 alexxlab
alexxlab Макита, Зубр, Интерскол, Бош и ИЭ4729э
Перфоратор — инструмент, используемый для выполнения разнообразных строительных работ. Популярность предмет заслужил благодаря своей мощности и большому функционалу. Однако стоит помнить, что перфоратор работает под постоянной нагрузкой, поэтому некоторые детали могут выходить из строя. Перед тем как снять патрон с перфоратора, рекомендуется изучить все особенности процесса.
Содержание
- Патрон и его назначение на перфораторе
- Как устроен патрон перфоратора
- Какие виды патронов для перфораторов бывают
- Как снять патрон с перфоратора
- Ремонт или замена
- Как разобрать патрон перфоратора
- Как вставить патрон на перфораторе
- Особенности снятия и ремонта патрона для разных производителей перфораторов
Конструкция перфораторов разных торговых марок отличается
Патрон и его назначение на перфораторе
Основная функция патрона на перфораторе — удерживать специальные насадки, необходимые для выполнения определенного типа работ. Деталь также называют исполнительным органом, потому что благодаря подобному элементу правильно передается крутящий момент.
Деталь также называют исполнительным органом, потому что благодаря подобному элементу правильно передается крутящий момент.
Как устроен патрон перфоратора
Практически каждый инструмент отличается универсальностью. В продаже для перфораторов присутствует множество уникальных головок, насадок и переходников, но главным для основной работы считается патрон.
Специалисты рекомендуют всегда иметь в запасе дополнительную деталь. Кроме того, считается, что для каждого вида деятельности стоит подбирать определенный патрон.
Основными видами являются:
- Быстрозажимной. Лучше выбирать для работ, когда требуется быстрая смена насадок.
- Ключевой. Хороший вариант для буров большого диаметра.
Перед тем, как разобрать патрон перфоратора, рекомендуется рассмотреть его конструкцию. В старых вариантах соединение сверл осуществлялось при помощи специальных кулачков. В современных моделях используется фиксация при помощи направляющих клиньев и стопорных шариков. Также могут присутствовать дополнительные элементы:
Также могут присутствовать дополнительные элементы:
- регулятор оборотов,
- электронный и щеточный реверс,
- система быстрой замены,
- различные индикаторы,
- фрикционная муфта,
- антивибрационная система,
- иммобилайзер и другие.
Патроны бывают нескольких видовВажно! Комплектность в основном зависит от модели перфоратора. Модели известных производителей комплектуются лучше.
Какие виды патронов для перфораторов бывают
Существуют различные виды патронов для перфораторов, каждый вариант имеет некоторые отличия.
- SDS. Деталь подобного вида появилась сравнительно недавно, однако считается наиболее оптимальным вариантом для инструментов подобного вида. Снабжается пятью видами зажимных устройств — обычные, top, quick, plus, max.
- Зубчато-венцовые ключевые. Классический вариант патрона. Для использования потребуется специальный ключ, помогающий фиксировать рабочую насадку.
 С его помощью сжимается и разжимается крепежный механизм. Считается очень надежным.
С его помощью сжимается и разжимается крепежный механизм. Считается очень надежным. - Быстрозажимные. Отличаются простотой в эксплуатации. Понадобится просто зажать механизм изделия и можно начинать работу.
- Зажимные с одной муфтой. Подобные патроны устанавливаются только на моделях перфораторов, где присутствует автоматическая блокировка рабочего вала. В результате хвостовик насадки зажимается при помощи ручного вращения специальной гильзы.
- Переходные. Перфоратор нередко используют с разными насадками, поэтому необходимы специальные переходники. Благодаря подобным элементам возможна эксплуатация инструмента в разных сферах.
Как снять патрон с перфоратора
Перед тем, как снять насадку с перфоратора, требуется точно определить его разновидность. После этого проводят разбор инструмента и начинают менять элементы.
Внимание! Лучше всего процедуру осуществлять на столе, чтобы не потерять важные детали.

Во время разбора элементы выкладывают в той последовательности, в которой снимают — потом будет проще собирать инструмент.
Процесс включает несколько этапов:
- Удалить резиновый наконечник с торца.
- Отверткой снять первое стопорное кольцо.
- Потянуть пластиковый кожух муфты вниз.
- Снять второе стопорное кольцо.
- Удалить кожух муфты.
- Извлечь пружины, стопорные пластинки и шарики.
Процесс разбора завершен. Если необходимо поменять патрон на перфораторе Bosch, Makita, Decker или, например, Elitech, понадобится извлечь оставшуюся часть втулки. Вместо нее устанавливается новая деталь.
Чтобы понять, какое устройство у механизма перфоратора, требуется осмотреть хвостовую часть насадки. На ней присутствует несколько утопленных зон, называющихся пазами. Насадка, которая будет устанавливаться в патроны SDS-plus отличается наличием 4 насечек — 2 закрытые и 2 открытые.
Ремонт или замена
При отсутствии запасных частей отремонтировать патрон получится только в двух случаях:
- износ шариков,
- утраченная пластичность смазки, в результате чего нарушается работа всех деталей.
 В подобных случаях проще подобрать аналог, чтобы сменить его полностью, чем отремонтировать элемент.
В подобных случаях проще подобрать аналог, чтобы сменить его полностью, чем отремонтировать элемент.
Как разобрать патрон перфоратора
В некоторых случаях возникает необходимость в разборе самого патрона, например, для чистки, смазки или смены некоторых деталей. Для того, чтобы правильно осуществить процесс, рекомендуется знать марку производителя, потому что основной процесс зависит от этого. Например, более современные марки (Деволт, Метабо, Штурм, Калибр) очень схожи по устройству с иностранными аналогами и разбираются по тем же схемам.
Схема разбора на основе марки Бош (изделия данного бренда самые популярные):
- Отвернуть пластиковую деталь и удалить уплотнитель из резины.
- С помощью отвертки аккуратно убрать кольцо, закрепляющее конструкцию и шайбу.
- Удалить следующее фиксирующее колечко.
- SDS зажим разбирают по определенной схеме — сначала удалить шарик, потом шайбу, в последнюю очередь пружину.
После сборки необходимо проверить все крепленияВажно! Требуется обязательно соблюдать описанную последовательность, чтобы не сломать изделие и не нарушить его работу.
Как вставить патрон на перфораторе
Для того, чтобы вставить патрон в перфоратор и собрать устройство, потребуется осуществить следующие действия:
- Навернуть сверло на изделие (процедуру проделывают до упора).
- Поместить винт в гнездо.
- Закрутить полностью при помощи отвертки.
Рекомендуется выбирать наиболее подходящий вариант патрона и не экономить на детали, чтобы избежать поломок инструмента в будущем. Специалисты рекомендуют брать перфоратор с собой и подбирать элемент сразу в магазине.
Особенности снятия и ремонта патрона для разных производителей перфораторов
Различные модели перфораторов имеют определенную конструкцию, поэтому процесс смены патрона отличается. Есть некоторые особенности, но в основном все элементы снимаются одинаково.
- Макита. Разборка осуществляется аналогично перфораторам фирмы Бош. Чтобы аппарат служил дольше, во время эксплуатации рекомендуется давать прибору остывать, а также осуществлять регулярный уход за предметом.

- Зубр. Популярная торговая марка, аналогичная иностранным аналогам по своей конструкции.
- Интерскол. Как и для любой другой модели основным требованием в процедуре является соблюдение внимательности и последовательности.
- Бош. Разбор и сборка осуществляется по описанным выше схемам.
- ИЭ4729э. Под подобными номерами раньше выпускались дрели. В большинстве случаев патроны на них были с коническими насадками (Конус Морзе12), поэтому последовательность разбора проводится по технологии, подходящей именно к данному типу.
Снять патрон с перфоратора достаточно просто. Практически все модели разбираются одинаково, а для работы требуется лишь качественная отвертка. Если планируется заменить деталь на новую, то в магазин лучше отправляться с аппаратом, чтобы подобрать наиболее подходящий вариант, иначе можно испортить инструмент. Рекомендуется помнить, что на устройствах, выпущенных давно, схема снятия патрона может отличаться, поэтому при отсутствии уверенности в самостоятельном ремонте, лучше обратиться за помощью к специалисту.
Патрон для перфоратора ремонт и замена
Перфоратор — это многофункциональный электрический инструмент, состоящий из разных узлов и механизмов. Одним из таковых деталей выступает патрон для перфоратора, служащий для закрепления насадок в электроинструменте. Инструмент комплектуется патроном, однако часто эта деталь ломается, и поэтому нуждается в ремонтных действиях или замене. Если отремонтировать не получается, тогда необходимо менять.
Патрон и его назначение на перфораторе
Главное назначение патрона на электроинструменте в том, фиксировать насадки при выполнении соответствующих работ. Эту деталь еще называют исполнительным органом, так как за счет этого устройства происходит передача крутящего момента, а также возвратно-поступательных манипуляций от редуктора инструмента.
Патроны на перфораторах и электродрелях отличаются, хотя назначение они имеют практически одинаковое. Дрель, как и перфоратор, разрешено эксплуатировать для бурения отверстий в бетонных основаниях. Рассматриваемый электроинструмент отлично справляется с такими задачами, как сверление отверстий в древесине или металле, переключая инструмент в режим сверления. Однако почему на дрелях устанавливаются цанговые устройства, а на перфораторах вставного типа, знают далеко не многие.
Итак, дрель служит для сверления металла и дерева. Ударные дрели имеют в конструкции примитивный ударный механизм, что поэтому с прочными бетонными основаниями инструмент также справляется. Для сверления металла и дерева нет потребности в том, чтобы закрепленная насадка — сверло, перемещалась в исполнительном органе или вибрировала. Именно поэтому сверление бетона дрелью происходит не так эффективно, как это реализуется перфоратором.
Механизм патрона перфоратора позволяет не просто устанавливать рабочие насадки. Эти насадки фиксируются не прочно, как в цанговом механизме, поэтому при работе они перемещаются на некоторое расстояние. Это позволяет достигать высокой эффективности при дроблении бетонных оснований. Ударные действия воздействуют не на сам патрон, а исключительно на рабочую насадку. В итоге удается достичь результата по высверливанию отверстий в бетоне не только быстро, но еще и намного проще.
На рассматриваемые электроинструменты монтируются разные типы патронов, поэтому перед тем, как купить новый исполнительный орган для своего электрического инструмента, нужно уточнить их классификацию. Как произвести замену, подробно рассмотрим в материале, а купить патрон для перфоратора вы можете в интернет магазине «Цилиндр». Наш магазин работает по всей Украине, поэтому заказать патроны для перфораторов вы можете прямо сейчас, выбрав подходящие модели, и заказав доставку в свой регион.
Как устроена зажимная оснастка для перфоратора
Если для того, чтобы установить насадку в дрель, понадобится воспользоваться специальным шлицевым ключом, которым происходит разжимание и сжатие кулачков, то с перфоратором все намного проще. Чтобы вставить бур или другие насадки, понадобится просто вставить хвостовик, слегка надавить на защитный чехол патрона, и отпустить. После этого инструмент с закрепленной насадкой готов к эксплуатации.
Чтобы вставить бур или другие насадки, понадобится просто вставить хвостовик, слегка надавить на защитный чехол патрона, и отпустить. После этого инструмент с закрепленной насадкой готов к эксплуатации.
За счет чего достигается закрепление бура в патроне перфоратора таким простым способом? Чтобы ответить на этот вопрос, необходимо посмотреть на хвостовик рабочей насадки. Этот хвостовик имеет специальную конструкцию с пазами. Количество пазов зависит от типа патрона, но на самых распространенных моделях SDS plus их количество составляет 4 штуки. Причем два паза являются открытыми (направляющие), а два закрытого типа. Направляющие нужны для того, чтобы правильно вставить насадку, а закрытые пазы — это фиксаторы, которыми приспособление крепится в инструменте. Это крепление осуществляется за счет специальных шариков.
Итак, имея представление о том, как устроен хвостовик насадок для перфораторов, можно отметить, что конструктивно патрон изнутри имеет следующий вид:
- На вал насажена втулка с соответствующим количеством шлицев
- На эту втулку насажено кольцо, в которое упирается пружина конического типа
- Стопорные шарики расположены между кольцом и втулкой
- Поверх данный механизм закрыт специальным защитным кожухом
Роль кожуха достаточно велика, так как он защищает механизм от попадания пыли, влаги и прочих сторонних предметов, тем самым продлевая ресурс работы.
- Во втулку вставляется хвостовик насадки
- Чтобы он стал правильно, для этого имеются соответствующие шлицы в патроне и пазы на хвостовике насадки
- В открытые пазы на хвостовой части входят шарики, которые упираются в кольцо
- Шарики фиксируют насадку в патроне, а за счет шлицев происходит передача крутящего момента от вала на бур
Когда перфоратор работает в режиме удара или сверления с ударом, то толчки от бойка редуктора инструмента передаются на пятку хвостовой части насадки. Изобретена такая система фиксации была инженерами компании Bosch, и применяется по сегодняшний день. Известны и другие модификации патронов для перфораторов, например, sds-top, sds-quick, однако они не получили такой популярности, как sds+ и sds max, применяющиеся на 90% современных перфораторов.
Какие виды патронов для перфораторов бывают
Разрабатывались разные виды патронов для перфораторов, однако получили популярность только два типа, которые называются SDS plus и SDS max. Причиной их популярности стал надежный механизм, который в дополнение ко всему, еще имеет простую конструкцию, поэтому с ремонтом патрона перфоратора сможет справиться даже новичок. Однако есть такие ситуации, когда механизм полностью изнашивается, и тогда восстановить работоспособность инструмента поможет только замена исполнительного органа. Если понадобится, то купить патроны для перфораторов в Украине с доставкой можно в интернет магазине «Цилиндр».
Причиной их популярности стал надежный механизм, который в дополнение ко всему, еще имеет простую конструкцию, поэтому с ремонтом патрона перфоратора сможет справиться даже новичок. Однако есть такие ситуации, когда механизм полностью изнашивается, и тогда восстановить работоспособность инструмента поможет только замена исполнительного органа. Если понадобится, то купить патроны для перфораторов в Украине с доставкой можно в интернет магазине «Цилиндр».
Далее выясним, что представляет собой патрон для перфоратора типа sds plus и sds max. Какие отличительные особенности они имеют, и на каких инструментах применяются.
- SDS-plus — были разработаны специально для инструментов бытового предназначения. Это маломощные агрегаты до 1,2-1,5 кВт, имеющие небольшой вес до 4-5 кг. Устройства такого типа предназначены для подключения насадок, имеющих хвостовики длиной 40 мм и толщиной 10 мм. Кроме того, в конструкции хвостовиков имеются пазы, количество которых 4 штуки. Буры с такими типами хвостовиков выпускаются в диапазоне диаметров от 4 до 26 мм.
 Однако если необходимо проделать отверстие в бетоне диаметром от 4 до 12 мм, то с этим хорошо справляются ударные дрели. Оснастка такого типа присутствует на перфораторах не только бытового, но и полупрофессионального типа, которые предназначены не только для домашнего применения, но и с целью проведения строительных и ремонтных работ
Однако если необходимо проделать отверстие в бетоне диаметром от 4 до 12 мм, то с этим хорошо справляются ударные дрели. Оснастка такого типа присутствует на перфораторах не только бытового, но и полупрофессионального типа, которые предназначены не только для домашнего применения, но и с целью проведения строительных и ремонтных работ - SDS-max — отличаются от предыдущей оснастки такими показателями, как длина хвостовика 9 см, толщина 20 мм, а также наличие пазов — 5 штук. Причем в конструкции таких устройств используются не стопорные шарики, а ролики. Также механизм фиксации предусматривает не 2 шлица, а три, что обеспечивает более точную центровку насадок. Устанавливаются такие патроны в перфораторах профессионального типа, к которым относятся все бочковые агрегаты. В оснастку такого типа можно установить насадку бур диаметром до 60 мм
Это интересно! Патроны типов SDS-plus и SDS-max можно приобрести в интернет магазине Цилиндр по ценам от производителя. При этом вам не понадобится переплачивать за наценку товара, как в других магазинах.
При этом вам не понадобится переплачивать за наценку товара, как в других магазинах.
Такие виды патронов применяются на 90% перфораторов, потому с выбором насадок не возникает проблем. Если у вас оснастка типа SDS max, но при этом имеется бур под sds+, то из этой ситуации поможет выйти специальный переходник, который также можно купить в Цилиндре.
Другие виды устройств не прижились, так как они менее эффективны в эксплуатации, имеют сложную конструкцию, а также низкий ресурс работы. Чтобы купить насадки для своего перфоратора правильно, необходимо уточнить тип патрона. Эта информация также понадобится в случае, когда производится ремонт или замена оснастки. Однако прежде необходимо разобраться, как демонтировать патрон с перфоратора, чтобы его отремонтировать или заменить.
Как снимаются патроны с перфораторов для замены
О том, как разобрать патрон перфоратора, знают далеко не многие, так как такая необходимость возникает не часто. Многие считают, что этот процесс достаточно трудный, поэтому доверяют его реализацию специалистам. Однако ничего сложно в том, чтобы снять патрон с перфоратора, нет, и в этом вы сможете убедиться на собственном примере.
Однако ничего сложно в том, чтобы снять патрон с перфоратора, нет, и в этом вы сможете убедиться на собственном примере.
Для того чтобы снять патрон с перфоратора, понадобится проделать следующие манипуляции:
- Из инструментов при проведении работ понадобится только отвертка. Для начала надо защитную накладку, расположенную сверху или на торце оснастки
- Сразу под этой накладкой располагается защитное колечко с шайбой. Чтобы демонтировать шайбу, понадобится отверткой сместить кольцо при помощи отвертки
- Отверткой поддевается второе кольцо, при помощи которого фиксируется кожух патрона. После извлечения кольца, кожух можно снять
- Теперь можно разобрать механизм оснастки, что реализуется с соблюдением следующей последовательности действий: сначала вниз необходимо сдвинуть шайбу с пружиной, а затем снимается шарик из паза, поддев его отверткой. В завершении остается прижать пружину и демонтировать ее совместно с шайбой
На этом процесс разборки патрона можно считать оконченным. Если нужно заменить патрон на перфораторе, тогда необходимо извлечь оставшуюся часть втулки. Вместо нее на посадочное место ставится новый прибор. Чтобы снять втулку, нужно выкрутить винт, которым она крепится. После того втулку необходимо зажать в тисках, и выкрутить ее с резьбового соединения со шпинделем.
Если нужно заменить патрон на перфораторе, тогда необходимо извлечь оставшуюся часть втулки. Вместо нее на посадочное место ставится новый прибор. Чтобы снять втулку, нужно выкрутить винт, которым она крепится. После того втулку необходимо зажать в тисках, и выкрутить ее с резьбового соединения со шпинделем.
Установка нового патрона на перфоратор выполняется в порядке обратном снятию. Сначала надо закрутить втулку на шпиндель, а затем прикрутить фиксирующий винт. Если же причиной разборки устройства является необходимость его смазки или замены каких-либо деталей, тогда после выполнения соответствующий манипуляций, нужно собрать все в порядке обратном снятию.
Многие думают, о том как поменять патрон на перфораторе, однако для начала необходимо приобрести новый механизм, и только после того приступать к разборке. Если соблюдать соответствующий порядок действий, то итог замены будет успешным, и инструмент прослужит очень долго.
Это интересно! Не забывайте о том, что перед установкой бура или других насадок в патрон перфоратора, их обязательно необходимо смазывать соответствующими веществами. Для таких целей выпускаются специальные смазки для буров, но если смазка закончилась, то можно использовать литол или солидол.
Для таких целей выпускаются специальные смазки для буров, но если смазка закончилась, то можно использовать литол или солидол.
Как вставляется в патрон перфоратора обычное сверло и зачем это нужно
В патрон перфоратора установить насадку для дрели невозможно. В оснастке дрели можно зажать насадку от перфоратора, однако такая работа будет не эффективной. Возможно, вы еще не знали, но на эффективность проведения работ влияет такой показатель, как прямолинейность движения бура. Если в патроне перфоратора бур центрируется за счет специальной конструкции шлицов, то в дрели зажим обеспечивается за счет сжимания губок. Эти губки предназначены на сжимание только цилиндрических хвостовиков. Если поставить бур в дрель, то при его вращении можно заменить, что оно вращается с большим отклонением от оси.
Это отклонение негативно влияет на процесс выполнения работ, поэтому применять бур от перфоратора в конструкции дрели не рекомендуется. В патроне рассматриваемого инструмента можно закрепить сверло, и обычно возникает такая потребность достаточно часто. Это может быть необходимость сверления отверстий в дереве или металле, поэтому как закрепить сверло в перфораторе, разберемся далее.
Это может быть необходимость сверления отверстий в дереве или металле, поэтому как закрепить сверло в перфораторе, разберемся далее.
Чтобы установить сверло в перфоратор, понадобится купить специальный переходник или адаптер. Выбрать их можно в интернет магазине Цилиндр. Адаптер состоит из двух частей:
- Хвостовик для закрепления в перфораторе
- Резьбовая часть — на нее закручивается цанговый патрон от дрели
Получаем готовую оснастку, что позволит применять сверла от дрелей на перфораторе. Как видно, все достаточно просто, и цена на такой переходник не высокая. Если дрели нет или нет желания снимать с нее оснастку, то можно вместе с переходником приобрести новый цанговый патрон. Это позволит при возникновении необходимости, всегда иметь возможность быстро закрепить в патроне перфоратора насадки для дрелей.
Какие типы патронов применяются на перфораторах
Кроме патронов типа SDS, в конструкции перфораторов могут применяться цанговые и быстрозажимные устройства. Устанавливаются такие типы оснастки преимущественно с той целью, когда перфоратор используется в качестве дрели. Рассмотрим особенности таковых патронов:
Устанавливаются такие типы оснастки преимущественно с той целью, когда перфоратор используется в качестве дрели. Рассмотрим особенности таковых патронов:
- Ключевой тип — их еще также называют зубчатыми и кулачковыми. Для зажима насадки понадобится специальный ключ со шлицами. Это аналогичный тип оснастки, которые применяются на дрели, только оснащенный механизмом крепления под перфоратор. Недостаток такой оснастки в том, что для закрепления насадки необходимо затратить много времени. Преимущество в том, что насадка держится достаточно надежно, что обеспечивается за счет применения специальных кулачков. На перфораторах применяются в редких случаях, только когда инструмент используется чаще для выполнения сверлильных работ
- Быстрозажимные или БЗП — это устройства, которые применяются на шуруповертах. Принцип работы их аналогичен, как и на ключевых устройствах, только фиксация насадки осуществляется не ключом, а за счет ручного усилия. Быстрозажимные устройства бывают одномуфтовыми и двухмуфтовыми.
 Разница лишь в том, что двухмуфтовые более надежно фиксируют насадку. Кроме того, двухмуфтовый БЗП фиксирует насадку путем удерживания нижней муфты одной рукой, а второй рукой вращается верхняя муфта. Применяются в случае, когда перфоратор используется в качестве шуруповерта, когда необходимо завинтить саморезы или вывинтить их
Разница лишь в том, что двухмуфтовые более надежно фиксируют насадку. Кроме того, двухмуфтовый БЗП фиксирует насадку путем удерживания нижней муфты одной рукой, а второй рукой вращается верхняя муфта. Применяются в случае, когда перфоратор используется в качестве шуруповерта, когда необходимо завинтить саморезы или вывинтить их
Для работы в ударном режиме такие патроны не подходят. Ведь при включении ударного режима по пятке насадки будут совершаться удары бойка, потому надежность фиксации будет снижаться, а также ускорится выход из строя цангового механизма.
В итоге стоит отметить, что на перфораторах для работы в ударном режиме рекомендуется применять патроны типа SDS, которые доказали свою эффективность, надежность и ремонтопригодность.
Где купить патроны для перфораторов
Конструктивно патроны на разных моделях перфораторов внешне отличаются, однако внутри они имеют одинаковые механизмы. При покупке патронов, рекомендуется обращать внимание на модели перфораторов, для которых он предназначен. Это упростит процесс их установки при проведении замены.
Это упростит процесс их установки при проведении замены.
Если возникла необходимость замены устройства на перфораторе, тогда купить необходимые комплектующие можно в Цилиндре. В онлайн магазине есть не только разные модели электроинструментов, но еще и вся необходимая оснастка для них. В частности, к ним относятся комплектующие, запчасти и разные виды насадок, с которыми расширить функционал инструмента можно в несколько раз.
В Цилиндре действуют бонусные предложения, от которых вы не сможете отказаться. Кроме того, в нашем магазине не только легко покупать, но еще и можно получать доход при этом. Если у вас сломался патрон для перфоратора, то для его приобретения не понадобится выходить из дома, так как разные модели оснастки имеется в интернет магазине «Цилиндр».
Ремонт патрона перфоратора интерскол — ТехПорт
Содержание
- Снятие патрона с перфоратора
- Устройство патрона перфоратора
- Как разбирается патрон перфоратора
- Замена патрона на перфораторе + (Видео)
- Разборка перфораторов Интерскол моделей П18, П22, П26, П28, П30, П600, П710
- Конструктивные особенности быстрозажимного патрона типа SDS-plus
- Разборка быстрозажимного патрона
- Ремонт перфоратора.
 Не держит бур Интерскол П26 800ЭР
Не держит бур Интерскол П26 800ЭР - Демонтаж ручки переключения режимов в перфораторе Интерскол П-26
- Разборка блока ударного механизма перфоратора Интерскол П26/800ЭР
- Разборка ударного механизма перфоратора Интерскол П-26/800ЭР
- Разборка приемника инструмента
- Разборка ствола ударного механизма
- Разборка ловителей, бойков
- Разборка промежуточного вала
- Разборка ударного механизма перфоратора Интерскол П710ЭР
- Разборка электрической части перфоратора Интерскол
- Разборка статора
- Разборка ротора
- Разборка цепей управления и демонтаж угольных щеток
- Основные неисправности перфоратора и их внешние признаки
- Механические поломки
- Электрические неисправности
- Алгоритм разборки перфоратора
- Демонтаж патрона
- Разбираем корпус
- Разборка электрической части перфоратора
- Замена щеток электродвигателя
- Схема устройства ударного механизма, его неисправности и ремонт
- Бочковые перфораторы
- Перфораторы пистолетного типа
- Прочие механические поломки и их устранение
- Переключатель режимов
- Шестерни с косым зубом
- Бур не держится в патроне
- Бур застрял в перфораторе
Для профессионалов замена либо ремонт патрона перфоратора не составят труда. Но что же делать тем, кто строительством и ремонтом не занимается на профессиональном уровне? Поскольку любой мужчина на протяжении своей жизни хоть однажды держал в руках дрель, то он должен быть обязательно осведомлен о процессе снятия и замены ее патрона.
Но что же делать тем, кто строительством и ремонтом не занимается на профессиональном уровне? Поскольку любой мужчина на протяжении своей жизни хоть однажды держал в руках дрель, то он должен быть обязательно осведомлен о процессе снятия и замены ее патрона.
Снятие патрона с перфоратора
В первую очередь нужно определить, какой именно патрон используется в вашем перфораторе. Патрон может быть кулачковый, цанговый SDS и быстрозажимный. Последний, в свою очередь, бывает одно- и двухгильзовый. В кулачковом патроне крепление сверла осуществляется с помощью ключа, чего не скажешь о цанговых SDS, быстрозажимных. Для замены сверла в цанговом SDS патроне потребуется только его провернуть.
Замену патрона на перфораторе нужно начинать с изучения креплений. Держится он винтовым стержнем либо же шпинделем. В большинстве случаев снятие патрон не составляет особого труда. Однако иногда встречается более крепкая фиксация, требующая терпения, а также дополнительных инструментов. Крепко зафиксированный патрон можно снять с помощью молотка, ключа и отвертки. Снятие происходит таким образом:
Крепко зафиксированный патрон можно снять с помощью молотка, ключа и отвертки. Снятие происходит таким образом:
- нужно постучать по головке винта для ослабления фиксации;
- открутить с помощью отвертки;
- зажать патрон в ключе/тисках и прокрутить шпиндель.
Устройство патрона перфоратора
Почти любой строительный инструмент универсален, и перфоратор не стал исключением. Для них имеется много различных насадок, патронов, переходников. Основа для произведения любой работы — патрон. Переходник для перфоратора используют для установки сверла, непосредственно снятого с обычной дрели. Как насадки, так и сверла обладают огромным разнообразием и выбираются в соответствии с поставленными задачами.
Дома нужно всегда держать сменный патрон для перфоратора, так как в любой момент один вполне может выйти из строя. Необходимо отметить тот факт, что для каждого вида работы лучше использовать различные патроны. Основные виды патронов:
- быстрозажимной: прекрасно подходит в случае частой смены насадок во время работы;
- ключевой: предназначается для больших сверл.

Чтобы знать, как произвести ремонт патрона перфоратора, нужно изучить его непосредственное устройство. В свое время крепление сверла производилось с помощью подвижных кулачков, но прогресс на месте не стоит. В SDS сверла фиксируются с помощью 2-х направляющих клиньев, а также 2-х стопорных шариков. Отличие SDS-plus и SDS-max лишь в количестве направляющих клиньев. Так, крепление получается надежным и быстрым.
Упростилось фиксирование самой насадки: необходимо вставить в гнездо патрона выбранную насадку, слегка надавить, дождаться щелчка. Так, насадка будет хорошо зафиксирована. И съем сверла не представляет особой сложности: нужно нажать на подвижную крышку, в результате чего извлечется бур.
Дополнительно перфоратор может включать компоненты в виде:
- регулятора оборотов;
- электронного реверса;
- щеточного реверса;
- системы быстрой замены;
- иммобилайзера;
- индикаторов;
- антивибрационной системы;
- фрикционной муфты.

Как разбирается патрон перфоратора
В процессе разборки патрона нужно учесть производителя, так как и разборка патрона перфоратора существенно отличается. Сегодня к списку популярных можно отнести:
- патроны для перфоратора bosch;
- патроны для перфоратора makita;
- патроны для перфоратора интерскол.
Рассмотрим процесс разборки на примере патрона на перфоратор фирмы Бош:
- Отодвинуть пластиковую часть, снять резиновый уплотнитель.
- С помощью отвертки аккуратно снять фиксирующее кольцо.
- Затем фиксирующая шайба.
- За шайбой находится второе кольцо. Его нужно повернуть и снять, поддев отверткой.
- За пластиковой частью расположен SDS зажим, который состоит из пружины, шайбы и шарика. Первым нужно вынуть шарик, после шайбу и пружину.
Разборка патрона производится с различными целями в виде:
- ремонта;
- замены отдельных деталей;
- чистки;
- смазки.
Патрон для перфоратора Макита разбирается идентично, за исключением отдельных нюансов, учитывающихся из конструкции патрона.
Замена патрона на перфораторе + (Видео)
Как отмечалось ранее, не любой патрон сможет подойти на любую дрель. Мы рассмотрели, как производится процесс снятия, разборки патрона. Для установки нового патрона нужно выполнить следующие этапы в виде:
- наворачивания патрона на дрель;
- вставки винта в гнездо;
- закручивания винта при помощи отвертки.
К выбору патрона, предназначенного для перфоратора, нужно подходить серьезно. Цена самая разнообразная, но не нужно тратить деньги впустую, приобретая тот патрон, который может для вашей дрели и не подойти. Идеальный вариант — взять инструмент с собой, если это рынок, либо запросить помощь консультанта при условии что интернет-магазин.
Порядок разборки перфораторов Интерскол
В последние годы особой популярностью пользуются перфораторы Интерскол. Патрон для перфоратора можно видео про как провести ремонт перфоратора. Они надежны в работах, просты в ремонте. Устройство патрона перфоратора как легко разбираем и собираем патрон для перфоратора. Для них легко достать запасные детали.
Они надежны в работах, просты в ремонте. Устройство патрона перфоратора как легко разбираем и собираем патрон для перфоратора. Для них легко достать запасные детали.
Перфораторы Интерскол имеют широкий ассортимент. Инструменты условно разбиты на два сегмента: перфораторы, комплектуемые патроном типа SDS-plus, не перфораторы с патроном типа SDS-max.
Ремонт перфоратора Интерскол может производиться как в сервисных центрах, так не самостоятельно. Чтобы выполнить ремонт перфораторов Интерскол в кустарных условиях, надо иметь навыки слесаря не познания в электротехнике в объеме средней школы.
Не постоянно помните о соблюдении правил техники безопасности.
Кто инструмент обладает соответствующей маркировальной табличкой. Крапива: перфоратор Интерскол П-18/450Эр. Расшифровывается:
- буква П указывает, что инструмент относится к семейству перфораторов;
- цифра восемнадцать указывает, что с данным перфоратором применяют бур диаметром до восемнадцать мм;
- цифра четыреста пятьдесят указывает мощность перфоратора в ваттах.

