alexxlab
alexxlab Как пользоваться штангенциркулем: наглядные примеры на фото
Штангенциркули служат для измерения наружных и внутренних диаметров, а также наружных и внутренних длин.
Кроме этого отдельными типами инструмента могут измеряться глубины. Удалённости наружных и внутренних уступов и выполняться разметочные работы.
Штангели различают по типам, моделям, диапазонам измерений и уровнем точности, которые могут быть от 0,1 до 0,01 миллиметра. Диапазон измерений, зависящий от размеров самих штангенциркулей довольно широк, от 0 до 4000 мм.
Сегодня поговорим об устройстве инструмента, о том как пользоваться им новичку, как правильно измерить внутренний, наружный размеры и глубину.
Считывание размеров
Самое простое считывание у штангенциркуля типов ШЦЦ. Величина размера отображается на дисплее.
Показание размера на дисплее ШЦЦ
У штангенциркуля типа ШЦК-1 на размер в целых миллиметрах указывает край рамки, а доли миллиметра с отклонениями в плюс или минус указывает стрелка круговой шкалы.
Считывание показаний на штангеле ШЦК-1
Значение измерений складывается из его целых и долевых составляющих. У нониуса, на целые значения миллиметров, указывает риска на шкале штанги, ближайшая или находящаяся в левой части нониуса или совпадающая с ней.
Считывание размера со штангенциркуля ШЦ
Количество десятых или пятисотых долей миллиметра определяется по одной из рисок на шкале нониуса, который имеет наибольшее совпадение с любой риской на шкале штанги.
Порядковое значение этой наиболее совпадающей риски нониуса, будет количеством десятых или двадцатых долей миллиметра. Сумма целых миллиметров и его долей, будет расстоянием между измерительными поверхностями.
Обратите внимание
При измерении внутренних размеров штангенциркулем типов ШЦ-2 и ШЦ-3. К показаниям отсчетного устройства следует прибавить суммарный размер губок.
Измерение наружных диаметров
Размер на штангенциркуле — это расстояние между его измерительными поверхностями. Каким бы точным устройство не было его показания зависят от правильности снятия размера.
Каким бы точным устройство не было его показания зависят от правильности снятия размера.
Величина измеренного наружного диаметра будет равна расстоянию между поверхностями только при условии их плотного прижима к поверхностям составляющих размер, которые можно назвать контур поверхностями.
Для выполнения условий плотного беззазорного прижима к поверхности цилиндра, штанга инструмента должна быть параллельна линии измеряемого диаметра или перпендикулярна его оси. Неправильное положение штанги приведёт к ошибке в измерении.
Примеры неправильной установки инструмента
Увеличение пятна контакта губок с поверхностью цилиндра облегчает установку инструмента в правильное положение.
Это делается за счёт наклона плоскости штангенциркуля, под углом к оси цилиндра, не нарушая перпендикулярности к ней штанги.
Наклон плоскости штангенциркуля
Приложение штанги к плоскости близлежащего торца, задаст штангенциркулю правильное положение при измерениях диаметров любой величины.
Правильное положение инструмента
Правильное положение при измерении диаметра
Ориентируемся визуально
В случае, когда нет такой возможности, остаётся ориентироваться визуально.
Измерение цилиндрических поверхностей
Величина цилиндрического отверстия будет равна расстоянию между измерительными поверхностями губок, при наибольшем их разведении в сочетании с плотным прижатием к поверхности отверстия.
Боковые измерительные поверхности инструмента должны быть установлены симметрично и перпендикулярно оси отверстия.
Симметрично и перпендикулярно оси отверстия
Измерение внутреннего диаметра штангенциркулем типа ШЦ-2 или ШЦ-3.
Правильное положение инструмента
Чтобы точнее установить инструмент, его достаточно чуть-чуть подвигать в отверстии.
Измерение длины
Правильное измерение длины обеспечивается параллельным положением штанги в двух плоскостях к линии измеряемой длины.
Параллельность к поверхности штанги
Параллельность к поверхности штанги
Не параллельность боковой поверхности штанги или ребра к линии размера вызовет снятие ложного размера.
Ложный размер
Установить правильное положение инструмента поможет увеличенная длина контакта губок с поверхностями, а также приложение штанги к поверхности оси детали.
Надежный контакт инструмента
Измерение внутренних длин
Плоскость и ребро штанги должны быть параллельны линии размера. На фото показано неправильное и правильное положение инструмента при снятии размера.
Неправильное положение
Правильное положение
Правильное положение инструмента ШЦ-2
Правильный прижим инструмента
Теперь, когда с правильным позиционированием инструмента определились, остаётся обеспечить плотный контакт измерительных поверхностей с контр-поверхностями.
Очень важно следить, чтобы контакт не пришёлся на радиус в углах уступов.
Правильно сделанный прижим к поверхности, должен быть плотным исключающим наличие каких-либо зазоров.
Зазор образованный неплотным прижимом, в совокупности с фактическим размером, будет показан отсчетным устройством штангенциркуля, но эти данные будут ложными.
Обычно губки прижимаются к поверхностям детали усилием, приложенным непосредственно к рамке или через подающий ролик.
Такой способ прижима может обеспечить достаточную стабильность и точность при измерениях. С увеличением измеряемых длин, когда усилие прижима должно быть более жестким с целью формирования надежного прижима к измеряемым поверхностям.
Применение такого способа содержит риск получения ложных результатов.
Дело в том, что увеличенное давление на основную рамку может вызвать перекос рамки вместе с подвижными губками.
Перекос рамки
Устранить перекос в рамке поможет увеличение прижима ее к штанге стопорным винтом.
Способ жёсткого прижима при замерах
Правильное позиционирование штангенциркуля при осуществлении замера предполагает прижим давлением непосредственно на рёбра губок.
Жесткий прижим губок
Давление на рёбра не может привести к перекосу рамки, а это значит, что жесткий прижим с легким покачиванием, только улучшит точность съема размера.
Важно недопущение перекоса рамки при достижении плотного прижима. После нахождения положения, стопорный винт зажимается для выведения инструмента из контакта с деталью и последующего считывания размера.
Для чего нужна дополнительная рамка
Этот приём доступен для штангенциркулей типов ШЦ-2 и ШЦ-3, у которых есть вспомогательные рамки. Винт на основной рамке поджимается настолько, чтобы ход прижимной пружины был выбран, но рамка была заблокирована не полностью, а передвигалась с затруднением.
Измерение с помощью вспомогательной рамки
Губки штангенциркуля устанавливаются в приближенные к размеру положение. Винт на вспомогательной рамке зажимается, и дальнейший подвод губок до уплотненного контакта с измеряемыми поверхностями делается за счёт механизма подачи на вспомогательной рамке.
Измерение штангенциркулем размеров с погрешностью до 5 микрон
Снятие размера можно считать совершенным при достижении легко уплотненного контакта измерительных поверхностей с контр-поверхностями.
Полученный уплотненный контакт проверяется подвижками губок относительно контр-поверхностей, а также входом и выходом из контакта.
Как измерить глубину и удаленность уступа
Замеряя глубину, сторона торца штангенциркуля находящаяся со стороны выреза на глубиномере, прижимается к ближней поверхности образующей длину уступа.
Вырез на глубиномере
Одно из назначений выреза на глубиномере, обходить радиусы, оставленные режущим инструментом на вершинах углов уступов. Штанга инструмента должна быть параллельна линии размера одновременно боковой поверхностью и ребром.
Правильное снятие размера
Размеры снятые глубиномером не отличаются стабильностью, из-за того что в большинстве случаев, правильная установка штанги контролируется только визуально.
Поэтому лучше сделать несколько замеров и за правильный результат принять наименьшую его величину. В какой-то степени правильные установки штангенциркуля будет способствовать прижим глубиномера к поверхности, которая параллельна линии измеряемой глубины.
Поджим глубиномера
Измеряя большие длины, нужно следить, чтобы не было изгибов глубиномера, и помогать в сохранении его прямолинейности.
Чтобы узнать глубину радиальной канавки, штанга и глубиномер устанавливаются параллельно в 2 плоскостях и симметрично линии диаметра цилиндра.
Замеряем глубину радиальной канавки
Для более точных и стабильных измерений глубин, применяется специальный штанговый инструмент штангенглубиномер.
Косвенные измерения
В конфигурации деталей, могут встречаться наружные и внутренние размеры, которые нельзя непосредственно измерить штангенциркулем.
Невозможно сделать замер №1
Невозможно сделать замер №2
Невозможно сделать замер №3
В таких случаях поможет применение других инструментов или косвенных измерений.
Схема косвенных измерений
Косвенными измерениями, искомый размер детали вычисляется из результатов полученных прямыми измерениями размеров связанных с искомым.
Вычисляем размер
Длина между выступами посередине не поддаётся прямому измерению. Замеряем общую длину и длины частей детали прилегающих к нужным нам сторонам, вычитаем их размеры из общей длины детали.
Замеряем общую длину и длины частей детали прилегающих к нужным нам сторонам, вычитаем их размеры из общей длины детали.
Как измерить расстояние между центрами отверстий?
Измеряем диаметры обоих отверстий, а потом перемычку между отверстиями, прибавив к длине перемычки, величины радиусов обоих отверстий, выясняем межцентровое расстояние.
Замер диаметров
чтобы измерить глубину канавки нам понадобится мостик. В качестве мостика используем подходящую шайбу. Из полученного результата измерений вычтем высоту шайбы и получим глубину канавки.
Измерение диаметра канавки
Применение косвенных замеров поможет, когда измеряемый диаметр превышает рабочий диапазон имеющегося штангенциркуля.
Начнем с измерения глубины губок от ребра штанги, назовем ее буквой H.
Снимаем размер губки штангенциркуля
Оперев ребро штанги на поверхность диаметра, сводим губки до касания обеих поверхностей этого диаметра и получаем длину хорды.
Измеряем хорду
А далее используем формулу:
D=L²/(4*H)+H
Подставляя в неё известные нам числовые значения, находим искомый диаметр.
Эту формулу можно применить для расчётов радиусов секторов. Если вылет штанги будет великоват, его можно уменьшить установкой штанги через мерную прокладку.
Находим радиус сектора
Дальнейший расчет аналогичен предыдущему.
Как устроен штангенциркуль ШЦ-1
Штанга с миллиметровой шкалой. Едино со штангой сделаны неподвижные губки для измерения наружных размеров, а другая, для измерения внутренних.
Штанга со шкалой
Рамка, которая передвигается по штанге, прижимается к ней установленной внутри пружиной.
Подвижная рамка
Подвижные губки, одна из которых для наружных, а вторая для внутренних измерений неразъемно соединены с рамкой.
Нониусная шкала на рамке может состоять из 10 делений. Для штангенциркуля с точностью до 0,1мм из 20 делений для инструментов с уровнем точности до 0,05мм.
Шкала нониуса находится как на самой рамке, так и на отдельной пластине, которая крепится к рамке винтами. Это позволяет регулировать шкалу нониуса относительно шкалы штанги.
Разная шкала делений
Глубиномер, связанный с рамкой, направляется пазом в штанге, он служит для измерения глубин и удалённости уступов. Стопорный винт на основной рамке предназначен для её фиксации со штангой в любой точки перемещения.
Глубиномер и стопорный винт
Одна пара губок имеет заужение измерительных поверхностей на крайней части своей длины, а вторая пара на всей длине, что создает дополнительные возможности при измерениях.
