 alexxlab
alexxlab инструкция, каких ошибок лучше не допускать
Приветствую, дорогие читатели! На смену устаревшим стальным трубопроводам приходят высокотехнологичные полимерные аналоги.
Полипропилен долговечен, легок и прост в уходе, что дает возможность осуществлять сборку изделий из данного материала собственными силами достаточно быстро и с минимальными затратами. Ниже описаны основные моменты при работе с полипропиленом.
Основные особенности при сварке труб из полимерного материала
- Полифузия. Полипропилен крайне термопластичен, на этом и основывается принцип его пайки. Под воздействием температур выше +200 С, он моментально становится пластичным и мягким, а затвердевает при комнатной температуре мгновенно за пару секунд. Примечательно, что характеристики материала и торцевых частей не теряют свойств при высокотемпературной обработке. Единое и целостное соединение заготовленных кромок у труб происходит за счет полифузии, т.е. нагрева соединяемых деталей до фрагментарного оплавления их поверхности.

- «Холодная сварка». Другим способом соединения изделий из полимера являются специализированные жидкие смеси, которые вызывают похожий процесс вследствие химической реакции полипропилена с органическими растворителями в их составе. Такой способ носит название «холодной сварки». Данный метод также просто реализовать своими силами, однако необходимо соблюдать меры безопасности при работе с токсическими веществами, входящими в растворители. Видимо поэтому, такая технология менее популярна в сравнении с полифузией.

Осуществить сборку водопровода из полимерных материалов можно несколькими приемами:
- прямым
- муфтовым
Первым вариантом пользуются для заготовок с диаметром более 40,0 мм из-за утолщенных стенок. При этом следует придерживаться нескольких условий:
· одинаковый размер толщины и поперечного сечения;
· абсолютное совпадение кромок трубы в торцах;
· строгое и четкое расположение всех деталей на одной линии.
Следующим методом соединения труб является муфтовая сварка, применяемая для заготовок с тонкими стенками до 5 мм и диаметром до 63 мм. Данный способ актуален при планировании водопровода и отопления в частном секторе. Чтобы собрать полимерные магистрали необходимо пользоваться дополнительными соединительными тройниками и муфтами с патрубками из того же материала.
Классификация муфт делится на следующие разновидности:
· наконечники с резьбой;
· переходники одинаковых размеров;
· соединители для пайки под различными углами;
· одно и многоканальные разветвители;
· краны и запорная арматура.
Чтобы осуществить пайку полипропиленовых изделий по технологии муфтовой сварки, используют компактное специализированное оборудование. Научиться работать на нем может даже домашний мастер, как на открытых участках, так и в труднодоступных местах. Метод достаточно прост в применении и не требует привлечения профессионалов.
Инструменты, необходимые для пайки
Начинать работу необходимо с раскроя заготовок, подготовки кромок на торцах, термической обработки элементов и формирования аккуратных стыков. При реализации проекта необходимо пользоваться следующим арсеналом:
При реализации проекта необходимо пользоваться следующим арсеналом:
- слесарным уголком, строительными принадлежностями для разметки (карандаш, маркер) и измерительным прибором;
- роликовым резаком (труборезом) или особыми ножницами;
- ветошью со слоем обезжиривателя;
- аппаратом для сварки (пайки) полимерных изделий;
- парой уплотненных перчаток с анти-скользящим покрытием.
- Инструмент для резки должен быть надежным и удобным в использовании, а именно лезвия хорошо заточены и без дефектов, перпендикулярный срез чистый и ровный без заусенцев. Поэтому в данной работе не следует использовать ножовочное полотно (лобзик, пилу) или болгарку.
- Рабочие кромки необходимо подготавливать с особой аккуратность, для обеспечения герметичного и надежного соединения между заготовками из полипропилена. Следует тщательно устранить пыль, загрязнения, влагу и обезжирить поверхность, используя при этом готовые общестроительные составы или жидкости на спиртовой основе.

- При использовании в работе труб большого диаметра для реализации крупных программ пользуются механическим или электрогидравлическим сварочным оборудованием, которое состоит из торцевателя и станины с блоком управления, уплотненного держателя, динамометра и дискового нагревателя. Фиксацию, коррекцию положения и смещение в таких приборах производят мобильным центратором с ручным управлением в виде рычага или гидравлического привода.
- Для труб с меньшим диаметром и толщиной используют сварочной аппарат, включающий в себя подставку, блок регулировки, держатель, шестигранный ключ и мечевидный (узкая пластина) или цилиндрический (штырек) нагревательный компонент.
Проведение пайки у полипропиленовых заготовок
В ходе манипуляций необходимо соблюдать рекомендуемые заводом временные отрезки при разогреве и формировании узловых соединений между заготовками.
Процесс может различаться из-за размера трубопровода и используемого в работе оборудования.
Общие приемы и технологии
Стыковая сварка содержит в себе два основных момента:
· установление и фиксацию заготовок на оборудовании, с обязательной обработкой кромок торцевателем (вращающимся диском), который в последствии заменят плоским нагревательным элементом;
· прижимание заготовок друг к другу, в следствии чего и осуществляется процесс полифузии.
Необходимо внимательно следить за временем во время плавления стенок и сжатия элементов сварки. Стык формируется с помощью наружных труб и внутренних стенок детали. При термическом воздействии на участки используют дополнительные насадки на установку для пайки, разогретые до +260C. Дальше заготовки помещают друг в друга, фиксируя некоторое количество времени.
Работы по сварке полимерных материалов должны проводиться в условиях хорошей вентиляции помещения. При нагреве и плавке полимеров выделяются токсичные вещества, которые в определённой концентрации оказывают серьёзное влияние на здоровье человека.

Работа с трубами, армированными алюминием
Сам по себе полипропилен при высоких температурах имеет свойство расширяться, поэтому чтобы этого не происходило, его армируют, используя стекловолоконный материал или алюминий. Во втором случае проблем при пайке и эксплуатации не возникает. Армирование металлом производят внутри трубы либо с внешней стороны оболочки.
Важно устранить с наружного слоя изделия алюминиевую фольгу для избегания дополнительного нагрева, исключения разности диаметров и образования непрочного соединения.
