 alexxlab
alexxlab Технология производства экструдированного пенополистирола: изготовление
Экструдированный пенополистирол – однородный синтетический материал. В его прочной микроструктуре распределена масса ячеек, составляющих единое тело.
Экструдированный пенополистирол является однородным материалом-утеплителем, который состоит из нескольких пористых ячеек.
Диаметр ячеек очень мал – примерно одна десятая миллиметра, внутри они полые и абсолютно герметичные, то есть имеют капиллярность, приближенную к нулю. Именно это и делает полистирол уникальным материалом с идеальными характеристиками, такими, как:
Схема пенополистирола в качестве утеплителя.
- Низкая теплопроводность пенополистирола.
- Прочность.
- Легкость.
- Влагостойкость, которая обеспечивается очень низкой степенью водопоглащения.
- Сохранение своих свойств под воздействием очень низких температур.
- Отличные звукоизоляционные показатели пенополистирола.
- Долговечность.

- Высокие гигиенические свойства, которые обеспечиваются стойкостью к образованию плесени, росту и размножению бактерий на поверхности пенополистирола.

Все эти свойства пенополистирола делают его идеальным утеплителем. В этом качестве он и используется уже более 70 лет, являясь лидером продаж в этой сфере строительного рынка. В странах Европы и Соединенных Штатах он уже давно вытеснил применение пенопласта.
В нашей стране пенополистирол также набирает популярность благодаря своим эксплуатационным характеристикам и относительно небольшой цене.
Спрос на экструдированный полистирол в России каждый год увеличивается приблизительно на тридцать процентов. Нашел свое широкое применение экструдированный полистирол и в пищевой промышленности для производства тары для упаковки пищевой продукции. Не сложная технология производства полистирола делает возможным его изготовление на небольших производственных линиях.
Технология производства экструдированного пенополистирола
Производство экструдированного пенополистирола – его вспенивание посредством фреонов.
Поначалу технология производства экструдированного пенополистирола представляла собой его вспенивание посредством фреонов. После многочисленных протестов экологов и проведения исследований, установивших, что фреоны входят в список веществ, применение которых участвует в разрушении озонового слоя Земли, в производстве пенополистирола стали использовать углекислый газ СО² как вспенивающий агент.
В общих чертах процесс изготовления выглядит так:
- В сырье (суспензионный полистирол) вводятся необходимые добавки для обеспечения противопожарных свойств (антипирены), для обеспечения лучшего распределения осветлителя (нуклеаторы), а так же красители или пигменты. Далее производится процесс загрузки.
- Производится предварительное вспенивание и вылеживание вспененных гранул.
- Спекание и формовка.
- Обработка в тянущем устройстве.
- Полотно охлаждается естественным путем, при этом происходит окончательное вспенивание. Иногда на мощных производственных линиях применяется принудительное охлаждение методом перекладывания.
- Процесс стабилизации.
- Обработка поверхности до достижения гладкости поверхностей.
- Процесс нарезки и упаковки пенополистирола.
Вернуться к оглавлению
Поэтапное описание технологии и особенностей производства экструдированного полистирола
Вернуться к оглавлению
Загрузка сырья в бункер вспенивающего устройства
Суспензионный полистирол является сырьем для пенополистирола.
Сырьем для производства пенополистирола является суспензионный полистирол, вес при насыпке которого приблизительно равен 500 г на кубический м объема (после вспенивания увеличивается до 15-100 кг). Каждая партия сырья имеет свое время, необходимое для вспенивания, которое должно строго выдерживаться. При превышении временных границ происходит разрушение гранул. В технологии производства вспененного полистирола учитывается качество сырья.
Сырье поступает на склады производства обычно упакованным в мешки по 25 кг или в так называемых биг-багах – мягких контейнерах большого размера и грузоподъемности, имеющих стропы петли для погрузки. Условия хранения сырья должны быть строго соблюдены. Оно должно храниться на поддонах при температуре от 20-25ºC. Сырье не предназначено для длительного хранения, так как со временем могут меняться временные показатели вспенивания. Технология хранения обычно указывается на упаковке.
Условия хранения сырья должны быть строго соблюдены. Оно должно храниться на поддонах при температуре от 20-25ºC. Сырье не предназначено для длительного хранения, так как со временем могут меняться временные показатели вспенивания. Технология хранения обычно указывается на упаковке.
Перед загрузкой сырья производится механическое перемешивание гранул полимера с добавками-модификаторами. Каждая из них выполняет свою функцию. Помимо уже перечисленных выше для улучшения однородности и мелкой структуры пор добавляют стабилизаторы-нуклезиаты, антипиреновые добавки для повышения огнестойкости, термостабилизаторы и антиоксиданты для защиты от термоокислительной диструкции, абиотические добавки для исключения плесневения. Возможно введение антистатических и синергических добавок. Технология введения добавок подбирается с учетом марки экструдированного пенополистирола.
Вернуться к оглавлению
Приспособления для загрузки
Гибкие шнеки состоят из мягкой трубы и стальной спирали.
Все современные линии оснащены обеспечивающими высокую пропускную способность приспособлениями для загрузки. Более того, производители предусматривают резервные возможности, если будет необходимо увеличение объемов производства пенополистирола. К устройствам подачи предъявляются высокие требования по надежности и способности транспортировки сырья без его повреждения. Более надежными считаются механические подающие устройства.
- Шнеки жесткие определенного диаметра, к которым подсоединена загружающая воронка. Главные преимуществом шнека считается возможность обеспечения при необходимости транспортировки сырья на большие расстояния (до 10 м). Именно жесткий шнек способен обеспечить максимальную сохранность сырья от механического повреждения.
- Гибкие шнеки. Состоят из мягкой трубы и проталкивающего устройства – стальной спирали. Главное достоинство – способность обеспечить как вертикальную, так и горизонтальную подачи. Работают в прерывистом режиме из-за невозможности синхронизации подачи сырья и наполнения бункера предварительного вспенивания.

- Инжектор для подачи сырья, который вставляется непосредственно в бункер. Оснащен всасывающей трубкой, которая заканчивается штуцером. Для сокращения количества всасываемого с материалом воздуха оснащается регулирующими устройствами. Обеспечивает высокую скорость подачи сырья. Однако это скорее недостаток, чем достоинство, так как повышается вероятность повреждения гранул сырья, а так же из-за попадания воздуха снижается производительность и рентабельность производства.
- Вакуумная подача. Производится посредством воздуходувки, работающей при низком давлении, которое автоматически захлопывает клапан загрузки. Воздух выкачивается через фильтр. Работает по прерывистой схеме. Несмотря на малые диаметры подающего устройства, подача сырья происходит в очень высоком скоростном режиме, так что степень повреждения загружаемого материала очень велика.
Вернуться к оглавлению
Процесс предварительного вспенивание и вылеживание сырья
Процесс вспенивания гранул пенополистирола.
Свободное или предварительное вспенивание гранул происходит в предвспенивателе при температуре от 100-110°С и давлении 16-0,22 кг/см². Он состоит из емкости с отверстиями для подачи пара в днище и активатора для размешивания. В процессе вспенивания при обработке паром сырье увеличивается приблизительно в 30-50 раз. Целостность и замкнутость ячеек при этом не нарушается. Далее гранулы сырья под давлением поднимаются вверх и в окно выгрузки выдавливаются в промежуточный бункер, из которого транспортируются пневмотранспортом (система труб и вентиляторов) в бункер вылеживания. Здесь происходит стабилизация давления в расширившихся при вспенивании гранул. Здесь же происходит частичное замещение вспенивающего агента на воздух. Вспенивающий агент вытесняется, а частицы воздуха занимают их место.Технология контроля над процессом осуществляется вручную при помощи весов и мерных емкостей.
Вернуться к оглавлению
Процесс вторичного вспенивания
После выдержки в бункере вылеживания вспененные гранулы сырья вновь подвергаются термической обработке, еще раз увеличиваются в объеме, а так как этот процесс происходит в замкнутом пространстве, то увеличивающиеся в объеме сферические частицы вынуждены «спекаться», деформируясь в многогранники.
Обработка поверхности, нарезка и упаковка экструдированного полистирола
Виды обработанной поверхности экструдированного полистирола.
Далее происходит выравнивание листов пенополистирола для достижения ровной поверхности. Полотно обрезается с боков, сверху и снизу. Получив правильные геометрические линии, его разрезают на листы необходимых размеров. Технология выравнивания и нарезки пенополистирола на современных линиях автоматизирована.
Производится дробление и гранулирование обрезки, после чего она снова поступает в производство.
Для больших производств рентабельным является применение устройства для дополнительного охлаждения листов, которое позволяет сократить время охлаждения путем перекладывания листов пенополистирола устройством карусельного типа. Лист охлаждается очень быстро, приблизительно за минуту.
Упаковываются листы пенополистирола, уложенные стопами, специальной упаковочной пленкой стретч-худ.
Вернуться к оглавлению
Типы установок для производства экструдированного полистирола
Процесс производства экструдированного полистирола.
Можно выделить три типа экструзионных установок, которые используется для изготовления экструдированного пенополистирола:
- Установки с одночервячным единичным агрегатом.
- Установки с двухчервячным двойным агрегатом.
- Тандемные установки с парой последовательно установленных агрегатов.
Экструдер представляет собой закрытую линию с поэтапным нагревом и охлаждением.
Шнеки устройства загружают и перемешивают гранулы сырья. Одночервячные экструдеры и двухчервячные экструдеры имеют сходный принцип действия, однако двухчервячные при своей компактности способны создавать более высокое давление в бункерах, что позволяет снижать температуру, что, в свою очередь, приводит к сокращению времени производственного цикла. Поэтому они более экономичны и рентабельны. Оба вида экструдеров лучше применять в небольших производствах.
Но самыми выгодными для производителя являются тандемные установки. Они наиболее рентабельны на больших, многотоннажных производствах пенополистирола, так как процесс разделен между двумя агрегатами. В одном происходит плавление и насыщение паром, во втором происходит гомогенизация, охлаждение формовка.
Экструдированного производство пенополистирола : линия по производству
Дата последнего изменения:
19 апреля 2017
Время на чтение:
7 минут
676
Благодаря экструзионной переработке, пенопласт получается с отличной закрытой пористой микроячеистой структурой. Такая технология повышает его физические и механические характеристики при достаточно низком водном поглощении. Это объясняет его долговечность и эффективность в эксплуатации.
Давайте разберем основные технические характеристики пенополистирола:
- Прочность.
- Теплопроводность.
- Влагоустойчивость.
В этой статье
- Свойства пенополистирола
- Прочность
- Теплопроводность
- Влагоустойчивость
- Технология производства
- Линия по производству пенопласта
- Предвспениватель
- Сушильная установка
- Блок-форма для пенопласта
- Установка вакуумирования
- Вентилятор пневмотранспорта
- Станки для резки
- Станок фрезерной кромки
- Компрессор
- Электродный паровой котел
- Бункер выдачи-раздачи
- Паронакопитель
- Дробилка пенопласта
- Склеивающий пресс
Свойства пенополистирола
Поговорим о каждом свойстве конкретнее.
Прочность
Благодаря технологии производства, экструдированный пенополистирол занимает первенство по крепости. Обычный пенопласт похвастаться такой прочностью не может, по этому, в настоящее время он менее востребован.
[wpsm_box type=»info» float=»none» text_align=»left»]Методом экструзии можно получить материал, более хороший для изолирования, прочный и устойчивый к влаге.[/wpsm_box]
Теплопроводность
Одно из основных свойств пенополистирола – это его низкая теплопроводность. Пенопласт состоит непосредственно из полистирола и пузырьков воздуха в нем. Поскольку воздух надежно содержится внутри, он служит отличным теплоизолятором. Данное свойство позволяет применять пенопласт при строительных и утеплительных работах.
Благодаря доступности и относительной дешевизне материала, это достаточно выгодный выбор при отеплении своего дома.
Влагоустойчивость
Экструдированный пенополистирол обладает достаточно сильной устойчивостью к влаге. В отличие от обычного пенопласта, экструдированный пенополистирол всегда остается сухим.
Такое свойство позволяет укладывать пенопласт в местах наибольшего скопления влаги или протекания жидкостей.
Технология производства
Сырьем для производства пенопласта, является полистирол. Он имеет вид полупрозрачного стеклянного бисера диаметром от 0,2 до 3,5 мм, разделенного на отдельные категории для производства пенопласта определенного вида.
