 alexxlab
alexxlab Тонкая стальная полоса — Большая Энциклопедия Нефти и Газа, статья, страница 2
Cтраница 2
Для предотвращения скручивания ленты, что возможно из-за принятого способа укладки в форму с перекрытием, предложен ряд усовершенствований мачты из тонкой стальной полосы. Для предотвращения неравномерности нагрева мачты рекомендуется нанести специальное покрытие из серебра на внешнюю сторону мачты 50, 52 ] и зачернить внутреннюю сторону. [16]
Прокатка тонкой стальной полосы толщиной менее 1 мм возможна только при холодной обработке металла, поскольку тонкая лента в горячем состоянии обладает малой прочностью, а кроме того, окалина, образующаяся в процессе нагревания металла в печах, соизмерима по толщине с полосой, что не позволяет вести устойчивую прокатку с получением высокого качества поверхности и структуры металла. [17]
Местные нарушения межлистовой изоляции на поверхности статора устраняют путем установки лепестков слюды между сегментами или изолировкой сегментов жидким лаком БТ-99.
Мягкие понтоны делают из прорезиненной плотной и прочной ткани. Их наполняют сжатым воздухом. Для защиты от механических повреждений понтоны снаружи обкладывают деревянными рейками, схваченными проволокой или тонкой стальной полосой. [19]
| Доставка секции дюкера на мягких понтонах к месту укладки. [20] |
Мягкие понтоны делаются из прорезиненной плотной и прочной ткани. Их наполняют сжатым воздухом. Для защиты от механических повреждений понтоны снаружи обкладывают деревянными рейками, схваченными проволокой или тонкой стальной полосой. При пересечении очень широких рек или водоемов секции дюкера доставляются баржами. Доставленные к месту укладки секции сваривают в плети и опускают или на дно подготовленной траншея, или непосредственно на предварительно обследованное и выровненное дно водоема.
При прокладке дюкеров через широкие реки, озера, водохранилища или проливы использовать метод протаскивания сваренного на берегу трубопровода по всей длине дюкера невозможно. В подобных случаях отдельные секции трубопровода сваривают и изолируют на берегу, а затем подвешивают к мягким понтонам и доставляют к месту укладки. Мягкие понтоны делают из прорезиненной плотной и прочной ткани. Их наполняют сжатым воздухом. Для защиты от механических повреждений понтоны снаружи обкладывают деревянными рейками, схваченными проволокой или
Страницы: 1 2
Штрипсы из нержавеющей стали | Статья
| |||||
 Часто их используют для связки бревен при транспортировке – это позволяет грузу остаться на полуприцепе даже в случае сильных физических воздействий. Штрипсы встречаются из различных материалов – обычной ржавеющей стали или оцинкованной. Но лучшим выбором для клиентов окажутся штрипсы из нержавеющей стали, которые можно купить здесь https://rmp-mo.ru/lenta/shtrips-iz-nerzhavejushhej-stali по минимальной стоимости.
Часто их используют для связки бревен при транспортировке – это позволяет грузу остаться на полуприцепе даже в случае сильных физических воздействий. Штрипсы встречаются из различных материалов – обычной ржавеющей стали или оцинкованной. Но лучшим выбором для клиентов окажутся штрипсы из нержавеющей стали, которые можно купить здесь https://rmp-mo.ru/lenta/shtrips-iz-nerzhavejushhej-stali по минимальной стоимости.

Качественный поставщик листов из нержавеющей стали
Thin Metal Sales является поставщиком высококачественного листа из нержавеющей стали с многолетним опытом работы практически со всеми вариантами нержавеющей стали. Нержавеющая сталь — это стальной сплав, который известен своей превосходной устойчивостью к коррозии и пятнам, сравнительно низкими затратами на техническое обслуживание и знакомым блестящим блеском. Это делает нашу нержавеющую сталь идеальным материалом для широкого спектра промышленных и коммерческих применений. Листы из нержавеющей стали используются для больших, прочных элементов, которые содержат относительно мало функций. Они не очень хороши, когда используются для очень маленьких, сложных деталей, которые требуют точной геометрии, косметической привлекательности или акцента на легкость.
Существует множество марок нержавеющей стали с различными смесями железа, хрома, никеля и других металлов, которые придают им уникальные свойства и характеристики. Эти марки нержавеющей стали в основном сгруппированы в пять категорий по кристаллической структуре: аустенитная, ферритная, мартенситная, дуплексная и дисперсионно-твердеющая. Мы активно работаем со сталью серии 300 и дисперсионно-твердеющей сталью 17-7, которые представляют собой немагнитные сплавы на основе никеля, доступные в отожженном (высокопластичном) и твердом состояниях.