Читайте так же — ТОП — 11 лучших аппаратов для сварки полиэтиленовых труб (ПНД)
При пайке пользуются шейвером – полым дюралюминиевым цилиндром, имеющим внутри корпуса стальные лезвия. Можно не беспокоиться о параметрах толщины и глубины срезов, так как инструмент оснащен удобным ограничителем.
Внутреннюю поверхность заготовок очищают, чтобы не допустить контакта алюминия с водой во время использования труб и исключить активацию процессов электрохимических реакций, которые разрушают армирующую фольгу и разгерметизируют контактный узел.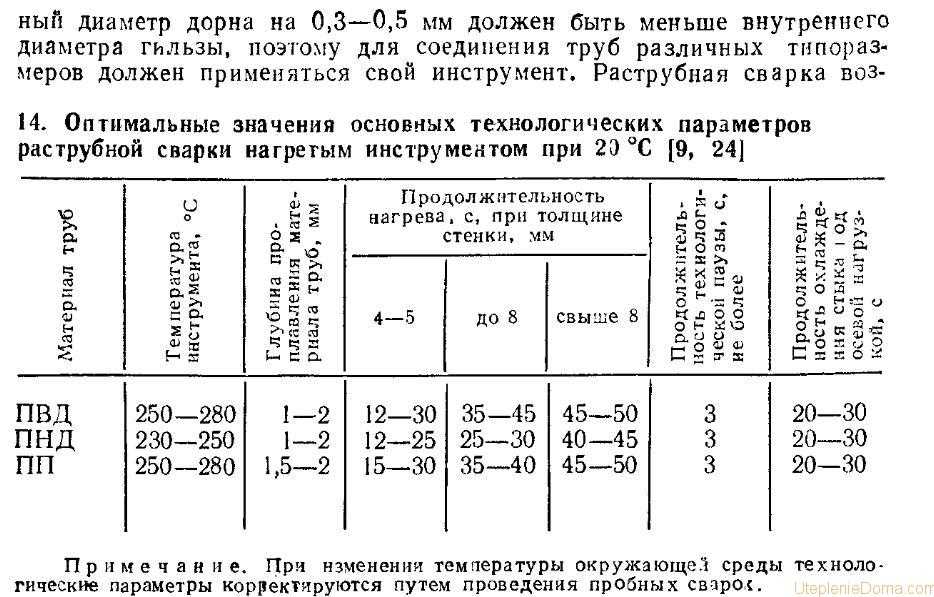 В данном случае при подготовке заготовок к пайке используют торцеватели, внешне похожие на шейвер, но с расположенными лезвиями во внутреннем торце.
В данном случае при подготовке заготовок к пайке используют торцеватели, внешне похожие на шейвер, но с расположенными лезвиями во внутреннем торце.
Работа с полипропиленом при отрицательной температуре
При пониженной температуре сборка претерпевает изменения в плане ключевых временных отрезков при нагревании и стыковке заготовок, в связи с тем, что полимер на морозе очень хрупкий и сложный в раскрое. Следует обратить внимание и на транспортировку.
Работу лучше производить в помещении с отоплением и температурой окружающей среды выше 5C, чтобы не допустить процесса кристаллизации и крошения изделий.
При этом чем ниже температура воздуха, тем дольше производится процесс нагрева полипропилена. Рекомендуется прогреть материал приблизительно до +20C, а после использовать нормированный таймер. Соединять элементы стоит в укоренном темпе из-за быстрого остывания труб и получения полноценного процесса полимеризации.
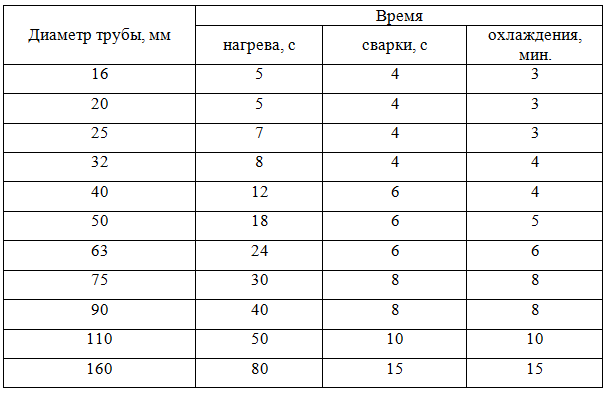
Таблица времени пайки полипропиленовых труб| Условный диаметр трубы, мм | Время нагрева для оптимальной диффузии, сек | Время на спайку деталей, сек | Время на охлаждение деталей, мин |
| 20 | 5-8 | 8 | 2 |
| 25 | 7-11 | 10 | 3 |
| 32 | 8-12 | 12 | 4 |
| 40 | 12-18 | 20 | 5 |
Ошибки, влияющие на качество работ
- Самыми частыми ошибками при работе является пренебрежение установленными требованиями в момент подготовки труб и несоблюдение временных интервалов.

- Пропуск процесса обезжиривания, халатное отношение к состоянию кромки, недостаточная чистота и сухость материала могут привести к нарушению монолитности и разрыву соединений.
Излишний перегрев и чрезмерное сжатие приведет к сужению внутреннего диаметра, что также повлечет расстыковку и засорение канала.
Полипропиленовые трубы и дополнительные фитинги следует приобретать у одного завода -производителя, чтобы избежать разнородности материала и быстрого выхода из строя собранного водопровода. Трубы могут иметь различную норму нагревания, фиксацию и остывание. Ведь у каждого изготовителя своя собственная технология производства и индивидуальная рецептура.
[Инструкция] Пайка Полипропиленовых Труб | Видео
Использование пластика вместо металла для организации водопровода не только делает конструкцию легче.
Соединение пластиковых изделий не требует сложного оборудования и профессиональной квалификации, оборудование для пайки полипропиленовых труб доступно по цене и несложно в эксплуатации. Особое внимание нужно уделять подготовке изделий, а также сварке армированных трубопроводов.
