 alexxlab
alexxlab Как варить трубы ПВХ своими руками
Трубы ПВХ широко применяются при монтаже систем канализации и водоснабжения. В большинстве случаев для их монтажа используется раструбное разъемное соединение с применением уплотнителей. Однако в некоторых случаях может возникать необходимость в выполнении неразъемного соединения под воздействием высокой температуры. Поэтому необходимо иметь представление, как варить трубы ПВХ правильно.
Как варить трубы ПВХ муфтовым методом
Чтобы сварить трубы из поливинилхлорида, обычно используют муфтовый способ. Это достаточно простой метод, который предусматривает, что соединение выполняется при помощи фитингов (муфт), которые соединяются с трубными изделиями методом пайки. Для монтажа применяется специальный сварочный аппарат (паяльник) для ПВХ.
Для обеспечения качественного соединения большое значение имеет правильный выбор этого прибора. Он должен иметь комплект насадок разных диаметров. Также важно подобрать мощность паяльника, которая должна соответствовать диаметру свариваемых труб:
Также важно подобрать мощность паяльника, которая должна соответствовать диаметру свариваемых труб:
-
при диаметре 16-63 мм необходимая мощность не менее 700 Вт;
-
при диаметре 63-75 мм — не менее 850 Вт;
-
для сваривания труб большого диаметра (от 125 мм) — не менее 1,2 кВт.
При выборе аппарата также необходимо проверить диапазон диаметров свариваемых изделий, который производитель указывает в инструкции.
Нельзя сваривать трубы паяльником с недостаточной мощностью. Это не позволит создать надежное соединение. Лучше взять прибор, мощность которого превышает необходимое значение. Сварочные аппараты для поливинилхлоридных изделий, независимо от мощности, работают от бытовой электросети 220 В.
Чтобы качественно сварить ПВХ трубы, необходимо выполнять работы в следующей последовательности:
-
В первую очередь необходимо подготовить отрезок трубы требуемой длины. Обрезать трубу необходимо строго под углом 90 градусов, что обеспечит ее оптимальную стыковку с муфтой. Для этой цели используют специальный труборез.
-
Затем производится подготовка паяльника к работе. Для этого необходимо подобрать насадку соответствующего диаметра и надеть ее на жало прибора до его включения.
-
После этого прибор необходимо подключить к электросети и дождаться нагрева насадки до необходимой температуры, при которой начинается плавление поливинилхлорида (около 260 °С). Соблюдение температуры нагрева является очень важным требованием. При недостаточной температуре не будет обеспечена надежность и герметичность шва. Если же нагрев будет чрезмерным, это может привести к разрушению структуры трубы и ее выходу из строя.

-
Муфту необходимо надеть на один конец нагретой насадки, а трубу — вставить в другой конец (раструб). При этом не допускаются перекосы.
-
Свариваемые изделия должны оставаться на насадке несколько секунд (в соответствии с рекомендацией производителя аппарата). После этого их необходимо одновременно снять и быстро соединить друг с другом. Труба с некоторым усилием запрессовывается в муфту.
В течение нескольких минут пластик в зоне пайки затвердевает (в это время изделие нельзя трогать) с образованием практически монолитного соединения с высокой прочностью и герметичностью. После этого можно сваривать второй конец муфты с другой трубой ПВХ.
Электромуфтовая сварка
Также варить трубы ПВХ можно при помощи электромуфтового способа. Он предусматривает использование специальных муфт, изготовленных из пластика, в теле которых размещены спиральные электронагревательные элементы. С их помощью и производится сварка.
С их помощью и производится сварка.
Перед тем как сваривать трубы, их необходимо тщательно подготовить. Торцы изделий должны быть зачищены от возможных заусенец и других дефектов. С внутренней и внешней поверхности в зоне сваривания должна быть удалена грязь, влага, пыль. Также поверхности обезжириваются. После такой подготовки нужно снять фаски и вставить с двух сторон муфты концы труб ПВХ.