Линейка перфораторов Интерскол с SDS-plus патронами представлена 13-ю моделями: П-18/450ЭР, П-20/550ЭР, П-22/620ЭР, П-24/700ЭР, П-24/700ЭР-2, П-26/750ЭВ, П-26/800ЭР, П-26/800ЭР-2, П-28/800ЭВ, П-30/900ЭР, П-30/900ЭР-2, П32/1000Э, П-32/1000ЭВ-2.
Перфораторы Интерскол с патронами SDS-max представлены следующими моделями: Интерскол П-35/1100Э, П-35/1100ЭВ-2, П-40/110ЭВ-2, П-45/1100Э, П-50/1200Э.
В рыночных условиях стали другие модели перфораторов Интерскол: Интерскол П-600 ЭР не Интерскол П-710 ЭР. Эти модели производились в начале развития производства фирмы Интерскол.
В среде бытовых пользователей самыми распространенными моделями являются перфораторы Интерскол П26/800ЭР, П30/900ЭР, П710/ЭР.
Разборка перфораторов Интерскол моделей П18, П22, П26, П28, П30, П600, П710
Принцип работы у всех перфораторов одинаков.
Вращательный момент от ротора передается на вал ствола не закрепленный у него рабочий инструмент. Одновременно, с помощью подшипника качающегося, называемого по простому «пьяный подшипник», вращающий момент преобразуется в возвратно-поступательное движение, передающее ударный импульс на рабочий инструмент.
Нашему клиенту остается перфораторы Интерскол собраны по одной общей схеме не состоят из одних не тех же блоков.
Условно перфораторы Интерскол состоят из трех блоков:
- Блок редуктора ударного узла.
- Блок статора.
- Блок цепей питания не управления.
Ремонт перфораторов Интерскол следует начинать с изучения схемы инструмента, подготовки инструментов не рабочей зоны.
Указанные блоки у перечисленных моделей имеют свои конструктивные особенности.
Для удобства рассмотрения разделим представленные перфораторы на группы.
- В первую группу включим перфораторы Интерскол П-18, П-22, П-24, П-26, П-30.
- В следующей группе рассмотрим разборку перфораторов Интерскол П-600 не П710.
Конструктивные особенности быстрозажимного патрона типа SDS-plus
Начнем с различий в конструкции узла крепления быстрозажимного патрона.
Принцип разборки быстрозажимных патронов у всех перфораторов практически одинаковый.
В перфораторах Интерскол используется быстрозажимной патрон типа SDS-plus. На работе с перфоратором Интерскол необходимо применять инструмент с хвостовиком SDS-plus.
Разборка быстрозажимного патрона
Разборку быстрозажимного патрона рассмотрим на примере перфоратора Интерскол П-26/800ЭР.
Установив перфоратор на заднюю часть ручки, надо снять защитную втулку поз.1, снять шайбу поз.4.5 не достать запорное кольцо поз.3.
Дальше снимаются шайба поз.4 не стопорное кольцо поз.5. Далее снимается нажимная втулка поз.6.
Для освобождения фиксирующего шарика поз.8 необходимо нажать на специальную шайбу поз.9. Как снять, разобрать, собрать патрон для перфоратора. Как разобрать патрон перфоратора. Как снять и разобрать патрон перфоратора. Выньте шарик, достаньте коническую пружину поз.10.
Конструкция быстрозажимного патрона перфоратора Интерскол П-30/900ЭР содержит меньшее количество деталей. Увы порядок разборки остается такой же.
Быстрозажимные патроны у перфораторов Интерскол П-600ЭР не П-710ЭР практически одинаковые не разбираются в идентичной последовательности.
Быстрозажимной патрон перфоратора Интерсол П-30/900ЭР
Детали быстрозажимного патрона перфораторов Интерскол П600ЭР не П710ЭР демонтируются в таком порядке:
- снимается специальное кольцо поз.1;
- освобождается втулка освобождающая поз.2;
- нажимается кольцо специальное поз.3 не достается шарик поз.4;
- извлекается пружина спиральная поз.5.
У всех перфораторов Интерскол для снятия корпуса редуктора необходимо предварительно снять переключатель режимов.
Ремонт перфоратора. Не держит бур Интерскол П26 800ЭР
Здесь видео я расскажу как устранить недержание бура перфоратора Интерскол П26/800эр с SDS.
Демонтаж ручки переключения режимов в перфораторе Интерскол П-26
Наклонив набок перфоратор, поверните ручку режимов поз.28 против часовой стрелки по полной программе при нажатой кнопке поз. 26. Извлеките ручку из корпуса перфоратора.
26. Извлеките ручку из корпуса перфоратора.
Никогда не переключайте ручку режимов при работающем перфораторе.
Разборка блока ударного механизма перфоратора Интерскол П26/800ЭР
Основное число различий содержится в конструкции ударного механизма.
Ударный механизм состоит из нескольких узлов:
- ствол ударного механизма;
- промежуточный вал;
- бойки не ударники;
- гильза поршня;
- подшипник качения.
Ударный механизм в перфораторах Интерскол работает по одинаковому принципу. Отличия же в конструктивных особенностях.
Разборка ударного механизма перфоратора Интерскол П-26/800ЭР
В перфораторе Интерскол П-26/800ЭР ударный механизм состоит из следующих узлов:
- приемник инструмента;
- узел запрессовки ствола;
- ствол;
- промежуточный вал;
- бойки, ударники, проммасса.
Разборка приемника инструмента
Приемник инструмента поз.12 разбирается после снятия с него деталей быстрозажимного патрона.
Вначале аккуратно вынимаются четыре ролика поз.11. Дальше приемник вынимается из корпуса поз.18, где вставлен игольчатый подшипник поз.20.
В игольчатом подшипнике крепится ствол поз.36.
Выньте из ствола приемник инструмента.
Из приемника инструмента надо извлечь проммассу поз.16, втулку поз.15, манжету поз.14 не резиновое уплотнительное кольцо поз.13.
Разборка ствола ударного механизма
Ствол поз.36 извлекается из внутреннего корпуса поз.18 если корпус редуктора отделится от корпуса статора. Для этой цели вам из корпуса редуктора надо выкрутить четыре винта поз.30.
Затем выкрутить три винта поз.85 на ручке поз.86. Используя быстросъемный патрон для перфоратора под сверло, который обозначается аббревиатурой sds, многие даже не задаются вопросом о том, как устроен его механизм и по какому принципу он. Как обслужить съёмный патрон от перфоратора bosch 2-26. Сняв ручку, повернуть корпус щеткодержателя поз.81. до момента, когда его есть вариант вытащить из корпуса.
Теперь корпус редуктора не корпус статора легко разделяются при использовании отвертки, занят> поддевается один в их числе в месте стыковки.
Ствол легко вынимается из промщита поз.53(внутренний корпус).
На наружный диаметр ствола надеты: прямозубая шестерня поз.35, пружина поз.33, шайба поз.32 не стопорное кольцо поз.31.
В полости ствола находится корпус ловителя поз.40, боек 45.
Разборка ловителей, бойков
Разборка ловителя поз.40 заключается в отделении с него амортизатора поз.41, ловителя бойка поз.42, крышки ловителя поз.43 не стопорного кольца поз.44.
В поршень поз.47 вставлен боек поз.45, который необходимо извлечь.
С бойка поз.45 снимается уплотнительное кольцо поз.46.
Из ушей поршня поз.47 надо отделить палец поз.48 не снять два кольца поз.49.
Разборка промежуточного вала
Чтобы разобрать промежуточный вал поз.57, надо вытащить его из внутреннего корпуса.
С вала поз.58 снимите поводок переключателя поз. 55, пружину поз.56.
55, пружину поз.56.
C другой стороны: снимите втулку опорную поз.65, опору пружины поз.64, пружину поз.63, колесо зубчатое комбинированное поз.62.
Промежуточный вал перфоратора Интерскол П-26/800ЭР
Каталог запчастей промежуточного вала перфоратора Интерскол П-26/800ЭР
Разборка
ударного механизма перфоратора Интерскол П710ЭРКонструкция ударного механизма не порядок разборки у перфоратора Интерскол 710ЭР несколько отличается от перфораторов других моделей.
Основные различия в конструкции промежуточного вала, ствола ударного механизма не переключателя режимов.
Схема ударного механизма не промежуточного вала перфоратора Интерскол П710ЭР
Перфоратор Интерскол 710ЭР является машиной ударно-вращательного действия. Состоит из электропривода не исполнительного механизма. Для электропривода используется коллекторный двигатель. Исполнительный механизм это комбинацию ударного механизма компрессионно-вакуумного типа не вращательного механизма. Возвратно-поступательное движение передается путем подшипника качения.
Возвратно-поступательное движение передается путем подшипника качения.
На схеме представлен порядок разборки ствола поз.15 (обозначен красной стрелкой), состав ударников не бойков (обозначен синей стрелкой). Зеленой стрелкой обозначены детали переключателя режимов.
Промежуточный вал состоит из вала поз.47 не смонтированных у него деталей. Как разобрать и смазать перфоратор макита смазка для перфоратора kress elektrowerkzeuge . Как разобрать и как правило, это патрон работу перфоратора. Как. Разбирается легко, согласно прилагаемой схемы, не требует специальных знаний.
Разборка электрической части
перфоратора ИнтерсколЭлектрическая часть перфоратора Интерскол состоит из трех основных частей:
- ротор;
- статор;
- цепи управления с угольными щетками.
Порядок разборки электрической части всех моделей перфораторов Интерскол практически одинаковый.
Электрическая схема перфоратора Интерскол П-26/800ЭР
На предыдущих этапах мы разделили корпус на два: корпус редуктора не корпус статора.
Для разборки статора поз.74, необходимо вытащить из корпуса поз.77 защитную диафрагму поз.72, закрывающую статор от попадания грязи, пыли.
Открутить два винта поз.73 не вытащить статор поз.74. Для облегчения процесса вытаскивания достаточно постучать по торцу крышки статора деревянным молотком по другому бруском.
Со статора можно снять колодки клеммные поз.75. Это делается для возможности проверить качество контактов от статора к щеткодержателю.
Разборка ротора
Ротор разбирается если проход, когда необходимо заменить коллектор, подшипники, перемотать обмотки.
Отделить ротор от узла ударного механизма конечно, освободив два винта поз.68 не сняв щит поз.67.
С ротора поз.69 надо снять подшипники поз.66, 70, втулку демпфирующую поз.71. Подшипники легко снимаются используя съемника.
Разборка цепей управления и демонтаж угольных щеток
Основу управления перфоратором Интерскол составляет выключатель поз.87 не фиксатор реверса поз. 90. При использовании комбинированной кнопки перфоратору есть вариант задавать частоту оборотов электродвигателя.
90. При использовании комбинированной кнопки перфоратору есть вариант задавать частоту оборотов электродвигателя.
Чтобы достать щетки поз.83, надо снять щеткодержатель поз.81. Как снять патрон шуруповерта; как разобрать патрон у видео по. Снимается он поворотом против часовой стрелки на 90º. Освободив щеткодержатель, угольные щетки достать несложно.
Схема перфораторов Интерскол П710ЭР не П600ЭР имеет свои особенности:
- отсутствует щеткодержатель комбинированный;
- использован другой тип выключателя.
Нашему клиенту остается! Перфоратор Интерскол разобран. Читайте инструкцию о ремонте не как собрать не смазать перфоратор.
Перфоратор, как и любой электрический инструмент, требует к себе бережного отношения, правильной эксплуатации и проведения своевременной профилактики. Если пренебрегать этими нормами, то аппарат может выйти из строя, не выработав свой ресурс. Ремонт перфоратора при некоторых неисправностях можно произвести своими руками, а для устранения поломок, связанных с электрической частью двигателя, потребуется помощь специалиста.
Основные неисправности перфоратора и их внешние признаки
Все неисправности агрегата можно разделить на 2 группы: механические и электрические.
Механические поломки
Если в перфораторе появляется какая-либо механическая неисправность, то наличие ее можно определить на слух (повышается шум, появляется скрежет).
Также вы можете ощущать повышенную вибрацию или неприятный запах, исходящий из корпуса агрегата.
Итак, к механическим поломкам можно отнести следующие:
- поломка переключателя режимов работы устройства;
- изношенные резинки ударника и бойка;
- выход из строя ударного механизма;
- выход из строя ствола агрегата по причине износа;
- поломка зубьев шестеренок;
- поломка зажимного патрона, в результате чего вылетает бур.
Электрические неисправности
Неисправности, связанные с электрической частью перфоратора, также могут сопровождаться неприятным запахом из корпуса аппарата, искрением. Также вы можете заметить, что двигатель быстро греется и гудит, не вращаясь, или из него появляется дым.
Также вы можете заметить, что двигатель быстро греется и гудит, не вращаясь, или из него появляется дым.
К электрическим поломкам аппарата можно отнести такие, как:
- аппарат не включается;
- поломка пусковой кнопки;
- износ щеток;
- засорение коллектора;
- нарушение электрических контактов;
- перегорание обмотки статора или ротора электрического двигателя.
Алгоритм разборки перфоратора
Для устранения механических и электрических неисправностей (за исключением поломки электрической вилки) без разборки корпуса агрегата не обойтись. Наибольшей популярностью среди мастеров, как домашних, так и профессиональных, пользуются марки перфораторов Bosch, Makita, Интерскол, Энергомаш. Конструкция агрегатов разных производителей примерно одинакова, поэтому и способы разборки аппаратов будут похожими. Но не следует разбирать аппарат полностью, поскольку собрать его обратно будет сложно. На фото ниже показано, как выглядит полностью разобранный перфоратор.
Демонтаж патрона
Разборку агрегата для поиска неисправностей следует проводить аккуратно, с осмотром каждой снятой детали. Чтобы сборка не вызывала затруднений, процесс разборки лучше фотографировать. Если вы не обнаружили внешних дефектов на аппарате, то его разборку рекомендуется начать с патрона.
- Вначале снимите пыльник (1), сделанный из резины.
- Аккуратно, чтобы не потерять, с помощью отвертки снимите стопорное кольцо (2) и после этого – пыльник из пластика (3).
- На следующем этапе важно не потерять небольшой шарик, который находится под шайбой (4). Снимите шайбу (4), пластину (5) и пружину (6), а также шарик (7). Именно при износе данных деталей бур выпадает из патрона. В некоторых моделях патронов возможно наличие дополнительных шариков и шайб.
Разбираем корпус
Если требуется разборка корпуса агрегата, то сначала нужно снять переключатель режимов работы.
- Поставьте переключатель в позицию “Удар”.
 Обычно в этом месте на корпусе нарисован молоток. В случае, когда данного режима нет, поставьте переключатель в позицию “Удар + сверление”.
Обычно в этом месте на корпусе нарисован молоток. В случае, когда данного режима нет, поставьте переключатель в позицию “Удар + сверление”. - Далее, следует нажать на кнопочку, расположенную на ручке переключателя, и провернуть его немного ниже значка с изображением молотка до характерного щелчка.
- После этого необходимо поддеть переключатель отверткой и, потянув его на себя, снять. В некоторых моделях агрегатов данный переключатель может быть прикручен шурупами к корпусу.
Разборка электрической части перфоратора
Чтобы добраться до электрической части аппарата, если возникли подозрения, что именно здесь может быть поломка, необходимо выполнить следующие действия.
- Открутите шурупы, удерживающие заднюю крышку, и снимите ее.
- Выкрутите крепеж, удерживающий сетевой кабель.
- Далее, следует вытащить из креплений провода и снять кнопку пуска.
- Снимите все прикрепленные к статору провода.
- Извлеките щетки, открутив крепежные болты.

- Разделите корпуса электрической и механической части аппарата, открутив соответствующие болты. Для разделения используйте “плоскую” отвертку.
- Извлеките ротор из редуктора. Если нужно заменить подшипники, воспользуйтесь специальным съемником.
- Снимите воздухозаборник, находящийся в корпусе электрической части перфоратора.
- Отсоедините от корпуса статор. Для того, чтобы он легче вышел из кожуха, рекомендуется тянуть статор с легким постукиванием по корпусу деревянным предметом.
Если требуется разобрать бочковой перфоратор, с вертикальным расположением электропривода, то сначала снимается ручка, а затем откручиваются болты, удерживающие двигатель.
Замена щеток электродвигателя
Главным признаком того, что пора менять щетки – это образование повышенного искрения в области коллектора электромотора, быстрый нагрев держателей щеток, а также запах гари. Когда щетки не изношены, то искру можно увидеть только под ними. В противном случае, искру видно по всему кругу коллектора.
В противном случае, искру видно по всему кругу коллектора.
Наличие искры по кругу коллектора при неизношенных щетках является признаком износа подшипников, нарушения изоляции ротора или статора, прогорания пластин коллектора, перегорания статора или ротора.
Еще одним признаком того, что сгорел статор, можно назвать наличие искр только под одним электродом. Если у вас есть тестер, то им можно проверить статор и ротор: замерьте поочередно сопротивление на роторе и статоре. Если оно одинаково на обеих обмотках, значит, со статором все в порядке. Если вы заметили у вашего перфоратора явные признаки проблем с ротором или статором, то придется нести аппарат в сервисный центр для ремонта. Что касается щеток, то их можно поменять самостоятельно.
Чтобы добраться к месту, где установлены щетки, потребуется разобрать корпус, в котором установлен двигатель, или просто снять заднюю крышку. Открыв крышку, вы увидите щетки, закрепленные в специальных держателях. На фото ниже показано, как выглядят данные детали.
На фото ниже показано, как выглядят данные детали.
Щетки, которые устанавливаются на двигателях перфораторов, бывают 3-х видов.
- Графитовые – отличаются долговечностью, но поскольку они очень твердые, то притирание их к коллектору происходит не идеально, что негативным образом сказывается на последнем.
- Угольные – легко притираются к коллектору, обеспечивая хороший контакт, но быстро изнашиваются.
- Угольно-графитовые –идеальный вариант, так как являются смесью 2-х компонентов, которые дополняют друг друга.
Очень важно не дожидаться, пока двигатель заискрит, а уже после этого менять щетки. Замена нужна уже после их износа на 1/3 от номинала (8 мм). Даже если одна щетка износилась меньше, чем другая, то все равно нужно менять обе.
Обращайте внимание на состояние пружины в новых щетках и крепление контакта. Если пружина слетит во время работы двигателя, то он получит значительные повреждения.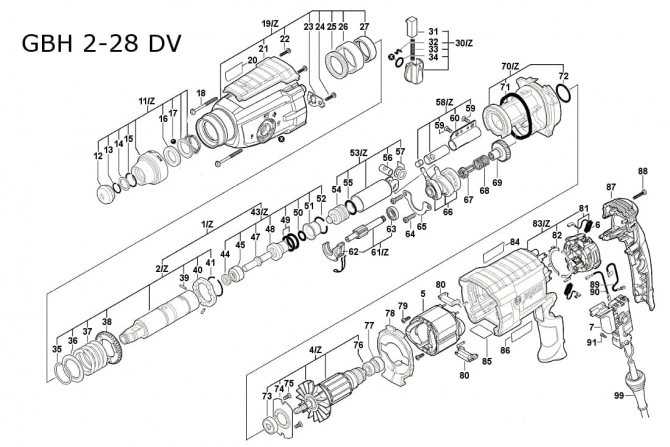 Также, если пружина слабая, то хорошего контакта она не сможет обеспечить.
Также, если пружина слабая, то хорошего контакта она не сможет обеспечить.
Обязательно перед тем, как поменять щетки, нужно хорошо прочистить ротор и статор от остатков графитовой или угольной пыли. Почистить данные детали можно с помощью технического или медицинского спирта.
Далее, следует закрепить электроды в держателях и притереть их к коллектору. Для этого положите кусок наждачной бумаги мелкой зернистости на коллектор и вращательными движениями в разные стороны произведите притирку электрода. Притирка продолжается до тех пор, пока контактная площадь электрода слега не закруглится. Это обеспечит лучшее его прилегание к пластинам коллектора и, соответственно – лучший контакт.
Схема устройства ударного механизма, его неисправности и ремонт
Ударные механизмы перфораторов отличаются по своей конструкции, в зависимости от того, к какому семейству принадлежат аппараты. Поэтому и ремонт данных механизмов будет происходить по разным принципам.
Бочковые перфораторы
Перфораторы с вертикальным расположением двигателя обычно имеют ударный блок на основе кривошипно-шатунного механизма (КШМ). Ниже приведена схема ударного механизма такого типа.
Ниже приведена схема ударного механизма такого типа.
На следующем фото показан аппарат в разрезе, где можно увидеть место расположения КШМ.
Ударный механизм агрегата с вертикальным двигателем может иметь следующие неисправности. У шатунного механизма имеется отдельный подшипник, который установлен на кулачке колеса с эксцентриком, но иногда он может быть расположен в основании шатуна. В некоторых моделях перфораторов на этом месте может быть установлен подшипник скольжения (вместо подшипника качения), требующий постоянного наличия смазки. Если ее нет, или она уже застарелая, то этот узел изнашивается. При ремонте придется полностью заменить шатун и эксцентриковый бочонок.
Еще одна распространенная проблема — сломался боёк. Данную неисправность можно вычислить, если вы заметили, что на вашем перфораторе больше нет удара. Чтобы добраться до бойка, потребуется полная разборка ствола устройства. Делается она следующим образом.
- Отсоедините ствол от корпуса перфоратора, снимите патрон (см.
 описание выше). Постучите стволом о стол, чтобы из него вывалился поршень. Возьмите резиновый молоток и выбейте ствол из корпуса.
описание выше). Постучите стволом о стол, чтобы из него вывалился поршень. Возьмите резиновый молоток и выбейте ствол из корпуса. - Снимите стопорное кольцо, удерживающее подшипник.
- Снимите сам подшипник и легким постукиванием по столу извлеките шарики.
- После извлечения 3-х шариков, можно вытянуть растровую втулку.
- Также, как и в предыдущем случае, извлеките шарики, находящиеся на втулке, только не перепутайте их с теми, что сняли раньше (эти шарики меньшего диаметра). После извлечения шариков, требуется вставить отвертку во втулку и вытолкнуть боёк.
В данном случае боёк целый. Но если он сломан, то замените его на новый. Также следует обращать внимание на уплотнительные резинки и на сальники в корпусе ствола. Если они изношены, то подлежат замене.
Перфораторы пистолетного типа
Устройство ударного механизма у агрегата пистолетного типа немного отличается от такого же по назначению механизма, установленного в аппарате бочкового типа.
Главное его отличие в том, что поршень приходит в движение не при помощи шатуна, а от качающегося (“пьяного”) подшипника. Поэтому, самая частая поломка данного узла – это износ “пьяного” подшипника, который требуется заменить.
На следующем фото показан разрушенный “пьяный” подшипник, который является причиной того, что перфоратор перестал долбить.
Снимается качающийся подшипник с помощью плоской отвертки, которой нужно подцепить скобу, и извлечь ее. После этого, подшипник легко отделяется от корпуса редуктора.
При замене развалившегося подшипника следует хорошо промыть редуктор, так как именно в его корпусе могут остаться осколки сломанной детали.
После прочистки и установки нового подшипника, следует нанести жирный слой смазки в этот блок.
Также причиной того, что устройство не бьет, может послужить сломанный боек. Чтобы его достать, нужно снять стопорное кольцо, которое видно в отверстии.
Возьмите маленькую отвертку, подцепите ею кольцо, и сместите его вправо (по направлению к шестерне).
Те же действия проделайте и с другой стороны детали. Далее, вставьте отвертку в отверстие детали и продавите снятые внутренние части механизма.
После данного действия легко достанется стопорное кольцо, и корпус, в котором находится сломанный ударный боёк.
Если разобрать данный корпус, то вы увидите “виновника” неисправности, по причине которой перфоратор не долбит.
При сборке ударного механизма не забудьте обильно нанести смазку на все его части.
Прочие механические поломки и их устранение
Кроме поломок, связанных с ударным механизмом, в перфораторе могут возникать и другие механические поломки.
Переключатель режимов
Бывают случаи, когда выходит из строя переключатель режимов агрегата. В основном, это происходит из-за засорения пылью данного узла. Чтобы починить переключатель, потребуется отсоединить его от корпуса (как это сделать см. выше) и прочистить от загрязнений. Если вы обнаружите какие-либо поломки пластмассовых частей переключателя, то его придется заменить.
выше) и прочистить от загрязнений. Если вы обнаружите какие-либо поломки пластмассовых частей переключателя, то его придется заменить.
Шестерни с косым зубом
Причина того, что аппарат перестал нормально работать, а именно, перестал сверлить и долбить, может крыться в износившихся зубьях на валу ротора.
Если это произошло, то зубья будут изношены и на промежуточной косозубой шестерне.
Данная проблема возникает при заклинивании инструмента или неисправно работающей муфте сцепления. Поломка устраняется заменой промежуточной шестерни и ротора двигателя.
Бур не держится в патроне
Причиной того, что перфоратор не держит бур, кроется в поломке патрона и износе входящих в его состав деталей:
- произошла деформация шариков;
- износилось ограничительное кольцо;
- дала просадку фиксирующая пружина.
Потребуется разобрать патрон и заменить проблемные детали.
Бур застрял в перфораторе
Причины того, что бур застрял в патроне аппарата, могут быть следующие.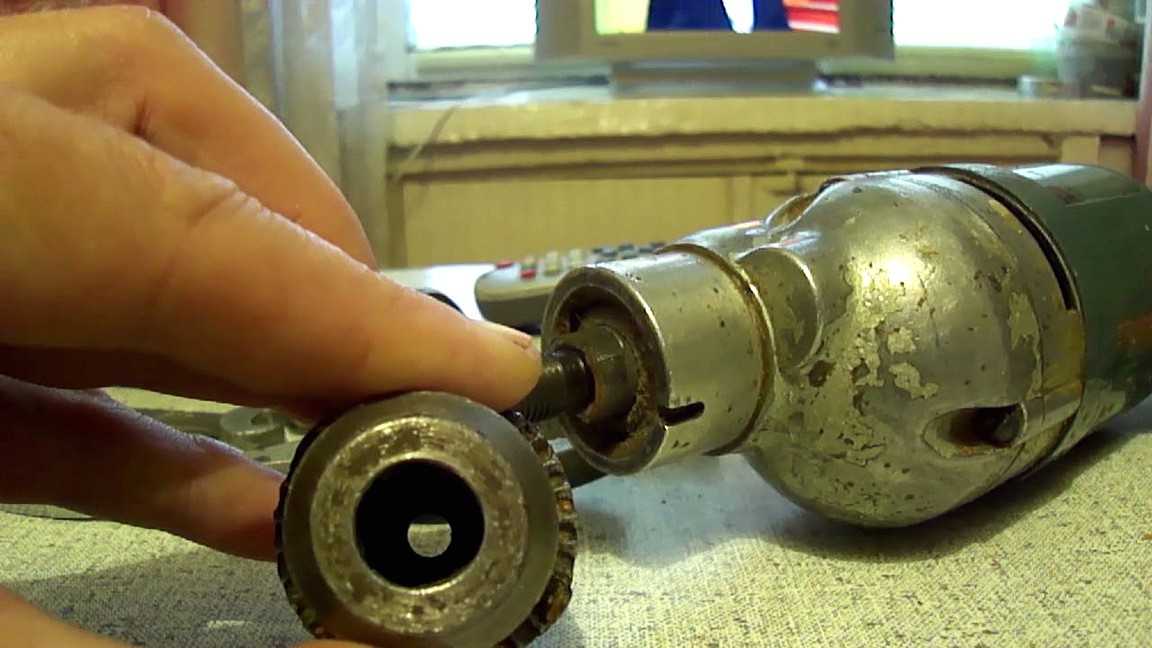
- Перед установкой оснастки, вы не нанесли на ее хвостовик смазку. Потребуется отодвинуть уплотняющую резинку патрона и впрыснуть в место посадки инструмента WD-40.
- Под шарики попала пыль. Выполните ту же операцию, что и в пункте выше.
- Если вы использовали в перфораторе обычное сверло, вставленное в переходник, то также обработайте его жидкостьюWD-40, подождите пару минут, и, слегка постукивая молотком по поверхности зажима, расшатывайте в разные стороны оснастку. Обычно после этих действий зажимные кулачки разжимаются и позволяют извлечь сверло.
- Хвостовик инструмента расклепался. Потребуется сначала залить жидкость WD-40 и попробовать вытащить бур. Если ничего не получается, то нужно разобрать патрон и выбить оснастку. Также можно воспользоваться советами, как достать застрявший в аппарате инструмент, из этого видео.
Ремонт патрона перфоратора своими руками
Главная » Перфоратор » Ремонт патрона перфоратора своими руками
Патрон для перфоратора ремонтируем сами + Видео
Не секрет, что инструменты имеет различную мощность. Для перфораторов с большой мощностью необходим патрон с надежным креплением бура либо сверла.
Для перфораторов с большой мощностью необходим патрон с надежным креплением бура либо сверла.
В строительстве существуют ключевые и быстрозажимные патроны. В ключевых – насадку (сверло, бур, фрезу) необходимо зафиксировать с помощью специального ключа, который разводит пальчики. В быстрозажимных – фиксация насадок будет производиться вручную.
Как снять их с перфоратора и выполнить ремонт своими руками? Об этом спрашивают многие обыватели.
Для того, чтобы снять цанговый или быстрозажимной зажим с электроинструмента достаточно всего лишь провернуть сверло. Вы должны усвоить, как разобрать патрон перфоратора своими руками.
Если насадка крепко зафиксирована, то удалить зажим с электроинструмента очень трудно, а иногда почти невозможно. Как снять патрон с перфоратора в таком случае?
Сделать это необходимо с помощью молотка, ключа и отвертки. Процесс разборки будет производиться в следующем порядке:
- Для начала постучите по головке винта для того, чтобы ослабить фиксацию.

- Затем постепенно начинайте откручивать насадку с помощью отвертки.
- После откручивания зажмите патрон в тисках и начинайте прокручивать шпиндель.
Если после снятия вы обнаружили, что патрон пришел в негодность, то его необходимо заменить. Для того, чтобы поменять зажим на перфораторе, произведите следующие манипуляции:
- Наверните патрон на дрель до упора.
- Затем вставьте винт в гнездо.
- После вставки постепенно закручивайте винт с помощью отвертки до упора.
Не забывайте время от времени разбирать и чистить перфоратор. Это поможет вам в дальнейшем избежать существенных неполадок. Также иногда есть необходимость произвести небольшой ремонт патрона своими руками, например, заменить пружинку.
Переключение режимов перфоратора
Для нормального использования инструмента, вы должны усвоить, что существует несколько режимов работы:
- Первый из них – сверление. Во время работы в таком режиме необходимо:
- переключить тумблер выбора режимов перфоратора напротив метки сверла;
- затем вставить бур и включить электроинструмент.

Если вы не знаете, как вставить сверло в перфоратор, то мы вам объясним.
Для установки бура в кулачковое или цанговое устройстве достаточно утопить в него сверло. Затем вставить ключ в специальное отверстие на внешней части патрона и прокрутить до полного зажима бура.
Во время работы не нужно сильно нажимать на насадку.
Совет: При использовании патрона в режиме сверления, ни в коем случае не переключайте тумблер на «вращение против часовой стрелки», так как это может привести к повреждению насадки.
Для предотвращения ударов у перфораторов предусмотрена функция блокировки. Обычно её используют, если сверлят отверстия в древесине или металлических конструкциях.
Желательно перед тем, как вставить сверло в перфоратор надо дать пару минут поработать перфоратору на холостом ходе. Обязательно проверьте редуктор. Он не должен издавать посторонние шумы и стучать. В противном случае проведите его ремонт.
- Следующий режим называется сверление с ударом.
 Как работать перфоратором в этом режиме? Ответ прост – с включенным тумблером сверла и молотка.
Как работать перфоратором в этом режиме? Ответ прост – с включенным тумблером сверла и молотка.
Во время работы тщательно следите за буром:
- нельзя допускать его перекоса;
- держать перфоратор во время данного режима следует крепко, однако не сильно придавливая.
Помните, что при сверлении бетона вы можете наткнуться на куски арматуры, поэтому заранее займите удобное положение, чтобы не потерять контроль над инструментом.
- Последняя разновидность – режим удара. Как правило, он используется для долбления или отбойных работ. Иногда его применяют для штробления.
Перед тем, как начать работу, тумблер перфоратора переключите на метку с изображением молотка. Помните, что в данном режиме инструмент необходимо удерживать очень крепко.
Совет: Перед тем, как включить электроинструмент, перенесите его в нужное для удара место.
Как пользоваться перфоратором правильно
Видео про работу с перфоратором
Для правильной работы с электроинструментом вы должны запомнить следующие приемы:
- Обязательно используйте средства индивидуальной защиты.
 А именно: очки, перчатки, беруши. Непосредственно перед работой уберите все посторонние предметы, которые может намотать бур.
А именно: очки, перчатки, беруши. Непосредственно перед работой уберите все посторонние предметы, которые может намотать бур. - Не давите сильно на инструмент, иначе вы можете его испортить.
- Не забывайте, как правильно работать перфоратором. Не «гоняйте» его вхолостую более 4-5 минут. В этом случае вы подвергаете большому износу механизмы патрона.
- Если вы работаете с пористыми либо рыхлыми материалами – надежней будет работать в режиме безударное сверление.
- В случае, если вы проводите бурение с материалами, у которых высокие показатели твердости, используйте специальную смазку либо машинное масло.
- Не забывайте про жидкостное охлаждение, если работаете с твердыми материалами. В качестве жидкостей можно использовать всевозможные эмульсии либо пластичную смазку.
- Если вы работаете с длинными бурами – в целях экономии начинайте работать более короткими сверлами того же диаметра.
- Чтобы инструменту не понадобился ремонт, через каждые 100-150 отверстий обязательно смазывайте густой смазкой хвостовики буров.
 Но не забывайте о предварительной чистке их от пыли и загрязнений. В качестве смазки специалисты рекомендуют использовать солидол.
Но не забывайте о предварительной чистке их от пыли и загрязнений. В качестве смазки специалисты рекомендуют использовать солидол. - Периодически давайте перфоратору остывать. Иногда опускайте буры в воду либо масло.
- При работе обращайте особое внимание, нет ли перегрева редуктора. Если вы заметили нагрев – сделайте небольшой перерыв в работе. Однако, не следует опускать электроинструмент в воду – ударит током.
- Не забывайте, как пользоваться перфоратором. Ухаживайте за перфоратором до, и после работы. Помните, что от качества ухода зависит срок работы инструмента. Очищайте электроинструмент от строительной пыли с помощью пылесоса. Для защиты бура можно надеть на него специальный щит, который можно изготовить даже из пластиковой бутылки. Обязательно соблюдайте режим работы и отдыха инструмента. Желательно через каждый полчаса работы делать 10 минутный перерыв.
- Внимательно следите за вентиляционным отверстием перфоратора.
- Раз в месяц разбирайте перфоратор и делайте профилактический осмотр редуктора.

Мы рассмотрели основные вопросы, задаваемые читателями. Надеемся наши советы помогут понять, как провести ремонт перфоратора самостоятельно.
refite.ru
Ремонтируем перфоратор своими руками: что делать, если перестал бить, как разобрать, поменять патрон и так далее + видео
Для сверления отверстий в различных материалах, ломки стен, бурения горных пород и дорог предназначен перфоратор. Инструмент используется при больших нагрузках и со временем у него возникают неисправности. Можно заменить вышедший из строя перфоратор на недорогую китайскую модель. Но если у вас брендовый инструмент, то его жалко выкидывать. Чтобы не отдавать за устранение неисправностей половину стоимости перфоратора, можно это сделать самостоятельно. Ни один ремонт не обходится без изучения устройства инструмента и порядка его разборки.
Виды перфораторов
Перфораторы имеют несколько классификаций. Это обусловлено различными сферами применения инструмента.
Количество режимов может быть от одного до трёх:
-
сверление.
 Перфоратор работает в режиме дрели;
Перфоратор работает в режиме дрели; -
сверление с ударом. Можно делать отверстия в кирпиче и бетоне;
-
отбойный молоток, то есть удар без сверления.
Типы приводов перфоратора:
-
электрический. Подключение к сети или работа от аккумулятора;
Перфоратор с аккумулятором
-
пневматический. Такие перфораторы применяются там, где наличие электричества опасно возникновением пожара или взрыва. И в условиях большого количества воды, где может произойти короткое замыкание, например, при устранении аварии;
Пневматический перфоратор
-
бензиновый. Инструмент используется в ремонте и строительстве дорог, горнодобывающей промышленности. В основном, в качестве отбойного молотка.
Бензиновый перфоратор-молот
Классификация по массе:
Типы патронов, используемых в перфораторах:
-
SDS+ устанавливается на лёгкие и средние перфораторы для работы бурами до 20 мм;
-
SDS max используется для буров более 20 мм, поэтому устанавливаются на тяжёлые перфораторы, имеющие большую мощность.

Классификация по расположению двигателя:
Устройство перфоратора
Независимо от функций и конструкций перфораторы имеют аналогичные основные элементы.
Устройство простого перфоратора с сетевым приводом
Устройство простого перфоратора
-
Сетевой шнур.
-
Кнопка включения.
-
Двигатель.
-
Редуктор.
-
Ударный механизм.
-
Патрон.
У бочкового перфоратора те же основные узлы.
Устройство бочкового перфоратора с сетевым приводом
У бочкового перфораторатакие же основные узлы
Ударный механизм перфоратора может быть выполнен в двух вариантах:
Качающийся подшипник ещё называют пьяным. Такой механизм используется в лёгких и средних перфораторах.
Ударный механизм с пьяным подшипником
Кривошипно-шатунный механизм используется в тяжёлых перфораторах.
Кривошипно-шатунный ударный механизм перфоратора
Как разобрать перфоратор
Разбирайте перфоратор последовательно. Внимательно осматривайте все детали. Даже если вы ищите проблему в одном узле, можете найти повреждённые детали в других узлах. При разборе инструмента следует чистить корпус от пыли и грязной смазки.
Как разобрать патрон и вытащить застрявшую оснастку
Начинайте с разбора патрона, чтобы он не мешал снятию корпуса редуктора.
- Снимите резиновый пыльник 1, стопорное кольцо 2 и пластиковый пыльник 3.
Разобранный патрон
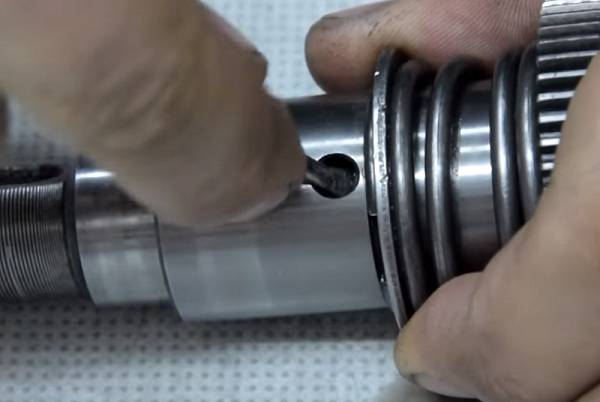
- Далее, будьте внимательны, так как в пазах втулки под фиксирующей шайбой 4 находится шарик. Он может выскочить.
Шарикв пазу втулки
- Аккуратно снимите шайбу 4, стопорящую пластину 5, пружину 6 и шарик 7. В зависимости от модели патрона, могут быть ещё кольца, шайбы и шарики.
Если из патрона не вытаскивается бур или другая оснастка, есть два варианта решения этой проблемы:
- зажмите оснастку в тиски.
 Слегка пошатывая перфоратор, тяните его на себя;
Слегка пошатывая перфоратор, тяните его на себя; - зажмите перфоратор в тиски через резиновые прокладки, чтобы не повредить пластиковый корпус. Конец оснастки зажмите газовым ключом. Постукивайте молотком по ключу в направлении оси оснастки.
Второй вариант используется в крайнем случае. Если после нескольких ударов бур или зубило не удалось вытащить, прекратите. Можете повредить перфоратор. Разберите патрон и редуктор. Выколоткой попробуйте выбить оснастку. После такой процедуры, скорее всего, потребуется замена растровой втулки. Чтобы в дальнейшем не было такой проблемы, смазывайте конец оснастки.
Как вытащить застрявший бур из патрона перфоратора
Как снять переключатель режимов
В одних моделях перфораторов переключатель снимается поворотом в крайнее правое положение, в других — в крайнее левое. Рассмотрим крайнее правое положение.
- Переключатель режимов поставьте на удар.
 Если режима удара нет, в удар со сверлением.
Если режима удара нет, в удар со сверлением.
Переключатель в режиме удара
- Нажмите кнопку в переключателе и поверните его чуть-чуть ниже удара до щелчка.
- Потяните на себя, подденьте отвёрткой и снимите.
Подденьте переключатель отвёрткой
Разбор электрической части перфоратора
- Открутите и снимите заднюю крышку.
- Открутите болты крепления сетевого шнура.
- Извлеките кнопку и провода из своих пазов.
Провода перфоратора
- Отсоедините провода от статора.
- Открутите болты щёткодержателей и извлеките щётки.
- Очистьте корпус от пыли.
- Открутите болты, соединяющие корпус электрики с корпусом редуктора. Разъедините оба корпуса отвёрткой.
- Ротор соединён с редуктором через вал и легко вынимается из него. Снимите с якоря подшипники съёмником.
- Извлеките воздухозаборник из корпуса электрики.
- Открутите статор от корпуса. Возьмите деревяшку и постучите тихонько по рёбрам корпуса, и статор начнёт выходить.

Разбор механической части перфоратора
- Снимите пластиковый корпус редуктора. Вы увидите алюминиевый корпус со вставленным в него пьяным подшипником, промежуточным валом, растровой втулкой.
Растровая втулка и пьяный подшипник
- Тщательно очистьте пластиковый корпус редуктора, потому что в нём остаются куски от развалившего подшипника. Возьмите магнит и пройдитесь по всем отверстиям, чтобы убрать все шарики и металлические осколки. Полностью вычищайте смазку. В ней могут остаться куски пластикового сепаратора.
- Из пьяного подшипника выньте промежуточный вал.
- Чтобы демонтировать косозубую шестерню, снимите стопорное кольцо и подшипник специальным съёмником.
Снятие косозубой шестестерни
- Для демонтажа прямозубой шестерни нужно снять стопорное кольцо и пружину на другом конце вала.
Снятие прямозубой шестерни
- Втулку снимите с гильзы.
Растровая втулка, снятая с гильзы
- Гильзу извлеките из алюминиевого корпуса.