Содержание:
- Полипропилен: особенности материала для трубопроводов
- Армированные PP-трубы
- Способы соединения
- Как варить трубы из полипропилена
- Оборудование для сварки
- Почему лучше отказаться от кустарного
- Профессиональная сварка — объемы работ и скорость
- Оптимальный выбор для самостоятельного соединения деталей
- Ошибки при варке труб своими руками
- Зазоры и перекос конструкции
- Несоблюдение температурного режима сварки
- На что обратить внимание, планируя разводку труб в квартире или доме
- Полипропиленовые трубы: виды, фитинги, комплектующие. Мастер-класс по пайке труб
Полипропилен: особенности материала для трубопроводов
Пайка полипропиленовой трубы
Использование труб из полимерных материалов для организации трубопроводов холодной или горячей воды, а также отопления обусловлено рядом качеств пластиков и изделий из них. Распространенный материал для водопровода — полипропилен (PP) — имеет ряд преимуществ:
Распространенный материал для водопровода — полипропилен (PP) — имеет ряд преимуществ:
- характеристики температуры/давления
- легкость по сравнению с металлическими трубами;отсутствие коррозии
- возможность добавления армирующего слоя
- повышающего тепловую стойкость и максимальное давление потока жидкости
- несложный метод соединения между собой, а также с металлическими трубами и сантехническими приборами;стоимость
На рынке присутствует широкий ассортимент фитингов и крепежей, позволяющий организовать водопровод или отопительную систему с поворотами, ответвлениями или соединениями с изделиями из других материалов.
Элементы полимерных трубопроводов
Принимая решение использовать для внутриквартирной разводки изделия из полипропилена, следует помнить об особенностях материала:
- РР-трубы нельзя гнуть, на каждом повороте магистрали необходимо приваривать соединительный элемент
- тонкие изделия могут деформироваться при высокой температуре (выше +95С), следует внимательно изучать маркировку и технические характеристики
- полимер при попадании прямых солнечных лучей меняет цвет (желтеет)
- изделие может треснуть от механического воздействия (удара молотком или падения тяжелого предмета)
Помимо труб из полимерного материала без добавок на рынке присутствуют усиленные, обладающие повышенной прочностью.
Армированные PP-трубы
Армированные трубы из полипропилена на срезе
Для повышения прочности изделий из полипропилена в них добавляют тонкий слой укрепляющие материалы. Цель армирования — снизить линейное расширение и деформацию при эксплуатации с горячей водой. Для укрепления используют:
Армирующий слой может располагаться снаружи или между слоями пластика. Важной особенностью изделия, армированного алюминием, является риск коррозии укрепляющего слоя, если в процессе сварки он не будет зачищен и вступит в контакт с горячей жидкостью. Чтобы спаять такие трубы используют предварительную обработку, при которой срезается слой фольги.
Читайте также: Фальш-камин своими руками из подручных материалов: 140 фото в интерьере, видео сборки + пошаговая инструкцияСпособы соединения
Организация трубопроводной системы с изгибами и поворотами
В отличие от металлических и металлопластиковых изделий, в полипропиленовых трубопроводах не применяют резьбовые соединения, их части соединяются тепловой обработкой, частично расплавленные в местах стыков элементы при охлаждении формируют монолитный полимер.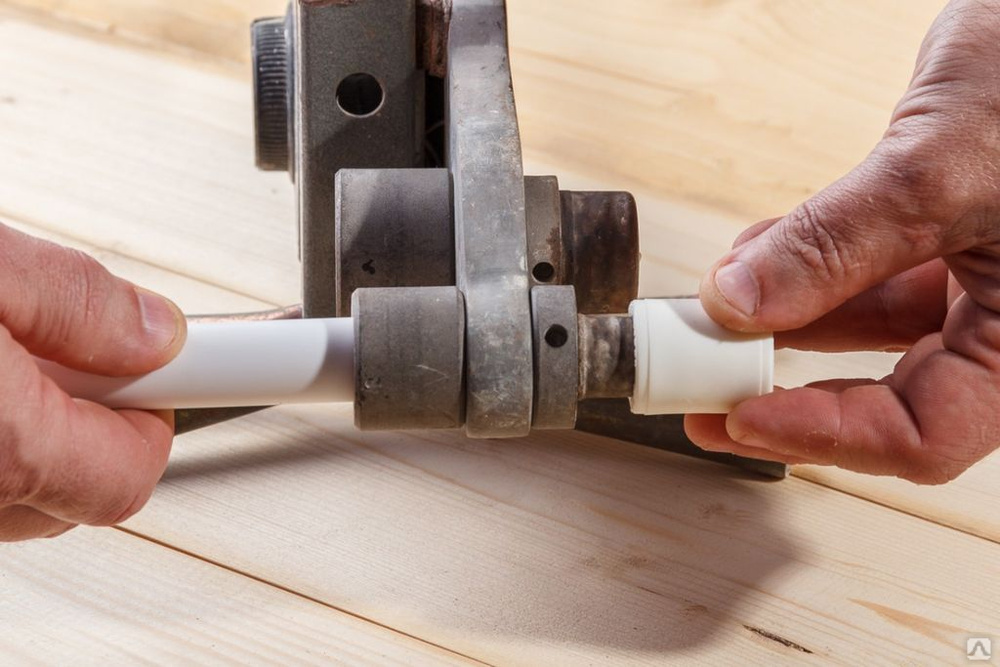
В зависимости от диаметра изделий применяют два основных метода:
Фитинг для соединения трубопровода из металла с полимерной (PP) частью
Для соединения пластиковых участков с металлическими применяют фитинги с установленной в них внутренней частью с металлической резьбой, что позволяет присоединить трубу из полипропилена к металлической при помощи резьбового соединения.
Читайте также: Ограждение для клумбы | ТОП-17 Идей для создания и обустройства заборчиков своими руками (80+ Фото & Видео) +ОтзывыКак варить трубы из полипропилена
Торцеватель для армированной трубы
Обязательные стадии подготовки к сварке не зависят от оборудования и типа соединения. К ним относятся:
Зачистка свариваемого конца
При соединении изделий из армированного алюминием полипропилена требуется провести предварительную зачистку алюминиевого слоя. В зависимости от его расположения (снаружи или в толще стенки) используют один из следующих методов:
- зачистка внешнего слоя при помощи муфты с ножами
- удаление внутреннего алюминиевого слоя торцевателем
Подготовленные элементы должны быть надежно зафиксированы перед началом нагрева. После частичного расплавления поверхностей нужно совместить части будущего трубопровода и дать им остыть, не осуществляя излишнего давления на место сварки. Завершить процесс можно только после визуального контроля качества работ.