[wpsm_box type=»info» float=»none» text_align=»left»]Технологический процесс изготовления сырья подразумевает добавление антипрена, для препятствия возгорания пенопласта. Следует заметить, что антипрен добавляется не во всех случаях, поэтому при покупке изделий из пенопласта стоит уточнять этот факт.[/wpsm_box]
Технология производства изделий из пенопласта включает в себя несколько этапов. Первый этап – это обработка сырья в отдельной камере при помощи вспенивания. Благодаря этому получаются шарики.
[wpsm_box type=»info» float=»none» text_align=»left»]Стоит учесть, что при повторном вспенивании плотность материала уменьшается. [/wpsm_box]
[/wpsm_box]
При завершении первого этапа, полистирол помещают в бункер, где на протяжении суток, он подвергается высыханию.
После этого их формуют под воздействием пара. Благодаря пару происходит соединение отдельно взятых шариков в однородную массу.
Далее получившийся продукт нарезают на блоки и, в конечном счете, пенопласт предстает перед глазами потребителей. Стоит также отметить, что производство изделий из пенопласта является безотходным.
Для поэтапного создания пенополистирола, сырье проходит через так называемую линию по производству пенопласта. Данное оборудование используется преимущественно на заводах-изготовителях.
Линия по производству пенопласта
Линией называется совокупность оборудования для поэтапного, практически автоматизированного создания пенопласта, о котором писалось ранее.
Линия состоит из следующего оборудования:
- Предвспениватель.
- Сушильная установка.
- Блок-форма для пенопласта.
- Установка вакуумирования.

- Вентилятор пневмотранспорта.
- Станки для резки.
- Станок фрезерной кромки.
- Компрессор.
- Электродный паровой котел.
- Бункер выдачи-раздачи.
- Паронакопитель.
- Дробилка пенопласта.
- Склеивающий пресс.
Предвспениватель
Представляет собой цилиндрическую емкость, внутри которой есть активатор из нержавеющей стали для перемещения шариков. Мотор-редуктор обеспечивает вращения активатора.
Предвспениватель имеет устройство для загрузки сырья вручную. Выгрузка же происходит с пневмотранспортного вентилятора.
Он предназначен для первого этапа производства. Осуществляет процесс первичного вспенивания, посредством паровой обработки.
Сушильная установка
Представляет собой металлический короб, внутри которого под наклоном находится сетка из нержавеющей стали. В боковой части находится тепловентилятор, подающий сухой горячий воздух внутрь камеры.
С другой стороны расположен пневмотранспортный вентилятор, для выгрузки высушенных шариков и переходу на следующий этап.
Блок-форма для пенопласта
Состоит из следующих компонентов:
- Камеры, разделенные на отсеки.
- Формовочная камера.
- Устройство выталкивания готового блока.
- Устройство закрывания формовочной камеры.
- Устройство загрузки.
Блок-форма требуется для создания блоков пенополистирола определенных размеров, путем термической обработки вспененных шариков.
Установка вакуумирования
Создает пустоту в блок-форме. Применение вакуумирования, увеличивает продуктивность создания блоков пенополистирола. Установка нужна для ускоренного охлаждения после этапа пропаривания.
Вентилятор пневмотранспорта
Имеет специальную крыльчатку, которая позволяет избежать деформации уже вспененных гранул. Вентилятор используется для транспортировки шариков пенополистирола по трубопроводу.
Станки для резки
Станки для резки делятся на несколько видов резки:
- Комплексная.
- Горизонтальная.

- Вертикальная.
Станок для комплексной резки осуществляет вертикальную и горизонтальную резку блока на листы установленного размера.
Станок для горизонтальной резки нужен для разделения блоков на листы требуемой толщины.
Станок для вертикальной резки осуществляет разделение отформованного блока на менее здоровые блоки необходимой длины.
Станок фрезерной кромки
Требуется для придания определенной формы, путем применения различных фрез.
Компрессор
Он предназначен для подачи сжатого воздуха в пневмопривод блок-формы.
Электродный паровой котел
Удобная конструкция объединяет в себе:
- Парогенератор.
- Питательный бак.
- Насосную установку.
- Трубопроводы.
- Приборы контроля и управления.
Паровой котел предназначен для генерации насыщенного водяного пара.
Бункер выдачи-раздачи
Бункер представляет собой сшитый специальным образом мешок из полипропилена, который пропускает воздух.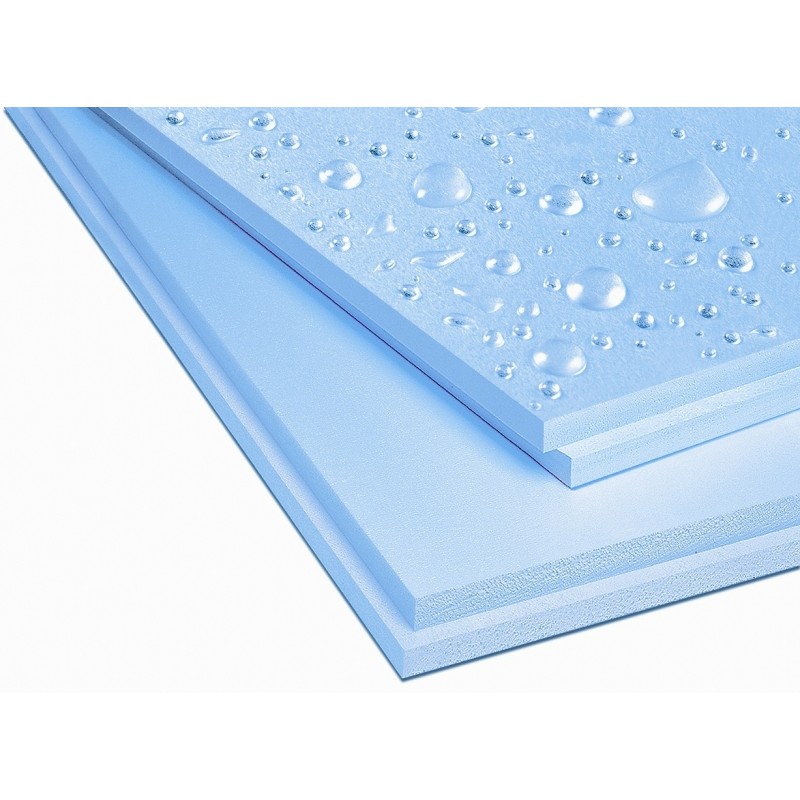
Бункер выдачи-раздачи нужен для кондиционирования и хранения вспененных шариков.
Паронакопитель
Представляет собой стальную и герметичную емкость с определенным объемом. Паронакопитель требуется для сохранения пара, создаваемого паровым котлом.
Дробилка пенопласта
Установка дробления требуется для измельчения отходов производства и последующей переработке.
Склеивающий пресс
Представляет собой разборную пространственную конструкцию. Пресс предназначен для создания блоков несъемной опалубки из листового пенополистирола.
Теперь вы имеете представление о том, как производится пенопласт. Узнали о его свойствах и процессе создания. Также мы рассмотрели линию по производству пенопласта и узнали, какие составляющие в нее входят. Надеюсь, данная статья помогла вам разобраться во всех аспектах, которые вам интересовали.
Понравилась статья?
Поставьте лайк автору и поделитесь в соц. сетях
сетях
Оборудование для экструдированного пенополистирола XPS
Линии производства экструзионного пенополистирола XPS на вспенивателях Со2 без применения фреона. Линия экструзии основана на самых современных технологиях, что позволяет изготавливать действительно качественный, надежный и долговечный теплоизоляционный материал.
Экструзионный пенополистирол XPS — теплоизоляционный материал с равномерно распределенными замкнутыми ячейками, который не дает усадки и набухания, не впитывает воду, не подвержен гниению. XPS применяется в общегражданском строительстве при устройстве теплоизоляции фундамента, кровли, полов, утеплении фасадов. Экструдированный пенополистирол относится к классу экологически чистых материалов, что делает его вне конкуренции в ряду других утеплителей.
Наш завод занимает доминирующее положение в области оборудования для производства экструзионного пенополистирола с большой производительностью. Наша компетенция позволяет нам вести проекты от консультационного обслуживания до создания производственных команд на предприятиях, с возможностью исполнить проект «под ключ». Наши линии экструзии листов XPS занимают первое место в Китае. Мы производители первой графитовой линии для EPS в Китае. Входим в Топ-5 экспортеров оборудования по экструзии в Китае. Наша компания — ведущий поставщик линии экструзии листов XPS со вспенивателем СО2, мы принимаем участие в проекте ЮНИДО (Организация Объединенных Наций по промышленному развитию)/ФЕКО (Офис внешнеэкономического сотрудничества), проект посвящен выводу из употребления гидрохлорфторуглеродов (ГХФУ).
Наши линии экструзии листов XPS занимают первое место в Китае. Мы производители первой графитовой линии для EPS в Китае. Входим в Топ-5 экспортеров оборудования по экструзии в Китае. Наша компания — ведущий поставщик линии экструзии листов XPS со вспенивателем СО2, мы принимаем участие в проекте ЮНИДО (Организация Объединенных Наций по промышленному развитию)/ФЕКО (Офис внешнеэкономического сотрудничества), проект посвящен выводу из употребления гидрохлорфторуглеродов (ГХФУ).
Технологический процесс производства экструзионного пенополистирола
С помощью вакуумных загрузчиков компоненты подаются в систему подачи, которая в соответствии с заданной рецептурой осуществляет гравиметрическое дозирование сырья в экструдер. Все бункеры контролируются интегрированной системой управления. В первом экструдере происходит нагрев, расплав и перемешивание сырья, подача вспенивателей. В качестве вспенивателей выступают: СО2, этанол, HFC, LPG, DME. Углекислый газ и этанол являются основными агентами, это значительно снижает себестоимость готовой продукции по сравнению с линиями, работающими только на фреоне. Во втором экструдере происходит гомогенизация массы расплава и вспенивателей с последующим охлаждением. Дополнительное перемешивание ингредиентов происходит в статическом смесителей, который находится после второго экструдера. Горячий расплав выходит из фильеры — формующей головки. Внутри полистирольной массы, вспениватель переходит в газообразное состояние, происходит резкое увеличение в объеме массы полистирола. Лента полистирола проходит калибрующее устройство, формируя фиксированную толщину листа XPS и затем движется по рольгангам и охлаждается. После, лента утеплителя проходит машину для обрезки кромки, нарезки по длине и ширине, при необходимости фрезеруется L-кромка. Обрезки ленты подаются в систему рециклинга, для грануляции и повторного использования в новом цикле. Готовые листы подаются в штабелер, где формируются пачки. Из штабелера пачки плит подаются в зону автоматической упаковки. Готовая продукция отвозится на теплый склад для выстаивания и дегазации (замещения вспенивающих газом воздухом), чтобы избежать деформации плиты.
Во втором экструдере происходит гомогенизация массы расплава и вспенивателей с последующим охлаждением. Дополнительное перемешивание ингредиентов происходит в статическом смесителей, который находится после второго экструдера. Горячий расплав выходит из фильеры — формующей головки. Внутри полистирольной массы, вспениватель переходит в газообразное состояние, происходит резкое увеличение в объеме массы полистирола. Лента полистирола проходит калибрующее устройство, формируя фиксированную толщину листа XPS и затем движется по рольгангам и охлаждается. После, лента утеплителя проходит машину для обрезки кромки, нарезки по длине и ширине, при необходимости фрезеруется L-кромка. Обрезки ленты подаются в систему рециклинга, для грануляции и повторного использования в новом цикле. Готовые листы подаются в штабелер, где формируются пачки. Из штабелера пачки плит подаются в зону автоматической упаковки. Готовая продукция отвозится на теплый склад для выстаивания и дегазации (замещения вспенивающих газом воздухом), чтобы избежать деформации плиты.
Предлагаем линии экструзии листов XPS производительностью 200-2000 кг/час. Интеллектуальная точная система контроля температуры и давления способствует производству высококачественной продукции. Возможная толщина листов 20-150 мм, ширина 600-1200 мм.
Одношнековый экструдер
По сравнению с двухшнековым экструдером, одношнековый экструдер сохраняет свой статус во многих применениях. Возможный диаметр шнека 20-400 мм, производительность 5-5000 кг/ч.
