alexxlab
alexxlab Принцип аргонной сварки: технология производства работ
Вопросы, рассмотренные в материале:
- Каковы основные принципы аргонной сварки
- На каком оборудовании возможна аргонная сварка
- В чем особенности аргонной сварки алюминия и меди
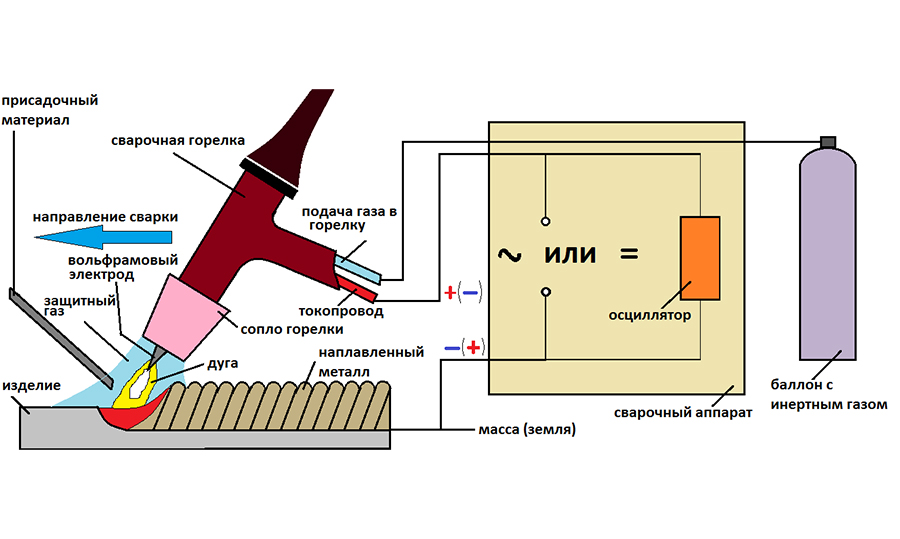
Аргонодуговая сварка отличается от всех остальных видов тем, что в данном процессе используется электродуга с аргоном в качестве защитной среды. Инертный газ подается в первую очередь, чтобы защитить металлы на время обработки от контакта с кислородом. Из этой статьи вы узнаете основной принцип аргонной сварки, а также о том, в каких случаях его используют.
На чем основан принцип аргонной сварки
Сварка аргоном представляет собой технологию гибридного типа – благодаря ей удается соединять металлы, работа с которыми считается наиболее сложной. Принцип аргонной сварки отлично работает как с большими трубами, так и с крохотными бронзовыми статуэтками. Дело в том, что этот способ вобрал в себя лучшее из двух классических методов: дугового электрического и газового. В качестве самого распространенного примера работы с аргоном можно привести сварку нержавеющей стали.
Дело в том, что этот способ вобрал в себя лучшее из двух классических методов: дугового электрического и газового. В качестве самого распространенного примера работы с аргоном можно привести сварку нержавеющей стали.
Прежде чем приступать к обсуждению принципа действия аргонной сварки, необходимо понять физику данного процесса. Не секрет, что соединение металлических поверхностей невозможно без их нагрева. Но поскольку нагрев требует использования огня, задействуется и кислород, содержащийся в воздухе, который запускает реакцию окисления. Проблема в том, что сложные металлы или сплавы типа легированных сталей или цветных металлов сильно подвержены окислению.
Окисление опасно тем, что оно значительно снижает качество швов, – они становятся хрупкими и быстро приходят в негодность. Это происходит из-за образования в шве множества мельчайших пузырьков. Если говорить об алюминии, то он при нагревании в обычных условиях начинает гореть.
Принцип аргонной сварки используется, в первую очередь, чтобы защитить сварочную рабочую ванну от газов и примесей.
В связи с тем, что мы описали выше, гелий сегодня редко применяется в чистом виде, его используют в смесях для газовых лазеров. Другой инертный газ – азот. Он подходит исключительно для работы с медью. Поэтому основным и самым распространенным инертным компонентом, применяемым при гибридном подходе, работы является аргон.
Назовем основные качества аргона:
- Гораздо тяжелее, чем воздух. Именно благодаря этому он легко занимает всю сварочную ванну, защищая зону плавления от других газов.
- Инертен, поэтому не вступает в реакцию с другими элементами, но, что важнее всего, никак не взаимодействует со свариваемыми поверхностями – на этом и строится принцип аргонной технологии.

Однако принцип аргоновой сварки неидеален, ведь при работе с током обратной полярности этот газ превращается в электропроводную плазму. Мы не будем вдаваться в подробности, говоря о малоприятных последствиях этого свойства.
В целом, у аргонной сварки мало минусов:
- сложное оборудование, нуждающееся в точной настройке;
- возможность работы только при наличии большого практического опыта.
Плюсов у этого принципа работы гораздо больше:
- Шов получается высокого качества, так как в нем нет примесей.
- Обработка металла в среде аргона предполагает умеренный нагрев металла, поэтому подходит для соединения заготовок даже очень сложных конструкций, при этом не происходит их деформации.
- Данный принцип работы позволяет варить однородные и разнородные металлы и сплавы, с которыми не справляются все остальные методы.
- Высокая скорость работы достигается благодаря использованию дуги с высоким температурным режимом.
Все обозначенные нами недостатки кажутся незначительными по сравнению с тем, какие возможности открывает аргонная сварка.
Аргонная сварка: принцип работы в зависимости от вида
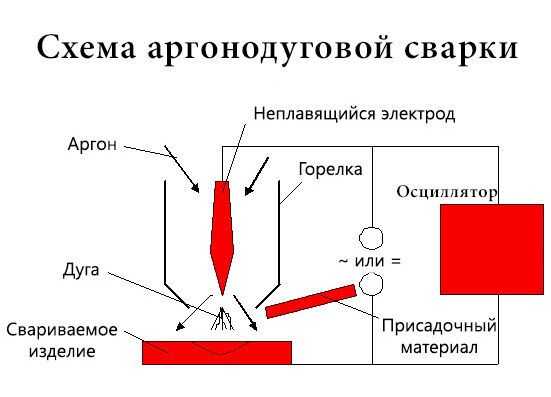
- Ручная. В этом случае сварщик самостоятельно передвигает горелку и подает сварочную проволоку. При данном подходе могут применяться только неплавящиеся электроды из вольфрама.
- Механизированная/полуавтоматическая методика, при которой проволоку подает машина, а сварщик работает непосредственно с горелкой. Чаще всего этот принцип используется при аргонной сварке нержавейки полуавтоматом. Еще один яркий пример – механизированная аргонодуговая сварка плавящимся электродом. Есть и новые, узкоспециализированные технологии в этой области.
 К ним относится обработка нержавейки полуавтоматом в среде углекислого газа.
К ним относится обработка нержавейки полуавтоматом в среде углекислого газа. - Автоматическая аргонная сварка. Оператор дистанционно управляет автоматом: перемещает горелку и подает проволоку. Сегодня постепенно распространяются системы, которые могут работать даже без постоянного контроля человека. Чаще всего роботы выполняют сварку труб из нержавейки. Автоматическая аргонодуговая сварка с использованием неплавящегося электрода все чаще применяется в сфере промышленности.
На каком оборудовании осуществляется аргонная сварка
Принцип аргонной сварки требует использования разнообразного оборудования. Но в этом нет ничего страшного, ведь сегодня можно приобрести готовые наборы со всем необходимым, причем по доступной цене.
Все оборудование делится на три вида:
- Специализированное – для работы с заготовками одного типа.
- Специальное – для промышленных предприятий, работающих с заготовками одного типоразмера.
- Универсальное – для всех видов работ в аргоне, в том числе для соединения деталей из нержавеющей стали полуавтоматом.