После этого электросварную муфту необходимо подключить к специальному прибору, который подает напряжение на ее спираль. В результате спираль начинает нагреваться и плавить пластик. При достижении требуемой температуры нагрева подача электричества отключается автоматически. После этого остается только подождать, пока зона сварки остынет и пластик хорошо затвердеет, образуя при этом надежное монолитное соединение.
Использование электромуфтового способа сваривания труб ПВХ позволяет выполнять сварку очень быстро. Сам процесс монтажа отличается простотой и минимальными трудозатратами, не требует от исполнителя высокой квалификации. При этому метод обеспечивает высокое качество и герметичность получаемого шва. Однако недостатком является высокая стоимость электросварных муфт, а также необходимость использования специального оборудования, которое тоже стоит недешево. Эти особенности ограничивают применение электромуфтового метода сварки труб ПВХ в домашних условиях. Чаще он используется профессионалами при проведении монтажа трубопроводов значительной протяженности, где возникает необходимость выполнении большого количества соединений.
При этому метод обеспечивает высокое качество и герметичность получаемого шва. Однако недостатком является высокая стоимость электросварных муфт, а также необходимость использования специального оборудования, которое тоже стоит недешево. Эти особенности ограничивают применение электромуфтового метода сварки труб ПВХ в домашних условиях. Чаще он используется профессионалами при проведении монтажа трубопроводов значительной протяженности, где возникает необходимость выполнении большого количества соединений.
как сварить, сварка ПП своими руками, как правильно варить пропиленовые трубы
В этой статье мы опишем, как сваривать полипропиленовые трубы и каким набором инструмента для этого потребуется обзавестись.
Соединение труб ПП осуществляется методом диффузионной сварки, которая подразумевает размягчение окончаний труб под воздействием конкретной температуры. Нагрев достигается благодаря воздействию электричества. Сперва до требуемой температуры нагреваются сами детали сварочного аппарата, далее на них надевается на некоторое время элементы для стыковки, а уже после расплавления эти части соединяются друг с другом.
Стоит отметить, что свариваемые трубы не должны различаться по своим свойствам.
Сварить пропиленовые трубы как можно лучше несложно, главное, выполнить такие этапы:
- Прогреть сварочное приспособление, трубу и фитинг до 260 ºC.
Помните, что 260 ºC – температура плавления фитингов и труб из ПП.
- Насадить фитинг на трубу четко по одной оси.
- Подождать несколько секунд, после чего соединение считается сваренным, образуя при этом, единый элемент.
Получившееся готовое соединение является бесшовным, так как при сваривании структуры двух элементов объединяются, образуя единую деталь. Таким образом, сварить трубу из полипропилена как нельзя лучше, получив качественное соединение – легко.
Содержание:
Инструментарий для сваривания ПП труб
Перед тем как сварить полипропиленовые трубы, например для системы подачи воды, нужно обзавестись стандартным перечнем инструментов.
- непосредственно, паяльника;
- рулетки;
- ножниц;
- крепежных болтов для фиксации насадок к паяльнику;
- строительного уровня;
- шаблона для контроля отверстий;
- шестигранника.
Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт. Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.
Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC. Читайте также: «Какие бывают аппараты для сварки полипропиленовых труб – характеристики и преимущества вариантов».
Сразу после включения на паяльнике загорается красный светодиод, который тухнет сразу же после достижения требуемой температуры. Это сигнал к тому, что инструментом можно начинать пользоваться.

Разнообразие насадок
Деталями, которые непосредственно нагревают поверхности труб и фитингов посредством контакта, являются насадки. Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Нестандартные же, большие насадки, всегда можно приобрести дополнительно в соответствующих магазинах.
Покрытие из тефлона не дает расплавленному пластику прилипать к сварочному аппарату. В то же время и поверхность таких насадок благоприятно воздействует на пластик, обеспечивая качественное соединение. Однако не забывайте, что нужно всегда держать тефлоновое покрытие насадок в чистоте.
