаметр проволоки 0,023 дюйма, предел прочности на растяжение (после сварки) 70 тыс.фунтов на кв. дюйм, предел текучести (минимально требуемый) 58 тыс. фунтов на кв. 58 ksi, Тип катушки Пластиковая катушка, Серия ER70S-2, Вес 11 фунтов, Для типа материала из углеродистой стали в углеродистую сталь, Обозначение сварочного тока DCEP, Для положения сварки Плоское, Горизонтальное, Над головой, Вертикально-вниз, Вертикально-вверх, Прочность на растяжение (минимум требуется) 70 тыс. фунтов/кв.дюйм
фунтов/кв.дюйм
Посмотреть полную информацию о продукте
Магазин .023 Mig Wire
Сварочная проволока Mig, диаметр 0,023 дюйма, тип сварочной проволоки сплошная, материал углеродистая сталь, классификация AWS ER70S-6, размер контейнера 11 фунтов, катушка типа контейнера, метод сварки GMAW, предел прочности на растяжение 70 000 фунтов на кв. дюйм, проволока для сварки MIG из мягкой стали с более высокими уровнями кремния и марганца для получения высококачественных сварных швов на грязной, маслянистой или ржавой стали. Высокое содержание кремния также увеличивает текучесть сварочной ванны, что приводит к минимальному шлифованию после сварки и более гладкому внешнему виду сварного шва.
Посмотреть полную информацию о продукте
67,10 $
Сварочная проволока Mig, диаметр 0,023 дюйма, тип сварочной проволоки сплошная, материал углеродистая сталь, классификация AWS ER70S-6, размер контейнера 11 фунтов, катушка типа контейнера, метод сварки GMAW, предел прочности на растяжение 70 000 фунтов на кв. дюйм, проволока для сварки MIG из мягкой стали с более высокими уровнями кремния и марганца для получения высококачественных сварных швов на грязной, маслянистой или ржавой стали. Высокое содержание кремния также увеличивает текучесть сварочной ванны, что приводит к минимальному шлифованию после сварки и более гладкому внешнему виду сварного шва.
дюйм, проволока для сварки MIG из мягкой стали с более высокими уровнями кремния и марганца для получения высококачественных сварных швов на грязной, маслянистой или ржавой стали. Высокое содержание кремния также увеличивает текучесть сварочной ванны, что приводит к минимальному шлифованию после сварки и более гладкому внешнему виду сварного шва.
Посмотреть полную информацию о продукте
Углеродистая сталь, сварочная проволока, катушка 0,023 дюйма X2 фунта
Посмотреть полную информацию о продукте
$18,58
Углеродистая сталь, сварочная проволока, катушка 0,023 дюйма X2 фунта
Посмотреть полную информацию о продукте
Сварочная проволока Mig, классификация AWS ER70S-2, материал углеродистая сталь, технологическая сварка MIG (GMAW), диаметр проволоки 0,023 дюйма, предел прочности на растяжение (после сварки) 70 тыс. фунтов на кв. дюйм, предел текучести (минимально требуемый) 58 тыс. фунтов на кв. 58 ksi, Тип катушки Пластиковая катушка, Серия ER70S-2, Вес 2 фунта, Для типа материала из углеродистой стали в углеродистую сталь, Обозначение сварочного тока DCEP, Для положения сварки Плоское, Горизонтальное, Над головой, Вертикально-вниз, Вертикально-вверх, Прочность на растяжение (минимум требуется) 70 тыс.фунтов/кв.дюйм
фунтов на кв. дюйм, предел текучести (минимально требуемый) 58 тыс. фунтов на кв. 58 ksi, Тип катушки Пластиковая катушка, Серия ER70S-2, Вес 2 фунта, Для типа материала из углеродистой стали в углеродистую сталь, Обозначение сварочного тока DCEP, Для положения сварки Плоское, Горизонтальное, Над головой, Вертикально-вниз, Вертикально-вверх, Прочность на растяжение (минимум требуется) 70 тыс.фунтов/кв.дюйм
Посмотреть полную информацию о продукте
$16,06
Сварочная проволока Mig, классификация AWS ER70S-2, материал углеродистая сталь, технологическая сварка MIG (GMAW), диаметр проволоки 0,023 дюйма, предел прочности на растяжение (после сварки) 70 тыс.фунтов на кв. дюйм, предел текучести (минимально требуемый) 58 тыс. фунтов на кв. 58 ksi, Тип катушки Пластиковая катушка, Серия ER70S-2, Вес 2 фунта, Для типа материала из углеродистой стали в углеродистую сталь, Обозначение сварочного тока DCEP, Для положения сварки Плоское, Горизонтальное, Над головой, Вертикально-вниз, Вертикально-вверх, Прочность на растяжение (минимум требуется) 70 тыс. фунтов/кв.дюйм
фунтов/кв.дюйм
Посмотреть полную информацию о продукте
Сварочная проволока Mig, диаметр 0,035 дюйма, тип сварочной проволоки сплошной, материал углеродистая сталь, классификация AWS ER70S-6, размер контейнера 33 фунта, катушка типа контейнера, метод сварки GMAW, предел прочности на растяжение 70 000 фунтов на кв. дюйм, проволока для сварки MIG из мягкой стали с более высокими уровнями кремния и марганца для получения высококачественных сварных швов на грязной, маслянистой или ржавой стали. Высокое содержание кремния также увеличивает текучесть сварочной ванны, что приводит к минимальному шлифованию после сварки и более гладкому внешнему виду сварного шва.