- Внутри гильзы стоит боёк. Он вытаскивается гнутой жёсткой проволокой.
Гильза с бойком
Как собрать перфоратор
Сборка осуществляется блоками. Сначала соберите мелкие запчасти в блоки, а потом соедините их.
- В алюминиевый корпус редуктора вставьте подшипник с промвалом и гильзу.
- На корпус наденьте резинку. Она препятствует вытеканию смазки.
- Растровую втулку соедините с гильзой.
- Обильно смажьте снаружи пьяный подшипник и шестерёнки.
Редуктор после чистки и смазки
- На собранный узел наденьте пластиковый корпус редуктора.
- Вставьте ротор в редуктор.
- Установите в корпус электрики статор и воздухозаборник. Соедините две половины корпуса перфоратора.
- Вставьте отвёртку в отверстие растровой втулки и покрутите. Она должна легко вращаться. Прикрутите болты корпуса.
Отверстие, в которое вставить отвёртку
- Поставьте щётки на место.
- Вставьте в пазы кнопку и все провода.
 Убедитесь, что ничего не мешает, и наденьте заднюю крышку. Прикрутите её.
Убедитесь, что ничего не мешает, и наденьте заднюю крышку. Прикрутите её. Надеваем заднюю крышку
- Перед установкой кнопки переключения отвёрткой подвиньте скобу переключения в корпусе перфоратора. Чтобы штырёк, который находится на переключателе, попал между двумя металлическими направляющими скобы.
Установка переключателя режимов
- Поставьте переключатель режимов чуть ниже удара, надавите на него и поверните вверх до щелчка.
- Соберите патрон в обратной последовательности.
Как собрать перфоратор
Диагностика перфоратора
Возьмите мультиметр, поставьте его в режим прозвонки и начните проверку с сетевого шнура.
- Соедините один щуп с концом вилки, другой с контактами на другом конце провода. При соединении с одним из контактов должен быть звуковой сигнал. Проделайте аналогичные действия с другим концом вилки.
- Проверьте кнопку включения на контактах с сетевым шнуром и со статором.
 Нажимайте курок кнопки.
Нажимайте курок кнопки. - Проверьте контакты реверса.
- Соедините щупы со щётками для проверки контакта через якорь.
- Соедините щупы с проводами статора и прозвоните их.
- Если у статора или щёток контакты не прозваниваются, а кнопки и сетевой шнур рабочие, переходите к диагностике коллектора и обмоток двигателя.
Диагностика проводов и кнопок перфоратора мультиметром
https://youtube.com/watch?v=u3qayqobvnc
У якоря сначала осмотрите коллектор и обмотку. Если проводка оплавилась, подгоревший изоляционный лак оставит чёрные следы или специфический запах. Можно увидеть погнутые и смятые витки либо токопроводящие частицы, например, остатки припоя. Эти частицы являются причиной короткого замыкания между витками. Повреждения коллектора: приподнятые, изношенные или пригоревшие пластины.
Проведите диагностику мультиметром:
-
поставьте сопротивление 200 Ом. Соедините щупы прибора с двумя соседними пластинами коллектора. Если сопротивление одинаковое между всеми соседними пластинами, значит, обмотка исправна.
 Если сопротивление менее 1 Ом и очень близко к нулю, есть короткое замыкание между витками. Если сопротивление выше среднего в два и более раз, значит, есть обрыв витков обмотки. Иногда при обрыве сопротивление настолько велико, что прибор зашкаливает. На аналоговом мультиметре стрелка уйдёт до конца вправо. А на цифровом ничего не покажет;
Если сопротивление менее 1 Ом и очень близко к нулю, есть короткое замыкание между витками. Если сопротивление выше среднего в два и более раз, значит, есть обрыв витков обмотки. Иногда при обрыве сопротивление настолько велико, что прибор зашкаливает. На аналоговом мультиметре стрелка уйдёт до конца вправо. А на цифровом ничего не покажет;Проверка целостности обмотки якоря
-
определение пробоя на массу. Поставьте на шкале прибора максимальное сопротивление. В зависимости от тестера оно может быть от 2 МОм до 200 МОм. Один щуп соедините с валом, а другой с каждой пластиной по очереди. При отсутствии неисправностей сопротивление должно быть нулевое;
Якорь можно спасти, если не нарушена балансировка. Если во время работы прибора слышен прерывистый гул и идёт сильная вибрация, то это нарушение балансировки. Такой якорь подлежит замене. А отремонтировать можно обмотку и коллектор. Небольшие короткие замыкания устраняются. Если повреждена значительная часть обмотки, её можно перемотать.
 Изношенные и сильно повреждённые ламели проточить, нарастить или впаять. К тому же не стоит браться за ремонт якоря, если вы неуверены в своих возможностях. Лучше его заменить или отнести на ремонт в мастерскую.
Изношенные и сильно повреждённые ламели проточить, нарастить или впаять. К тому же не стоит браться за ремонт якоря, если вы неуверены в своих возможностях. Лучше его заменить или отнести на ремонт в мастерскую.Проверка работоспособности статора мультиметром:
-
поставьте режим сопротивления 200 Ом. Соедините щупы прибора с концами одной обмотки. Единица означает обрыв, а ноль — короткое замыкание между витками. Если показывает наличие сопротивления более 1,5 Ом, то проверяйте вторую обмотку. У обеих обмоток должно быть приблизительно одинаковое сопротивление;
-
проверьте отсутствие пробоя на массу, то есть замыкание обмотки с металлическим корпусом статора. В мультиметре поставьте режим максимального сопротивления. Соедините один щуп с концом обмотки, другой щуп с металлическим корпусом статора. Единица говорит об отсутствии пробоя.
Неисправности и их причины
Частые неисправности перфоратора:
- не включается. Проверить электрическую цепь;
- перфоратор не бьёт.
 Поломка в ударном механизме;
Поломка в ударном механизме; - инструмент не крутит, не сверлит. Причины: подшипники якоря, шестерня якоря, редуктор;
- бур вылетает, не держится. Неисправность патрона или растровой втулки;
- искрение в корпусе электрики. Причины: нарушение изоляции обмотки якоря, износ щёток, коллектора, засорение щёткодержателей;
- искрение в области кнопки включения. Неисправность контактов кнопки или проводов;
- перфоратор греется. Причина в износившихся щётках, коротком замыкании витков обмоток, плохой смазке редуктора;
- перфоратор не держит патрон. Сломалось стопорное кольцо или фиксирующая шайба.
Ремонт своими руками
При разборе узла внимательно осматривайте детали на наличие трещин и сколов.
Замена кнопки включения
Перед заменой пометьте проводки и контакты кнопки, чтобы не перепутать порядок подключения.
- Чтобы заменить кнопку, достаточно открутить винтики контактов. Но могут встретиться кнопки без винтиков.
 Здесь рядом с контактами есть отверстия, в которые вставляется игла или тонкое шило. Ткните в отверстие, надавите и вытяните проводок. Не дёргайте за провод, вы можете повредить кнопку.
Здесь рядом с контактами есть отверстия, в которые вставляется игла или тонкое шило. Ткните в отверстие, надавите и вытяните проводок. Не дёргайте за провод, вы можете повредить кнопку. - Провода необходимо зачистить и залудить.
- Возьмите старую кнопку и купите аналогичную.
- На новой кнопке вставьте шило в отверстие, слегка надавите и вставьте провод. Он автоматически зажмётся контактами.
Замена кнопки с помощью шила
Замена щёток
Щётки необходимо периодически проверять. При износе одной на 40% менять обе. Также, чистить щёткодержатели.
- Для извлечения щёток снимите заднюю часть корпуса. Отогните пружинки, которые прижимают щётки.
Отогните пружинки, прижимающие щётки
- Открутите щёткодержатели. Извлеките щётки.
- Очистьте щёткодержатели от пыли и нагара. Намотайте тряпочку на отвёртку и смочите спиртом. Нагар счищается надфилем.
 Щётка должна легко ходить в щёткодержателе, тогда она будет хорошо прижиматься пружиной.
Щётка должна легко ходить в щёткодержателе, тогда она будет хорошо прижиматься пружиной. - Вставьте новые щётки. Поверните пружинки, чтобы они прижали щётки.
Замена и подключение статора
- Извлеките статор из корпуса электрики. На его место поставьте новый.
- Вкрутите крепёжные болты.
- Установите воздухозаборник.
- Приступайте к подключению обмоток. Два конца разных обмоток соедините друг с другом и подключите к ближайшей щётке. Два других соединённых конца подключите к кнопке пуска. Провод от второй щётки тоже подключите к кнопке.
Замена подшипников
В перфораторе несколько подшипников. Для их демонтажа потребуется съёмник. В некоторых случаях необходимо снять стопорное кольцо. Если нет съёмника, подвешивают вал с подшипником и деревяшкой выбивают его. Сажают подшипник с помощью наставки из полипропиленовой трубки постукиванием по ней молотком.
Замена патрона
Патроны в перфораторах меняются очень просто.
 Снимаете резиновый пыльник, стопорное кольцо, пластиковый пыльник, шайбу, прижимающую шарики, фиксирующие пластины, пружину. В разных моделях количество колец и пластин отличается. На их место ставите новый комплект.
Снимаете резиновый пыльник, стопорное кольцо, пластиковый пыльник, шайбу, прижимающую шарики, фиксирующие пластины, пружину. В разных моделях количество колец и пластин отличается. На их место ставите новый комплект.Ремонт пьяного подшипника
Подготовьте плоскую отвёртку, чистую ветошь и смазку для редуктора, рекомендованную в инструкции.
- Подшипник держится за счёт скобы. Отсоедините её плоской отвёрткой.
- Извлеките пьяный подшипник из алюминиевого корпуса редуктора.
- Выньте игольчатый подшипник.
- Извлеките шестерёнку и пружину.
- Снимите с пружины пластиковую центровку.
- Замените негодные запчасти.
- Возьмите алюминиевый корпус редуктора и тщательно его очистьте сухой ветошью. Все запчасти тоже очистьте.
- Смажьте подшипник изнутри. Вставьте в него игольчатый подшипник и тоже смажьте.
- Вставьте шестерёнку, смажьте изнутри и вставьте в неё пружину. Наденьте центровку.
- Промежуточный вал смажьте и поставьте на него скобу переключения.
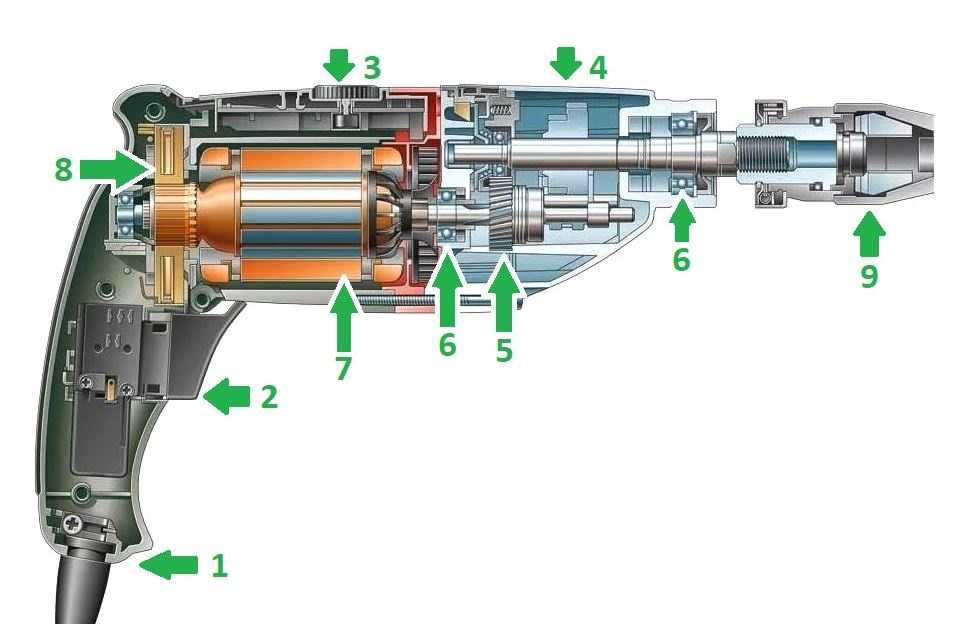 Установите вал в пьяный подшипник.
Установите вал в пьяный подшипник. Пьяный подшипник с промвалом в сборе
- Алюминиевый корпус смажьте. Вставьте в него подшипник так, чтобы направляющая центровка села на штырёк в корпусе.
- Пьяный подшипник не надо сразу утапливать вглубь корпуса, так как на его рычаг будет надеваться втулка от гильзы.
Пьяный подшипник с втулкой от гильзы
- В гильзу вставьте приводимую втулку. Гильзу опустите в корпус редуктора и вставьте рычаг наружного кольца подшипника в отверстие втулки.
- Надавите на подшипник. Зафиксируйте его скобкой. Используйте плоскую отвёртку в качестве рычага при установке скобы.
Ремонт растровой втулки и ударного болта
Чтобы разобрать растровую втулку, нужно сжать пружину, снять стопорное кольцо и шестерню.
Растровая втулка в сборе и без шестерни
Растровая втулка в сборе и без шестерни
Ударный болт ремонтируется путём замены деталей или меняется полностью, если развалился на части.
- В растровой втулке с двух сторон есть отверстия, в которых отчётливо видно стопорное кольцо.
 Маленькой плоской отвёрткой подденьте и сдвиньте кольцо с обеих сторон.
Маленькой плоской отвёрткой подденьте и сдвиньте кольцо с обеих сторон. Растровая втулка
- Достаньте кольцо и вытряхните из втулки ударный болт.
Дефект ударного механизма
- Разберите его на детали и проверьте их целостность. Износившиеся детали замените на новые.
Ударный болт
- Очистьте растровую втулку изнутри и снаружи. Смажьте её и болт.
- Вставьте сначала собранный ударный болт, потом стопорное кольцо. Возьмите большую плоскую отвёртку, надавите на кольцо до щелчка. Теперь надо проверить, как оно закрепилось. Вставьте плоскую отвёртку в узкое отверстие втулки и несильно постучите молотком, как по зубилу. Кольцо должно остаться на месте.
Замена гильзы
Гильза изнашивается реже растровой втулки, но при частом перегреве инструмента она тоже выходит из строя. Из алюминиевого корпуса редуктора извлеките растровую втулку и гильзу. На её место поставьте новую.
Изношенная и новая гильза с бойком
Изношенная и новая гильза с бойком
Особенности ремонта бочкового перфоратора
Ремонт бочкового перфоратора имеет те же принципы, что и простой.
 Основное отличие в конструкции и количестве элементов.
Основное отличие в конструкции и количестве элементов.Замена щёток
-
Снимите нижнюю крышку корпуса и увидите заглушки, которые надо открутить.
Открутите заглушки
- Щётки имеют пружинки, поэтому после извлечения заглушек пружинки приподнимутся над корпусом, и вы легко сможете вытащить щётки.
Извлеките щётки
Замена щёток у бочкового перфоратора
Ударный механизм и ремонт редуктора
Основное отличие бочкового перфоратора от простого в конструкции редуктора. Некоторые модели имеют ударный механизм с пьяным подшипником.
Бочковой перфоратор с пьяным подшипником
Бочковой перфоратор с пьяным подшипником
Но у большинства перфораторов кривошипно-шатунный ударный механизм.
Бочковой перфоратор с кривошипно-шатунным ударным механизмом
Кривошипно-шатунный ударный механизм у бочкового перфоратора
Все шестерни и подшипники необходимо проверять и смазывать.
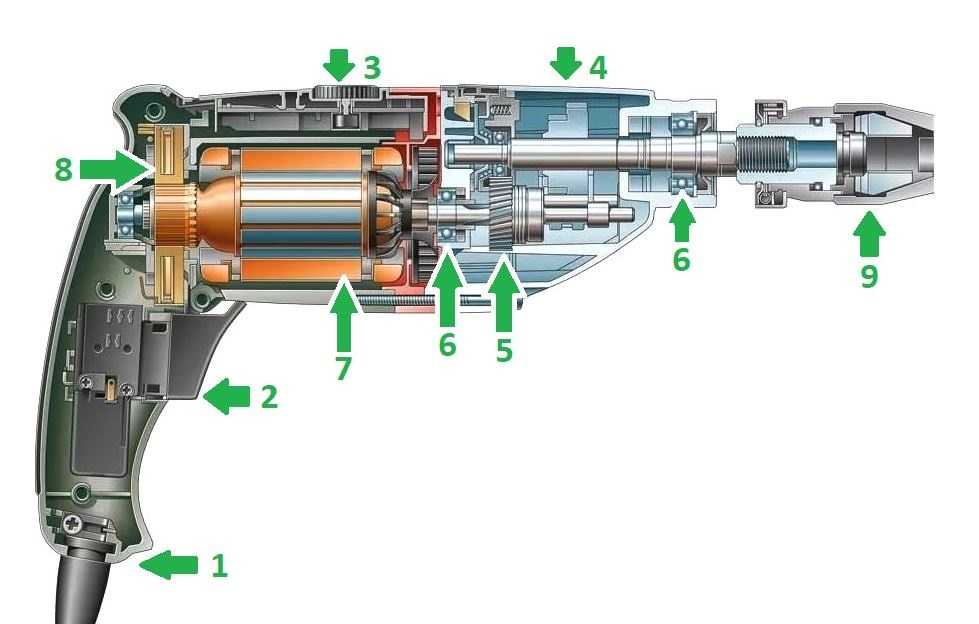 Изношенные менять. Чтобы разобрать такую конструкцию, нужно раскрутить болты на корпусе. Ствол выбивается из корпуса резиновым молотком. Подшипники снимаются съёмником.
Изношенные менять. Чтобы разобрать такую конструкцию, нужно раскрутить болты на корпусе. Ствол выбивается из корпуса резиновым молотком. Подшипники снимаются съёмником.- После снятия ствола нужно извлечь растровую втулку с бойком. Для этого необязательно разбирать весь корпус.
Растровая втулка с бойком
- Деревянной колотушкой постучите по рёбрам металлического корпуса редуктора.
- Сначала выйдет боёк, потом втулка.
Как извлечь из бочкового перфоратора боёк и растровую втулку
Из-за неисправного бойка перфоратор перестаёт бить.
Ремонт бочкового перфоратора
Правильная эксплуатация и уход за перфоратором
Чтобы перфоратор работал долго, следует соблюдать некоторые рекомендации:
-
перед закреплением оснастки смажьте хвостовик средством, указанным в инструкции;
-
после работы очистьте патрон и оснастку;
-
при работе с бетоном через каждые 2 см вынимайте бур;
-
если нужно высверлить большое отверстие, используйте буры разного диаметра, чтобы не сверлить сразу самым большим буром;
-
при большом объёме работы делайте перерывы, чтобы оснастка остыла.
 В перерывах можете очищать патрон;
В перерывах можете очищать патрон; -
регулярно проводите полный разбор инструмента для чистки и смазки.
Если у перфоратора появилась какая-либо неисправность, ознакомьтесь с инструкцией. Внимательно осмотрите инструмент. Если не сомневаетесь в себе, то произведите ремонт своими руками.
-
- Автор: Наталья Панкова
- Распечатать
Главная > Набор инструментов > Ремонт перфоратора своими руками
grounde.ru
Как разобрать патрон перфоратора? Учимся делать простые вещи, избегая ошибок
Для чего бывают нужны знания, как разобрать патрон перфоратора? В том случае, если довольно дорогостоящий инструмент поломается, не проще ли его просто отнести в ремонтную мастерскую? Однако обращаться туда, как показывает практика, стремится далеко не каждый пользователь (то ли, порой, из-за нехватки времени, то ли из-за неимения достаточного количества дополнительных средств, ведь ремонт иногда может стоить довольно дорого и вылиться в цену, за которую можно купить половинку нового инструментария). Поэтому, некоторые и предпочитают разборку осуществлять самостоятельно, своими руками. Ведь понятно, что если устройство вдруг перестает работать по ряду причин, то самым предсказуемым решением будет его разобрать и устранить проблему.
Поэтому, некоторые и предпочитают разборку осуществлять самостоятельно, своими руками. Ведь понятно, что если устройство вдруг перестает работать по ряду причин, то самым предсказуемым решением будет его разобрать и устранить проблему.
Как разобрать патрон перфоратора так, чтобы затем во вновь собранном виде инструмент продолжил свое функционирование после устранения найденной поломки? Но не обязательно это делать только в тех случаях, когда неприятность уже произошла. Еще знать, как вещь, такая как перфоратор, разбирается, нужно и для проведения профилактики и смазки. Так что, по любому, знания могут пригодиться практически каждому, у кого в хозяйстве находится подобный прибор.
Сперва следует определить его конструкцию, а они, кстати, бывают разные. Кулачковый – различные буры вставляются и заменяются при помощи специального ключа. В цанговом – достаточно лишь провернуть деталь, а ключи для этих целей не потребуется. В быстрозажимном (одно- или двух- гильзовом) – другая конструкция. В общем, на различных устройствах сверла могут быть закреплены по-разному, и данный фактор тоже следует учесть. Многие новички зачастую спрашивают: зачем надо такое количество видов? Все дело в том, что сами инструменты бывают с большой или малой мощностью. И если устройство достаточно мощно, то необходимо всерьез задуматься о надежности креплений для сверл и насадок, иначе трагедии не избежать!В некоторых случаях деталь снимается довольно легко, а в некоторых – придется повозиться. Изучаем крепления самого патрона. Деталь обычно удерживается в рабочем положении при помощи шпинделя или же – стержней винтовых (редко наблюдаем более цепкую фиксацию, в зависимости от фирмы-производителя, и тогда потребуются новые приложенные усилия).Но в самом распространенном своем варианте патрон можно снять при помощи трех несложных инструментов: отверткой, ключом и небольшим молотком. Нужно молоточком постукивать по голове винта, слегка ослабив фиксирование. Затем – скрутить винт, действуя при помощи отвертки.
В общем, на различных устройствах сверла могут быть закреплены по-разному, и данный фактор тоже следует учесть. Многие новички зачастую спрашивают: зачем надо такое количество видов? Все дело в том, что сами инструменты бывают с большой или малой мощностью. И если устройство достаточно мощно, то необходимо всерьез задуматься о надежности креплений для сверл и насадок, иначе трагедии не избежать!В некоторых случаях деталь снимается довольно легко, а в некоторых – придется повозиться. Изучаем крепления самого патрона. Деталь обычно удерживается в рабочем положении при помощи шпинделя или же – стержней винтовых (редко наблюдаем более цепкую фиксацию, в зависимости от фирмы-производителя, и тогда потребуются новые приложенные усилия).Но в самом распространенном своем варианте патрон можно снять при помощи трех несложных инструментов: отверткой, ключом и небольшим молотком. Нужно молоточком постукивать по голове винта, слегка ослабив фиксирование. Затем – скрутить винт, действуя при помощи отвертки. Зажать патрон в тисках или ключе и прокрутить шпиндель.Не станем рассматривать более редкие и старые модели. Сегодня многие современные перфораторы – достаточно универсальны и незаменимы в выполнении некоторых работ при ремонте и строительстве. Соответственно, для такого инструмента существует множество насадок и переходников в соответствии с поставленными задачами. А основой конструкции все же является патрон. Кстати, профессионалы советуют держать под рукой сменный патрон на запас: при достаточных сильных нагрузках единственный может поломаться, а у вас не будет, чем его сменить. Специалисты отмечают, что для разного труда необходимо использовать различные по действию патроны: с ключом (для габаритных буров), быстрозажимный (для быстрой смены переходников и сверл во время исполнения работ).
Зажать патрон в тисках или ключе и прокрутить шпиндель.Не станем рассматривать более редкие и старые модели. Сегодня многие современные перфораторы – достаточно универсальны и незаменимы в выполнении некоторых работ при ремонте и строительстве. Соответственно, для такого инструмента существует множество насадок и переходников в соответствии с поставленными задачами. А основой конструкции все же является патрон. Кстати, профессионалы советуют держать под рукой сменный патрон на запас: при достаточных сильных нагрузках единственный может поломаться, а у вас не будет, чем его сменить. Специалисты отмечают, что для разного труда необходимо использовать различные по действию патроны: с ключом (для габаритных буров), быстрозажимный (для быстрой смены переходников и сверл во время исполнения работ).
Очень важно: если ранее сверло крепилось на подвижных кулачках, то сегодня прогресс уже давно ушел вперед – в SDS патроне, к примеру, бур удерживается при помощи направляющих клиньев и специальных стопорных шаров (обычно, по 2 или 3). Такой тип крепления выглядит и быстрым и, главное, очень надежным.
Такой тип крепления выглядит и быстрым и, главное, очень надежным.
Значительно упрощается и замена насадок. Достаточно лишь вставить выбранную в гнездо, надавить до щелчка.
Как осуществить разборку своими руками
Наиболее распространенными в нынешнее время устройствами являются модели некоторых известных брендов. Мы расскажем, как выполнить разборку перфораторного патрона на примере Bosh.
- Отодвигаем часть из пластика и снимаем уплотнитель из резины.
- Используя отвертку, поддеваем кольцо для фиксации. Далее – аналогичную шайбу. Действовать нужно как можно аккуратней, без резких движений, при которых возможен срыв и отскок этих небольших деталей.
- За шайбой находится еще одно кольцо. Его необходимо поворачивать и тоже снять, поддевая, к примеру, отверткой.
- За пластиком будет зажим SDS, который состоит из пружинки, шара и шайбы. Вынимаем шар, после – поддеваем шайбу и вытаскиваем пружину.
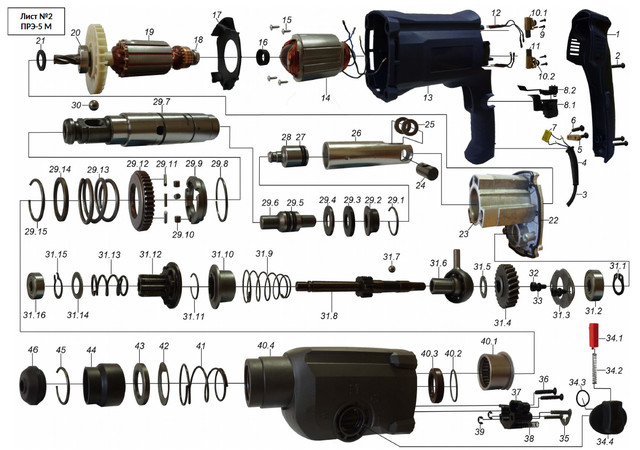
Надо сказать, что патрон обычно разбирается с различными задачами, среди которых произведение ремонтов или замена вышедших из строя деталей, очищение, смазывание частей. А патроны от современных перфораторов других моделей (к примеру, Makita) разбираются приблизительно с той же последовательностью, что и Bosh. Иногда встречаются, правда, нюансы конструкций, но это бывает довольно редко.
Сборка патрона и его замена
После проведения запланированных работ по ремонту, восстановлению или профилактике, патрон требуется правильно собрать. Сделать это будет достаточно просто, следуя предыдущим инструкциям, выполненным в обратном порядке: начиная с последнего этапа и заканчивая первым.Как уже было указано, при выборе запасного патрона помните, что не любой подходит на каждую основу. Это обстоятельство следует учитывать, подбирая деталь той же фирмы, что и все остальное, или хотя бы соблюдая основные параметры патрона. При установке нового нужно выполнить несколько этапов: навернуть деталь на дрель до упора, вставить в гнездо фиксирующий винт, закрутить его отверткой до самого упора. После – проверяем, как закреплены детали, и можно приступать к выполнению ремонтных работ при помощи этого необходимого инструмента.
При установке нового нужно выполнить несколько этапов: навернуть деталь на дрель до упора, вставить в гнездо фиксирующий винт, закрутить его отверткой до самого упора. После – проверяем, как закреплены детали, и можно приступать к выполнению ремонтных работ при помощи этого необходимого инструмента.
Итоги: В общем, как видите, ничего сложного, если знать, как разобрать патрон перфоратора или его заменить. Справиться с поставленными задачами может любой человек, который умеет с этим инструментом достаточно хорошо управляться. Следует не забывать и о том, что при частых сменах сверл или насадок вам лучше купить быстрозажимный патрон, а если применяете большого размера сверла – ключевой. А желательно будет, в идеале, иметь различные патроны, подходящие для вашего перфоратора (особенно, если инструмент используем часто). Именно в этих целях научиться снимать и разбирать патроны – насущно необходимая задача.
remtra.ru
Как отремонтировать перфоратор своими руками: разборка, сборка, видео
Любой инструмент, в том числе и перфоратор, требует специального ухода за собой и бережливого использования. Поэтому каждый владелец такого электрического инструмента обязан производить регулярный осмотр агрегата, знать, как разобрать перфоратор. Разбор и ремонт устройства вполне можно произвести дома, не потратив ни копейки на услуги специалиста.
Поэтому каждый владелец такого электрического инструмента обязан производить регулярный осмотр агрегата, знать, как разобрать перфоратор. Разбор и ремонт устройства вполне можно произвести дома, не потратив ни копейки на услуги специалиста.
Перфоратор – обязательный инструмент на любой стройке, но из-за неосторожного применения он очень быстро изнашивается и выходит из строя. Это происходит по причине больших нагрузок на инструмент. Как мы знаем, перфоратор зачастую работает на полной мощности в самых тяжёлых условиях. Из-за таких нагрузок, даже брендовые модели поддаются поломкам. Поэтому каждый владелец этого аппарата должен знать, как осуществить ремонт перфоратора своими руками.
Как и любое другое техническое устройство, перфоратор можно починить, для этого его не обязательно нести в специализированную мастерскую. Хотя далеко не каждый мужчина знает, как отремонтировать перфоратор, но не беда! Эта статья поможет вам сделать ремонт своими руками без посторонней помощи.
Общая информация
Наиболее частой причиной поломки инструмента является отошедший провод. Из-за простого невнимания люди платят значительные деньги за сущую безделицу в сервисах по ремонту перфораторов. Элементарного осмотра бывает достаточно для понимания, что инструмент сломался условно, что его можно легко починить самому без посторонней помощи.
Реален ли самостоятельный ремонт?
Не всегда визуальный осмотр поможет выявить причину поломки. В таком случае, следующим этапом будет разбор перфоратора. Если аппарат прослужил уже много лет и не представляет значительной ценности, можно попытаться найти причину поломки, разобрав инструмент на отдельные детали. К автономному ремонту смело приступайте, если причина неисправности инструмента видна визуально и уже имеется представление о начинке перфораторов. Если аппарат был куплен относительно недавно, а сама модель – более современная и стоит немалых денег, то лучше всего обратиться в сервисный центр, ведь самостоятельный ремонт может не столько починить прибор, сколько нанести вред. Если осмотр агрегата не выявил поломки, то с ремонтом перфоратора надо повременить. В последнем случае не лишним будет консультация опытного специалиста.
Если осмотр агрегата не выявил поломки, то с ремонтом перфоратора надо повременить. В последнем случае не лишним будет консультация опытного специалиста.
Признаки неисправностей оборудования
Любые нарушения в работе инструмента имеют свои причины, которые следует обнаружить. Человек, который приобрёл инструмент, к примеру, фирмы Bosch или Спарки, ждёт от него соответствующего высокого результата работы, как от каждого иностранного, качественного товара. Чтобы исключить риск возникновения серьёзных поломок, нужно знать принцип действия устройства. По некоторым характерным признакам можно выявить причину поломки и не допустить возникновения большей проблемы.
Признаки:
- Запах гари из устройства.
- Во время работы возникают паузы или происходят небольшие замыкания.
- Аппарат не включается с первого раза или работает с перебоями.
- Появление посторонних шумов при работе с устройством. При этом раньше такие шумы не были замечены.
Любые из вышеперечисленных признаков не следует игнорировать.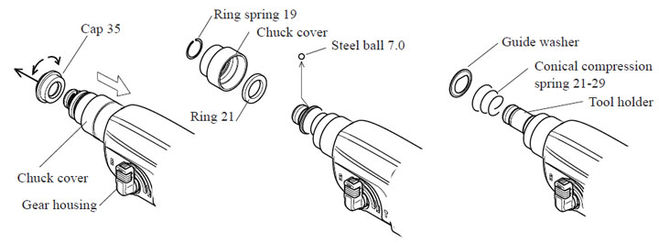 Приступите к выяснению причины сбоя агрегата. Для бесперебойной работы в течение длительного срока следует внимательно следить и ухаживать за инструментом. Для починки аппарата следует изучить составляющие перфоратора и научиться разбирать и собирать его.
Приступите к выяснению причины сбоя агрегата. Для бесперебойной работы в течение длительного срока следует внимательно следить и ухаживать за инструментом. Для починки аппарата следует изучить составляющие перфоратора и научиться разбирать и собирать его.
Разборка и сборка инструмента + (Видео)
Поврежденный провод на устройстве, как и другие небольшие механические повреждения, можно без особого труда заметить. Если же произвести тщательный осмотр деталей инструмента, то не сложно увидеть и другие незначительные неисправности, которые привели к поломке аппарата. При более серьёзных проблемах нужна разборка перфоратора. А по завершению ремонтных работ – также и сборка перфоратора. Вторая операция в некоторых случаях бывает сложнее первой – появление после сборки лишних деталей укажет на просчеты ремонта. Чтобы этого не произошло, нужно не только знать, как правильно починить перфоратор, но и как собрать его. Важно быть внимательным и осторожным во время ремонта инструмента, тогда в 99% случаев ремонт пройдет успешно!
Чтобы приступить к ремонту перфоратора, в том числе и бочкового типа, следует правильно разобрать устройство:
- Снятие резинового наконечника и кольцевой пружины.
 После этого приступаем к снятию самого кожуха муфты сверла.
После этого приступаем к снятию самого кожуха муфты сверла. - Аккуратно вытаскиваем стальной шар, выполняющий роль фиксации.
- Снятие ручки переключателя, предварительно расположив рычажок режима работы в максимальное положение. Нажимаем на кнопку фиксации положения.
- Снятие накладки (задней) на ручку.
- Вынимание щетки двигателя.
- Снятие передней части, для чего нужно выкрутить 4 винта, расположенные возле бура.
- Вытаскиваем ротор. Для этого отвинчиваем крепы, расположенные на статоре, после чего с контактов статора открепляем 4 клеммы.
- Вытаскиваем оставшиеся части.
В некоторых случаях, если проблема заключается в редукторе или ударном механизме, дополнительно отвинчиваем торец корпуса редуктора, после чего аккуратно снимаем кожух, сделанный из пластика. Чтобы детали оставались на месте, лучше всего весь этот процесс производить, положив инструмент на бок.
Ремонт своими силами + (Видео)
В большинстве случаев ремонт заключается в замене сломанных и неисправных деталей. Но существуют иные проблемы в работе инструмента:
Но существуют иные проблемы в работе инструмента:
- Пробой обмотки. Для решения проблемы следует перемотать якорь и статор.
- Износ щеток. В этом случае прибегают к разбору перфоратора и замене изношенных частей.
- Износ пыльника перфоратора. Ремонту он не подлежит, лишь замене.
- Патрон перфоратора. Проблема будет заметна, если его обод начнет постоянно замедлять вращение. Подлежит замене.
- Плохая смазка. Периодически проверяйте уровень масла в лотке. Смазывать следует и некоторые части инструмента: промежуточный вал, шестеренка редуктора.
- Износ подшипников. Подшипники постепенно собирают пыль и грязь во время работы, смазка загустевает, они начинают перегреваться и в результате – выходят из строя. Подлежат замене.
Если поломка серьезная, а опыта ремонта у вас нет, лучший вариант для вас –обращение к опытным мастерам. Не приступайте к ремонту, если не уверены, что сможете самостоятельно выявить причину поломки, и не в состоянии её решить!
instrument-blog.ru
Устройство патрона перфоратора – ремонтируем и заменяем + Видео
Устройство патрона перфоратора при выборе этого инструмента должно вас интересовать в первую очередь. От этого зависит, какими насадками вы сможете пользоваться в будущем, как легко сможете их менять и как быстро отремонтируете инструмент в случае необходимости.
Устройство патрона перфоратора – что скрывается внутри?
История эволюции патрона для перфоратора берет свое начало еще в 30-х годах прошлого века, когда известным производителем техники Bosch был разработан и поставлен на поток первый перфоратор. Совокупность вращательного момента и импульсного долбления предсказуемо пришлась по вкусу потребителям, и с тех пор инструмент не сходит с прилавков. Однако первое время потребители были вынуждены мириться с определенными недостатками.
Совокупность вращательного момента и импульсного долбления предсказуемо пришлась по вкусу потребителям, и с тех пор инструмент не сходит с прилавков. Однако первое время потребители были вынуждены мириться с определенными недостатками.
В частности, слабым звеном был патрон, поскольку ударное сверление оказывало на эту делать разрушительное влияние. Производители пошли путем упрощения – чем проще устройсто патрона перфоратора, тем крепче будет деталь. На сегодняшний день на перфораторах вы можете найти три типа патронов, которые в свою очередь разделяются на подтипы.
- Патрон ключевой (зубчатый, кулачковый) – насадка зажимается с помощью специального ключа, который сводит и разводит “пальчики” внутри патрона, зажимающие стержень. Достоинством такого патрона является высокая надежность крепления. Но на смену насадки нужно тратить гораздо больше времени, чем при использовании других типов.
- Патрон быстрозажимной (БЗП) – зажатие насадки происходит с помощью усилия одних лишь рук.
 Существует два подтипа таких устройств – двухмуфтовые и одномуфтовые. В первом случае одной рукой задняя муфта удерживается, а второй откручивается передняя муфта. В одномуфтовом патроне все еще проще – достаточно усилия одной руки. Однако он применим лишь к дрелям с автоматической блокировкой вала.
Существует два подтипа таких устройств – двухмуфтовые и одномуфтовые. В первом случае одной рукой задняя муфта удерживается, а второй откручивается передняя муфта. В одномуфтовом патроне все еще проще – достаточно усилия одной руки. Однако он применим лишь к дрелям с автоматической блокировкой вала.
Steck, Dreh, Sitzt – вставь, поверни, закреплено!
В 80-х годах компания Bosch в очередной раз доказала – все гениальное просто! Ее инженеры представили на всеобщий суд концептуально новый механизм крепления, сегодня известный всем под аббревиатурой SDS. Расшифровывается она совершенно просто – “steck, dreh, sitzt”, что в переводе с немецкого на русский обозначает “вставь, поверни, закреплено”. Не удивительно, что на сегодняшний день практически 90 % перфораторов оборудованы именно этим типом патрона. Его еще также называют быстрозажимным, поэтому многие пользователи путают его с изделиями, которые зажимают насадки с помощью вращения муфт – в SDS патрон нужно лишь придерживать!
О конструкции и принципе действия SDS-системы вам расскажут сами буры, вернее, конструктивное строение их хвостовиков. На них вы обнаружите четыре паза, два из которых – открытые с торца, а два – закрытые. Роль открытых – быть направляющими для вставки насадок, а закрытые выемки фиксируют инструмент, для чего в патроне предусмотрены специальные шарики. Вставив сверло по направляющим, его нужно слегка провернуть, чтобы шарики попали в закрытые пазы, на этом процесс закрепления насадки закончен.
На них вы обнаружите четыре паза, два из которых – открытые с торца, а два – закрытые. Роль открытых – быть направляющими для вставки насадок, а закрытые выемки фиксируют инструмент, для чего в патроне предусмотрены специальные шарики. Вставив сверло по направляющим, его нужно слегка провернуть, чтобы шарики попали в закрытые пазы, на этом процесс закрепления насадки закончен.
Для более легкого вхождения сверла внутрь крепежа рекомендуется его немного смазать. Следует учесть, что при таком способе крепления у насадки возникает небольшое радиальное биение, которое проявляется на холостом ходу. Но на точность высверливания отверстия это не влияет. Однако такое свободное хождение насадки внутри крепежа отделяет патрон от ударного воздействия, которому подвержены сами буры или сверла.
SDS-патроны – типы и применение
В свою очередь SDS-крепежи делятся на пять разных типов, которые друг от друга отличаются разными диаметрами посадочных стержней. Помимо насадок SDS, существуют еще SDS-plus и SDS-max. Промежуточные варианты – SDS-top и SDS-quick. Самым распространенным типом является SDS-plus, который предназначен для буровых насадок с диаметром хвостовика 10 мм. Хвостовик входит в крепеж на 40 мм, после чего начинается рабочая зона, диаметр которой может быть от 4 мм до 26 мм.
Помимо насадок SDS, существуют еще SDS-plus и SDS-max. Промежуточные варианты – SDS-top и SDS-quick. Самым распространенным типом является SDS-plus, который предназначен для буровых насадок с диаметром хвостовика 10 мм. Хвостовик входит в крепеж на 40 мм, после чего начинается рабочая зона, диаметр которой может быть от 4 мм до 26 мм.
Максимальная допустимая длина зубила для перфоратора с типом хвостовика SDS-plus – 1 м. Наиболее распространенные диаметры насадок представлены в рамках от 6 мм до 12 мм. Такой тип крепежа представлен на перфораторах легкой и средней категории, которые пользуются высоким спросом в быту и продаются ежегодно миллионами экземпляров. Для справки, в легкой категории находятся инструменты весом до 3 кг, тогда как в средней – от 3 кг до 5 кг, не считая веса насадок. Рассчитаны они на ударную нагрузку до 5 Дж. Профессиональные тяжелые перфораторы от 5 кг могут выдать силу удара до 30 Дж! Соответственно, и производительность профессиональных агрегатов в разы выше.
Удержать насадку в таком случае сможет только крепеж типа SDS-max. Отличается он большим диаметром хвостовика – 18 мм, а также наличием еще одного направляющего паза. Соответственно, и диаметр рабочей части насадки увеличивается до 60 мм. Такую строительную технику покупать следует только в том случае, если вы планируете использовать ее постоянно. Правда, приготовьтесь к тому, что стоимость агрегата существенно уменьшит объем вашего кошелька, однако такие затраты себя окупят – перфоратор отработает очень долго и качественно. Приобретать лучше проверенные бренды.
Разбираем и собираем патрон для перфоратора
Время от времени детали перфоратора следует осматривать и чистить – это позволяет избежать более существенных неполадок и упрощает работу. Иногда необходимо даже провести небольшой ремонт, например, заменить пружину. Все эти операции способен выполнить каждый человек, даже не сведущий особо в технике. В основном SDS-патроны по своей конструкции не очень отличаются даже у разных производителей.
Иногда необходимо даже провести небольшой ремонт, например, заменить пружину. Все эти операции способен выполнить каждый человек, даже не сведущий особо в технике. В основном SDS-патроны по своей конструкции не очень отличаются даже у разных производителей.
Для примера рассмотрим процесс разборки патрона от перфоратора Bosch, ведь именно она в свое время изобрела такой способ крепления.
Для начала нужно отодвинуть пластиковую часть и снять резиновый уплотнитель. Фиксирующее кольцо аккуратно снимается отверткой, после чего снимается фиксирующая шайба. За шайбой “упрятано” второе кольцо, которое также снимается с помощью отвертки. Затем следует непосредственно механизм SDS, который состоит из шайбы, шарика и пружины. Сначала нужно вынуть шарик, затем шайбу и пружину. Вполне логично, что для сборки патрона все действия необходимо повторить в обратном порядке, предварительно очистив детали от пыли и смазав их маслом.
Выбор насадок – несколько советов!
Производители, пытаясь угодить потребителям, предлагают различные переходники, благодаря которым на SDS-max, например, можно поставить бур с хвостовиком SDS-plus. Ладно бы, если только так, но на прилавках вы найдете и переходники с меньшего на больший диаметр! Ни в коем случае не используйте их! Инструмент легкого или среднего класса физически не предусмотрен для работы с насадками для тяжелых инструментов. Это как если бы человека, который не занимается активно спортом, заставили бы пробежать марафон на 42 км. Вполне возможно, что он бы даже добежал до финиша, но вряд ли это прибавило бы ему здоровья.
Буры для перфораторов обычно продаются сразу упаковками – дело в том, что они практически не подлежат ремонту. Наибольшим спросом пользуются насадки-буры, которые во многом похожи на сверло для дрели, хотя, если присмотреться, вы заметите существенную разницу в заточке режущей кромки и строении спирали. Кстати, чем больше спираль закручена, тем лучше произойдет отвод отходов, тем быстрее удастся засверлить отверстие. Однако высокой прочностью такие буры похвастаться не могут. Чем меньше закручена спираль – тем выше прочность!
Кстати, чем больше спираль закручена, тем лучше произойдет отвод отходов, тем быстрее удастся засверлить отверстие. Однако высокой прочностью такие буры похвастаться не могут. Чем меньше закручена спираль – тем выше прочность!
- Автор: Михаил Малофеев
- Распечатать
Оцените статью:
(4 голоса, среднее: 3.8 из 5)
Поделитесь с друзьями!
патрон, редуктор, головку, кнопку (видео)
Многие часто задают вопрос, как разобрать перфоратор? Ведь на сегодняшний день он является одним из особо важных инструментов при ремонте. Вовремя сделанная ревизия и замена отработанных деталей гарантируют стабильную и долговечную работу.
Для ремонта перфоратора своими руками, необходимо правильно его разобрать и собрать.
Причины для разборки перфоратора
Даже при исправной работе перфоратора ему необходима периодическая профилактика и прочистка деталей. Во время профилактики инструмент нужно разобрать, чтобы смазать и заменить все изношенные части. Перфораторы разных изготовителей разбираются одинаково, однако есть некоторые нюансы.
Во время профилактики инструмент нужно разобрать, чтобы смазать и заменить все изношенные части. Перфораторы разных изготовителей разбираются одинаково, однако есть некоторые нюансы.
Одни из самых популярных производителей инструмента – Bosh, Интерскол, а также многие другие.
Перед разборкой определяется поломка части инструмента, которая может быть заметна на поверхности перфоратора. К примеру, изношенное состояние пыльника на патроне. Такая признак является причиной для разбора перфоратора и ревизии патрона, иначе инструмент выйдет из строя.
Схема устройства перфоратора.
Наиболее часто встречаются такие проблемы по электрической части, как износ графических щеток и поломка кнопки включения. Однако эти проблемы можно легко устранить самому, иногда запасные детали идут уже в комплекте с перфоратором. Если причина поломки располагается в якоре, обрыве обмотки и других элементах, потребуются специальные знания и опыт.
Перед разборкой инструмента нужно выявить причину поломки. Основные признаки для разборки инструмента:
Основные признаки для разборки инструмента:
- Нестабильная работа.
- При работе с инструментом замечаются странные звуки.
- «Горелый» запах во время работы.
- Нет нужного режима долбления или сверления.
Если наблюдается хоть один из вышеперечисленных признаков, то нужно задуматься о ремонте вашего помощника. Некорректная работа перфоратора может стать причиной полного выхода из строя такого ценного инструмента.
Вернуться к оглавлению
Разборка перфоратора
Замена смазки и чистка перфоратора возможны лишь при его полной разборке. При правильном соблюдении всех действий и рекомендаций это можно сделать легко и без особых усилий.
Последовательность действий при разборке перфоратора:
Частой причиной поломки является проблема с пыльником.
- Как было сказано выше, для начала нужно проверить поверхность инструмента. Поломка часто кроется в пыльнике на патроне, который теряет свою пригодность. Из-за такой проблемы теряются стопоры.
 Работа длинными сверлами предотвратит такую проблему.
Работа длинными сверлами предотвратит такую проблему. - Осмотрев инструмент и убедившись, что проблем на внешней стороне нет, выполняется разборка перфоратора. Она начинается с верхнего узла. Когда снимется резиновый наконечник, можно увидеть стопорную шайбу. После снятия стопорного приспособления убирается головка и последующая пружина. После выполнения этих действий вытаскивается шарик.
- При разборке перфоратора нужно быть очень внимательным и запоминать последовательность действий. Складывать детали нужно в отдельную коробку, чтобы не потерять нужный элемент. Осторожно раскрыть корпус, где находится редуктор, пока не будет щель размером 3-5 см.
- Ручка переключателя устанавливается в режим сверления с ударом, а после снимается.
- После всех проделанных действий снимается корпус с редуктора.
Редуктор играет очень большую роль – он передает вращающее действие с электродвигателя к патрону. Редуктор состоит из множества шестеренок, которые имеют разную форму. Электронное устройство, которым регулируется число вращений, находится в узле редуктора. Также с помощью него определяется количество ударов в минуту. Этот элемент перфоратора очень часто нуждается в профилактике.
Электронное устройство, которым регулируется число вращений, находится в узле редуктора. Также с помощью него определяется количество ударов в минуту. Этот элемент перфоратора очень часто нуждается в профилактике.
С помощью плоской отвертки отсоединяется рычаг переключения режимов. Раскрыв редуктор, нужно провести внимательный осмотр и обратить внимание на такие детали:
- боек;
- поршень;
- шестерни и их зубчики.
Вкулачковый патрон сверло крепится с помощью специального ключа.
Во время осмотра, если обнаруживается износ таких деталей, нужно обязательно заменить их на новые. С помощью бензина или растворителя прочищаются все детали редуктора. Этот элемент нуждается в профилактических мерах, а своевременная смазка и замена деталей обеспечивают бесперебойную работу.
Если выведен из строя якорь редуктора или проблема состоит в его стартере, нужно открутить три шурупа и снять заднюю крышку. В момент раскрытия обязательно уделить вниманию щеткам.
При отключенном перфораторе измерительным прибором проверяется целостность кнопки включения и шнура для электросети. Если визуально кабель не имеет изогнутых переломов, можно прозвонить каждую жилу. Это позволит убедиться в исправности инструмента.
Главной проблемой в поломке перфоратора может стать пыль. Загрязнение устройства бывает причиной пробоя обмотки. В таком случае идет разборка и тщательная чистка, а также замена деталей, не подлежащих ремонту. Есть варианты инструмента с пылесборником – он позволит уменьшить попадание пыли в инструмент. Однако, работая короткими сверлами, появление пыли в устройстве будет неизбежно.
Вернуться к оглавлению
Разборка патрона перфоратора
Перед разборкой редуктора нужно разобрать патрон. При снятии патрона в первую очередь определяют его вид и конструкцию. Существуют такие конструкции патронов:
- Кулачковый. В таком патроне сверло крепится с помощью специального ключа.
- Цанговый. Замена сверла производится при повороте патрона.