Насадка состоит из двух элементов:
- элемент с отверстием – для введения внутрь ПП трубы;
- элемент в форме выступающего цилиндра – для одевания фитинга.
Фитинг и труба одеваются с небольшим усилием, после чего происходит их нагрев до 260 ºC, при этом у фитинга прогревается внутренняя поверхность, а у трубы – наружная. Фиксация насадок проводится идущими в комплекте болтами.
Фиксация насадок проводится идущими в комплекте болтами.
Стоит отметить, что во время пользования паяльником болты могут ослабевать, так что их нужно время от времени подтягивать.
Для закручивания болтов в комплекте предусмотрена специальная отвертка или шестигранник. Устанавливать насадки стоит лишь до начала нагревания аппарата, а их замену проводить под нагревом только в особых случаях.
Разрезание труб перед свариванием
Перед тем как варить полипропиленовые трубы, их нужно нарезать на нужные отрезки. Если сечение труб не превышает 32 мм, потребуются ножницы, у которых лезвия выполнены из высококачественной стали. Как правило, они сопровождаются годичной гарантией, если только они использовались по назначению.
Стоит отметить, что на рынке можно встретить ножницы, которые позволяют разрезать трубы сечениями, достигающими 63 мм, а трубы, диаметр которых превышает этот порог всегда можно разрезать ножовкой по металлу.

Последовательность сваривания труб ПП
Чтобы лучше понять, как правильно варить полипропиленовые трубы, следует подробнее рассмотреть последовательность подготовки паяльника к работе.
- Включить аппарат в сеть – засветится индикатор включения и индикатор регулятора температуры.
- Пока индикатор терморегулятора горит, можно судить, что идет процесс нагревания, обычно этот процесс длится 10-12 минут.
- Первый прогрев использует больше электроэнергии – насадки достигнут температуры в 300-320 ℃. Если сразу же начать им пользоваться, пластик деформируется не так, как следует. Читайте также: «Какие пропиленовые трубы используют для отопления и водоснабжения».
В этой связи следует подождать, пока индикатор нагрева не засветится и не погаснет повторно. Лишь после этого можно перейти к сварке пп труб своими руками.
Сварку проводят в такой последовательности:
- Трубу помещают в соответствующую насадку.
- Фитинг одевают на цилиндрический выступ с противоположной стороны.
 В обоих случаях потребуется производить несильный нажим.
В обоих случаях потребуется производить несильный нажим. - Обеими руками эти два элемента удерживают в таком положении столько, сколько требует технология (подробнее: «Правила и технология сварки полипропиленовых труб – важные особенности»). .
Продолжительность нагрева, последующего времени на соединение структур, и остывание, определяется сечением полипропиленовой трубы и глубины сварки. Приблизительные значения всегда можно найти в соответствующих справочных таблицах.
В процессе сваривания труб из полипропилена следует иметь в виду такие нюансы:
- Готовое соединение приобретет максимальную надежность лишь в случае четкого следования рекомендациям по продолжительности нагревания.
- Продолжительное неконтролируемое нагревание может стать причиной расплавления полипропилена и порчи свариваемых элементов.
- Нагрев, продолжительность которого не будет соответствовать таблице, и будет меньшим, станет причиной недостаточного расплавления элементов.
 Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы. Читайте также: «Как делается сварка полипропиленовых труб – технологичные способы».
Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы. Читайте также: «Как делается сварка полипропиленовых труб – технологичные способы».
В процессе сваривания ПП труб нельзя:
- двигать детали в разные стороны, кроме оси одевания и снятия элементов;
- непосредственно после стыковки деталей пытаться улучшить их размещение – это уменьшит проходной диаметр в соединительном месте;
- пытаться изменить форму трубы (гнуть), когда идет остывание соединения.