Серия TDD с высокоэффективным одношнековым экструдером обладает инновационными функциями, которая в основном сосредоточена на энергосберегающем, более точном управлении процессом и более высокой производительности. Снижение удельного энергопотребления, на 30% меньше, чем у традиционных экструдеров. Высокая производительность может быть увеличена на 50% чем у экструдера с одинаковым диаметром. Лучше эффект смешивания. Точный и аккуратный контроль процесса. Более широкое применение: рециркуляция, компаундирование, экструзия труб и экструзия листа / пленки
Двухшнековый экструдер
Двухшнековый экструдер — большой вклад в качество конечного продукта и изменение процесса производства.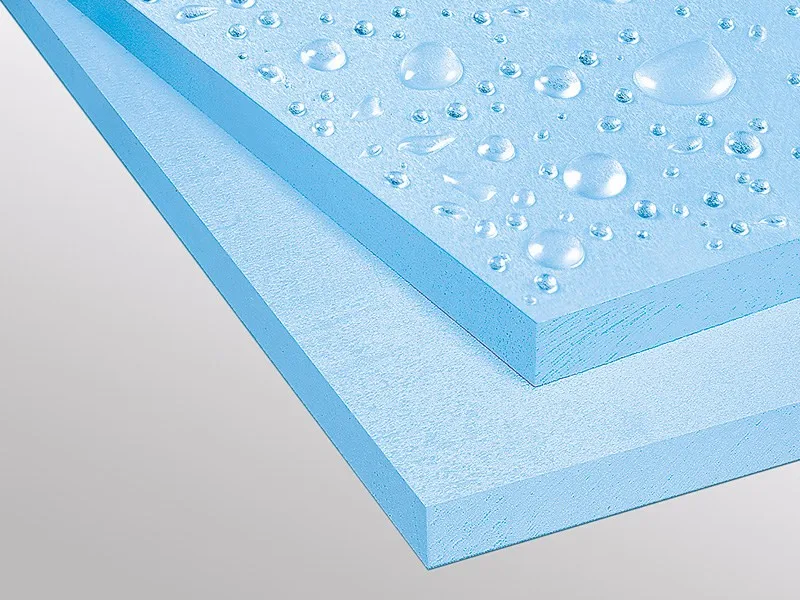 Оборудование обеспечивает достаточное перемешивание и дисперсию при точном контроле температуры. Охлаждение играет большую роль в производстве пенопласта, которое имеет непосредственное влияние на качество продукта. Наш оригинальный дизайн канала охлаждения обеспечивает достаточную холодопроизводительность и стабильный контроль температуры. Уплотнение всегда является большой проблемой при использовании CO2. Инновационный метод уплотнения перманентно решает эту проблему.
Оборудование обеспечивает достаточное перемешивание и дисперсию при точном контроле температуры. Охлаждение играет большую роль в производстве пенопласта, которое имеет непосредственное влияние на качество продукта. Наш оригинальный дизайн канала охлаждения обеспечивает достаточную холодопроизводительность и стабильный контроль температуры. Уплотнение всегда является большой проблемой при использовании CO2. Инновационный метод уплотнения перманентно решает эту проблему.
Трехшнековый экструдер
Параллельный трехшнековый экструдер специально разработан для лучшего рассеивания и большей производительности. Свободный объем шнека увеличен на 40%. Супер дисперсия и распределение. Особенности узкого RTD. Идеальное самоочищение. Более высокий крутящий момент и пропускная способность
|
Модель |
Диаметр шнека. мм |
Скорость вращения, об/мин |
L/D |
Мощность, кВт |
Производ-ть, кг/ч |
|
SAT-T52 |
51. |
600 |
32-64 |
110 |
300-400 |
|
SAT-T65 |
62.4 |
600 |
32-64 |
160 |
500-700 |
|
SAT-T75 |
71 |
600 |
32-64 |
250 |
800-1200 |
 4
4Система дозирования вспенивающих агентов
Вспенивающий агент при производстве экструзионного пенополистирола XPS: Со2, CFC, HCFC и др.. Каждый из них имеет свои собственные характеристики потока. Мы предлагаем интегрированную систему дозирования вспенивающего агента. Сверхкритическая система закачки и дозирования CO2 считается большой проблемой. С помощью многолетнего испытания наша система обработки СО2 предлагает профессиональную продукцию. Переменные физические свойства СО2 затрудняют измерение и дозирование. Система управления включает в себя контроль температуры, контроль давления и контроль массового расхода, кроме того, баланс между параметрами обработки.
Переменные физические свойства СО2 затрудняют измерение и дозирование. Система управления включает в себя контроль температуры, контроль давления и контроль массового расхода, кроме того, баланс между параметрами обработки.
Мы предоставляем полный комплект технологической лини, включая калибратор, тянущее устройство, машину обрезку кромки, автомат для резки, укладчик, автоматическую упаковочную систему. Мы настраиваем аксессуары в соответствии с конечной целью клиента или существующим зданием. Планировщик поверхности, установка фрезерования поверхности, тиснение, установка фрезерования канавок по боковой стороне (SL,TG ). Обратитесь в наше компанию с запросом, и мы предоставим вам подробное технико-коммерческое предложение.
Производство экструдированного пенополистирола
САМЫЕ НИЗКИЕ ЦЕНЫ!
ДОСТАВКА ПО МОСКВЕ И ОБЛАСТИ за 1 день!
ДОСТАВКА В РЕГИОНЫ!
МИНИМАЛЬНЫЕ СРОКИ ПОСТАВКИ!
СКИДКИ СТРОИТЕЛЯМ!
НАПРЯМУЮ ОТ ПРОИЗВОДИТЕЛЯ!
Пенополистирол применяется , в том числе, и для теплоизоляции кровель |
|||||||||||||||||||||||
 е. преобразуется не на отдельные тела-гранулы, а на единое вещество, находящееся в жидкой фазе. Прочные межмолекулярные связи определяют гораздо большую прочность экструдированного пенополистирола, по сравнению с обычным пенопластом псб с.
е. преобразуется не на отдельные тела-гранулы, а на единое вещество, находящееся в жидкой фазе. Прочные межмолекулярные связи определяют гораздо большую прочность экструдированного пенополистирола, по сравнению с обычным пенопластом псб с.
| САМЫЕ НИЗКИЕ ЦЕНЫ НА ПЕНОПЛАСТ! ДОСТАВКА ЗА 1 ДЕНЬ! | Каталог | Скидки! | Цены | Заказать | Доставка | О нас | Статьи | Контакты |
Технология производства пенопласта и экструдированного пенополистирола
Оглавление:
- Этапы производства пенополистирола
- Вспенивание гранул полистирола
- Сушка и вылеживание вспененных гранул
- Производство блоков и их резка
- Экструдированный пенополистирол
Для изготовления пенополистирола (пенопласта) необходим суспензионный полистирол. Гранулы этого материала могут быть различного размера от 0,4 до 3,2 мм (в зависимости от марки сырья). В состав гранул входит легкокипящий компонент пентан, способствующий их увеличению в несколько раз при определенных условиях. Именно на этом свойстве материала основывается технология производства пенополистирола.
Гранулы этого материала могут быть различного размера от 0,4 до 3,2 мм (в зависимости от марки сырья). В состав гранул входит легкокипящий компонент пентан, способствующий их увеличению в несколько раз при определенных условиях. Именно на этом свойстве материала основывается технология производства пенополистирола.
Схема наружного утепления с помощью пенополистирола.
Этапы производства пенополистирола
Заключается технология изготовления пенопласта во вспенивании суспензионного полистирола. Чтобы получить необходимый результат, применяют пар. Далее происходит спекание гранул. Затем формируется крупногабаритный блок, который впоследствии режется на листы. Но, прежде чем загрузить сырье в бункер, выполняется механическое перемешивание гранул с различными добавками-модификаторами.
Чтобы готовый материал был более огнестойким, в его состав добавляются антипиреновые добавки. Для защиты пенопласта от воздействия тепла и кислорода применяют антиоксиданты и термостабилизаторы, для предотвращения плесневения абиотические компоненты. При производстве экструдированного пенополистирола вводятся стабилизаторы-нуклезиаты, которые способствуют получению более однородной и мелкой структуры пор.
При производстве экструдированного пенополистирола вводятся стабилизаторы-нуклезиаты, которые способствуют получению более однородной и мелкой структуры пор.
Вспенивание гранул полистирола
Технологическая схема производства листового пенополистирола.
Вспенивание суспензионного полистирола происходит в два этапа. Причем для каждой партии сырья определяется оптимальное время на прохождение данной стадии. Оно зависит от качества сырья. Этот период должен строго соблюдаться, так как если происходит увеличение временных интервалов, то гранулы могут разрушаться.
Первый этап обработки материала проходит в предвспенивателе. Этот агрегат емкость с отверстиями в днище, через которые происходит подача пара. Также он оснащен активатором для размешивания гранул. Во время вспенивания (около 5 минут) в емкости поддерживается температура около 100-110° С.
Процесс вспенивания происходит следующим образом. Благодаря действию водяного пара активизируется пентан, который входит в состав гранул суспензионного полистирола. Они размягчаются и вырастают в объеме, при этом количество материала может увеличиться в 30-50 раз. Целостность и герметичность ячеек сохраняются.
Они размягчаются и вырастают в объеме, при этом количество материала может увеличиться в 30-50 раз. Целостность и герметичность ячеек сохраняются.
Чтобы процесс вспенивания происходил с ускорением, гранулы перемешиваются при помощи механического активатора. В конце этого цикла материал под давлением поднимается. Через окно выгрузки выталкивается в промежуточную емкость, а затем при помощи пневмотранспорта перемещается в бункер для вылеживания.
Сушка и вылеживание вспененных гранул
Схема пенополистирола в качестве утеплителя.
В гранулах полистирола, которые были вспенены, заключается около 10-15% влажности. Внутри них присутствует разрежение, так как происходила конденсация остатков пентана и пара. В результате под воздействием этих факторов может произойти сжатие гранул, что повлечет снижение объема материала и увеличение насыпной плотности. Именно по этой причине технология производства пенопласта предусматривает этап высыхания.
Цель данной стадии:
- укрепление наружных стенок гранул,
- восстановление внутреннего давления.
Благодаря тому, что теплый воздух (около 35° С) проникает в ячейки материала, полистирол приобретает нужные параметры сопротивления сжатию. Причем чем ниже у материала насыпная плотность, тем быстрее будет поглощаться воздух.
Процесс сушки занимает около 5 минут. В некоторых случаях он совмещается с этапом транспортировки. Во время перемещения материала влажность может быть снижена до 6-3%. Кроме потери влажности, сушка способствует значительному увеличению текучести материала.
Схема основных видов пенополистирола.
Это, в свою очередь, позволяет заполнять бункера для вылеживания более эффективно. Эти специальные устройства представляют собой металлическую основу с фиксированным мешком из воздухопроницаемой ткани. В них хранят гранулы при температуре, не превышающей 22-28° С. Продолжительность может составлять от 6 часов до суток. Зависит это время от объемного насыпного веса гранул: при снижении веса срок увеличивается, но он не должен превышать 14 суток, так как за такой период изопентан улетучивается и гранулы теряют способность к вспениванию.
Продолжительность может составлять от 6 часов до суток. Зависит это время от объемного насыпного веса гранул: при снижении веса срок увеличивается, но он не должен превышать 14 суток, так как за такой период изопентан улетучивается и гранулы теряют способность к вспениванию.
Между тем способов вылеживания существует несколько. Чтобы сократить время выдержки, применяется метод перекачивания гранул при помощи воздушного потока из бункера в бункер. При таком подходе достаточно 2-3 часов для приобретения материалом необходимых показателей водопоглощения и прочности.
Производство блоков и их резка
Производство или выпекание блоков проводится в специальной блок-форме. Это устройство из стали в виде прямоугольника имеет двойные стенки, причем внутренняя часть перфорированная (это необходимо для подачи пара).
Схема панели из пенополистирола.
После прогревания формы в нее засыпаются гранулы, и она герметично закрывается. Повторное вспенивание проводится также под воздействием водяного пара под давлением.
Повторное вспенивание проводится также под воздействием водяного пара под давлением.
На качество пенополистирола влияет своевременное прекращение процесса формирования. Если он прерван раньше необходимого срока, то недостаточно вспененные гранулы плохо сплавятся. Если же материал передержан, то ячейки разрушаются и появляются усадочные явления. В обоих случаях качество изделия значительно ухудшается.