Рекомендуем статьи по металлообработке
- Марки сталей: классификация и расшифровка
- Марки алюминия и области их применения
- Дефекты металлический изделий: причины и методика поиска
Но нужно понимать, что принцип аргонной сварки совершенствуется. Так, чтобы обрабатывать листы металла с более толстыми краями и увеличить производительность, технология была доработана следующим образом:
- Используется специальная горелка, позволяющая одновременно использовать несколько вольфрамовых электродов. Это необходимо, чтобы получать качественный шов, несмотря на высокую скорость работы.
- Есть приспособление для нагревания проволоки.
- Применяется пульсирующий ток – паузы в его поступлении нужны, чтобы металл успевал кристаллизоваться.
 Если синхронизировать движение дуги с импульсами тока, удается добиться эффективной плавки при любом положении в пространстве.
Если синхронизировать движение дуги с импульсами тока, удается добиться эффективной плавки при любом положении в пространстве.
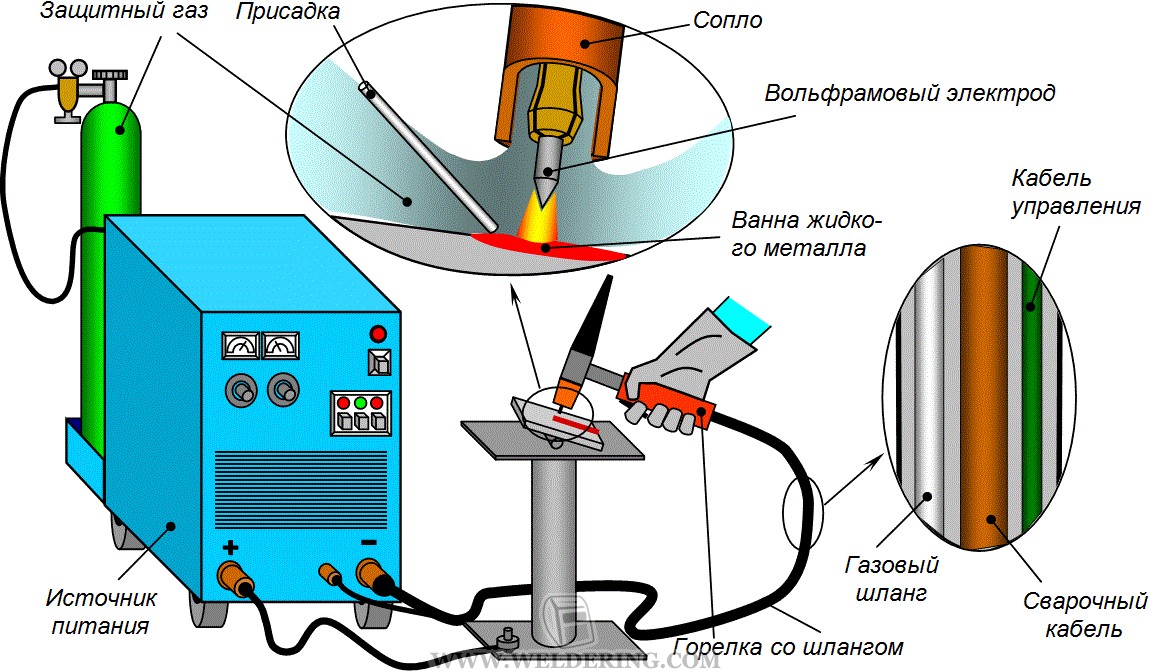
Горелка необходима для подачи электроэнергии и формирования газовой защиты, поэтому так важен ее грамотный подбор. Принцип аргонной сварки предполагает использование специальной горелки с неплавящимся вольфрамовым электродом, что очень важно, например, для сварки нержавейки.
Чтобы понимать принцип работы в среде аргона, важно представлять себе технические характеристики горелки:
- допустимое значение сварочного тока/мощность;
- тип охлаждения при сильных и слабых токах;
- длину кабеля;
- наличие в конструкции керамического сопла и фиксатора вольфрамового электрода;
- универсальность, то есть возможность подключать горелку к разным системам.
Главным элементом аргоновой горелки является резервуар со штуцерами для охлаждающей жидкости. Вольфрамовый электрод подключен к электрическому кабелю аппарата, вокруг электрода идет подача инертного газа.
Вольфрамовый электрод подключен к электрическому кабелю аппарата, вокруг электрода идет подача инертного газа.
Как работает горелка?
- Одновременно включаются сварочный аппарат, циркуляция охлаждающей жидкости, подача газа на горелку, в результате чего образуется защитное облако аргона.
- Поджигается дуга, заготовки нагреваются до температуры плавления, присадочная проволока помещается в рабочую ванну.
- Присадочная проволока и вольфрамовый электрод перемещаются вдоль шва.
1. Горелка с неплавящимся электродом.
Речь идет, преимущественно, о ручной аргонной сварке неплавящимся электродом. Такой способ является единственным возможным для обработки нержавеющей стали и химически активных металлов, то есть алюминия, титана и магния, при этом используется электрод из вольфрама.
Горелка состоит из электрода, зафиксированного в токоподводящей цанге, керамического сопла, которое используется для направления аргоновой струи, системы охлаждения посредством воздуха либо воды.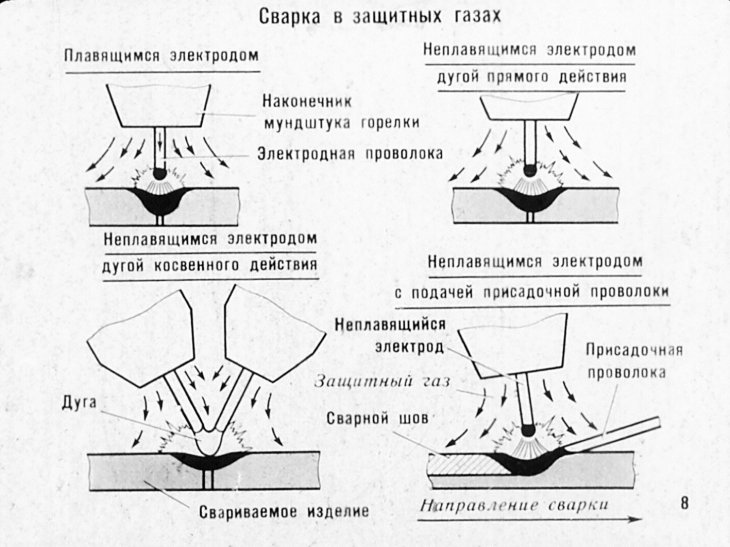 Диаметр электрода подбирается в соответствии с используемой силой тока.
Диаметр электрода подбирается в соответствии с используемой силой тока.
Принцип работы при механизированной аргонной сварке несколько отличается, поэтому используется иная горелка. Она состоит из вольфрамового неплавящегося электрода с маховичком для подъема и опускания, токоподводящей сменной цанги с гайкой, позволяющей использовать разные по диаметру электроды.
Поскольку данный принцип работы дает возможность избежать появления брызг металла, вместе с керамическими соплами используются проницаемые для газа сетчатые линзы – они необходимы для образования равномерного потока газа. Отметим, что аргонная сварка неплавящимся электродом является одним из наиболее популярных подходов в непромышленных масштабах.
2. Горелка с плавящимся электродом.
Такой вариант работы обычно применяют при автоматической и полуавтоматической аргонной сварке. Дуга подается между концом сварочной проволоки и заготовкой. Могут использоваться жидкостные и воздушные системы охлаждения. Принцип выбора сопла мало отличается от применяемого в случае с неплавящимися электродами.
Могут использоваться жидкостные и воздушные системы охлаждения. Принцип выбора сопла мало отличается от применяемого в случае с неплавящимися электродами.
Читайте также: Лазерная резка алюминия: особенности технологии и сырья
Принцип работы аргонной сварки инверторным способом
На сегодняшний день инверторный способ является наиболее востребованным принципом аргонной сварки. Его используют как в промышленности, так и в домашних условиях. Инвертор представляет собой аппарат дуговой сварки, задача которого состоит в том, чтобы преобразовывать постоянный ток в переменный. Немаловажно, что это устройство легко подстраивается под скачки напряжения источника электричества.