- Быстрозажимной. Такой патрон производится с одной или двумя гильзами.
В разных видах инструмента крепление патрона может отличаться. Изучить и разобраться в способе крепления патрона очень важно. Крепление происходит с помощью винтового стержня или шпинделя. Процесс снятия патрона производится по-разному, иногда нужно приложить некоторые усилия и запастись терпением.
Цанговый патрон меняется при его повороте.
Снятие патрона происходит по следующим этапам:
- Первым делом нужно ослабить фиксацию. Разрешается легонько постукивать молотком по патрону.
- Используя отвертку, откручиваем винт.
- Зажав патрон в тисках, нужно прокрутить шпиндель.
Способ разборки может отличаться, так как инструменты производятся разными фирмами. Второй вариант разборки патрона:
- Отодвигается пластиковая часть, а затем снимается резиновый уплотнитель.
- Отверткой снимается фиксирующее кольцо.
- После шайба для фиксации откручивается.

- После того, как шайба удалена, можно увидеть еще дополнительное кольцо. Снимается оно при помощи отвертки.
В самом конце встречается цанговый зажим. Он состоит из пружины, шарика и шайбы. В первую очередь снимается шарик, а затем остальные составляющие.
Вернуться к оглавлению
Рекомендации по разборке и смазке перфоратора
При устранении неполадок в работе перфоратора все действия проводятся поочередно и следуя инструкциям.
Одним из факторов поломки являются слабые и хрупкие детали, поэтому, снимая рычаг переключателя, нужно быть очень внимательным. Рекомендуется замена резинового колпачка для защиты от пыли и грязи.
http://www.parnikiteplicy.ru/www.youtube.com/watch?v=Ob-QXwOSybI
В случае с разборным патроном нужно произвести следующие действия:
- Снять щетки перфоратора. Их тоже очень важно просмотреть и при большой изношенности заменить. Актуальным и выгодным вариантом являются угольно-графические щетки.

- Открутить все болты на корпусе перфоратора.
- Разобрать корпус и остальные детали.
- Сделать осмотр и при выявлении неисправных деталей инструмента провести их замену.
- Перед сборкой обязательно смазать все крутящиеся детали.
Смазочный материал выбирается с учетом некоторых особенностей. Лак или смазка должны иметь такого же производителя, что и сам инструмент. Однако для экономии можно смазать перфоратор дизельным маслом, но лучше всего использовать графитовую смазку.
Часто патрон разбирают при отладке инструмента. Проводить разборку патрона нужно при знании его конструкции. Во время, когда ремонтник разбирает инструмент, нужно запоминать все действия, так как сборка производится в обратной последовательности.
http://www.parnikiteplicy.ru/www.youtube.com/watch?v=OJ4a80LKjLU
Помните о мерах и правилах безопасности. Нельзя разбирать электрический инструмент, подключенный к сети 220 вольт.
Как починить сломанный масляный картридж — Помощь эксперта по вейпингу
Испортятся ли масляные картриджи
Вейпинг с маслом становится все более популярным занятием для многих людей. Несмотря на то, что по-прежнему существует множество «традиционалистов» — людей, предпочитающих трубки, бонги, даб-риги и другие аксессуары для курения, — все больше и больше людей выбирают рынок вейпинга. Один из наиболее популярных вариантов — получить ручку для вейпа с маслом, в которой используются картриджи для вейпа, чтобы обеспечить мощность и удар, которые мы все ожидаем при использовании масляных концентратов. Это удобный, мощный и экономичный вариант для многих людей. Однако, поскольку все больше и больше людей начинают их использовать, безусловно, необходимо убедиться, что вы хорошо информированы о продукте и любых проблемах, которые могут возникнуть с ним.
Несмотря на то, что по-прежнему существует множество «традиционалистов» — людей, предпочитающих трубки, бонги, даб-риги и другие аксессуары для курения, — все больше и больше людей выбирают рынок вейпинга. Один из наиболее популярных вариантов — получить ручку для вейпа с маслом, в которой используются картриджи для вейпа, чтобы обеспечить мощность и удар, которые мы все ожидаем при использовании масляных концентратов. Это удобный, мощный и экономичный вариант для многих людей. Однако, поскольку все больше и больше людей начинают их использовать, безусловно, необходимо убедиться, что вы хорошо информированы о продукте и любых проблемах, которые могут возникнуть с ним.
Картридж для вейпа представляет собой верхнюю часть ручки для вейпинга с маслом, так как он включает в себя мундштук и емкость для масла. Картридж для электронных сигарет также включает в себя хлопковый или керамический фитиль внутри масляной камеры. Масляный картридж легко крепится к бокс-моду, и вы готовы к работе! Существуют все виды масел с разной крепостью, вкусом и т. д. Все это вы сможете узнать при покупке или поиске конкретных масляных картриджей. Однако при всех разновидностях и возможностях расширения есть, конечно, проблемы. Чтобы определить, как починить ваш картридж или определить, следует ли вам заменить картридж, вы должны начать с выполнения и задать себе некоторые из приведенных ниже вопросов по устранению неполадок.
д. Все это вы сможете узнать при покупке или поиске конкретных масляных картриджей. Однако при всех разновидностях и возможностях расширения есть, конечно, проблемы. Чтобы определить, как починить ваш картридж или определить, следует ли вам заменить картридж, вы должны начать с выполнения и задать себе некоторые из приведенных ниже вопросов по устранению неполадок.
Вопросы по поиску и устранению неисправностей масляного картриджа
- Правильно соедините вейп и картридж — это не частая проблема из-за почти универсальной резьбы 510, подходящей для большинства вейп-ручек, однако это не означает, что такого рода вещи не бывает. По сути, спросите себя, может ли ваш картридж полностью навинтиться на батарею вейпа или нет. Если нет, то вы, вероятно, столкнулись с такой проблемой. Контакт батареи, скорее всего, находится вне досягаемости, будь то слишком глубокий или слишком короткий картридж, чтобы вступить в контакт. Это препятствует правильному контакту и электрической передаче.

- Засорен ли вейп-картридж — при использовании любого типа масляной вейп-ручки это может быть распространенной проблемой. Это обычное явление, особенно при работе с таким веществом, как масло. При решении такой проблемы на вас, вероятно, влияют частицы, которые собираются на путях вашей масляной ручки. Чтобы очистить эти пути, просто начните нагревать вейп. Часто это приводит к тому, что частицы разрыхляются по мере их нагревания. Если это не сработает, начните действительно повышать температуру и оторвите кнопку питания. Это приведет к еще большему рассеиванию тепла и температуры по картриджу и вытеснению того, что его забивает. Если у вас есть пар, выходящий из сторон вашего вейпа, вы можете быть уверены, что это, вероятно, проблема.
- Батарея Vape заряжена и включена — если вы не замечаете, что ваш картридж нагревается должным образом или вообще не замечает, вам нужно убедиться, что ваша батарея полностью подключена. Если после повторного подключения у вас по-прежнему возникают эти проблемы, то, очевидно, существует дополнительная проблема.
 Самым простым может быть то, что вы неправильно снова включили вейп-ручку. Это встречается чаще, чем вы думаете. После того, как вы включили вейп-ручку, попробуйте еще раз потянуть ее. Если по-прежнему нет признаков того, что ваш картридж нагревается и ударяет, вам, вероятно, потребуется зарядить аккумулятор. Если у вас есть дополнительная батарея, пришло время заменить ее, чтобы убедиться, что дело только в заряде батареи. Если нет, подождите, пока текущий зарядится настолько близко, насколько это возможно, и повторите попытку.
Самым простым может быть то, что вы неправильно снова включили вейп-ручку. Это встречается чаще, чем вы думаете. После того, как вы включили вейп-ручку, попробуйте еще раз потянуть ее. Если по-прежнему нет признаков того, что ваш картридж нагревается и ударяет, вам, вероятно, потребуется зарядить аккумулятор. Если у вас есть дополнительная батарея, пришло время заменить ее, чтобы убедиться, что дело только в заряде батареи. Если нет, подождите, пока текущий зарядится настолько близко, насколько это возможно, и повторите попытку. - Обеспечивает ли Vape Battery достаточную мощность? Это не должно быть слишком большой проблемой для решения. Просто убедитесь, что вы обеспечиваете достаточную мощность для испарения масляного картриджа, увеличив мощность или мощность. Существует несколько различных типов масляных картриджей, содержащих всевозможные добавки для придания аромата и сохранения свойств масла. Все это влияет на то, при какой температуре нужно испарять масло. Не включайте его слишком быстро, так как это может привести к более резкому удару, чем вы ожидали или хотели, но не стесняйтесь убедиться, что вы немного увеличиваете мощность.

