alexxlab
alexxlab Пайка алюминия с медью своими руками в домашних условиях
Пайка алюминия всегда являлась достаточно сложным технологическим процессом, так как температура его плавления считается относительно низкой, а свойства соединения находятся на не самом высоком уровне. Пайка алюминия с медью становится еще более сложным и проблематичным процессом, так как медь туго плавится, хотя и нормально поддается пайке. Несмотря на сложность процесса, в нем периодически возникает потребность в различных производственных сферах и даже в домашней обстановке. В нормальных условиях, без каких-либо дополнительных средств и со стандартными материалами, получить качественное соединение и не повредить при этом металл заготовки будет практически невозможно.
Пайка алюминия с медью своими руками
Пайка меди с алюминием требует особого подхода, так как тут даже стандартный припой для пайки алюминия окажется неэффективным. Стоит сразу отметить, что у алюминия именно с медью получается большая конфликтность, так как со сталью процесс спаивания лучше. Этим пользуются многие мастера при создании сложных соединений. Необходимость в такой пайке возникает как при соединении труб или других крупных деталей, так и при контактах проводов, что с технической стороны происходит легче, проще и быстрее, так как нет больших нагрузок на конечное изделие.
Этим пользуются многие мастера при создании сложных соединений. Необходимость в такой пайке возникает как при соединении труб или других крупных деталей, так и при контактах проводов, что с технической стороны происходит легче, проще и быстрее, так как нет больших нагрузок на конечное изделие.
Пайка алюминия с медью своими руками в домашних условиях
Преимущества
- Позволяет сделать сложное соединение, которое требует технология эксплуатации;
- Существует несколько различных способов, как произвести процесс, которые заметно отличаются друг от друга;
- Дает мастеру большой опыт и возможность работы с любыми видами металла.
Недостатки
- Высокий процент брака после завершения процесса;
- Пайка алюминий-медь требует большого количества различных дополнительных материалов, многие из которых являются узкоспециализированными, без которых невозможно получить качественное соединение;
- Иногда необходимо подбирать стальные муфты того же диаметра, что и свариваемые трубы;
- Процесс пайки оказывается весьма дорогостоящим благодаря использованию флюсов, специальных припоев и других дополнительных средств;
- Многие из дополнительных расходных материалов находятся в трудном доступе, так как не относятся к распространенным и часто употребляемым;
- Далеко не каждый метод пайки из существующих оказывается подходящим для конкретного случая;
- Справиться с работой может только мастер с большим опытом и в домашних условиях это трудноосуществимый процесс.

Трудности пайки
Основная трудность пайки заключается в том, что металлические изделия из этих материалов не могут нормально соединиться, так как даже при схватывании припоя шов может треснуть даже при относительно небольшом механическом воздействии. Положение усложняется оксидной пленкой алюминия, которая обволакивает материал припоя, мешая нормальному соединению, а также не плавится от температурного воздействия. С этим может помочь в борьбе хорошая очистка и обработка растворителем с последующим нанесением специализированного флюса.
Пайка алюминия с медью
Работа с медью также получается не простой в данном случае. Ведь даже припой для пайки медных труб оказывается не совсем подходящим для такого процесса. Он является тугоплавким, что и требуется для такого металла. В то же время алюминий может иметь более низкую температуру плавления, что приведет к его прогоранию прежде, чем расплавится сам припой. Таким образом, пайка алюминия с медью твердым припоем оказывается достаточно проблематичной. Припой для плавки алюминия может не подойти для меди, так как оказывается слишком легкоплавким, но это уже более подходящий вариант, так как многие мастера, особенно при работе в домашних условиях, используют серебряные припои.
Припой для плавки алюминия может не подойти для меди, так как оказывается слишком легкоплавким, но это уже более подходящий вариант, так как многие мастера, особенно при работе в домашних условиях, используют серебряные припои.
Возможные способы пайки алюминия с медью
Пайка алюминия с медью в домашних условиях и на производстве может проводиться следующими способами:
- Пайка с помощью муфты. В данном случае между металлами вставляется стальная часть, так что и медь и алюминий припаиваются с различных сторон стали более удобными способами, что помогает получить надежное соединение, так как со сталью и другими сплавами они взаимодействуют намного лучше, чем между собой.
- При использовании специальных припоев. Современные разработки, к примеру, как присадочный материал марки Castolin и специально разработанные флюсы к нему, помогают решать многие сложные вопросы. Большим недостатком такого способа является высокая стоимость расходных материалов и слабая распространенность.

Припой для сварки алюминия с медью
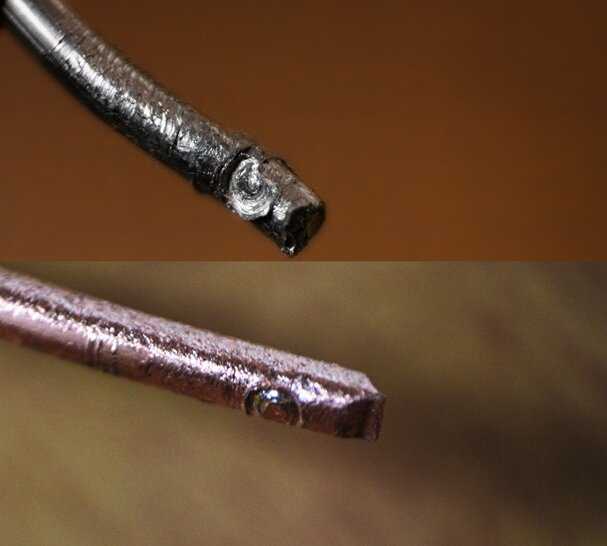
- Поверхностная пайка. В данном случае из алюминия делают раструб, чтобы в него могла войти медная трубка. Края этого раструба запаивают легкоплавкими припоями, захватывая большую часть поверхности медной трубы, чтобы увеличит площадь соединения.
Материалы и инструмент
Вне зависимости от того, необходима вам пайка алюминия с медью провода, трубы или листов, для этого понадобятся:
- Горелка (газовая или бензиновая) или паяльник, в зависимости от условий, в которых это все проводится;
- Припой, который будет подходить для выбранного способа, так как для пайки через стальную муфту требуются расходные материалы, которые будут рассчитаны на пайку со сталью;
- Флюс, подобранный под припой, чтобы улучшить взаимодействие с разными металлами;
- Стальная, или из какого-либо другого сплава, муфта, если выбран именно этот метод;
- Инструменты для фиксации заготовок и разделки раструба.

Пошаговая инструкция
- Осуществляется полная подготовка всех металлических изделий, которые будут принимать участие в пайке. Это включает разделку кромок, подготовку раструба, механическая обработка щеткой и растворителями, чтобы снять все имеющиеся налеты и образовавшиеся пленки.