Инверторный аппарат отличается небольшими размерами и весом, при этом надежен и отлично подходит для сварочных работ в любых условиях. Немаловажно, что он может использоваться для обучения новичков.
На самом деле, если сравнивать принцип инверторной аргонной сварки нержавейки и работу с другим оборудованием, то первый вариант оказывается проще и удобнее. Дело в том, что от сварщика требуется только двигать горелку вдоль шва. Радует и результат – шов получается тонким и ровным, но лишь при условии, что соблюдены все технологические требования. Работа возможна и без присадочной проволоки, если удается добиться очень плотного соединения краев заготовок.
Дело в том, что от сварщика требуется только двигать горелку вдоль шва. Радует и результат – шов получается тонким и ровным, но лишь при условии, что соблюдены все технологические требования. Работа возможна и без присадочной проволоки, если удается добиться очень плотного соединения краев заготовок.
Как выбрать режим работы, не нарушая основные принципы аргонной сварки
Качество сварного шва во многом зависит от выбора режима сварки.
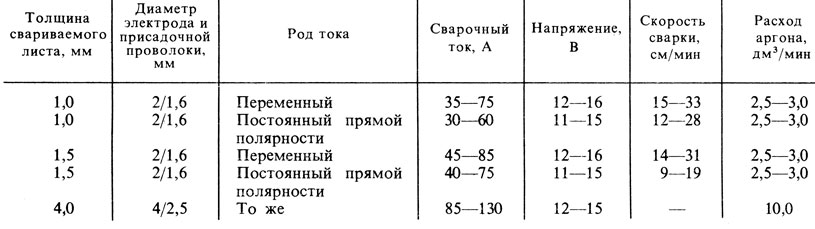
Направление и полярность тока подбирают в соответствии с обрабатываемыми металлами. Так, большая часть сплавов на основе стали требует сварки полярным постоянным током: на этом основан принцип сварки нержавейки полуавтоматом и труб из нержавеющей стали. Для цветных металлов, алюминия, магния подходит переменный ток обратной полярности.
Расход аргона зависит от скорости его подачи и внешних условий: если приходится работать на улице при сильном ветре, объем необходимого газа значительно увеличивается.
Может показаться странным, но в аргоновую газовую смесь добавляют до 5 % кислорода. В столь небольших количествах последний способствует очистке от вредных примесей, так как они вступают с ним в реакцию и просто сгорают.
Сварка алюминия по принципу аргонной сварки
Как мы уже говорили, невозможно сварить алюминий без использования аргонной среды. Дело в том, что при соприкосновении с кислородом, содержащимся в воздухе, на этом металле сразу же образуется оксидная пленка. И это становится действительно серьезной проблемой, поскольку, хотя алюминий является одним из самых сложных в обработке, его чаще всего используют для бытовых нужд.
Для плавления оксидной пленки требуется температура, значительно превышающая температуру плавления самого металла. Принцип аргонной сварки алюминия основан на том, что данный газ предупреждает процесс окисления, вытесняя кислород из сварочной рабочей ванны. В результате алюминиевая присадочная проволока легко плавится и получается качественный шов.
Принцип работы с данным металлом предполагает использование только переменного тока. Ток обратной полярности значительно поднимает температуру плавления за счет особой катодной очистки оксидной пленки. Высокая температура приводит к тому, что разрушается даже тугоплавкий вольфрам в электроде. Ток прямой полярности не позволяет пробить оксидную пленку, зато дуга получается стабильной и короткой. Как вы поняли, прочность и внешний вид шва зависят от переключения полярности.
Работа с постоянным током при аргонной обработке алюминия возможна, но только при условии использования чистого гелия в качестве инертного газа. Такой вариант обработки будет стоить гораздо дороже, а сам принцип работы более сложен с технической точки зрения.
Очень важно правильно подготовить алюминиевые заготовки, прежде чем приступать к процессу плавления. От этого непосредственно зависит качество будущего шва. Во время очистки нужно выполнить такие этапы:
- обезжирить металл при помощи растворителя;
- зачистить поверхность от оксидной пленки – зачистка может быть механической либо химической;
- дать очищенным поверхностям полностью просохнуть.

Сварка меди по принципу аргонной сварки
Медь отличается от других металлов тем, что отлично противостоит ржавчине и устойчива в агрессивных средах. Поэтому для ее сварки требуется аргон высшего сорта либо в сочетании с гелием (причем аргона при этом должно быть больше). Используются плавящиеся или неплавящиеся вольфрамовые электроды, постоянный ток.
Предварительный нагрев до +800 °С используется в тех случаях, когда толщина медной заготовки превышает 4 мм. Присадочная проволока может быть из меди или медно-никелевого сплава. Дуга в этом случае должна обладать высокой устойчивостью.
Поскольку медь имеет высокую теплопроводность, кромки металла нужно обязательно разделывать. Если речь идет о листе до 12 мм толщиной, можно произвести только одностороннюю разделку, тогда как для более толстых кромок приходится проводить двустороннюю.
Описание технологии аргонно-дуговой сварки
Содержание
- Технология аргонодуговой сварки
- Оборудование для аргонодуговой сварки
- Автоматическая аргонодуговая сварка
- Присадочные материалы для аргонодуговой сварки
- Техника ручной аргонодуговой сварки
- Как правильно варить аргонодуговой сваркой
- Область применения аргонодуговой сварки
- Техника безопасности при аргонодуговой сварке
- Комплектующие и расходные материалы
- Недостатки аргонодуговой сварки
- Преимущества аргонодуговой сварки
Некоторые виды металлов не могут быть сварены обычной сваркой.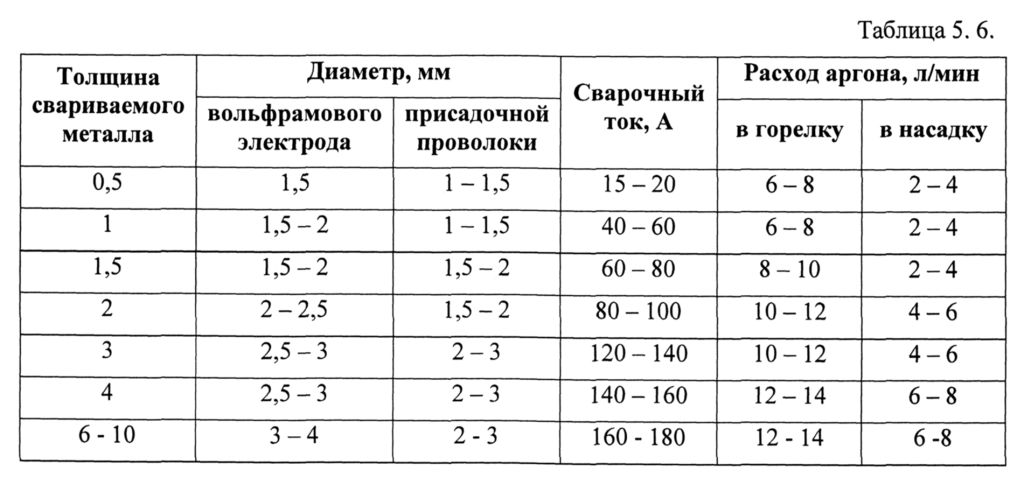 В случае использования электродов шов получается не прочным и не может обеспечить плотного соединения. Для цветных металлов, легированной стали и сплавов требуется аргонно-дуговая сварка.
В случае использования электродов шов получается не прочным и не может обеспечить плотного соединения. Для цветных металлов, легированной стали и сплавов требуется аргонно-дуговая сварка.
- Чем способ сварки в среде аргона отличается от остальных?
- Что включает в себя технология проведения сварочных работ с применением защитной среды аргона?
- Какие меры безопасности потребуется соблюдать?
Технология аргонодуговой сварки
Выполнение сварочных работ всегда требовало определенного профильного образования. Но современные технологии позволили настолько упростить этот процесс, что благодаря специальному оборудованию удается получить качественный результат даже в домашних условиях. Принцип работы аргонно-дуговой сварки также отличается простотой, что позволяет использовать его даже непрофессиональным рабочим.