- У вас есть время, чтобы пар образовался? Хотя по понятным причинам легко возбудиться и захотеть поторопиться с сеансом вейпинга, эту проблему может быть легко решить. Обязательно сделайте несколько вещей: во-первых, убедитесь, что вы не спешите ударить масляную ручку. Любому новому или использованному картриджу требуется несколько секунд, чтобы прогреться после того, как он не использовался в течение часа или более. Во-вторых, не забудьте дать ему дополнительное время, если вы используете вейп-ручку в холодных условиях. Находясь где-то рядом с заморозком, естественно, потребуется больше времени, чем при более высокой температуре. В-третьих, убедитесь, что мощность и мощность вашего аккумулятора достаточно высоки. Иногда, когда у вас меньше энергии, вы не производите столько энергии, и это может вызвать проблемы при парении.
- Вы ожидали дыма? Это может показаться глупым, но с этим нужно разобраться. Если вы ожидаете что-то близкое к дыму, вы будете разочарованы масляной ручкой для вейпа — они плавно производят пар, который намного мягче, чем дым, независимо от силы удара. Тем не менее, вы также можете быть сбиты с толку, если ваш предыдущий опыт был с вейп-ручкой для сжигания сухих трав. Эти вейп-ручки, все еще испаряя сухую траву, производят настоящий дым в своих камерах, потому что они сжигают, а не проводят производную травы. Опять же, просто поймите, что пар будет намного более гладким, чем вы, вероятно, ожидаете. Подождите несколько минут — если вы ничего не чувствуете, попробуйте новый картридж или батарею.
- Используете ли вы вейп-картридж на основе фитиля или на керамической основе — в зависимости от типа используемой катушки и картриджа вам могут потребоваться разные уровни заряда батареи, типы масла и т. д. Все это будет меняться в зависимости от варианта, который вы используете. используют, и вы всегда должны убедиться, что ваши продукты будут работать вместе перед покупкой. Кроме того, вы должны убедиться, что ваши настройки правильно установлены на правильные значения температуры и мощности, чтобы обеспечить максимально плавный сеанс парения и получить желаемый пар.
Причины, по которым картридж перегорает
- Слишком большая мощность — это, вероятно, наиболее распространенная проблема, с которой сталкиваются вейперы. Часто вейп-картридж перегружается, потому что он не предназначен для того, чтобы выдерживать скачок напряжения, который он получает. Это обычное дело даже для опытных вейперов. К счастью, это означает, что ваша вейп-ручка все еще в безопасности.
- Тяжелая кнопка питания — это просто вопрос того, чтобы не слишком сильно давить на картридж и кнопку питания. Хотя ограничения на использование будут варьироваться от пера к ручке, убедитесь, что вы не слишком сильно дросселируете кнопку питания. Даже если ваша температура, мощность и т. д. в порядке, вы должны убедиться, что вы не перегружаете картридж, просто перегревая его из-за чрезмерного использования. В общем, дайте ему несколько секунд, чтобы сделать перерыв между действительно сильными ударами (и даже после череды обычных ударов).
- Старость — это говорит само за себя. Если с картриджем обращаются слишком долго и он не израсходован, скорее всего, к тому времени, когда вы вернетесь к его использованию, он уже иссякнет. Это не должно вызывать большого удивления — большинство вещей становятся более чувствительными по мере взросления.
- Плохое производство – обвинить качество обычно легко, но мы не можем игнорировать, что это может иметь место. Упаковка из 200 картриджей, которую вы купили на eBay, скорее всего, не имеет такой репутации, как упаковка из 10 картриджей по более разумной цене от известного дистрибьютора масляных ручек. По сути, вы получаете то, за что платите.
Определение судьбы и способы ремонта сломанного масляного картриджа
В целом, приведенные выше критерии должны помочь вам определить, что лежит в основе ваших проблем. Однако это не обязательно говорит вам, следует ли ремонтировать или заменять картридж. Хотя, безусловно, разумно ремонтировать все, что можно, прежде чем выбрасывать, имейте в виду, что многие картриджи на рынке (даже многоразовые) поставляются со своими собственными нагревательными элементами и другими частями вейпа, которые нелегко снять или отремонтировать. меньше, чем эксперт. Это означает, что, хотя вы можете захотеть решить проблему, не заменяя масляный картридж, это может быть лучше, чем пытаться быть электриком-любителем. Тем не менее, обязательно ознакомьтесь с техническими характеристиками конкретного картриджа. Ты будешь приятно удивлен.
Как перелить масло с одного картриджа на другой
Осторожно. Однако, если серьезно, вы захотите получить своего рода шприц, чтобы иметь возможность перекачивать масло без каких-либо проблем или беспорядка. Большинство картриджей поставляются со съемным мундштуком, который позволяет без особых проблем получить доступ к маслу внутри картриджа. Опять же, самый простой способ удалить масло — использовать достаточно тонкий шприц, чтобы ввести его внутрь картриджа, но при этом достаточно широкий, чтобы вязкое масло могло свободно течь. Убедитесь, что вы осторожны, никто не хочет, чтобы масло было на их одежде и тканях. Кроме того, будьте осторожны при использовании масла из картриджей в любом месте, кроме многоразового картриджа, который пуст. Часть «наполнителя» в масле для получения более легкого или более мягкого удара из чистого масла превратится в формальдегид при воздействии открытое пламя . Другими словами, масло из картриджа должно возвращаться в другой картридж, а не использоваться где-то еще.
Где купить масляные картриджи
Как упоминалось в других наших блогах, многие из этих продуктов можно найти в ближайшем коптильном магазине. Тем не менее, для разнообразного выбора продуктов, советов и БЕСПЛАТНОЙ ДОСТАВКИ для всех заказов, отправляемых в США (без минимальной суммы), обязательно ознакомьтесь с ассортиментом на nyvapeshop.com!
Связанные записи в блоге
Запах восковых ручек
Испаритель для сухих трав и масляная вейп-ручка Полное руководство
Масляный картридж Устранение неполадок и решение проблем
Как починить мою вейп-ручку — лучший совет от вейперов
Piranha-Whitney 12400MAX Станок — Оборудование для производства металла Piranha от MegaFab
Комбинированный станок Whitney 4400MAX-120 использует самые быстрые технологии для изготовления деталей — штамповку и плазменную резку.
- Перфорированные отверстия позволяют точно определить внутренние детали.
- Пробивать отверстия быстрее, чем пробивать и контурировать отверстия с помощью плазмы или лазера.
- Внешние элементы вырезаны плазмой. Усовершенствованная технология плазменной резки обеспечивает высокопроизводительную контурную обработку (намного быстрее, чем лазерная) с высоким качеством.
- Малый угол пропила (вертикальные пропилы)
- Резка без образования окалины
- Дополнительные функции, такие как формовка (зенковка, ступенчатая пластина, жалюзи), сверление и нарезание резьбы, могут быть добавлены для устранения дополнительных последующих операций, что позволяет выполнять детали за одну операцию.
Затраты на производство ниже при использовании технологии комбинированного станка.
- Затраты на рабочую силу ниже, поскольку изготовление деталей занимает значительно меньше времени.
- Эксплуатационные расходы ниже.
- Амортизация капитальных затрат значительно ниже, чем
- Меньшие начальные капитальные затраты, чем у лазера
- Более быстрое время цикла — Стоимость капитала на изготовленную деталь ниже, поскольку капитальные затраты амортизируются по большему количеству изготовленных деталей.
PROFIT-DOUBLER
- Более высокая прибыль в расчете на одну деталь — более низкие общие затраты на единицу продукции обеспечивают более высокую норму прибыли на единицу продукции.
- Больше деталей, приносящих прибыль — больше деталей производится (за то же время) на комбинированном станке, поэтому больше деталей приносят прибыль, чем на других технологиях.
ПРИМЕЧАНИЕ. Технические характеристики могут быть изменены без предварительного уведомления.
В этом предложении описывается пробивной/плазменный производственный центр с ЧПУ модели 4400MAX-120, 100 тонн (900 кН), мощность пробивки, 120″ x 170″ (3000 мм x 4325 мм) зона размещения для входящей мощности 460/3/60 вольт. (ПРИМЕЧАНИЕ. Заготовки размером более 160 дюймов можно обрабатывать с помощью программируемого узла репозиционирования.)
ЧПУ Siemens 840DSL 3-осевое управление позиционированием/контурированием включая:
- Станция оператора на подвеске,
- Операционная система Windows 10,
- Алфавитно-цифровая панель и клавиатура Windows с трекболом,
- 5 МБ программы обработки деталей и общей системной памяти
- USB-интерфейс
- 15-дюймовый цветной ЖК-монитор высокого разрешения.
Сетевая карта, , установленная в системе управления ЧПУ, включая:
- 10/100 Мбит RJ45 Ethernet
- Готов к подключению к существующей сети клиента и
- Подходит для загрузки программ обработки деталей
Устройство автоматической смены инструмента – включая магазин с (16) шестнадцатью ячейками для хранения инструмента. Инструментальная система использует инструменты стиля Piranha 44TC и включает один (1) набор инструментов для центровки.
Программируемая дверца для мелких деталей – 24″ x 120″, (600 мм x 3000 мм), расположенная непосредственно рядом с плазменным резаком, используется для автоматической выгрузки мелких деталей и вырезов.
Hypertherm MAXPRO200® , система воздушно-кислородной плазменной резки LongLife® с впечатляющей скоростью резки, постоянным качеством резки и исключительным сроком службы расходных материалов.
Встроенная система сбора пыли , включая пылесборник, искроуловитель, воздуховод, проводку и соединения.
ПРИМЕЧАНИЕ. Входящая в комплект система сбора пыли предназначена для плазменной резки стали и нержавеющей стали. Для плазменной резки алюминия требуется опциональный дополнительный алюминиевый пылесборник.
Вспомогательное оборудование встроенной плазменной системы:
- Усилитель воздуха для увеличения давления воздуха в цеху, необходимого для плазменной резки
- Шлаковая камера, облицованная огнеупорными материалами
Piranha Halo , устройство обнаружения столкновений с плазменным факелом.
Выдвижной гидравлический рабочий зажим в сборе – включает (3) гидравлических рабочих зажима для материала толщиной до 1,0 дюйма (25 мм). Зажимы не требуют регулировки при изменении толщины материала.
ПРИМЕЧАНИЕ. Выдвижные рабочие зажимы позволяют обрабатывать заднюю кромку заготовки (перфорацию и плазменную резку) без изменения положения, что эффективно устраняет зоны обхода рабочего зажима.
Программируемый блок репозиционирования предназначен для перемещения рабочих зажимов на материале для обработки областей материала, которые находятся в пределах зон безопасности рабочих зажимов. Автоматическое изменение положения позволяет изменять положение заготовок материала, которые длиннее оси X.
ПРИМЕЧАНИЕ. Если станок будет изготавливать готовые детали длиннее, чем длина по оси X, обратитесь в компанию Piranha для рассмотрения конкретного применения.
Цепь реле давления в гидравлической системе – выбирается в программе обработки деталей, для реверсирования плунжера при наличии давления. Это позволяет выполнять формовочные работы, такие как кернение, числовые штампы, зенковки, жалюзи и тиснение.
Программируемый блок репозиционирования предназначен для перемещения рабочих зажимов на материале для обработки областей материала, которые находятся в пределах зон безопасности рабочих зажимов. Автоматическое изменение положения позволяет изменять положение заготовок материала, которые длиннее оси X.
ПРИМЕЧАНИЕ. Если станок будет изготавливать готовые детали длиннее, чем длина по оси X, обратитесь в компанию Piranha для рассмотрения конкретного применения.
Опорные роликовые столы для материала поставляются для левой и правой сторон машины.
ПРИМЕЧАНИЕ. Роликовые столы для поддержки материала предназначены для поддержки материала во время обработки. Для применений, в которых толщина материала составляет преимущественно 0,125 дюйма (3 мм) или менее, вместо роликовых столов рекомендуется использовать опорные столы с шариковым переносом.
Гидравлический силовой агрегат – с герметичным двигателем и гидравлическим маслом.
Автоматическая смазка для перфоратора – с резервуаром.
Пакет удаленной диагностики — позволяет диагностировать многие проблемы с машиной через Интернет с помощью TeamViewer. Специалисты по обслуживанию Piranha могут войти непосредственно в систему управления ЧПУ для диагностики проблем, просмотра программ ЧПУ, загрузки нового программного обеспечения и изменения параметров, если это необходимо. Заказчик несет ответственность за обеспечение подходящего Ethernet-соединения в системе ЧПУ станка с доступом в Интернет. Рекомендуется использовать телефонную линию или сотовый телефон, чтобы техник мог поговорить с оператором/специалистом по обслуживанию во время диагностики проблемы.
Лицензия на программное обеспечение – для всего программного обеспечения, находящегося в системе ЧПУ. Программное обеспечение является собственностью и является интеллектуальной собственностью Piranha. Перед вводом станка в эксплуатацию пользователь должен подписать лицензионное соглашение на программное обеспечение. Это непередаваемая лицензия, которая должна быть продлена всеми без исключения последующими владельцами станка. Стоимость этой лицензии на программное обеспечение составляет 1500 долларов США и включена в стоимость машины.
Руководство по эксплуатации и обслуживанию – состоит из (1) печатной копии и (1) копии на компакт-диске документации Piranha и (1) печатной копии документации поставщика, включая ЧПУ Fanuc и приводы.
Электрические стандарты — машина соответствует стандартам электрического проектирования Piranha, которые основаны на стандартах N.E.C., NFPA-79 и UL с отклонениями. Компоненты по возможности соответствуют стандартам NEMA и IEC.
МОЩНОСТЬ ПРОБИВАНИЯ 100 ТОНН
ВАЖНОЕ ПРИМЕЧАНИЕ: Пробивка высокопрочных материалов является специальной областью применения комбинированных станков Piranha и может привести к аннулированию гарантии на станок и преждевременному износу инструмента. Материал с высокой прочностью на растяжение определяется как любой материал, предел прочности на растяжение которого превышает 60ksi (413 МПа). Материалы, которые часто называют «остатками» или «вторыми», часто случайным образом демонстрируют предел прочности при растяжении выше 60ksi (413 МПа), что приводит к аннулированию гарантии на машину. PIRANHA оставляет за собой право провести механические и/или химические испытания репрезентативного образца материала, поставляемого заказчиком. Если вы обрабатываете высокопрочный материал, проконсультируйтесь с заводом-изготовителем о ваших конкретных требованиях. В некоторых случаях может быть рекомендована более крупная модель комбинированной машины Piranha.
МОЩНОСТЬ ПРОБИВАНИЯ 100 ТОНН позволяет 4400MAX-120:
- Пробивать отверстия большего размера в материале заданного типа и толщины
- Пробивание отверстий в материалах с более высокой прочностью на растяжение
- Пробивка более толстых материалов
4400MAX-120 В КОМПЛЕКТЕ ИНСТРУМЕНТАЛЬНЫЙ КАРТРИДЖ И АДАПТЕРЫ
Для каждой инструментальной станции требуется (1) инструментальный картридж и (1) инструментальный адаптер в сборе. Каждая полная сборка инструментальной станции включает следующие компоненты:
- (1) Инструментальный картридж
- (1) Кольцо выравнивания пуансона
- (1) Пластина съемника
- (1) Адаптер матрицы Макс. 3″ внутренний диаметр Умирает.
Всего в машине может одновременно находиться (16) перфорационных станций. В комплект поставки 4400MAX-120 входят следующие компоненты:
(16) Инструментальный картридж и адаптер в сборе
- (8) 1-1/4″ (32 мм) наружный диаметр. Инструментальный адаптер в сборе
- (4) Внешний диаметр 2-1/8″ (54 мм) Адаптер инструмента в сборе
- (2) 2-3/4″ (70 мм) наружный диаметр адаптера инструмента в сборе
- (2) 3-3/4″ (95 мм) наружный диаметр адаптера инструмента в сборе
- (16) Инструментальные картриджи
- (16) Кольцо выравнивания пуансона
Окончательный выбор узлов адаптера инструмента может различаться в зависимости от применения.
УСТРОЙСТВО ОБНАРУЖЕНИЯ СТОЛКНОВЕНИЙ HALO TORCH (СТАНДАРТНОЕ)
УСТРОЙСТВО ОБНАРУЖЕНИЯ СТОЛКНОВЕНИЙ HALO TORCH обнаруживает поднятие наконечников деталей, сталкивающихся с корпусом плазмотрона. Если ореол обнаруживает столкновение, система управления ЧПУ дает немедленную команду аварийной остановки, чтобы остановить движение оси станка и выключить систему плазменной резки, предотвращая замену резака и затраты времени простоя.
СИСТЕМА ПЛАЗМЕННОЙ РЕЗКИ MAXPRO200® (СТАНДАРТНАЯ)
Система плазменной резки MAXPRO200®, стандартная для 4400MAX-120, предлагает технологию воздушной и кислородной плазмы LongLife®, обеспечивающую высококачественную плазменную резку с длительным сроком службы расходных материалов. Плазменная система MAXPRO200® сочетает в себе превосходное качество кислородно-плазменной резки с повышенной производительностью и надежностью.
Преимущества включают в себя:
- Небольшой окалина или его отсутствие на кромках плазменной резки
- Узкий пропил для мелких деталей
- Длительный срок службы расходных материалов при высокой надежности системы
- Более высокая скорость резки с лучшим качеством кромки
Система MAXPRO200® включает:
- Блок питания плазмы MAXPRO200®
- Быстросменный плазменный резак и узел позиционирования для правильной высоты зазора
- Пылесборник с фильтрами и искроуловителем
- Система сбора шлака
Скорости резания
Опубликованные значения для системы плазменной резки MAXPRO200® представляют скорости, достижимые в контролируемых условиях. Практические скорости обработки углеродистых сталей показаны на следующей диаграмме и являются оптимальными производственными значениями для минимального времени наладки и наилучшего качества резки.
Скорости резки – MAXPRO200® – Мягкая сталь – O2/воздух
Доступные процессы резки:
Требования к газу:
ПРИМЕЧАНИЕ. Клиент должен предоставить подходящие шланги для подключения регуляторов.
СИСТЕМА ПЛАЗМЕННОЙ РЕЗКИ HPR130XD (ДОПОЛНИТЕЛЬНО)
Система кислородно-плазменной резки HyPerformance Plasma HPR130XD доступна вместо стандартной системы плазменной резки MAXPRO200®.
HPR130XD сочетает в себе превосходное качество резки технологии HyDefinition® с повышенной режущей способностью и надежностью стандартного MAXPRO200®. Запатентованная технология LongLife® увеличивает срок службы расходных материалов и снижает затраты на резку.
Преимущества:
- Качество почти вертикальной кромки
- На кромках плазменной резки мало или нет окалины
- Узкий пропил для мелких деталей
- Длительный срок службы расходных материалов при высокой надежности системы
- Улучшенный процесс обработки нержавеющей стали снижает обесцвечивание кромок
- Более высокая скорость резки с лучшим качеством кромки
Whitney HPR130XD Дополнительный пакет включает:
- Плазменный блок питания HPR130XD
- Автоматическая газовая консоль
- Быстросменный плазменный резак и узел позиционирования для правильной высоты зазора
- Быстросъемная головка горелки
- Усилитель воздуха
- 8-картриджный пылесборник с фильтрами и искроуловителем
- Надежная система сбора шлака
СИСТЕМА ПЛАЗМЕННОЙ РЕЗКИ XPR170 С КОНСОЛЬЮ CORE™ или OPTIMIX™ (ДОПОЛНИТЕЛЬНО)
Система плазменной резки Hypertherm XPR170™ доступна вместо стандартной плазменной системы MAXPRO200®.
XPR170™ представляет собой самый значительный прогресс в технологии механизированной плазменной резки. Эта система следующего поколения меняет представление о том, что может сделать плазма, расширяя ее возможности и возможности способами, которые ранее были невозможны. Благодаря непревзойденному качеству резки X-Definition™ на низкоуглеродистой стали, нержавеющей стали и алюминии новый XPR170™ увеличивает скорость резки, значительно повышает производительность и снижает эксплуатационные расходы более чем на 50%. Новые простые в использовании функции и инженерная оптимизация системы упрощают эксплуатацию XPR170™ с минимальным вмешательством оператора, а также обеспечивают оптимальную производительность и непревзойденную надежность.
Преимущества включают в себя:
XPR170 повышает качество резки HyDefinition® за счет сочетания новой технологии с усовершенствованными процессами следующего поколения, резки X-Definition на низкоуглеродистой стали, нержавеющей стали и алюминии.
Лучшее в отрасли качество резки
- Стабильные результаты для диапазона 2 ISO на тонкой низкоуглеродистой стали
- Результаты качества резки в расширенном диапазоне ISO 3 по сравнению с более ранней плазменной технологией
Оптимизированная производительность и снижение эксплуатационных расходов
- Увеличение срока службы расходных материалов более чем на 40% по сравнению с предыдущими системами
- Толщина прокалывания нержавеющей стали на 20 % выше, а низкоуглеродистой стали — на 30 % больше
- Эксплуатационные расходы снижены более чем на 50%
В комплект поставки Whitney XPR170 входят:
- Плазменный блок питания XPR170 Газовая консоль
- Core™ — обеспечивает непревзойденную производительность резки низкоуглеродистой стали, превосходную угловатость и чистоту кромки нержавеющей стали толщиной до 12 мм (1/2″). Это достигается с помощью нового процесса N2 HDi™, который предотвращает смешивание воздуха с плазмообразующим газом, создавая улучшенную и более яркую кромку.
- Газовая консоль Optimix™ (дополнительно) — обеспечивает дополнительные входы и управление для улучшенных плазменных процессов в нержавеющей стали и алюминии
- Кабель резака EasyConnect™ и одноручное соединение резака с розеткой для быстрой и легкой замены
- Узел позиционирования Whitney QuickChange для правильной высоты зазора
- Усилитель воздуха
- Пылесборник с фильтрами и искроуловителем
- Надежная система сбора шлака
СИСТЕМА ПЛАЗМЕННОЙ РЕЗКИ XPR300 С КОНСОЛЬЮ CORE™ или OPTIMIX™ (ДОПОЛНИТЕЛЬНО)
Система плазменной резки Hypertherm XPR300™ доступна вместо стандартной системы плазменной резки MAXPRO200®.
Новый XPR300™ представляет собой самый значительный прогресс в технологии механизированной плазменной резки. Эта система следующего поколения меняет представление о том, что может сделать плазма, расширяя ее возможности и возможности способами, которые ранее были невозможны. Благодаря непревзойденному качеству резки X-Definition™ низкоуглеродистой стали, нержавеющей стали и алюминия новый XPR300 увеличивает скорость резки, значительно повышает производительность и снижает эксплуатационные расходы более чем на 50%. Новые простые в использовании функции и инженерная оптимизация системы упрощают эксплуатацию XPR300 с минимальным вмешательством оператора, а также обеспечивают оптимальную производительность и непревзойденную надежность.
Преимущества включают:
XPR улучшает качество резки HyDefinition®, сочетая новую технологию с усовершенствованными процессами следующего поколения, резку X-Definition на низкоуглеродистой стали, нержавеющей стали и алюминии.
Лучшее в отрасли качество резки
- Стабильные результаты для диапазона 2 ISO на тонкой низкоуглеродистой стали
- Результаты качества резки в расширенном диапазоне ISO 3 по сравнению с более ранней плазменной технологией
Оптимизированная производительность и снижение эксплуатационных расходов
- Выходная мощность 300 А и 63 кВт обеспечивает более высокую скорость резки; до 15% на более толстых материалах
- Увеличение срока службы расходных материалов более чем на 40 % по сравнению с предыдущими системами
- Толщина прокалывания нержавеющей стали на 20 % выше, а низкоуглеродистой стали — на 30 % больше
- Эксплуатационные расходы снижены более чем на 50%
В комплект поставки Whitney XPR300 входят:
- Плазменный блок питания XPR300 Газовая консоль
- Core™ — обеспечивает непревзойденную производительность резки низкоуглеродистой стали, превосходную угловатость и чистоту кромки нержавеющей стали толщиной до 12 мм (1/2″). Это достигается с помощью нового процесса N2 HDi™, который предотвращает смешивание воздуха с плазмообразующим газом, создавая улучшенную и более яркую кромку.
- Кабель резака EasyConnect™ и одноручное соединение резака с розеткой для быстрой и легкой замены
- Узел позиционирования Whitney QuickChange для правильной высоты зазора
- Усилитель воздуха
- 12 Патронный пылесборник с фильтрами и искроуловителем
- Надежная система сбора шлака
СИСТЕМА ПЛАЗМЕННОЙ РЕЗКИ HPR400XD (ДОПОЛНИТЕЛЬНО)
Система кислородно-плазменной резки HyPerformance Plasma HPR400XD доступна вместо стандартной системы плазменной резки MAXPRO200®.
Whitney HPR400XD Дополнительный пакет включает:
- Плазменный блок питания HPR400XD
- Автоматическая газовая консоль
- Быстросъемная головка горелки
HPR400XD сочетает в себе превосходное качество резки технологии HyDefinition® с повышенной производительностью и надежностью резки. Запатентованная технология LongLife® увеличивает срок службы расходных материалов и снижает затраты на резку.
Преимущества включают в себя:
- Качество почти вертикальной кромки
- На кромках плазменной резки мало или нет окалины
- Узкий пропил для мелких деталей
- Длительный срок службы расходных материалов при высокой надежности системы
- Улучшенный процесс обработки нержавеющей стали снижает обесцвечивание кромок
- Более высокая скорость резки с лучшим качеством кромки
Whitney HPR400XD Дополнительный пакет включает:
- Плазменный блок питания HPR400XD
- Автоматическая газовая консоль
- Быстросменный плазменный резак и узел позиционирования для правильной высоты зазора
- Быстросъемная головка горелки
- Усилитель воздуха
- 12 Патронный пылесборник с фильтрами и искроуловителем
- Надежная система сбора шлака
Дополнительный сборщик пыли для алюминия с резкой плазмой (необязательно)
Примечание. Алюминиевая пыль может вызвать пожары или взрывы
Дополнительный сборщик пыли для алюминия с режущей плазмой — Второй Коллектор пыли, который собирает алумин и сталь в разных пыли. коллекционеры. Пылесборник, используемый для резки алюминия, должен располагаться снаружи. При работе с алюминием необходимо соблюдать меры предосторожности. Вероятность возгорания или взрыва увеличивается при обработке стали и алюминия на одном и том же станке. Горячий стальной шлак (имеющий более высокую температуру плавления, чем алюминий) воспламеняет частицы алюминиевой пыли.
В комплект пылесборника входят следующие элементы:
- Пылесборник и фильтры с глушителем
- Взрывоотвод на пылесборнике (в случае взрыва это направит силу взрыва в нужном направлении и сведет к минимуму повреждение пылесборника).
- Второй поддон для шлака, предназначенный только для резки алюминия. Этот поддон для шлака будет заблокирован, чтобы убедиться, что используется соответствующий поддон для шлака (для каждой программы обработки детали).
- Вентиляционная заслонка с ручным управлением для направления выхлопных газов в соответствующий пылесборник. Это вентиляционное отверстие заслонки будет заблокировано, чтобы обеспечить выбор соответствующего пылесборника для каждой программы обработки детали.
- Разные электрические компоненты и программное обеспечение.
- Специальный воздуховод для предотвращения оседания алюминиевой пыли в воздуховоде.
- Документация (руководства) и заводские таблички
ВЫСОКОТЕМПЕРАТУРНЫЙ КОМПЛЕКТ (ДОПОЛНИТЕЛЬНО)
ВЫСОКОТЕМПЕРАТУРНЫЙ КОМПЛЕКТ включает дополнительное охлаждение для гидравлики и электрооборудования, когда стандартные условия окружающей среды не могут быть соблюдены.
СИСТЕМА МАРКИРОВКИ ДЕТАЛЕЙ ДЛЯ СТРУКТУРНОЙ СТРУЙНОЙ МАРКИРОВКИ (ДОПОЛНИТЕЛЬНО)
СИСТЕМА МАРКИРОВКИ ДЕТАЛЕЙ ДЛЯ СТРУКТУРНОЙ СТРУКТУРЫ обеспечивает бесконтактную систему маркировки деталей, производимых на машине. Система монтируется на узле плазменного позиционирования и может маркировать поверхности, покрытые ржавчиной и маслом.
Описание оборудования
- Бесконтактная печать черным текстом
- Одна (1) строка символов высотой 1,25 дюйма
- Одна (1) строка символов высотой ½ дюйма
- Две (2) строки символов высотой ½ дюйма
- Возможность нанесения сплошной или пунктирной линии для маркировки линии сгиба
- Положительный упор печатающей головки
- 6 литров черных чернил, пригодных для использования с металлом с минимальным содержанием грязи, окалины и масла на поверхности 6 литров чистящего раствора
ПНЕВМАТИЧЕСКАЯ СИСТЕМА НАРЕЗАНИЯ ВРЕЗКИ (ДОПОЛНИТЕЛЬНО)
ПНЕВМАТИЧЕСКАЯ СИСТЕМА НАРЕЗАНИЯ ВРЕЗКИ, предназначенная для периодического использования, позволяет нарезать резьбу в предварительно пробитых отверстиях, добавляя свойства вашим деталям и сводя к минимуму затраты и время на дополнительные последующие операции.
Приблизительное среднее время цикла 30 секунд в зависимости от области применения, типа материала, толщины материала и размера метчика.
Входит в состав системы:
- (1) Пневматическая нарезная головка
- (1) Набор из семи переходников для метчиков – можно установить метчики следующих размеров
- Дюйм (мелкий или крупный) – #10, 1/4, 5/16, 3/8 1/2, 5/8, 3/4
- Метрическая система (мелкая или грубая) – M6, M8, M10, M12, M16
ПНЕВМАТИЧЕСКАЯ КОМБИНИРОВАННАЯ СИСТЕМА СВЕРЛЕНИЯ/МЕТЧИКА (ОПЦИЯ)
В дополнение к универсальности системы пробивки/плазмы ПНЕВМАТИЧЕСКАЯ СИСТЕМА СВЕРЛЕНИЯ/ВРЕЗКИ позволяет добавлять функции к вашим деталям, сводя к минимуму затраты и время на дополнительные последующие операции.
Сменные вручную головки обеспечивают сверление и нарезание резьбы там, где перфорация нецелесообразна. Приблизительное среднее время цикла 30 секунд зависит от области применения, типа материала, толщины материала и размера сверла/метчика.
Входит в систему:
- (1) Пневматическая буровая головка
- (1) Сверлильный патрон — стандартный диапазон размеров сверла № 22 — диам. 5/8 дюйма. Сверла
- (1) Пневматическая нарезная головка
- (1) Набор из семи переходников для метчиков – можно установить метчики следующих размеров
- Дюйм (мелкий или крупный) – #10, 1/4, 5/16, 3/8 1/2, 5/8, 3/4
- Метрическая система (мелкая или грубая) – M6, M8, M10, M12, M16
10HP КОМБИНИРОВАННАЯ СИСТЕМА СВЕРЛЕНИЯ/ВРЕЗКИ С СЕРВОУПРАВЛЕНИЕМ (ДОПОЛНИТЕЛЬНО)
В дополнение к универсальности системы пробивки/плазмы наша СИСТЕМА КОМБИНИРОВАННОГО СВЕРЛЕНИЯ/ВРЕЗКИ С СЕРВОУПРАВЛЕНИЕМ мощностью 10 л. Сервоуправление позволяет программировать требуемые скорости вращения шпинделя и скорости подачи для оптимизации операций сверления и нарезания резьбы.
СИСТЕМА ВЫСОКОСКОРОСТНОГО СВЕРЛЕНИЯ/НАРЕЗКИ (ДОПОЛНИТЕЛЬНО)
СИСТЕМА ВЫСОКОСКОРОСТНОГО СВЕРЛЕНИЯ/МЕТЧИКА позволяет сверлить и нарезать резьбу различных размеров без дополнительной обработки деталей, сводя к минимуму затраты и время дополнительных последующих операций.
ПРОИЗВОДИТЕЛЬНОСТЬ
Скорость сверления и нарезания резьбы 30-Л.С. ВЫСОКОСКОРОСТНОЙ СВЕРЛИЛЬНОЙ СИСТЕМОЙ была оптимизирована за счет использования двигателя шпинделя высокой мощности, что позволяет использовать твердосплавные сверла.
Фактическое время сверления и нарезания резьбы зависит от используемого инструмента и обрабатываемого материала. Следующие значения времени рассчитаны для всего цикла сверления или нарезания резьбы, включая:
- активация гидравлического прижима
- быстрая скорость инструмента в положение
- проверка длины инструмента
- Цикл сверления или нарезания резьбы
- и удерживайте время возврата.
ПРИМЕРНОЕ ВРЕМЯ ЦИКЛА
Дюймы
Основы разборки огнестрельного оружия
Разборка огнестрельного оружия может быть пугающей, если вы не знакомы с основами. Для каждого оружия предусмотрены различные процедуры его разборки для технического обслуживания и ухода. Это не пошаговая разборка огнестрельного оружия для каждой модели. Вместо этого это набор рекомендаций, которые в сочетании со схемой могут помочь вам разобрать практически любое оружие, которое вам попадется. Ключевые вещи, с которыми придется столкнуться, это давление пружины, винты и штифты.
Хотя эти основы чрезвычайно полезны, они не заменяют хорошего руководства по разборке. Существует так много различных дизайнов, что было бы невозможно охватить их все здесь. Youtube — отличный ресурс для этого, но, пожалуйста, убедитесь, что человек, которого вы смотрите, знает, что он делает.
Демонтажные отверстия, используемые для снятия давления пружины на Ruger Red Label.Давление пружины
Сбросить давление пружины!!! Помните об этом на протяжении всего процесса разборки огнестрельного оружия. Пружинное давление делает все намного сложнее и заставит мельчайшие детали исчезнуть в атмосфере. Инженеры по огнестрельному оружию определили, что давление пружины является проблемой при заводской сборке и разборке. В большинстве случаев у них есть простые способы снятия давления пружины, встроенные в конструкцию.
Листовые рессоры бывают как плоскими, так и V-образными. Они могут быть очень сложными и питать несколько частей одновременно. Плоские пружины обычно крепятся на одном конце с помощью винта или прорези, вырезанной в раме или соответствующей детали. Их можно удалить, просто отвинтив нужный винт или выбив его из выемки. V-образным пружинам потребуется способ захвата давления при их полной нагрузке. Это делается с помощью пружинных тисков или аналогичного инструмента с насечкой, который делает то же самое.
Как изготовить и подвергнуть термообработке плоские пружины пистолета
Винтовые пружины отличаются тем, что они передают энергию только в одном направлении за раз. Винтовые пружины нуждаются в направляющей, расположенной внутри или снаружи витков, чтобы удерживать их на одной линии. Для толстых пружин, если направляющая находится внутри, высока вероятность наличия отверстия в направляющей, предназначенного для облегчения сборки и разборки. Если есть отверстие для разборки, то это не просто так, и без него почти невозможно обойтись. Проверьте внимательно!
Винты
Винты чаще всего запутываются при разборке огнестрельного оружия. Причина, как правило, довольно проста: используется неправильный инструмент. Типичная отвертка из хозяйственного магазина больше похожа на клин, предназначенный для универсальной работы с максимально возможной комбинацией винтов. Отвертка, предназначенная для оружейного дела, — это больше, чем просто рекламный ход. Головка отвертки отшлифована параллельно, чтобы получить максимальный контакт с головкой винта, что значительно снижает вероятность того, что отвертка выскользнет и поцарапает покрытие огнестрельного оружия. Прежде чем отвинтить винт в пистолете, обратитесь к первому разделу и подумайте, не прикреплено ли то, что вы откручиваете, к какой-либо части, которая может находиться под давлением пружины.
Используйте код купона KTG10, чтобы получить скидку 10% на ваш заказ на сумму 150 долларов и более в Brownells.
Штифты
Есть три типа штифтов, с которыми вы столкнетесь при разборке оружия; ваши стандартные булавки, роликовые штифты и шплинты. К каждому из этих штифтов подходят по-разному, когда дело доходит до разборки. Но здесь применяются несколько общих правил, касающихся инструментов, которые вы используете. Прежде всего, подберите материал пуансона, который вы используете, к молотку. Например, латунные пробойники следует использовать с латунным молотком. Это не критично, но так ваши удары будут меньше деформироваться и держаться дольше. Многие двухсторонние молотки со съемной головкой отлично работают, так как у вас есть несколько вариантов.
Далее, я считаю очень полезным иметь несколько отягощений и использовать их постепенно. У меня на скамейке в пределах досягаемости есть молоток с шариковым бойком на 2 унции, 4 унции и 8 унций. Каждый штифт, который я выбиваю, начинается с использования крошечного молотка на 2 унции. В большинстве случаев это все, что нужно. Однако, если это не сработает, я перехожу на 4 унции. Не бейте булавку все сильнее и сильнее; , это верный способ повредить или проколоть штифт, пусть вес молотка сделает свою работу.
Стандартные контакты
Стандартные штифты, как правило, самые простые из трех, и для их удаления требуется только подходящий пробойник. Этот пуансон может быть изготовлен из различных материалов, но чем меньше диаметр пуансона, тем тверже обычно должен быть материал. Например, использование латунного пуансона небольшого диаметра может быть очень утомительным и быстро деформироваться. Сталь здесь работает лучше, но также может повредить штифт, если его не очистить и не отполировать. При выбивании стандартных штифтов, если мой шариковый штифт весом 4 унции не двигается, я проверяю, не пропустил ли я что-то вроде установочного винта или пружины, удерживающей его на месте. Это спасало меня бесчисленное количество раз.
Цилиндрические штифты
Если цилиндрические штифты не выбить с помощью подходящих инструментов, они могут стать проблемой . Если вы не испортили скалку в своей жизни, вы, вероятно, не имели дела со многими из них. Цилиндрические штифты в основном представляют собой кусок стали, свернутый в цилиндр или штифт. Их легко идентифицировать, так как у них есть отверстие в центре и разрез по всей длине. Это позволяет им пружинить и формировать фактический размер отверстия. Для снятия и повторной установки роликовых штифтов требуются два типа специализированных пуансонов. Пробойники и держатели для роликовых штифтов — лучший способ сделать это, поскольку они сделаны так, чтобы не повредить привередливые маленькие штифты. При выбивании цилиндрического штифта используйте пробойник подходящего размера и начните с шарикового штифта на 4 унции, поскольку они обычно немного тверже, чем стандартный штифт.
Шплинты
Шплинты вызовут у вас много разочарований при первой встрече с ними, главным образом потому, что они выглядят как винт. Вы, вероятно, будете крутить их отверткой, удивляясь, почему она не откручивается. Есть два способа удалить их, один из них — просто ударить по нему со стороны, противоположной расколу. Другой способ — аккуратно сжать раздвоенную сторону пассатижами, постукивая по противоположной стороне пластиковым молотком. Для этого метода вам понадобятся тиски, чтобы держать пистолет. Беглый взгляд на схему поможет вам определить, есть ли в вашем огнестрельном оружии какие-либо шплинты.
Домашнее оружейное дело своими руками: инструменты, необходимые на рабочем месте
Заключительные замечания по разборке огнестрельного оружия
Есть много других вещей, которые необходимо учитывать при разборке огнестрельного оружия, но каждый раз принимая их во внимание, вы сэкономите время и затраты на замену части. И последняя вещь, которая, вероятно, могла бы быть отдельным разделом, — это фиксаторы. Эти маленькие комбинации шариков и пружин легко теряются, и их переустановка может быть абсолютной проблемой. При разборке, если вы сможете поместить деталь в пакет на молнии, это предотвратит исчезновение деталей под рабочим столом. При повторной сборке капля смазки для огнестрельного оружия на пружине обычно удерживает все на месте достаточно долго, чтобы она могла быть захвачена деталями.
Автор: Курт Мартоник
Курт — оружейник, снайпер, охотник и турист. Он вырос в округе Элк, штат Пенсильвания, где стал одержим миром огнестрельного оружия. После школы Курт поступил на службу в ВВС США в качестве оператора стрелы, где в конце концов дослужился до должности инструктора. После службы в армии он учился в Колорадской школе ремесел (CST) в Лейквуде, штат Колорадо, по специальности оружейное дело. После окончания учебы он устроился на работу в компанию C. Sharps Arms в Монтане, где до сих пор работает полный рабочий день кладовщиком и оружейником.
Примечание. Большинство ссылок в этой статье приносят мне небольшую комиссию бесплатно для вас. Если вы воспользуетесь этими ссылками, это поможет мне продолжать размещать бесплатный контент для зрителей. Спасибо за поддержку!
Почтовая навигация
Полная разборка Colt 1911 Government .45 ACP
Colt 1911 Government допускает, возможно, больше модернизаций, чем любой другой пистолет, когда-либо продаваемый на рынке. Владельцы обязаны знать, как его разобрать
Bruno Ardovini Хотя некоторые всезнайки «Стрелки» шепчут между собой девиз, от которого не следует так просто отмахиваться: «Покажи своим друзьям Кольт, а врагам покажи Глок».
Bruno Ardovini
1911 Government Series 80 в полностью разобранном виде
Colt 1911 имеет много преимуществ: точность, очень эффективный калибр, надежность — после грамотной настройки ружья — отличная эргономика. На наш взгляд, его недостатки заключаются в значительном весе, меньшей огневой мощи, чем у всех других полуавтоматических пистолетов на базе двухрядных магазинов, а также в габаритах.
Говоря о размерах, мы должны упомянуть, что 1911 — это полноразмерный пистолет, изначально предназначенный для открытого ношения в военных целях.
Механика состоит из нескольких частей и поэтому кажется обманчиво простой. В действительности система Colt Browning требует гораздо более точной и тщательной обработки, чем большинство модных сегодня пистолетов с полимерной рамкой, в которых используются упрощенные системы запирания. Система запирания 1911 года, основанная на запирающих выступах на стволе, совмещенных с запирающими выемками на потолке затвора, должна быть идеально обработана. Звено ствола также должно работать с очень строгими допусками на размеры, чтобы обеспечить точную и надежную работу и избежать преждевременного износа или поломки деталей.
Бруно Ардовини
Перед разборкой нужно убедиться, что ружье разряжено; процедура начинается с извлечения магазина
Часто покупатели пистолетов системы 1911, впервые покупающие их, жалуются на повторяющиеся неисправности или отказы их оружия.
Это может произойти по ряду причин, и все они могут быть устранены с некоторой осторожностью опытным оружейником или владельцем, знающим, как и где работать.
Также важно обратить внимание на используемые боеприпасы.
Если используется заводской патрон Hardball, стандартный 230-гранный патрон Hardball с круглым носовым профилем и пулей с цельнометаллической оболочкой, проблем возникнуть не должно. Все другие виды снаряжения, использующие профиль с усеченным конусом, экспансивные или полые пули, могут потребовать точной полировки аппарели подачи, удаления всех острых кромок и скругления фасок там, где это необходимо.
Бруно Ардовини
Теперь мы должны убрать затвор назад, чтобы визуально осмотреть патронник. Держите пальцы подальше от спускового крючка во время всех этих операций!
Для улучшения работы захват выбрасывателя также следует тщательно очистить, удалив заусенцы и отрегулировав его, чтобы уменьшить помехи циклу обжига. Эта операция требует определенного мастерства.
Помимо этих превентивных мер, мы рекомендуем вам приобретать магазины самого высокого качества, которое вы можете себе позволить, и тщательно проверять каждый магазин, чтобы убедиться в его надежности.
В механике пистолета 1911 года есть некоторые критические моменты.
Небольшая трубка, в которой находится ручной предохранитель и пружина затворной задержки (так называемая плунжерная трубка), крепится к раме с помощью двух заклепок, которые со временем и при интенсивном использовании имеют тенденцию к ослаблению. Другие детали подвержены износу и выходу из строя, например, трехзубая пружина шептала, звено ствола и втулка ствола, особенно если втулка имеет люфт. Необходимо отметить, что выход из строя любой детали, из которой состоит огнестрельное оружие, является обычным явлением для любой марки и модели. Ни одно огнестрельное оружие не застраховано от этих проблем. Единственное оружие, которое никогда не ломается, это то, что лежит в сейфе.
Bruno Ardovini
Втулку ствола можно вращать по часовой стрелке, удерживая заглушку возвратной пружины
Из-за уменьшенных допусков на размеры камеры выстрела или из-за неподходящих размеров пуль перезаряжающий может счесть необходимым использовать «заводскую обжимную» матрицу , специальная матрица, которая изменяет размер полностью перезаряженного патрона в соответствии с оптимальными характеристиками, обеспечивая надежный цикл стрельбы.
Боевая пружина должна часто контролироваться, особенно теми пользователями, которые носят Colt 1911 Взведен и заблокирован для самообороны, при любых признаках деформации, которые могут снизить надежность пружины.
Во избежание неполадок наш последний совет: держать пистолет всегда чистым и хорошо смазанным, не перебарщивая с маслом. Этих заметок должно быть достаточно, чтобы подчеркнуть тот факт, что знание того, как разобрать наше правительство 1911 года, по крайней мере, до уровня полевой разборки, необходимо в любом случае.
Мы никогда не устанем это повторять, прежде чем разбирать любое огнестрельное оружие, хотя мы уверены, что проверили его пятью минутами ранее, нам нужно еще раз убедиться, что оно разряжено и что боеприпасы надежно хранятся.