Посмотреть полную информацию о продукте
$116,73
Сварочная проволока Mig, диаметр 0,035 дюйма, тип сварочной проволоки сплошной, материал углеродистая сталь, классификация AWS ER70S-6, размер контейнера 33 фунта, катушка типа контейнера, метод сварки GMAW, предел прочности на растяжение 70 000 фунтов на кв. дюйм, проволока для сварки MIG из мягкой стали с более высокими уровнями кремния и марганца для получения высококачественных сварных швов на грязной, маслянистой или ржавой стали. Высокое содержание кремния также увеличивает текучесть сварочной ванны, что приводит к минимальному шлифованию после сварки и более гладкому внешнему виду сварного шва.
дюйм, проволока для сварки MIG из мягкой стали с более высокими уровнями кремния и марганца для получения высококачественных сварных швов на грязной, маслянистой или ржавой стали. Высокое содержание кремния также увеличивает текучесть сварочной ванны, что приводит к минимальному шлифованию после сварки и более гладкому внешнему виду сварного шва.
Посмотреть полную информацию о продукте
Сварочная проволока Mig, классификация AWS ER70S-6, материал углеродистая сталь, технологическая сварка MIG (GMAW), диаметр проволоки 0,035 дюйма, предел прочности на растяжение (после сварки) 70 тыс.фунтов на кв. дюйм, предел текучести (минимально требуемый) 58 тыс.фунтов на кв. 58 ksi, Тип катушки Пластиковая катушка, Серия ER70S-6, Вес 11 фунтов, Для типа материала из углеродистой стали в углеродистую сталь, Обозначение сварочного тока DCEP, Для положения сварки Плоское, Горизонтальное, Над головой, Вертикально-вниз, Вертикально-вверх, Прочность на растяжение (минимум требуется) 70 тыс. фунтов/кв.дюйм
фунтов/кв.дюйм
Посмотреть полную информацию о продукте
$50,78
Сварочная проволока Mig, классификация AWS ER70S-6, материал углеродистая сталь, технологическая сварка MIG (GMAW), диаметр проволоки 0,035 дюйма, предел прочности на растяжение (после сварки) 70 тыс.фунтов на кв. дюйм, предел текучести (минимально требуемый) 58 тыс.фунтов на кв. 58 ksi, Тип катушки Пластиковая катушка, Серия ER70S-6, Вес 11 фунтов, Для типа материала из углеродистой стали в углеродистую сталь, Обозначение сварочного тока DCEP, Для положения сварки Плоское, Горизонтальное, Над головой, Вертикально-вниз, Вертикально-вверх, Прочность на растяжение (минимум требуется) 70 тыс.фунтов/кв.дюйм
Посмотреть полную информацию о продукте
Сварочная проволока Mig, классификация AWS ER70S-6, материал углеродистая сталь, технологическая сварка MIG (GMAW), диаметр проволоки 0,025 дюйма, прочность на растяжение (после сварки) 81 тыс. фунтов на кв. дюйм (100 % углекислого газа), 82 тыс.фунтов на кв. Углекислый газ), 84 тысячи фунтов на квадратный дюйм (90 процентов аргона/10 процентов углекислого газа), 82 тысячи фунтов на квадратный дюйм (98 процентов аргона/2 процента кислорода), предел текучести (минимально требуемый) 58 тысяч фунтов на квадратный дюйм
фунтов на кв. дюйм (100 % углекислого газа), 82 тыс.фунтов на кв. Углекислый газ), 84 тысячи фунтов на квадратный дюйм (90 процентов аргона/10 процентов углекислого газа), 82 тысячи фунтов на квадратный дюйм (98 процентов аргона/2 процента кислорода), предел текучести (минимально требуемый) 58 тысяч фунтов на квадратный дюйм
Посмотреть полную информацию о продукте
16,90 $
Сварочная проволока Mig, классификация AWS ER70S-6, материал углеродистая сталь, технологическая сварка MIG (GMAW), диаметр проволоки 0,025 дюйма, прочность на растяжение (после сварки) 81 тыс.фунтов на кв. дюйм (100 % углекислого газа), 82 тыс.фунтов на кв. Углекислый газ), 84 тысячи фунтов на квадратный дюйм (90 процентов аргона/10 процентов углекислого газа), 82 тысячи фунтов на квадратный дюйм (98 процентов аргона/2 процента кислорода), предел текучести (минимально требуемый) 58 тысяч фунтов на квадратный дюйм
Посмотреть полную информацию о продукте