- Затем детали надежно фиксируются, чтобы во время процесса не было ни какого движения и смещения.
- На следующем этапе следует обработать концы деталей флюсом.
- Далее уже можно приступать к непосредственному спаиванию. Если выбран метод через муфту, то сначала она припаивается к одной заготовке, к примеру, медной трубе. Потом нужно выделить время на остывание и проверку качества, чтобы не было трещин и щелей. Только после этого следует приступать к соединению со второй частью, которое осуществляется точно также, но с помощью других расходных материалов.
- После окончания процедур дать шву остыть и проверить полностью готовое изделие на отсутствие брака, прежде чем пускать его в эксплуатацию.
«Важно!
При выборе расходных материалов нужно обращать внимание на прочность получаемого соединения, что особенно важно при работе с трубами, которые эксплуатируются под давлением.»
Таблица режимов
Вид припоя | Режим пайки | Максимальная прочность сплавов, кгс/мм2 | ||
АМц | АМг6 | Д20 | ||
П-300-А | 440° С, 20 минут | 11 | 22 | – |
П-425-А | 12 | 20,8 | 20,8 | |
34А | 550° С, 20 минут | 9-10 | – | 28,8 |
В-62 | 510° С, 15 минут | 12 | – | 23,8 |
Техника безопасности
Работа должна проводиться только в хорошо проветриваемых помещениях, так как испарения флюсов и припоев могут оказаться вредными для человека. При использовании газовой горелки она должна быть максимально удалена от источника огня. На рабочем месте не должны присутствовать лишние предметы, а также легковоспламеняющиеся вещи.
При использовании газовой горелки она должна быть максимально удалена от источника огня. На рабочем месте не должны присутствовать лишние предметы, а также легковоспламеняющиеся вещи.
Пайка алюминия с медью
12.01.2017 Алюминия
О трудностях при пайке алюминия хорошо известно. Но следующим уровнем по сложности и трудности получения качественного и достаточно надежного соединения является пайка изделий из двух таких конфликтных и различных по своим свойствам металлов – алюминия и меди.
Этот процесс сложный, затратный, с большой вероятностью брака в работе. Но потребность в таких соединениях есть и, следовательно, такая технологическая операция становится необходимой в производственной или бытовой сфере.
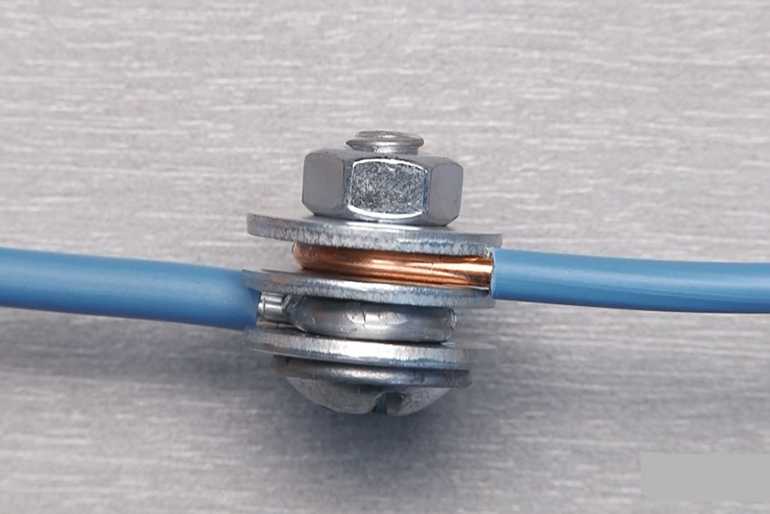
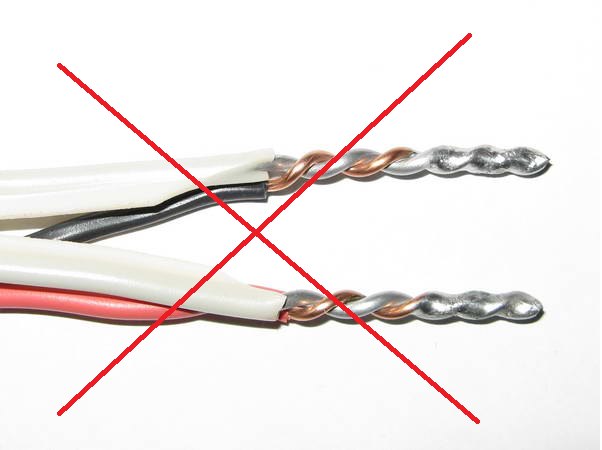
Сразу предупреждение – стандартный флюс и припой, подходящий для пайки алюминия, неэффективен для такой же операции с медью. На практике приходится получать соединения из литых заготовок, листового материала, труб и проводов. Последний вариант полностью отрицается электриками, так как даже при отличном качестве пайки, надежности соединения и контакта – это место навсегда останется самым ненадежным и опасным в электропроводке из-за склонности к электрохимической коррозии.
Преимущества:
- возможность осуществления сложного по технологии соединения;
- существование нескольких способов получения соединения деталей;
- получение работником ценного опыта при пайке технологически сложных соединений.
Недостатки:
- для осуществления пайки необходимо наличие дополнительных, часто узкоспециализированных и дорогостоящих, материалов;
- специальные расходные материалы не так часто применяются – поэтому не являются распространенными и легкодоступными для их приобретения;
- с пайкой алюминий-медь справится только опытный мастер;
- в частном (бытовом) порядке такая пайка является трудноосуществимой;
-
иногда требуется изготовление или подборка стальных переходных муфт; при использовании таких муфт возрастает количество применяемых расходников (для каждого металла нужен свой флюс и припой).
Трудности пайки:
- оба металла имеют оксидные поверхностные пленки;
- медь является более тугоплавкой, что часто служит причиной преждевременного прогорания легкоплавкого алюминия в процессе работы;
- металлы имеют различные коэффициенты линейного расширения.