Устройство ШЦ-2 и ШЦ-3
Штангенциркуль шц-2 отличается от типа ШЦ-1 измерительными губками. ШЦ-2 имеют четыре измерительные поверхности две плоские, для наружных измерений и две цилиндрические, для внутренних.
Рабочие повехности губок ШЦ-2
Размер между плоской и цилиндрической измерительной поверхностью губок имеет точный размер, а его суммарное значение, указывается на одной из них.
В нашем случае этот размер 10 мм и он равен минимальному внутреннему размеру, который можно измерить. Поверхности для внутренних измерений ограничены по длине прямоугольными уступами параллельными штанге. Эти выступы используются для обеспечения правильной позиции при измерении.
Эти выступы используются для обеспечения правильной позиции при измерении.
Вторая измерительная пара заострена, а их измерительные поверхности заужены по всей длине. Это пара имеет измерительно-разметочные функции, потому что их заострениями могут наноситься мерные разметочные риски.
Разметка с помощью ШЦ-2
Заужение, на измерительных поверхностях разметочных губок, позволяет делать измерения различных поднутрений. Например, в узких неглубоких канавках или перемычек между отверстиями.
Кроме основной рамки у штангенциркуля типа ШЦ-2 предусмотрена ещё вспомогательная рамка со стопорным винтом. Вспомогательная рамка соединена с основной через микрометрический винт и гайку с рифленой поверхностью.
При застопоренной вспомогательной рамке, основная рамка может приближаться или удаляться от вспомогательной.
Вспомогательная рамка
Такой прием используется при некоторых измерениях, когда нужна точная подводка губок к измеряемым поверхностям. Штангенциркули типа ШЦ-3 отличаются от типа ШЦ -2 только отсутствием пары измерительно-разметочных губок.
Штангенциркули такого типа предназначены для измерений в самом большом размерном диапазоне.
Инструменты типа ШЦК-1 и ШЦЦ-1
Тип штангенциркуля ШЦК-1 также механический со счетным устройством долей миллиметра в виде круговой шкалы на рамке. Точность его выше, чем у нониуса и в зависимости от модели может быть от 0,01 до 0,02 мм.
Штангенциркуль ШЦК-1
К недостаткам этого типа измерительного инструмента, можно отнести их механическую уязвимость и чувствительность к загрязнениям отсчетного механизма.
Штангенциркуль типа ШЦЦ-1 или цифровой, отличается тем, что в его рамке вмонтировано отсчетное устройство с дисплеем, на котором указывается расстояние между измерительными губками.
Разрешение у таких штангенциркулей более высокое, до одной сотой миллиметра, а дисплей обеспечивает удобное считывание размеров.
Считывание размеров штангенциркулем ШЦЦ-1
На счетном устройстве, кнопочное управление настройками. Цифровому штангенциркулю присущи все достоинства и недостатки электронных устройств в частности на их повышенную точность влияет температурное расширение штанги.
Проверка и регулировка штангенциркулей
Штангенциркули, как и любой измерительный инструмент, могут потерять свою точность и за нарушение настройки, механических повреждений и естественного износа.
Прямолинейность инструмента, со стороны боковых поверхностей и ребер, проверяется лекальной линейкой на отсутствие просвета.
Между соединенными губками штангенциркуля не должно быть светового зазора, а крайняя левая риска на нониусной шкале, должна строго совпадать с риской нуля на шкале штанги. Падение штангенциркуля даже с небольшой высоты может повлечь за собой изгиб губки относительно штанги.
Проверка прямолинейности инструмента
Даже самые незначительные изгиб создает недопустимый зазор между губками, приводящий к нарушению измерений. Такие изгибы можно выявить проверкой лекальным угольником класса точности не менее второго.
Контроль исправности губок на просвет
Между угольником, прижатым к штанге и измерительными поверхностями губок не должно быть светового зазора, но как видно на фото, он есть.
Выявленные изгибы можно исправить легкими ударами по ней в нужном направлении медным инструментом. После каждого ударного воздействия, следует проверка угольником на просвет. И так до полного восстановления перпендикулярности губки к штанге.
Зазор между сведенными губками виден на просвет
При выверенных и сведенных измерительных губках должно быть совпадение крайней левой риски нониусной шкалы с нулем на шкале штанги.
Механически закреплённые нониус позволяет откорректировать за счёт регулировки. Проверку цилиндрических губок на предмет износа у штангенциркулей типов ШЦ-2 и ШЦ-3 можно сделать микрометром.
Проверка на просвет губок для внутренних измерений на штангенциркуле ШЦ-1 не приведёт к объективной оценки, в силу того, что эти губки могут заходить друг за друга.
Их можно проверить замером калиброванных отверстий, в качестве которых могут быть использованы отверстия в новых подшипниках.
Глубиномер при сведённых губках должен быть строго на одном уровне с торцем штанги. На точность глубиномер проверяется измерением плоскостности, при котором результат измерения должен быть нулевым.
На точность глубиномер проверяется измерением плоскостности, при котором результат измерения должен быть нулевым.
Регулировка перемещения рамки
На инструменте различных типов и моделей прижим рамки к штанге осуществляется пружиной. Пружина, установленная в рамке выгибом от штанги, имеет возможность регулировки прижимного усилия за счёт поджатия ее винтом.
Но вместе с этим уменьшается вероятность перекоса рамки при давлении на неё целью режима губок. Установка прижимной пружины в некоторых моделях может быть выгибом вниз. При такой установке, прижим не регулируется винтом и является равномерным по всей длине перемещениях рамки.
Что делать нельзя
- Замерять детали при работающем двигателе.
- Наносить разметочные риски на вращающиеся детали.
- Нельзя использовать инструмент не по назначению.
- Во избежание возможных повреждений инструмента, нельзя класть его на суппорт станка.
Что необходимо соблюдать
- Инструмент с повышенной точностью требует размещение в точках или условиях изолированных от каких-либо источников температуры.
- Необходимо регулярно смазывать штангенциркуль легкими маслами.
Устройство и применение штангенциркуля. История штангенциркуля
– это универсальный измерительный прибор для определения линейных размеров деталей с установленной точностью. С его помощью можно производить измерения наружных и внутренних размеров деталей, а также глубины отверстий при условии наличия выдвижной штанги.
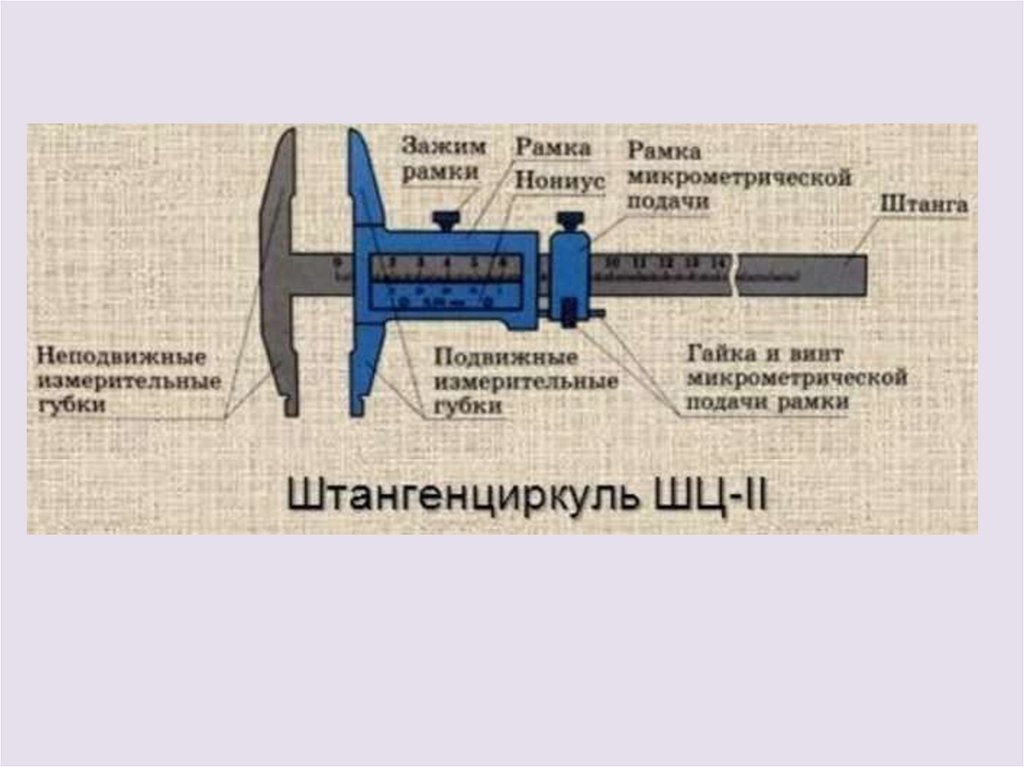
Штангенциркуль предназначен для измерения линейных размеров (внешних, внутренних, глубин). Конструктивно штангенциркуль состоит из измерительной линейки, штанги, нониуса, фиксатора.
 Самая же простая проверка корректности показаний – это совпадение нулевых штрихов при полном закрытии губок.
Самая же простая проверка корректности показаний – это совпадение нулевых штрихов при полном закрытии губок.Производство и поверка инструмента регулируется рядом государственных стандартов. Так, определяет технические условия на штангенциркули ГОСТ 166-89. Порядок поверки инструмента определён в ГОСТ 8.113-85.
Как и любой измерительный инструмент, штангенциркуль имеет шкалу делений (цена деления 0,01 означает, что инструмент измеряет размер с точностью до сотой миллиметра) и погрешность измерения. Приемлемой погрешностью считается погрешность до 10% от точности измерения инструмента. На производстве все штангенциркули регулярно один раз в 6 месяцев проходят метрологическую поверку.
При покупке следует обратить внимание, чтобы губки инструмента были ровными, а при их соприкосновении не было просвета. При сомкнутых губках шкала по нониусу должна быть установлена на нуле, линии нониусной шкалы должны быть четкими.
 Штангенциркуль должен комплектоваться паспортом, в котором должна стоять отметка о поверке инструмента.
Штангенциркуль должен комплектоваться паспортом, в котором должна стоять отметка о поверке инструмента.Все штангенциркули подразделяются на 3 основных типа:
Нониусные штангенциркули (тип ШЦ) – классический тип штангенциркулей, отсчет показаний на которых производится по штриховой шкале. Принцип работы основан на совмещении рисок, нанесенных на штангу, с рисками на специальной измерительной планке, называемой «нониус». Штангенциркули данного типа выпускаются с точностью измерений 0,1 мм, 0,05 мм и 0,02 мм.
Цифровые штангенциркули (тип ШЦЦ) – более современная модель, отсчет показаний по которой осуществляется с использованием цифрового электронного табло. Этот тип обладает высокой точностью отсчета – 0,01 мм. Кроме того, программное обеспечение штангенциркулей позволяет установить «0» в любой точке отсчета, перевести единицы измерения в мм/дюймы, передать показания на персональный компьютер.
Стрелочные штангенциркули с круговой шкалой (тип ШЦС или ШЦК) – для снятия показаний используется стрелочный индикатор, вмонтированный в подвижную рамку штангенциркуля. Преобразование линейного перемещение рамки во вращение стрелки индикатора осуществляется посредством использования в конструкции реечно-зубчатой передачи, которая кроме ее прямого назначения, также делает всю конструкцию штангенциркуля более жесткой. Выпускаются стрелочные штангенциркули с ценой деления 0,02 мм и 0,01 мм.