После этого следует процесс охлаждения. Полученные блоки размещаются в цехе, где могут находиться от 12 до 720 часов. За это время материал теряет излишнюю влажность. Именно ее избыток не позволяет производить резку сразу же после охлаждения. Чтобы получить плиты нужной толщины, используется автоматический станок. А в качестве режущего элемента применяются разогретые нихромовые струны. На заключительном этапе листы помещают на станок с вертикальной резкой и торцуют.
Экструдированный пенополистирол
Процесс производства экструдированного пенополистирола несколько отличается от изготовления пенопласта, хотя по химическому составу эти материалы довольно схожи. Экструзия это своеобразный технологический процесс, который заключается в выдавливании материала, имеющего высокую вязкость. Пропускается такое сырье через экструзионную головку особенное формующее приспособление, которое позволяет получить изделие, имеющее поперечное сечение нужной формы.
Экструзия это своеобразный технологический процесс, который заключается в выдавливании материала, имеющего высокую вязкость. Пропускается такое сырье через экструзионную головку особенное формующее приспособление, которое позволяет получить изделие, имеющее поперечное сечение нужной формы.
Исходным материалом для экструдированного пенополистирола служит полистирол общего назначения.
Таблица характеристик экструдированного пенополистирола.
Гранулы вспенивают, но не при помощи водяного пара, а с использованием специального агента.
Ранее в качестве вспенивающих материалов для получения экструдированного пенополистирола использовались различные фреоны (жесткие, мягкие и их смеси). Сейчас применяют безфреоновые компоненты на основе СО2.
Для изготовления экструдированного пенополистирола создаются определенные условия, которые запускают процесс преобразования полистирола. Как и при производстве пенопласта, гранулы вспенивают, и получается вязкотекучая масса. Согласно технологии идет обработка не отдельных гранул, а жидкообразного вещества.
Согласно технологии идет обработка не отдельных гранул, а жидкообразного вещества.
Готовый материал состоит из массы закрытых ячеек, которые наполнены воздухом, и обладает цельной микроструктурой. Размеры ячеек составляют 0,1-0,2 мм.
По окончании производства остатки вспенивателя, как правило, на протяжении суток вытесняются окружающим воздухом. В готовом материале между ячейками отсутствуют микропоры.
При точном соблюдении технологии производства как обычного пенопласта, так и экструдированного пенополистирола, получается легкий и прочный материал, обладающий низкой теплопроводностью и паропроницаемостью, а также устойчивый к водопоглощению.
Особенности пенополистирола как теплоизоляционного материала
В 1831 году впервые путём нагревания смолы бальзамного дерева Storax (Стиракс) химики получили вещество «стирол», имеющее в составе коричную кислоту, ванилин и стирол. Ранее такая смола применялась парфюмерами в составе духов и как антисептическое средство.
Пенополистирол (ППС), но же пенопласт, обязан своему появлению шведским химикам, которые в 1931 году запатентовали своё изобретение, научившись получать вспененный полистирол из стирола. Известный же сегодня ППС был синтезирован в 1950 году немецкой компанией BASF. В СССР производство началось в 1939 году прессовым методом (марка ПС-1, ПС-4), а в 1958 году — беспрессовым (марка ПСБ).
Мытищенский завод «Стройпластмасс» стал производить его в 1959 году. В 1961 году было освоено производство пенополистирола, который назвали самозатухающим (марка ПСБ-С). Методы производства постоянно совершенствуются, снижается содержание стирола в готовом изделии. Популярен так же продукт, произведённый экструзионным способом. Основным первичным сырьём является нефть, поэтому материал принято считать органическим.
Содержание
- 1 Технология производства пенополистирола прессовым методом
- 2 Беспрессовый метод получения пенопласта ПСБ и ПСБ-С
- 3 Характеристики ППС и сферы применения
- 4 Экструдированный пенополистирол — производство и характеристики
Технология производства пенополистирола прессовым методом
Марки ПС-1 и ПС-4 производятся следующим образом:
- Эмульсионный тонкодисперсный полистирол марки Б в виде белого порошка смешивается с порообразующим составляющим в шаровых мельницах, после чего пропускается через сито 0.
 25 — 2 мм.
25 — 2 мм. - Смесь прессуется при температуре 140°С — 170°С и удельном давлении 200 кг/см Полученные заготовки вспениваются методом направленного вспенивания в гидравлических камерах при 100°С в условиях насыщенного пара.
Выпускают в виде прямоугольных плит, полусфер и других форм, в которых заготовки опрессовывались. Геометрия изделий ограничена возможностью исполнения пресс-форм.
Беспрессовый метод получения пенопласта ПСБ и ПСБ-С
Суть процесса в следующем: под воздействием температуры свыше 80°С гранулы полистирола преобразуются из твёрдого состояния в текучее, а поданный изопентан (горючий углеводород) вскипает уже при 28°С и давлением своего пара вспенивает исходное сырьё. Далее срабатывает уникальное свойство гидрофобного материала — вспененные гранулы свариваются между собой под действием воды при сравнительно невысоких температурах 90-100°С.
Преимущества данного метода в том, что на выходе можно получить изделие любой, даже самой замысловатой конфигурации. Для повышения огнестойкости используется антиперен (тетрабромпараксирол), который добавляют в исходное сырьё в количестве 4-5%. Самозатухающий пенопласт получают введением в его состав фосфорорганических веществ.
Для повышения огнестойкости используется антиперен (тетрабромпараксирол), который добавляют в исходное сырьё в количестве 4-5%. Самозатухающий пенопласт получают введением в его состав фосфорорганических веществ.
Характеристики ППС и сферы применения
Не только российский, но и мировой рынок высоко оценил достоинства вспененного ППС. Он представляет собой материал из сваренных гранул с тонкой ячеистой структурой. Между сваренных между собой гранул существуют пустоты, доля твёрдых веществ в готовом изделии95-96%. От кажущейся плотности линейно зависит большинство свойств материала, иными словами, чем она больше, тем выше прочность и меньше паропроницаемость, воздухопроницаемость, гигроскопичность. ППС обладает устойчивостью к химическому воздействию, биологически инертен — не является пищей для плесени и грибков, грызуны им тоже не питаются, однако ценят строительные свойства и могут устроить в нём жильё.
Благодаря низкой теплопроводности λ=0.036 ВТ/м*К, в гражданском и промышленном строительстве используется как недорогой, доступный, надёжный и неприхотливый утеплитель.

Применяется для теплоизоляции стен в так называемых «мокрых фасадах», утепления откосов оконных и дверных проёмов, потолков и межэтажных перекрытий. Реже используется для термоизоляции внутри помещений преимущественно из-за своей горючести класса Г1 — Г2. Это значит, что при контакте с открытым огнём пенопласт возгорается. При удалении источника пламени не будет гореть только самозатухающий ППС маркиПСБ-2. Самовозгорание ему несвойственно.
Более того, последнее время в сети активно обсуждается вред ППС для здоровья человека при внутреннем утеплении. Приводятся данные, о том, что пенополистирол выделяет фенол, стирол, бензол и ещё длинный список «приятных» неожиданностей. Кроме того, при сгорании пенопласт выделяет фосген — боевой газ времён Первой мировой войны.
Понятно, что при таком «букете» прописывать ППС на своих квадратных метрах мало кто захочет. Может быть, это действительно мнение авторитетных специалистов, а может происки конкурирующих производителей, однако, если хозяин дома всё-таки решил использовать ППС в качестве утеплителя, лучше от греха подальше «выселить» его на улицу. Снаружи в виде «мокрого фасада» под слоем штукатурки он вряд ли будет опасен для здоровья.
Снаружи в виде «мокрого фасада» под слоем штукатурки он вряд ли будет опасен для здоровья.
Экструдированный пенополистирол — производство и характеристики
В отличие от пенопласта, экструдированный пенополистирол (ЭППС) представляет собой пластик и имеет однородную ячеистую структуру, где масса ячеек диаметром около 0.1 мм равномерно распределена и составляет единое тело.
Производится ЭППС методом вспенивания полистирола при высоком давлении и температуре. Изначально с изобретением материала, в его производстве вспенивателя применяли различные фреоны. Однако протесты экологов привели к замене фреонов на обычный углекислый газ СО². Процесс изготовления выглядит следующим образом:
- В суспензию полистирола вносятся добавки для повышения противопожарных свойств (антипирены), для распределения осветлителя (нуклеаторы) и пигменты.
- Производится предварительное вспенивание и вылеживание вспененных гранул.
- Спекание полуфабриката и формовка.
- Вытягивание полотна.

- Охлаждение естественным путем, при этом происходит окончательное вспенивание. Иногда на мощных производственных линиях применяется принудительное охлаждение методом перекладывания.
- Процесс стабилизации.
- Обработка поверхности до удаления шероховатостей.
- Нарезка и упаковка готового ЭППС.
Рынок ЭППС в Российской Федерации ежегодно растёт примерно на 25%. При всех прочих сходствах с пенопластом, его можно выделить как отличный гидроизолятор, который можно применять при утеплении фундаментов и подвалов снаружи, в том числе и на вспученных грунтах. Несложное производство ЭППС даёт возможность его изготовления на небольших линиях, чем активно пользуется малый и средний бизнес в России.
КАК ПРОИЗВОДИТСЯ ИЗОЛЯЦИЯ ИЗ ЭКСТРУДИРОВАННОГО ПОЛИСТИРОЛА (XPS)?
Опубликовано автором
Производство изоляции из экструдированного полистирола (XPS) Polyfoam включает двухстадийный процесс экструзии.
После этого экструдированный пенополистирол калибруется и профилируется для создания готовых изоляционных плит для использования на строительных площадках. На этапе переработки отходы процесса превращаются обратно в гранулы полистирола для использования в последующих производственных циклах.
Понимание производственного процесса позволяет проектировщикам, составителям спецификаций и подрядчикам лучше понять, какой продукт выбирается и устанавливается. Это также еще один способ, с помощью которого производители могут быть ответственными и прозрачными в отношении того, что они делают и как они это делают, в рамках своего вклада в более целенаправленную и устойчивую строительную отрасль.
Какое сырье используется для изготовления изоляции XPS?
На производственном объекте нашего производителя XPS есть несколько резервуаров для хранения сыпучих материалов, каждый из которых содержит первичный полистирол и переработанный материал, собранный из других мест в процессе производства. Поскольку обрезки и отходы могут быть переработаны таким образом, спрос на сырой полистирол сводится к минимуму.
Поскольку обрезки и отходы могут быть переработаны таким образом, спрос на сырой полистирол сводится к минимуму.
Это обязательство по использованию переработанных материалов является частью политики Polyfoam XPS по отсутствию отходов на свалку в процессе производства.
В другом резервуаре находятся добавки, используемые в пенообразующей смеси, а в последнем – газовый пенообразователь. Для каждого производственного цикла сырье измеряется и смешивается в блендере, чтобы получить правильный «рецепт» производимого продукта.
Из блендера смесь поступает в экструдер — фактически гигантский шнек, который измельчает и смешивает сырье.
Понимание «экструзии» экструдированного полистирола
Первый из двух этапов экструдирования изоляции XPS включает нагрев, смешивание и вдувание газа. Первичный и переработанный полистирол, включенный в первоначальный «рецепт», находится в кристаллической форме и должен быть расплавлен.
Сначала подается тепло от источника электрического нагрева. Дополнительное тепло вырабатывается за счет сдвига экструзионного шнека по кристаллу полистирола. Затем в расплавленный полистирол под высоким давлением впрыскивается вспенивающий агент, и весь процесс создает закрытоячеистую структуру конечного продукта.
Дополнительное тепло вырабатывается за счет сдвига экструзионного шнека по кристаллу полистирола. Затем в расплавленный полистирол под высоким давлением впрыскивается вспенивающий агент, и весь процесс создает закрытоячеистую структуру конечного продукта.
Без закрытых ячеек изоляция XPS не обладала бы тепловыми характеристиками, прочностью на сжатие и влагостойкостью, которые делают ее такой универсальной и прочной продукцией.
Пенополистирол теперь поступает в головку экструзионной головки. Для создания разных продуктов используются разные головки. Это вторая стадия экструзии, на которой «расплав» охлаждается с помощью охлажденной воды, готовой к выходу из головки. Тщательный контроль обеспечивает охлаждение до нужной температуры и давления.
Превращение экструдированного пенопласта в готовые изоляционные плиты XPS
Пенополистирол выходит из кромок пресс-формы в вакуумную камеру, которая представляет собой железобетонную трубу, герметизированную на верхнем конце механическим уплотнением, а на нижнем конце гидрозатвором, создаваемым водяным прудом/резервуаром.