Способы пайки
1. С использованием муфты
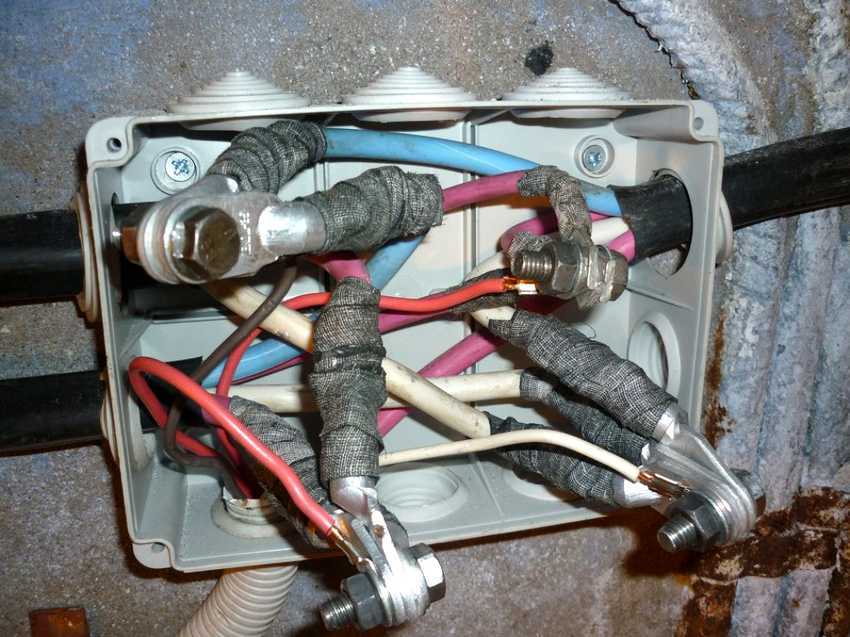
Этот способ основан на способности обоих металлов надежно и вполне качественно паяться со сталями. Именно к стальным переходным муфтам с разных сторон и припаивают стыкуемые заготовки.
2. С применением специальных припоев
Самый известный припой – Castolin192FBK – продается в виде прутка с сердечником из флюса. Это жидкоплавкий, низкотемпературный (380°С-430°С) припой с хорошими смачивающими свойствами на основе цинка и алюминия. Из-за низкой текучести он является отличным помощником для устранения больших трещин или отверстий.
3. Поверхностная пайка
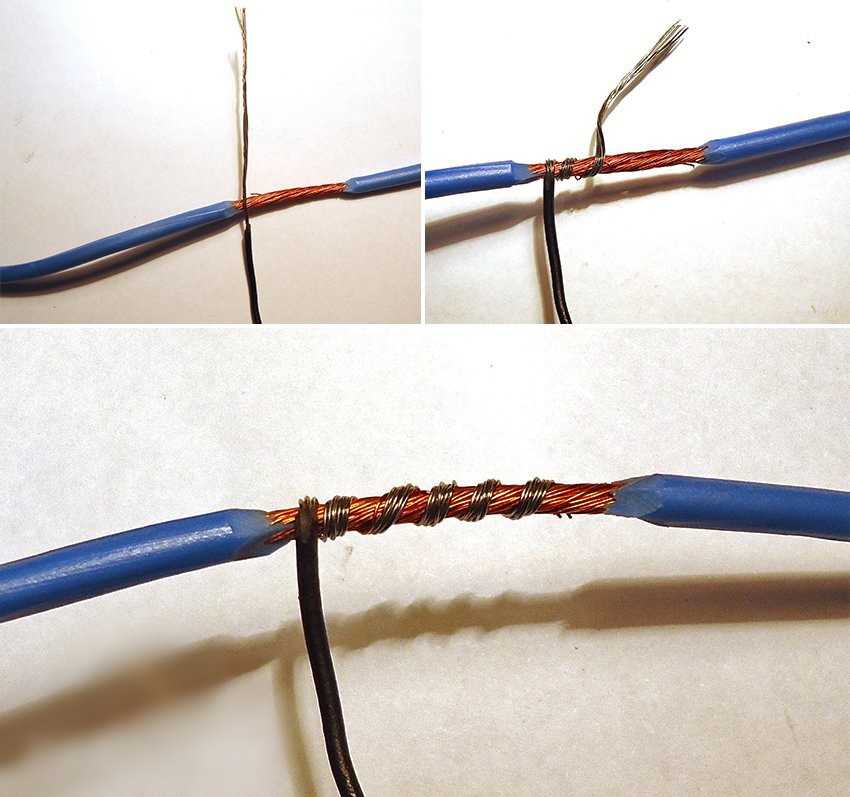
Суть метода – увеличить площадь контакта соединяемых деталей с припоем, которая повысит прочность соединения на разрыв, излом, кручение. Сначала из алюминиевого края заготовки получают раструб (воронку), в который должна войти медная проволока или трубка. Края полученной воронки запаивают припоем, который, стекая, заполняет весь объем раструба. Таким образом, припой соединяет детали в единое изделие. Чем глубже воронка, тем больше поверхность соединения.
Сначала из алюминиевого края заготовки получают раструб (воронку), в который должна войти медная проволока или трубка. Края полученной воронки запаивают припоем, который, стекая, заполняет весь объем раструба. Таким образом, припой соединяет детали в единое изделие. Чем глубже воронка, тем больше поверхность соединения.
Инструмент, материалы
- Условия работы определяют выбор главного инструмента – паяльника или горелки.
- Припой. Он может быть специальным для непосредственной пайки алюминия с медью. При использовании муфт в работе понадобятся припои для каждого металла, подходящие для пайки их со сталью.
- Флюс, подходящий для используемого конкретного вида припоя.
- Муфта, если выбран данный вид соединения.
- Фиксирующие положение деталей инструменты и приспособления.
- Для поверхностной пайки – приспособление для возможности разделки раструба.
Технология пайки
- Подготовительный этап, подразумевающий разделку кромок или, по необходимости, изготовление воронки-раструба.

- Механическая обработка кромок заготовок или концов проводов и трубок с обезжириванием и удалением окислов.
- Фиксация деталей перед пайкой.
- Обработка места стыка флюсом.
- Непосредственно пайка. Если для соединения выбрана муфта, то пайка производится поочередно с двух сторон. После пайки с одной стороны муфты и остывания, выполняется соединение с другой стороны и другими расходными материалами.
- После работы дать остыть стыковому шву. Остатки флюса нужно снять после окончания работы и остывания стыка.
- Проверить качество полностью готового изделия. При отсутствии брака считать его годным к эксплуатации.
Полезные советы
- Нельзя допускать нагревания открытым огнем самого припоя в месте стыка.
- При пайке нагрев производится с разных сторон стыка с перерывами. Тепло от нагретого участка металла должно плавно перейти на сам стык.
- Начинайте прогревать с меди.
- Чем медленнее будет расти температура в месте пайки, тем выше вероятность получения качественного соединения.

Техника безопасности
- Работы производить с использованием вытяжки над местом пайки или хорошей вентиляции в рабочем помещении.
- Обязательно выполнять все требования по безопасному использованию электроприборов.
- Не нарушать правила пожарной безопасности, используя горячий инструмент и открытый огонь при пайке.
- Пользоваться специальными подставками для горячего инструмента.
- Удалить из рабочей зоны все лишние предметы и вещи, особенно легковоспламеняющиеся.