Преобразование линейного перемещение рамки во вращение стрелки индикатора осуществляется посредством использования в конструкции реечно-зубчатой передачи, которая кроме ее прямого назначения, также делает всю конструкцию штангенциркуля более жесткой. Выпускаются стрелочные штангенциркули с ценой деления 0,02 мм и 0,01 мм.
Следующая важная характеристика – форма выпуска. Согласно ГОСТ 166-89, здесь также существует три типа:
Тип ШЦ-I – штангенциркуль с измерительными верхними и нижними губками и глубиномером. Данный тип позволяет измерять внутренние и внешние размеры изделий, выдвижной глубиномер служит для определения высот различных канавок, уступов, неровностей и т.п. Выпускаются длиной до 300 мм – модели ШЦ-I-125, ШЦ-I-150, ШЦ-I-200, ШЦ-I-250, ШЦ-I-300. Это самый универсальный и распространенный тип.
Тип ШЦ-II – штангенциркуль с верхними разметочными и нижними измерительными губками. Главное отличие – это острозаточенные верхние губки, позволяющие производить разметку на металлических, пластиковых и других поверхностях.
Тип ШЦ-III – штангенциркуль с нижними измерительными губками. Служит только для определения линейных размеров. Как и в случае с ШЦ-II, на губках указана их толщина, этот число необходимо прибавить к показаниям штангенциркуля при измерении внутренних размеров. Назначение данного типа – измерение относительно больших величин. Выпускаются длиной до 4 метров (модель ШЦ-III-4000), хотя существует и «маленький» типоразмер ШЦ-III-160.
Кроме указанных основных трех типов, еще выпускаются специальные типы штангенциркулей, конструкция которых позволяет решать специфичные, узкоспециализированные задачи. Вот некоторые из них:
Предназначены только для разметки материалов, для чего применяется специальная конструкция с острозаточенными нижними губками. Выпускаются модели с диапазоном 0-150 мм, 0-200 мм, 0-300 мм и 0-500 мм.
Имеют нижние губки определенной формы, позволяющие вставлять их в пазы канавок. Основные типоразмеры для внутренних канавок: 20-170 мм, 25-225 мм, 30-330 мм, 50-560 мм; для наружных канавок: 0-150 мм, 0-200 мм, 0-300 мм, 0-500 мм.
В данной конструкции неподвижная губка выполнена в форме стержня, что позволяет измерять толщины цилиндрических объектов даже небольшого диаметра. Выпускаются модели с диапазонами от 0-150 мм до 0-500 мм.
. «Фишка» данной модели – неподвижную губку с помощью прижима можно регулировать по высоте, сделать ее выше или ниже подвижной губки. Особенно удобно пользоваться на деталях со ступенчатым профилем, где затруднительно снимать показания штангенциркулем обычной формы.
Ещё один важный параметр – это длина губок.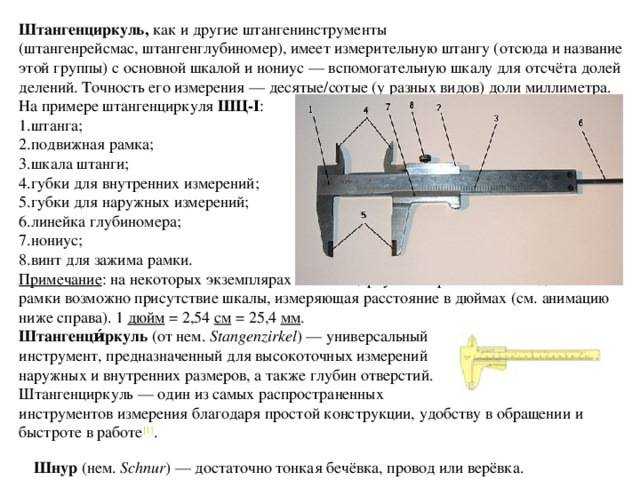 Стандартно штангенциркули выпускаются со следующими губками:
Стандартно штангенциркули выпускаются со следующими губками:
Длина штанги Номинальная длина губок
125 мм, 150 мм 40 мм
200 мм 50 мм
250 мм, 300 мм 60 мм
400 мм, 500 мм, 630 мм, 800 мм 100 мм
1000 мм, 1600 мм, 2000 мм 125 мм
Чаще всего, этой длины вполне достаточно. Если же нужно измерить объемный предмет (к примеру, достаточно большой диаметр цилиндрической поверхности), или узнать размер в труднодоступном месте, здесь потребуется штангенциркуль с удлиненными губками. Такими выпускаются только штангенциркули II и III типов (ШЦ-II и ШЦ-III). Для них длина нижних губок может составлять 90, 100 , 125, 150, 200, 250 и 300 мм. Нужно определиться с необходимой в вашем случае длиной, и указать этот параметр при заказе.
Также стоит обратить внимание на материал измерительных поверхностей. Основная масса всех штангенциркулей производится из углеродистой конструкционной или нержавеющей стали, измерительные поверхности подвергаются закалке до 60 HRC. Это позволяет обеспечить высокие эксплуатационные качества инструмента.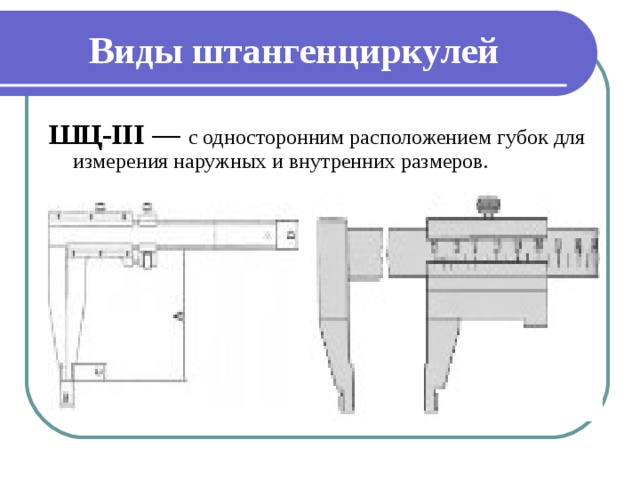
Но бывают ситуации, когда требуется повышенная твердость поверхностей, например, при разметке высокопрочных материалов, при работе с абразивными материалами, или когда вы хотите максимально продлить срок службы штангенциркуля. Для таких случаев существуют штангенциркули с твердосплавными поверхностями. Их особенность – твердосплавные напайки в рабочей зоне инструмента. Недостаток у данной модификации только один – высокая цена, так что необходимо обоснованно подходить к их выбору.
Например, по данным ГОСТ 166-89, таблицы 5 следует что:
| Наименование поверхности | Верхний предел измерения, мм | Вид обработки или покрытия штангенциркулей из стали |
|
| высоколегированной | инструментальной и конструкционной | ||
| Штанга (кроме шкалы и торца), губки, рамка штангенциркуля, рамка микроподачи, за исключением измерительных и прилегающих к ним поверхностей | До 2000 | – | Хромирование |
| Шкала штанги и нониуса | До 630 | Матовая поверхность | Хромирование матовое |
| Хромирование | |||
Св.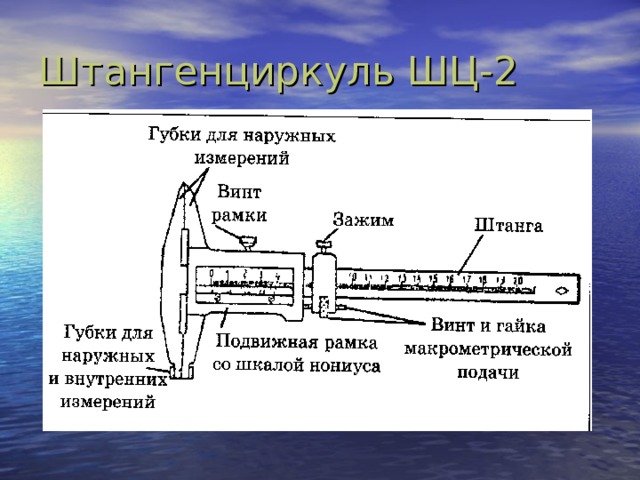 630 до 2000
630 до 2000
| – | Хромирование | |
| Примечание. Допускается применять другие металлические и неметаллические покрытия по ГОСТ 9.303 и ГОСТ 9.032 , по защитно-декоративным свойствам, не уступающим указанным в табл.5. Допускается штангенциркули с верхним пределом измерения свыше 1000 мм не хромировать. |
|||
Что касается эксплуатации, то штангенциркули допускается эксплуатировать при температуре окружающей среды от 10 до 40 °С и относительной влажности воздуха – не более 80% при температуре 25 °С.(ГОСТ 166-89)
Штангенциркули служат для измерения наружных и внутренних диаметров, а также наружных и внутренних длин. Кроме этого отдельными типами инструмента могут измеряться глубины. Удалённости наружных и внутренних уступов и выполняться разметочные работы.
Штангели различают по типам, моделям, диапазонам измерений и уровнем точности, которые могут быть от 0,1 до 0,01 миллиметра. Диапазон измерений, зависящий от размеров самих штангенциркулей довольно широк, от 0 до 4000 мм.
Сегодня поговорим об устройстве инструмента, о том как пользоваться им новичку, как правильно измерить внутренний, наружный размеры и глубину.
Считывание размеров
Самое простое считывание у штангенциркуля типов ШЦЦ. Величина размера отображается на дисплее.
Показание размера на дисплее ШЦЦ
У штангенциркуля типа ШЦК-1 на размер в целых миллиметрах указывает край рамки, а доли миллиметра с отклонениями в плюс или минус указывает стрелка круговой шкалы.
Считывание показаний на штангеле ШЦК-1
Значение измерений складывается из его целых и долевых составляющих. У нониуса, на целые значения миллиметров, указывает риска на шкале штанги, ближайшая или находящаяся в левой части нониуса или совпадающая с ней.
Количество десятых или пятисотых долей миллиметра определяется по одной из рисок на шкале нониуса, который имеет наибольшее совпадение с любой риской на шкале штанги.
Порядковое значение этой наиболее совпадающей риски нониуса, будет количеством десятых или двадцатых долей миллиметра. Сумма целых миллиметров и его долей, будет расстоянием между измерительными поверхностями.
Сумма целых миллиметров и его долей, будет расстоянием между измерительными поверхностями.
Обратите внимание
При измерении внутренних размеров штангенциркулем типов ШЦ-2 и ШЦ-3. К показаниям отсчетного устройства следует прибавить суммарный размер губок.
Измерение наружных диаметров
Размер на штангенциркуле — это расстояние между его измерительными поверхностями. Каким бы точным устройство не было его показания зависят от правильности снятия размера.
Величина измеренного наружного диаметра будет равна расстоянию между поверхностями только при условии их плотного прижима к поверхностям составляющих размер, которые можно назвать контур поверхностями.
Для выполнения условий плотного беззазорного прижима к поверхности цилиндра, штанга инструмента должна быть параллельна линии измеряемого диаметра или перпендикулярна его оси. Неправильное положение штанги приведёт к ошибке в измерении.