Пена начинает расширяться, как мусс для волос или гель для бритья, выходящий из аэрозольного баллончика. Калибровочные стержни контролируют распространение пены, чтобы получить необходимую толщину и ширину. Конвейер подает продукт вниз по вакуумной камере, через резервуар для воды и на станцию профилирования.
Здесь пенопласт режется и профилируется в теплоизоляционные плиты, включая придание краям плиты соединения внахлестку или прямоугольной кромки по мере необходимости. Размер оборудования определяет максимальные размеры продукта и будет разным для каждой производственной линии. На момент написания Пенопласт XPS может производить изделия длиной до 3100 мм и шириной до 1220 мм.
На этапе резки любые обрезки поступают на станцию переработки и повторно уплотняются. Станция переработки эффективно действует как мини-экструдер, плавя отходы и удаляя газ. После измельчения на гранулы переработанный материал хранится, готовый вернуться к началу производственного процесса.
После резки на каждой доске напечатан уникальный код для отслеживания. Затем плиты проходят процесс контроля качества, чтобы подтвердить, что они соответствуют спецификации, прежде чем они будут уложены в штабель, обернуты и упакованы.
Разные товары хранятся в разных зонах склада. У каждого производителя свой подход. В Polyfoam XPS наша цифровая система означает, что мы знаем, какие продукты и где находятся на нашем большом внутреннем складе, что позволяет быстро выполнять заказы, а также обеспечивает ротацию запасов.
Мы надеемся, что это объяснение производства экструдированного полистирола было полезным. Если у вас есть другие вопросы о производстве XPS или вы хотите узнать больше о том, как вы можете использовать его в своем проекте, свяжитесь с нами в LinkedIn или свяжитесь с нами.
РубрикиБлогЧто такое экструдированный полистирол? (с изображением)
`;
Б.
 Тернер
Тернер
Экструдированный полистирол — это тип пластика, который используется для изготовления различных продуктов, от строительных материалов до контейнеров для хранения. Этот продукт также может называться XPS, а также Styrofoam® по названию популярной торговой марки этого материала. Экструдированный полистирол может иметь форму плотной пены или более твердого материала, похожего на пластик, в зависимости от применения.
Производители производят полистирол из молекул углеводородов, которые являются побочным продуктом процесса нефтепереработки. Частицы полистирола затем плавятся при высоких температурах, а затем пропитываются воздухом. Эту смесь помещают в форму, где ей дают остыть и затвердеть. Он также может подвергаться более традиционному процессу экструзии, во время которого он прессуется через головку для придания желаемой формы. Этот производственный процесс придает полистиролу однородную ячеистую структуру и однородную текстуру по всему материалу.
Частицы полистирола затем плавятся при высоких температурах, а затем пропитываются воздухом. Эту смесь помещают в форму, где ей дают остыть и затвердеть. Он также может подвергаться более традиционному процессу экструзии, во время которого он прессуется через головку для придания желаемой формы. Этот производственный процесс придает полистиролу однородную ячеистую структуру и однородную текстуру по всему материалу.
Экструдированный пенополистирол используется для изготовления различных изделий, в том числе как бытовых, так и промышленных. Его можно формовать, чтобы сформировать транспортировочные контейнеры для электроники, или измельчить, чтобы сформировать арахис из пеноматериала для упаковки и отправки по почте. Этот материал также используется для изготовления контейнеров для еды, а также одноразовых стаканчиков и тарелок. Из этого материала также изготавливаются коробки для яиц, лотки для мяса и другие продукты для хранения продуктов, а также изоляция и другие строительные материалы. Производители могут даже использовать экструдированный полистирол для изготовления форм или штампов для металлов и других материалов.
Этот материал также используется для изготовления контейнеров для еды, а также одноразовых стаканчиков и тарелок. Из этого материала также изготавливаются коробки для яиц, лотки для мяса и другие продукты для хранения продуктов, а также изоляция и другие строительные материалы. Производители могут даже использовать экструдированный полистирол для изготовления форм или штампов для металлов и других материалов.
Этот материал обеспечивает ряд преимуществ по сравнению с альтернативными материалами в различных областях. Однородная ячеистая структура придает экструдированному пенополистиролу высокий уровень прочности и долговечности, но при этом этот материал очень легкий. Экструдированный пенополистирол также легко режется и формуется для изготовления различных изделий или для установки на строительном объекте. Обладает высоким уровнем влагостойкости, не боится перепадов температуры и влажности. Экструдированный пенополистирол также обеспечивает высокий уровень универсальности с точки зрения дизайна и применения.
Экструдированный пенополистирол также легко режется и формуется для изготовления различных изделий или для установки на строительном объекте. Обладает высоким уровнем влагостойкости, не боится перепадов температуры и влажности. Экструдированный пенополистирол также обеспечивает высокий уровень универсальности с точки зрения дизайна и применения.
Одним из недостатков этого материала является его стоимость, особенно по сравнению с альтернативными материалами. При использовании в качестве строительного изолятора XPS обычно стоит дороже, чем традиционная изоляция из стекловолокна. При использовании для хранения продуктов этот материал стоит дороже, чем пищевые контейнеры из картона или некоторых других видов пластика. Экструдированный пенополистирол также считается потенциальной угрозой для окружающей среды. Этот продукт занимает много места на свалке, а программы утилизации довольно ограничены по сравнению со многими другими формами пластика.
Экструдированный пенополистирол также считается потенциальной угрозой для окружающей среды. Этот продукт занимает много места на свалке, а программы утилизации довольно ограничены по сравнению со многими другими формами пластика.
С годами использование экологически чистых материалов в строительстве становится все более важным. Строгие экологические нормы и общественное мнение относительно изменения климата и загрязнения окружающей среды требуют от каждой отрасли более экологичного подхода. Это включает в себя производство теплоизоляционных материалов, таких как плиты из экструдированного пенополистирола XPS.
Строгие экологические нормы и общественное мнение относительно изменения климата и загрязнения окружающей среды требуют от каждой отрасли более экологичного подхода. Это включает в себя производство теплоизоляционных материалов, таких как плиты из экструдированного пенополистирола XPS.
Использование пенопластовых плит XPS для изоляции здания само по себе обеспечивает множество экологических преимуществ, поскольку помогает значительно снизить потребление энергии, будучи при этом очень прочным, водостойким и долговечным. Пенополистирол представляет собой жесткую теплоизоляционную плиту, производимую методом непрерывной экструзии. Этот производственный процесс включает использование газового вспенивающего агента. В соответствии с правилами F-GAS производители пенопласта XPS должны использовать газовые пенообразователи с низким потенциалом глобального потепления (GWP) и нулевым влиянием на разрушение озонового слоя.
Отказ от ГФУ
Разработаны или разрабатываются различные безвредные для климата пенообразователи для использования в строительных пенопластах для замены широко используемых химических веществ, таких как ХФУ, ГХФУ и ГФУ. Фреоны или гидрофторуглероды (ГФУ) являются одними из самых распространенных газообразных хладагентов на рынке и обычно используются в строительстве.
Фреоны или гидрофторуглероды (ГФУ) являются одними из самых распространенных газообразных хладагентов на рынке и обычно используются в строительстве.
Эти газы заменили хлорфторуглероды (ХФУ) и гидрохлорфторуглероды (ГХФУ), которые наносят ущерб озоновому слою. Тем не менее, ГФУ по-прежнему обладают высоким потенциалом глобального потепления и постепенно выводятся из употребления по мере появления экономически эффективных альтернатив с низким ПГП. Для производства плит из пенополистирола XPS альтернативы углеводородам (HC) с низким ПГП уже составляют более половины мирового рынка, в то время как CO2 и более новые химические вещества, такие как HFO-1234ze, также используются.
Сравнение различных пенообразователей
Пенопластовые плиты XPS исторически использовали CFC-12 в качестве пенообразователя до перехода на смеси HCFC-142b/22. В развитых странах, таких как Австралия, ГФУ-134a и ГФУ-152a затем заменили использование некоторых озоноразрушающих веществ (ОРВ), но также использовались другие варианты с низким ПГП, такие как изобутан, диметиловый эфир, смеси этих двух агентов и CO2. HFO-1234ze — это последняя инновация в области устойчивого производства XPS, которая обладает превосходными экологически чистыми свойствами, как показано в сравнительной таблице ниже.
HFO-1234ze — это последняя инновация в области устойчивого производства XPS, которая обладает превосходными экологически чистыми свойствами, как показано в сравнительной таблице ниже.
| Химическая | ПГП | ODP (озоноразрушающий потенциал) |
| ХФУ-12 | 10900 | 1 |
| ХФУ-11 | 4750 | 1 |
| ГФУ-227ea | 3220 | 0 |
| ГХФУ-142b | 2310 | 0,065 |
| ГХФУ-22 | 1810 | 0,055 |
| ГФУ-134а | 1430 | 0 |
| ГФУ-245fa | 1030 | 0 |
| ГФУ-365mfc | 794 | 0 |
| ГХФУ-141b | 725 | 0,11 |
| ГФУ-152а | 124 | 0 |
| Циклопентан | <25 | 0 |
| н-пентан | <25 | 0 |
| Метилформиат | <25 | 0 |
| Метилаль | <25 | 0 |
| Другие ГФО | <25 | 0 |
| Изобутан | 3 | 0 |
| ГФО-1234ze | 1 | 0 |
| Диметиловый эфир | 1 | 0 |
| СО2 | 1 | 0 |
Источник: epa. gov
gov
Задачи Поиск идеального экологически чистого вспенивателя
Задача производителей пенополиэтилена XPS заключалась в поиске вспенивателя с низким потенциалом глобального потепления и нулевым воздействием на разрушение озонового слоя при одновременном сохранении температуры. проводимость. В случае JACKON Insulation это включало оценку характеристик Solstice® GBA (HFO-1234ze) по сравнению с пенообразователями CO2 и HFC-152a.
Компания JACKON Insulation уже более 25 лет производит высококачественные изоляционные материалы и строительные плиты с использованием пены XPS и считается лидером инновационной отрасли. Первоначально компания производила пенопластовые плиты XPS с использованием пенообразователей CO2 или HFC-152a. Однако газ не остается в пене, что отрицательно влияет на ее тепловые свойства.
Ключевым моментом было найти газообразующий агент, который помог бы повысить уровень лямбда 34-37 мВт/мК с использованием CO2 (JACKODUR® KF) или ГФУ-152a (JACKODUR® CFR). Пена XPS, изготовленная с использованием HFC-134a, показала лучшую теплопроводность (29-31 мВт/мК), но, к сожалению, с высоким потенциалом глобального потепления (ПГП) 1300*1.
Пена XPS, изготовленная с использованием HFC-134a, показала лучшую теплопроводность (29-31 мВт/мК), но, к сожалению, с высоким потенциалом глобального потепления (ПГП) 1300*1.
HFO-1234ze поддерживает устойчивую и высокопроизводительную XPS
В сотрудничестве с Honeywell компания JACKON Insulation начала тестирование характеристик HFO-1234ze на своей линии по производству пенопласта XPS. Основное внимание уделялось использованию пенообразователя с низким ПГП, который обеспечивал бы изоляционные характеристики, сравнимые или даже превосходящие по теплоизоляционным качествам пенопласт XPS, произведенный с использованием HFC 134a.
Используя HFO-1234ze в качестве пенообразователя, компания JACKON Insulation получила пенопластовый продукт XPS с улучшенной теплопроводностью, работающий даже лучше, чем при использовании HFC-134a. Это позволило компании производить линейку плит JACKODUR® Plus с лямбда 27 мВт/мК для изоляции зданий и 25 мВт/мК для производства, сохраняя при этом ПГП менее 1,9. 0005
0005
Преимущества пенопластовых строительных плит XPS
Пеноизоляционные материалы JACKODUR® XPS идеально подходят для применения в строительстве, где важна теплопроводность, например, в коммерческих автомобилях-рефрижераторах, холодильных камерах, системах отделки наружной изоляции и инверсионных крышах. Другие качества:
- Высокая прочность на сжатие
- Стойкий к гниению и влагостойкий
- Легкий
- Можно придать любую форму с помощью пилы, горячей проволоки или резака
- Долговечность
- Отличное долгосрочное значение R
Изоляция из пенополистирола XPS также на 100 % пригодна для вторичной переработки и проста в работе. Это идеальное строительное решение, когда вам нужны теплоизоляционные плиты, устойчивые к перепадам температур, не набухающие, не садящиеся и не впитывающие влагу.