Основное отличие сварки с аргоном от обычного электродного метода заключается в том, что работы проводятся с использование защитного облака создаваемого с помощью аргона. При этом температура в столбе дуги достигает 2000°C, что позволяет использование вольфрамовой неплавящейся проволоки в качестве основного расходного материала.
При этом температура в столбе дуги достигает 2000°C, что позволяет использование вольфрамовой неплавящейся проволоки в качестве основного расходного материала.
Другими особенностями технологического процесса являются:
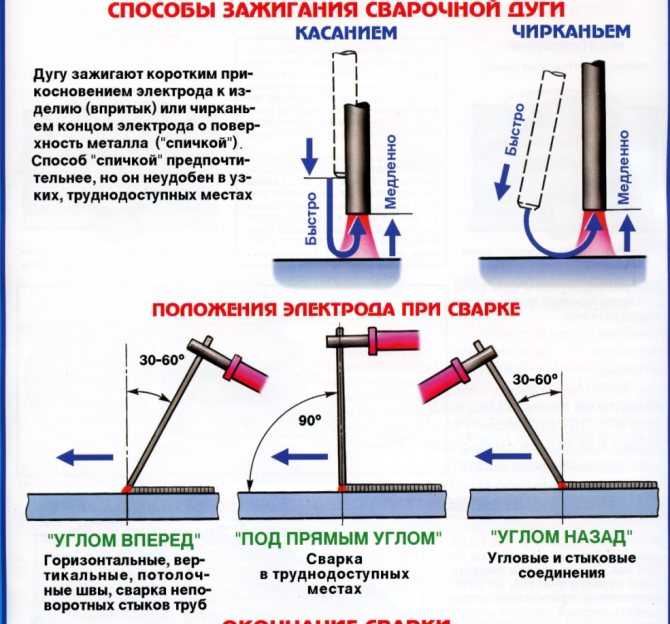
- Электрод необходимо располагать как можно ближе к поверхности обрабатываемого металла. Это позволяет обеспечить необходимую температуру сварочной ванны при аргонно-дуговой сварке и обеспечить необходимую толщину шва и глубину провара. Чем дальше электрод от металла, тем ниже качество наложенного шва.
- Направленность движений – вести электрод необходимо вдоль шва. Отсутствие колебательных движений помогает создать эстетически привлекательный шов. При этом от мастера требуется практика, чтобы создать все необходимые условия для достаточного провара.
- Сущность технологических процессов аргонно-дуговой сварки сводится к тому, чтобы в момент наложения шва на него не воздействовал кислород и азот, выделяющийся во время сгорания металла. Необходимо следить за тем, чтобы электрод и присадочный материал постоянно находились в защитном облаке аргона.

- Скорость подачи проволоки должна быть равномерной. Должны отсутствовать рывки, при которых наблюдается разбрызгивание металла. Техника электродуговой сварки в среде аргона подразумевает последовательность действий мастера: правильно выбранный угол подачи присадочной проволоки впереди горелки, строгое соблюдение направленности нанесения шва и точные настройки относительно интенсивности подачи газа на горелку.
- Скорость сварки – наложение сварного шва осуществляется медленно. При этом необходимо учитывать возможные металлургические процессы, присущие этому методу обработки. К примеру, подача газа на поверхность детали должна начаться на 10-15 сек. раньше, а закончится, спустя 7-10 сек после наложения сварного шва. Заваривание кратера осуществляют с помощью реостата (снижая силу тока на дугу). Расчет расхода аргона при сварке выполняют с помощью специальных таблиц и норм. Основные положения можно узнать в ГОСТ 14771 76.
Большинство нюансов связанных с выполнением работ мастер узнает с помощью практики. Некоторую помощь можно получить из специальных справочников и пособий для проведения сварочных работ в среде защитных газов. Производители оборудования также стараются заинтересовать потенциального покупателя и предоставляют множество полезной информации и расчеты режимов сварки в инструкции по эксплуатации.
Некоторую помощь можно получить из специальных справочников и пособий для проведения сварочных работ в среде защитных газов. Производители оборудования также стараются заинтересовать потенциального покупателя и предоставляют множество полезной информации и расчеты режимов сварки в инструкции по эксплуатации.
Особенности методики аргонно-дуговой сварки заключаются в правильном комбинировании: подачи проволоки, воздействия вольфрамового электрода, интенсивности подачи аргона и скорости наложения шва. Регулировать все эти составляющие станет проще по мере получения опыта.
Оборудование для аргонодуговой сварки
Сварочные работы в защитной среде газов выполняют как с помощью фирменных установок предназначенных непосредственно для аргонно-дуговой сварки, так и модифицированными аппаратами, используемыми для других работ. В любом случае требуется использование специального оборудования, каждое из которых имеет свое предназначение. А именно:
В любом случае требуется использование специального оборудования, каждое из которых имеет свое предназначение. А именно:
- Сопла для сварки – предназначены для обеспечения работы горелки. Так как при нагревании температура сварочной ванны достигает 2000° градусов, для производства сопел используется специальный термоустойчивый материал. Практика показала, что керамическое сопло для аргонодуговой сварки является оптимальным решением этого вопроса. В зависимости от толщины и структуры металла может понадобиться разный диаметр сопла.
-
Горелка – конструкция горелки для аргонодуговой сварки может быть разной в зависимости от метода проведения работ. Так, наложение сварного шва может осуществляться как плавящимся, так и неплавящимся электродом. Популярностью пользуется и сварочная горелка с водяным охлаждением. Водяное охлаждение горелки позволяет поддерживать необходимую температуру сварной ванны и не допускать перегрева электрода.
- Осциллятор – это устройство обеспечивает поджигание дуги с помощью бесконтактного метода.
 Преимуществом использования осциллятора является возможность поддержания стабильной дуги при использовании переменного тока. Сварочные аппараты для аргонодуговой сварки не могут обойтись без осциллятора, так как зачастую приходится обрабатывать металлы без возможности непосредственного прикосновения электродом к поверхности. Особенностью осциллятора является то, что он генерирует разряд с мощностью 4-8 кВт, достаточный для пробивания дугового промежутка.
Преимуществом использования осциллятора является возможность поддержания стабильной дуги при использовании переменного тока. Сварочные аппараты для аргонодуговой сварки не могут обойтись без осциллятора, так как зачастую приходится обрабатывать металлы без возможности непосредственного прикосновения электродом к поверхности. Особенностью осциллятора является то, что он генерирует разряд с мощностью 4-8 кВт, достаточный для пробивания дугового промежутка. - Балластный реостат – еще одна необходимая деталь. Балластный реостат помогает регулировать силу тока подаваемого на дугу и подбирать оптимальные параметры при работе с различными металлами. Профессиональный инверторный сварочный аргонодуговой аппарат для сварки, часто имеет встроенный балластный реостат. Не помешает реостат и при работе начинающего мастера на оборудовании бытового предназначения.
- Источник напряжения – существуют как трансформаторные установки, так и сварочные инверторы для аргонно-дуговой сварки. Инверторный вариант более предпочтителен.
 Инвертор создает равномерное напряжение необходимой частоты, что обеспечивает условия для качественного наложения сварного шва. Инверторная установка аргонодуговой сварки может работать как от напряжения в 220В, так и от 380В. Максимальная производительность достигается при подключении к трехфазной сети.
Инвертор создает равномерное напряжение необходимой частоты, что обеспечивает условия для качественного наложения сварного шва. Инверторная установка аргонодуговой сварки может работать как от напряжения в 220В, так и от 380В. Максимальная производительность достигается при подключении к трехфазной сети. - Дополнительные аксессуары – для выполнения сварных работ на профессиональном уровне не обойтись без сварочного поста. Сварочный пост часто называют столом, но он представляет собой нечто большее. Сварочный пост – это полностью укомплектованное рабочее место, существенно облегчающее процесс выполнения работ и увеличивающий качество результата. Стол для сварки может быть как стационарным, так и передвижным. Пост обеспечивает своевременный отвод отработанных газов, а также дает защиту от случайного попадания искры на поверхности находящиеся рядом.