Выше мы изложили информацию о том, как правильно сварить полипропиленовые трубы своими руками. Из прочитанного можно сделать вывод, что в данном процессе нет ничего затруднительного. Основное правило – это заготовить требуемый инструмент и производить сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
5 распространенных ошибок при сварке растворителем
В следующем видео вы можете получить наши лучшие советы по созданию идеального сварного шва. Кроме того, обязательно избегайте распространенных ошибок, перечисленных ниже, чтобы получить наилучшие результаты.
1. Неправильный выбор цемента для работы
Убедитесь, что вы используете правильный цемент для работы в зависимости от материала трубы, размера трубы и условий работы. Если в вашем проекте используется труба из ХПВХ, обязательно используйте цемент из ХПВХ. Для трубных фитингов из ПВХ используйте ПВХ-клей. Для трубных фитингов из АБС используйте цемент АБС. Если вы используете неправильный цемент, вы не создадите нужный сварной шов.
Цементы на растворителях также следует выбирать в зависимости от размера трубы. Чем больше труба, тем более густая вязкость вам нужна. Например, если ваша труба имеет диаметр 6 дюймов, вы можете использовать цемент средней плотности, но если ваша труба имеет диаметр 8 дюймов, вам следует использовать цемент высокой плотности. Вы можете найти максимальный рекомендуемый размер трубы, указанный на банке с цементом. Наконец, убедитесь, что ваш цемент соответствует условиям рабочей площадки. Если вы знаете, что будете работать при температуре ниже 40°F, выберите цемент, состав которого полностью затвердевает при таких температурах, например, всепогодный цемент Oatey, одобренный для применения при температурах до -15°F. Точно так же, если вы будете работать во влажных или влажных условиях, важно выбрать цемент, который разработан для отверждения во влажных условиях, например, Oatey Rain-R-Shine или один из наших цементов с добавлением лавы. Вы также должны учитывать, работаете ли вы с системой питьевой воды или безнапорной системой DWV, и выбрать правильный цемент для этого приложения.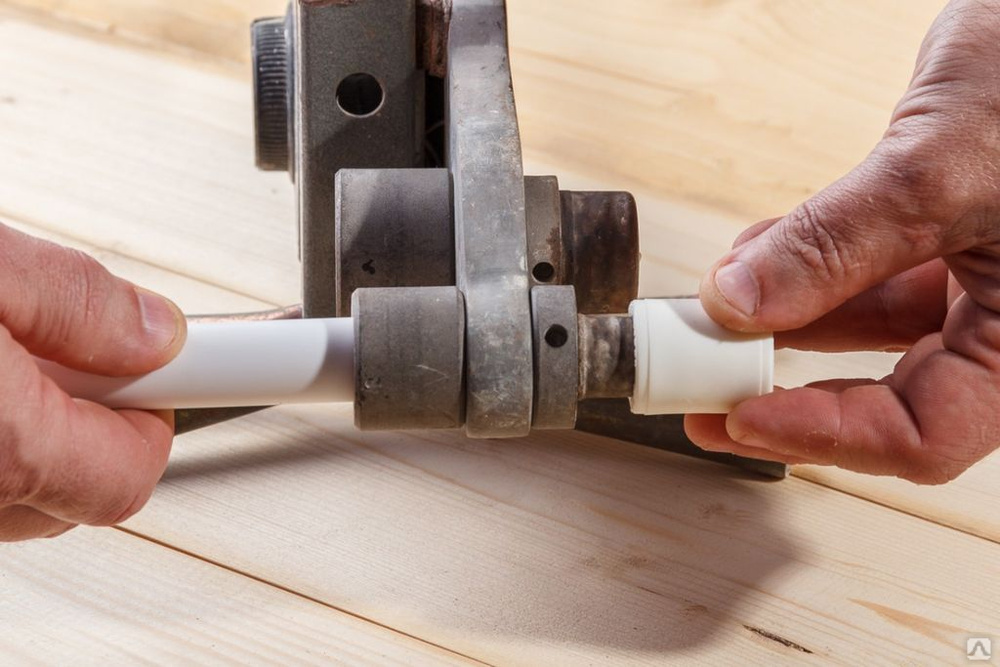
2. Неправильная подготовка трубы
Надлежащая подготовка трубы перед выполнением сварки растворителем помогает снизить вероятность отказа. Чтобы должным образом подготовить трубу, необходимо:
- Отрезать трубу под прямым углом – Это обеспечивает максимальную площадь поверхности для создания сплавления и прочности соединения, обеспечивая прочное соединение.