Примеры неправильной установки инструмента
Увеличение пятна контакта губок с поверхностью цилиндра облегчает установку инструмента в правильное положение.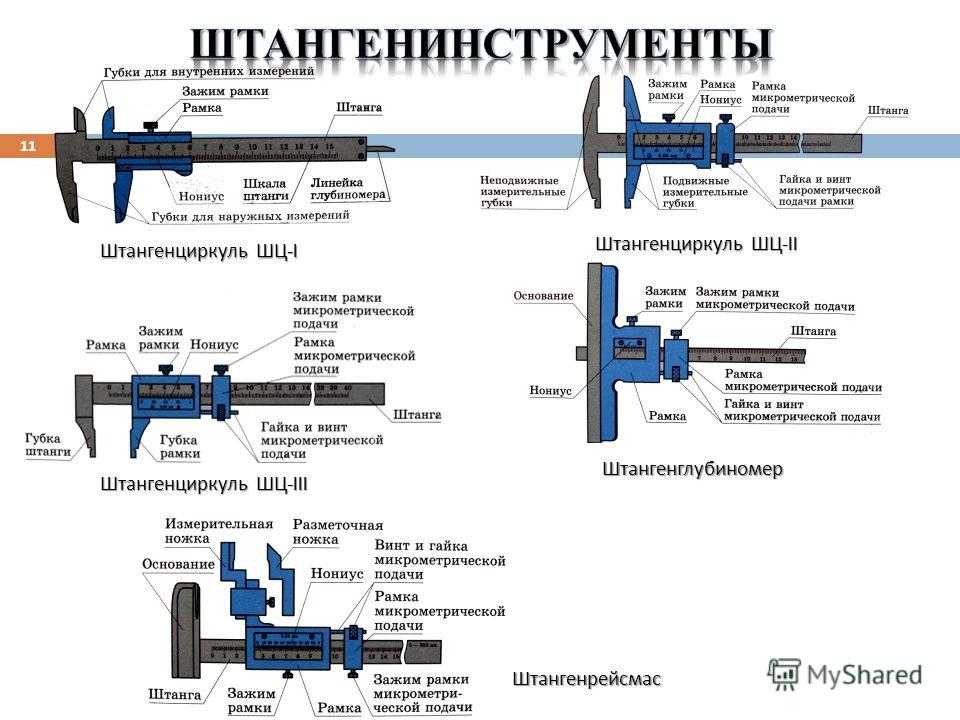
Это делается за счёт наклона плоскости штангенциркуля, под углом к оси цилиндра, не нарушая перпендикулярности к ней штанги.
Наклон плоскости штангенциркуля
Приложение штанги к плоскости близлежащего торца, задаст штангенциркулю правильное положение при измерениях диаметров любой величины.
Правильное положение при измерении диаметра
В случае, когда нет такой возможности, остаётся ориентироваться визуально.
Измерение цилиндрических поверхностей
Величина цилиндрического отверстия будет равна расстоянию между измерительными поверхностями губок, при наибольшем их разведении в сочетании с плотным прижатием к поверхности отверстия.
Боковые измерительные поверхности инструмента должны быть установлены симметрично и перпендикулярно оси отверстия.
Симметрично и перпендикулярно оси отверстия
Измерение внутреннего диаметра штангенциркулем типа ШЦ-2 или ШЦ-3.
Правильное положение инструмента
Чтобы точнее установить инструмент, его достаточно чуть-чуть подвигать в отверстии.
Измерение длины
Правильное измерение длины обеспечивается параллельным положением штанги в двух плоскостях к линии измеряемой длины.
Не параллельность боковой поверхности штанги или ребра к линии размера вызовет снятие ложного размера.
Ложный размер
Установить правильное положение инструмента поможет увеличенная длина контакта губок с поверхностями, а также приложение штанги к поверхности оси детали.
Надежный контакт инструмента
Измерение внутренних длин
Плоскость и ребро штанги должны быть параллельны линии размера. На фото показано неправильное и правильное положение инструмента при снятии размера.
Правильное положение
Правильное положение инструмента ШЦ-2
Правильный прижим инструмента
Теперь, когда с правильным позиционированием инструмента определились, остаётся обеспечить плотный контакт измерительных поверхностей с контр-поверхностями.
Очень важно следить, чтобы контакт не пришёлся на радиус в углах уступов.
Правильно сделанный прижим к поверхности, должен быть плотным исключающим наличие каких-либо зазоров.
Зазор образованный неплотным прижимом, в совокупности с фактическим размером, будет показан отсчетным устройством штангенциркуля, но эти данные будут ложными.
Обычно губки прижимаются к поверхностям детали усилием, приложенным непосредственно к рамке или через подающий ролик.
Такой способ прижима может обеспечить достаточную стабильность и точность при измерениях. С увеличением измеряемых длин, когда усилие прижима должно быть более жестким с целью формирования надежного прижима к измеряемым поверхностям.
Применение такого способа содержит риск получения ложных результатов.
Дело в том, что увеличенное давление на основную рамку может вызвать перекос рамки вместе с подвижными губками.
Перекос рамки
Устранить перекос в рамке поможет увеличение прижима ее к штанге стопорным винтом.
Проверка на просвет губок для внутренних измерений на штангенциркуле ШЦ-1 не приведёт к объективной оценки, в силу того, что эти губки могут заходить друг за друга.
Их можно проверить замером калиброванных отверстий, в качестве которых могут быть использованы отверстия в новых подшипниках.
Глубиномер при сведённых губках должен быть строго на одном уровне с торцем штанги. На точность глубиномер проверяется измерением плоскостности, при котором результат измерения должен быть нулевым.
Регулировка перемещения рамки
На инструменте различных типов и моделей прижим рамки к штанге осуществляется пружиной. Пружина, установленная в рамке выгибом от штанги, имеет возможность регулировки прижимного усилия за счёт поджатия ее винтом.
Но вместе с этим уменьшается вероятность перекоса рамки при давлении на неё целью режима губок. Установка прижимной пружины в некоторых моделях может быть выгибом вниз. При такой установке, прижим не регулируется винтом и является равномерным по всей длине перемещениях рамки.
Что делать нельзя
- Замер закрепленных в станке деталей производится только при полностью остановленном двигателе
- Нельзя наносить разметочные риски на вращающиеся детали.
 Короткие риски, нанесённые на окружности детали без её вращения, будут также видны.
Короткие риски, нанесённые на окружности детали без её вращения, будут также видны. - Нельзя использовать в качестве крючка для стружки.
- Во избежание возможных повреждений инструмента, нельзя размещать штангенциркули на поверхностях суппорта.
Что необходимо соблюдать
- В рабочем режиме штангели размещаются отдельно от тяжелого инструмента в легкодоступных местах, в которых гарантирована их неподвижность при воздействии вибрации.
- Инструмент с повышенной точностью требует размещение в точках или условиях изолированных от каких-либо источников температуры.
- Необходимо регулярно смазывать легкими маслами.
– это универсальный измерительный прибор для определения линейных размеров деталей с установленной точностью. С его помощью можно производить измерения наружных и внутренних размеров деталей, а также глубины отверстий при условии наличия выдвижной штанги.
Устройство и применение штангенциркулей
Наиболее популярными областями применения штангенциркуля является строительство, ремонт машин и оборудования, обработка металлических и деревянных изделий. Сфера применения фактически не имеет ограничений – он может быть использован для определения размеров с точностью 0,1 или 0,05 мм (в зависимости от типа инструмента) в любой сфере деятельности – и в быту, и в аэрокосмической отрасли. Возможности применения ограниченны лишь размером шкалы и требованиями точности (до 0,01 мм для электронных штангенциркулей).
Сфера применения фактически не имеет ограничений – он может быть использован для определения размеров с точностью 0,1 или 0,05 мм (в зависимости от типа инструмента) в любой сфере деятельности – и в быту, и в аэрокосмической отрасли. Возможности применения ограниченны лишь размером шкалы и требованиями точности (до 0,01 мм для электронных штангенциркулей).
Устройство штангенциркуля достаточно простое. Основным элементом является неподвижная штанга со шкалой и губками для наружных и внутренних размеров, к которой крепятся подвижные и фиксирующие элементы.
- Передвижная рамка;
- Подвижные губки для определения внутреннего размера;
- Подвижные губки для определения наружного размера;
- Шкала нониуса;
- Штанга глубиномера;
- Винт для крепления рамки.
В отдельных моделях возможно наличие подвижной шкалы в верхней части с дюймовой системой измерения.
Как снять показания с помощью штангенциркуля
Перед началом работы необходима поверка штангенциркуля на точность. Для этого необходимо полностью свести губки и проверить совпадение нулей на обеих шкалах. Если нет совпадения, то в зависимости от требуемой точности необходимо либо взять другой инструмент, либо учесть имеющуюся погрешность.
Для этого необходимо полностью свести губки и проверить совпадение нулей на обеих шкалах. Если нет совпадения, то в зависимости от требуемой точности необходимо либо взять другой инструмент, либо учесть имеющуюся погрешность.
- Для замера внешнего размера разведите губки штангенциркуля, поместите предмет и соедините их.
- Замер внутреннего размера производится путем размещения соответствующих верхних губок внутрь измеряемой области и их разведением до упора
- Губки должны упереться в края детали. Если поверхность твердая, то можно немного сжать для плотной фиксации, для мягкой этого делать не следует, т. к. можно исказить результат.
- Проверьте расположение штангенциркуля относительно измеряемой детали на отсутствие перекосов. Для этого губки должны располагаться на одинаковом расстоянии от края детали.
- Зафиксируйте нониус крепежным винтом.
- Определите целое число миллиметров по основной шкале.
- Находим совпадение штриха на нониусе с нулем основной шкалы и отсчитываем количество делений.

- Умножаем количество делений нониуса на цену деления и суммируем со значением основной шкалы.
Виды штангенциркулей
В целом, все виды штангенциркулей можно разделить на механические и электронных в зависимости от типа шкалы. Основными видами, согласно ГОСТ 166-89 являются:
- ШЦ-I — инструмент с 2-сторонним размещением губок для измерения наружных и внутренних величин и глубиномером.
- ШЦК — оснащен круговой шкалой для определения точного размера. Более простой в применении, чем штангенциркуль с отсчетом по нониусу.
- ШЦТ-I — односторонние губки для измерения наружных линейных размеров. Отличается высокой стойкостью к износу.
- ШЦ-II — оснащен двумя губками для наружного и внутреннего замера и разметки, а также рамкой микрометрической подачи.
- ШЦ-III — односторонние губки для определения наружных и внутренних размеров.
- ШЦЦ — электронный штангенциркуль с цифровой индикацией.
Техническое состояние и поверка штангенциркуля
Одним из наиболее важных требований обеспечения точности инструмента является его чистота. Намагниченный слой металлических опилок, консервирующая смазка, грязь – все это может значительно исказить результат измерений. Также на результат влияет износ инструмента, его деформация, нарушения настроек. Во избежание этого необходима ежегодная поверка штангенциркуля специализированном сервисном центре с ремонтом и настройкой. Самая же простая проверка корректности показаний – это совпадение нулевых штрихов при полном закрытии губок.
Намагниченный слой металлических опилок, консервирующая смазка, грязь – все это может значительно исказить результат измерений. Также на результат влияет износ инструмента, его деформация, нарушения настроек. Во избежание этого необходима ежегодная поверка штангенциркуля специализированном сервисном центре с ремонтом и настройкой. Самая же простая проверка корректности показаний – это совпадение нулевых штрихов при полном закрытии губок.
Действующие ГОСТы
Производство и поверка инструмента регулируется рядом государственных стандартов. Так, определяет технические условия на штангенциркули ГОСТ 166-89. Порядок поверки инструмента определён в ГОСТ 8.113-85.
Штангенциркули – это самые популярные инструменты для определения точных внутренних и наружных размеров и глубины, устройство штангенциркуля довольно простое, но может несколько различаться в зависимости от конструкции и по типу отчетности.