Практика показала, что начинающим мастерам легче удается достичь необходимого качества, используя сварочный инвертор аргонно-дуговой сварки.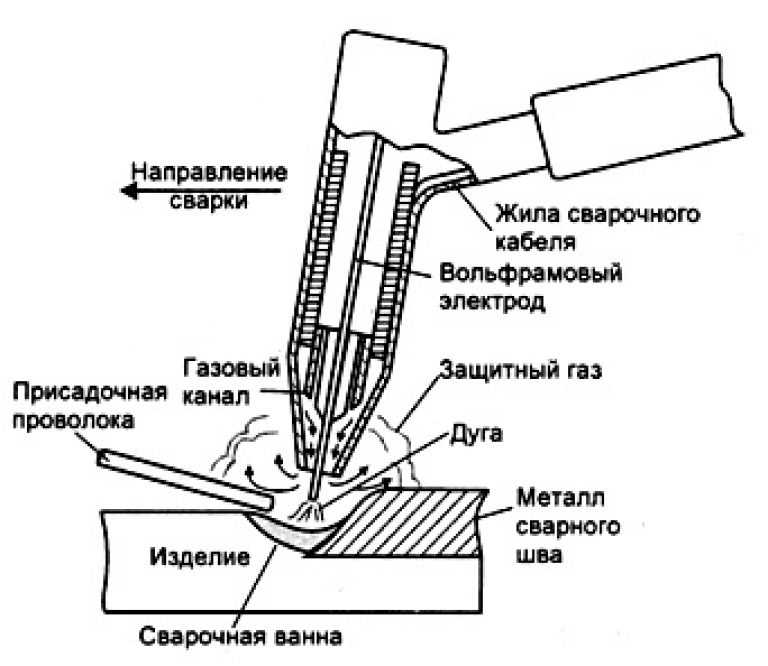 Инвертор дает стабильную дугу, что облегчает процесс нанесения сварного шва.
Инвертор дает стабильную дугу, что облегчает процесс нанесения сварного шва.
Автоматическая аргонодуговая сварка
Для облегчения рабочего процесса предусмотрена автоматическая аргонодуговая сварка неплавящимся электродом. Потребитель может приобрести установку с разным коэффициентом автоматизации. Принято различать следующие установки:
-
Механизированная – в оборудовании горелкой управляет непосредственно сварщик, проволока подается автоматически.
- Автоматизированная – технологический процесс и нанесение сварного шва происходит под надзором оператора, управляющего оборудованием. Движение горелки и подача проволоки выполняется с помощью автоматики.
- Роботизированная – сварочное оборудование для автоматической аргонодуговой сварки плавящимся электродом в таком случае полностью выполняется с помощью механизма. Контроль над режимом, нанесением сварного шва и другими аспектами контролирует компьютерный процессор, следуя заложенной программе.

Механизированная сварка в России используется чаще всего. Поэтому, при выполнении сварных работ большое значение играет человеческий фактор, а именно квалификация мастера.
Присадочные материалы для аргонодуговой сварки
Присадочные прутки для аргонодуговой сварки используются для наполнения сварной ванны при подаче аргона. Этот материал применяют при обработке металлов имеющих свойства, которые усложняют наложение шва. В зависимости от характеристик и состава, электроды для сварки в среде аргона могут быть обязательны при работах с чугуном, алюминием, никелем, титаном и другими цветными металлами и также легированной и жаропрочной сталью.
В зависимости от основного материала различают следующие присадки:
Сварочная проволока для аргонодуговой сварки нержавеющей стали имеет свои особенности, учитываемые при работе с этим материалом. Особенно важно следить за тем, чтобы сварочная ванна не выходила за пределы защитного облака аргона.
Техника ручной аргонодуговой сварки
Процесс выполнения работ достаточно простой, ему можно научиться самостоятельно. При наличии качественного оборудования для ручной аргонодуговой сварки наложение шва не составит труда даже в бытовых условиях. При сварке в среде аргона ручным методом потребуется соблюдать определенные рекомендации:
При наличии качественного оборудования для ручной аргонодуговой сварки наложение шва не составит труда даже в бытовых условиях. При сварке в среде аргона ручным методом потребуется соблюдать определенные рекомендации:
- Наложение шва должно проходить исключительно по направленности обрабатываемой комки. Колебательные движения утолщают шов и снижают его прочность.
- Необходимо следить за достаточной скоростью движения дуги. От мастера требуется обеспечить должную глубину провара металла.
- Качественная ручная аргонодуговая сварка неплавящимся электродом зависит от равномерной подачи проволоки и выставления соответствующего режима работы.
Максимально удобно выполнять ручную сварку с помощью инверторного оборудования с механической подачей присадочного материала.
Как правильно варить аргонодуговой сваркой
Для аргонно-дуговой сварки нужно соблюдение следующих условий:
Область применения аргонодуговой сварки
Технологический процесс проведения работ позволяет использовать этот метод для ремонта и изготовления деталей и конструкций любых цветных металлов и тугоплавких сталей. В настоящее время благодаря особенностям оборудования сварные работы с использованием защитной среды аргона можно проводить как в промышленных условиях, так и в быту.
Можно условно обозначить сферы применения метода сварки в аргоне по разновидности обрабатываемых металлов. А именно:
- Аргонодуговая сварка алюминия – сложность обработки алюминиевого сплава с помощью обычного электродного метода состоит в том, что металл имеет хорошую теплопроводность и не меняет свой цвет при нагревании.
 Обеспечить высокое качество шва на алюминии можно только в среде защитных газов. Сварка алюминиевых сплавов требует использования присадочных материалов, проволока в таком случае будет иметь однородный состав.
Обеспечить высокое качество шва на алюминии можно только в среде защитных газов. Сварка алюминиевых сплавов требует использования присадочных материалов, проволока в таком случае будет иметь однородный состав. - Сварка нержавейки – еще один материал, сложно поддающийся процессу обработки. Недостатком электродного метода в данном случае выступает то, что в процессе нанесения шва по нержавеющей стали приходится преодолевать пленку окиси. Работы выполняют с использование проволоки из нержавейки или без присадочного материала. Угол наклона горелки во втором случае будет составлять около 90° градусов. Выбирая режимы аргонодуговой сварки нержавеющей стали необходимо учитывать, что этот металл склонен к растрескиванию, поэтому требуется, чтобы шов остывал медленно при постоянной подаче газа.
- Аргонодуговая сварка чугуна – это оптимальное решение задач ремонта, как сантехнических труб, так и других изделий. Возможно использование для мелкого ремонта дефектов чугунных поверхностей возникших в процессе литья.

- Сварка титана в среде аргона – практически единственный способ обработки титановых сплавов. Сложность заключается в том, что даже при нагревании до 450° градусов титан образует оксид и окалину насыщенную кислородом. Это способствует образованию трещин и не дает провести качественное наложение сварного шва другим способом. При сварке титана используют специальные накладки, способствующие подаче аргона с тыльной стороны обрабатываемой детали.
- Углеродистые стали – существуют особенности обработки и этих металлов. Режим сварки углеродистых сталей подразумевает использование проковки шва при достижении им температуры каления и обеспечения медленного остывания обрабатываемой поверхности.
- Медь – особенностью меди является высокая теплопроводность. Поэтому аргонно-дуговая сварка меди выполняется при условии увеличенной подачи аргона около 150-200 л/час.
Техника безопасности при аргонодуговой сварке
Проведение работ с использованием среды защитного газа регламентируются согласно ГОСТ 12. 3.003-86. В ГОСТе требования, предъявляемые к промышленному применению, но их рекомендуется соблюдать и в бытовых условиях.
3.003-86. В ГОСТе требования, предъявляемые к промышленному применению, но их рекомендуется соблюдать и в бытовых условиях.