Методы пайки алюминия — Superior Flux & Mfg. Co.
На этот раз это статья, опубликованная в выпуске Welding Journal за май 2018 г. под названием «Методы пайки алюминия». Благодарим Уильяма «Билла» Эйвери, эксперта по соединению металлов в Superior Flux, и доктора Иегуду Баскина, президента Superior Flux, за еще одну хорошо написанную и информативную статью.
Мы даже не можем сосчитать, сколько раз люди говорили нам: «Я не знал, что вы умеете паять алюминий!» Если это похоже на вас или у вас есть вопросы о пайке алюминия, сделайте себе одолжение и прочитайте статью «Методы пайки алюминия». Вы обнаружите, что может припаять алюминий. Конечно, это будет не так просто, как паять, скажем, медь или даже сталь. Но, если вы ознакомитесь с ключевыми моментами пайки алюминия, как они изложены в статье, то вы научитесь эффективно паять алюминий.
Вы обнаружите, что может припаять алюминий. Конечно, это будет не так просто, как паять, скажем, медь или даже сталь. Но, если вы ознакомитесь с ключевыми моментами пайки алюминия, как они изложены в статье, то вы научитесь эффективно паять алюминий.
И самое время научиться паять алюминий. Все больше и больше компаний изучают возможности пайки алюминия в таких областях, как автомобилестроение, электроника, радиаторы, системы отопления, вентиляции и кондиционирования и многое другое. Алюминий легче и дешевле меди, и во многих случаях он обладает достаточной теплопроводностью, как термической, так и электрической, чтобы медь могла конкурировать за свои деньги. А пайка алюминия с его высокими температурами не так щадящая, как пайка алюминия.
Самое приятное во всем этом то, что мы видим только начало восходящей звезды пайки алюминия.
Итак, вот что изложено в статье «Методы пайки алюминия» в качестве некоторых ключей к пайке алюминия.
Подходящий флюс: Вам нужен флюс для пайки алюминия – флюс, специально разработанный для пайки алюминия. Тот факт, что флюс достаточно силен для пайки таких сплавов, как нержавеющая сталь, не означает, что он будет работать и с алюминием. Superior Flux предлагает самый широкий ассортимент флюсов для пайки алюминия на рынке, включая флюсы в форме геля, пасты, жидкости и паяльной пасты.
Тот факт, что флюс достаточно силен для пайки таких сплавов, как нержавеющая сталь, не означает, что он будет работать и с алюминием. Superior Flux предлагает самый широкий ассортимент флюсов для пайки алюминия на рынке, включая флюсы в форме геля, пасты, жидкости и паяльной пасты.
Правильный припой: Ваша цель при пайке — создать интерметаллическую связь с алюминием. Определенные комбинации присадочных сплавов, такие как олово-цинк, олово-серебро, SN100C ™ и ALUSAC-35 ™, лучше подходят для создания этой специальной связи. Без интерметаллической связи вы можете получить что-то похожее на сустав, но без «зубцов». В ходе нового захватывающего исследования мы определили, что ALUSAC-35™ от Nihon Superior является, пожалуй, единственным припоем на рынке, который может эффективно паять алюминий, а затем пройти испытания в солевом тумане. И имейте в виду, что припой бывает разных форм: проволока, фольга, заготовки и смешанные со специально разработанными флюсами в виде паяльной пасты для алюминия. Наша алюминиевая порошковая проволока (AFCW) является пионером в этой области, эффективной алюминиевой порошковой проволокой, которая выпускается из различных типов сплавов и диаметров. Наша линейка паст для пайки алюминия и паст для лужения является самой широкой на рынке. Наши химики постоянно работают над улучшением составов и работают с клиентами в области пайки алюминия. Мы мыслим творчески, выбирая лучший вариант для конкретного применения.
Наша алюминиевая порошковая проволока (AFCW) является пионером в этой области, эффективной алюминиевой порошковой проволокой, которая выпускается из различных типов сплавов и диаметров. Наша линейка паст для пайки алюминия и паст для лужения является самой широкой на рынке. Наши химики постоянно работают над улучшением составов и работают с клиентами в области пайки алюминия. Мы мыслим творчески, выбирая лучший вариант для конкретного применения.
Тип или «серия» алюминия : Алюминиевые сплавы классифицируются по сериям в зависимости от состава сплава и добавок. Некоторые алюминиевые серии легче паять, чем другие; а некоторые паять невозможно (пока!). Например, серии 1000 и 3000 (1XXX и 3XXX) легче паять, чем серии 6000. Алюминий 5000-й серии является хитом или промахом. Когда его можно припаять, это можно сделать только предварительно залужив поверхность алюминия. Также имейте в виду, что пайка алюминия к алюминию всегда является самой сложной задачей. Но при пайке алюминия с более удобным для пайки металлом, таким как медь, у вас есть преимущество.
Думай ТЕПЛО! Алюминию требуется нагрев для принятия припоя, обычно до температуры 300°C и более. И вы хотите измерять температуру алюминия, а не источника тепла. Алюминий является отличным теплоотводом, поэтому источник тепла должен быть еще выше, чтобы нагреть алюминий до нужной температуры. Пайка алюминия не похожа на пайку меди; недостаточно просто нагреть и расплавить припой. Даже с правильной комбинацией флюса и припоя вы не сможете добиться пайки, если алюминий недостаточно горячий, чтобы принять припой. В дополнение к этому, он должен достичь этой температуры в течение определенного периода времени (обычно менее 8 минут), иначе флюс будет израсходован, так и не выполнив свою работу. К счастью, существует множество методов нагрева, таких как духовки, индукция, горелка, конфорки и т. д., которые помогут вам достичь нужной температуры в допустимом диапазоне.
Пусть вас не пугает ваш проект по пайке алюминия!
Прочтите статью, ознакомьтесь с другими нашими флюсами для алюминия или свяжитесь с нами, если у вас есть проблемы с пайкой алюминия.
Наше исследование практической пайки алюминия, возможно, является самым передовым на рынке сегодня, и мы только начинаем. С нетерпением ждем новых статей о пайке алюминия, а также о других новаторских областях пайки, пайки и сварки.
Пайка меди с алюминием | Капп Сплав
Следует ли использовать пропановую горелку или паяльник для пайки алюминиевых деталей?
Лучший метод пайки определяется размером компонентов , которые вы пытаетесь соединить, и размером необходимого паяного соединения . Обе части должны нагреваться одновременно для лучшей адгезии, а алюминий очень быстро рассеивает тепло.
- Крупногабаритные компоненты : пропановая горелка.
- Мелкие компоненты и более тонкие алюминиевые детали : паяльник
Каким образом баббит служит опорной поверхностью для вращающегося вала?