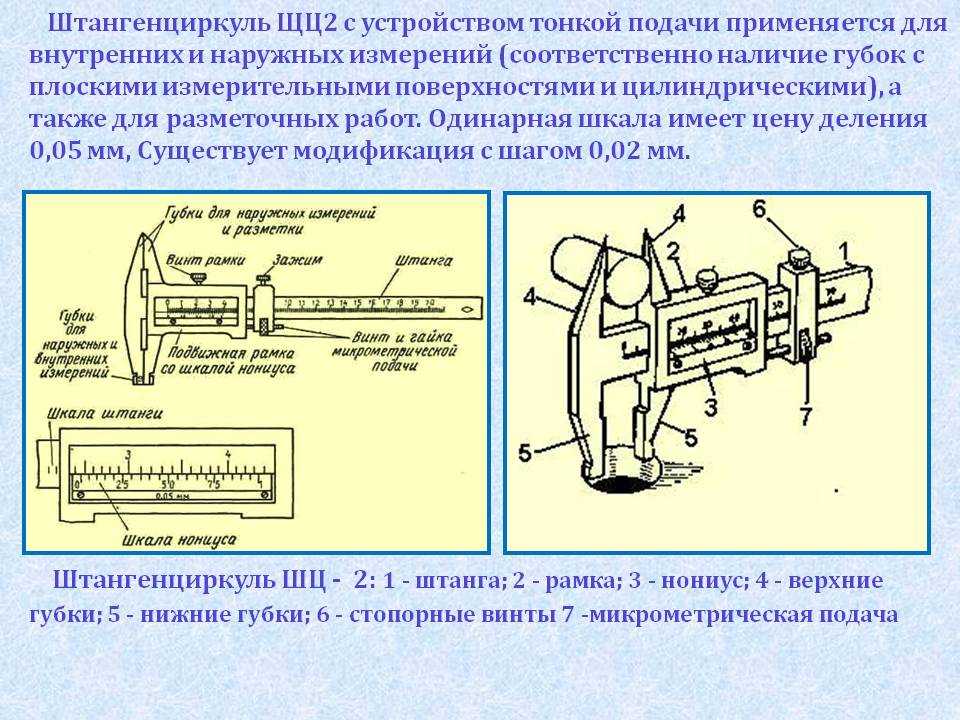
Рисунок 1. Двухсторонний штангенциркуль с глубиномером: 1 – штанга, 2 – рамка, 3 – зажим, 4 – нониус, 5 – поверхность с делениями, 6 – глубиномер, 7 – кромочная поверхность губки, 8 – плоские губки, 9 – шкала штанги.
Рассмотрим детальное описание такого полезного прибора, а также разнообразие использования в зависимости от его вида.
Читайте также:
Самостоятельно.
Подробнее о паяльных лампах можно .
Основные виды отчетных приборов и их применение
Штангенциркуль устроен несложно, при этом все его элементы так компактно и удобно сложены, что использование его является очень удобным и компактным. А применять его можно по-разному, поскольку измерения, которые выполняют с помощью такого прибора, являются очень важными в сферах промышленности и строительства. Применение инструментов позволяет получить линейные замеры различных предметов как с внутренней их стороны, так и с внешней.
Согласно ГОСТ 166-89, приборы изготавливаются с различными отсчетами:
Рисунок 2. Односторонний штангенциркуль с глубиномером наружных замеров: 1 – штанга, 2 – рамка, 3 – зажим, 4 – нониус, 5 – поверхность с делениями, 6 – глубиномер, 7 – плоские губки, 8 – шкала штанги.

- По нониусу (ШЦ).
- С круговой шкалой в форме поворотного устройства индикации (ШИК).
- С цифровым устройством (ШЦЦ). Такие приборы могут подключаться к компьютеру.
Инструменты типа ШЦ производятся в 1 и 2 классе точности, где значение отсчета может варьироваться в пределах 0,05-0,1 мм. Их используют для установления линейных размеров предметов и осуществления разметки. Благодаря вспомогательной шкале есть возможность определять наиболее точное количество долей деления как наружных, так и внутренних размеров единицы. Выделяют ШЦ-I (приборы с двухсторонним расположением губок и отсчетом, применяемые для измерения прямых замеров и глубины), ШЦ-II и ШЦ-III (инструменты с двух- и односторонним размещением губок, используемые для обозначения замеров и нанесения разметок).
Инструменты ШИК производятся в 4-х исполнениях с разными диапазонами измерения. Применяют такие приборы, когда отсчет по ШЦ затруднен или определяет размеры неточно. Отчетные инструменты индикаторного типа позволяют совмещать стрелки с нулевым делением шкалы.
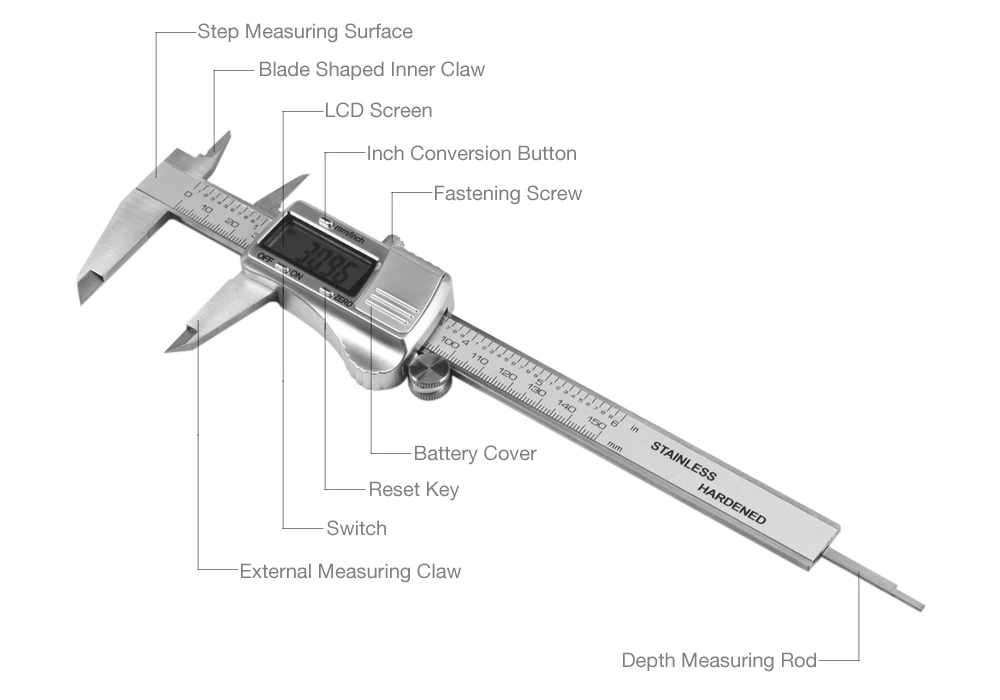
Рисунок 3. Двухсторонний штангенциркуль: 1 – штанга, 2 – рамка, 3 – зажим, 4 – нониус, 5 – поверхность с делениями, 6 – глубиномер, 7 – кромочная поверхность губки, 8 – плоские губки, 9 – шкала штанги.
Цифровое устройство позволяет не только упростить процесс измерения, но и выполнять следующие функции:
- Отображать установленные данные в цифровом коде с указанием знака.
- Фиксировать результаты последних замеров.
- Осуществлять установку с нуля.
- Переводить информацию в любую систему измерения.
- Подключаться к ПК, что позволяет обрабатывать и сохранять полученные результаты.
Маркировка приборов ШЦЦ подразумевает в первую очередь указание типа, после этого идет конструкция и диапазон замеров, а в скобках указывается дискретность отсчета.
Деревянные штангенциркули использовались уже в начале XVII века.
Например, металлические штангенциркули 18 века с крупной шкалой делений. Первые настоящие штангенциркули с нониусом появились только в конце XVIII века в Лондоне
Самый старый из них относится к началу – середине 19 века.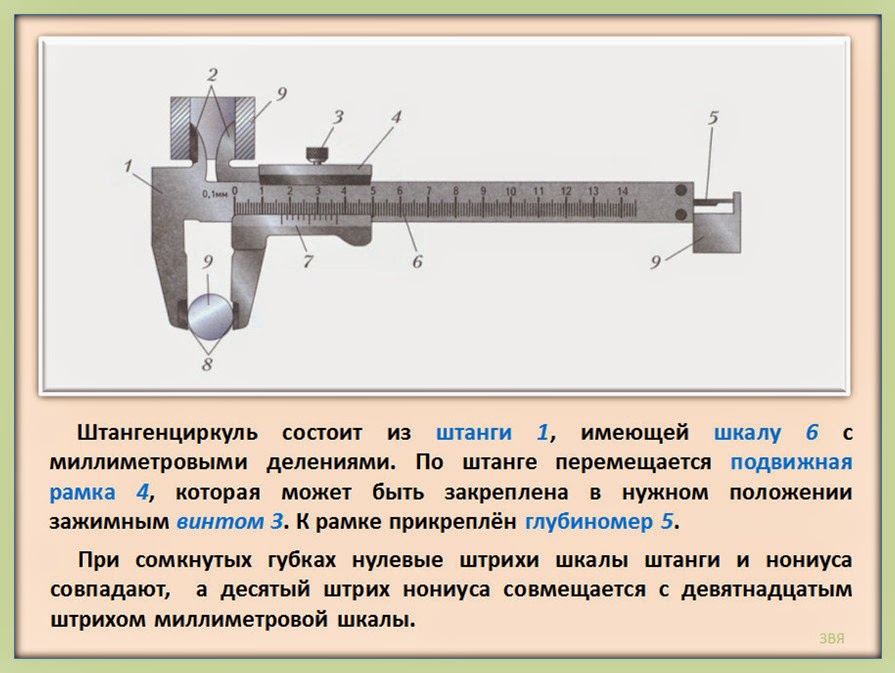
Приблизительно с середины 19 века штангенциркули начали выпускать в промышленных объёмах и устанавливать на них нониус для повышения точности измерений. Штангенциркули практически не изменялись по своей сути, а отличались друг от друга только способом и временем изготовления.
Столь древний измерительный прибор, конструкция которого практически не претерпела каких-либо существенных изменений за все эти века, служит эталоном технического совершенства и заслуживает максимум почтения пред гением человеческой мысли. Вряд ли можно подсчитать, сколько экземпляров штангенциркуля находится сейчас в употреблении.
В немецком языке штангенциркулем (Stangenzirkel) называется циркуль для начертания окружностей и дуг больших радиусов. По-немецки штангенциркуль называется Messschieber или Schieblehre — соответственно, «раздвижной измеритель» или «раздвижная линейка».
Разновидность штангенциркуля, оснащённая глубиномером на профессиональном сленге называется «Колумбус» или «Колумбик». Это название произошло от «Columbus» — производителя измерительного инструмента, такой штангенциркуль массово поставлялся в СССР под этой маркой.
Это название произошло от «Columbus» — производителя измерительного инструмента, такой штангенциркуль массово поставлялся в СССР под этой маркой.
В авиационной промышленности такие штангенциркули назывались «Маузер», по причине того что штангенциркули повышенного качества поставлялись в СССР фирмой «Маузер».
Следует отметить, что современный штангенциркуль – это лишь усовершенствованный, в соответствие с новыми технологиями,
аналог того самого первого инструмента конца восемнадцатого века.
Нониус был изобретен Португальским математиком Педру Нунишем.