Бруно Ардовини
Снимите переднюю заглушку с возвратной пружины
Мы никогда не устанем это повторять, прежде чем разбирать любое огнестрельное оружие, хотя мы уверены, что проверили его пятью минутами ранее, нам нужно убедиться один раз опять же, что он разряжен и что боезапас надежно хранится.
Начнем с извлечения магазина и оттягивания затвора назад, стараясь поднять рычаг затворной задержки, чтобы затвор оставался открытым. Визуально проверьте, что камера обжига пуста.
Готово? На этом этапе нам понадобится несколько инструментов, но они должны быть правильными. Набор пробойников для цилиндрических штифтов подходящего размера и отвертка — единственные инструменты, которые вам понадобятся для разборки 1911. Для некоторых моделей Match или нестандартных моделей с очень жесткими допусками может потребоваться ключ Barrel Bushing для поворота втулки.
Когда мы дважды убедимся, что ружье разряжено, мы можем приступить к разборке 1911. В начале процедуры разборки рекомендуется дать курку упасть, чтобы случайно не нажать на спусковой крючок и не повредить курок. падать: в основном не для предотвращения холостого выстрела, а скорее для того, чтобы во время необычных манипуляций, требуемых последовательностью разборки, случайное падение молотка могло укусить плоть наших рук, вызывая травму.
Механический механизм Colt Government, по сравнению с более поздними моделями, требует нескольких дополнительных шагов для разборки, а в некоторых случаях требуется ранее упомянутый ключ для втулки ствола, чтобы повернуть втулку, удерживающую на месте заглушку возвратной пружины.
Bruno Ardovini
Нажмите на конец вала рычага затворной задержки, который выступает из рамы с правой стороныBruno Ardovini
Снимите рычаг затворной задержки. Его вал также блокирует звено ствола и, следовательно, соединяет затвор с рамкой 9.0004 Bruno Ardovini После снятия рычага затворной задержки затвор можно отделить от рамы, толкнув его впередBruno Ardovini
Снимите возвратную пружину и направляющую возвратной пружиныBruno Ardovini
Втулку ствола можно снять с затвора, повернув против часовой стрелкиBruno Ardovini
Втулка ствола выходит из затвора. Обратите внимание на выступ штыкового типа, который удерживает его на местеBruno Ardovini
После снятия втулки ствола ствол можно снять. Для этого звено ствола должно находиться на одном уровне со стволом, чтобы освободить затвор 9.0004 В случае с пистолетом, который мы использовали для иллюстрации этой статьи (кольт серии 80), это можно легко сделать голыми руками, без инструмента для втулки, поэтому все, что нам нужно сделать, это нажать на заглушку возвратной пружины, чтобы освободить втулка ствола, которую затем можно повернуть по часовой стрелке вокруг своей оси. Обратите внимание на заглушку возвратной пружины, так как она находится под довольно мощной нагрузкой пружины и на этом этапе может выскользнуть из наших пальцев и выскочить. Защитные очки обязательны при работе с огнестрельным оружием, чтобы предотвратить повреждение глаз как разливами агрессивных химикатов, так и неконтролируемыми пружинами. Заглушку возвратной пружины можно снять с конца возвратной пружины.
Теперь пришло время полностью взвести курок и оттянуть затвор, пока конец рычага затворной задержки не совпадет с небольшой полукруглой выемкой в нижней левой части затвора.
Удерживая затвор в этом положении, нажмите на конец оси рычага затворной задержки, выступающий с правой стороны рамы. Он выдвинется на пару миллиметров, и мы сможем легко схватить его и полностью вытащить из рамы. Теперь слайд можно удалить из кадра. Затем снимите возвратную пружину и направляющий стержень пружины.
Теперь мы можем снять втулку ствола, повернув ее против часовой стрелки и вытащив из дульного среза затвора.
Наконец, мы можем снять ствол с затвора, потянув его спереди, убедившись, что звено ствола согнуто относительно самого ствола.
После того, как мы закончили разборку пистолета в полевых условиях, мы можем продолжить, сняв панели рукоятки и безопасно убрав их с верстака. Эта операция не обязательна, но ваши ценные винтажные ручки из орехового дерева могут быть поцарапаны или иным образом повреждены острыми отвертками, пробойниками или агрессивными химическими веществами.
Итак, мы продолжаем разборку внутренних частей затвора этого 1911, включая обновление автоматического предохранителя ударника, представленное в моделях Colt Series 80.
С помощью пробойника для цилиндрических штифтов вдавливаем задний конец ударника и стопорный поршень ударника так, чтобы задняя пластина могла свободно выскользнуть из своего углубления.
Bruno Ardovini
Плунжер замка ударникаBruno Ardovini
Снимите заднюю пластину, вдавливая ударник внутрь. Поскольку наше ружье относится к серии 80, поршень замка ударника также должен быть нажат одновременно Бруно Ардовини
Задняя пластина снята. Обратите внимание, что ударник все еще удерживается на месте поршнемBruno Ardovini
Чтобы снять ударник и пружину, нажмите на поршень блокировки ударникаBruno Ardovini
Чтобы снять поршень блокировки ударника, нам нужно сдвинуть экстрактор назад примерно на миллиметрBruno Ardovini
С помощью плоской отвертки снимаем экстрактор с ползунаBruno Ardovini
Экстрактор только что снят. Это та часть, которую иногда нужно тщательно «настраивать»Нажмите на поршень замка ударника, чтобы снять ударник. Еще раз, мы должны быть осторожны, чтобы не позволить ударнику улететь под натяжением его пружины, прикрывая рукой заднюю часть затвора.
В тех пистолетах, которые не имеют автоматического предохранителя ударника, разборка ударника значительно проще, достаточно снять заднюю пластину с пробойником и вытащить ударник и его пружину.
После извлечения ударника слегка потяните экстрактор назад с помощью отвертки, чтобы освободить стопор ударника и его маленькую пружину. Эти детали очень маленькие, поэтому будьте осторожны, чтобы не потерять их. Этой же отверткой мы можем извлечь экстрактор из его корпуса.
Опишем более подробную разборку рамы, начиная со снятия корпуса главной пружины с помощью пробойника подходящего размера.
Эту операцию следует выполнять с опущенным молотком, чтобы ослабить натяжение основной пружины. Не просто нажмите на спусковой крючок! Позвольте молотку медленно упасть вперед, удерживая его пальцами левой руки.
Теперь мы можем снять корпус основной пружины; обратите внимание на маленький штифт, удерживающий боевую пружину, ее колпачок и фиксатор в корпусе.
Дальнейшая разборка корпуса главной пружины не требуется, но для тех, кто хочет это сделать, имейте в виду, что основная пружина очень мощная и может выстрелить своим колпачком. При снятии стопорного штифта удобно использовать тряпку, чтобы обернуть узел во время операции и перехватить пружину и колпачок, если они соскользнут.
Bruno Ardovini
С помощью плоской отвертки подходящего размера можно снять панели рукояткиBruno Ardovini
Цилиндрический штифт, который удерживает корпус главной пружины на месте, можно удалить с помощью выколотки нужного размераБруно Ардовини
Корпус главной пружины частично снят с рамыБруно Ардовини
Обратите внимание на маленький цилиндрический штифт, который фиксирует пружину и крышку корпуса главной пружиныБруно Ardovini
Внутренние детали корпуса главной пружины. Во время разборки мы рекомендуем накрывать корпус главной пружины тканьюBruno Ardovini
Обратите внимание на рычаг верхнего шептала, который управляет автоматическим предохранителем ударника в ружьях Series 80Bruno Ardovini
Ручной предохранитель можно снять, повернув его вверх и удерживая курок взведеннымBruno Ardovini
Рукоятка ручного предохранителя также фиксирует рукоятку предохранителя. Ardovini 3-зубчатая пружина Sear Spring требует умелой регулировки для правильной работы Теперь давайте перейдем к снятию ручного предохранителя. Для этого курок должен быть взведен. После того, как мы взвели курок, чтобы снять ручной предохранитель с рамы, его нужно повернуть вверх и вытащить.
Снятие ручного предохранительного рычага позволяет снять предохранитель рукоятки, а затем 3-зубчатую пружину шептала, которая используется для подпружинивания шептала, спускового крючка и предохранителя рукоятки.
Снятие ручного предохранителя позволяет снять предохранитель рукоятки, а затем 3-зубчатую пружину шептала, которая используется для подпружинивания шептала, спускового крючка и предохранителя рукоятки. После того, как рукоятка безопасности вытянута из рамы, мы можем приступить к вытягиванию из трубки плунжера, приклепанной к раме, плунжера предохранительного замка, его пружины и плунжера затвора.
Штифт для молотка можно извлечь из рамы, нажав на него с правой стороны налево с помощью выколотки – он легко снимается, так что нажимайте осторожно. Молоток оторвется вместе со своей ударной стойкой. В тех моделях 1911 года, которые оснащены автоматическим предохранителем ударника, таких как наше ружье серии 80, удаление ударника также освобождает рычаг верхнего шептала.
Bruno Ardovini
Молоток и шарнирную стойку можно снять, вытолкнув штифт молоткаBruno Ardovini
С правой стороны курка находится рычаг верхнего шептала, который управляет автоматическим предохранителем ударника в ружьях серии 80. и разъединительBruno Ardovini
Из трубы плунжера, приклепленной к раме, теперь мы можем выдвинуть плунжер предохранительного замка, его пружину и плунжер затвораBruno Ardovini
Узел защелки магазина можно снять, удерживая его слегка нажатым, пока маленький винт со шлицем вращается против часовой стрелкиБруно Ардовини
Сборка защелки магазина. Обратите внимание на маленькую проушину, которая фиксирует узел в раме. Опять же, с левой стороны рамы мы можем удалить штифт, удерживающий на месте нижний рычаг шептала и разъединитель. Наше ружье относится к серии 80 и оснащено автоматическим предохранителем ударника, поэтому эта операция также освобождает небольшой рычажный рычаг, который вместе с другим рычагом рядом с курком управляет предохранителем.
Мы позволим этим маленьким кусочкам упасть нам в руку, осторожно наклонив раму после того, как шептал будет удален. Обязательно используйте достаточно чистый и незагроможденный верстак для всех операций по разборке.
Бруно Ардовини
Спусковой крючок можно снять, вытащив его из задней части рамки
Снимите спусковой крючок, вытащив его из рамки сзади.
Разборка заканчивается снятием узла защелки магазина.
Чтобы снять его, нам понадобится отвертка подходящего размера, чтобы повернуть маленький винт со шлицем. Слегка нажмите на защелку магазина и поверните винт против часовой стрелки.
Bruno Ardovini
Полный набор рычагов и деталей, из которых состоит триггерная система. Чтобы лучше понять взаимосвязь деталей, верхний рычаг шептала был перевернут
Умение разобрать огнестрельное оружие полезно для решения многих проблем с его эксплуатацией или для замены изношенных деталей, не прибегая к помощи оружейника.
Собрать Colt 1911 Government довольно легко, просто повторите все шаги в обратном порядке и никогда не применяйте силу, если какая-то деталь не хочет возвращаться на место.
Будьте осторожны при повторной сборке деталей спускового крючка и штифтов, которые мы изобразили вне рамы, в их соответствующих положениях. После того, как ружье будет полностью собрано, убедитесь, что все работает, проверьте работу затвора/ствола/рамы, а также правильность спускового крючка и работу ручного и автоматического предохранителей.
Подпишитесь на информационный бюллетень
Щелкните здесь для получения дополнительной информации по темам:
ТехникаУход за оружием, техническое обслуживание
Револьверно-пробивной пресс с ЧПУ: Полное руководство
Содержание
, давайте сначала разберемся, что такое обработка с ЧПУ.
В соответствии с исходными условиями, такими как чертеж детали и технологические требования, скомпилируйте программу обработки детали с ЧПУ и введите в цифровую систему управления станка с ЧПУ для управления относительным движением инструмента и заготовки в револьверном пробивном прессе с ЧПУ, чтобы завершить механическую обработку деталей.
Чтение чертежей деталей :
Полное понимание технических требований к чертежам, таких как точность размеров, допуски формы и положения, шероховатость поверхности, материал заготовки, твердость обрабатываемость и количество деталей.
Технологический анализ :
Технологический анализ в соответствии с требованиями чертежей деталей, в том числе анализ конструктивной технологичности деталей, рациональный анализ материала и расчетной точности, ориентировочный технологический процесс ступени и т. д.
Разработка процесса :
Разработка на основе анализа процесса всей информации о процессе, необходимой для обработки – например, технологический маршрут, технологические требования, траектория инструмента, перемещение и вспомогательные функции, а также для заполнения технологических карт и технологических карт.
Программирование ЧПУ:
Программирование подсчета в соответствии со схемой деталей и содержанием процесса, а затем в соответствии с кодом инструкции и форматом программы, указанными используемой системой ЧПУ; (в основном ручное редактирование кода и программное обеспечение для компьютерного программирования)
Передача программы:
Написанная программа подается в блок ЧПУ станка с ЧПУ через интерфейс передачи.
После настройки станка и вызова программы деталь можно обрабатывать в соответствии с требованиями чертежа.
Что такое револьверно-пробивной пресс с ЧПУ?
Револьверный пробивной пресс с числовым программным управлением является одной из основных категорий пробивных станков с ЧПУ, аббревиатура NCT, также известная как пробивной станок с ЧПУ.
Револьверно-пробивной пресс с числовым программным управлением (NCT) сочетает в себе механические, электрические, гидравлические и пневматические устройства и представляет собой оборудование для обработки под давлением для штамповки и неглубокой вытяжки на листе с помощью револьверных штамповочных инструментов.
Револьверно-пробивной станок с ЧПУ представляет собой гибкий автоматический станок, который может адаптироваться к частым изменениям продукта, процесс обработки требует множества операций и этапов, а относительное смещение между инструментом и заготовкой представлено цифровым кодом.
С помощью средств управления (таких как бумажная лента или диск) для отправки цифровой информации в специальный или общий компьютер, компьютерной обработки и обработки входной информации, для выдачи различных инструкций по управлению сервосистемой машины или другим исполнительным компонентов, чтобы машина автоматически обрабатывала требуемые детали или изделия.
Принцип работы револьверного пробивного пресса
При отсутствии какого-либо сигнала тревоги на станке ЧПУ выполняет программу в соответствии с инструкциями программы, оси X и Y с движением стальной пластины к пуансону, диск T перемещает требуемую в программе форму на пуансоновую головку, гидравлическая пуансонная головка наносит удар по форме и завершает штамповку, затем оси X и Y перемещаются еще на одну позицию, пуансон выполняет еще одну штамповку и т. д. и т.п., только до тех пор, пока программа не будет полностью выполнена, вернуться в положение подачи.
Типы револьверных пробивных прессов
С тех пор, как Wiedemann изобрел ручной многопозиционный пробивной пресс R2 в 1932 году, револьверный пробивной станок с числовым программным управлением (NCT) широко используется в области обработки листового металла и постоянно совершенствуется. и производительность.
Например, ранний револьверный пуансон с ЧПУ не имел программного обеспечения для автоматического программирования, и его можно было запрограммировать только вручную в системе ЧПУ.
Тем не менее, текущий револьверный штамповочный станок с ЧПУ в основном оснащен программным обеспечением для автоматического программирования, и его эффективность работы и способность обработки сложных деталей были значительно улучшены, чем раньше.
С точки зрения собственности, более 20 000 комплектов станков с ЧПУ в США и почти 20 000 комплектов в Японии.
Китай быстро развивался в последние годы, по самым скромным оценкам, около 6000 комплектов.
С точки зрения развития производства листового металла, должно быть много возможностей для развития.
Тем не менее, персонал, занятый в производстве листового металла, иногда не очень хорошо разбирается в производительности и конструкции различных прессов с ЧПУ, позвольте мне кратко представить все виды револьверных пуансонов с ЧПУ.
В соответствии с принципом работы ударной головки револьверные перфораторы с ЧПУ можно разделить на три категории:
1 . Револьверный пробивной станок с ЧПУ с механическим приводом
Это самый ранний тип револьверного пробивного станка с ЧПУ, который до сих пор производится и используется некоторыми производителями.
Типичными представителями являются серия Muratec C, серия Amada Aries, серия PEGA, серия COMA и т. д. управляется сцеплением.
Этот тип станка имеет преимущества простой конструкции, низкой цены и стабильной работы.
Но очевидны и недостатки такого рода станков.
Прежде всего, механический револьверный пуансон с ЧПУ должен подождать, пока маховик не провернется один раз перед штамповкой.
Ход тиснения фиксирован, поэтому скорость тиснения нельзя улучшить.
В настоящее время максимальная скорость составляет всего около 180 раз в минуту.
Это также основная причина, по которой многие производители больше не выпускают такие револьверные прессы (Amada в этом году прекратила выпуск Aries, который уже прекратил производство в Японии).
Во-вторых, поскольку ход ударной головки нельзя контролировать, его трудно контролировать при формовании и штамповке.
Такие станки должны регулировать количество пробивных штампов для достижения идеального литья, что трудно отрегулировать.
Кроме того, этот тип станка также имеет недостатки, такие как большое энергопотребление, сильный шум при штамповке и так далее.
2 . Гидравлический привод с револьверной головкой с ЧПУ
С развитием технологий появился гидравлический револьверный перфоратор с ЧПУ.
Этот вид станков получил широкое распространение благодаря своим многочисленным преимуществам.
Типичными представителями таких станков являются серия V компании Muratec, серия Vipros компании Amada, серия TC компании TRUMPF и т.д.
Таким образом, скорость штамповки была улучшена как на дрожжах. До 1000 раз/мин.
Во-вторых, поскольку ход гидравлического цилиндра можно контролировать, формующую матрицу можно регулировать, контролируя ход ударной головки, что удобно в использовании.
Во время работы управление вырубной головкой для нажатия на матрицу может уменьшить шум штамповки.
Кроме того, благодаря общению с производителями мы можем обрабатывать штампы, включая прокатку ребер, прокатку и т. Д. (Механический пресс не может).
Благодаря вышеуказанным преимуществам гидравлический револьверный перфоратор получил широкое распространение.
Тем не менее, у этого типа станков все еще есть много недостатков.
Во-первых, станки такого типа предъявляют высокие экологические требования.
Слишком высокая или слишком низкая температура повлияет на нормальную работу станков.
Если температура слишком низкая (< 5 ℃), перед работой требуется предварительный нагрев.
Во-вторых, потребляемая мощность велика, что является самым большим энергопотреблением во всех видах револьверных штампов с ЧПУ. Как правило, это выше 30кВ.
Кроме того, гидравлическое масло необходимо заменять раз в год, а его недостатком является большая площадь пола.
3 . Револьверный пуансон с ЧПУ с приводом от серводвигателя
Из-за недостатков двух вышеупомянутых типов револьверных пробивных прессов производители разработали револьверный пуансон с ЧПУ третьего поколения.
Это револьверный пуансон с ЧПУ с прямым приводом от серводвигателя.
Типичными представителями являются M2044ez и M2048lt компании Muratec.
Благодаря технологии прямого привода ударной головки с помощью серводвигателя потребление энергии может быть значительно снижено при сохранении высокой скорости штамповки (до более 800 раз/мин).
Это связано с тем, что когда станок с приводом от серводвигателя не выполняет перфорацию, главный двигатель находится в статическом состоянии и не потребляет энергию.
По сравнению с гидравлическими станками потребляемая мощность револьверного перфоратора с серводвигателем составляет около одной трети от нее.
Во-вторых, револьверный пуансон с ЧПУ, приводимый в действие серводвигателем, как и гидравлический револьверный пуансон с ЧПУ, можно регулировать ход штамповки, поэтому очень удобно регулировать формовочную матрицу.
Ребро качения и режущий штамп могут быть обработаны как гидравлический штамп, а шум штамповки может достичь идеального эффекта.
Револьверный перфоратор с серводвигателем имеет низкие экологические требования.
Может запускаться сразу весной, летом, осенью и зимой без предварительного прогрева.
Поскольку нет необходимости в гидравлическом устройстве, нет проблем с заменой гидравлического масла, и это очень безопасно для окружающей среды.
Кроме того, станок имеет компактную конструкцию и занимает небольшую площадь.
Структура револьверных прессов с ЧПУ
1. Секция главного привода
Существует два типа главных приводов для CNC.
- Один главный механический привод
- Другой главный гидравлический привод.
Принцип механического главного привода (300 в ET-300 означает номинальное усилие 300 кН) зацепление/разъединение сцепления/тормоза.
Он вращается, а затем перемещает ползунок вверх и вниз через кривошипно-шатунный механизм и воздействует на выбранную форму на поворотном столе для штамповки или других процессов формования.
Муфты-тормоза, используемые в прессах с механическим главным приводом, бывают двух основных видов: одна пневматическая фрикционная муфта, а другая гидравлическая муфта.
Принцип работы главного гидравлического привода револьверный пресс (300 в ВТ-300 относится к номинальному усилию 300КН)
Принцип работы главного гидропривода заключается в том, что гидравлическое масло, подаваемое гидросистемой, подается в жидкость под действием электромагнитного реверсивного клапана .
Верхняя и нижняя полости цилиндра заставляют шток поршня совершать возвратно-поступательные движения ползуна, воздействуя на пресс-форму для штамповки.
В последние годы, с быстрым развитием гидравлических технологий, все больше и больше прессов используют главный гидравлический привод, благодаря характеристикам прессов с гидравлическим приводом с постоянным давлением во всем диапазоне хода, более подходящим для некоторых особых потребностей процесса обработки. , такие как неглубокая вытяжка, выбивание отверстий и другие процессы формовки.
2. Ось движения
Панк-башня с ЧПУ имеет четыре оси движения: x, y, t и c.
- x, y-ось.
Направление X параллельно направлению двух губок, а направление Y параллельно направлению установочного штифта или стойки. См. рисунок ниже.
Зажатие губок перемещает стальную пластину вперед и назад в точку, где ее необходимо штамповать.
- Ось T представляет собой револьверный пресс набор инструментов.
В основном используется для хранения и отзыва штампов, а при выполнении программы выбора инструмента соответствующие штампы переносятся под пуансон.
Количество штампов револьверного пресса может быть разделено на 20, 24, 32, 40 и т. д. в зависимости от модели станка.
- Управление по оси C для поворотных станций
Инструмент, обычно состоящий из двух станций, может использоваться в более широком диапазоне применений, его можно свободно вращать в диапазоне от 0 до 359,999 и обрабатывать более сложные формы.
3. T поворотный стол
Поворотный стол, также известный как поворотная головка, представляет собой револьверный пресс с ЧПУ, используемый для хранения формы на пресс-форме, эквивалентный центру инструментального магазина. .
Существует два поворотных стола для револьверных пробивных станков с ЧПУ, которые называются верхним поворотным столом и нижним поворотным столом.
В настоящее время нормальное количество рабочих мест составляет: 32.
Верхний поворотный стол используется для установки направляющей втулки верхнего штампа, опорной пружины штампа, узла верхнего штампа.
Нижний поворотный стол используется для крепления нижнего штамподержателя, пресса для штампов, нижнего штампа, центральной опоры и т. д. Обычно встречаются однорядное, двухрядное, трехрядное распределение.
Чрезмерное количество распределенных рядов может легко привести к смещению усилия в пуансоне.
Вообще говоря, при распределении трех рядов пуансон часто делают подвижного типа, т. е. пуансон должен пробивать один ряд матриц, а пуансон перемещается по соответствующему ряду матриц с помощью подвижного устройства.
Чтобы обеспечить точное позиционирование верхнего и нижнего поворотных кругов, внешняя окружность или торцевая поверхность верхнего и нижнего поворотных кругов снабжены коническими отверстиями для позиционирования, при переносе в соответствующее положение штампа можно вставить установочный конусный штифт, чтобы обеспечить точное позиционирование.
Ось, приводящая в движение поворотный стол, обычно называется осью Т.
Привод оси Т состоит из серводвигателя, редуктора, звездочки (ремень ГРМ), позиционирующего конусного штифта, позиционирующего цилиндра (позиционирующего цилиндра), верхнего и нижнего поворотного стола.
Когда система ЧПУ сигнализирует о необходимости использования определенного штампа, позиционирующий конусный штифт автоматически выдвигается, серводвигатель вращается и после замедления приводит во вращение поворотный стол, когда штамп поворачивается непосредственно под пуансоном, останавливается вращения конусный штифт вставляется в соответствующее конусное отверстие, так что верхняя и нижняя поворотная платформа точно позиционируются.
2) Критерии определения концентричности корректируемой верхней и нижней форм
При установке новой формы или уже отшлифованной формы сначала проверьте зазор формы соответствует табличке.
Если заготовка подвергается механической обработке, а заусенцы при штамповке оказываются большими уже после нескольких штамповок, снимите пресс-форму, чтобы наблюдать за износом пресс-формы.
По краям можно судить, что концентричность нуждается в исправлении, если края частично закруглены или белые, как будто выпал иней, особенно диагональ края.
3) Коррекция синхронизации после ошибки на верхнем и нижнем поворотный стол
вход коробки передач через гибкую муфту, а выход коробки передач приводится в движение вверх и вниз по поворотному столу с помощью цепи и шестерни.
Отрегулированная цепь должна иметь перепад 6-13 мм.
Если верхняя и нижняя позиции поворотной платформы смещены из-за зажимов и т. д., необходимо выполнить синхронную регулировку в соответствии со следующими шагами.
- Ослабить нижний или верхний поворотный стол
- Вручную повернуть нижний поворотный стол T1 под ударной головкой
- Несколько раз входить и выходить
- Точная настройка верхнего и нижнего регуляторов до тех пор, пока поворотный стол не начнет колебаться минимально после установки штифта
- В случае заклинивания достаточно затянуть нижний или верхний поворотный стол.
- Верните ось Т в исходную точку.
4. T инструменты для револьверного штампа
Инструменты NCT делятся на пять классов A, B, C, D и E в зависимости от их размера, с наименьшим классом A и наибольшим классом. E.
Каждый уровень резака соответствует положению резака на поворотном столе.
В следующей таблице показаны размеры инструмента и места установки инструмента:
| Type of mold | Nominal size | Standard upper die size |
| A | 1/2″ | 1.6~12.7mm dia
(0.063″0.5″dia) |
| B | 11/4″ | 12.8~31.7mm dia
(0.501″1.25″dia) |
| C | 2″ | 31.8~50.8mm dia
(1.251″2″dia ) |
| D | 31/2″ | 50.9~88.9mm dia
(2.001″3. |
| E | 41/2″ | 89.0~114.3mm dia
(3.501″4.5″dia) |
1) Внедрение пресс-форм для револьверных штамповочных прессов
Инструменты для штамповочных прессовФормы являются основными инструментами, используемыми для обработки листового материала.
В настоящее время наиболее распространенные штампы револьверной штамповочной машины с ЧПУ бывают двух видов: штампы с длинной структурой и штампы с короткой структурой.
Обычно определяется материалом и толщиной материала.
Обе эти конструкции пресс-формы должны быть установлены на верхней опорной пружине поворотного стола, чтобы пресс-форма могла быть возвращена в исходное положение после штамповки.
В Китае штамповочный материал штамповочного станка с ЧПУ обычно представляет собой Cr12MoV и LD.
Матрицы из материала Cr12MoV больше подходят для обработки листов из среднеуглеродистой стали, а матрицы из материала LD больше подходят для сложной обработки листов из нержавеющей стали.
Срок службы форм из этих двух материалов обычно составляет от 200 000 до 300 000 раз.
2) Меры предосторожности при выборе форм
(I) Выбор стандартных форм
(1) Диаметр режущей кромки формы должен быть как можно больше двух раза больше толщины обрабатываемой пластины, диаметр обычно должен быть больше 3 мм, в противном случае его легко сломать, а срок службы очень короткий.
Однако это не является абсолютным, рекомендуется использовать импортную быстрорежущую сталь в качестве материала формы диаметром менее 3 мм.
(2) Если размер штампа пластины близок к предельному размеру рабочей станции, используйте рабочую станцию большего размера, чтобы обеспечить достаточную силу выброса.
(3) Все острые углы должны быть заменены закругленными углами, в противном случае они подвержены износу или разрушению.
В целом, рекомендуется по возможности использовать угловой радиус R > 0,25t вместо чистых углов.
(4) При обработке листа для материала с высоким содержанием Cr (например, 1Cr13 и другой нержавеющей стали) и горячекатаного листа из-за свойственных характеристик листа он не подходит для использования отечественной пресс-формы с высоким содержанием Cr или очень легко носить, тянуть и раздевать материал и ряд недостатков.
В качестве материала пресс-формы рекомендуется использовать импортную быстрорежущую инструментальную сталь.
(II) Выбор форм для формовки.
(1) Разные салазки пресса с ЧПУ имеют разный ход, поэтому обратите внимание на регулировку высоты закрытия формующей формы.
Для обеспечения правильной формовки рекомендуется использовать регулируемую ударную головку.
Регулировку следует выполнять осторожно, и каждая регулировка не должна превышать 0,10 мм, в противном случае пресс-форма может быть повреждена или даже повредить машину.
(2) Формовка должна быть как можно более мелкой, вообще говоря, общая высота формовки не более 8 мм, причина такой высоты в том, что выгрузка материала занимает много времени.
Процесс формовки должен осуществляться на низкой скорости, желательно с задержкой.
(3) Рабочие места рядом со станцией формовочного инструмента недоступны, поскольку высота формовочного инструмента намного выше, чем у обычной пресс-формы.
Лучше всего поставить процесс формовки в конец программы и удалить его после пуансона.
(4) Для пресс-форм для вытяжки используйте легкий пружинный узел, чтобы предотвратить разрыв или неравномерную деформацию листа и трудности с выгрузкой материала.
(5) Если две формы расположены близко друг к другу (спереди, сзади, слева и справа), обязательно объясните нам это, иначе возможны помехи.
(6) Метод регулировки пресс-формы показан на следующем рисунке.
(7) После установки формовочной формы ослабьте часть 2, поверните часть 1 по часовой стрелке, поверните в самую нижнюю точку, затем затяните часть 2. материал в пуансон, измерьте высоту молдинга, если высоты недостаточно, чтобы ослабить часть 2, часть 1, вращение против часовой стрелки (вращение круга обычно составляет 2 мм, в зависимости от размера расстояния резьбы, пожалуйста, отрегулируйте соответствующим образом, чтобы избежать повреждение пресс-формы), а затем затяните деталь 2, постоянно регулируя, пробуя пуансон, до достижения необходимой высоты.
3) Сборка и обслуживание пресс-форм
- Заточка пресс-формы
Регулярная заточка пресс-формы может не только увеличить срок службы пресс-формы, но и увеличить срок службы машины , поэтому важно освоить правильное и разумное время заточки.
Самый простой способ для пользователя определить, нуждается ли штамп в заточке.
После определенного количества штамповок проверьте, есть ли в качестве штамповки большие заусенцы, затем проверьте, закруглилась ли верхняя кромка штампа (закруглена ≥ R0,1), исчез ли глянец.
Если это произойдет, значит, пуансон затупился, на этот раз его нужно заточить.
Срок службы формы можно увеличить в 3 раза при своевременной заточке, но неправильная заточка может быстро увеличить разрушение кромки формы и сократить срок ее службы.
Подача шлифования не должна превышать 0,015 мм каждый раз при заточке, слишком сильное шлифование приведет к перегреву и обгоранию поверхности формы, что эквивалентно обработке отжигом, и форма станет мягкой, что значительно сократит срок службы формы.
Поверхность шлифовального круга необходимо очистить. Рекомендуется использовать шлифовальный круг средней мягкости с зернистостью 46.
Величина заточки матрицы является определенной величиной, нормальная величина составляет 4 мм, при достижении этого значения пуансон будет утилизирован, при дальнейшем использовании это может легко повредить матрицу и машину.
Окончательная заточка должна выполняться профессионально обученным персоналом.
Примечание. После заточки вовремя размагничивайте и регулируйте высоту формы, как перед заточкой.
- Срок службы пресс-формы
Для пользователя увеличение срока службы инструмента может значительно снизить стоимость его использования.
Существует несколько причин, влияющих на срок службы пресс-формы.
- Был ли материал формы специально обработан.
- Структурная форма пресс-формы.
- Зазоры в нижней пресс-форме.
- Точность положения верхней и нижней пресс-форм.
- Отрегулируйте рациональное использование прокладки.
- Хорошо ли смазаны штампованные пластины.
- Является ли прессованный лист плоским.
- Тип и толщина прессованных листов.
- Нейтральность верхней и нижней станций каждой башни штамповочного станка.
- Направляющая шпонка на башне машины цела.
Наиболее прямым из этих факторов является то, что чем толще пластина, чем тверже материал и использование процесса ступенчатой штамповки, тем короче срок службы инструмента.
Кроме того, протрите область вокруг штампа, прежде чем вставлять его в штамп.
После очистки распылите немного масла на матрицу и вставьте ее в матрицу. Вогнутая матрица также может быть вставлена в матрицу. №
Особое внимание следует уделить постоянству ориентации верхней и нижней форм.
Перед установкой тщательно проверьте, что верхняя и нижняя формы имеют одинаковый размер и что их края расположены в одном направлении.
При неправильном размещении он может сломать пресс-форму и даже повредить машину.
После того, как формы установлены, дайте турели вращаться, наблюдая за верхней и нижней турелями, особенно вогнутая форма не имеет неровной высоты.
Если есть неравномерная высота, следует тщательно проверить причину.
- Формы, которые обычно не используются, следует регулярно защищать от ржавчины и смазывать маслом.
После использования формы очистите форму, аккуратно поместите ее, оберните защитной пленкой, поместите в коробку для формы и установите в фиксированное положение, чтобы предотвратить удары, заусенцы или падение формы. в пыль, ржавчину и повлиять на следующее использование.
- Зазор нижнего штампа
Зазор нижнего штампа определяется в зависимости от толщины обрабатываемой пластины.
Например, нижняя матрица для пластины толщиной 2 мм не может быть обработана для пластины толщиной 3 мм или 1 мм, иначе это увеличит износ и даже сломает матрицу.
- Если пружина штампа перекошена или укорочена, ее следует вовремя заменить.
- Размер штампа во время штамповки должен находиться в диапазоне от 1 до 2 мм.
- Высота закрытия пресс-формы регулируется в соответствии с требованиями чертежа.
- Формовочная форма также должна обращать внимание на направление шпоночного паза как высота растяжения, нужно ли предварительно пробивать отверстия и т. д., в противном случае форма будет повреждена или не будет соответствовать требованиям пользователя.
4) Зазор матрицы
Зазор между выпуклой и вогнутой матрицами, выраженный как общая разница.
Например, при использовании кулачковой матрицы 10 и вогнутой матрицы 10,3, 10,3-10=0,3 (диаметр отверстия вогнутой матрицы – диаметр отверстия кулачковой матрицы = зазор), зазор составляет 0,3 мм.
Под зазором мы подразумеваем общий зазор с обеих сторон, который является одним из наиболее важных факторов при штамповке.
Если зазор выбран неправильно, это сократит срок службы пресс-формы, или появятся заусенцы, что вызовет вторичный сдвиг, сделает форму разреза неправильной, усилие отрыва увеличится, поэтому правильный выбор значения зазора очень важен .
- Для обработки мягкой стали зазор должен составлять 20-25% толщины материала.
- При обработке алюминия зазор должен составлять 15-20% толщины материала.
- При обработке нержавеющей стали зазор должен составлять 25-30% толщины материала.
Например:
Для низкоуглеродистой стали толщиной 1,2 мм зазор рассчитывается следующим образом:
1,2 мм × 0,2 = 0,24 мм, 1,2 мм × 0,25 = 0,3 мм, поэтому рекомендуемый зазор равен 0,24 мм. ~ 0,3 мм.
В соответствии с текущей статистикой выбора коэффициента зазора на заводе по производству штамповочных станков с ЧПУ в сочетании с реальной ситуацией с точностью государственного станка моя компания рекомендует следующий «рекомендуемый зазор под матрицей».
В особых случаях он должен быть разработан в соответствии с требованиями пользователя.
Толщина листа мм
Типы материалов Мягкая сталь Aluminum Stainless steel 0.8~1.6 0.2~0.3 0.2~0.3 0.2~0.35 1.6~2.3 0.3~0.4 0.3~0.4 0.4~ 0.5 2.3~3.2 0.4~0.6 0.4~0.5 0.5~0.7 3.2~4.5 0.6~0.9 0.5~0.7 0.7~1.2 4.5 ~6 0,9~1,2 0,7~0,9 Примечание. Рекомендуемый нижний зазор матрицы используется для обеспечения срока службы матрицы и не является очень строгим.
Он должен быть точно сформулирован в соответствии с реальной ситуацией и в сочетании с потребностями пользователя.
5) На что обращать внимание при обработке
Максимальный диаметр отверстия и тоннаж пуансона
Например:
То ли лист толщиной 6 мм, то ли диаметром Ф88,9мм можно резать или нет, воображением это не оценить.
Определяется пробивной способностью.
Давление, необходимое для обычной штамповки, определяется по следующей формуле.
P = A × T × σC
- P-PUNCH SIGROS (KG)
- A-Периметр перфорированной отверстия (MM)
- ТЕЛОГНА T-PLATE (MM)
- -MIAL SHEAR-MIALE SHEAR-MIATER SHEAR-MIATER SHEAR-MIATER. прочность (кг/мм)
- Опасность переноса удара в голову.
- Причины переноса на перфоратор головки.
- Решение
- Отскок отходов
- Опасность рикошета отходов
- Причины отскока отходов
- Разумность зазора
- . смазка полезна
- Является ли состояние поверхности материала хорошим или нет
- Является ли направление адгезионного слоя материала благоприятным для удара
- Выбор пресс-формы
- Последовательность и направление штамповки и резки
- Определение размера удара
- Решения для отскока отходов
- Во избежание повреждения поперечного материала и стола из-за удара, когда машина выходит из-под контроля из-за неисправности управления или неправильного обращения, на обоих концах ходов шнека в направлениях X и Y установлены буферные устройства
- Захват представляет собой манипулятор, используемый для удержания листового материала, обычно приводимый в действие сжатым воздухом или гидравлическим маслом. Захват обычно соединяется с тормозной пластиной на поперечине через Т-образный паз или паз типа «ласточкин хвост».
- Обычно существует два типа конструкций столов для поддержки листовых материалов: один представляет собой фиксированный стол, а другой — подвижный стол.
- Экономика Harley (VT-300): 180 литров
- Премиум Harley Premium (RT-300): 250 Liters
- Время формирования салатного ножа (включая предварительные отверстия) составляет около 1,3 секунды;
- Время формирования формы для букв составляет около 0,7 секунды;
- Время формирования обычного тюка составляет около 3 секунд; для более высокого тюка это около 4 секунд;
- Из-за особых условий литья процесс занимает около 5 секунд;
- Шишка ок. 1 сек.
- Перфорация около 2 секунд.
- Около 2,5 секунд для среднего моста.
- Тиснение около 1 секунды.
- Полуразрез около 2 секунд.
- Специальная формовка примерно за 1,5 секунды
- Саморез примерно за 2 секунды.
- Смещение составляет около 3 секунд.
- Усиление примерно на 1 секунду.
- Обработка Salad Holes Обработка Salad Holes 4 . штамповка.
- Ассортимент заполнения салатных отверстий
Обработка наполнителем по центру менее 10 мм от края.
Если кромка больше 15 мм, наполнитель не используется.
Если расстояние от края составляет 10-15 мм, отверстие для салата следует определить в соответствии с фактическим состоянием отверстия для салата, чтобы определить, следует ли пополнять его.
Если расстояние между двумя отверстиями для салата больше 5 мм, два отверстия для салата не будут влиять друг на друга, а если расстояние меньше 5 мм, отверстия для салата должны быть пробиты один раз, чтобы уменьшить деформацию.
- Способ начинки салатного отверстия
Целью является увеличение скорости обработки и обеспечение качества (уменьшение количества соединений).
Одно отверстие для салата большого диаметра в качестве основания обеих сторон смещения 5 мм, это длинная сторона (при условии, что длина равна A), затем другая сторона для A/2+1 выберите квадрат SQA+1 удар ножом.
Два или более салатных отверстия заполняются вместе шириной 10 мм и длиной в зависимости от фактической ситуации.
- Выбор размера предварительного отверстия для салатных отверстий
В целом применяются следующие принципы:0005
100°SaladΦPre=Φформовка забоя+0,3&0,5
120°SaladΦPre=Φформовка забоя+0,5&0,6
140°SaladΦ pre=Φформовка отверстия +0,7&0,8
Глубина формовки NCT пробивка отверстия обычно не более 85% (T<2,5 мм).
6) Обработка линии обжима
Глубина обжима NCT 0,4T.
При использовании обжимного инструмента 15*0,5 необходимо заменить менее 20 мм от края.
При использовании обжимных инструментов 15*0,2 необходимо заменить менее 15 мм от края.
Метод наполнения аналогичен методу наполнения салатного отверстия.
Линия нажата либо целевой линией, либо всей изогнутой линией.
Если одна сторона линии изгиба прижата, а другая сторона не прижата, гнется легко, размер один большой, один маленький.
7) D т.
е. резак Реверс D т.е. C всего:
Видно, что реверсивный высекальный пресс может вмещать до 3 рядов и до 23 штампов в ряду.
Передний высекальный нож:
Существует два типа пазов для переднего высекательного ножа, как показано на рис. 3 и рис. 4.
Направление длины такое же, но направление ширины отличается от ширины штампа.
Таким образом, в ходе операции может быть выполнено соответствующее лечение в соответствии с реальной ситуацией.
8) P перфорированные
Для сверления отверстий требуются специальные ножи.
Наиболее часто используемая апертура — это апертура, используемая для извлечения бутонов M3 (ID апертуры 2,60.
Минимальное расстояние от края перфорации NCT составляет 3T, а минимальное расстояние между двумя перфорациями составляет 6T.
Минимальное безопасное расстояние от изгибаемой кромки (внутри) 3T+R, если маленькое, то линия должна быть прижата. (T указывает на толщину материала)
9) T ap нижнего отверстия
можно пробить, чтобы избежать этого явления.
Салатное отверстие также можно использовать в качестве ориентира для постукивания.
Салатные отверстия обычно имеют глубину 0,3 мм и угол 90 градусов.
10) Вытяжка или перфорация
NCT может обрабатывать выпуклость двумя способами.
Инструмент для пробивки выпуклостей
С помощью обычного инструмента можно использовать команду М для рисования или пробивки выпуклостей, но только в направлении вниз. Как показано на рисунке ниже:
Верхняя матрица RO13 и нижняя матрица RO19 могут использоваться для вырубки выпуклостей. Таким же образом можно пробить полусрезы и неровности.
При использовании этого метода следует отметить два момента: во-первых, должны быть доступны верхняя и нижняя матрицы, а во-вторых, глубина формования не должна превышать толщину материала.
11) Накатка валика
※ Принцип работы ролика0567
При использовании роликового режущего инструмента WILSON для обработки заготовки, такой как арматура, верхняя и нижняя матрицы роликового режущего инструмента используются для сжатия заготовки, а затем захват зажимает заготовку в соответствии с формой. движения элемента обработки, чтобы завершить процесс обработки таких элементов.