В современных высокоскоростных подшипниках для формирования поверхности подшипника используется баббитовый сплав олова, меди и сурьмы. Вращающийся вал движется поверх более твердых молекул олово-медь и олово-сурьма, а более мягкие молекулы олова распределяют более твердые молекулы олово-медь и олово-сурьма по поверхности подшипника. Для срока службы подшипника крайне важно, чтобы сила и удар вала равномерно распределяются по всему , и это одна из причин, почему состав баббита чрезвычайно важен. Другие функции включают в себя:
- Всасывание грязи и мусора и удаление их с вращающегося вала
- Предусмотреть каналы для смазки в зазорах между твердыми сплавами с зазубренной поверхностью олова
Со временем вы должны увидеть рубцы от грязи и мусора на поверхности оловянного баббита. Поверхность подшипника должна быть восстановлена до того, как на более твердом и гораздо более дорогом вращающемся стальном валу появятся царапины.
Как правильно выбрать размер и характеристики паяльника?
При выборе паяльника следует учитывать три основных момента:
1) Мощность (мощность)
a) Выбор мощности паяльника зависит скорее от запаса тепла (мощности), чем от достигнутой температуры. . Паяльник с более высокой мощностью лучше поддерживает постоянную температуру, так как он имеет большую мощность для подачи на жало во время использования. Требуемый запас мощности для вашей пайки зависит в первую очередь от состава и массы нагреваемых деталей, а также от размера паяного соединения.
Пример: Если вы паяете два больших (тяжелых) алюминиевых компонента на большой площади стыка, лучше всего подойдет мощный паяльник. Алюминий быстро рассеивает тепло, поэтому сложно одновременно нагреть обе большие детали до температуры пайки. Если ваш единственный процесс — припаивание тонкой медной проволоки к небольшому медному выводу, вам не нужно много резервной мощности, чтобы нагреть обе части до температуры пайки. Помните, что обе детали достигают температуры пайки, что создает связь между припоем и деталями. Если только один нагревается до температуры пайки, соединение с более холодной частью может быть нестабильным.
Помните, что обе детали достигают температуры пайки, что создает связь между припоем и деталями. Если только один нагревается до температуры пайки, соединение с более холодной частью может быть нестабильным.
2) Выбор наконечника (многие теперь поставляются с различными сменными наконечниками для различных геометрий соединения)
a) Он также зависит от массы деталей и площади соединения. Выберите наконечник, который будет нагревать всю область соединения на обеих частях одновременно.
3) Простой включаемый/выключаемый паяльник или паяльная станция , включающая датчики температуры и элементы управления, подставку для паяльника, чистящий блок или вату и т. д.
a) Простой включаемый/отключаемый паяльник можно купить за 10-20 долларов. Паяльные станции с контролем температуры и показаниями, а также всем оборудованием для эффективного выполнения широкого спектра паяных соединений на различных металлах могут стоить более 250 долларов. Что вам нужно, зависит от вашего текущего проекта и ваших планов на будущее .
Что вам нужно, зависит от вашего текущего проекта и ваших планов на будущее .
Выбрав подходящий утюг, воспользуйтесь нашим инструментом выбора припоя, чтобы найти подходящий припой для вашего проекта.
Какой тип паяльника мне следует использовать, если у меня есть различные металлы и размеры деталей?
Мы рекомендуем:
- Паяльник большей мощности . Например, 85 или более Вт
- Паяльник с набором паяльных жал , так как у вас будет несколько различных геометрических форм соединения для пайки.
- Паяльник или паяльная станция с контролем температуры , а не паяльник, который либо подключен к сети и нагревается, либо отключен от сети и холоден
После выбора паяльника убедитесь, что у вас есть подходящий припой для вашего проекта, используя наш инструмент выбора припоя.
Могу ли я предварительно облудить чугунную поверхность для гладкого нанесения баббита №2?
Да, используя приведенные ниже шаги, вы сможете преодолеть трудности предварительного лужения поверхности чугуна, чтобы получить более гладкую, однородную и долговечную баббитовую поверхность. В отличие от корпусов подшипников из стали, поверхность чугуна предварительно залужить гораздо сложнее из-за окисления и примесей в пористости металла, которые затрудняют получение прочной связи металл-металл.
В отличие от корпусов подшипников из стали, поверхность чугуна предварительно залужить гораздо сложнее из-за окисления и примесей в пористости металла, которые затрудняют получение прочной связи металл-металл.
- Вариант 1 (наиболее распространенный) : Тепловые и химические флюсы, такие как Kapp Copper-Bond Flux™. Применяя химический флюс, подходящий для температурного диапазона вашего баббита, вы можете удалить эти загрязнения из корпуса подшипника.
Примечание : Однако для очень грязного старого корпуса необходимо заменить исходные загрязнения – масло, ржавчину, грязь, старую баббитовую стружку и т. д. – продуктами окисления при флюсовании. В результате вам нужно постоянно наносить флюс и нагревать, чтобы поверхность чугуна была достаточно чистой, чтобы принять баббит.
- Вариант 2: Состав для предварительного лужения, такой как KappaTinning™Compound. Состав KappaTinning™, нанесенный ровным слоем олова на поверхность чугуна, состоит на 50% из флюса и на 50% из чистого олова.
 Компонент флюса удаляет оксидный слой и другие загрязнения, оставляя олово готовым для соединения с чугуном.
Компонент флюса удаляет оксидный слой и другие загрязнения, оставляя олово готовым для соединения с чугуном.
Примечание: Хотя было бы идеально иметь предварительно луженую поверхность для новой футеровки из баббита, это может быть невозможно со многими старыми корпусами из чугуна. Если вы обнаружите, что срок службы подшипника значительно снижается из-за невозможности приклеить достаточное количество баббитовой футеровки к корпусу подшипника, вероятно, необходимо повторить эту процедуру или изготовить новый корпус.
Есть ли у вас общие инструкции по пайке, которые подходят для большинства припоев?
Да! У нас есть общие рекомендации по пайке, в которых подробно описаны следующие три основных шага:
- Очистка и разрушение оксидного слоя на соединяемых деталях
- Нагревать детали, а не припой
- Равномерно нанесите припой на область соединения и удалите тепло
Что делает пайку алюминия и нержавеющей стали такой сложной?
И алюминий, и нержавеющая сталь быстро образуют на металле очень прочное оксидное покрытие. Гладкое и однородное оксидное покрытие предотвращает коррозию этих металлов, за исключением самых суровых условий. Вы можете паять оба, однако , разрушив это оксидное покрытие, чтобы получить прочную связь металл-металл между припоем и деталями путем предварительной очистки, удаления оксида путем перемешивания или флюса и предварительного лужения. Чтобы узнать больше, просто следуйте нашим инструкциям по пайке.