Сварочная проволока Mig, классификация AWS ER70S-6, материал углеродистая сталь, технологическая сварка MIG (GMAW), диаметр проволоки 0,035 дюйма, прочность на растяжение (после сварки) 81 тыс. фунтов на кв. дюйм (100 % углекислого газа), 82 тыс. фунтов на кв. Углекислый газ), 84 тысячи фунтов на квадратный дюйм (90 процентов аргона/10 процентов углекислого газа), 82 тысячи фунтов на квадратный дюйм (98 процентов аргона/2 процента кислорода), предел текучести (минимально требуемый) 58 тысяч фунтов на квадратный дюйм
фунтов на кв. дюйм (100 % углекислого газа), 82 тыс. фунтов на кв. Углекислый газ), 84 тысячи фунтов на квадратный дюйм (90 процентов аргона/10 процентов углекислого газа), 82 тысячи фунтов на квадратный дюйм (98 процентов аргона/2 процента кислорода), предел текучести (минимально требуемый) 58 тысяч фунтов на квадратный дюйм
Посмотреть полную информацию о продукте
$55,15
Сварочная проволока Mig, классификация AWS ER70S-6, материал углеродистая сталь, технологическая сварка MIG (GMAW), диаметр проволоки 0,035 дюйма, прочность на растяжение (после сварки) 81 тыс. фунтов на кв. дюйм (100 % углекислого газа), 82 тыс. фунтов на кв. Углекислый газ), 84 тысячи фунтов на квадратный дюйм (90 процентов аргона/10 процентов углекислого газа), 82 тысячи фунтов на квадратный дюйм (98 процентов аргона/2 процента кислорода), предел текучести (минимально требуемый) 58 тысяч фунтов на квадратный дюйм
Посмотреть полную информацию о продукте
Сварочная проволока Mig, классификация AWS ER70S-6, материал углеродистая сталь, технологическая сварка MIG (GMAW), диаметр проволоки 0,03 дюйма, предел прочности на растяжение (после сварки) 70 тыс. фунтов на кв. дюйм, предел текучести (минимально требуемый) 58 тыс.фунтов/кв. 58 ksi, Тип катушки Пластиковая катушка, Серия ER70S-6, Вес 11 фунтов, Для типа материала из углеродистой стали в углеродистую сталь, Обозначение сварочного тока DCEP, Для положения сварки Плоское, Горизонтальное, Над головой, Вертикально-вниз, Вертикально-вверх, Прочность на растяжение (минимум требуется) 70 тыс.фунтов/кв.дюйм
фунтов на кв. дюйм, предел текучести (минимально требуемый) 58 тыс.фунтов/кв. 58 ksi, Тип катушки Пластиковая катушка, Серия ER70S-6, Вес 11 фунтов, Для типа материала из углеродистой стали в углеродистую сталь, Обозначение сварочного тока DCEP, Для положения сварки Плоское, Горизонтальное, Над головой, Вертикально-вниз, Вертикально-вверх, Прочность на растяжение (минимум требуется) 70 тыс.фунтов/кв.дюйм
Посмотреть полную информацию о продукте
$56,11
Сварочная проволока Mig, классификация AWS ER70S-6, материал углеродистая сталь, технологическая сварка MIG (GMAW), диаметр проволоки 0,03 дюйма, предел прочности на растяжение (после сварки) 70 тыс.фунтов на кв. дюйм, предел текучести (минимально требуемый) 58 тыс.фунтов/кв. 58 ksi, Тип катушки Пластиковая катушка, Серия ER70S-6, Вес 11 фунтов, Для типа материала из углеродистой стали в углеродистую сталь, Обозначение сварочного тока DCEP, Для положения сварки Плоское, Горизонтальное, Над головой, Вертикально-вниз, Вертикально-вверх, Прочность на растяжение (минимум требуется) 70 тыс. фунтов/кв.дюйм
фунтов/кв.дюйм
Посмотреть полную информацию о продукте
Сварочная проволока Mig, диаметр 0,045 дюйма, тип сварочной проволоки сплошной, материал углеродистая сталь, классификация AWS ER70S-6, размер контейнера 44 фунта, катушка типа контейнера, метод сварки GMAW, предел прочности на растяжение 70 000 фунтов на кв. дюйм, проволока для сварки MIG из мягкой стали с более высокими уровнями кремния и марганца для получения высококачественных сварных швов на грязной, маслянистой или ржавой стали. Высокое содержание кремния также увеличивает текучесть сварочной ванны, что приводит к минимальному шлифованию после сварки и более гладкому внешнему виду сварного шва.