Пенопласт JACKODUR® XPS Поставляется Liner
На протяжении более 35 лет компания JACKON INSULATION неизменно производит высококачественные теплоизоляционные изделия. Ориентируясь на клиента, продукты JACKODUR® могут надежно удовлетворить уникальные потребности как строительных компаний, так и промышленных производителей.
Ориентируясь на клиента, продукты JACKODUR® могут надежно удовлетворить уникальные потребности как строительных компаний, так и промышленных производителей.
Мы в Liner стремимся поставлять в строительный и промышленный секторы материалы высочайшего качества от ведущих брендов, таких как JACKODUR®. Свяжитесь с нами сегодня, чтобы получить предложение, образец продукта, консультацию или дополнительную информацию о продуктах JACKODUR® XPS.
Связанные вопросы
Что такое хладагенты HFO?
Как и ГФУ, ГФО содержат водород, фтор и углерод, но они существенно отличаются друг от друга. Это олефины, что означает, что они имеют очень короткое время жизни в атмосфере, составляющее несколько дней, что дает преимущества для окружающей среды.
Что такое HFO-1234ze?
HFO-1234ze представляет собой гидрофторолефин, разработанный в качестве хладагента четвертого поколения для замены таких жидкостей, как R-134a, и в качестве пенообразователя для пеноматериалов и аэрозолей. HFO-1234ze имеет нулевой потенциал разрушения озонового слоя (ODP=0), очень низкий потенциал глобального потепления (GWP <1), даже ниже, чем у CO2, и классифицируется ANSI/ASHRAE[4] как хладагент класса A2L (низкая воспламеняемость). и более низкая токсичность).
HFO-1234ze имеет нулевой потенциал разрушения озонового слоя (ODP=0), очень низкий потенциал глобального потепления (GWP <1), даже ниже, чем у CO2, и классифицируется ANSI/ASHRAE[4] как хладагент класса A2L (низкая воспламеняемость). и более низкая токсичность).
Используются ли ХФУ до сих пор?
Производство ХФУ прекращено в 1995. Производство ГХФУ прекратится в 2020 г. (ГХФУ-22) или 2030 г. (ГХФУ-123). Это означает, что любое оборудование, в котором используются эти хладагенты, может работать в течение 20 или 30 лет, но новый или переработанный хладагент для его обслуживания может быть недоступен.
Поиск:
Последние сообщения
- Сделайте ваш производственный процесс независимым от колебаний температуры
- Как ухаживать за стекловолоконными поверхностями с гелькоутом и обслуживать их
- Блог — Новый образ мышления — Стеклопластиковые ламинаты
- Блог – Клеи в лучшем виде!
- Блог — Последние подходы к строительству композитных караванов
Категории
- Автобусы
- Композитный
- Строительство
- Общие
- Статьи в СМИ
- Наши поставщики
- Без категории
Подкладка
Warehouse D, 40 Belfast Street, Broadmeadows, VIC, 3047 Australia
Телефон: (03) 9302 2454
Электронная почта: Электронная почта:
Интернет:
www. linersupply.com.au
linersupply.com.au
Теги
австралийские производители брианза пластика Караван Строительство каравана составной композитная промышленность Строительство строительная промышленность Эликолд Элиплан Элиплан из стекловолокна экструдированный полистирол стекловолокно панель из стекловолокна Лист из стекловолокна листы из стекловолокна потенциал глобального потепления ВРП строительные панели из стеклопластика Х. Б. Фуллер Айсма Джекодур джекон изоляция Коммерлинг корапоп корапур Поставка лайнера техническое обслуживание устойчивость ЭПС Пена
Перейти к началу
Производственная линия XPS для плит XPS высшего качества
Наша линия XPS серии ECOFEL представляет собой самую передовую линию по производству XPS отечественного производства. С нашей помощью мы помогли запустить многочисленные производственные мощности XPS для международных компаний.
Наш обширный опыт и сотрудничество с международными компаниями гарантируют вам фабрику XPS мирового класса и большее конкурентное преимущество, а также обещают сервис и качество. Не стесняйтесь обращаться к нам сегодня и проконсультироваться с одним из наших экспертов.
Не стесняйтесь обращаться к нам сегодня и проконсультироваться с одним из наших экспертов.
Запросить предложение сейчас
Воспроизвести видео обо всем, что вы хотите знать о производственной линии XPS
Доверено
Клиенты USEON
Успешно поставлено 260+ Линии по производству пенопластовых плит XPS в несколько стран мира
- Местонахождение клиента: Китай
- Модель: TDS135-TDD400
- Выход: 2000 кг/ч
- Местонахождение клиента: Кувейт
- Модель: TDS95-TDD250
- Производительность: 600-1000 кг/ч
- Местонахождение клиента: Турция
- Модель: TDS110-TDD250
- Производительность: 1000 кг/ч
Не стесняйтесь связаться с нами
Почему стоит выбрать USEON XPS Lines
Нашим продуктам доверяют многие ведущие компании
USEON лидирует на рынке машин для производства экструдированного полистирола в Китае, и мы работали с бесчисленным количеством известных международных компаний, таких как BASF, Owens Corning, ISOFOAM, Ravago и другими, и поставляли их. Нам также доверяют и признают организации ООН.
Нам также доверяют и признают организации ООН.
Сэкономьте 40% на своих инвестициях
Наше оборудование соответствует международным стандартам качества и безопасности и предлагается по гораздо более доступной цене. Как правило, мы можем помочь вам сэкономить 40% стоимости по сравнению с другими европейскими поставщиками. Мы обеспечим вас как удовлетворенными продуктами, так и услугами нашей команды экспертов и многоязычной команды обслуживания.
Запущено более 260 линий пенопласта XPS
На сегодняшний день мы запустили и поставили более 260 экструзионных линий для пенопласта XPS в страны по всему миру, включая Россию, Австралию, Южную Корею, Саудовскую Аравию, Кувейт, Румынию, Турцию и другие страны. Количество наших клиентов и офисов по всему миру продолжает расти, и мы уверены, что наш богатый опыт обеспечит вам удовлетворение тем, что мы делаем.
Новейшая технология
Инновации — одна из наших основных ценностей; Работайте с нами, и мы будем держать вас в курсе последних достижений технологии XPS.
Проект под ключ
Включая технико-экономические обоснования, обучение персонала и планирование производства, мы предоставляем полный набор услуг, охватывающих все важные аспекты вашего проекта. Наша профессиональная команда будет с вами на протяжении всего пути.
Техническая поддержка и сервис
Наши эксперты и инженеры всегда готовы помочь и направить вас к решениям проблем, с которыми вы сталкиваетесь, а также к оптимизации производственных показателей. Благодаря работе новой интеллектуальной системы управления DCS мы обеспечиваем легкую, удаленную, синхронизированную и точную техническую поддержку.
ECOFEL продвигает технологию производства экструдированного пенополистирола CO2, которая имеет огромный потенциал в будущем. Мы стремимся и стремимся внедрить для вас экологически чистое производство XPS с устойчивыми преимуществами. Мы не только поставляем высокопроизводительные и надежные машины, но и делимся своим опытом в производстве плит из пенопласта превосходного качества.
Благодаря тесному сотрудничеству с нашими клиентами мы разрабатываем наши машины с учетом оптимальной производительности обработки и инженерных возможностей, облегчая работу производственной группы.
Толщина от 20 мм до 150 мм, ширина от 600 мм до 1200 мм, производительность от 200 кг/ч. до 3000кг/час. пропускной способности, USEON предлагает широкий спектр производственных линий, что позволяет вам соответствовать вашим требованиям к точной производительности машины.
Содержание
Основные характеристики серии USEON ECOFEL
- Ведущий производитель производственной линии XPS в Китае
- Успешно поставлены линии по производству пенопластовых плит XPS 260 в несколько стран мира.
- Достигайте производительности до 3000 кг/ч
- Производите плиты XPS шириной от 450 мм до 1250 мм.
Модели машин серии ECOFEL
| Модель | Производительность (кг/ч) | Требуется трансформатор |
|---|---|---|
| TDS75-TDD150 | 200~450 | 300 кВА |
| TDS85-TDD200 | 400~700 | 400 кВА |
| TDS95-TDD250 | 600~1000 | 500 кВА |
| TDS110-TDD300 | 800~1200 | 600 кВА |
| TDS135-TDD400 | 1500~2000 | 800 кВА |
| TDS135-TDD500 | 2000~3000 | 1200 кВА |
Компоновка линии XPS
Компоновка разных моделей практически одинакова. Мы также внесем некоторые незначительные коррективы в компоновку в соответствии с ситуацией на вашем предприятии.
Мы также внесем некоторые незначительные коррективы в компоновку в соответствии с ситуацией на вашем предприятии.
Отличное качество и надежность
Качество и надежность ECOFEL TM признаны группами Fortune 500 и ведущими мировыми производителями XPS. Сюда входят UNIDO (Организация Объединенных Наций по промышленному развитию), Owens Corning.
Являясь стратегическим партнером ЮНИДО и ее стремлением постепенно отказаться от использования ГХФУ в производстве XPS, USEON оказывает глобальную поддержку нескольким проектам.
Полностью автоматическая система обработки сырья
Непрерывная и равномерная подача является ключевым этапом в производстве превосходной продукции. Все изменения рецепта могут быть сделаны с помощью цифровых настроек. В сочетании с нашей интеллектуальной системой управления DCS он более эффективно управляет производственными параметрами и контролирует затраты.
Наша интегрированная система вакуумной загрузки и решения для обработки сырья могут быть настроены в соответствии с индивидуальными заводскими условиями. Это обеспечивает отличную уборку и чистую окружающую среду на всей территории объекта.
Это обеспечивает отличную уборку и чистую окружающую среду на всей территории объекта.
Двухшнековый экструдер TDS-D с высоким крутящим моментом
По сравнению с типичными двухшнековыми экструдерами с компаундированием отечественного производства, наши экструдеры сильно отличаются, так как мы применяем серию TDS-D с высоким крутящим моментом, что увеличивает удельный крутящий момент наших экструдеров. до 10,3 Нм/см3.
Наши двухшнековые экструдеры с высоким крутящим моментом обладают рядом преимуществ:
- Поддержание минимально возможной температуры расплава во время обработки
- Минимальное использование антипиреновой добавки при сохранении того же уровня огнестойкости
- Сохраняет цвет продукта ярким и свежим.
- Отлично подходит для производства плит с высокой прочностью на сжатие. Все цилиндры и шнеки, изготовленные на станках с ЧПУ, обеспечивают точную посадку, отличное смешивание и диспергирование, а также оптимальное распределение времени пребывания (RTD).
 Все это сокращает использование добавок, а также повышает качество продукции.
Все это сокращает использование добавок, а также повышает качество продукции. Инновационный одношнековый экструдер с охлаждением
Контроль температуры чрезвычайно важен при экструдировании пенопласта. Инновационная конструкция цилиндра нашего новейшего одношнекового экструдера увеличила охлаждающую способность на 80% по сравнению с традиционными конструкциями.
В дополнение к нашей конструкции цилиндра с суперохлаждением, наш новейший профиль шнека увеличивает скорость обновления расплавленных материалов, обеспечивая эффективность охлаждения и гомогенизацию полимера, при этом снижая потребление энергии на 30%.
Система вспенивателей
Найдите баланс между стоимостью и качеством.
Различные физические свойства CO 2 затрудняют точное измерение. Он включает контроль температуры и давления, контроль массового расхода и точный баланс между параметрами обработки.
Мы разработали систему CO 2 , которая контролирует все ключевые параметры для обеспечения точного дозирования.
 Наша система впрыска нескольких вспенивающих агентов позволяет легко менять ассортимент продукции, быстро приспосабливаясь к различным рыночным условиям. Это также обеспечивает постоянный контроль качества и затрат, тем самым максимизируя вашу прибыль.
Наша система впрыска нескольких вспенивающих агентов позволяет легко менять ассортимент продукции, быстро приспосабливаясь к различным рыночным условиям. Это также обеспечивает постоянный контроль качества и затрат, тем самым максимизируя вашу прибыль. Дальний поток
Мы предлагаем полные системы последующей обработки, включая калибратор, тянущее устройство, систему обрезки кромок, обрезку, укладчик и систему автоматической упаковки. Мы настраиваем последующую систему в соответствии с требованиями заказчика, а также адаптируем ее к существующему зданию. Планировщик поверхности, канавка поверхности, тиснение, кромка внахлестку и аксессуары для кромки с шипом и канавкой могут быть онлайн или офлайн в зависимости от производимого продукта.