В то время, он работал над изобретением навигационного прибора, однако принцип, выработанный при этом, основанный на том, что человеческий глаз точнее определяет совпадение делений на шкалах, нежели относительное положение одного деления между двумя другими, лег в основу нониуса, названного в его честь.
Современную конструкцию шкалы нониуса придумал французский математик Пьер Вернье в 1631 году, поэтому, в честь него, нониус также называют «верньер».
Интересным является тот факт, что в немецком языке словом Stangenzirkel называют циркуль, применяемый для начертания окружностей и дуг больших радиусов. По-немецки, штангенциркуль называется Messschieber («раздвижной измеритель») или Schieblehre («раздвижная рейка»).
рис. =Штангенциркуль без нониуса. Германия, XIX век.=
В СССР, на профессиональном сленге разновидности штангенциркулей, массово поставляемые под марками «Columbus» и «MAUSER», приобрели соответствующие нарицательные имена.
Таким образом, «Колумбус» или «Колумбик» — это разновидность штангенциркуля, оснащенная глубиномером, а «Маузер» — штангенциркуль повышенного качества для авиационной промышленности.
Что такое тормозной суппорт и как он работает?
Что такое тормозной суппорт?
Тормозной суппорт представляет собой гидравлическую деталь, которая выглядит как рука, сжимающая диск, если смотреть снаружи, и создающая торможение. видно, что на некоторых автомобилях суппорт окрашен в красный и синий цвета,
Как работает тормозной суппорт?
При нажатии на педаль тормоза гидравлическое масло тормозной системы под давлением, поступающее из трубопроводов и шлангов тормозной системы, поступает через соединительный штуцер в тормозной суппорт, воздействует на поршень внутри цилиндра суппорта и толкает поршень вперед, заставляя колодки тереться о тормозной диск нажатием. В корпусе суппорта есть два фитинга: один — штуцер для впуска гидравлического масла, а другой — штуцер для впуска воздуха.
В корпусе суппорта есть два фитинга: один — штуцер для впуска гидравлического масла, а другой — штуцер для впуска воздуха.
Существует два типа тормозных суппортов: с плавающими суппортами и фиксированными суппортами.
Конструкция и работа дискового тормоза с плавающим суппортом
В дисковых тормозах с плавающим (подвижным) суппортом держатель суппорта неподвижен, а суппорт (с его поршнем) подвижен. В тормозной системе с плавающим суппортом суппорт имеет поршень только с одной стороны. При нажатии на педаль тормоза давление на диск создается поршнем, движущимся вперед. Части дискового тормоза с плавающим суппортом: Суппорт и поршень (подвижные), держатель суппорта (кронштейн) фиксированный, направляющие штифты суппорта (два), зажимы держателя колодок, прокладка и сильфон, шайбы и т. д. Особенности дискового тормоза с плавающим суппортом; очень простая конструкция, легкий вес, защита от грязи, простота разборки, замена колодок, наиболее распространенное использование — дисковые тормоза с плавающим суппортом. Характеристики дискового тормоза с плавающим суппортом; очень простая конструкция, легкий вес, защита от грязи, простота разборки, замена колодок, наиболее распространенное использование — дисковые тормоза с плавающим суппортом.
Характеристики дискового тормоза с плавающим суппортом; очень простая конструкция, легкий вес, защита от грязи, простота разборки, замена колодок, наиболее распространенное использование — дисковые тормоза с плавающим суппортом.
Штифт суппорта (тапочный штифт)
Тормозной суппорт перемещается вперед и назад благодаря штифтам суппорта, штифты суппорта также называются «тапочками». Пальцы суппорта защищены пылезащитным чехлом и скользят со смазкой. Смазка, используемая в пальцах суппорта, обычно представляет собой смазку на силиконовой основе, она должна быть устойчивой к высоким температурам и водонепроницаемой. Обычно она продается в трубчатой форме под названием «смазка для пальцев суппорта».
Конструкция и эксплуатация дискового тормоза с фиксированным суппортом
В тормозной системе с фиксированным суппортом держатель суппорта и суппорт зафиксированы. В этой системе поршни суппорта расположены с обеих сторон тормозного диска. Другими словами, тормоз с плавающим суппортом имеет один поршень суппорта, и суппорт работает, перемещаясь; В системе с фиксированным суппортом два поршня суппорта (перед и за диском), суппорт неподвижен и неподвижен.
(Фиксированный суппорт)
При нажатии на тормоз противоположные поршни суппорта на передней и задней поверхностях диска перемещаются вперед под действием гидравлического давления, нажимают на тормозной диск посередине с обеих сторон и тормозят, протирая колодки против диска. Тормозное гидравлическое масло поступает из входного отверстия суппорта и воздействует на оба поршня через канал в корпусе. Особенности дискового тормоза с фиксированным суппортом; Его структура большая, циркуляция воздуха низкая, поэтому его нелегко охлаждать (высокая температура отрицательно влияет на торможение), он не получил широкого распространения.
Регулировка зазора колодки дискового тормоза
В системе дискового тормоза с суппортом зазор между колодкой-поршнем и диском составляет около 0,15 мм. Этот зазор между колодкой и диском регулируется автоматически и не требует дополнительной регулировки. Внутри цилиндра суппорта находится гибкое уплотнение между цилиндром и поршнем.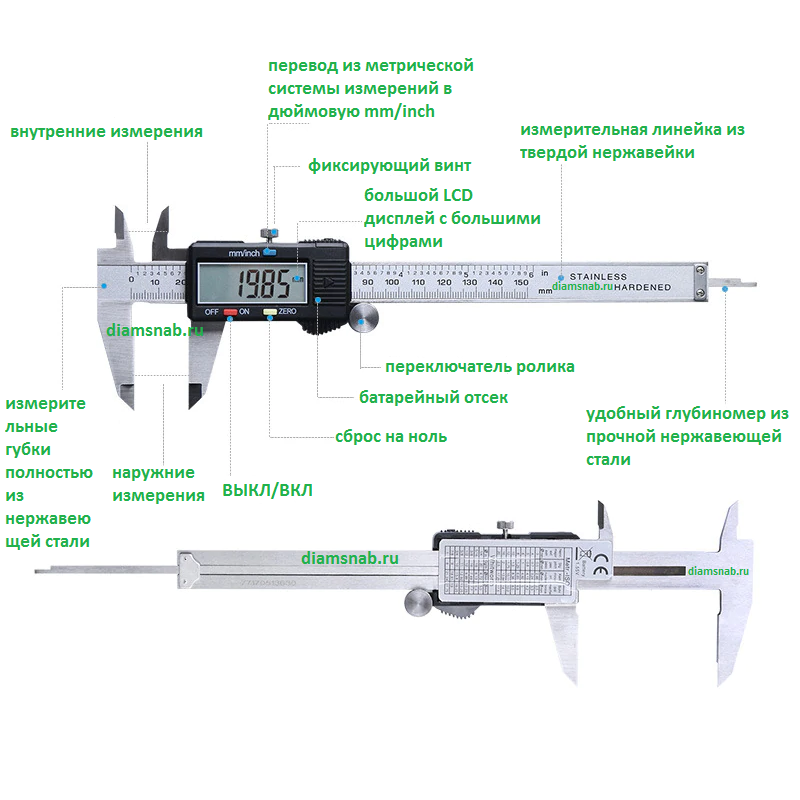 Это уплотнение не только предотвращает утечку гидравлического масла из цилиндра (герметизация), но также поддерживает постоянный зазор между колодкой и диском благодаря своей гибкой конструкции
Это уплотнение не только предотвращает утечку гидравлического масла из цилиндра (герметизация), но также поддерживает постоянный зазор между колодкой и диском благодаря своей гибкой конструкции
(Поршневой сильфон и регулировка тормозного зазора)
Уплотнение поршня регулирует зазор следующим образом: Педаль тормоза нажата, гидравлическое масло толкает поршень вперед. При движении поршня вперед часть войлока, закрепленная во внутренней части цилиндра, соприкасающаяся с поршнем, вытягивается вперед на величину перемещения поршня. Когда мы тянем эластичный материал, он растягивается, а когда отпускаем, сразу же возвращается к своей первоначальной форме (как гибкая резина). Здесь тоже уплотнение поршня, которое растягивается при торможении, находится в нагруженно-натянутом состоянии и хочет вернуться в исходное состояние сразу же при отпускании педали тормоза. Когда педаль тормоза отпущена и гидравлическое давление падает, сильфон поршня втягивает поршень настолько, насколько он изгибается, это расстояние является тормозным зазором. Со временем колодки изнашиваются и этот износ требует, чтобы колодка проходила большее расстояние для достижения диска, то есть зазор между колодкой и диском будет увеличиваться, в этом случае необходимо постоянно регулировать зазор, так как колодки носить, но это не обязательно. Уплотнение поршня не влияет на то, как далеко поршень уходит, оно влияет на то, насколько далеко он возвращается. Если поршень перемещается дальше, чем растягивается уплотнение поршня, уплотнение поршня скользит по поршню. Когда тормоз отпущен; поршень возвращается только на величину растяжения уплотнения. Другими словами, независимо от того, установлены ли новые колодки или изношенные колодки, при однократном нажатии на педаль тормоза тормозной зазор будет регулироваться благодаря этому эластичному уплотнению поршня.
Со временем колодки изнашиваются и этот износ требует, чтобы колодка проходила большее расстояние для достижения диска, то есть зазор между колодкой и диском будет увеличиваться, в этом случае необходимо постоянно регулировать зазор, так как колодки носить, но это не обязательно. Уплотнение поршня не влияет на то, как далеко поршень уходит, оно влияет на то, насколько далеко он возвращается. Если поршень перемещается дальше, чем растягивается уплотнение поршня, уплотнение поршня скользит по поршню. Когда тормоз отпущен; поршень возвращается только на величину растяжения уплотнения. Другими словами, независимо от того, установлены ли новые колодки или изношенные колодки, при однократном нажатии на педаль тормоза тормозной зазор будет регулироваться благодаря этому эластичному уплотнению поршня.
Тормозные суппорты
Дом, Библиотека по ремонту автомобилей, автозапчасти, аксессуары, инструменты, руководства и книги, автомобильный блог, ссылки, указатель
 com
com Проблемы с тормозным суппортом включают утечки жидкости, вызванные износом поршневых уплотнений, неравномерным торможением (уводом в сторону при торможении), что может быть вызвано заеданием поршня суппорта или зависанием суппорта на направляющих/втулках, а также заеданием ( обычно из-за липкого поршня, который не отпускает тормоз). Если у вас возникла проблема с тормозным суппортом, вам придется восстановить или заменить суппорт. Замена суппортов обычно является лучшим способом действий, потому что это быстрее, проще и надежнее, чем попытка восстановить старый суппорт. Суппорты с большим пробегом также следует восстанавливать или заменять при обслуживании тормозов, чтобы они оставались безотказными на протяжении многих миль.
Как работают тормозные суппорты
Суппорт — это часть дискового тормоза, которая прижимает колодки к обеим сторонам ротора при торможении. Гидравлическое давление, создаваемое нажатием ноги водителя на педаль тормоза, передается от главного цилиндра к каждому тормозному суппорту. Давление жидкости внутри суппорта толкает один или несколько поршней наружу, чтобы задействовать тормоз.
Давление жидкости внутри суппорта толкает один или несколько поршней наружу, чтобы задействовать тормоз.