После частичного расплавления поверхностей нужно совместить части будущего трубопровода и дать им остыть, не осуществляя излишнего давления на место сварки. Завершить процесс можно только после визуального контроля качества работ.
Таблица времени пайки труб из полипропилена:
[wpsm_comparison_table id=»415″ class=»hover-col1 center-table-align»]
Читайте также: Утепление балкона изнутри: описание материалов, полная пошаговая инструкция как все сделать своими руками (40+ Фото Видео) +ОтзывыОборудование для сварки
Аппарат для пайка труб
Обеспечить долгосрочное качественное соединение элементов водопровода можно, если сварочный аппарат соответствует следующим требованиям:
- обеспечивает равномерный нагрев поверхности до 260С
- позволяет фиксировать соединяемые элементы во время сварки и в процессе охлаждения
- отвечает требованиям безопасности при проведении работ
Доступные агрегаты попадают в диапазон от самодельных до профессиональных. Выбор того или иного варианта определяется количеством сварных швов, сложностью архитектуры трубопроводной системы, диаметром элементов и опытом сварщика.
Выбор того или иного варианта определяется количеством сварных швов, сложностью архитектуры трубопроводной системы, диаметром элементов и опытом сварщика.
Почему лучше отказаться от кустарного
Самодельный аппарат для сварки
Одно из наименований сварочного агрегата — “утюг” — объясняется возможностью сделать этот прибор на базе бытового утюга. Для сборки потребуется разобрать утюг и заказать или приобрести дополнительные элементы. Такой способ сварки не рекомендуется по следующим причинам:
- невозможно откалибровать прибор в домашних условиях, не гарантирована не только температура нагрева, но и ее стабильность
- не гарантировано качество компонентов
- затрачиваемое время и стоимость дополнительных частей соизмеримы со стоимостью нового агрегата, предлагаемого в магазинах
Для экономии средств рекомендуется рассмотреть вариант аренды или покупки сварочного аппарата, бывшего в употреблении.
Профессиональная сварка — объемы работ и скорость
Электрофитинги
При монтаже трубопроводов на больших объектах большую роль играет время завершения обвязки. В этом случае можно использовать профессиональное оборудование.
При муфтовом способе профессиональные сварщики используют для соединения электрофитинги. Этот метод обеспечивает максимальную скорость и высокое качество работ. Порядок сварки:
- нарезать детали нужной длины
- обезжирить места будущих соединений
- вставить трубы в фитинги
- подсоединить аппарат для сварки к электрофитингам при помощи проводов
- включить аппарат, дождаться автоматического отключения
- визуально проконтролировать правильность соединения
В связи с высокой производительностью этот метод оправдывает цену электрофитингов за счет повышения скорости обвязки в несколько раз по сравнению с ручной пайкой.
Профессиональный аппарат для стыковой сварки
Если профессиональная сварка производится методом спайки труб встык, используют профессиональные сварочные аппараты, обеспечивающие плотное соединение свариваемых частей, а также равномерный нагрев поверхностей. Профессиональное оборудование обеспечивает четкое совмещение осевых линий и фиксацию частей для предотвращения изгиба в месте сварки.
Профессиональное оборудование обеспечивает четкое совмещение осевых линий и фиксацию частей для предотвращения изгиба в месте сварки.
Использование профессионального оборудования при организации домашнего водопровода рекомендуется, если оно есть в наличии у подрядчика или у самостоятельного ремонтника есть возможность получить его бесплатно или по низкой стоимости.
Оптимальный выбор для самостоятельного соединения деталей
Пример комплектации сварочного набора
Для проведения водопровода в отдельной квартире или частном доме можно приобрести набор для сварки пластика, включающий в себя:
- паяльник с регулятором температуры
- насадки различного диаметра (популярные модели предлагают 6 размеров)
- нож для обрезки
- измерительную линейку или рулетку
Установка детали трубопровода и фитинга в паяльник для сварки
Дополнительно в комплект могут входить отвертка, перчатки и другие материалы.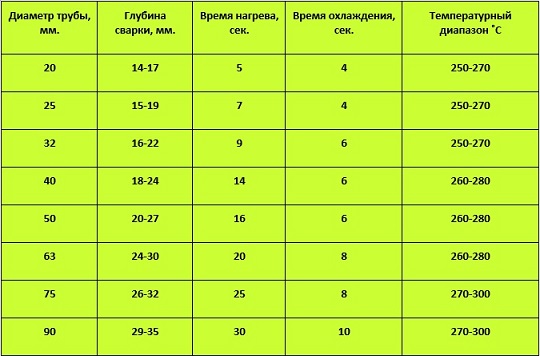 Аппарат для сварки должен быть устойчивым, чтобы не деформировать элементы в процессе нагрева. Не рекомендуется приступать к работе, не имея опыта сварки и работы с выбранной моделью паяльника.
Аппарат для сварки должен быть устойчивым, чтобы не деформировать элементы в процессе нагрева. Не рекомендуется приступать к работе, не имея опыта сварки и работы с выбранной моделью паяльника.
Ошибки при варке труб своими руками
Результат плохой пайки
Первый опыт сборки полипропиленового трубопровода может привести к непрочным соединениям и деформации элементов. Самые распространенные проблемы, на возможность появления которых следует обращать внимание при работе:
- деформация трубопровода
- частично перекрытие просвета полимерным материалом
- плохое качество сварки
В зависимости от причины последствия могут проявиться сразу или спустя некоторое время.
Зазоры и перекос конструкции
Неплотное прилегание спаянных частей
Причинами нарушения геометрии трубопроводной системы могут быть:
- плохая фиксация длинных элементов в процессе сварки и остывания
- неполная вставка трубы в фитинг
- низкая температура нагрева
Создание напряжения в жесткой системе может привести к разрыву трубы, непосредственно после спайки элементов эта ошибка имеет эстетический эффект. В случае негерметичного соединения из-за плохого прилегания спаиваемых частей или недостаточного нагрева последствия проявляются моментально — соединения протекают, некоторые пустоты могут быть обнаружены при визуальном контроле.