Интеллектуальная система управления DCS
Прелюдия к Индустрии 4.0. Извлечение данных из управления рецептами и истории операций, а затем оптимизация параметров с использованием больших данных. Извлечение данных из записей технического обслуживания и истории сигналов тревоги, удаленный анализ и техническая поддержка могут быть легко выполнены с помощью таких уведомлений.

Интеллектуальная система управления DCS помогает более эффективно управлять производством и обслуживать оборудование. Мощный отраслевой ПК ведет ваше производство XPS в эпоху больших данных.
Проекты под ключ
Для успешной реализации XPS-проектов первым шагом является выбор высококачественного оборудования; однако в USEON мы предлагаем гораздо больше. Наша профессиональная команда не только предоставляет лучшее оборудование, но и широкий спектр услуг. Они охватывают консультации по проектированию мастерских, управление складской логистикой, управление рецептами и обучение техническому обслуживанию.
Мы достигаем этого с помощью нашей разнообразной команды экспертов и услуг, а также предлагаем всесторонние, точные и комплексные решения.
Применение пенопласта XPS
Наша производственная линия XPS серии ECOFEL TM производит высококачественные пенопласты XPS для различных применений. Изоляция – Энергосбережение для строительства – Изоляция труб – Высокоскоростная железная дорога Высокая прочность на сжатие – Фундаменты взлетно-посадочных полос аэропортов, проезжих частей – Под плитой, бетонные полы – Защитные барьеры Другие возможные применения — система аэропоники — Оформление потолка – Композитные панели
Обновления USEON
Руководства для XPS Production
Как контролировать выбросы CO2 в производственной линии XPS
Для конечных клиентов знание этой информации ни к чему не приведет.
 Вам по-прежнему нужна надежная конструкция, чтобы гарантировать производительность вашей производственной линии.
Вам по-прежнему нужна надежная конструкция, чтобы гарантировать производительность вашей производственной линии. Подробнее »
Как настроить производственную линию XPS
Прежде чем вкладывать средства, вам необходимо кое-что узнать о том, как настроить производственную линию XPS, чтобы получить максимальную отдачу от ваших вложений.
Подробнее »
Как определить ассортимент вспенивателей для производства XPS
В этой статье мы расскажем вам кое-что о том, как составить портфолио вспенивателей для производства XPS.
Подробнее »
Как переработать пенопласт XPS
В этом руководстве вы узнаете о 3 методах переработки отходов полистирола (пенополистирола XPS/EPS). USEON может предоставить комплексные решения по переработке XPS. Вы можете выбрать систему гранулирования с водяным кольцом или систему гранулирования с водяным охлаждением.

Подробнее »
Какова максимальная пропускная способность вашей машины?
Наш TDS135-TDD500 может производить 3000 кг/час.
Какие пенообразователи можно использовать?
Машина для производства пенопласта XPS серии ECOFEL может работать с CO 2 , этанолом, DME, HFC, HFO, бутаном, пентаном, сжиженным нефтяным газом и т. д. Обычно рекомендуется использовать различные пенообразователи для достижения баланса стоимости продукта, простоты эксплуатации. и теплопроводность.
Какова самая низкая и максимальная плотность, которую может производить ваша машина?
Мы можем гарантировать самую низкую плотность 25 кг/м 3 и максимальную плотность 50 кг/м 3 . Однако у нас есть клиенты, которые могут сделать его ниже 25 кг/м 3 и выше 50 кг/м 3 .
Какова максимальная прочность на сжатие, которую может обеспечить ваша машина?
Наша машина XPS способна обеспечить прочность на сжатие более 1000 кПа.

Каков диапазон толщины плит XPS?
Полная серия наших линий может напрямую производить продукцию толщиной от 10 до 200 мм. Тем не менее, каждая модель имеет свой собственный подходящий диапазон, поэтому диапазон толщины целевого рынка является ключевым определяющим фактором при выборе машины.
Каков диапазон ширины плит из пенопласта XPS?
Международная стандартная ширина составляет 600 мм, в некоторых странах ширина составляет 1200 мм и 900 мм. В принципе, любую ширину можно изготовить, заменив матрицу или добавив продольно-резательный станок.
Какова теплопроводность плит XPS?
Теплопроводность (коэффициент лямбда) колеблется в пределах 0,024-0,038 Вт/(м·К), зависит от рецептуры твердого сырья, ассортимента пенообразователей, а также толщины плит.
Эта линия должна работать круглосуточно?
Да, эта линия должна работать круглосуточно. Потому что каждый запуск потребует пару часов для нагрева и потери как минимум одного часа металлолома.

Сколько места требуется для проекта XPS?
Зависит от модели к модели. Как правило, 70 м x 8 м x 8 м являются минимальным требованием только для производственной линии. Минимум 2000 кв.м требуется для всего завода.
Вы производите лабораторную машину для экструзии пенопласта?
Да, есть. Мы предоставляем лабораторную линию 10-100 кг/ч для экструзии пенопласта. Конечным продуктом может быть лист, доска или бисер.
В какие страны продается ваше оборудование?
Наша линия по производству пенопласта XPS была продана во многие страны мира и помогла нашим клиентам успешно запустить более 260 производственных линий.
These countries are mainly as follows:
- Australia
- Belarus
- Brazil
- China
- Egypt
- Hungary
- India
- Iran
- Kosovo
- Kuwait
- Oman
- Pakistan
- Poland
- Румыния
- Russia
- Saudi Arabia
- South Korea
- The United Arab Emirates
- Turkey
- Ukraine
- United Kingdom
- Uzbekistan
- Vietnam
Contact Our Experts
Please enable JavaScript in your browser to complete эта форма.
Имя *
Электронная почта *
Whatsapp/Mobile
Сообщение *
WhatsApp
Начните печатать и нажмите Enter для поиска
Нажмите Enter для поиска…Что такое пенополистирол (EPS)? Возможности безграничны!
Легкий утеплитель с закрытыми порами с бесконечным применением
Слово Styrofoam™ часто используется для описания вспененного полистирола (EPS); тем не менее, «пенополистирол» на самом деле является товарным знаком экструдированного пенополистирола с закрытыми порами, предназначенного для теплоизоляции и ремесел. Пенополистирол — это правильный термин для любой формы пенополистирола.
Изоляция из вспененного полистирола представляет собой легкую, жесткую изоляцию с закрытыми порами. EPS доступен в нескольких вариантах прочности на сжатие, чтобы выдерживать нагрузки и силы обратной засыпки. Эта структура с закрытыми порами обеспечивает минимальное водопоглощение и низкую паропроницаемость.

Обычно используется в качестве изоляции для стен, фундаментов и крыш. Выбор продуктов из пенополистирола имеет много преимуществ :
• Долговременное значение R («R» — сопротивление тепловому потоку)
• Энергоэффективность
• Постоянное термическое сопротивление
• Измеримая экономия энергии
• Прочность• Устойчивость
• Отсутствие роста бактерий и разрушение со временем
• Стабильность размеров
• Химическая инертность
• Низкая стоимостьЭкономичный, высокопроизводительный альтернатива экструдированному (XPS) пенополистиролу, пенополистирол является идеальным выбором для многих изоляционных и строительных применений.
Вы видели LITE?
Производственный процесс
EPS создается в два этапа:
Необработанные шарики расширяются с помощью пара, создавая шарики предварительной затяжки, которые затем отверждаются в больших мешках перед транспортировкой в форму.
 Попав в форму, шарики предварительной затяжки снова пропаривают, чтобы сформировать блок размером от 37-1/2″ – 54″ x 49″ x 121-1/2″ – 220″. Затем блоки помещают на пол склада для созревания в течение соответствующего периода времени, а затем разрезают на различные формы и размеры. Блоки производятся с различной плотностью для удовлетворения конкретных потребностей проекта. Здесь, в ICA, мы производим пенополистирольные блоки низкой плотности плотностью до 2,85 фунта.
Попав в форму, шарики предварительной затяжки снова пропаривают, чтобы сформировать блок размером от 37-1/2″ – 54″ x 49″ x 121-1/2″ – 220″. Затем блоки помещают на пол склада для созревания в течение соответствующего периода времени, а затем разрезают на различные формы и размеры. Блоки производятся с различной плотностью для удовлетворения конкретных потребностей проекта. Здесь, в ICA, мы производим пенополистирольные блоки низкой плотности плотностью до 2,85 фунта.
EPS Размер и плотность
Новая современная пресс-форма Hirsch от ICA позволяет нам производить блоки любого размера от 37-1/2″ до 54″ x 49″ x 121-1/2 ″ – 220″. Несмотря на то, что ICA не продает нарезанный пенопласт, стандартные размеры нарезки: 48 дюймов на 96 дюймов и 24 дюйма на 96 дюймов. Практически любой размер доступен по индивидуальному заказу.
Толщина: от 1/4″ до 54″
Длина: До 216″ (18′)
Ширина: До 48″
Плотность: от 0,75 фунта до 2,85 фунта на кубический фут
Плотность — это мера массы на единицу объема.
 EPS измеряется в фунтах на кубический фут (lbs/pcf). Производство ICA Расширенное полистирол в следующих минимальных плотностях:
EPS измеряется в фунтах на кубический фут (lbs/pcf). Производство ICA Расширенное полистирол в следующих минимальных плотностях: 0,70 фунтов/PCF
0,90 фунтов/PCF
1,15 фунтов/PCF
1,35 фунта/PCF
1,878 1,35 фунта/PCF
,878 LBS/PCF
,878 фунтов/PCF 7878 ,878 фунтов/PCF 78 ,878 фунтов/PCF 78
LBS/PCF 78
1,35 фунта/ПК
2,85 фунта/футДругие плотности доступны по индивидуальному заказу.
Спецификация ICA-LITE
Вопросы охраны окружающей среды
EPS чрезвычайно «ЗЕЛЕНЫЙ». НИКОГДА не используйте ХФУ, НИКОГДА не используйте ГХФУ.Пенополистирол всегда не содержал CFC и HCFC.
 ICA является экологически ответственным производственным предприятием. Наша внутренняя отделка из пенополистирола перерабатывается, и мы принимаем перерабатываемый пенополистирол от наших клиентов и населения, что значительно снижает количество пенополистирола, который потенциально может оказаться на свалках. В 1994 ICA установила систему сбора пентана для контроля качества воздуха. Система улавливает пентан, который высвобождается во время производства, и перенаправляет его через наш котел. Это позволяет сократить количество используемого нами природного газа, экономя природные ресурсы и одновременно заботясь об окружающей среде. Мы продолжали заботиться об окружающей среде, устанавливая солнечные батареи и заменяя освещение энергосберегающими светильниками. Все эти действия помогают сделать воздух на нашей планете чище и уменьшить воздействие свалок на население.
ICA является экологически ответственным производственным предприятием. Наша внутренняя отделка из пенополистирола перерабатывается, и мы принимаем перерабатываемый пенополистирол от наших клиентов и населения, что значительно снижает количество пенополистирола, который потенциально может оказаться на свалках. В 1994 ICA установила систему сбора пентана для контроля качества воздуха. Система улавливает пентан, который высвобождается во время производства, и перенаправляет его через наш котел. Это позволяет сократить количество используемого нами природного газа, экономя природные ресурсы и одновременно заботясь об окружающей среде. Мы продолжали заботиться об окружающей среде, устанавливая солнечные батареи и заменяя освещение энергосберегающими светильниками. Все эти действия помогают сделать воздух на нашей планете чище и уменьшить воздействие свалок на население. Изоляция EPS состоит из органических элементов – углерода, водорода и кислорода – и не содержит хлорфторуглеродов (CFC) или гидрохлорфторуглеродов (HCFC).
 Для получения дополнительной информации о EPS посетите EPS Industry Alliance .
Для получения дополнительной информации о EPS посетите EPS Industry Alliance . Благодаря нашим экологическим усилиям в 2011 году мы были рады объявить, что наши панели ICA-LITE® EPS и ICA-GEOFOAM были одобрены для добавления баллов LEED® к строительным проектам.
Паспорт безопасности RADCO Рейтинги распространения пламени и дымообразованияОгнестойкость в строительных работахВоздействие EPS и УФ-излучения
Code Compliances
ICA-LITE® complies with the following codes and approvals:
• AIA (Section 702.9)
• Underwriters Laboratories
• Factory Mutual (Ceiling Tile)
• LEED®
ICA -LITE® может производиться в соответствии со следующими федеральными и военными спецификациями или даже превосходить их:
ASTM C578–11b ε1 Типы I, VIII, II и IX Военная спец. 