При отпускании педали тормоза гидравлическое давление падает и суппорты ослабевают. Квадратные уплотнения вокруг поршней суппорта деформируются при движении поршней, поэтому при сбросе давления уплотнения стремятся вернуться к своей первоначальной форме. Это помогает немного втянуть поршни, позволяя колодкам отскакивать от роторов. Это устраняет необходимость в возвратных пружинах, которые необходимы в барабанных тормозах.
При нажатии на тормоз суппорты прижимают колодки к роторам.
Когда тормоза отпущены, поршневые уплотнения втягивают поршни, позволяя биению ротора отталкивать колодки от роторов. Если поршень заедает, тормоза будут тормозить.
Два вида тормозных суппортов
Плавающие суппорты (также называемые скользящими суппортами) устанавливаются на направляющие или втулки, которые позволяют суппорту перемещаться внутрь и наружу при нажатии и отпускании тормозов. Плавающие суппорты обычно имеют один поршень, расположенный на внутренней стороне суппорта.
Плавающие суппорты обычно имеют один поршень, расположенный на внутренней стороне суппорта.
При торможении автомобиля с плавающими суппортами поршни перемещаются наружу и прижимают внутренние колодки к ротору. Это заставляет суппорты слегка скользить внутрь и прижимать внешние колодки к ротору, чтобы задействовать тормоз. Когда педаль отпускается, суппорты слегка выдвигаются, когда колодки отталкиваются и втягиваются от роторов.
жестко закреплены на роторе и не скользят и не перемещаются при торможении. Этот тип конструкции требует поршней с обеих сторон ротора для установки колодок.
В суппортах обоих типов поршни будут перемещаться все дальше и дальше в своих отверстиях по мере износа колодок. Это приведет к соответствующему падению уровня жидкости в бачке главного цилиндра.
Поршни тормозного суппорта
Плавающие суппорты могут иметь один или несколько поршней, в то время как фиксированные суппорты обычно имеют несколько поршней.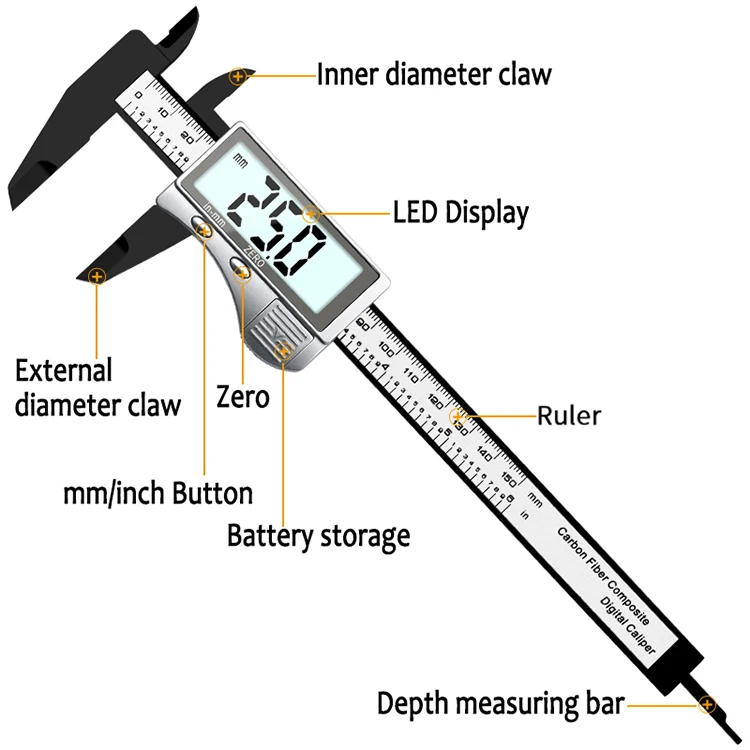 Поршни в плавающих суппортах расположены на внутренней стороне суппорта, а в фиксированных суппортах — с обеих сторон ротора (внутренней и внешней).
Поршни в плавающих суппортах расположены на внутренней стороне суппорта, а в фиксированных суппортах — с обеих сторон ротора (внутренней и внешней).
Однопоршневые суппорты обычно имеют поршень большого диаметра, тогда как многопоршневые суппорты имеют поршни меньшего диаметра. Одним из преимуществ использования более одного поршня является то, что в корпусе суппорта можно использовать более длинную тормозную колодку. Кроме того, несколько поршней распределяют усилие по задней части колодки, обеспечивая более равномерное торможение (меньше деформации колодки). Недостатком многопоршневого суппорта является то, что если один поршень заедает, колодки не будут равномерно прижиматься к ротору при торможении. Это может привести к неравномерному износу колодок и снижению эффективности торможения (увеличению тормозного пути).
Поршни суппорта могут быть алюминиевыми, стальными или фенольными (пластиковыми). Каждый тип поршня имеет определенные преимущества и недостатки. Алюминиевые поршни легкие, но подвержены коррозии. Алюминий также передает тепло от колодок к тормозной жидкости внутри суппорта, что может увеличить риск закипания жидкости и износа тормозов, если тормоза перегреются. Стальные поршни являются самым прочным типом поршней, но, как и алюминиевые, подвержены коррозии (ржавчине). Стальные поршни обычно покрыты никелем или хромом для повышения их устойчивости к ржавчине. Стальные поршни также передают тепло от колодок к тормозной жидкости в суппортах. Если алюминиевый или стальной поршень подвергается коррозии, он может застрять в своем отверстии, не давая суппорту задействовать тормоза или отпустить тормоз после того, как он был задействован. Фенольные поршни изготовлены из литой смолы и имеют малый вес. Фенольные поршни не подвержены коррозии, но они могут поглощать влагу и набухать, что приводит к их застреванию в отверстии, если производственные зазоры неверны. Фенольные поршни не проводят тепло, как металлические поршни, что снижает передачу тепла от колодок к жидкости в суппортах и снижает риск закипания жидкости и снижения эффективности тормозов при нагревании тормозов.
Алюминий также передает тепло от колодок к тормозной жидкости внутри суппорта, что может увеличить риск закипания жидкости и износа тормозов, если тормоза перегреются. Стальные поршни являются самым прочным типом поршней, но, как и алюминиевые, подвержены коррозии (ржавчине). Стальные поршни обычно покрыты никелем или хромом для повышения их устойчивости к ржавчине. Стальные поршни также передают тепло от колодок к тормозной жидкости в суппортах. Если алюминиевый или стальной поршень подвергается коррозии, он может застрять в своем отверстии, не давая суппорту задействовать тормоза или отпустить тормоз после того, как он был задействован. Фенольные поршни изготовлены из литой смолы и имеют малый вес. Фенольные поршни не подвержены коррозии, но они могут поглощать влагу и набухать, что приводит к их застреванию в отверстии, если производственные зазоры неверны. Фенольные поршни не проводят тепло, как металлические поршни, что снижает передачу тепла от колодок к жидкости в суппортах и снижает риск закипания жидкости и снижения эффективности тормозов при нагревании тормозов.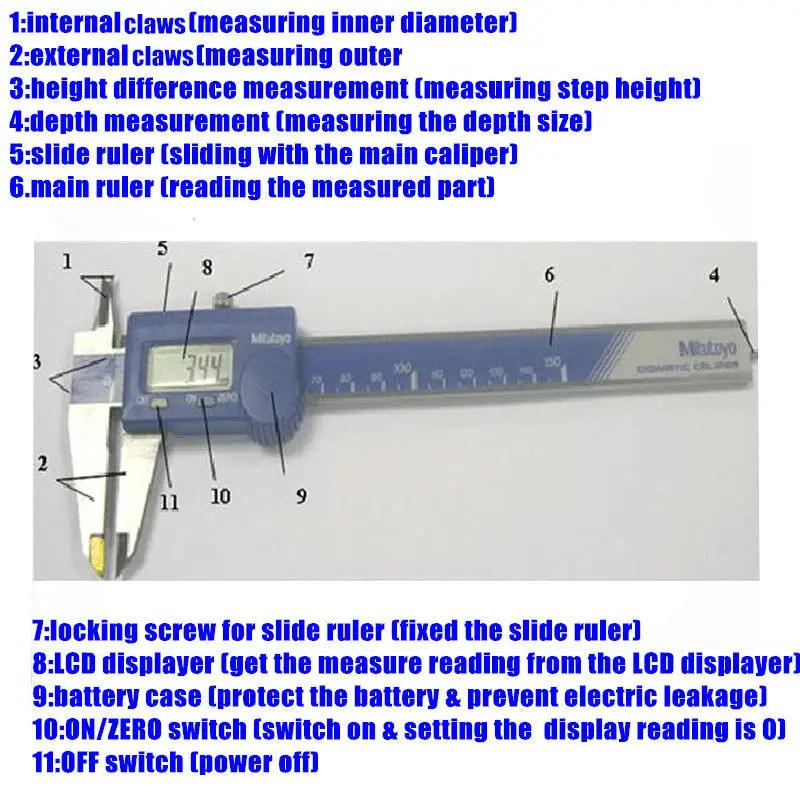
ПРЕДУПРЕЖДЕНИЕ: Если вы восстанавливаете суппорты со стальными или алюминиевыми поршнями, НЕ шлифуйте поршни, чтобы удалить ржавчину или коррозию. Шлифование стальных поршней удалит защитное покрытие, которое помогает предотвратить ржавчину. Шлифовка алюминиевых поршней удалит анодированное покрытие, предотвращающее коррозию. Замените ржавые стальные поршни или корродированные алюминиевые поршни на новые.
Диагностика проблем с тормозным суппортом
Утечки являются наиболее распространенным типом проблем, с которыми вы можете столкнуться при работе с тормозными суппортами. Чтобы проверить наличие утечек, осмотрите область вокруг поршней суппорта. Внешнее пылезащитное уплотнение может быть треснувшим или порванным, но если на нем нет признаков жидкости, то с уплотнениями поршня, вероятно, все в порядке. Но если вы видите просачивание жидкости, уплотнения поршня негерметичны.
Также проверьте винты для выпуска воздуха на каждом суппорте. Если штуцер для выпуска воздуха не закручен плотно, из него может вытекать жидкость.
Если штуцер для выпуска воздуха не закручен плотно, из него может вытекать жидкость.
Если из суппорта протекает тормозная жидкость, его необходимо восстановить или заменить. Утечки опасны, и их нельзя игнорировать, потому что ЛЮБАЯ утечка жидкости может привести к отказу тормозов. Утечки часто развиваются со временем по мере старения и затвердевания уплотнений. Коррозия в поршневых отверстиях или на самих поршнях обычно приводит к износу и утечке уплотнений. Резиновые уплотнения также теряют эластичность с возрастом и могут затвердевать и трескаться, что приводит к утечке.
Как правило, суппорты с большим пробегом (более 100 000 миль) должны быть восстановлены или заменены вместе с заменой тормозных колодок, независимо от того, подтекают суппорты или нет. Оригинальные поршневые уплотнения не будут служить вечно, так зачем рисковать?
Отливки суппорта также следует внимательно осмотреть на наличие признаков повреждения или трещин. Замените суппорт, если на нем есть трещины или повреждения.
Если внутренние и внешние тормозные колодки изношены неравномерно или суппорт заедает, проверьте состояние направляющих суппорта, штифтов и втулок. Ржавчина и износ могут привести к заклиниванию плавающего суппорта. Старые направляющие суппорта, втулки и монтажное оборудование следует заменить новыми деталями, чтобы обеспечить правильную работу. Направляющие и втулки плавающих суппортов также следует смазывать высокотемпературной тормозной смазкой на основе молибдена или синтетической смазкой, чтобы суппорты могли свободно входить и выходить на своих направляющих/втулках.