Гладкое и однородное оксидное покрытие предотвращает коррозию этих металлов, за исключением самых суровых условий. Вы можете паять оба, однако , разрушив это оксидное покрытие, чтобы получить прочную связь металл-металл между припоем и деталями путем предварительной очистки, удаления оксида путем перемешивания или флюса и предварительного лужения. Чтобы узнать больше, просто следуйте нашим инструкциям по пайке.
Мне нужно припаять язычки аккумуляторных батарей. 1 из вкладок алюминий; другой — медный лист с покрытием. Что я должен использовать для пайки этих компонентов?
У вас есть два варианта пайки электрических компонентов между алюминием и медью:
|
Продукт Капп |
% Олово |
% Цинк |
Диапазон температур °F |
Диапазон температур °C |
Код продукта |
|
KappAloy9™ |
91 |
9 |
390°F Эвтектика |
199°C Эвтектика |
121 |
|
KappAloy15™ |
85 |
15 |
от 390°F до 550°F |
от 199°C до 288°C |
124 |
- Припой KappAloy9 ™ представляет собой стандартный эвтектический припой для соединения алюминия с алюминием и/или медью.
 Он широко используется в печной пайке и других автоматизированных системах пайки . Его эвтектическая природа делает его идеальным для высокопроизводительных автоматизированных паяльных систем. Кроме того, он сводит к минимуму тепловое воздействие на хрупких электронных деталей.
Он широко используется в печной пайке и других автоматизированных системах пайки . Его эвтектическая природа делает его идеальным для высокопроизводительных автоматизированных паяльных систем. Кроме того, он сводит к минимуму тепловое воздействие на хрупких электронных деталей.
- KappAloy15 ™ может дать вам большую гибкость . Благодаря диапазону плавления от 390°F до 550°F (от 199°C до 288°C), он дает вам возможность манипулировать деталями до полного затвердевания. Многие клиенты используют ручная пайка для структурных соединений предпочитает этот припой. Он реже используется в электрических соединениях, чтобы свести к минимуму нагрев электрических / электронных частей и потенциальное тепловое повреждение. Общее эмпирическое правило: чем меньше тепла, тем лучше: меньше искажений, меньше сегрегации, меньше дифференциального охлаждения разных металлов и т. д.
Для успешной пайки алюминиевых деталей необходимо разрушить оксидное покрытие, чтобы припой мог образовать металлическую связь с алюминием. Это оксидное покрытие можно проникнуть, поцарапав алюминиевую поверхность щеткой из нержавеющей стали или используя их парный флюс Kapp Golden Flux™. Остатки флюса затем можно удалить теплой водой и тряпкой.
Это оксидное покрытие можно проникнуть, поцарапав алюминиевую поверхность щеткой из нержавеющей стали или используя их парный флюс Kapp Golden Flux™. Остатки флюса затем можно удалить теплой водой и тряпкой.
Мы используем Kapp Galvanite™ для пайки сэндвича из двух алюминиевых и одной медной пластины. Когда мы припаиваем пластины большего размера, сэндвич слишком сильно изгибается, и мы не можем его использовать. У вас есть альтернативный припой и флюс?
Вы получаете деформацию пластины, потому что нагреваете разнородные металлы. Они расширяются и сжимаются при разных температурах и с разной скоростью. Мы рекомендуем свести к минимуму необходимый нагрев деталей. По опыту наших клиентов мы видим два успешных припоя для такого применения:
|
Припой Каппа |
% Олово |
% Цинк |
Диапазон температур °F |
Диапазон температур °C |
Код продукта |
|
KappAloy9™ |
91 |
9 |
390°F Эвтектика |
199°C Эвтектика |
121 |
|
KappAloy15™ |
85 |
15 |
от 390°F до 550°F |
от 199°C до 288°C |
124 |
- KappAloy9 ™ — (91 % олова/9 % цинка) припой — это стандартный эвтектический припой для медных и алюминиевых пластин.
 Он широко используется в печной пайке и других автоматизированных паяльных системах. Его эвтектическая природа делает его идеальным для высокопроизводительных систем автоматической пайки .
Он широко используется в печной пайке и других автоматизированных паяльных системах. Его эвтектическая природа делает его идеальным для высокопроизводительных систем автоматической пайки .
- КапАлой15 ™ — (85% олова/15% цинка) может дать вам больше гибкости. Он имеет диапазон плавления от 390°F до 550°F и от 199°C до 288°C. Таким образом, припой дает вам возможность манипулировать деталями до того, как он полностью затвердеет во время охлаждения. Многие клиенты, использующие , припаянные вручную для конструкционных деталей , предпочитают этот припой. Он реже используется в электрических соединениях, чтобы свести к минимуму нагрев электрических / электронных частей и потенциальное тепловое повреждение. Общее эмпирическое правило: чем меньше тепла, тем лучше: меньше искажений, меньше сегрегации, меньше дифференциального охлаждения разных металлов и т. д.
Сопряженный флюс для обоих : Kapp Golden Flux™. По нашему опыту, мы не думаем, что вы получите стабильно надежное соединение при любом существенном производстве этой сборки без флюса. С флюсом или без него вы можете получить более надежное воспроизводимое соединение, предварительно залудив детали припоем, а затем повторно нагрев их дополнительным припоем для соединения пластин. Это займет больше времени, но вы получите значительно более стабильный стык .
По нашему опыту, мы не думаем, что вы получите стабильно надежное соединение при любом существенном производстве этой сборки без флюса. С флюсом или без него вы можете получить более надежное воспроизводимое соединение, предварительно залудив детали припоем, а затем повторно нагрев их дополнительным припоем для соединения пластин. Это займет больше времени, но вы получите значительно более стабильный стык .
Я хочу использовать Kapp Alumite™ для ремонта алюминиевых радиаторов. Кажется, это лучший из всех алюминиевых припоев. Подходит ли этот припой для ремонта алюминиевого радиатора? Какой флюс я использую?
Alumite™ не лучший припой для ремонта алюминиевых и алюминиево-медных радиаторов . Вместо этого тонкие экструдированные и/или листовые алюминиевые сплавы радиаторов лучше всего соединять при более низких температурах с помощью KappRad™ 40 или KappAloy15™. Многие, кто занимается ручным припоем, предпочитают эти припои из-за их превосходной гибкости и более широкого диапазона плавления пластика, что позволяет вам манипулировать деталями до того, как они остынут. В таблице ниже эти припои сравниваются с Alumite™.