MILP-19644C Военные спец. MILP-40619A Армейский корпус инж. CEGS 07220 Coast Guard CE256 Air Force AFM-88-15 HUD/FH Use of Material Bulletin #71 PA D.O.T. Бюллетень 15 Раздел 1107.02(м) Хотите узнать цену?
Имя: (Требуется)
Компания: (Требуется)
Местоположение: (Требуется)
Электронная почта: (Требуется)
Телефон: (обязательно)
Запрос:
. FOLDICA-BACKERBOARDICA-PAKICA-ROOFINGICA-SHEATHICA-TILEICA-EIFSICA-PACKAGINGOTHERПредпочтительная дата доставки: (обязательно)
Сообщите нам, сколько вы хотели бы, чтобы мы процитировали вас. Укажите размер, плотность и любые другие применимые элементы для наиболее точной цены.

Что такое пенополистирол (EPS)?
Привет, друзья. Сегодняшнее руководство посвящено печально известному пенопластовому материалу, называемому EPS или пенополистиролом. Это материал, который произвел революцию в упаковке как для производителей, так и для потребителей. Итак, без лишних слов, приступим.
Быстрая навигация
Что такое пенополистирол?
Пенополистирол , также известный как EPS, представляет собой структурированный пенопласт белого цвета, полученный из твердых шариков полистирола. Вспененный материал существует уже много лет и применяется во многих продуктах повседневного использования. EPS имеет изоляционную структуру с закрытыми порами. Его жесткость и малый вес делают его весьма удобным для применения при тяжелых нагрузках. Структура с закрытыми порами также обеспечивает низкое проникновение воды и пара.
Вспененный материал производится в основном из двух материалов: стирола и пентена.
 Стирол в основном отвечает за ячеистую структуру, а пенетне используется в качестве пенообразователя.
Стирол в основном отвечает за ячеистую структуру, а пенетне используется в качестве пенообразователя. Интересно, что много раз EPS также использовался как Styrofoam™; однако это не правильный термин для пенополистирола.
Styrofoam™ является товарным знаком экструдированного пенополистирола с закрытыми порами, предназначенного для теплоизоляции.
Процесс производства пенополистирола —Производство пенополистирола проще, чем вы думаете. Это трехэтапный процесс. 1) предварительное расширение, 2) стабилизация и 3) формование.
Полистирол извлекается из стирола нефтепродуктов, который в свою очередь извлекается из нефтепродуктов. Для производства пенополистирола необработанные шарики полистирола смешивают с пентеном (который, как мы обсуждали ранее, является вспенивающим агентом).
Гранулы полистироладолжны выполняться при температуре выше 90°С. Высокая температура значительно испарит пенообразователь и расширит термопластичные материалы в 20-40 раз до их первоначального размера.
Как только гранулы достигнут желаемого размера, они будут правильно храниться от 8 до 12 часов для достижения сбалансированного состояния. Теперь пришло время бусинам посетить цех и использовать их для желаемых целей.
Интересно прочитать — что такое материал PEEK? | Свойства ПЭЭК | Ограничения PEEK | Как производится PEEK? | Применение ПЭЭК
Свойства пенополистирола –- Механическая прочность
- Теплоизоляция
- Размерная стабильность
- Водопоглощение
- Электрические свойства
- Химическая стойкость
- Огнестойкость
1. Механическая прочность:
EPS обладает высокой механической прочностью, что делает его пригодным для многочисленных применений с высокими нагрузками.
В зависимости от применения можно использовать пенополистирол с высокой и низкой прочностью на сжатие .
Обычно на прочность и связанные с ней характеристики влияет плотность . Тем не менее, пенополистирол в основном зависит от геометрии изготовленной детали, а плотность играет незначительную роль в увеличении размера пенополистирола.
2. Теплоизоляция:
EPS состоит на 98% из воздуха и имеет структуру с закрытыми порами, что делает его теплопроводность очень низкой. Запертый внутри структуры пены является ужасным проводником тепла, помогая пене с фантастическими теплоизоляционными свойствами.
Ниже приведена теплопроводность пенополистирола.
20 кг/м3 035}»> 0,035
0,037 Вт/(м·К) при 10°С
3. Стабильность размеров:Полистироловая изоляция из пенополистирола в основном известна своей превосходной стабильностью размеров и практически не зависит от окружающей среды. Максимальное изменение размеров, зарегистрированное в EPS, составляет менее 2%.
4. Водопоглощение:EPS не удерживает влагу. При контакте с водой поглощает минимальное количество воды. Проникновение воды через пеноматериал через крошечные каналы, присутствующие в расплавленных шариках, минимально.
5. Электрические свойства:Диэлектрическая проницаемость пенополистирола измеряется в диапазоне частот 100-400 МГц. Плотность брутто варьируется от 20 до 40 кг/м3 и находится в пределах от 1,02 до 1,04.
Поскольку пенополистирол широко используется в производстве электроники и военной упаковки, формованная версия оптимизируется с помощью антистатиков.
6. Химическая стойкость:Пенополистирол устойчив к воде, влажным растворам, солям и щелочам. Однако для органических растворителей рекомендуется проявлять некоторую осторожность.
7. Огнестойкость:EPS взрывчатого вещества, но изменения, внесенные в замедлители, могут значительно изменить горение пены и свести к минимуму распространение пламени.
Увлекательное чтение — Что такое материал LDPE? | Полное руководство
Преимущества пенополистирола –- Отличные теплоизоляционные свойства, так как в основном состоит из воздуха.
- Невероятная стойкость к деградации из-за минимального водопоглощения.
- EPS можно формовать во многих формах и, таким образом, использовать в максимальном количестве приложений.
- Он очень легкий, что позволяет сэкономить много денег на транспортировке. Пенополистирол
- имеет лучшее соотношение цены и качества по сравнению со всеми доступными на рынке изоляционными материалами.
- Обладает звукопоглощающими свойствами, что делает его весьма полезным в строительной отрасли.
Недостатки пенополистирола –- В значительной степени чувствительны к УФ-излучению.
- Легковоспламеняющийся.
- Плохая химическая стойкость к органическим химикатам.
Styrofoam™ —Styrofoam — торговая марка экструдированного пенополистирола с закрытыми порами (XPS) химической компании Dow. Он также известен как «Синяя доска», изготавливается в виде непрерывной пенопластовой строительной изоляционной плиты, широко используемой в стенах, фундаментах для теплоизоляции и гидроизоляции.
Материал обычно светло-голубого цвета. Он наиболее популярен в приложениях в США и Канаде.
Он на 95% состоит из воздуха, что делает его непотопляемым и способным сохранять форму в течение длительного времени. Пенополистирол в основном используется для изготовления контейнеров, упаковочных материалов и кофейных чашек. Фирменный пенополистирол классифицируется по степени шероховатости и характеру «хруста» при резке. Обладает умеренными растворимыми свойствами, смешивается со многими органическими растворителями, цианоакрилатами и пропеллентами.
Области применения пенополистирола –
Пенополистирол может использоваться в таких отраслях, как упаковка пищевых продуктов, строительство, промышленная упаковка и производство потребительских товаров.
1. Пищевая упаковка:EPS часто используется для производства непрерывных листов, используемых для изготовления пищевых подносов, блюд и сопутствующих упаковочных материалов, которые удобны для хранения и консервирования пищевых продуктов.
Наиболее предпочтителен для консервирования сухих продуктов, таких как фрукты, овощи, мясо и морепродукты.
Упаковка из пенополистирола также жизненно важна для сохранения питательной ценности продуктов внутри. EPS не подвержен грибковым или бактериальным атакам и абсолютно безопасен для хранения пищевых продуктов. Теплоизоляционные свойства играют важную роль в сохранении свежести во время менструации.
2. Промышленная упаковка:Пенополистирол обладает хорошими амортизирующими свойствами, что делает его идеальным выбором для упаковки и транспортировки промышленного оборудования и электроники, не повреждая их.
Прочный и легкий пенополистирол может принимать различные формы для защиты таких чувствительных продуктов, как электроника, игрушки и медицинское оборудование.
Другие области применения формованного пенополистирола:EPS обладает механическими свойствами, позволяющими придавать ему различную форму. Вот некоторые приложения:
- Стулья
- Детские автокресла
- Места в автомобилях премиум-класса
- Изолированные панели
3.
Строительство: EPS широко используется в строительной отрасли благодаря многим свойствам, таким как изоляционные свойства, устойчивость к бактериям и вредителям, а также структура с закрытыми порами, обеспечивающая минимальное проникновение воды.
Прочность и долговечность делают его лучшим выбором в строительной отрасли для использования в различных продуктах, в основном для систем изоляционных панелей стен, крыш, полов и т. д., полов в зданиях, в качестве плавучих материалов для марин и аквариумов, а также в качестве облегченная засыпка в железнодорожном строительстве.
Интересно прочитать — Что такое материал TPR? | Полное руководство
Пенополистирол Против. Экструдированный полистирол –Пенополистирол Экструдированный полистирол The bead structure is closed-cell yet there is some space between each bead."}»> EPS изготавливается путем расширения сферических шариков в форме с использованием тепла и давления для смешивания шариков. Структура бусины закрытоячеистая, но между каждой бусиной есть пространство.
XPS производится в процессе непрерывной экструзии, в результате которого получается соответствующая «закрытая ячейка», при этом каждая ячейка полностью окружена друг другом стенками из полистирола
Гранулы ESP формуются в большие блоки, которые разрезаются на листы с помощью машин с горячей проволокой. XPS «выдавливается» в листы. Полистирол смешивают с несколькими добавками и вспенивающим агентом — оба они будут сплавлены вместе с помощью красителя.
Вспениватель пенополистирола быстро покидает гранулы, что приводит к образованию тысяч и тысяч ячеек воздуха. XPS часто выбирают вместо пенополистирола для работы во влажных условиях, поскольку для него требуется более высокое значение сопротивления диффузии водяного пара.
Водопоглощение пенополистирола минимальное, но все же больше, чем у пенополистирола, что снижает его эксплуатационные и изоляционные свойства. Прочность на сжатие XPS выше, чем у EPS, что приводит к меньшему водопоглощению и лучшим характеристикам.
Химическая формула-C8H8
Полистирол перерабатываемость, а его влияние на окружающую среду-Неподобный многих термопластических материалов, расширенная полистира. Он состоит из органических элементов, таких как углерод, кислород и водород.
EPS на 100 % пригоден для повторного использования и может быть переработан на любом этапе его жизненного цикла.
Идентификационный код пластиковой смолы — 6. Воздействие пенополистирола на окружающую среду минимально благодаря совместным усилиям многих компаний и стран по всему миру. EPS не токсичен и не выделяет никаких веществ в грунтовые воды. Его производственный процесс почти не загрязняет окружающую среду, поскольку он не выделяет никаких остаточных отходов и не использует разрушающие озоновый слой фреоны и гидрохлорфторуглероды.
Увлекательное чтение – Что такое LDPE? | полиэтилен низкой плотности | Полное руководство
Часто задаваемые вопросы –1. Является ли пенополистирол хорошим изолятором?
Ответ. Пенополистирол — отличный теплоизолятор благодаря своей структуре. Он на 90% состоит из воздуха и имеет множество крошечных воздушных карманов, так как сделан из гранул полистирола.
2. Почему пенополистирол так часто используется для упаковки пищевых продуктов?
Ответ.
Самая большая причина — его легкий вес. Он на 90% состоит из воздуха, что делает его одним из самых легких упаковочных материалов. Легкий вес помогает снизить транспортные расходы и свести к минимуму выбросы топлива. Превосходное амортизирующее свойство также обеспечивает безопасность продуктов. 3. Какова мономерная структура полистирола?
Ответ. Полистирол представляет собой виниловый мономер. Что касается его структуры, то он имеет длинную углеводородную цепь с фенильной группой, соединенной с атомом углерода. Полистирол получают методом свободнорадикальной полимеризации винила.
4. Какие изделия изготавливаются из пенополистирола?
Ответ. Большинство применений пенополистирола наблюдается в пищевой упаковочной промышленности. Сюда входят подставки для еды и напитков, кофейные чашки, коробки для яиц, холодильники, тарелки и миски, а также коробки для еды.
Рекомендуем прочитать –
- Что такое температура обработки и сушки пластмасс
- Оргстекло против.