Если направляющие или втулки плавающего суппорта заржавели, изношены или повреждены, суппорт может заклинить, что приведет к неравномерному трению и износу колодок. «Залипший» или «застывший» суппорт также может вызвать заедание тормоза, если суппорт не допускает достаточного движения для отпускания тормоза.
Неподвижные измерители не подвержены этой проблеме, потому что положение измерителя фиксировано, и он не перемещается внутрь или наружу. Но как фиксированные, так и плавающие суппорты иногда могут «замерзать» или блокироваться, если поршень заклинивает или застревает в отверстии из-за коррозии или вздутия. Когда поршень заедает, может произойти одно из двух: тормоз может не сработать или, что более вероятно, не отпустить. Неравномерное торможение, возникающее в результате заедания поршня, вызывает сильное тяговое усилие в сторону «хорошей» стороны при торможении и/или тягу руля в сторону «плохой» стороны, если суппорт заедает и тянет.
Но как фиксированные, так и плавающие суппорты иногда могут «замерзать» или блокироваться, если поршень заклинивает или застревает в отверстии из-за коррозии или вздутия. Когда поршень заедает, может произойти одно из двух: тормоз может не сработать или, что более вероятно, не отпустить. Неравномерное торможение, возникающее в результате заедания поршня, вызывает сильное тяговое усилие в сторону «хорошей» стороны при торможении и/или тягу руля в сторону «плохой» стороны, если суппорт заедает и тянет.
Неравномерный износ колодок является верным признаком плавающего суппорта, который не скользит по своим креплениям.
Крепежные болты/штифты/втулки могут подвергнуться коррозии или погнуться. Замените монтажное оборудование и смажьте тормозной смазкой на основе молибдена или синтетической смазкой.
Задние тормозные суппорты
На автомобилях с четырехколесными дисковыми тормозами задние суппорты часто являются блокирующими суппортами, которые приводят в действие стояночный тормоз. Механизм внутри суппорта толкает или перемещает поршень, чтобы задействовать тормоз, когда трос стояночного тормоза натянут. Поршень может ввинчиваться и вывинчиваться, он саморегулируется для поддержания надлежащего зазора между колодкой и ротором. Коррозия в регуляторе поршня или механизме стояночного тормоза может привести к заклиниванию поршня, препятствуя включению или отпусканию стояночного тормоза.
Механизм внутри суппорта толкает или перемещает поршень, чтобы задействовать тормоз, когда трос стояночного тормоза натянут. Поршень может ввинчиваться и вывинчиваться, он саморегулируется для поддержания надлежащего зазора между колодкой и ротором. Коррозия в регуляторе поршня или механизме стояночного тормоза может привести к заклиниванию поршня, препятствуя включению или отпусканию стояночного тормоза.
Задние тормозные суппорты сложно восстановить, поэтому, если суппорт изношен или заедает, часто лучше заменить его новым или восстановленным суппортом.
Восстановление тормозных суппортов
Для восстановления тормозного суппорта необходимо разобрать суппорт (извлечь поршень (поршни) из отверстий), очистить и осмотреть отверстия суппорта и поршни, а также заменить старые поршневые уплотнения и пылезащитные чехлы новыми деталями. Если поршень покрыт коррозией, имеет шероховатости или изъязвления, его необходимо заменить, иначе он может застрять в отверстии и/или повредить новые уплотнения. Если поверхность отверстия поршня в суппорте шероховатая, изъеденная или покрыта коррозией, суппорт следует заменить.
Если поверхность отверстия поршня в суппорте шероховатая, изъеденная или покрыта коррозией, суппорт следует заменить.
Отверстия поршня в чугунных суппортах можно отшлифовать или отшлифовать, чтобы снова сделать их гладкими, но слишком сильное шлифование может привести к увеличению внутреннего диаметра отверстия или образованию неровной поверхности, что может привести к протечке уплотнения поршня или невозможности втягивания поршня. правильно, когда суппорт снова ставится на автомобиль. Если суппорт алюминиевый, шлифовка отверстия не является хорошей идеей, потому что это удалит защитную твердую анодированную поверхность, которая предотвращает износ и коррозию. В дальнейшем это может привести к утечкам.
При восстановлении бывшего в употреблении суппорта отверстие поршня может быть расточено и покрыто втулкой, чтобы восстановить гладкую поверхность. Втулка также восстанавливает правильный внутренний диаметр отверстия, поэтому уплотнение будет герметизировать и правильно втягивать поршень. Если вы покупаете восстановленный суппорт для своего автомобиля, спросите у поставщика запчастей, было ли это сделано на восстановленном суппорте. Если нет, то это может быть дешевый ремонт, который не будет длиться долго.
Если вы покупаете восстановленный суппорт для своего автомобиля, спросите у поставщика запчастей, было ли это сделано на восстановленном суппорте. Если нет, то это может быть дешевый ремонт, который не будет длиться долго.
Замена тормозных суппортов
Снятие суппортов является довольно простой операцией на большинстве автомобилей, но на некоторых автомобилях последних моделей, которые «предварительно активируют» тормоза для сокращения времени торможения, может потребоваться деактивация тормозной системы с помощью диагностического прибора (или путем снятия тормозной системный предохранитель) перед работой с тормозами. Всегда обращайтесь к литературе по обслуживанию автомобиля, чтобы узнать, какие меры предосторожности и процедуры следует соблюдать при работе с тормозами.
Большинство суппортов удерживаются на месте парой болтов или штифтов. После того, как болты или штифты будут удалены, суппорт можно поднять и убрать с ротора. Затем вы можете снять внутреннюю и внешнюю тормозные колодки и очистить суппорт.
Суппорт следует заменить, если он поврежден, треснул, сильно проржавел, изношен или протекает. Возможно, вам также придется заменить суппорт, если прокачной винт замерз или сломался. Сломанные штуцеры для выпуска воздуха иногда можно удалить с помощью «легкого» инструмента, или старый штуцер для выпуска воздуха можно высверлить и снова нарезать отверстие для установки нового штуцера для выпуска воздуха. Убедитесь, что после ремонта сломанного штуцера для удаления воздуха в отверстии поршня не осталось мусора.
Если поршень замерз или застрял в отверстии, замените суппорт. Не тратьте время на попытки его восстановить.
ПРЕДУПРЕЖДЕНИЕ: Попытка извлечь поршень из корпуса суппорта путем продувки сжатым воздухом через штуцер для выпуска воздуха опасна! Поршень может неожиданно выскочить из отверстия с большой силой и защемить пальцы, если они мешают!
Суппорты обычно восстанавливаются или заменяются парами в зависимости от их состояния и пробега.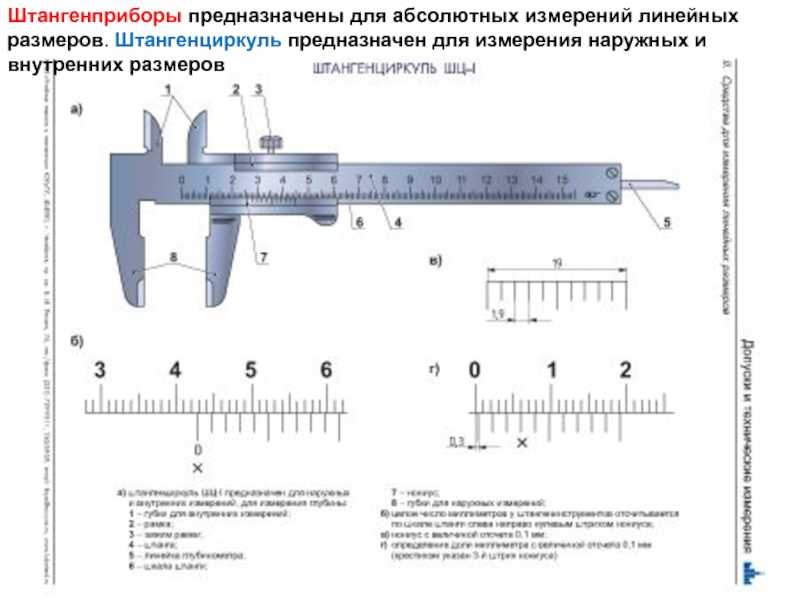 Но если только один суппорт нуждается в замене из-за утечки или проблемы, сменный суппорт должен иметь тот же тип поршня (стальной или фенольный), что и поршень на противоположной стороне, а также тот же тип фрикционного материала (керамический или полуторный). -металлик). Несоответствие фрикционных материалов или типа поперечного расположения поршня может привести к неравномерному торможению.
Но если только один суппорт нуждается в замене из-за утечки или проблемы, сменный суппорт должен иметь тот же тип поршня (стальной или фенольный), что и поршень на противоположной стороне, а также тот же тип фрикционного материала (керамический или полуторный). -металлик). Несоответствие фрикционных материалов или типа поперечного расположения поршня может привести к неравномерному торможению.
ПРИМЕЧАНИЕ: Восстановленные суппорты могут иметь поршни того же типа (стальные или фенольные), что и оригинальные суппорты, а могут и не иметь. Тип поршня действительно не имеет значения, если поршни на правом и левом суппортах одинаковы. Различные поршни суппорта (или типы колодок) с обеих сторон автомобиля могут вызывать неравномерное торможение. Если вы покупаете «нагруженные» (предварительно собранные) суппорты, они поставляются в комплекте с новыми колодками и монтажным оборудованием. Нагруженные суппорты быстрее и проще в установке, чем обычные суппорты. Нагруженные суппорты следует заменять парами (правая и левая сторона).
Если вы самостоятельно восстанавливаете старые суппорты, используйте силиконовую тормозную смазку (ни в коем случае не обычную смазку для шасси) для смазки поршней и уплотнений. Смазки на нефтяной основе загрязняют тормозную жидкость и могут вызвать проблемы с уплотнениями.
ПРЕДУПРЕЖДЕНИЕ: При работе с тормозами никогда не позволяйте суппорту висеть на шланге, так как это может повредить шланг. Поддержите вес штангенциркуля куском проволоки или положите штангенциркуль на подвеску.
Замена суппорта требует вскрытия тормозных магистралей, поэтому вам также понадобится тормозная жидкость. Тормозные магистрали и суппорты необходимо прокачать после установки новых суппортов, чтобы удалить воздух из системы (воздух может вызвать мягкость педали и увеличение хода педали). Вам понадобится инструмент для прокачки тормозов, чтобы прокачать тормозные магистрали и суппорты.
Замените все поврежденные или негерметичные резиновые тормозные шланги или стальные тормозные магистрали.
При установке суппорта обратно на автомобиль используйте динамометрический ключ, чтобы затянуть крепежные болты суппорта в соответствии со спецификацией.
Техническое обслуживание тормозного суппорта
При нормальных условиях вождения тормозные суппорты не требуют технического обслуживания. Другими словами, они практически не требуют обслуживания, за некоторыми исключениями.
Некоторые новые электромобили, такие как Tesla, рекомендуют смазывать тормозные суппорты каждые 12 месяцев или 12 500 миль тормозной смазкой (ни в коем случае не обычной смазкой для шасси), особенно если вы живете в холодном климате или зимой ездите по соленой дороге. Причина в том, что модели Tesla и большинство других электромобилей используют рекуперативное торможение. Когда дроссельная заслонка отпущена или водитель нажимает на педаль тормоза, трансмиссия поглощает движение автомобиля и преобразует энергию движения в электричество для подзарядки аккумулятора и увеличения запаса хода аккумулятора.