Посмотреть полную информацию о продукте
$157,27
Сварочная проволока Mig, диаметр 0,045 дюйма, тип сварочной проволоки сплошной, материал углеродистая сталь, классификация AWS ER70S-6, размер контейнера 44 фунта, катушка типа контейнера, метод сварки GMAW, предел прочности на растяжение 70 000 фунтов на кв. дюйм, проволока для сварки MIG из мягкой стали с более высокими уровнями кремния и марганца для получения высококачественных сварных швов на грязной, маслянистой или ржавой стали. Высокое содержание кремния также увеличивает текучесть сварочной ванны, что приводит к минимальному шлифованию после сварки и более гладкому внешнему виду сварного шва.
дюйм, проволока для сварки MIG из мягкой стали с более высокими уровнями кремния и марганца для получения высококачественных сварных швов на грязной, маслянистой или ржавой стали. Высокое содержание кремния также увеличивает текучесть сварочной ванны, что приводит к минимальному шлифованию после сварки и более гладкому внешнему виду сварного шва.
Посмотреть полную информацию о продукте
Сварочная проволока с порошковой проволокой, технологическая сварка порошковой проволокой (FCAW), материал углеродистая сталь, диаметр проволоки 0,035 дюйма, предел прочности на растяжение (после сварки) от 88 до 94 тысяч фунтов на квадратный дюйм, предел текучести (минимально требуемый) 58 тысяч фунтов на квадратный дюйм, предел текучести (после сварки) От 63 до 69 тыс.фунтов на кв. дюйм, пластиковая катушка с катушкой, серия Innershield NR-211-MP, вес 1 фунт, для типа материала из углеродистой стали в углеродистую сталь, тип проволоки с порошковой проволокой, тип экранирования с самоэкранированием, классификация AWS E71T-11, E71T11 -AZ-CS3, обозначение сварочного тока DCEN
Посмотреть полную информацию о продукте
$17,05
Сварочная проволока с порошковой проволокой, технологическая сварка порошковой проволокой (FCAW), материал углеродистая сталь, диаметр проволоки 0,035 дюйма, предел прочности на растяжение (после сварки) от 88 до 94 тысяч фунтов на квадратный дюйм, предел текучести (минимально требуемый) 58 тысяч фунтов на квадратный дюйм, предел текучести (после сварки) От 63 до 69 тыс. фунтов на кв. дюйм, пластиковая катушка с катушкой, серия Innershield NR-211-MP, вес 1 фунт, для типа материала из углеродистой стали в углеродистую сталь, тип проволоки с порошковой проволокой, тип экранирования с самоэкранированием, классификация AWS E71T-11, E71T11 -AZ-CS3, обозначение сварочного тока DCEN
фунтов на кв. дюйм, пластиковая катушка с катушкой, серия Innershield NR-211-MP, вес 1 фунт, для типа материала из углеродистой стали в углеродистую сталь, тип проволоки с порошковой проволокой, тип экранирования с самоэкранированием, классификация AWS E71T-11, E71T11 -AZ-CS3, обозначение сварочного тока DCEN
Посмотреть полную информацию о продукте
Сварочная проволока Mig, классификация AWS ER70S-6, материал углеродистая сталь, технологическая сварка MIG (GMAW), диаметр проволоки 0,03 дюйма, прочность на растяжение (после сварки) 81 тыс. фунтов на кв. дюйм (100 % углекислого газа), 82 тыс. фунтов на кв. Углекислый газ), 84 тысячи фунтов на квадратный дюйм (90 процентов аргона/10 процентов углекислого газа), 82 тысячи фунтов на квадратный дюйм (98 процентов аргона/2 процента кислорода), предел текучести (минимально требуемый) 58 тысяч фунтов на квадратный дюйм
Посмотреть полную информацию о продукте
$55,34
Сварочная проволока Mig, классификация AWS ER70S-6, материал углеродистая сталь, технологическая сварка MIG (GMAW), диаметр проволоки 0,03 дюйма, прочность на растяжение (после сварки) 81 тыс.