В первую очередь ограничения связаны с вредными веществами, образующимися в процессе выполнения работ и другими потенциально опасными ситуациями.
Некоторые положения этого ГОСТ приведены ниже:
-
Организация рабочего места – запрещается проводить работы рядом с легковоспламеняющимися смесями и материалами. На сварочном посту не должно находиться ненужных посторонних предметов, мешающих выполнению работ.
- Необходимо обеспечить стабильную вентиляцию рабочего места, при необходимости подключить систему принудительного удаления продуктов сгорания.
- Перед началом работ надо удостовериться в исправности оборудования.
- Мастер должен регулярно проходить инструктаж в кабинете охраны труда и сдавать соответствующие экзамены.
- Запрещается использование тройников, редукторов и других приспособлений для одновременного подключения сразу нескольких горелок.

- Необходимо обеспечить рабочего средствами индивидуальной защиты. Для предотвращения термического воздействия на человека при резке и сварке толстостенных металлов используются перчатки и горелки с удлиненным штативом.
Маска для сварки или специальные очки являются обязательным условием для выполнения работ. Хорошо зарекомендовали себя маски «хамелеоны». Сварочные маски со стеклами «хамелеонами» самостоятельно меняют затемнение в зависимости от воздействия излучения.
Комплектующие и расходные материалы
Помимо приобретения установки понадобится купить расходники для аргонно-дуговой сварки и постоянно следить за их наличием и исправностью. Так для выполнения работ понадобится:
- Смесь для сварки – хотя основной процент имеет доля аргона, он не подается на горелку в чистом виде. Качественная аргоновая смесь имеет от 10 до 50 процентов углекислоты в своем составе. Допустимо использование составов с гелием. Перед приобретением следует уточнить у консультанта, для каких целей используется смесь.

- Баллоны – могут быть использованы повторно. Время от времени необходимо проверять баллоны на отсутствие разгерметизации. Некоторые сервисные центры могут заправить необходимую смесь в уже приобретенные баллоны. Так как для некоторых металлов необходим большой расход газа (для меди потребуется интенсивность подачи в 150-200 л. / в час) приобретать необходимо комплектующие с достаточным объемом.
- Шланги – можно купить сварочный рукав различной длины и дополнительными функциями. Перед приобретением шлангов следует убедиться в том, что выбранный рукав подходит к сварочной установке. Рукав аргонно-дуговой сварки подсоединяется к редуктору.
- Редуктор – осуществляет контроль над расходом и подачей аргона. Редуктор устанавливается на баллон и автоматически понижает или повышает давление при работе с определенными типами металлов.
Недостатки аргонодуговой сварки
Как и у любого метода, у аргонодуговой сварки есть свои недостатки. К ним относится:
- Большое количество дополнительно используемого оборудования.
- Сложность правильного подбора, режима выполнения работ. Для начинающего мастера выбрать необходимые параметры крайне сложно. При работе с некоторыми металлами требуется импульсная сварка, на другие шов наносится точечным методом с перерывами. Может потребоваться использование постоянного или переменного напряжения.
- Невозможность полной защиты шва при сквозняке или сильном ветре.
При этих недостатках у метода проведения сварочных работ в среде аргона есть и свои положительные стороны.
Преимущества аргонодуговой сварки
На выбор аргонно-дуговой сварки должны повлиять преимущества, которые не могут быть достигнуты ни одним другим методом обработки металла. А именно:
- Незначительный нагрев поверхности металла. Для титана и чугуна и других цветных металлов сильное прогревание критично. Использование метода сварки с использованием аргона позволяет выполнить сварные работы качественно.
- Высокая скорость проведения работ.
- Возможность обработки металлов, не поддающихся сварке другим способом.

- Качественный ровный и тонкий шов.
- Возможность выполнения работ в домашних условиях без профильного образования. Согласно статистике большинство из тех, кто выбирает аппарат аргонодуговой сварки для дома, не является специалистом.
Возможности аргонодуговой сварки практически безграничны, а техника наложения шва настолько проста, что позволяет выполнить работы даже без профильного образования и практики. Именно это и объясняет популярность оборудования.
7 основных советов по сварке TIG для начинающих — компании Precision Высококачественные сварные швы не так просты, потому что необходимо учитывать множество факторов, от контроля нагрева, используемой техники до навыков сварщика. Короче говоря, сварка TIG может быть сложной задачей для сварщиков-новичков.
Итак, если вы боретесь с правильными методами сварки TIG или вам нужна помощь в получении сертификата по сварке TIG, то вы попали в нужное место, потому что в этой статье мы рассмотрим 7 основных советов по сварке для начинающих.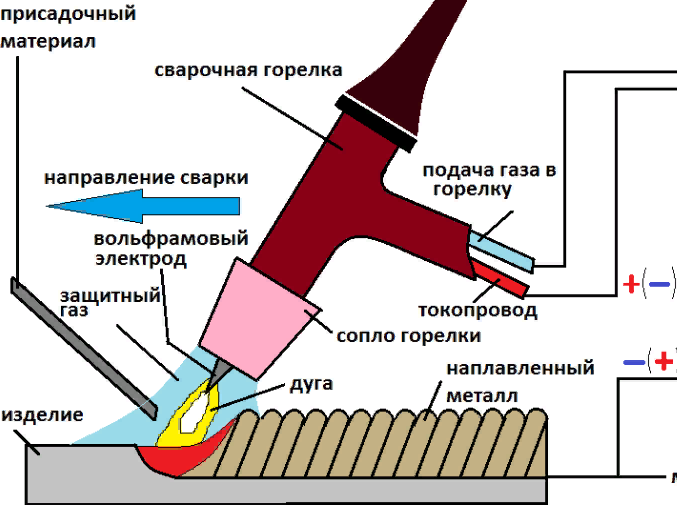 и оттачивайте свои навыки в производстве сварных швов высокой чистоты.
и оттачивайте свои навыки в производстве сварных швов высокой чистоты.
Используйте минимальную мощность
Один из основных советов по сварке TIG, который вы должны помнить, заключается в том, что слишком большая мощность может привести к прожогу сварного шва. Так что используйте минимальную мощность как можно больше (или, по крайней мере, на той мощности, которую вы можете выдержать), чтобы вы могли придумать технику ванны, достаточную для создания прочного и сплошного сварного шва.
Угол горелки
Резак должен находиться на расстоянии не менее 15-20 градусов от материала поверхности (и пути движения), чтобы обеспечить легкий доступ к присадочному материалу и улучшить видимость часть, подлежащая сварке.
Следите за чистотой материалов
Металлы должны быть чистыми, чтобы обеспечить сильную сварочную дугу. Для алюминия и нержавеющей стали рекомендуется использовать тонкую щетку для каждого типа металла.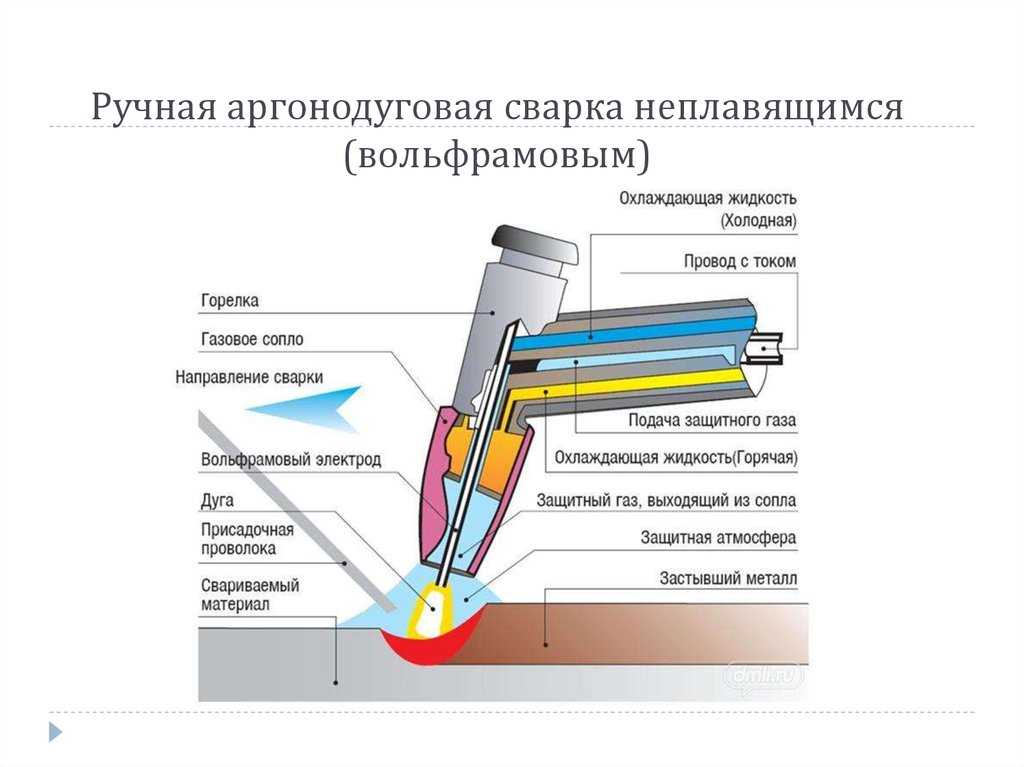 Несколько минут могут иметь большое значение для достижения лучшего результата.