В случае негерметичного соединения из-за плохого прилегания спаиваемых частей или недостаточного нагрева последствия проявляются моментально — соединения протекают, некоторые пустоты могут быть обнаружены при визуальном контроле.
Несоблюдение температурного режима сварки
Последствия перегрева при соединении
Если недостаточная температура при сварке приводит к негерметичности, результатом перегрева может стать попадание расплавленного полимера внутрь трубопровода, его локальное сужение и ухудшение пропускной способности.
Читайте также: Канализация в частном доме своими руками – быстро и без проблем. Описание устройства, какие бывают виды и схемы (20 Фото & Видео) +ОтзывыНа что обратить внимание, планируя разводку труб в квартире или доме
Процесс сваривания полипропиленовой трубы
Самостоятельная сварка трубных элементов для водопровода и отопления будет успешной, если заблаговременно совершить следующие действия:
- выбрать материалы трубопроводов и способы их соединения
- подобрать оборудование для сварки PP-труб
- определить сложные участки и принять решение, возможен ли самостоятельный монтаж труб в этих местах
При возникновении сомнений можно проконсультироваться со специалистами. Если принято решение осуществлять монтаж самостоятельно, следует уделить внимание выбору оборудования и обучению.
Если принято решение осуществлять монтаж самостоятельно, следует уделить внимание выбору оборудования и обучению.
Полипропиленовые трубы: виды, фитинги, комплектующие. Мастер-класс по пайке труб
[Инструкция] Пайка полипропиленовых труб своими руками: описание видов используемых материалов, комплектующих и инструмента | Видео
8.5 Общий балл
Пайка полипропиленовых труб
Для нас очень важна обратная связь с нашими читателями. Оставьте свой рейтинг в комментариях с аргументацией Вашего выбора. Ваше мнение будет полезно другим пользователям.
Удобство монтажа
9.5
Надежность соединения
9
Простота монтажа и пайки
8.5
Экономия средств
7
Рейтинг пользователей: Be the first one!
соединение полипропиленовых труб с помощью пайки или клея
Любой строительный материал имеет свой срок службы, по окончании которого необходимо заменить пришедшие в негодность изделия. Трубы не исключение. Современные полипропиленовые трубы настолько просты в монтаже, что позволяют без особых усилий заменить всю систему отопления или водопровода. Для того, чтобы определиться, как соединить полипропиленовые трубы, достаточно прочитать статью.
Трубы не исключение. Современные полипропиленовые трубы настолько просты в монтаже, что позволяют без особых усилий заменить всю систему отопления или водопровода. Для того, чтобы определиться, как соединить полипропиленовые трубы, достаточно прочитать статью.
Пара основных достоинств таких труб:
- Сила. Они способны выдерживать скачки давления в системе и высокие температуры, не трансформируя свои характеристики.
- Прочность.
- Стойкий к коррозии.
- Простота установки. Для установки труб достаточно нагреть их специальным устройством и соединить при помощи фитингов. Соединение полипропиленовой трубы с железной трубой также осуществляется с помощью фитингов.
Инструменты
Простота монтажа – первое и главное достоинство полипропиленовых труб, ведь потребуются дополнительные материалы и инструменты.
- трубы полипропиленовые,
- карандаш,
- зажимы для крепления труб,
- рулетка,
- муфты,
- нагреватели Merilon,
- уголки.
 Нужны изделия двух видов: на 45 и 90 градусов,
Нужны изделия двух видов: на 45 и 90 градусов, - МРВ-ушастик. Используется для крепления миксера, МРВ
- и МРН выходов с железной нитью, паяльника
- , ножниц
- для пластмассовых изделий.
Монтаж
Как правильно установить систему с использованием полипропиленовых труб, чтобы результат был долговечным, рассмотрим ниже. Если вы все еще сомневаетесь в своих силах, или не решаетесь самостоятельно заменять изделия, то забудьте об этом навсегда. Дело в том, что, кроме того, неправильную пайку таких труб можно исправить муфтами.
Совет! При выборе изделий из полипропилена ориентируйтесь на диаметр ветхих труб, что поможет значительно упростить монтаж всей конструкции.
Классический способ соединения труб методом термодиффузии
Перед началом монтажа необходимо выбрать оптимальный способ соединения полипропиленовых труб, максимально соответствующий проекту. Обустройство систем отопления или водоснабжения на этапе строительных работ или ремонта (модернизации) существующей системы предполагает разные способы монтажа и разные виды соединений труб.
Физические свойства полипропиленовых труб позволяют соединять их на молекулярном уровне, нагревая соединяемые поверхности. Прочность и герметичность соединения обеспечивается фитингами. Для осуществления качественного соединения полипропиленовых труб потребуется специальный инструмент и практические навыки работы с полипропиленовыми трубами.
Способ пайки труб с помощью специального утюга используют профессионалы и домашние мастера.
Инструменты и оборудование
В первую очередь необходимо подготовить трубы к монтажу. Качественное соединение полипропиленовых труб обеспечивается аккуратной – под углом 90 градусов – обрезкой торцевой кромки трубы, и соблюдением интервала нагрева. Обязательным условием является соблюдение техники безопасности при работе с инструментом, что необходимо проверить перед началом работы. Любая обнаруженная неисправность может негативно сказаться на качестве соединения, а работать сломанным инструментом просто опасно.
Для резки труб на необходимую длину в идеальном случае используются специальные ножницы, предназначенные для резки полиэтиленовых, полипропиленовых и металлопластиковых труб. Ножовку используют и по металлу, в этом случае кромку среза трубы «украшают» неизбежной бахромой распиливаемого материала, а перед соединением полипропиленовых труб с фитингами необходимо зачистить торцевую кромку трубы.
Качественное соединение полипропиленовых труб термодиффузионным методом будет сложно осуществить без специального сварочного аппарата. Чаще его называют «трубным паяльником». Отличительной особенностью профессионального инструмента является наличие индикации нагрева и контроля температуры. При работе с трубами малых — до 40 мм — диаметров удобнее пользоваться трубообразным паяльником, им легче монтировать соединения в труднодоступных местах, например, в пространстве между стены или для монтажа тройника или врезного штуцера. Если при выполнении ремонтных работ возникает вопрос, как соединить полипропиленовую трубу без сварки, воспользуйтесь методом «холодной сварки».