В таблице ниже эти припои сравниваются с Alumite™.
|
Название продукта |
% Олово |
% Цинк |
% Кадмий |
Диапазон температур °F |
Диапазон температур °C |
|
КаппРад™ |
40 |
27 |
33 |
от 350°F до 500°F |
от 176°C до 260°C |
|
KappAloy15™ |
85 |
15 |
0 |
от 390°F до 550°F |
от 199°C до 288°C |
|
Алюмит™ |
Запатентованная версия без свинца и кадмия |
от 715°F до 735°F |
от 379°C до 390°C |
||
- KappRad ™ был специально разработан для ремонта алюминиевых и алюминиево-медных радиаторов.
 Он обладает более высокой прочностью и виброустойчивостью, чем аналогичные припои и твердые припои, и наносится при более низкой температуре, чтобы не повредить тонкие и хрупкие детали.
Он обладает более высокой прочностью и виброустойчивостью, чем аналогичные припои и твердые припои, и наносится при более низкой температуре, чтобы не повредить тонкие и хрупкие детали.
- ПРЕДУПРЕЖДЕНИЕ. Содержит кадмий — вещество, запрещенное к использованию в соответствии с директивами RoHS. Во многих странах он имеет определенные исключения для приложений. Дополнительную информацию см. в паспорте безопасности.
- KappAloy15 ™ — стандартный припой для медных и латунных трубок к алюминиевому листу. Он широко используется при ремонте радиаторов «алюминий-медь», где нет необходимости в более высокой прочности KappRad или где существуют ограничения на использование кадмия.
- Сочетающийся флюс для обоих : Kapp Golden Flux™ удаляет оксидное покрытие в тесных и труднодоступных местах соединения.
Какой продукт лучше всего подходит для восстановления гальванического покрытия на стальных деталях после сварки?
GalvRepair™ и бессвинцовый Galvanite™ – это два припоя, предназначенные для высококачественного ремонта оцинкованных поверхностей. Оба продукта используют одинаковую процедуру, но их диапазоны слякоти различаются:
Оба продукта используют одинаковую процедуру, но их диапазоны слякоти различаются:
Название продукта |
% Олово |
% Цинк |
% Свинец |
% Медь |
Диапазон температур °F |
Диапазон температур °C |
|
GalvRepair™ |
30 |
20 |
33 |
0 |
от 350°F до 600°F |
от 176°C до 288°C |
|
Гальванит™ |
50 |
49 |
0 |
1 |
от 390°F до 570°F |
от 200°C до 300°C |
- GalvRepair™ уже более 50 лет является отраслевым стандартом для ремонта методом цинкования.

- Бессвинцовый гальванит™ был разработан специально для решения этой задачи Все больше и больше стран, штатов и округов требуют перехода на бессвинцовые продукты.
И GalvRepair™, и Galvanite™ превосходят стандарты производительности , указанные в стандарте ASTM A780-92 для ремонта гальванизированных покрытий. Оба обеспечивают широкий диапазон слякоти для распределения и разглаживания нанесенного припоя по всей площади ремонта. Эти широкие диапазоны плавления также позволяют наносить слои для создания защитного покрытия значительной толщины. Пожалуйста, ознакомьтесь с инструкциями ниже для получения дополнительной информации о приложении. Процедура одинакова для обеих формул ремонтных стержней.
Почему у меня возникают проблемы с пайкой алюминиевых и алюминиево-медных радиаторов? Иногда припой течет и хорошо смачивается, а иногда вообще не смачивается и ремонт не держится.
Во всех ремонтных работах, связанных с алюминием, одним из наиболее важных этапов является разрушение оксидного слоя на деталях, чтобы припой мог соединиться с деталью. Если вы испытываете хороший поток припоя, но плохое соединение, следующий процесс пайки должен быть выполнен в быстрой последовательности:
Если вы испытываете хороший поток припоя, но плохое соединение, следующий процесс пайки должен быть выполнен в быстрой последовательности:
- Соединяемые детали следует почистить щеткой из нержавеющей стали , чтобы снять оксидное покрытие. Это «царапание» невидимого оксидного покрытия имеет решающее значение для растекания припоя и соединения. разрушить оксидный слой.
- Детали следует нагревать до тех пор, пока флюс не начнет активироваться (закипать) и не станет желтым или коричневым. Не перегревайте флюс . Если флюс обугливается, он загрязняет ваш сустав. Затем вы должны дать деталям остыть и начать заново, убедившись, что все остатки флюса удалены
- Примените стержень для припоя, , протащив стержень через ванночку для припоя, чтобы получить припой под любым оксидом, оставшимся на деталях. Не нагревайте стержень припоя напрямую!
- Трудно «запустить» припой на этом этапе? Флюс активируется, но вы перегреваете флюс и деталь, прежде чем припой потечет?
- Обычно это происходит из-за оксидного покрытия на самом стержне припоя, и вы можете выполнить следующие шаги для создания надежного соединения
- Почистите конец стержня припоя щеткой из нержавеющей стали, чтобы разрушить оксидное покрытие на стержне припоя
- Если проблема не устранена, нагрейте конец стержня припоя непосредственно источником тепла, чтобы смягчить припой и разрушить оксидный барьер для течения, а не полностью расплавить припой.

Я припаиваю медные контакты к медному проводу. Какой припой и флюс лучше использовать?
Прежде чем решить, какой припой и флюс лучше всего подходят для вашего медного соединения, необходимо ответить на 3 вопроса.
1) Нужно ли манипулировать соединением до/во время его затвердевания?
- № : Стандартом электронной промышленности для электрических/электронных соединений медь-медь является KappZapp3.5™ (96,5 % олова — 3,5 % серебра). Этот припой плавится и затвердевает при температуре 430°F / 221°C, поэтому после пайки остается мало времени на манипуляции с укладкой. Он чаще всего используется при автоматической пайке электрических соединений, чтобы свести к минимуму перегрев электрических компонентов и их повреждение. Общее эмпирическое правило: чем меньше тепла, тем лучше: меньше искажений, меньше сегрегации и т. д. Из-за одной температуры плавления/затвердевания затрудняется изменение положения проводов во время пайки и охлаждения.
 Вы либо перегреваете припой/флюс, либо вынуждены повторно нагревать соединение, что ослабляет соединение.
Вы либо перегреваете припой/флюс, либо вынуждены повторно нагревать соединение, что ослабляет соединение.
- Да: KappZapp4 (96 % олова / 4 % серебра) припой имеет диапазон температур от 430°F до 475°F (от 221°C до 246°C). Это позволяет производить некоторые манипуляции с деталями без существенного перегрева соединения. Ваш выбор зависит от того, как вы закрепляете детали для пайки и нужно ли вам регулировать детали во время пайки/охлаждения.