Несколько минут могут иметь большое значение для достижения лучшего результата.
Не плавьте присадочный стержень напрямую
Всегда помните, как работает сварка TIG: основной металл расплавляется горелкой, а присадочный материал плавится расплавленной ванной. Избегайте непосредственного плавления материала, так как это приведет только к слабому сварному шву.
Носите защитное снаряжение
Вольфрамовые электроды излучают низкий уровень излучения. Поэтому необходимо носить респиратор для защиты носа и рта. Кроме того, мы также рекомендуем вам практиковать сварку TIG в хорошо проветриваемом помещении, чтобы пыль не ухудшила качество выполняемой вами работы.
Используйте правильный тип вольфрама
Работа с различными металлами требует использования правильного типа вольфрама. Для алюминиевых поверхностей рекомендуется как можно больше использовать зеленый вольфрам. А для стальных металлов рекомендуется использовать красный вольфрам. По мере того, как вы будете практиковаться дальше, вы также обнаружите, что другие типы металлов будут хорошо работать с различными видами вольфрама.
По мере того, как вы будете практиковаться дальше, вы также обнаружите, что другие типы металлов будут хорошо работать с различными видами вольфрама.
Работа с нержавеющей сталью
И, наконец, один из основных советов по сварке TIG, о котором вам следует помнить, это соблюдать осторожность при чрезмерном нагреве при работе с нержавеющей сталью. Вы можете сделать это, просто наблюдая за цветом сварного шва.
Если в результате окрашивания цвет становится от золотистого до лососевого, достаточно нагрева. Но если цвет сварного шва от темного до грязно-серого, то используется чрезмерное тепло, и материал может деформироваться.
Чтобы предотвратить проблемы при выполнении сварочных работ в будущем, мы рекомендуем уменьшить силу тока и увеличить скорость перемещения. Вы также можете попробовать уменьшить толщину присадочного стержня, чтобы его можно было легко расплавить при умеренном нагревании.
Основы сварки TIG — классические грузовики
| How-To
Серия Covell Heavy-Metal: Часть 2
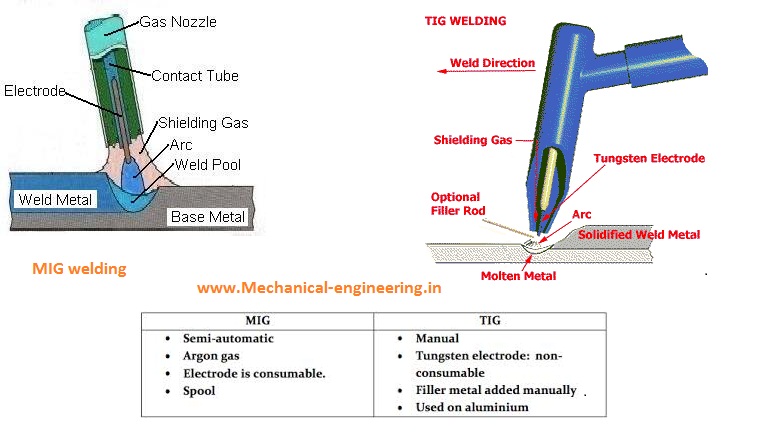
В прошлом месяце мы рассмотрели процесс MIG, который, безусловно, является самым популярным типом сварки, используемым для классических грузовиков. В этом месяце мы рассмотрим сварку TIG, которую многие считают лучшим процессом сварки.
В этом месяце мы рассмотрим сварку TIG, которую многие считают лучшим процессом сварки.
Поскольку сварочные аппараты MIG предлагают сварку хорошего качества с помощью аппарата по умеренной цене в сочетании с высокой прочностью и высокой скоростью, зачем вам что-то еще? На самом деле все сводится к контролю, универсальности и твердости наплавленного валика.
При сварке ВИГ температура достигает 35 000 градусов по Фаренгейту, но это концентрированное тепло можно точно контролировать и направлять. Когда требуется присадочный металл, его можно добавить вручную, подав сварочный стержень в ванну, как при кислородно-ацетиленовой сварке. Фактически, сварщики кислородно-ацетиленовой сварки обычно довольно легко справляются со сваркой TIG.
Для сварки TIG используется ручная горелка с тонким электродом, через который проходит сварочный ток. Электрод окружен керамической чашкой, которая направляет поток инертного защитного газа (обычно аргона), который не допускает попадания атмосферного кислорода в зону сварки.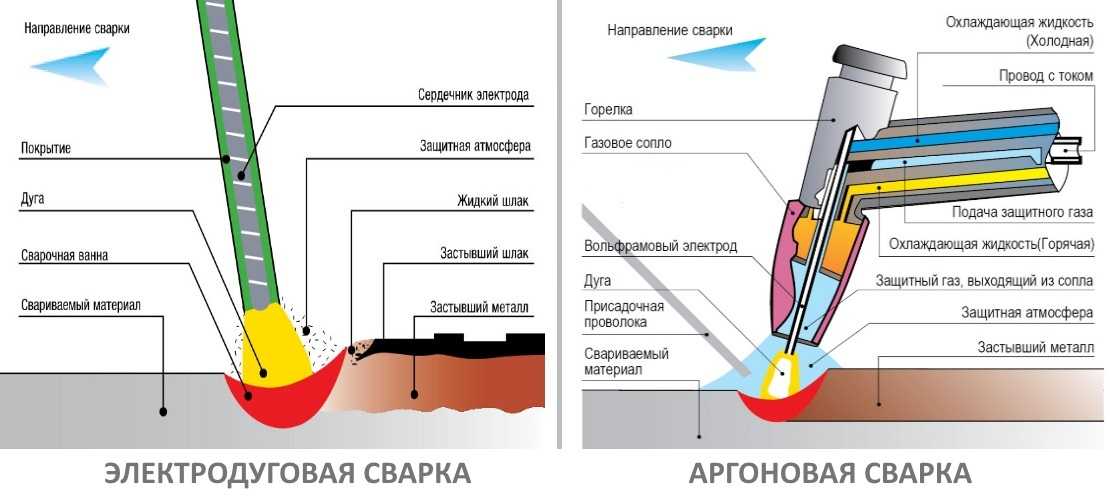 Большинство аппаратов имеют ножное или ручное управление, которое меняет сварочный ток на лету. Эти функции обеспечивают непревзойденный контроль над всеми аспектами процесса сварки. Квалифицированный оператор может сделать сварной шов с хорошим проплавлением с небольшим, четко очерченным, низкопрофильным сварным швом, который является достаточно пластичным или пригодным для обработки. Обрабатываемость сварного шва является огромным преимуществом для высококачественных кузовных работ, поскольку лучший способ исправить деформацию, вызванную сваркой, — это забить на тележке сварной шов. Сварные швы MIG, хотя и достаточно прочные, более хрупкие, чем сварные швы TIG, и могут треснуть, если их слишком сильно ударить молотком.