- Удаление заусенцев с трубы — если не удалить заусенцы с трубы, кусочки пластика могут вырваться и перемещаться по системе, что может привести к засорению таких элементов, как аэраторы. Заусенцы также могут улавливать определенные типы мусора, что в конечном итоге может привести к блокировке системы DWV.
- Снятие фаски на трубе. Если не снять фаску с трубы или не скосить наружную кромку, острые кромки могут соскребать цемент со стенок фитинга при вставке трубы. Это потенциально может привести к блокировке или утечкам.
- Очистите трубу — убедитесь, что на ней нет грязи или жира, которые могут помешать прилипанию цемента к трубе и уменьшить его способность обеспечивать надлежащее сплавление и прочность соединения или царапать внутреннюю часть фитинга, создавая пути утечки.

- Проверка посадки с натягом. Прежде чем наносить грунтовку или цемент на трубу или фитинг, убедитесь, что сопротивление на 1/3–2/3 ступицы фитинга обеспечивает хорошую посадку с натягом. Фитинги слегка сужаются и предназначены для очень плотного прилегания друг к другу. Если труба и фитинг не подходят друг другу, это может привести к слабому соединению, отслоению трубы или плохому соединению.
3. Пропуск грунтовки* или ее неправильное нанесение
Грунтовка должна использоваться для создания сварного шва на трубах из ПВХ и ХПВХ. Растворители в грунтовке смягчают трубы и фитинги, делая их более пористыми и позволяя цементу образовывать более прочную связь. Нанося грунтовку, убедитесь, что вы наносите ее агрессивно на фитинг, трубу и фитинг еще раз, обязательно повторно погружая его между каждым нанесением. После того, как вы загрунтовали трубу и фитинг, у вас есть 5 минут, чтобы нанести цемент и закончить соединение. Слишком долгое ожидание повлияет на создание хорошего сварного шва.
*Труба из АБС является исключением; никогда не используйте грунтовку для труб из АБС.
4. Не дожидаясь соответствующего времени схватывания и отверждения
После сборки соединения его следует оставить в покое на рекомендуемый период времени. Время схватывания — это количество времени, необходимое для того, чтобы соединение достигло необходимой прочности, чтобы соединение не нарушалось при небольших движениях.
Время отверждения зависит от материала трубы, размера трубы, температуры окружающей среды и влажности. Во влажных зонах подождите 50 % дополнительного времени для полного отверждения сварного шва.
Просмотрите наш обзорный документ для получения дополнительной информации обо всех наших цементных предложениях и времени их отверждения/схватывания. Вы также можете ознакомиться с нашими полными инструкциями по сварке растворителем с использованием цементов Oatey.
5. Недостаточный поток воздуха
По той же причине, по которой вам нужно ждать соответствующего времени отверждения для вашего проекта, в водопроводной системе, где вы завершаете сварку растворителем, должен быть поток воздуха. Без надлежащего воздушного потока растворитель не сможет испариться. Это может привести к выходу из строя трубы или соединения, поскольку растворители продолжают размягчать поверхности труб и фитингов.
Без надлежащего воздушного потока растворитель не сможет испариться. Это может привести к выходу из строя трубы или соединения, поскольку растворители продолжают размягчать поверхности труб и фитингов.
Наши советы по созданию идеального сварного шва с использованием растворителя и знания о том, как избежать распространенных ошибок, помогут вам создать долговечные и герметичные соединения.