300 представляют собой самую большую подгруппу аустенитных нержавеющих сталей. Наиболее распространенным из всех сортов нержавеющей стали является аустенитный тип 304 (также известный как 18/8 или A2), который почти повсеместно используется для бытовых и промышленных применений, таких как оборудование для обработки пищевых продуктов, винты, детали машин и внешние архитектурные элементы. . Thin Metal Sales’ предлагает к продаже ассортимент высококачественных нержавеющих сталей, каждый из которых подходит для работы в определенных условиях.
Материалы обрабатываются методами фото- и химического травления, лазерной и гидроабразивной резки, прецизионной штамповки. Наша высококачественная нержавеющая сталь для продажи используется в производстве различных продуктов для коммерческого и аэрокосмического применения:
- Прокладки
- Ламинированные прокладки
- Прокладки
- Шайбы
- Формованные детали
- Автомобилестроение
- Морской
- Медицинский
- Самолет / аэрокосмический / военный
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||
* «Продукт не подлежит отбраковке на основании твердости, если свойства при растяжении………. приемлемы»
приемлемы»
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Значение
Значение * «Продукт не подлежит отбраковке на основании твердости, если свойства при растяжении………. приемлемы»
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||

* «Продукт не подлежит отбраковке на основании твердости, если свойства при растяжении………. приемлемы»
приемлемы»
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Значение
Значение * «Продукт не подлежит отбраковке на основании твердости, если свойства при растяжении………. приемлемы»
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 001″
001″  фунтов/кв.дюйм
фунтов/кв.дюйм * «Продукт не подлежит отбраковке на основании твердости, если свойства при растяжении………. приемлемы»
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||

* «Продукт не подлежит отбраковке на основании твердости, если свойства при растяжении………. приемлемы»
приемлемы»
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Значение
Значение
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 фунтов/кв.дюйм
фунтов/кв.дюйм
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Значение
Значение Это термообрабатываемый сплав (TH-1050 или RH-950) – ожидаемые физические свойства доступны для каждой партии по запросу
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||

* «Продукт не должен отбраковываться на основании твердости, если свойства при растяжении… приемлемы»
Это термообрабатываемый сплав (CH-900) – ожидаемые физические свойства доступны для каждой партии по запросу
Как сделать тонкие полоски из нержавеющей стали: полное руководство
13 января 2021 г. 25 мая 2022 г. технологии.
25 мая 2022 г. технологии.
Если вы новичок в этой области, эта статья поможет вам стать экспертом.
Продолжаем читать.
1 Что такое тонкие полоски из нержавеющей стали?
2 Как сделать тонкие полоски из нержавеющей стали?
2.1 1. Подготовка сырья
2.2 2. Процесс повторной пробирки
2.3 3. Холодный прокат
2.4 4. Ярко -отжигание
2.5 5. Разрушение
2.6 6. Процесс выпрямления натяжения
2.7 7. Процесс разрезания.
2.8 8. Проверка
2.9 9. Упаковка и запасы
3 Для чего нужны тонкие полоски из нержавеющей стали?
4 Тонкие полосы из нержавеющей стали Производители: что подходит именно вам?
Что такое тонкие полоски из нержавеющей стали?
Ультратонкие полосы из нержавеющей стали являются высокотехнологичной продукцией в области полос из нержавеющей стали.
В настоящее время на рынке имеется множество тонких полос из мягкой закаленной нержавеющей стали толщиной 0,05 мм.
В отличие от обычных полос из нержавеющей стали, сверхточные тонкие полосы из нержавеющей стали относятся к специальным ультратонким холоднокатаным полосам из нержавеющей стали, толщина которых обычно составляет от 0,05 мм до 0,5 мм, и они называются фольгой из нержавеющей стали менее 0,05 мм.
Ручная отрывная полоса также называется прецизионной фольгой из нержавеющей стали, что представляет собой передовую технологию TISCO.
TISCO Толщина полосовой фольги из нержавеющей стали составляет 0,02 мм.
Как сделать тонкие полоски из нержавеющей стали?
1. Подготовка сырья
Сырье для материнских катушек закупается у известных производителей, таких как BAOWU, TISCO, POSCO и JISCO, и каждая партия товара считается подлинной.
Каждая партия товара имеет сертификат качества продукции, выданный производителем происхождения.
Наша компания также проведет полную проверку сырья, отправляемого на завод, и отберет сырье для отбора проб и использования для спектральных испытаний.