Большинство аппаратов имеют ножное или ручное управление, которое меняет сварочный ток на лету. Эти функции обеспечивают непревзойденный контроль над всеми аспектами процесса сварки. Квалифицированный оператор может сделать сварной шов с хорошим проплавлением с небольшим, четко очерченным, низкопрофильным сварным швом, который является достаточно пластичным или пригодным для обработки. Обрабатываемость сварного шва является огромным преимуществом для высококачественных кузовных работ, поскольку лучший способ исправить деформацию, вызванную сваркой, — это забить на тележке сварной шов. Сварные швы MIG, хотя и достаточно прочные, более хрупкие, чем сварные швы TIG, и могут треснуть, если их слишком сильно ударить молотком.
Сварка ВИГ может соединить практически любой металл. Он отлично подходит не только для стали и алюминия, но и для нержавеющей стали, титана, меди, бронзы и магния, и это лишь некоторые из них.
Сварка ВИГ существует с 1940-х годов, и хотя сначала она считалась эзотерической, теперь, когда многие люди знают о ее преимуществах, аппараты стали довольно популярными и доступными. Большинство лучших магазинов уличных удилищ (и многие серьезные строители домов) используют сварку TIG как для кузова, так и для шасси. Как только вы привыкнете к невероятному контролю, который он предлагает, и к красивому внешнему виду правильно сформированного сварного шва TIG, большинство людей зацепятся!
Большинство лучших магазинов уличных удилищ (и многие серьезные строители домов) используют сварку TIG как для кузова, так и для шасси. Как только вы привыкнете к невероятному контролю, который он предлагает, и к красивому внешнему виду правильно сформированного сварного шва TIG, большинство людей зацепятся!
Тип аппарата TIG, который вам следует приобрести, зависит от типа и толщины металла, который вы будете сваривать. Сварочный аппарат TIG с выходным током 180 или 200 ампер и выходным напряжением переменного/постоянного тока подойдет для большинства автомобильных применений. (Вам нужен выход как переменного, так и постоянного тока, если вы хотите сваривать сталь и алюминий.) Для кузовных работ реальным преимуществом является наличие машины, которая работает на очень низких настройках — начало сварки около 5 или 10 ампер часто бывает выгодным. . Некоторые старые аппараты потребляют только 25 ампер, и при такой силе тока выполнять деликатную сварку очень тонкого металла довольно сложно.
В то время как сварка TIG дает много преимуществ, научиться делать красивые сварные швы, что требует координации рук, ног и глаз, требует терпения и большой практики. Когда вы освоите сварку TIG, результаты вас очень порадуют. Вот несколько советов, которые помогут вам начать.
1. Тщательно очистите все, включая обе стороны основного металла и сварочный стержень. Сварка TIG особенно чувствительна к любым загрязнениям, которые могут серьезно нарушить целостность сварного шва.
2. Прежде чем приступить к сварке, примите удобное положение и расслабьтесь. Управлять горелкой TIG — это все равно, что пытаться аккуратно писать на маленьком пространстве. Напрягите руки, двигайтесь медленно и сосредоточьте внимание на кончике вольфрамового электрода — на самом деле многие люди держат горелку, как карандаш.
Напрягите руки, двигайтесь медленно и сосредоточьте внимание на кончике вольфрамового электрода — на самом деле многие люди держат горелку, как карандаш.
3. Держите горелку под правильным углом. Угол перемещения определяется как угол относительно резака в перпендикулярном положении. Нормальные условия сварки требуют угла перемещения от 15 до 20 градусов. Углы перемещения за пределами этого приводят к меньшему проплавлению, неправильному направлению металла шва, плохому покрытию защитным газом и общей нестабильности дуги.
4. При сварке TIG всегда используйте технику проталкивания, когда горелку толкают впереди сварочной ванны. Проталкивание обеспечивает лучший обзор сварочной ванны, обеспечивает хорошее покрытие сварного шва газом и обеспечивает удаление оксидов при использовании переменного тока, как при сварке алюминия.
5. Попрактикуйтесь в сварке металлолома. Начните с нанесения валика на плоский кусок металла — не пытайтесь сначала заварить шов или добавить наполнитель. Поэкспериментируйте с регулятором силы тока, чтобы найти нужное количество тепла. Узнайте, как управлять размером и формой сварочной ванны.
Поэкспериментируйте с регулятором силы тока, чтобы найти нужное количество тепла. Узнайте, как управлять размером и формой сварочной ванны.
6. Чтобы зажечь дугу с помощью высокочастотной машины (большинство хороших машин), держите электрод на расстоянии около 1/8 дюйма от изделия и нажмите педаль — никогда не прикасайтесь электродом к изделию во время высокочастотного Начало. Многие люди наклоняют горелку и прижимают газовую чашку к заготовке, устанавливают дугу, а затем перемещают горелку в правильное положение для сварки.
7. Поддерживайте постоянную длину дуги – около одного диаметра электрода от работы. Изменение длины дуги приводит к несоответствиям. Одна из распространенных ошибок, которую допускают начинающие сварщики TIG, заключается в том, что они слишком сильно поднимают горелку или наклоняют ее, чтобы лучше видеть сварочную ванну. Если вам нужен лучший обзор зоны сварки, наклоните голову вниз и в сторону.
8. Поддерживайте скорость движения в соответствии с желаемой формой борта. При очень быстром перемещении резака получается слишком узкий валик, а при слишком медленном перемещении резака получается слишком широкий валик. При сварке TIG не перемещайте горелку вперед, пока сварочная ванна не достигнет желаемого размера. Помните, что слишком долгое удерживание горелки на одном месте может привести к проплавлению отверстия в основном металле, особенно при сварке тонкого металла.
Поддерживайте скорость движения в соответствии с желаемой формой борта. При очень быстром перемещении резака получается слишком узкий валик, а при слишком медленном перемещении резака получается слишком широкий валик. При сварке TIG не перемещайте горелку вперед, пока сварочная ванна не достигнет желаемого размера. Помните, что слишком долгое удерживание горелки на одном месте может привести к проплавлению отверстия в основном металле, особенно при сварке тонкого металла.
9. После того, как дуга зажглась и вы создали сварочную ванну нужного размера, вы можете начать добавлять присадочный металл. Держите присадочный стержень под углом 15-20 градусов вверх от заготовки, создавая угол 90 градусов между присадочным стержнем и вольфрамом. Обязательно перемещайте горелку и присадочный стержень постепенно, чтобы сварочная ванна, горячий конец присадочного стержня и затвердевающий сварной шов были покрыты потоком защитного газа. Распространенной ошибкой является касание электрода присадочным стержнем или касание сварочной ванны электродом. В любом случае вольфрам обычно загрязняется. Прежде чем продолжить, всегда останавливайтесь и заново заточите или заново набейте электрод.
Распространенной ошибкой является касание электрода присадочным стержнем или касание сварочной ванны электродом. В любом случае вольфрам обычно загрязняется. Прежде чем продолжить, всегда останавливайтесь и заново заточите или заново набейте электрод.
10. Требуется много времени, чтобы научиться совмещать все движения, необходимые для сварки TIG: где держать горелку, как быстро перемещать сварочную ванну и сколько стержня подавать. Наберитесь терпения и повторяйте одни и те же движения снова и снова — только так вы научитесь делать хороший сварной шов TIG. Если вам нужна дополнительная информация об оборудовании или методах сварки, несколько хороших онлайн-источников: www.millerwelds.com и www.htpweld.com. Вы найдете обширные ресурсы с электронным обучением, техническими советами и дополнительной информацией, которые помогут вам получить максимальную отдачу от вашего опыта сварки.
Вот сварной шов на алюминиевом листе. Обратите внимание, как рябь на сварном шве выглядит как перекрывающаяся стопка десятицентовиков.