Процесс сварки плавлением труб – Plastic Design, Inc.
Опубликовано Ally на | Комментарии к записи Процесс сварки плавлением труб
отключены Сварка плавлением труб используется для многих применений в самых разных отраслях промышленности. В Plastic Design, Inc. мы предлагаем различные услуги по сварке пластмасс, в том числе многочисленные возможности сварки труб плавлением. Наше современное предприятие площадью 30 000 квадратных футов в сочетании с более чем 40-летним опытом дает нам ресурсы и возможности для выполнения высококачественных сварных швов при соблюдении строгих отраслевых стандартов.
Существует множество различных методов сварки труб плавлением, каждый из которых имеет свой уникальный процесс и специфическое применение. Чтобы определить, какой вариант лучше всего подходит для вашего приложения, важно понимать различия между каждым методом.
Что такое сварка труб плавлением?
Сварка плавлением труб — это общий термин, включающий несколько типов методов и процедур. В общем, сварка плавлением труб включает в себя процесс соединения двух пластиковых труб с использованием тепла и различных типов сварочных аппаратов плавлением. Во время процесса к подготовленным концам труб прикладывается тепло, которые затем сжимаются вместе с достаточной силой, чтобы создать прочную связь.
Сварка плавлением труб совместима с широким спектром материалов, включая полиэтилен высокой плотности (HDPE), полиэтилен (PE), полипропилен (PP) и другие. При выборе правильного метода сварки труб важно учитывать такие факторы, как область применения, материалы и требуемая прочность соединения.
Методы сварки труб плавлением
Существует несколько методов сварки труб плавлением, каждый из которых использует различное оборудование и процедуры для завершения сварки. Эти методы включают в себя:
Электромуфтовая сварка
Электромуфтовая сварка — это тип резистивной сварки имплантатов, используемый для соединения труб. Вокруг стыков размещают фитинги с имплантированными металлическими катушками, чтобы подготовить их к сварке. Электрический ток проходит через катушки, нагревая и расплавляя пластиковую трубу, образуя соединение. Электромуфта — один из самых эффективных методов сварки, в котором используются различные встроенные электрические нагревательные элементы и специальные фитинги для создания прочного сварного шва. Это особенно полезно в приложениях, требующих сварки на месте или сварки в ограниченном пространстве.
Стыковая сварка плавлением
Стыковая сварка плавлением является одним из самых популярных методов сварки плавлением для соединения труб из ПП и ПЭНД, либо для крепления к ним фитингов, либо для формирования непрерывного участка. При стыковой сварке плавлением два конца труб подвергаются нагреву и сварке с помощью аппарата для стыковой сварки. Концы труб прижимаются к нагревательной пластине в течение определенного периода времени, а затем прижимаются друг к другу с заданным давлением. HDPE и PP являются идеальными материалами для этого процесса, так как они образуют соединения, которые не дают протечек.
При стыковой сварке плавлением два конца труб подвергаются нагреву и сварке с помощью аппарата для стыковой сварки. Концы труб прижимаются к нагревательной пластине в течение определенного периода времени, а затем прижимаются друг к другу с заданным давлением. HDPE и PP являются идеальными материалами для этого процесса, так как они образуют соединения, которые не дают протечек.
Седловая сварка плавлением
Седловая или боковая сварка плавлением используется для соединения седел с боковыми сторонами труб. Процесс работает за счет нагрева внешней поверхности трубы и совместимой поверхности фитинга. Сварочный аппарат для сварки внахлестку используется для обеспечения надлежащего нагрева, контроля усилия и выравнивания для точного сварного шва. После соединения область сварки охлаждается, и сварка завершается.
Сварка плавлением в раструб
При работе с фитингами, отлитыми под давлением, обычно используется сварка плавлением в раструб. Инструмент для сварки раструба, который содержит металлический нагреватель раструба и штуцер, выравнивает и нагревает соответствующие места каждого компонента, чтобы сплавить их за одну операцию соединения.