Спектральное тестирование может приблизительно определить ингредиенты, содержащиеся в сырье. Мы проверим сертификат качества производителя. Сделайте сравнение и подтвердите правильность материалов.
Детали проверки включают в себя допуск по толщине продукции, ширину рулона, внешнюю упаковку, маркировку на этикетках, отделку внутренней поверхности, химические компоненты и т. д. испытательные учреждения на регулярной основе, чтобы испытательные учреждения могли использовать профессиональные инструменты для проверки наших прецизионных полос из нержавеющей стали и сырья.
Для полного контроля качества, обеспечения соответствия нашей продукции всем стандартам национальных технических спецификаций.
2. Процесс перемотки
Это очень важно для прецизионного производства тонких полос из нержавеющей стали.
Даже при выборе высококачественного сырья для катушек эти материалы могут иметь индивидуальные детали, которые могут быть результатом производства, транспортировки и других проблем.
С помощью перемоточного оборудования мы можем осматривать рулонные материалы на наличие дефектов, которые могут повлиять на качество готового конечного продукта, что позволяет нам предпринимать все необходимые действия, чтобы гарантировать высокое качество стальных полос.
3. Холодная прокатка
На этом этапе процесса производства прецизионных тонких полос из нержавеющей стали используется стан холодной прокатки для достижения конечной желаемой толщины стальной полосы, машина, которая также обеспечивает качество продукции. обработка поверхности, плоскостность полосы и изменение толщины в соответствии с международными стандартами.
Мы должны отметить, что двадцативысокое оборудование прокатного стана.
Двадцативалковый прокатный стан, включая клеть, систему валков, короб валков, прижимное устройство и приводное устройство.
Его особенностью является то, что рама представляет собой прямоугольный цельный арочный проем, образованный высококачественным стальным литьем.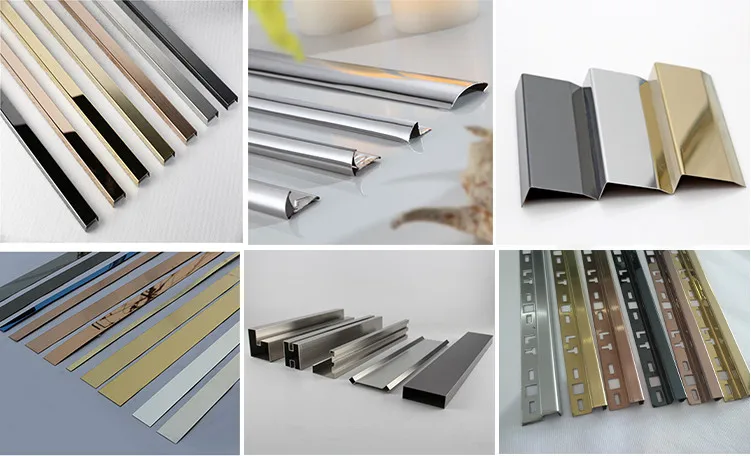
Между верхними опорными роликами А и В и между С и D расположено устройство управления короной, включающее гидроцилиндры, рейки и шестерни.
Принятая система валков может производить холоднокатаные полосовые сорта нержавеющей стали, требуемые рынком.
Этот новый тип 20-валкового прокатного стана имеет разумную конструкцию, высокую жесткость рамы и хороший эффект контроля формы.
Толщина производимой полосы из нержавеющей стали может составлять до 0,001 мм. Прямоугольное седло и корпус легко обрабатываются, точность совпадения высока, а нижний валок легко регулируется, что позволяет линии прокатки поддерживать стандартную высоту.
После процесса холодной прокатки мы можем получить сверхтонкие полосовые изделия из нержавеющей стали толщиной 0,02 мм.
4. Светлый отжиг
На этом этапе металлургический процесс выполняется на всем теле полосы из нержавеющей стали.
Посредством термической обработки микроструктура материала полосы изменяется для обеспечения желаемых механических свойств при использовании.
Тонкая полоса из нержавеющей стали подвергается светлому отжигу. Полоса может быть быстро охлаждена на линии непрерывного отжига.
Скорость перемещения тонкой полосы из нержавеющей стали на линии составляет около 60–80 м/мин.
5. Обезжиривание
Очистка остаточного масла на поверхности тонких полос нержавеющей стали из-за пятен в процессе прокатки.
Принцип заключается в использовании химической реакции (реакции омыления) между щелочным агентом и жиром на поверхности стальных полос для удаления жира.
Для их смывания проводят горячую щелочную промывку.
Скорость всей линии очистки составляет около 60 м/мин, что позволяет обрабатывать полосы из нержавеющей стали толщиной 0,02–1,0 мм.