Для получения качественного соединения труб термодиффузионным методом необходимо использовать только специализированные инструменты.
Также используется специальный инструмент типа швайгера: им зачищают торцевой срез трубы для снятия армирующего слоя. Это необходимо для того, чтобы реализовать качественное соединение при пайке.
Для соединений компрессионного типа требуются обжимные клещи (прецизионное профессиональное оборудование) и специальные фитинги, дополненные обжимными шайбами. Метод требует профессионального подхода, стоимость хорошей арматуры не может быть низкой. Для соединения со скользящими фиксирующими элементами потребуется специальный инструмент (расширитель), которым подготавливается внутренняя поверхность трубы, и, соответственно, инструмент для натягивания обжимного элемента на фитинг.
Потребуется определенная решимость, чтобы одновременно вставить фитинг и трубку в сопло паяльника. Необходимо выдерживать температурный интервал, соответствующий диаметрам соединяемых элементов — от 5 секунд для труб диаметром 16 мм, до 12 секунд для трубы 40 мм;
Важно! Все соединения полипропиленовых труб с другими видами труб осуществляются с помощью комбинированных фитингов.
Для соединения с металлическим трубопроводом используется фитинг, дополненный металлическим резьбовым узлом. Монтаж происходит сначала на металлическую трубу, после обеспечения герметичности резьбового фитинга припаивается полипропиленовая труба.
Для соединения элементов трубопровода между собой необходимо использовать фитинги соответствующего диаметра.
При соединении обогреваемых соединений недопустимо нарушать соосность соединения, переворачивать соединяемые элементы. Хорошим тоном и признаком настоящего мастера считается проведение испытаний с максимальным давлением в конце сборки системы.
Диффузионная сварка
Полипропиленовые изделия можно соединять несколькими способами, но наиболее популярным является диффузионная сварка. Для надежного крепления изделий здесь используется фурнитура: муфты, уголки и переходники.
Полипропиленовые трубы в системе холодного водоснабжения гарантированно прослужат до 50 лет. Около четверти века они смогут служить в обустройстве теплого водоснабжения. Помните, что срок службы этих изделий зависит от давления и температуры воды в конструкции.
Помните, что срок службы этих изделий зависит от давления и температуры воды в конструкции.
Полипропиленовый трубопровод имеет огромный запас прочности, позволяющий выдерживать все преобразования в системе. Так, высокое давление и низкие температурные показатели никак не повлияют на срок годности изделий. Такое же действие на полипропиленовые трубы окажет низкое давление при высокой температуре. Но высокие показатели давления и температуры, зафиксированные в системе в один момент, сократят срок эксплуатации изделий на 5-7 лет. В отечественных трубопроводах нет чрезмерных нагрузок, способных повредить трубы, поэтому нет необходимости беспокоиться об этом.
Совет! Полипропиленовые трубы, для которых использовались неразъемные соединения, впоследствии нельзя разбирать.
Резьбовое соединение
Схемы отопления и водоснабжения бытового уровня собираются с помощью ручного сварочного аппарата. Для подключения к отопительному или сантехническому прибору при стыковке с металлом используется переходная втулка. Одна его сторона предполагает латунную резьбу, а другая спаяна с полипропиленовой трубой. Легкость монтажа, быстрота демонтажа для текущего ремонта или обслуживания узлов и агрегатов, обязанных полипропиленом, достигаются за счет разборных деталей. К ним относятся следующие фитинги:
Одна его сторона предполагает латунную резьбу, а другая спаяна с полипропиленовой трубой. Легкость монтажа, быстрота демонтажа для текущего ремонта или обслуживания узлов и агрегатов, обязанных полипропиленом, достигаются за счет разборных деталей. К ним относятся следующие фитинги:
- Разъемное соединение американка. Производители полипропилена предлагают два варианта продукции. В первом случае разборное соединение оканчивается с обеих сторон патрубками с диаметром трубы, а во втором — гильзами для пайки патрубка. Металлические поверхности соединяются в фитинге через паронитовую или резиновую прокладку.
- Разрезное сцепление американка. Монтажный элемент содержит с одной стороны резьбовую часть (внутреннюю или наружную), а с другой — патрубок или втулку под приварку. Американка для полипропиленовых труб изготавливается в двух вариациях: прямая штучная или угловая американка.
- Накидная гайка. Бывает двух видов: гайка соединяется с наружной резьбой через прокладку или с конусом (используется при обвязке коллекторов).

Соединение американка, как правило, сопровождает монтаж кранов. Такое сочетание запорной арматуры и разъемной арматуры обеспечивает автономность и ремонтопригодность отдельных участков трубопровода. Утечки установленных сетей происходят в основном на набивке резьбовых соединений, поэтому их количество стремятся уменьшить. Для этого производители наладили выпуск фитингов из полипропилена. Популярны следующие детали:
- шаровые краны полипропиленовые;
- фильтры грубой очистки;
- обратные клапаны;
- Клапаны прямоточные для наружной и скрытой установки;
- Вентили радиаторные с американкой: прямые и угловые.
ПОСМОТРЕТЬ ВИДЕО
Как соединить полипропиленовые трубы в том или ином случае, решение принимается в зависимости от назначения устанавливаемой системы, диаметров соединяемых изделий, а также наличия средств и возможностей. Лучше, если полипропиленовые трубопроводы будут подключать специалисты. Они гарантируют стабильную работу собранных систем за счет надежности выполненных сварочных работ.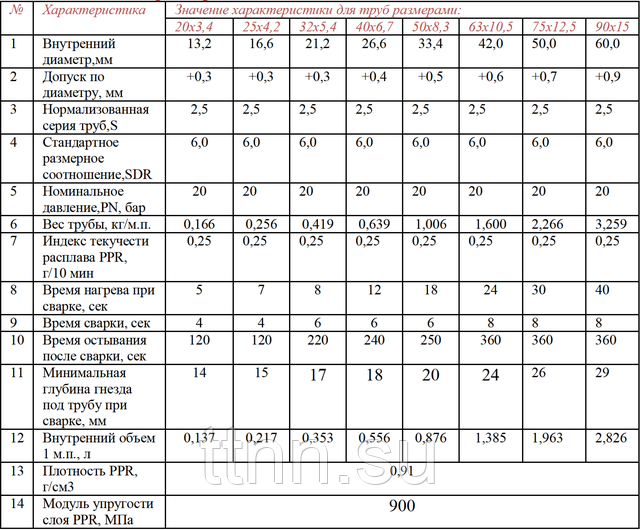
Категории полипропиленовых труб
Все полипропиленовые трубы делятся на:
- PN 25. Труба выдерживает 2,5 МПа. Применяется в системах отопления и горячего водоснабжения.