2) Вам нужен флюс для разрушения оксидного слоя на соединении? И/или припою нужно затекать в тесное, недоступное пространство? Если да, используйте:
- Kapp Comet Flux™ или KappZapp3.5R. Kapp Comet Flux работает на неалюминиевых соединениях в диапазоне температур от 350°F до 550°F. Дополнительные характеристики см. в Паспорте безопасности (SDS). KappZapp3.5R имеет канифольный сердечник для пайки электрических/электронных компонентов. Это упрощает процесс пайки за счет нанесения флюса на место соединения с помощью того же прутка.
 Флюс стекает перед припоем, удаляя оксидный слой только в области стыка и только по мере необходимости.
Флюс стекает перед припоем, удаляя оксидный слой только в области стыка и только по мере необходимости.
3) Вам требуется более прочное соединение, чтобы противостоять вибрации или нагрузкам? На чем-то вроде провода динамика или кондиционера? Если да, выберите один из следующих вариантов для вашего приложения:
- Промышленный стандарт громкоговорителей : KappZapp7 для соединения медного провода с выводами громкоговорителя в установках с высокой вибрацией. Это рекомендуется только в тех случаях, когда необходима более высокая прочность, поскольку вы нагреваете детали до более высоких температур от 430°F до 575°F (от 221°C до 302°C).
- Соединительный флюс: Kapp Copper-Bond Flux
- Электрическая/электронная пайка : припой KappZapp7™ доступен с канифольным сердечником (см. KappZapp 7R). Это упрощает процесс пайки за счет нанесения флюса на место соединения с помощью того же прутка.
 Флюс стекает перед припоем, удаляя оксидный слой только в области стыка и только по мере необходимости.
Флюс стекает перед припоем, удаляя оксидный слой только в области стыка и только по мере необходимости.
Я припаиваю медные контакты к медному проводу в автомобильной аудиосистеме. Какой припой и флюс лучше использовать?
KappZapp7™ является отраслевым стандартом для высококачественных аудио/видео и акустических систем. Этот припой широко используется аудиофилами и производителями акустических систем для соединения медного провода с медными выводами динамика в конфигурациях с высокой вибрацией . Это рекомендуется только в тех случаях, когда необходима более высокая прочность, поскольку вы нагреваете детали до более высоких температур от 430°F до 575°F (от 221°C до 302°C).
- Соединительный флюс: Kapp Copper-Bond Flux™
В качестве альтернативы доступен припой KappZapp7R™ с канифольным сердечником для пайки электрических/электронных компонентов. Этот упрощает процесс пайки за счет нанесения флюса на область соединения с использованием того же паяльного стержня . Флюс течет перед припоем, удаляя оксидный слой только в области стыка и только там, где это необходимо. Этот припой с канифолью чаще всего используется для ручной пайки электрических/электронных деталей.
Флюс течет перед припоем, удаляя оксидный слой только в области стыка и только там, где это необходимо. Этот припой с канифолью чаще всего используется для ручной пайки электрических/электронных деталей.
Я ищу бессвинцовый припой для автомобильных кузовов, который хорошо работает со старой сталью, которая не выдерживает нагрева сварщика MIG.
С нашим бессвинцовым гальванитом™ легко работать, он обеспечивает прочную связь при ремонте кузова и наращивании швов. Он поставляется в форме стержня — 0,200 x 0,250 x 14 дюймов в длину. Galvanite™ имеет широкий диапазон температур от слякоти от 390°F до 570°F (от 200°C до 300°C). При нагревании суспензии можно легко придать форму и распределить, чтобы она идеально смешивалась с существующими стальными поверхностями. Во многих ремонтных работах стальная поверхность обрабатывается щеткой из нержавеющей стали. Затем той же кистью или шпателем распределяют и выравнивают гальванитовое покрытие по мере его остывания. Покрытие из гальванита может иметь значительную толщину, даже на вертикальных поверхностях.
Покрытие из гальванита может иметь значительную толщину, даже на вертикальных поверхностях.
Я пытаюсь спаять провода из нержавеющей стали и меди. Имеющиеся у нас оловянно-свинцовые припои не обладают той прочностью, температурным диапазоном или пластичностью, которые нам нужны в конечной части. Какой припой следует использовать для пайки этих разнородных металлов?
Нержавеющая сталь обычно немагнитна и часто имеет матовое серебристое покрытие, в то время как сплавы из нержавеющей стали с высоким содержанием никеля или хрома могут быть очень блестящими и иметь зеркальную поверхность. Эти 9Высокополированные сплавы 0045 гораздо труднее паять из-за очень прочного оксидного слоя . Обычно они требуют физического разрушения оксидного слоя с помощью проволочной щетки или шлифования, а также химического удаления оксидного слоя с помощью кислотного флюса.
Ваша потребность в более широком диапазоне температур, а также в более высокой прочности и пластичности приводит вас к припоям KappZapp™ олово/серебро. Какой сплав олова/серебра лучше всего подходит для соединения нержавеющей стали с медью, обычно определяется четырьмя критериями:
Какой сплав олова/серебра лучше всего подходит для соединения нержавеющей стали с медью, обычно определяется четырьмя критериями:
- Прочность/вибростойкость
- Электропроводность
- Стоимость и
- Канифоль порошковая, кислотная порошковая или сплошная проволока
Как показано на приведенной ниже диаграмме, прочность, вибростойкость и электропроводность повышаются с увеличением содержания серебра (Ag) в припое KappZapp™. Цена также увеличивается с содержанием серебра. Задача состоит в том, чтобы выбрать припой, отвечающий вашим потребностям, не покупая больше серебра, чем вам нужно!
|
Состав |
96.5Sn — 3.5Ag |
96Sn — 4Ag |
93Sn — 7Ag |
|
Солидус(°F) /(°C) |
430°F / 221°C |
430°F / 221°C |
430°F / 221°C |
|
Ликвидус(°F) /(°C) |
430°F / 221°C |
475°F / 246°C |
570°F / 299°C |
|
Прочность на растяжение (медь) |
14 000 фунтов на кв. |
14 000 фунтов на кв. дюйм |
15 500 фунтов на кв. дюйм |
|
Прочность на растяжение (нержавеющая сталь) |
25 000 фунтов на кв. дюйм |
28 000 фунтов на кв. дюйм |
31 000 фунтов на кв. дюйм |
|
Прочность на сдвиг |
11 600 фунтов на кв. дюйм |
12 000 фунтов на кв. дюйм |
14 000 фунтов на кв. дюйм |
|
Удлинение |
48% |
49% |
49% |
|
Электропроводность (% IACS) |
16,4 |
16,5 |
20,1 |
 дюйм
дюйм Наконец, вы должны выбрать между сплошной проволокой, кислотной проволокой и порошковой проволокой с канифолью.