6. Процесс правки на растяжение
Когда тонкая полоса из нержавеющей стали прокатывается на двадцативальном прокатном стане с толщиной 0,02–0,8 мм, металлическая полоса трудно деформируется.
В условиях полного размягчения и выравнивания большого напряжения использование выпрямления с изгибом с растяжением является единственным методом, который может устранить напряжение стальной полосы из нержавеющей стали.
Выравнивание натяжения выполняется с помощью дрессировочной мельницы, машины, которая, помимо улучшения механических свойств, помогает улучшить конечную белизну стальной полосы. Таким образом, желаемые характеристики конечного продукта полосы гарантируются.
После процесса правки распределение напряжения во всей полосе из нержавеющей стали становится более равномерным, а форма листа более прямой.
Высочайший контроль и управление производственным процессом обеспечивают прямолинейность каждой полосы из нержавеющей стали с различной твердостью.
7. Процесс продольной резки
Для процесса продольной резки сверхтонких полос из нержавеющей стали наши сотрудники будут использовать прецизионные и небольшие машины для резки узких рулонов тонкой полосы. Толщина тонкой полосовой фольги от 0,02мм до 0,08мм.
Наши работники будут производить регулировку между рулонами готовой полосы и режущими инструментами, когда они готовятся к резке, чтобы максимально уменьшить заусенцы на краях полос.
Процесс производства прецизионных тонких полос из нержавеющей стали заканчивается продольной резкой, при которой ножи для продольной резки высочайшей точности используются для получения конечной ширины и уровня заусенцев холоднокатаной прецизионной полосы из нержавеющей стали.
8. Инспекция
Наша компания не допускает компромиссов в отношении качества полос из нержавеющей стали.
Мы используем высококачественные рулонные материалы из нержавеющей стали, а также передовое оборудование и точные производственные процессы.
Мы проверяем заказы на полосу и тщательно изучаем их, прежде чем отправить заказ на окончательную производственную линию. Это гарантирует, что каждое производство выполняется максимально эффективно и без ошибок.
Тщательный осмотр тонких полос из нержавеющей стали после изготовления.
После того, как все изделия из полосовой фольги готовы, отдел контроля качества проводит следующие проверки, такие как металлографический анализ, испытания механических характеристик, проверка прямолинейности, формы листа, чистоты поверхности, проверка допусков по толщине и ширине и т.
д.
9. Упаковка и запасы
Одним словом, изысканные возможности морской упаковки отражают качество обслуживания каждого поставщика полос из нержавеющей стали. Это также сильно влияет на планы клиента по следующему заказу.
Деревянный ящик и деревянный поддон являются двумя основными упаковочными материалами.
Типы упаковочных полосок «глаза в глаза» или «глаза в стену» будут применяться перед загрузкой контейнера.
Более того, четкие этикетки и маркировка нанесены на внешнюю сторону этих стандартных морских упаковок для облегчения идентификации характеристик полос из нержавеющей стали и другой важной информации.
После проверки упаковки наш опытный персонал загрузит полосы из нержавеющей стали на наш склад. Перед тем, как хранилище данных также будет выполнено на этом этапе, убедитесь, что все полоски продуктов чистые.
Для чего нужны тонкие полоски из нержавеющей стали?
Технические показатели прецизионных тонких полос из нержавеющей стали чрезвычайно требовательны, что также делает полосу превосходной по эксплуатационным показателям, таким как высокая прочность, коррозионная стойкость, стойкость к окислению, износостойкость, термостойкость и светостойкость.
Внешний вид изысканный и простой в обработке, поэтому он стал важной частью улучшения стиля соответствующего металлического продукта.
Например, в 2015 году прецизионные тонкие полоски из нержавеющей стали китайского производства прошли сертификацию Apple и стали материалом для логотипа при производстве iPhone и iPad.
Конечно, использование прецизионной тонкой полосы из нержавеющей стали не ограничивается производством ЛОГОТИПА для телефонов Apple.
Например, он используется в аксессуарах камеры сгорания двигателя с высокими требованиями к материалам и литий-ионных батареях.
Первые устойчивы к высоким температурам, вторые требуют коррозионной стойкости, а эти позиции предъявляют чрезвычайно высокие требования к толщине и прочности материала.
И мы считаем, что применение сверхтонких полос из нержавеющей стали будет быстро расширяться.
Производители тонких полос из нержавеющей стали: что подходит именно вам?
На текущем рынке полос из нержавеющей стали качество уже много производителей отказаться, и как сохранить производственные затраты, чтобы выиграть цену каждого тендера от клиентов, стало их единственным стандартом.