- PN 20. Универсальная труба, способная выдерживать 2 МПа. Ее можно использовать для холодного и горячего водоснабжения при условии, что температура системы не более 80°С. Полипропиленовая труба этой категории относится к изделиям большой прочности, так как ее внутренняя часть армирована фольгой.
- PN 16. Труба для низконапорных систем отопления и холодного водоснабжения.
- PN 10. Труба тонкостенная, выдерживающая давление 1 МПа. Широко применяется в конструкциях теплых полов (но при температуре не выше 45?С) и холодного водоснабжения (до +20?С).
Определиться в столь непростом выборе поможет видео с наглядными примерами использования труб определенной категории:
Типы фитингов
Соедините две трубы из разных материалов (железо и полипропилен) с помощью специальных фитингов. Они также помогают в соединении сантехнических приборов со стальными фитингами. Вставки на фурнитуре необходимы для надежного крепления изделий и они могут быть латунными или хромированными. Как их правильно применять и где лучше, мы сейчас касаться не будем, а рассмотрим только их разновидности – это:
Они также помогают в соединении сантехнических приборов со стальными фитингами. Вставки на фурнитуре необходимы для надежного крепления изделий и они могут быть латунными или хромированными. Как их правильно применять и где лучше, мы сейчас касаться не будем, а рассмотрим только их разновидности – это:
- крестовина,
- тройники комбинированные,
- муфты,
- краны шаровые угловые и прямые,
- заглушка,
- квадраты на 45 и 90 градусов,
- 9 колено (тройное или для соединения труб) пройти -сквозной водоотвод,
- переход. Имеет наружную резьбу или пластиковую типа ДГ,
- седло приварное,
- муфты комбинированные,
- отводы комбинированные для труб,
- отводы комбинированные для приборов.
Стыковая и раструбная сварка полипропиленовых труб
Интересующие нас трубные изделия, характеризующиеся малым весом, простотой обработки и монтажа, а также сравнительно невысокой стоимостью, соединяются разъемным и неразъемным способами. Под последней понимается сварка, осуществляемая по одной из двух технологий: встык или по раструбному (раструбному) способу.
Под последней понимается сварка, осуществляемая по одной из двух технологий: встык или по раструбному (раструбному) способу.
Сварка встык идеально подходит для полипропиленовых изделий сечением более 6,3 см. При этом толщина их стенки должна быть не менее 4 мм. Процедура выполняется стационарным сварочным аппаратом, что обеспечивает очень точную установку полипропиленовых труб с разными геометрическими параметрами. Перед началом операции их концы срезают, чтобы получить полностью параллельные поверхности. Аппарат для стыковой сварки имеет специальный диск – он выполняет роль нагревательного устройства.
Стыковая сварка изделий из полипропилена
Также при проведении такой процедуры в большинстве случаев требуется использование центрирующих элементов. Они придают соединяемым деталям из полипропилена необходимое выравнивание. Сварка в раструб рекомендуется для труб сечением менее 6,3 см. Этот тип соединения требует использования муфт и фитингов. Без них процедура невозможна. Для формирования различных стыковочных узлов (в том числе резьбовых) используются фитинги, имеющие специальные раструбы. И муфта устанавливается между двумя свариваемыми трубами.
Для формирования различных стыковочных узлов (в том числе резьбовых) используются фитинги, имеющие специальные раструбы. И муфта устанавливается между двумя свариваемыми трубами.
Для раструбной сварки труб сечением до 4 см допускается использовать ручной агрегат. Оснащен насадками (нагревательными элементами), которые выполнены в виде оправки (необходимо оплавить внутреннюю часть раструба) и втулки (оплавить наружную часть).
Нагревательные элементы обычно имеют тефлоновое покрытие. Этот антипригарный состав отлично защищает насадки от выхода из строя в процессе эксплуатации. Очищайте горячие сопла после каждой отдельной операции сварки. Для этого используются скребки по дереву или грубая ветошь (например, брезентовая). После полного остывания форсунок снять с них слой расплавленного полипропилена невозможно. Вы просто испортите дорогой тефлоновый слой.
Движение соединения труб
Склеивание изделий из полипропилена – простой процесс, но требующий аккуратности и аккуратности. Для того, чтобы сделать все правильно, нужно прочитать инструкцию, которая идет в комплекте с паяльником. Все работы по пайке труб лучше проводить поэтапно.
Для того, чтобы сделать все правильно, нужно прочитать инструкцию, которая идет в комплекте с паяльником. Все работы по пайке труб лучше проводить поэтапно.
Давайте сначала нарисуем схему! Новая сантехника начинается с разметки кранов, фильтров, отводов и других деталей. После завершения составления подробной схемы можно приступать к частичной сборке трубопровода. Некоторые детали можно соединить без пайки с помощью клея, а для других требуется специальный инструмент. Чтобы облегчить процесс пайки, держите трубы строго горизонтально.
Для того, чтобы соединить трубы, расположенные вертикально, вам понадобится помощник. Второй человек должен только зафиксировать изделие на месте, а вы начнете паять, сняв паяльник с подставки. Последний этап – сборка оставшихся деталей в единую конструкцию. Здесь также пригодится помощник.
Для соединения полипропиленовых изделий диаметром более 63 см применяется сварка встык. Такой способ крепления изделий считается самым надежным, и для его проведения не нужны никакие дополнительные детали.
Сварка полипропиленовой трубы с фитингами
Основные этапы:
- подготовка необходимого инструмента.
- составление плана трубопровода.
- резка труб.
- сварка труб и фитингов.
Фитинги и фитинги обычно приваривают к пластиковым трубам. Для этого вам понадобится специальный паяльник с несколькими насадками, подходящими по размеру к диаметрам труб и фитингов. Прежде чем приступить к сварке, вам нужно будет очистить место, где в него входит штуцер. Для этого снимается алюминиевая фольга, если используется труба с алюминиевым слоем.