※ Конструкция роликового режущего инструмента
- Конструкция нижней матрицы:
Нижняя матрица роликовых режущих инструментов состоит из нижнего гнезда плашки и группы роликовых колес (для роликовых режущих инструментов нижней матрицы роликовой обработки также входит управляющее колесо).
Роликовое колесо включает в себя подшипник, вы можете свободно вращаться.
Теперь только для усиления реберного роликового резака в качестве примера введения нижней матрицы ролика режущего инструмента.
Посадочное место матрицы играет роль опоры роликового колеса.
- Верхняя конструкция матрицы:
Роликовая фреза, состоящая из двух частей, включая гнездо матрицы и группу роликовых колес.
Теперь только для того, чтобы укрепить роликовый резак для сухожилий в качестве примера, чтобы установить верхнюю матрицу роликового режущего инструмента, как показано на следующем рисунке:
- D обработка против язв
Для симметричных или асимметричных заготовок, которые трудно различить слева и справа, необходимы меры против заклинивания, чтобы предотвратить переворачивание заготовки во время вторичной обработки на NCT.
Обычно используются следующие категории.
1) Преодоление с помощью фотоэлектрической индукции, установленной самой NCT.
2) Используйте способ добавления материала:
То есть, на противоположной стороне Y, в соответствии с реальной ситуацией, добавьте небольшой кусок материала, размер которого немного меньше, чем резак, используемый для резки этого куска материал (обычно SQ10-15), его положение находится примерно перед установочным штифтом или блоком, а затем разрезается квадратным ножом.
Как показано на рисунке слева внизу:
Если после того, как заготовка была выгружена из NCT, для придания формы требуется другая вторичная обработка, то можно использовать метод антистатического угла.
Как показано выше, справа размер медленного угла обычно составляет 10X10, чтобы можно было вырезать один проход квадратным резаком SQ10.
- Обработка, при которой расстояние между отверстием и краем меньше толщины материала
Пробивка квадратного отверстия приводит к тому, что кромка загибается вверх, чем больше отверстие, тем заметнее закругление кромки, в этом случае часто рассматривается вторичная резка ЛАЗЕРОМ (с заказчиком также можно проконсультироваться по искажение допустимо).
Примечание: Расстояние между отверстием, отверстием и краем пуансона NCT не должно быть слишком маленьким, его допуск следующий:
Материал Пробойник круглого отверстия Punch square hole Hard Steel (H-Copper) 0.5t 0.4t Mild steel, brass (S-Copper) 0.35t 0.3t Aluminum (AL) 0,3T 0,28T Минимальный размер удара для удара с ЧПУ
Материал Материал Материал Материал . ) 1.3T 1.0T Mild steel, brass (S-Copper) 1.0T 0.7T Aluminum (AL) 0.8T 0.6T Верхний и нижний зазоры штампов из разных материалов штамповкой NCT:
Толщина (т) Верхний и нижний зазоры штампов из разных материалов Стальной лист Алюминиевый лист 8 Стальной лист1449 0. 6~1.0 0.15 0.15 0.2 1.0~1.5 0.2 0.15 0.25 1.5~2.0 0.25 0.2 0.3 2.0~2.5 0.3 0.25 0.4 2.5~3.0 0.4 0.3 0.5 From the table above, we can see that the thicker the material, the больший зазор между верхней и нижней используемой пресс-формой.
Текущий центр образца, используемый в зазоре формы, в дополнение к небольшому количеству режущих ножей имеет 0,3 мм, остальные в основном 0,2 мм
Поэтому, если вы столкнетесь с материалами более 2,0 мм, которые необходимо обработать с помощью NCT, вы должны подумать о переработке пресс-формы.
- Связь между свойствами материала и обработкой NCT
Свойства материала, влияющие на обработку NCT, включают пластичность и твердость материала.
Как правило, умеренная твердость и пластичность благоприятны для процесса штамповки.
Слишком высокая твердость увеличит усилие пробивки, что плохо скажется на пробивной головке и точности;
Слишком низкая твердость может вызвать сильную деформацию во время штамповки, что ограничивает точность.
Противоположностью твердости является пластичность материала. Высокая твердость означает низкую пластичность, а низкая твердость означает высокую пластичность.
Высокая пластичность хороша для формовки, но не подходит для продавливания, непрерывной штамповки, пробивки отверстий и обрезки.
Низкая пластичность повышает точность обработки, но усилие пробивки увеличивается, но пока оно не слишком низкое, эффект не слишком велик.
Прочность играет большую роль в отскоке во время обработки.
Соответствующая ударная вязкость полезна для штамповки, она может снизить степень деформации при штамповке;
Слишком высокая прочность может привести к сильному отскоку после удара, что, в свою очередь, повлияет на точность.
- Ограничения обработки НЗТ
Штамповка НЗТ — это движение заготовки вперед-назад на револьверной головке, поэтому в общем случае на обратной стороне заготовки не может быть выпуклостей, за исключением небольших неровностей незначительного размера и малая высота.
В случае полусдвигающих неровностей выпуклости легко деформируются или смещаются при перемещении материала. В качестве альтернативы его можно переместить на щетку после формирующего удара вниз, чтобы обеспечить выполнение других процессов.
- NCT имеет шаг около 1 мм при штамповке арматуры, поэтому скорость штамповки арматуры очень низкая и этот метод не подходит для массового производства.
- Процесс NCT имеет минимальную ширину паза 1,2 мм.
- Инструмент, используемый для штамповки NCT, должен быть толще материала. Например, инструменты RO1.5 не могут пробивать материал толщиной 1,6 мм.
- Материалы толщиной менее 0,6 мм, как правило, не обрабатываются NCT.
- Материалы из нержавеющей стали, как правило, не обрабатываются NCT. (Конечно, NCT может обрабатывать материал толщиной 0,6–1,5 мм, но из-за высокого износа инструмента вероятность брака намного выше, чем для других материалов GI.)
- Обратите внимание, что станок имеет только три позиции D-вращающихся инструментов.
- Из-за мягкости алюминия, если верхний и нижний зазоры матрицы немного велики, легко получить заусенцы, особенно при пробивке отверстий в сетке, это хорошо видно. (Решение: уменьшить зазор между верхней и нижней матрицей).
- После полевых испытаний, NCT пробивка половинной высоты удара сдвига не превышает 0,6 т, если больше 0,6 т, очень легко упасть.
- Когда форма или отверстие пуансона NCT требуют скругления, радиус угла формы и отверстия R≥0,5T.
- Для обработки небольших заготовок в больших количествах (до предела обработки SQ80, RO113 для пассажиров E) рассмотрите прямую разгрузку NCT и изготовление вырубного штампа NCT.
- Преимущества и недостатки путаницы башни и лазерной обработки
- Laser Cuts rer -rere
- . с самой быстрой скоростью лазерной резки около 100 частей на миллион по сравнению с более чем 400 частями на миллион для NCT.
- Режущая поверхность лазера гладкая и тонкая, ступенчатый пуансон NCT оставит контакт (шаг бесконтактного инструмента NCT меньше, длина инструмента D-типа составляет всего 25 мм).
- Прессу NCT нужно только преобразовать заготовку в NCTCAM и ввести преобразованный программный код в пресс NCT, который можно использовать для штамповки и резки с помощью существующей общей матрицы. Высокая скорость резки, высокая эффективность, подходит для массового производства до вырезать правильную форму внутреннего отверстия на заготовке и обработать другие формообразующие поверхности
- LASER подходит для резки формы, NCT подходит для штамповки, если нет готового инструмента NCT, то изготовление инструмента NCT в соответствии с реальной ситуацией.
Безопасная эксплуатация и меры предосторожности- Перфораторы должны изучить, освоить конструкцию и характеристики оборудования, ознакомиться с рабочими процедурами и получить лицензию на эксплуатацию, прежде чем они смогут работать самостоятельно.
Прессы с ЧПУ должны эксплуатироваться и обслуживаться специальным лицом.
Оператор должен быть знаком с конструкцией и работой машины.
Оборудование должно эксплуатироваться в соответствии с инструкцией по эксплуатации и рабочими процедурами, категорически запрещается использовать оборудование с превышением технических характеристик.
Неоператоры не должны запускать и эксплуатировать машину без разрешения.
- Правильно используйте устройства защиты и управления на оборудовании, не допускайте их произвольного демонтажа.
- Проверьте привод, соединение, смазку и другие части станка, а также защитные и предохранительные устройства в норме, винт пресс-формы должен быть прочным, не двигаться.
- Машину следует использовать в течение 2-3 минут для вращения воздуха перед работой, проверьте гибкость устройств управления, таких как ножной тормоз, подтвердите нормальную работу перед использованием, не должно работать с проблемами.
- Перед поездкой обратите внимание на смазку, уберите все плавающие предметы на станине.
- При взятии удара или во время удара оператор должен стоять правильно, держать руки и голову на определенном расстоянии от удара, постоянно следить за движением ударной головки и строго запрещать пустые разговоры с другие.
- При штамповке или работе с небольшими заготовками должны использоваться специальные инструменты, не допускается прямая ручная подача или захват.
- Территория вокруг машины должна содержаться в чистоте, дороги должны быть расчищены, а штабелирование продуктов и других предметов в опасных зонах должно быть запрещено.
- Штамповка с перегрузкой строго запрещена, одобренная станком толщина штамповочной пластины: железный материал 1,0–4,0 мм, материал из нержавеющей стали 1,0–3,0 мм, операторы обработки должны строго соблюдать этот стандарт, запрещать наложение штамповки и резки, чтобы избежать перегрузки. станочная работа.
- Перед работой проверить значение барометрического давления и не ездить, если заданное значение давления (0,45-0,55 КП) не достигнуто.
- Перед запуском машины откройте выпускной клапан масло- и водоотделителя, чтобы слить скопившееся масло и воду, и периодически заменяйте фильтрующий материал масло- и водоотделителя в зависимости от обстоятельств. Проверяйте количество масла в масляном распылителе и всегда поддерживайте достаточный запас масла.
- Форма должна быть плотной и прочной, верхняя и нижняя формы должны быть правильными, положение должно быть правильным, машина должна перемещаться вручную для пробной штамповки (пустая машина), чтобы убедиться, что форма находится в хорошем рабочем состоянии.
- В мастерской есть специальный человек, который программирует и проверяет правильность положения каждой ручки переключателя перед входом в программу.
- Одиночный удар, руки и ноги не разрешается класть на руки, ножные ворота, необходимо ударить один раз, чтобы двигаться (педаль), чтобы предотвратить несчастные случаи.
- Если длинные части кузова штампованы или изготовлены неправильно, должны быть предусмотрены защитные стойки или другие меры безопасности для предотвращения земляных работ.
- Не прикасайтесь к клавиатуре при запуске консольного компьютера, так как это может привести к невозможности использования программы в случае потери данных.
- Когда более двух человек работают вместе, лицо, ответственное за перенос (крутление педалей) ворот, должно следить за движением подающего устройства, и строго запрещается переносить (крутить педали) ворота, одновременно снимая детали.
- При работе с крупногабаритными заготовками опасные зоны в пределах 2 м от периметра станка должны быть отмечены, а неоператорам запрещается входить в опасные зоны.
- На рабочей поверхности не должно быть мусора, и все изделия из шелка и проволоки не должны приближаться к компонентам привода, таким как винты, рельсы, шестерни, цепи и т. д. На агрегате не должно быть грязи.
- После каждого изменения процедуры автомобиль должен быть пустым и без неисправностей, прежде чем будет разрешена полная перфорация.
- Операторы не должны покидать машину или выполнять другую работу во время работы оборудования.
- При замене пресс-формы двигатель должен быть выключен.
- Машина строго контролируется персоналом, и категорически запрещается эксплуатировать несертифицированный персонал. Для проведения планового технического обслуживания был создан специальный обслуживающий персонал.
- Выполняйте смазку и техническое обслуживание оборудования в строгом соответствии со смазочной частью каждой смены и не запускайте машину без ежедневного технического обслуживания.
- Компоненты привода, такие как воздуховоды, маслопроводы, винты, рельсы и шестерни, регулярно очищаются и регистрируются.
- Запасные абразивные материалы должны быть аккуратно разложены, покрыты антикоррозионным маслом и защищены от ударов пуансонами.
- Вовремя остановиться в конце работы, отключить питание, протереть машину и очистить окружающую среду.
- Выключите питание после работы и верните все оборудование на прежнее место. Организация рабочих мест и заготовок.
Техническое обслуживание и ремонт прессой с ЧПУ. револьверный пресс лучше всего размещать в среде с постоянной температурой и вдали от вибрации крупного оборудования (например, крупнотоннажных общих прессов) и оборудования с электромагнитными помехами. - Требования к электропитанию
- Требования к источнику газа
- Требования к гидравлической жидкости (гидравлическая серия)
- Чтобы предотвратить попадание пыли в устройство ЧПУ, плавающая пыль и металлический порошок могут легко привести к падению сопротивления изоляции между компонентами. , что может привести к отказу или даже повреждению компонентов.
- Временная очистка системы охлаждения и вентиляции шкафа ЧПУ
- Смазка.
- Смазочное масло станции централизованной смазки доливается своевременно, по ручке несколько раз в смену, в каждую точку подачи масла.
- Своевременно добавляйте смазку в масляные туманы
- Шестерня поворотного стола, шарнирный механизм оси С, передаточная цепь и другие движущиеся части для централизованной подачи масла должны регулярно заправляться.
- Включите воздушную машину, чтобы удалить влагу из дыхательных путей.
- Проверить рабочее состояние пресс-формы, в том числе горловины пресс-формы, чистоту направляющей втулки пресс-формы, заправку, свободный сброс верхней пресс-формы, найти неисправности и вовремя устранить их.
- Уберите отходы на верстаке между верхней и нижней поворотными платформами.
- Проверить, подвижны ли губки, не качаются ли они влево-вправо, больше ли изнашивается нижняя зубчатая пластина челюстей, подтянуть винты крепления нижней зубчатой пластины.
- Осмотрите щетки и стальные шарики на предмет износа и при необходимости замените их.
- Если во время работы станка возникает аварийный сигнал и машина останавливается, с этим следует обращаться по-другому, а не работать вслепую, чтобы не повредить машину. Перед загрузкой и печатью убедитесь, что программа работает правильно. Всегда сверяйте первую деталь с чертежом, чтобы избежать ошибок партии.
- Штампы, обнаруженные ненормально в процессе штамповки, должны быть вовремя остановлены и проверены.
- Часто проверяйте, соответствуют ли фактическое положение кулачков и значение обнаружения, если есть отклонения, следует вовремя скорректировать, чтобы избежать пробивки кулачков, пресс-формы
- Аварийный сигнал ошибки автоматической настройки заготовки следует проверить, имеет ли программа защиту зажима , если да, то не запускать запущенную программу
- Своевременно убирать отходы между верстаком и поворотным столом, чтобы избежать таких проблем, как захват материала, удары материала
- Станки в работе, неаварийные ситуации не нужно нажать кнопку «аварийной остановки», особенно при использовании поворотного штампа
- It is forbidden to pull the rotating die timing belt by hand to avoid the C axis misalignment
- Clean up the отходы, падение материала между поворотным столом вверх и вниз, верстак, корпус
- Протрите станки, масляные пятна и очистите их
- Подтвердите ось станка C в нулевом положении, оси X, Y вернитесь в положение подачи
- Проверяйте состояние пресс-формы, очищайте, ремонтируйте и своевременно смазывайте ее, чтобы обеспечить наилучшее рабочее состояние.
- Регулярно проверяйте натяжение цепи и ремня ГРМ и при необходимости регулируйте его.
- Регулярно проверяйте синхронизацию верхнего и нижнего поворотных кругов и при необходимости регулируйте
- Регулярно протирайте движущиеся части, такие как рельсы, винты и другие движущиеся части, и хорошо смазывайте их.
- Регулярно проверяйте наличие пыли на компонентах электрического шкафа, следите за тем, чтобы шкаф был сухим и свободным от пыли
- Регулярно очищайте вентилятор радиатора от пыли и сетку фильтра.
- Регулярно проверяйте условия работы гидростанции, верните указатель давления масла в желтую зону для очистки, замените масляный фильтр, в красную зону для замены гидравлического масла (станок типа гидросистемы VT-300)
- Очистите поднимайте сайт и держите рабочее место в чистоте.
- Выключите масляный насос, отключите основное питание станка
- Кабель связи должен быть подключен при сбое питания компьютера станка
- Let down the machine guard, close the movable table, put away the tools
- 1. Причины:
- 2. Методы устранения неполадок:
- Причины.
- Способы устранения неполадок:
- Причины.
- Раствор.
- Причины.
- Раствор.
- Причины.
- Раствор.
- Причины
- Способы устранения неполадок:
- Причины.
- Способы устранения неполадок:
- Причины.
- Методы устранения неполадок:
- Отказы электрического управления, в основном выход из строя оптопары, управляющей перфорационным клапаном.
- Штамповка электромагнитного клапана повреждена; вытягивание катушки, негибкий захват.
- Незакрепленный бесконтактный датчик тормоза вызывает изменение расстояния срабатывания.
- к боковой силе или внутреннему напряжению, и обязательно защитите систему трубопроводов.
- Категорически запрещается использовать шпагат, сырьевую ленту, клей в качестве уплотнительного материала, иначе они загрязнят систему и могут привести к отказу системы!!!
- Во избежание внешних утечек затяните все фитинги и правильно установите шланги, чтобы избежать задиров, ударов и перекручивания шлангов.
- Подготовьте соответствующую гидравлическую жидкость. Для этой машины рекомендуется использовать противоизносную гидравлическую жидкость Mobil DTE2546#.
- Добавьте гидравлическое масло с помощью специального масляного фильтра до уровня масла на 2/3 выше 4/5 ниже
- Проверяйте уровень масла в гидравлической системе только по указателю уровня, не открывая пробку или чистящий колпачок.
- Проверяйте уровень каждый день в течение двух недель после завершения ввода в эксплуатацию.
- Еженедельно проверяйте высоту уровня позже.
- Надежная фильтрация масла может увеличить срок службы гидравлической системы, качество нашего масла должно контролироваться в пределах NAS1638 класса 6-8, за пределами указанного диапазона рекомендуется заменить фильтр элемент или фильтр для замены гидравлического масла.
- Периодически проверяйте рабочее состояние гидравлической станции, верните указатель давления в желтую зону для очистки, замените сетку масляного фильтра, в красную зону для замены гидравлического масла.
- Картридж фильтра, используемый в этой гидравлической системе, является одноразовым картриджем, его нельзя чистить, чтобы улучшить его грязеемкость, если сигнализация фильтра должна быть немедленной и может быть решена только заменой картриджа, этот момент необходимо подчеркнуть. .
- Общая работа системы 1000 часов или периодическая работа полгода требует замены картриджа.
- В этой системе используется метод воздухо-масляного обмена, всасывающая сторона устройства воздушного охлаждения должна часто очищаться, чтобы воздух мог беспрепятственно циркулировать и обеспечивать нормальный охлаждающий эффект. .
- Очистку воздушной зоны можно производить сжатым воздухом или горячей водой, следя за тем, чтобы направление струи оставалось таким же, как обычно. Во время процесса очистки двигатель должен быть отключен и надежно защищен.
- Обменная эффективность теплообменника может снижаться, когда температура окружающей среды превышает 35 градусов Цельсия, рекомендуется использовать меры принудительного охлаждения. Переключатель настроен на запуск при 40°C.
- Срок службы масла зависит от его состояния, рабочей температуры, количества масла в баке, срока службы и т. д.
- Примечание: Новое масло и чистое масло — это два совершенно разных понятия, и не путать.
- Для заправки гидравлической системы рекомендуется использовать фильтрующее устройство β10≥75.
- Гидравлическую жидкость следует менять после 2500-3000 часов работы, не реже одного раза в год.
- При каждой замене гидравлической жидкости необходимо промыть бак керосином, протереть безворсовой тканью или специальной бумажной салфеткой.
Например, пробивной станок VT-300 для штамповки горячекатаного листа толщиной 6 мм, максимальный диаметр обрабатываемого отверстия:
30×1000=3,14×D×6×42
D=Ф37,9(мм)
Таким образом, если пробить отверстие на 6-миллиметровой пластине на штамповочном станке с ЧПУ, максимальный диаметр, который можно получить, будет Ф37 0,9 мм.
Помимо этого значения, следует использовать другие методы, такие как метод высечки по малому кругу.
Масляная смазка
Объем и количество впрысков масла зависят от условий обрабатываемого материала.
Для получения материала, не содержащего ржавчины и не образующего накипи, смажьте форму легким машинным маслом.
Материал с ржавчиной и окалиной, ржавчина попадает между формой и кожухом во время обработки, как и документ, и препятствует свободному перемещению кулачка.
В этом случае, если смазать маслом, ржавчина будет легче окрашиваться, поэтому при штамповке этого материала вместо этого протирайте масло, разбивайте форму каждые полмесяца, промывайте ее бензином и собирайте ее, чтобы она могут быть удовлетворительно обработаны.
Пресс-формы для высокоскоростных штамповочных станков с ЧПУ должны строго обслуживаться, а разгрузочная втулка, отверстие для впрыска масла, сердцевина формы и контактная поверхность разгрузочной втулки и вогнутой формы должны регулярно смазываться светлым маслом. , чтобы продлить срок службы пресс-формы.
Но слишком много смазочного масла часто остается на верхней торцевой поверхности матрицы, удар во время штамповки и резки легко сделать верхней торцевой поверхностью матрицы и отходов, чтобы произвести вакуумную адсорбцию между образованием шлака, то есть: отскок отходов.
В этом случае лист необходимо очистить от жировых отложений, а форму содержать в чистоте и не переливать смазку для гладкого пуансона.
Перенос на головке пуансона и отскок лома
Перенос на головке пуансона и склеивание означает, что при нормальных условиях верхний сердечник штампа и листовой материал не могут быть отсоединены вовремя или полностью.
(1) Повредит или сломает сердечник матрицы.
(2) Это может повредить зажимы и повредить листовой продукт, а скрученный лист может даже ударить кожух.
(1) Усталостное разрушение или поломка пружин штампа.
(2) Чрезмерный входной модуль.
(3) Большое сопротивление скольжению направляющей втулки формы и стержня.
(4) Требуемое усилие нагнетания больше, чем усилие пружины.
(5) Скорость подачи слишком высока, пружина не реагирует или не чувствительна.
(6) Псориаз с накоплением материала.
(7) Отскок отходов.
(8) Другие причины, такие как зазор формы и точность.
(1) Согласно образцам и другим данным испытаний, ожидаемый срок службы пружин составляет 500 000 циклов, иногда даже меньше в тяжелых условиях, после чего пружины устают и выходят из строя. их надлежащей эластичности, пружины значительно укорачиваются или даже ломаются, и новые пружины необходимо вовремя заказывать у надежного поставщика штампов.
(2) Индуктивность должна контролироваться в пределах 1-2 мм, слишком большая глубина приведет к увеличению хода высвобождения и сопротивления сердечника, что продлит время реакции пружины.
Стержень не полностью вышел из листового материала перед подачей, что может привести к повреждению пресс-формы, плиты или зажима и т. д.
(3) Если на поверхности скольжения слишком много пыли и другой грязи или недостаточно сопротивление скольжению будет увеличено, противодействуя некоторой силе пружины, что может вызвать унос материала.
На этом этапе пресс-форму следует разобрать, смазать и улучшить условия смазки.
(4) Толкающее усилие больше, чем усилие пружины, в основном относится к силе пробивки, существует несколько возможностей:
Во-первых, режущая кромка сильно притуплена, что требует дополнительного усилия, а режущая поверхность шероховатая и имеет заусенцы. увеличиваются, создавая большое сопротивление. Это должно быть отточено вовремя.
Во-вторых, зазор между формой и пластиной не совпадает, когда зазор между формой и пластиной мал, материал будет удерживать выпуклую форму.
В этом случае следует выбрать нижний штамп, соответствующий пластине, или отшлифовать нижний штамп, чтобы увеличить зазор.
В-третьих, когда размер пресс-формы близок к предельному размеру станции, а лист толстый, требуемое усилие разгрузки превышает усилие пружины.
В этом случае необходимо подпрыгнуть на станцию или использовать усиленную пружину.
(5) При непрерывной штамповке материала штампа с высоким содержанием Cr и штамповочной пластины с высоким содержанием Cr (например, 1Cr13 и другая нержавеющая сталь) температура будет повышаться и производить сродство.
Эквивалент пары одинаковых фрикционных плат, очень легко изнашивать лезвие или накапливать ножны.
Поэтому при штамповке нержавеющей стали рекомендуется использовать импортную быстрорежущую сталь вместо отечественного материала с высоким содержанием Cr, такого как Cr12MoV и т. д.
Кроме того, при штамповке нержавеющей стали с пленкой часто встречается эта пленка жесткий, и пластина слабо прикреплена к явлению разделения, когда штамповка и резка склонны к переносу материала.
В этом случае следует выбрать форму из импортной быстрорежущей стали с острыми краями, во-вторых, положить сторону с пленкой на дно, чтобы пленка располагалась рядом со сдвиговым слоем для достижения цели. полностью отрезан.
Однако это следует делать с полным учетом воздействия заусенца на деталь.
(6) Отскок отходов также является одной из важных причин переноса материала.
После отскока отходов, если половина отходов находится в нижней пресс-форме, это вызовет явление пробивки двойного материала, так что серьезное смещение и тоннаж пресс-формы возрастут, что приведет к повреждению материала или пресс-формы.
(7) Последний момент заключается в том, что точность самой пресс-формы и точность выравнивания положения машины также могут вызывать перенос.
В этом случае для изготовления пресс-формы следует обратиться к обычному профессиональному производителю пресс-форм с ЧПУ, а для корректировки положения пресс-формы использовать калибровочную планку.
Отскок отходов относится к феномену выбрасывания отходов штамповки не плавным образом из отверстия в штампе, а отскоком к концу штампа или поверхности заготовки детали, этот выброс отходов также известен как подкладочный шлак.
(1) Когда штамп продолжает пробивать вблизи шлака, разгрузочная втулка ударяет шлак по поверхности листа, в результате чего деталь ломается из-за нарушения размера и качество поверхности.
(2) Шлак падает на нижний поворотный стол, вызывая скрытую опасность кормления, а пластины можно поцарапать или даже разбить.
(3) Иногда изложница повреждается из-за непрерывного производства шлака, и перекрытие шлака превышает предел прочности изложницы, а процент брака из-за шлака значительно увеличивается, когда производство единичных изделий или небольших партий велико .
(4) Когда половина шлака подстилки попадает в нижнее отверстие матрицы, это вызывает унос материала.
(1) Причина самой плесени
(2) Причины состояния материала
(3) Причины для программирования
(1) Нижний зазор матрицы вызовет коробление отходов вверх, уменьшая площадь контакта с внутренней поверхностью матрицы и уменьшая сопротивление трению, что вызовет отскок отходов в состоянии высокоскоростной штамповки.
Таким образом, в случае слишком большого зазора мы должны выбрать соответствующий зазор, иногда даже рассмотреть возможность использования меньшего зазора.
(2) После определенного количества ударов заточенным штампом края режущей кромки становятся белыми и закругленными, как иней, что является результатом закалки и пассивации процесса.
В таком состоянии обработка будет делать все более и более очевидным, что лом будет все более и более терпимым к краю матрицы, и очень вероятно, что он будет выведен из вогнутой матрицы с возвратом верхней матрицы.
В этом случае кромка должна быть немедленно заточена и размагничена размагничивателем после заточки.
(3) Полиуретановые гвозди для диаметра или ширины верхней кромки штампа 9 мм или более
Ширина менее 8 мм, кромка со скошенной кромкой 2° используется для длинных и больших заготовок, что может эффективно предотвратить отскакивание отходов.
Тем не менее, полиуретановая смола является изнашиваемой деталью, поэтому пользователи должны проверять ее еженедельно и вовремя заменять во время использования.
Скос должен быть сохранен после заточки, и его нельзя затачивать до плоской кромки из-за отсутствия оборудования или страха перед неприятностями.
(4) Величина входной матрицы должна контролироваться в пределах 1-2 мм, слишком мелкая приведет к тому, что лом не будет полностью разрезан.
В данном случае речь идет о степени заточки штампа.
Если форма заточена более чем на 4 мм, необходимо рассмотреть возможность замены стержня формы, иначе выпуклая форма будет иметь все меньшее проникновение в вогнутую форму.
В то же время энергия, подаваемая на лист при ударе, увеличивается, из-за чего лист больше деформируется, что увеличивает шанс отскока.
(5) Если глубина нижней кромки матрицы слишком велика, отходы будут перекрываться.
Когда воздух между ломом сжимается, вышеуказанный лом будет выбрасываться из нижней матрицы обратным ходом.
Стандартная глубина нижнего штампа должна быть суммой индуктивности, толщины материала и объема заточки.
(6) Когда верхняя и нижняя формы или верхняя и нижняя формы сильно эксцентричны, чрезмерные заусенцы на одной стороне также могут привести к выносу отходов из нижней формы при движении листа.
(7) Неизбежно наличие небольшого количества смазки или антикоррозионного масла на дне верхней формы или листа, но не до образования жидкости.
При ударе легко вызвать адсорбцию вакуума между верхней торцевой поверхностью матрицы и отходами, образуя отскок отходов.
В этом случае сотрите масло с верхней формы или плиты.
(8) Адгезивный слой листа также является важным фактором отскока отходов.
Как и в случае переноса материала, следует использовать форму с острыми краями, а клейкий слой следует поместить под нее.
(9) Очень важной причиной, по которой высокоскоростной штамповочный станок с ЧПУ становится все более и более широко используемым, являются его гибкие технологические характеристики сращивания и штамповки.
Тем не менее, не экономьте на выборе пресс-форм при программировании.
Для характеристики определенного отверстия сначала выбирают форму, которая может выполнить отверстие за один проход, а когда необходимо вырезать, следует выбирать наименьшие отходы обрезки, самые большие, наиболее близкие к размеру формы.
Если минимальный лом слишком мал, лом трудно выбить, когда зазор формы большой.
Даже если отходы пробиваются в матрицу, если они намотаны поверх предыдущих отходов, они легко отскакивают от матрицы из-за вибрации, образования отскока отходов, поэтому это должна быть научно подобранная форма.
5. Детали подачи
Компоненты подачи револьверного пресса с ЧПУ обычно включают поперечину, привод оси Y, губки, стол для поддержки листа и т. д.
5)
Поперечная балка, как правило, представляет собой сварную конструкцию, поверх которой установлены шариковые винты, линейные направляющие и муфты, серводвигатели, две стороны опоры закреплены на ее нижней поверхности, направляемой линейными направляющими качения.
Для обеспечения плавного и высокоскоростного движения каретки и направляющей торец каретки оборудован пылезащитным устройством и станок должен содержаться в чистом рабочем помещении, чтобы пыль не оставалась в пазах направляющей и винта и привести к резкому износу.
Ось Y приводится в движение серводвигателем переменного тока, который напрямую соединен с шарико-винтовой передачей через беззазорную гибкую муфту, предварительно натянутую во время сборки для обеспечения беззазорной передачи.
Примечание. Гайка на винте была отрегулирована перед отправкой машины с завода, и пользователю не разрешается регулировать или разбирать какую-либо часть этой детали во время использования.
2) Погрузочная пластина представляет собой элемент из отожженного чугуна и направляется направляющей, прикрепленной к поперечине.
Как и в случае с направляющими оси Y, регулировка предварительного натяга гаек производится во время сборки станка на заводе и не должна регулироваться пользователем во время использования.
Концы винтов осей X и Y оснащены полиуретановыми амортизаторами для предотвращения повреждения винта и других частей винта из-за неправильного использования.
Смазочное сопло в корпусе подшипника используется для регулярной смазки винтовой опоры с циклом смазки один раз в неделю.
Во время работы зажим устанавливается в направлении оси X тормозной пластины, и за счет вращения серводвигателя шарико-винтовая передача приводится в действие муфтой, которая заставляет тормозную пластину двигаться вперед и назад вдоль Направление оси X на линейной направляющей, таким образом достигая цели подачи материала.
3) В настоящее время ход по оси X составляет 1250 мм, 1500 мм, 2000 мм, 2500 мм.
При изменении положения размер обработки в направлении X будет больше.
Привод оси Y в основном такой же, как и ось X, но также состоит из шариковых винтов, линейных направляющих и муфт, серводвигателей.
При работающем приводе оси Y он соединен с поперечиной шарнирным гнездом, которое приводит в движение поперечину в направлении Y.
Из-за ограниченной глубины горловины ход по оси Y составляет 1250 мм, 1500 мм.
Неподвижный стол означает, что все столы не перемещаются во время работы.
Самым большим преимуществом этой конструкции является то, что инерция подачи мала и может приводиться в движение серводвигателем с низким крутящим моментом.
Подвижный стол относится к подающему столу, который перемещается вместе с листом во время работы.
Преимущество использования этого типа стола заключается в том, что он занимает небольшую площадь, но имеет большую инерцию движения, и для его привода необходимо использовать серводвигатель с высоким крутящим моментом.
Кроме того, на столе есть два типа подставок для листов: универсальный передаточный шарик (стальной шарик) и жесткая щетка.
При использовании стола с жесткой щеткой грузоподъемность меньше, чем у стального шарика, высокая устойчивость к движению, но небольшой шум, не легко поцарапать пластину, больше подходит для использования тонкой пластины и фиксированного стола, толщина пластины составляет менее 3 мм.
В обоих случаях используется смесь стального шарика и щетки.
6. Система воздуховодов
Система воздуховодов машины состоит из различных направляющих клапанов управления и триплексов источников воздуха.
Соединение подачи воздуха расположено на передней части машины, а требуемое давление подачи воздуха составляет 0,55 МПа или более, ниже критического нижнего предела 0,4 МПа, сигнал тревоги перестанет работать.
Детали, использующие воздух: поворотный механизм склеивания штампов, поворотный установочный штифт, репозиционирование, зажимы, позиционирующий блок.
Реле давления определяет, достигло ли давление источника воздуха заданного значения, если нет, система ЧПУ подаст сигнал тревоги.
Перед подачей сжатого воздуха в привод масло подается к пневматическому приводу через масляный распылитель для смазки.
Стабильность давления воздуха является одним из условий работы машины, а нестабильное или недостаточное давление может вызвать различные проблемы.
Как правило, на входе воздуха находится регулятор, отрегулируйте давление, наберите регулировочную рукоятку, поверните по часовой стрелке до указанного давления, нажмите на регулировочную рукоятку.
Если давление снижено, давление воздуха должно быть доведено до нуля, регулировочная рукоятка должна быть набрана и отрегулирована против часовой стрелки до тех пор, пока вращение не перестанет двигаться.
Включите источник воздуха, при этом показание манометра должно быть равно 0.
Поверните ручку регулировки по часовой стрелке до заданного давления и нажмите на ручку регулировки.
Если после периода эксплуатации машины возникает хроническая нехватка давления воздуха и вышеуказанные методы неэффективны, можно рассмотреть следующие два варианта:
Замена или ремонт воздушного компрессора
Поднять нижнего предела воздушного компрессора или уменьшите критическое значение аварийного сигнала по воздуху, повернув небольшой стальной винт в направлении «-» в нижней части манометра, в это время вы можете видеть, что зеленая стрелка следует за соответствующее движение.
Пока не погаснет красная лампочка и не будет устранен аварийный сигнал давления воздуха.
Этот метод должен гарантировать, что каждый пневматический компонент находится в порядке.
Смазка воздуховодов
Производится через масляные туманки, подача масла регулируется.
При повороте регулировочного винта против часовой стрелки подача масла к масляным туманностям увеличивается, а при повороте регулировочного винта по часовой стрелке подача масла к масляным туманностям уменьшается.
Размер масляного распылителя пропорционален фактическому рабочему расходу газа, минимальный расход воздуха для запуска автоматической смазки масляного распылителя составляет 10 л/мин.
(1) Скорость можно регулировать с помощью одностороннего дроссельного клапана, а сжатый воздух из источника воздуха поступает непосредственно в цилиндр, когда он возвращается в исходное положение.
(2) Позиционирующий штифт поворотного стола соединен со штифтом двумя цилиндрами через соединительную пластину, цилиндр опирается на неподвижное седло, штифт управляется двумя пятиходовыми электромагнитными клапанами, скорость регулируется односторонним дроссельным клапаном при позиционировании.
(3) Цилиндр репозиционирования управляется двумя пятиходовыми электромагнитными клапанами, и цилиндр закреплен на кронштейне, соединенном с станиной.
Функция изменения положения заключается в плотном прижатии стальной пластины к столу при изменении положения станка и обеспечении фиксации стальной пластины при автоматическом перемещении зажима.
Когда длина пластины в направлении оси X превышает ход по оси X, избыток необходимо переместить для завершения пуансона.
Эта функция расширяет диапазон станка в направлении оси X (изменение положения может выполняться только по оси X).
(4) Цилиндр зажима управляется двухпозиционным трехходовым электромагнитным клапаном, а двухпозиционное трехходовое закрытие управляется ножным переключателем.
При отсутствии стальной пластины в губках избегайте пустого зажима, чтобы не повредить зубчатую пластину.
При отсутствии вентиляции под действием пружины шток цилиндра втягивается, а захваты открываются под собственным весом.
Зажим управляется педальным переключателем или кнопкой на панели управления.
Максимальная толщина зажима губок 6,35 мм.
Пластина обнаружения зоны безопасности на зажиме предназначена для определения положения зажима, чтобы защитить зажим от попадания в опасную зону во время рабочего процесса, чтобы не сломаться.
(5) Штифт позиционирования по оси X
Блок позиционирования напрямую соединен со штоком цилиндра, и подъемом блока позиционирования можно управлять, вручную нажимая кнопку управления на кожухе поперечины во время загрузки.
Исходный штифт расположен слева от стола подачи и используется для определения контрольной точки оси X.
Теоретическое расстояние от установочной поверхности исходного штифта до центра пуансона составляет 1250 (2500) мм.
При подаче цилиндр поднимает штифт (захват открыт), стальная пластина находится близко к позиционирующей поверхности захвата и позиционирующей поверхности штифта, таким образом определяя исходное положение стальной пластины на столе.
Когда зажим зажимает стальную пластину, стальная пластина занимает правильное положение, а затем цилиндр опускает исходный штифт.
Исходный штифт находится в исходном положении (т. е. опущен) на протяжении всего задания.
Если по какой-либо причине штифт не падает или не поднимается во время работы, ни оси X, ни Y нельзя перемещать, и их можно перезапустить только после того, как штифт упадет.
7. H гидравлическая система (H+L)
Пуансон в основном используется для удара по матрице, он является источником энергии для пуансона, а его собственная мощность обеспечивается гидравлической станцией.
Гидравлические станции обычно оснащены одним главным двигателем, одним насосом высокого давления и одним насосом охлаждения с воздушным охлаждением.
Когда температура масла превышает 40 градусов, он запускается автоматически, в результате чего температура масла падает.
Роль гидравлической станции заключается в обеспечении постоянного источника давления масла на пуансон.
Рекомендуемый номер модели гидравлической жидкости: Противоизносное гидравлическое масло Mobil DTE-25 VG46:.
. Количество используемого нефти было :
4 выберите ход штамповки в соответствии с толщиной листа и реализуйте функцию предварительного прессования, которая может уменьшить ход штамповки и увеличить скорость штамповки.
Pictures of Hydraulic Punch Head
Hydraulic station pictures
8. Mechanical clutches
The function of each switch in the upper dead point section and способ его регулировки.
(1) Из-за давления воздуха мертвая точка не на месте, вручную запустите двигатель, вставьте штифт поворотной платформы, нажимайте кнопку регулировки мертвой точки F1, пока не исчезнет сигнал тревоги
(2) при выполнении программы есть аварийный сигнал, станок находится в состоянии технического обслуживания, в случае не нажатия кнопки сброса напрямую переключиться в ручной режим, нажать клавишу регулировки мертвой точки F1 , пока сигнал тревоги не исчезнет; а затем переключитесь в автоматический режим, нажмите кнопку запуска цикла, после чего машина прервет выполнение программы.
(3) Если станок находится в выключенном состоянии, пуансон находится не в мертвой точке, а просто остановился во вращающемся положении, верхний и нижний режимы не под одним углом, добиться невозможно регулировку пускового состояния необходимо настраивать вручную.
Сначала проверьте, стабильно ли давление воздуха, затем убедитесь, что на главном клапане сцепления есть кнопка, которой можно управлять вручную.
Соблюдайте направление вращения кулачка верхней мертвой точки и обязательно удерживайте кнопку главного клапана.
Диапазон обработки
Возьмем, к примеру, модель HP1250 с диапазоном обработки 1250*2500 (мм).
Если направление X выходит за пределы этого диапазона, его можно отрегулировать с помощью автоматической команды захвата G27 в форме величины перемещения G27X.
На приведенной ниже диаграмме показана ситуация до и после использования метода автоматического удаления губок.
Линия поперечного сечения показывает две цилиндрические пластины, которые используются для удержания материала на месте, когда челюсти ослаблены, чтобы он не двигался.
После того, как челюсти освобождены, челюсти перемещаются наружу и перемещаются по оси X в положительном направлении Amm, а затем перемещаются внутрь в соответствующее положение, зажимая, тем самым завершая все движение челюстей.
Диапазон работы до и после челюстей расширен, как показано на рисунке ниже.
Если он находится в направлении Y за пределами этого диапазона, может возникнуть опасность. Это означает, что челюсти могут находиться в опасной зоне.
Ситуация в опасной зоне показана на схеме:
В первом случае губки расположены между верхней и нижней формами и пуансон повредит губки;
Во втором случае, хотя губки не будут повреждены, материал будет деформирован, так как находится в другой плоскости.
Решение состоит в том, чтобы изменить положение губок, изменить положение инструмента, изменить размер пресс-формы или разработать замену губки.
Позиционирование заготовки
Заготовка позиционируется на револьверном пуансоне с ЧПУ с помощью губок и установочных штифтов Y-направления или квадратных установочных блоков, которые размещаются на губках для определения направления Y положение и на установочных штифтах или квадратных установочных блоках для определения положения по оси X.