Пайка полипропиленовой трубы с фитингом
Затем фитинги для полипропиленовых труб и сама труба равномерно прогреваются паяльником с подходящей насадкой и соединяются между собой.
При склеивании деталей труб и фитингов следует избегать вращения деталей. Пайка элементов должна быть надежно зафиксирована в момент их остывания. В противном случае соединение будет негерметичным и будет давать течь в процессе эксплуатации.
При комбинированном соединении с металлическим водопроводом требуется другой способ соединения, включающий как сварку, так и резьбовое соединение. Обычно такое комбинированное подключение требуется при подключении сантехнического оборудования.
В первую очередь перед началом работ следует отключить стояки и слить воду в системе. После этого старая система водоснабжения демонтируется.
Для ускорения демонтажа старого водопровода можно просто использовать болгарку — разрезать на куски старые металлические трубы.
Процесс пайки подробно показан на видео ниже.
После завершения демонтажных работ необходимо снять старую арматуру, прочистить часть водопровода, ведущую к стояку с кабелем, и приступить к установке новой арматуры. Это поможет избежать заторов в водопроводе на этом старом участке водопровода.
Перед установкой необходимо поставить фильтр на смеситель. Это продлит срок службы стиральной машины, которую можно подключить к водопроводу в этом месте.
После всего этого можно установить комбинированный фитинг. Резьбовая металлическая часть соединяется со смесителем, а пластиковая приваривается к трубам.
Аппарат «Фузиотерм»
Холодные полипропиленовые трубы наматываются и затягиваются на своих местах, после чего стыки обрабатываются аппаратом «Фузиотерм». Если требуется сварка двух концов изделий, то их нужно вставить в специальное отверстие в аппарате. Затем включают паяльный аппарат, дают ему прогреться до 260 градусов, вставляют трубы в специальное отверстие, выдерживают заданное время, снимают и подсоединяют.
Совет! Перед сваркой необходимо контролировать температуру нагрева.
Как паять водонагреватель
При установке нового водонагревателя проще всего выполнять работу, не требующую пайки. Обычно вы можете подключить водонагреватель к пластиковой трубе с помощью гибких соединений (длина не менее 18 дюймов предотвратит перегрев пластиковых труб).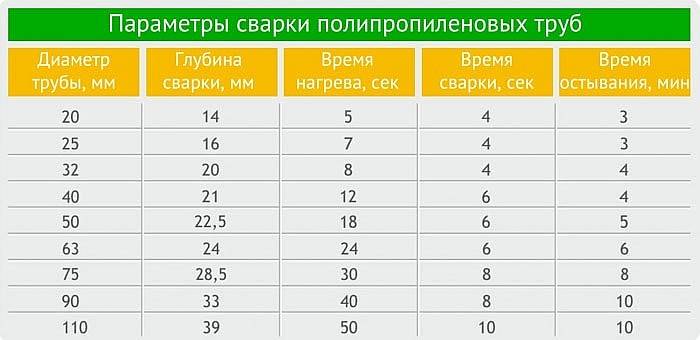 В тех случаях, когда вам нужно знать, как паять соединение водонагревателя, вот руководство, которое поможет вам понять процесс.
В тех случаях, когда вам нужно знать, как паять соединение водонагревателя, вот руководство, которое поможет вам понять процесс.
Что нужно знать
При использовании оцинкованных ниппелей для соединения нагревателя с медью или латунью требуется диэлектрическое соединение для предотвращения гальванической коррозии , коррозионной реакции, возникающей в результате кислотного электролиза. Эта коррозия приводит к слабым и неисправным соединениям. Более простым решением было бы надеть «гибкую трубку» на ниппели, идущие от входа и выхода водонагревателя. Эти гибкие линии подачи предназначены для изоляции коррозионной реакции, устраняя необходимость в диэлектрическом соединении. Другой конец может быть либо с другим резьбовым соединением, либо с соединением под пайку, в зависимости от вашего применения.
Пайка труб требует некоторой практики, но соблюдение нескольких простых правил поможет избежать утечек при сварке.
- Очистите соединения и трубы внутри и снаружи (попробуйте использовать наждачную ткань и проволочные щетки).

- Используйте флюс как на внутренней стороне фитинга, так и на внешней стороне трубы.
- Не включайте горелку слишком высоко.
- Нагревайте фитинг, а не трубу. Это действие «втянет» припой в фитинг (прикольно смотреть).
- Держите под рукой распылитель из бутылки с водой.
Пайка труб водонагревателя за 8 шагов
Теперь, когда у вас есть чистая труба и фитинг, можно приступать к работе:
- Нанесите хороший слой флюса на обе детали и соедините их.
- Размотайте около 12 дюймов припоя из рулона и согните конец в форме крючка, оставив между собой и концом около 10 дюймов.
- Включите фонарик, будьте осторожны с окружающей средой, настройте параметры фонарика на средний поток. Поскольку пайка лучше всего работает при постоянном нагреве, область за фитингом будет достаточно горячей, чтобы обжечься. Если вы паяете рядом с горючими материалами, используйте тепловая ткань за арматурой, чтобы предотвратить возгорание.

- Направляйте пламя на фитинг со стороны соединения, пока около 1/4 длины пламени не окажется на фитинге.
- Поместите конец припоя, который вы предварительно загнули, на заднюю сторону трубы прямо в месте соединения фитинга и трубы.
- Как только фитинг станет достаточно горячим, конец припоя расплавится и втянется в фитинг. Как только это произойдет, наденьте конец припоя на трубу.
- Сбрызните его водой (когда закончите), чтобы он быстро остыл, и выключите фонарик.
- После того, как все ваши фитинги будут припаяны, включите воду и проверьте, нет ли утечек. Если утечки очевидны, повторите шаги 4–9.
Примечание. труба с водой внутри не нагревается до такой степени, чтобы ее можно было припаять. Если вода осталась, возьмите корку хлеба и засуньте ее в трубу. Хлеб должен впитывать воду достаточно долго, чтобы спаять соединение. Не забудьте вынуть аэратор из крана перед его включением, иначе он наполнится мягким хлебом.