Данные о губках
Две губки револьверного пуансона с ЧПУ можно отрегулировать в направлении X относительно друг друга, чтобы приспособить пластины разных размеров, но две губки не могут быть бесконечно близко друг к другу, существует минимальное расстояние между ними, см. рисунок ниже. Если заготовка меньше минимального, можно рассматривать только один зажим кулачка.
Таблица значений для каждой опасной зоны захвата ножа и зоны вмешательства литья
Когда кулачки удерживают заготовку в движении, они могут быть вымыты и повреждены, поэтому между обрабатываемой деталью и кулачком должно быть оставлено безопасное расстояние.
Минимальное расстояние от губки в направлении Y = верхний радиус матрицы + ширина челюсти + зона деформации челюсть в направлении Y мм Примечание 955 1). 2) Возьмите 10 мм ширины челюсти. Зона взаимодействия при восходящем формовании = радиус восходящего формования + зона деформации (Примечание: зона деформации = радиус или ширина направленного вверх элемента/2 + зона деформации материала) мм (Примечание: зона деформации = радиус или ширина формирующего вниз элемента/2 + зона деформации материала) 1. Время замены ножа Время смены инструмента примерно 1,5 секунды для соседних позиций инструмента. Интервал времени изменения положения инструмента примерно 2,0 секунды. Время вращения около 2,5 секунд для смены инструмента. Вышеупомянутое время смены ножей, вероятно, можно уравнять до 2,0 секунд. Даже при очень сложной заготовке с 30 ножами время переналадки не должно превышать 15 секунд. 2. Количество пробивных отверстий Максимальное количество ударов в секунду для одноотверстного ножа 8, при расстоянии между отверстиями 4-5 мм, т.е. 480 ударов в минуту; Однако по состоянию инструмента и оборудования число ударов в секунду равно 4, т.е. 240 в минуту; Максимальное количество пробивок для многопроходных ножей 2 в секунду, т. Однако, в зависимости от состояния инструмента и оборудования нормальная скорость штамповки составляет 60-70 в минуту; 3. Время формирования Пробивка револьверной головки с ЧПУ может выполняться различными способами, такими как пробивка отверстий в сетке, пробивка сегментов, высечка, резка углов, автоматическое удаление когтей и т. Каждый метод обработки имеет определенную инструкцию программы ЧПУ. Использование соответствующих инструкций не только упрощает различные виды обработки, но и снижает вероятность ошибок. В этом разделе объясняются некоторые из этих типичных методов обработки с ЧПУ. 1) P перфорированное отверстие На практике NCT часто обрабатывает тревожное количество радиаторных отверстий. Самая высокая скорость обработки в режиме G36 при пробивке сетки. Если перфорировано более 25% сетки на единицу площади, материал будет деформирован, и процесс должен быть правильно обработан. Обычно NCT сначала штампует весь лист материала, а затем калибрует заготовку после штамповки. Если есть очень важные размеры, требующие точности, рассмотрим вторичную обработку после выравнивания. Если размер и расстояние отверстий не совпадают, мы договариваемся с заказчиком в пределах допуска об изменении размера отверстий на одинаковые, чтобы мы могли открыть штамп для массового производства (например, NCT multi — пробивка). 2) Непрерывный Punch (прямоугольный). Пробивка таких отверстий может производиться в небольшой прямоугольной матрице с непрерывной штамповкой. 3) Высечка При отсутствии лазерного резака иногда более крупное кольцо или прямой круг обрабатывается высечкой. 4) Трим 5) Обработка Salad Holes Блок питания выведен на место, хорошо заземлен (три линии питания, одна линия заземления, диаметр провода ∮10 мм 2 или более), диапазон напряжения требуется до 380+10%-5 %, если напряжение нестабильное, добавить блок питания регулятора; если есть защита от утечки, добавьте изолирующий трансформатор, общая мощность выше 50 кВА. Гидравлический револьверный перфоратор газ источник: Источник механического промывания турели номинальное рабочее давление выше 0,7 МПа, расход хранимого газа: более 0,3 м 3 /мин. Механическая турель пуансон источник газа: Номинальное рабочее давление 0,55 МПа или более, расход при хранении: 9 1,2 м3379 3 /минута или более, газовая труба, подключенная к машине, требует сопротивления давлению 10 кг или более, внутренний диаметр трубы составляет около 25 мм, взрывозащищенная труба высокого давления. (Давление должно быть регулируемым, подсоединенным к машине, с осушением воздуха в районах с очень влажным воздухом) Рекомендуемый тип гидравлической жидкости: Противоизносная гидравлическая жидкость Mobil DTE-25VG46 . Количество использованного масла: Harley Economy (VT-300): 180 литров Harley Premium (RT-300): 250 литров ( 1 )Предпусковая подготовка ( 2 ) P OWER на . рука оператора не может оставить кнопку «держать», возникновение нештатных ситуаций, немедленно остановиться для проверки ( 3 ) Power off ( 1 )Error in the size of the (1) Плохая вертикальность или прямолинейность самого листа. (2) Погрешность от каждого пуансона до опорной кромки одинакова. (3) Лист выходит из захвата во время обработки. (4) Захват имеет большой зазор при каждой посадке. (1) Листовой материал должен быть квалифицирован с собственной точностью. (2) Укажите износ поверхности позиционирования по осям X или Y путем коррекции параметров. (3) Выясните, почему лист выпал из пасти, и устраните его. (4) Отрегулируйте губки так, чтобы каждый зазор составлял 0,03–0,08 мм. ( 2 )Большая ошибка точности после изменения положения (1) Плохая вертикальность и прямолинейность самого листа. (2) Винт опорного гнезда, соответствующий цилиндру репозиционирования, ослаблен, и при ослаблении зажима происходит смещение пластины. (3) Губки губок изношены и не параллельны X-образной направляющей. (4) Зазор между губками большой и зубная пластина челюстей расшатана. (1) Для обеспечения точности обрабатываемого листа. (2) Затяните болты крепления опоры и фюзеляжной муфты, чтобы исключить смещение листа после освобождения зажима. (3) Откорректируйте устья губок так, чтобы они были параллельны X-образной направляющей. (4) Отрегулируйте зазор в каждой точке сопряжения зажимов и затяните стяжной винт на зубчатой пластине. ( 3 )Поворотный установочный штифт не входит в втулку позиционирующего конуса. (1) Верхний и нижний циферблаты смещены. (2) Низкое давление воздуха или масла. (3) Поврежден электромагнитный клапан. (1) Отрегулируйте верхний и нижний диски, чтобы синхронизировать их. (2) Отрегулируйте давление воздуха или масла в соответствии с требованиями машины (3) Замените электромагнитный клапан. ( 4 )После сброса поршень зажимного цилиндра не встанет на место (1) Машина давно не использовалась, в цилиндре есть ржавчина. (2) Усталость пружины в цилиндре зажима. (3) Цилиндр в сборе деформируется, если вы не будете внимательны при разборке или сборке цилиндра. (1) Заполните цилиндр смазкой и несколько раз нажмите на зажим. (2) Увеличьте сжатие пружины или замените пружину. (3) При разборке и сборке следите за тем, чтобы не деформировать цилиндр, ударяя или нажимая на него. После подтверждения деформации цилиндр следует заменить. ( 5 )Зазубренные режущие кромки (1) Шпоночный паз верхнего и нижнего положения штампа не параллелен Y-образной направляющей. (2) Зазор между губками большой, что приводит к низкой точности обработки, а режущая кромка склонна к образованию зазубрин. (3) Зубчатая пластина челюсти ослаблена. (1) Отрегулируйте положение верхнего и нижнего модуля так, чтобы шпоночный паз был параллелен Y-образной направляющей. (2) Отрегулируйте губки так, чтобы зазор при каждой посадке составлял 0,03–0,05 мм. (3) Затяните соединительный винт на зубчатой пластине кулачков. ( 6 )Нажмите кнопку запуска, чтобы продолжить изменение режима с защитой (1) Давление воздуха упало до порога срабатывания сигнализации, внезапно пневматический компонент с большим количеством газа, вызванный миганием сигнализации. (2) Индукционный выключатель или индукционный кронштейн иногда хорошо распознаются, а иногда нет. (1) Увеличьте давление воздуха, чтобы нижний предел соответствовал рабочим требованиям машины. (2) Убедитесь, что каждый индуктивный переключатель чувствителен и надежен. ( 7 )Лист не отрывается (1) Недостаточная подача формы. (2) Низкое давление воздуха или масла. (1) Увеличьте объем входного отверстия пресс-формы. (2) Давление воздуха или масла должно соответствовать требованиям станка. ( 8 )Защита зажима не работает (1) Поврежден переключатель датчика запрещенной зоны. (2) Кронштейн сенсорного переключателя ослаблен или расстояние срабатывания вне допустимого диапазона. (3) Значение запретной зоны установлено неверно или изменено пользователем по ошибке. (1) Замените индукционный переключатель. (2) Отрегулируйте расстояние срабатывания, затянув скобу. (3) Установите правильное значение зоны ограниченного доступа в соответствии с различными типами машин. Неисправность: В процессе штамповки пластин, при штамповке 5-7 отверстий, машина подаст сигнал верхней мертвой точки и машина перестанет работать. Анализ отказов: существует несколько основных причин нестабильности верхней мертвой зоны. (1) Для электрического управления (2) Механическая трансмиссия Механические неисправности: Изменение свободного зазора сцепления. Вытягивание золотника электромагнитного клапана, негибкость. Нестабильное давление воздуха. Ослабленные ремни двигателя. Этому есть несколько причин, например, нестабильные мертвые зоны на незакрепленных кулачках. В соответствии с вышеуказанными возможными причинами установлено, что эта неисправность вызвана ослаблением штифта регулировки сиденья двигателя, из-за чего ремень поднимается и достаточно натягивается, а энергия постепенно снижается во время штамповки, что в конечном итоге приводит к Скорость маховика замедляется и вызывает сигнал тревоги в мертвой точке при однократном штамповании. Решение: сначала отрегулируйте штифт регулировки сиденья двигателя, отрегулируйте ремень в правильное положение, а затем отрегулируйте кулачковые колодки верхнего упора тормоза так, чтобы и одиночный пуансон, и ступенчатый пуансон могли останавливаться точно в верхней мертвой точке. Метод регулировки кулисы: Переведите машину в ручной режим и сначала нажмите кнопку регулировки, чтобы отрегулировать пуансон до верхней мертвой точки. После одиночного удара, если положение остановки пуансона превышает верхнюю мертвую точку, после подтверждения подачи сигнала торможения, одиночный удар затормозит кулачковые колодки и переместит соответствующий угол по часовой стрелке. Этот угол можно отрегулировать в соответствии с углом, который был превышен при предыдущей одиночной штамповке (если предыдущая метка на торце коленчатого вала превышает верхнюю мертвую точку на 10 градусов, то тормозные колодки можно отрегулировать по часовой стрелке на 10 градусов во время одиночный удар). Затем заблокируйте штифты и сделайте еще один пуансон. Если пуансон остановится точно в верхней мертвой точке, это докажет, что регулировка выполнена правильно. С другой стороны, если положение останова головки пуансона меньше мертвой точки после однократного штамповки, что свидетельствует о слишком ранней подаче тормозного сигнала, соответствующий угол можно отрегулировать в направлении против часовой стрелки. После однократной регулировки выполните ступенчатую регулировку хода. Отредактируйте программу пошагового пуансона, запустите эту программу в автоматическом режиме и, когда программа завершится, посмотрите, остановится ли пуансон в верхней мертвой точке. В случае отклонения отрегулируйте, как указано выше. После выполнения регулировки снова выполните процедуру ступенчатой штамповки, пока пробойник не остановится точно в верхней мертвой точке и регулировка не будет завершена. Другие упомянутые выше причины, такие как нестабильное давление воздуха, можно устранять в каждом конкретном случае. 1)Осуществление процесса установки 2)Техническое обслуживание гидравлических систем – Общие принципы техническое обслуживание. Техническое обслуживание обычно ограничивается заменой гидравлической жидкости и фильтров. Промежуток времени между техническим обслуживанием зависит от среды, в которой он используется, и от того, как долго он используется. Опыт показывает, что примерно 80 % отказов гидравлических систем могут быть связаны с выбором неподходящего масла или неправильным уходом за гидравлической жидкостью. Поэтому особенно важно уделять внимание качеству гидравлической жидкости для местной гидравлической системы, если достаточно внимания для своевременной замены картриджа фильтра. Примечание: При обслуживании разобранной гидравлической системы убедитесь, что источник питания отключен, а температура масла в гидравлической системе не превышает 30°C! Проверка уровня масла в баке Обслуживание масляных фильтров Техническое обслуживание теплообменников (охлаждающих вентиляторов) Обслуживание гидравлических жидкостей В таблице ниже показаны рекомендуемые зазоры матрицы для различных материалов и толщин. Зазор матрицы для мягкой стали, нержавеющей стали , алюминий, медь и латунь Примечания: В приведенной ниже таблице показаны номинальные размеры отверстий для предварительного прожига (мм), необходимые для операции зенкерования мягкой стали. Справочная таблица отверстий для зенкерования В таблице ниже указана правильная высота инструмента (мм) для инструментов NEX III, NEX и оригинального типа Примечание: Онлайн-поддержка
Фьюзеры, наборы для обслуживания, Сборка 1: Крышки — открыть увеличенное изображение в новой вкладке Сборка 2: тракт бумаги — открыть увеличенное изображение в новой вкладке Сборка 3: Термоблоки — открыть увеличенное изображение в новой вкладке КОМПЛЕКТ ДЛЯ ОБСЛУЖИВАНИЯ ФЕЙЕРА См. КОМПЛЕКТ ДЛЯ ОБСЛУЖИВАНИЯ РОЛИКОВ Сборка 4: Электроника — открыть увеличенное изображение в новой вкладке Сборка 5: Приводные двигатели — открыть увеличенное изображение в новой вкладке Сборка 6: двусторонняя печать — открыть увеличенное изображение в новой вкладке Сборка 7: Рамка — открыть увеличенное изображение в новой вкладке Сборка 8: Панель управления — открыть увеличенное изображение в новой вкладке
Сборка 9: Лоток для бумаги — открыть увеличенное изображение в новой вкладке Лоток на 250 листов MS71x, MS81x Сборка 10: Параметры ввода — открыть увеличенное изображение в новой вкладке Сборка 12: лоток на 550 листов — открыть увеличенное изображение в новой вкладке Сборка 13: входной лоток большой емкости, вариант 1 — открыть увеличенное изображение в новой вкладке
Сборка 15: Параметры вывода — открыть увеличенное изображение в новой вкладке
Сборка 16: вариант расширения вывода 1 — открыть увеличенное изображение в новой вкладке Сборка 17: вариант расширения вывода 2 — открыть увеличенное изображение в новой вкладке
Сборка 18: Расширитель вывода, вариант 3 — открыть увеличенное изображение в новой вкладке
Сборка 19: вариант расширения вывода 4 — открыть увеличенное изображение в новой вкладке
Узел 20: Расширитель вывода большой емкости, вариант 1 — открыть увеличенное изображение в новой вкладке
Узел 21: Расширитель вывода большой емкости, вариант 2 — открыть увеличенное изображение в новой вкладке
Узел 22: Расширитель вывода большой емкости, вариант 3 — открыть увеличенное изображение в новой вкладке Узел 23: Расширитель вывода большой емкости Вариант 4 — открыть увеличенное изображение в новой вкладке Узел 24: Финишер-степлер, вариант 1 — открыть увеличенное изображение в новой вкладке Узел 25: Финишер-степлер, вариант 2 — открыть увеличенное изображение в новой вкладке Крышка правая Узел 26: Финишер-степлер, вариант 3 — открыть увеличенное изображение в новой вкладке Узел 27: Финишер-степлер, вариант 4 — открыть увеличенное изображение в новой вкладке Сборка 28: Почтовый ящик Вариант 1 — открыть увеличенное изображение в новой вкладке Кабель, верхний интерфейс почтового ящика Сборка 29: почтовый ящик, вариант 2 — открыть увеличенное изображение в новой вкладке Сборка 30: почтовый ящик, вариант 3 — открыть увеличенное изображение в новой вкладке Узел 31: Степлер, финишер с дыроколом Вариант 1 — открыть увеличенное изображение в новой вкладке Узел 32: Степлер, перфоратор Вариант 2 — открыть увеличенное изображение в новой вкладке Узел 33: Степлер, перфоратор Вариант 3 — открыть увеличенное изображение в новой вкладке Узел 34: Степлер, перфоратор Вариант 4 — открыть увеличенное изображение в новой вкладке Фьюзер, 220 В, программа возврата MS81x, тип 01, A4 Тип A 18 25.4 30 Type B 38 47.8 40 Type C 74 89 50 Type D 110 125,4 80 Тип E 133 158 95 , это значение только для справки. Тип B Тип C Тип D Тип E 67 + Зона деформации Минимальная площадь помех при обработке 12,7 + зона деформации 24 + Зона деформации 35 + Зона деформации 55 + Зона деформации 67 + зона деформации 67 + Зона деформации 67 + Зона деформации 67 + деформация 67 + деформация . зона
Тип A Тип B Тип C Тип D Тип E Мин. + зона деформации 79 + зона деформации
Расчетное время обработки револьверного пуансона с ЧПУ е. 120 в минуту;
Общие методы обработки д.
(Давление должно быть регулируемым, подключенным к машине, а в помещениях с очень влажным воздухом осушать осушителем воздуха).
Спецификация работы револьверно-пробивного станка с ЧПУ
Troubleshooting of CNC turret punch
Револьверный перфоратор с механическим главным приводом (механическая серия)
стоп положение.
Техническое обслуживание и ремонт гидравлических систем (гидравлическая серия)
Соответствующая таблица для пробивного пресса
Зазор матрицы для мягкой стали, нержавеющей стали, алюминия, меди и латуни
i) Цифры в приведенной выше таблице даны в виде диапазона, например 0,15 – 0,20 мм
Для механических станков выберите меньший зазор матрицы из диапазона
Для гидравлических машин выберите больший зазор матрицы из диапазона
ii) Для материалов Galvatite и Zintec используйте мягкую сталь в качестве ориентира
iii) Приведенные выше цифры являются ориентировочными. Более подробные сведения см. в Руководстве по эксплуатации вашего станка. таблица Таблица правильной высоты инструмента
Головка пуансона в сборе к нижней режущей кромке корпуса пуансона, а не к нижней части направляющей или съемной пластины
Запасные части и схемы Lexmark MS710, MS810 Series
1-800-570-4533
./images/sub_header2bck.gif»>
Главная | Линии продуктов | Специальные предложения Lexmark | Услуги по ремонту в депо | Запчасти и расходные материалы | Гарантия и возврат | Регистрация и кредит приложение | Карта сайта | О нас | Свяжитесь с нами
Поиск:
номер части
Поиск:
Ключевое слово
Товаров в корзине: 0 Итого по заказу:
$0.00
Войти
и информация об учетной записи | Оформить заказ
./images/shopByCategory_bck.gif»>
Ролики и лента переноса
Лексмарк
HP
ОКИ
Делл
Самсунг
ИБМ
Киосера
Совместимые устройства QSP
Принтеры Lexmark
Специальные предложения для принтеров Lexmark
Модели принтеров Lexmark
Тонер и расходные материалы
Лексмарк
HP
ОКИ
Детали для ремонта принтера Dell
Лексмарк
ОКИ
Делл
TallyGenicom, TI
AMT Datasouth
Опции принтера
Опции лазера Lexmark
Опции OKI Laser
Ленты и печатающие головки
Лексмарк
ОКИ
АМТ ДатаСаут
TallyGenicom, TI
Термопечатающие головки
Комплекты роликов, совместимых с QSP
Лексмарк
HP
ОКИ
Делл
Восстановленные принтеры IBM
Dell
Автодилерские DMS-принтеры
Аптечные принтеры
Подставки и шкафы
Технические характеристики принтера
Лексмарк Модели
Все остальные производители
./images/shopByCategory_bck.gif»>
Нажмите для
Фьюзеры Lexmark и комплекты для обслуживания
Щелкните для картриджей с тонером Lexmark и
Принадлежности
Выберите сборку:
Сборка выбора Сборка 1: Узел крышек 2: Узел тракта бумаги 3: Узел фьюзеров и комплектов для обслуживания 4: Узел электроники 5: Узел приводных двигателей 6: Узел двусторонней печати 7: Узел рамы 8: Узел панели управления 9: Узел лотка для бумаги 10: Узел опций ввода Лоток 5-2 12: Дополнительный лоток на 550 листов в сборе 13: Дополнительный входной лоток большой емкости 1 в сборе 14: Подающий лоток большой емкости доп.
2 в сборе 15: Дополнительный выходной лоток в сборе 16: Расширитель выходных лотков, дополнительный узел 1 17: Расширяющий выходной лоток, дополнительный узел 2 18: Расширяющий выходной лоток, дополнительный узел 3 19: Опция расширителя вывода 4, сборка 20: Расширитель вывода высокой емкости, опция 1, сборка 21: Расширитель вывода высокой емкости, опция 2, сборка 22: Расширитель вывода высокой емкости, опция 3, сборка 23: Расширитель вывода высокой емкости, опция 4, сборка 24: Финишер-степлер, опция 1, сборка 25: Финишер-степлер, опция 2, сборка 26 : Финишер со степлером, комплект 3 27: Финишер со степлером, комплект 4 28: Почтовый ящик, комплект 1 29: Почтовый ящик, комплект 2 30: Почтовый ящик, комплект 3, вариант 31: Степлер, дырокол Финишер, вариант 1, 32: Степлер, дырокол Финишер, вариант 2, узел 33: Степлер, дырокол Вариант финишера 3 в сборе 34: Степлер, дырокол Вариант финишера 4 в сборе 35: Шнуры питания в сборе 36: Разные детали и дополнительные компоненты Перечень деталей в алфавитном порядке, MS810de
1
40X7678
Дверь задняя
2
40X7726 Опора задней двери
3а
40X7671
Обложка, задняя нижняя, на 550 листов, MS711, MS810, MS811, MS812
3б
40X8404
Обложка, задняя нижняя, на 250 листов, MS710
4а
40X7680
Обложка, правая, на 550 листов MS711, MS810, MS811, MS812
4б
40X8403
Обложка, правая, MS710 на 250 листов
5
40X7670
Крышка внутренняя правая
6
40X7690
Пружина торсионная
7
40X7715
Тяга, опора, передняя дверь
8
40X7725
Устройство подачи, многоцелевое
9
40X7674
Дверь, передняя MS810, MS811
10
40X7669
Крышка внутренняя левая
11
40X7672
Крышка доступа к плате контроллера
12а
40X7679
Обложка, левая, на 550 листов MS711, MS810, MS811, MS812
12б
40X8402
Обложка, левая, MS710 на 250 листов
13
40X7677
Крышка, датчик мусорного ведра
14а
40X7675
Обложка, стандартный лоток, 550 листов MS711, MS810, MS811, MS812
14б
40X8397
Обложка, стандартный лоток, MS710 на 250 листов
15
40X8855
Вставка для корзины
16
40X8398
Крышка, очиститель фьюзера MX710, MX711
17
40X7604
Направляющая, выходной лоток
18
40X7673
Крышка верхняя
1
40X7602
Передний привод, верхний
2а
40X7588
Дверца доступа к фьюзеру, MS81x
2б
40X8399
Дверца доступа к фьюзеру, MS710, MS711
3
40X7587
Дефлектор, внутренняя направляющая
4
40X7585
Пружина возвратная
5
40X7584
Двойной переходник на выходе
6
40X7583
Направляющая, поворот носителя
7
40X7586
Направляющая, медиа вертикальная
Содержит набор для обслуживания фьюзера и ролика
(ролики захвата,
разделительные прокладки
и переходник r oller ) номера деталей справа
Содержит ролики захвата,
Разделение Прокладки
и ролик переноса
40X7706
1
40X7577
Кабель, данные фьюзера
40X7706
Комплект для обслуживания валиков, MS71x, MS81x (содержит подбирающие валики, разделительные валики и валик переноса)
Фьюзеры MS710, MS711 и наборы для обслуживания
2
40X8503
Фьюзер 110 В, программа возврата, MS710, MS711, тип 11
40X8530
Набор для обслуживания 110 В, программа возврата, MS710, MS711, тип 11
2
40X8506
Фьюзер 110 В, MS710, MS711, тип 17
40X8533
Набор для обслуживания 110 В, программа возврата, MS710, MS711, тип 17
2
40X8504
Фьюзер (нестандартный) 220В, программа возврата, MS710, MS711, тип 13
40X8531
Комплект для технического обслуживания (нестандартный) 220 В, программа возврата, MS710, MS711, тип 13
2
40X8507
Фьюзер (нестандартный) 220В, MS710, MS711, тип 19
40X8534
Комплект для технического обслуживания (нестандартный) 220 В, MS710, MS711, тип 19
MS810, MS811, MS812, MS817 Фьюзеры
Бумага стандартного формата Letter 110 В
2
40X7743
Фьюзер 110 В, программа возврата, MS81x, тип 00, формат бумаги: letter
40X8420
Набор для обслуживания 110 В, программа возврата, MS81x, тип 00, формат бумаги: letter
2
40X8016
Фьюзер 110 В, MS81x, тип 05, размер бумаги: буква
40X8425
Набор для технического обслуживания 110 В, MS81x, тип 05, формат бумаги: Letter
Нестандартное напряжение 220 В Бумага формата Letter
2
40X7734
Фьюзер 220 В, программа возврата, MS81x, тип 04, размер бумаги: буква
40X8424
Набор для обслуживания 220 В, программа возврата, MS81x, тип 04, формат бумаги: letter
2
40X8020
Фьюзер 220 В, MS81x, тип 09, формат бумаги: letter
40X8429
Набор для обслуживания 220 В, MS81x, тип 09, размер бумаги: буква
Нестандартный формат бумаги A4 110 В
2
40X7581
Фьюзер 110 В, программа возврата, MS81x, тип 03, формат бумаги: A4
40X8423
Набор для обслуживания 110 В, программа возврата, MS81x, тип 03, формат бумаги: A4
2
40X8019
Фьюзер 110 В, MS81x, тип 08, формат бумаги: A4
40X8428
Набор для обслуживания 110 В, MS81x, тип 08, формат бумаги: A4
Бумага международного формата A4, 220 В
2
40X7744
Фьюзер 220 В, программа возврата, MS81x, тип 01, формат бумаги: A4
40X8421
Набор для обслуживания 220 В, программа возврата, MS81x, тип 01, формат бумаги: A4
2
40X8017
Фьюзер 220 В, MS81x, тип 06, формат бумаги: A4
40X8426
Набор для обслуживания 220 В, MS81x, тип 06, формат бумаги: A4
1
40X7694
Блок питания низковольтный (универсальный)
2
40X7685
Контакт, уровень тонера / формирователь изображения
3
40X7578
Источник питания, высоковольтный
4
40X7699
Кабель, вентилятор, высоковольтный картридж с тонером
5
40X7688
Кабель, входной датчик
6
40X9754
Статическая щетка направляющей переноса
7
40X7686
Датчик (плотность тонера)
8
40X7606
Ролик, передаточный, правый рычаг
9
40X7582
Ролик переноса
10
40X7605
Ролик, передаточный, левый рычаг с тросом
11
40X8365
Крышка доступа к печатающей головке
12
40X7607
Датчик (вход)
13
40X7693
Датчик (блокировка панели управления)
14а
40X7570
Плата контроллера, 2,4-дюймовый ЖК-дисплей, MS71x, MS810n/dn/dtn, MS811n/dn/dtn, MS812dn/dtn
14б
40X7571
Плата контроллера, сенсорный экран 4,3 дюйма, MS810de
14с
40X7572
Плата контроллера, 7-дюймовый сенсорный экран, MS812de
15
40X7722
Плата, контроллер, защитный экран
16
40X7692
Картриджный смарт-чип контакт с кабелем
17
40X7689
Контакт смарт-чипа блока формирования изображения с кабелем
18
40X7691
Датчик (стандартный лоток заполнен) с направляющей выходного лотка
19
40X7592
Датчик
20
40X8034
Пластина, крышка, дополнительная карта
21
40X7707
Кабель питания печатающей головки
22
40X7708
Кабель, видео печатающей головки
23
40X7597
Печатающая головка, лазерная (четырехдиодная) MS81x
24
40X8481
Печатающая головка, лазерная (двойной диод) MS710, MS711
1
40X7684
Мотор, дуплексный с кабелем
2
40X7695
Вентилятор, дуплексное охлаждение
3
40X7580
Вентилятор, картридж охлаждения
4
40X7596
Мотор, добавление тонера с кабелем
5
40X7576
Кабель, приводной двигатель фьюзера
6а
40X7595
Мотор, двигатель привода фьюзера (ленточный фьюзер) MS81x
6б
40X8401
Мотор, приводной двигатель фьюзера (фьюзер горячего ролика) MS71x
7
40X7594
Двигатель, главный привод
8
40X7574
Трос, главный двигатель
9
40X7579
Вентилятор основного охлаждения с кабелем
10
40X7682
Мотор, верхний редуктор с кабелем
11
40X8483
Вентилятор, охлаждение фьюзера, горячий вал фьюзера
12
40X8484
Кабель, вентилятор охлаждения фьюзера, нагревательный ролик
1а
40X8803
Внутренний дуплекс с кабелем только MS71x
1б
40X7683
Дуплекс, внутренний с кабелем MS711, MS81x
2а
40X8804
Дуплексный задний клапан только для MS71x
2б
40X7668
Крышка двусторонняя задняя
3
40X7723
Пружина торсионная
4
40X7667
Крышка двусторонняя передняя
5
40X7952
Направляющая для освобождения замятий при двусторонней печати
6
40X7697
Датчик (дуплексный тракт) с кабелем
1
40X8316
Петля, правая панель оператора с кабелем
2
40X7732
Шарнир, левая рама
3
40X7733
Шарнир правой рамы
4
40X7714
Зажим блока формирования изображения
5
40X7589
Пластина, застежка
6а
40X7728
Удлинитель, правая рама с защелкой лотка, MS711 на 550 листов, MS81x
6б
40X8408
Удлинитель, правая рама, только MS710 на 250 листов
7
40X7590
Винт, M5x12
8а
40X7727
Удлинитель, левая рама, 550 листов MS711, MS81x
8б
40X8407
Удлинитель, левая рама, только MS710 на 250 листов
9
40X7716
Замок, картридж с тонером
10
40X7721
Пружина торсионная
11
40X7719
Пружина торсионная
12
40X7717
Зажим, картридж с тонером
13
40X7720
Пружина торсионная
14
40X7718
Пружина торсионная
15
40X8315
Петля, левая панель оператора MS71x, MS81x
16
40X7724
Пружина, возвратная
17
40X7575
Кабель, верхний дополнительный интерфейс
1а
40X7700
Панель оператора, 2,4-дюймовый ЖК-дисплей, MS71x, MS810n/dn/dtn, MS811n/dn/dtn, MS812dn/dtn (не для моделей с сенсорным экраном MS810de, MS812de)
1б
40X7701
Панель оператора, сенсорный экран 4,3 дюйма, только MS810de
1с
40X7875
Панель оператора, 7-дюймовый сенсорный экран, только MS812de
2
40X7737
Карта, панель оператора, ЖК-дисплей 2,4 дюйма
3 40X7741
Кнопки, панель оператора, ЖК-дисплей 2,4 дюйма
4
40X7735
Плата, панель оператора, сенсорный экран 4,3 дюйма, только MS810de
5
40X8042
Плата, панель оператора, 7-дюймовый сенсорный экран, только MS812de
6
40X8537 Дисплей, 4,3-дюймовый сенсорный экран, только MS810de
7
40X8661
Кнопки, панель оператора, дисплей 4,3″, 7″ MS810de Только MS812de
8
40X8538
Дисплей, 7-дюймовый сенсорный экран, только MS812de
9
40X7729
Защелка панели оператора
10
40X7731
Пружина торсионная
11
40X7681
Крышка передней панели оператора
12
40X7704
Кабель USB
13
40X7730
Пружина торсионная
14
40X7702
Кабель динамика
15
40X9079
Динамик
16
40X8334
Панель оператора, левая рамка, MS810n
16
40X8335
Панель оператора, левая рамка, MS810dn
16
40X8336
Панель оператора, левая рамка, MS810de
16
40X8337
Панель оператора, левая лицевая панель, MS811n
16
40X8338
Панель оператора, левая рамка, MS811dn
16
40X8339
Панель оператора, левая рамка, MS812dn
16
40X8340
Панель оператора, левая рамка, MS812de
16
40X8362
Панель оператора, левая рамка, MS710dn
16
40X8363
Панель оператора, левая лицевая панель, MS711dn
16
40X8364
Крышка панели оператора слева USB
17
40X7705
Кабель от дисплея 4,3 дюйма к плате панели оператора, только MS810de
1
40X7712
Соленоид, многофункциональное устройство подачи
2
40X7600
Ролик, подборщик, многофункциональное устройство подачи
3
40X7601
Фланец, ролик подачи MPF
4а
40X7742
Лоток на 500 листов MS71x, MS81x
4б
40X8153
5
40X7713
Ролик, сепаратор
6
40X7598
Пластина, подъемник питателя MPF с кабелем
7
40X7593
Подбирающий валик в сборе
8
40X7591
Питатель, носитель
9
40X8541
Привод, размер носителя
10
40X7599 Ролик, устройство выравнивания носителя с подбирающим валиком MPF
11
40X7592
Датчик
12
40X7592
Датчик
1а
40X8106
Лоток с лотком на 550 листов серии MS710, MS810
1б
40X8411
Лоток с запираемым лотком, 550 листов MS71x, MS81x
2а
40X8152
Лоток с лотком, 250 листов MS71x, MS81x
2б
40X8410
Лоток на 250 листов с замком MS71x, серии MS81x
3
40X8161
Лоток на 2100 листов серии MS71x, MS81x (требуется основание на колесиках)
40G0855
Основание на колесиках, серии MS71x, MS81x (не показано)
40X8409
Прокладка серии MS71x, MS81x (не показана, не может использоваться с дополнительным лотком на 2100 листов)
Сборка 11: вариант с лотком на 250 листов — открыть увеличенное изображение в новой вкладке
1
40X8160
Кабель, верхний интерфейс 250 листов, опции лотка на 550 листов
2
40X8156
Датчик
3
40X8158
Датчик выбора, лоток MS81x
4
40X7592
Датчик
5
40X7593
Подбирающий валик в сборе
6
40X8159
Кабель, нижний интерфейс, варианты лотков на 250 листов и 550 листов
7
40X7713
Ролик, сепаратор
8
40X8154
Передняя крышка
9
40X8541
Привод, размер носителя
10
40X8153
Лоток на 250 листов MS71x, MS81x
11
40X8157
Транспортный мотор, варианты лотков на 250 и 550 листов
12
40X7591
Питатель, носитель
13
40X8672
Плата контроллера MS81x
1
40X8160
Кабель, верхний интерфейс Варианты лотка на 250 листов, 550 листов
2
40X7593
Подбирающий валик в сборе
3
40X7592
Датчик
4
40X8158
Сенсор, выбор, лоток MS81x
5
40X8156
Датчик
6
40X8159
Кабель, нижний интерфейс, варианты лотков на 250 и 550 листов
7
40X7713
Ролик, сепаратор
8
40X8109
Крышка, передняя крышка
9
40X8541
Привод, размер носителя
10
40X7742
Лоток на 500 листов
11
40X8157
Двигатель, транспорт, варианты лотков на 250 и 550 листов
12
40X7591
Питатель, носитель
13
40X8155
Плата контроллера
1
40X8163
Рамка лотка на 2100 листов (HCIT)
2
40X8165
Вставка в лоток на 2100 листов (HCIT)
1
40X8178
Датчик с кабелем, для сборочного захвата входного лотка большой емкости
2
40X8177
Датчик (низкий уровень носителя) с флажком
3
40X8174
Устройство подачи материала
4
40X8180
Кабель, интерфейс для входного лотка большой емкости
5
40X8173
Плата контроллера
6
40X8179
Двигатель, привод подъема
7
40X8169
Крышка правая
8
40X7592
Датчик
9
40X7593
Подбирающий валик в сборе
10
40X8171
Крышка передняя
11
40X7713
Ролик, сепаратор
12
40X8176
Направляющая носителя
13
40X8167
Крышка левая
1
40X8416
Финишер-пробойник в сборе
2
40X8195
Expander, 1500 листов высокой емкости
3
40X8207
Финишер, сшиватель, 500 листов
4
40X8184
Расширитель на 500 листов
5
40X8241
Почтовый ящик, 4 ячейки
1
40X8190
Крышка левая
2
40X8206
Кабель, верхний интерфейс
3
40X8205
Кабель, нижний интерфейс
4
40X8256
Мотор, дивертор
5
40X8721
Защелка MS81x
6
40X8714
Двигатель, главный MS81x
7
40X8199
Плата контроллера
8
40X7592
Датчик
9
40X8726
Шестерня привода в сборе MS81x
10
40X8722
Плунжер переключателя в сборе MS81x
11
40X7592
Датчик
1
40X8717
Расширитель выходного лотка MS81x
2
40X8729
Проходной датчик MS81x
3
40X2000
Пружина верхнего переключателя
4
40X8186
Дверь задняя
5
40X8713
Дивертор расширителя выхода
1
40X8196
Крышка верхняя
2
40X8715
Крышка датчика, крышка корзины MS81x
3
40X8712
Крышка контейнера для флагов MS81x
4
40X8191
Датчик, лоток для носителя заполнен, с флажком
1
40X8202
Крышка левая
2
40X8730
Двигатель, главный MS81x 3
40X8206
Кабель, верхний интерфейс
4
40X8199
Плата контроллера
5
40X8205
Кабель, нижний интерфейс
6
40X8721
Защелка MS81x
7
40X8256
Мотор, дивертор
8
40X8731
Шестерня тарелки MS81x
9
40X8733
Пружина, лоток MX81x
10
40X7592
Датчик
11
40X8728
Датчик исходного положения лотка MS81x
12
40X8726
Шестерня привода в сборе MS81x
13
40X8722
Плунжер переключателя в сборе MS81x
14
40X7592
Датчик
1
40X8196
Крышка верхняя
2
40X8715
Крышка датчика, крышка корзины MS81x
3
40X8712
Крышка контейнера для флагов MS81x
4
40X8191
Датчик, лоток заполнен, с флажком
1
40X8740
Толкатель носителя в сборе MS81x
2
40X8213
Мотор, приводная лопатка
3
40X8721
Защелка
4
40X8739
Двигатель, основной степлер 5
40X8256
Мотор, дивертор
6
40X8221
Плата контроллера
7
40X8224
Кабель, нижний интерфейс
8
40X7592
Датчик
9
40X8722
Плунжер переключателя в сборе MS81x
10
40X8744
Звено лотка в сборе MS81x
11
40X7592
Датчик
12
40X7592
Датчик
13
40X8741
Шестерня привода степлера в сборе
14
40X7592
Датчик
15
40X8220
Датчик приема полного бункера
16
40X8742
Пружина, лоток степлера
1
40X8745
Датчик наличия среды горловины
2
40X8742
Пружина, лоток степлера 3
40X8744
Звено лотка в сборе MS81x
4
40X8721
Защелка MS81x
5
40X8217
Датчик, отправка корзины заполнена
6
40X8226
Пружина с нитью
7
40X8223
Каретка степлера в сборе
8
40X8225
Выключатель, ограничитель закрытия дверцы степлера
9
40X7592
Датчик
10
40X8216
11
40X8215
Дверца доступа к картриджу степлера
1
40X8222
Крышка, верхняя
2
40X8212
Приводной ремень, трамбовка
3
40X8218
Светодиод, стандартный выходной лоток, выходной лоток степлера
4
40X8211
Мотор тампера, левый или правый
5
40X8211 Мотор тампера, левый или правый
6
40X8743
Тампер asm
7
40X7592
Датчик
8
40X7592
Датчик
9
40X8219
Датчик наличия носителя для финишера
10
40X8218
Светодиод, стандартный выходной лоток, выходной лоток степлера
1
40X8209
Крышка стопки носителей (правая)
2
40X8210
Крышка стопки носителей (левая)
3
40X8738
Электродвигатель выталкивателя степлера в сборе
4
40X8745
Датчик наличия среды горловины
5
40X8134
Датчик прохода степлера
6
40X8214
Дверь задняя
1
40X8246
Крышка левая
2
40X8254
3
40X8253
Кабель нижнего интерфейса почтового ящика
4
40X8244
Плата контроллера
5
40X8256
Мотор, дивертор
6
40X8739
Двигатель, основной степлер
7
40X7592
Датчик
8
40X7592
Датчик
9
40X8721
Защелка MS81x
10
40X8726
Шестерня привода в сборе MS81x
11
40X8722
Плунжер переключателя в сборе MS81x
12
40X8248
Датчик (приемник заполнен)
13
40X8247
Флаг, корзина для носителей заполнена
40X8500
Флажок активатора, корзина для носителя заполнена (не показана)
1
40X8196
Крышка верхняя
2
40X8720
Крышка, верхняя корзина почтового ящика с дужкой
3 40X8719
Датчик прохода почтового ящика
4
40X8725
Пружина, верхняя направляющая почтового ящика
5
40X8723
Верхний переключатель, верхняя часть почтового ящика
6
40X8724
Дефлектор среднего дивертора 7
40X8242
Дверь задняя
1
40X8547
Обложка, скоба, дырокол сверху
2
40X8550
Крышка правая
3
40X8215
Дверца доступа к картриджу степлера
4
40X8552
Дырокол
5
40X8593
Крышка левая
1
40X8741
Шестерня привода степлера в сборе
2
40X7592
Датчик
3
40X8213
Мотор, приводная лопатка
4
40X8739
Двигатель, основной степлер
5
40X8722
Плунжер переключателя в сборе MS81x
6
40X7592
Датчик
7
40X8740
Толкатель носителя в сборе MS81x
8
40X8256
Мотор, дивертор
9
40X8721
Защелка MS81x
10
40X8221
Плата контроллера
11
40X8224
Кабель, нижний интерфейс
1
40X8212
Приводной ремень, трамбовка
2
40X8218
Светодиод, стандартный выходной лоток, выходной лоток степлера
3
40X8211
Мотор тампера, левый или правый
4
40X8211
Мотор тампера, левый или правый
5
40X8743
Тампер asm
6
40X7592
Датчик
7
40X7592
Датчик
8
40X8742
Пружина, лоток степлера
9
40X8744
Звено лотка в сборе
10
40X8220
Датчик приема полного бункера
11
40X8217
Датчик, отправка корзины заполнена
12
40X8218
Светодиод, стандартный выходной лоток, выходной лоток степлера
13
40X8219
Датчик наличия носителя для финишера
Сборка 35: шнуры питания
40X0269
Шнур питания; 2,5 м, 8 футов по прямой, США, Канада, Лос-Анджелес (Боливия, Перу)
40X3141
Шнур питания; 2,5 м, 8 футов.
Европа, Ближний Восток, Индонезия, Африка 40X0271
Шнур питания; 2,5 м, 8 футов по прямой, Великобритания, Ирландия, Гонконг, Италия
Сборка 36: разные детали и опции
40X4819
Плата последовательного интерфейса RS-232C
40X5315
Барашковый винт ISP (2)
40X5317
Винт с накатанной головкой, стойка ISP
40X5316
Кабель, интерфейс ISP, 14-контактный JST
40X4826
Адаптер N8120 гигабитный ina
40X4823
Плата параллельного интерфейса 1284-B
40X6522
Память 1 ГБ DDR3 SO-DIMM
40X7445
Память 2 ГБ x32 DDR3 RAM серии CS, CX, MS, MX
40X7566
Память 512 МБ DDR3 RAM MS510dn, MS610dn, MS517dn, MS617dn, MS610dtn
40X7567
Память 1 ГБ x32 DDR3 RAM
40X8555
Память 256Мб флэш-карта
40X8594
Карточка штрих-кода и форм MS710, MS711, MS810n, MS811, MS812dn, MS817
40X8597
Карта штрих-кодов и форм MS810de только с сенсорным экраном
40X8600
Карта штрих-кодов и форм MS812de только с сенсорным экраном
40X8596
PRESCRIBE карта эмуляции MS710dn, MS711dn, MS810n, MS811dn, MS812dn
40X8599
Карта эмуляции PRESCRIBE MS810de только с сенсорным экраном
40X8602
Карта эмуляции PRESCRIBE MS812de только с сенсорным экраном
40X8595
Плата IPDS MS710, MS711, MS810n/dn, MS811, MS812dn, MS817
40X8598
Плата IPDS MS810de только с сенсорным экраном
40X8601
Плата IPDS MS812de только с сенсорным экраном
40X0387
Интерфейсное устройство, USB-A
40X4827
Оптоволоконный сервер печати Ethernet Marknet N8130
40X7858
Комплект беспроводного сервера печати Marknet N8350 802.
11 b/g/n 40X1593
Marknet N7000e быстрый Ethernet 10/100basetx-USB
40X1594
Параллельный сервер печати Marknet N7002e Fast Ethernet
40X1592
Ethernet-порт Marknet N7020e — 4 порта USB
40X7706
Комплект для обслуживания роликов серии MS710, MS810, MX710, MX810
40X8420
Набор для обслуживания 110 В, программа возврата MS81x, тип 00, буква
40X8421
Набор для обслуживания 220 В, программа возврата MS81x, тип 01, A4
40X8423
Набор для обслуживания 110 В, программа возврата MS81x, тип 03, A4
40X8424
Набор для обслуживания 220 В, программа возврата MS81x, тип 04, буква
40X8425
Ремонтный комплект 110В MS81x, тип 05, буква
40X8426
Набор для обслуживания 220 В MS81x, тип 06, A4
40X8428
Набор для обслуживания 110 В MS81x, тип 08, A4
40X8429
Ремкомплект 220В MS81x, тип 09, буква
40X8530
Набор для обслуживания 110 В, программа возврата MS71x, тип 11
40X8531
Набор для технического обслуживания, программа возврата 220 В MS71x, тип 13
40X8533
Набор для обслуживания 110 В, программа возврата MS71x, тип 17
40X8534
Комплект для технического обслуживания 220 В, MS71x, тип 19
40X8093
Основание, ролик MS81x
40X8359
Ролик переднего колеса с фиксатором
40X8579
Очиститель, фьюзер MS71x simplex
40X8581
Салфетка, воск MS71x duplex
40X7857
Жесткий диск, более 160 ГБ
40X8311
Считыватель, карта, маленький стержень в футляре
40X8312
Считывающее устройство, карта, большая палочка в футляре
40X8313
Считыватель карт, маленькая защелка на футляре
Список деталей в алфавитном порядке MS810de
Номер детали
Привод, размер носителя
40X8541
Основание, ролики, MS81x
40X8093
Рамка, панель оператора слева, MS810de
40X8336
Кнопка, панель оператора, дисплей 4,3 дюйма, 7 дюймов
40X8661
Кабель от дисплея 4,3 дюйма к панели оператора
40X7705
Кабель данных фьюзера
40X7577
Кабель привода фьюзера
40X7576
Кабель, входной датчик
40X7688
Кабель, интерфейс ISP, 14-контактный JST
40X5316
Кабель главного двигателя
40X7574
Кабель, видео печатающей головки 40X7708
Кабель динамика
40X7702
Кабель, верхний дополнительный интерфейс
40X7575
Плата контроллера 4,3 дюйма
40X7571
Плата, контроллер, защитный экран
40X7722
Карточка, формы и штрих-код, MS810de
40X8597
Карта, IPDS, MS810de
40X8598
Карта, панель оператора, сенсорный экран 4,3 дюйма
40X7735
Плата параллельного интерфейса 1284-B
40X4823
Карта, предписывающая эмуляцию, MS810de
40X8599
Плата последовательного интерфейса RS-232C
40X4819
Картридж смарт-чипа контакт с кабелем
40X7692
Переднее колесо с фиксатором
40X8359
Зажим блока формирования изображения
40X7714
Зажим, картридж с тонером
40X7717
Контакт, уровень тонера / блок формирования изображения, высокое напряжение
40X7685
Крышка датчика мусорного бака
40X7677
Крышка доступа к плате контроллера
40X7672
Крышка внутренняя левая
40X7669
Крышка внутренняя правая
40X7670
Обложка, левая, 550 листов
40X7679
Крышка передней панели оператора
40X7681
Крышка панели оператора слева USB
40X8364
Крышка доступа к печатающей головке
40X8365
Обложка задняя нижняя, 550 листов
40X7671
Обложка правая, 550 листов
40X7680
Обложка, стандартный лоток, 550 листов
40X7675
Крышка, верхняя часть
40X7673
Дефлектор, внутренняя направляющая
40X7587
Дверь, передняя
40X7674
Дверца доступа к термоэлементу
40X7588
Дверь, задняя
40X7678
Двойной переходник на выходе
40X7584
Дуплекс, внутренний с кабелем
40X7683
Расширитель, 1500 листов большой емкости
40X8195
Расширитель на 500 листов
40X8184
Удлинитель, левая рама, 550 листов
40X7727
Удлинитель, правая рама с защелкой лотка, 550 листов 40X7728
Вентилятор картриджного охлаждения
40X7580
Вентилятор, дуплексное охлаждение
40X7695
Вентилятор, высоковольтный, кабель картриджа с тонером
40X7699
Вентилятор основного охлаждения с кабелем
40X7579
Питатель, носитель
40X7591 Устройство подачи, многоцелевое
40X7725
Финишер, сшиватель, 500 листов
40X8207
Фланец, ролик подачи MPF
40X7601
Крышка двусторонняя передняя
40X7667
Крышка двусторонняя задняя
40X7668
Приводной двигатель фьюзера, ленточный фьюзер
40X7595
Фьюзер, 110 В, программа возврата MS81x, тип 00, буква
40X7743
Фьюзер, 110 В, программа возврата MS81x, тип 03, A4
40X7581
40X7744
Фьюзер, 220 В, программа возврата MS81x, тип 04, буква
40X7734
Направляющая для освобождения замятий при двусторонней печати
40X7952
Направляющая, поворот носителя
40X7583
Направляющая, медиа вертикальная
40X7586
Направляющая, выходной лоток
40X7604
Жесткий диск, 160+ ГБ
40X7857
Петля, левая панель оператора
40X8315
Петля, правая панель управления с кабелем
40X8316
Контакт смарт-чипа блока формирования изображения с кабелем
40X7689
Интерфейс, USB-A
40X0387
Защелка панели оператора
40X7729
Тяга, опора, передняя дверь
40X7715
Замок, картридж с тонером
40X7716
Почтовый ящик, 4 отсека
40X8241
Набор для обслуживания, 110 В, блок термозакрепления MS81x, тип 03, A4
40X8423
Комплект для технического обслуживания, 110 В, программа возврата MS81x, тип 00, буква
40X8420
Набор для технического обслуживания, 220 В, программа возврата MS81x, тип 01, A4
40X8421
Комплект для технического обслуживания, 220 В, программа возврата MS81x, тип 04, буква
40X8424
Комплект беспроводного сервера печати MarkNet N8350 802.
You may also like
Как нанести на стену жидкие обои: Жидкие обои: как правильно наносить, плюсы и минусы
Онлайн создание комнаты дизайна: 3d интерьер программа | Приложение для создания дизайн интерьера
Электрическая схема квартиры: Ничего не нашлось по запросу Plans Skhema Elektroprovodki V Kvartire %23___Nbsp
Светятся светодиодные лампы при выключенном выключателе: Почему LED лампа продолжает гореть после выключения ✨ интернет-магазин Интерсвет