 alexxlab
alexxlab Как сварить полипропиленовые трубы: схема и полезные советы
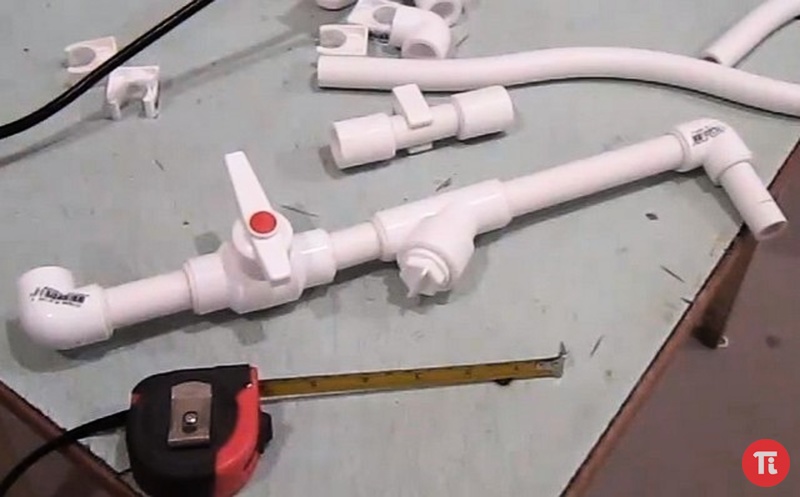
Полипропиленовые трубы и фитингиПластиковые трубы в системе отопления стали использоваться сразу, как только они появились на рынке. О преимуществах данного вида изделий говорить много не нужно, поскольку сама жизнь сделала их наиболее популярными и лучшими на сегодня. Нас же будет интересовать один вопрос, который волнует многих потребителей — как правильно сварить полипропиленовые трубы, чтобы они прослужили долго. Ведь именно этот вид труб сегодня делает возможным их монтаж своими руками без потери качества работ.
Но не все так просто, как может показаться на первый взгляд. Поэтому будем разбираться в этом вопросе досконально.
Сварка полипропиленовых труб
Начнем с того, что для соединения полипропиленовых труб вам обязательно понадобятся пластиковые фитинги. Без них данный процесс не провести. Это переходные элементы в виде угольников, тройников или муфт.
Самое важное для новичков — понять, что сами трубы нагреваются снаружи, а фитинги только изнутри.
Некоторые задают вопрос — можно ли спаять две трубы без фитинга? В принципе, стык в стык запаять трубы можно, и такая технология существует. Но прочность подобного соединения очень низкая. Так что прослужит трубопровод недолго.
Этапы сварки
В первую очередь разогревается сварочный аппарат. Но перед этим на него надевается специальная насадка, которая представляет собой нагревательную пару в виде муфты и дорна. В зависимости от того, какого диаметра трубы, надевается и соответствующая насадка. Опытные мастера аппарат прочно закрепляют на станине, чтобы он не двигался, потому что при сварке на него будут действовать определенные механические нагрузки.
Затем сварочный аппарат включается в розетку напряжением 220 вольт, а тумблером устанавливается необходимая для сварки температура. Обычно это 260С.
Каких важных критериев правильной сварки вы должны придерживаться?
- Точно выдерживать время нагрева материала. Чуть меньше или чуть больше, и за качество можно уже не отвечать.
- Соблюдение температурного режима.
Кстати, специальная насадка для сварочного аппарата — это прибор, одна сторона которого нагревает внутренний диаметр трубы, а вторая внешний. Для пайки двух труб без использования фитингов вам понадобится соответствующая насадка. Это для информации.
Теперь, когда сварочный аппарат готов, можно переходить к процессу сварки. Для этого одновременно нужно на дорны насадки надеть с одной стороны конец трубы, а с другой фитинг. Запомните, что это делается одновременно. Вставлять в насадку два предмета надо с небольшим усилием и давить до тех пор, пока они оба не упрутся в ограничительную планку с каждой из своих сторон. Через несколько секунд их можно снять и соединить между собой. Это самый важный момент.
Через несколько секунд их можно снять и соединить между собой. Это самый важный момент.
Внимание! Нельзя стыковать трубу и фитинг между собой, прокручивая их друг относительно друга. Нужно просто один вставить в другой, доведя соединение по длине до конца. Именно это дает гарантию, что стык будет стопроцентно герметичным.
Некоторые особенности
Этапы варки трубЕсли проводятся ремонтные работы в системе отопления, где смонтированы полипропиленовые трубы, то велика вероятность, что на стыке труб может оказаться вода. Варить такой стык нельзя, потому что вода под действием высоких температур превращается в пар. А он обязательно в теле стыка образует воздушные поры, которые снижают качество и герметичность соединения.
Опытные мастера, чтобы избавиться от влажности внутри трубы, используют обычный хлебный мякиш. Они из него делают пробку, которая поглощает воду. Как только отопительная система начнет работать, мякиш попросту растворится в теплоносителе. Но учтите, что мякиш долго не сможет сдерживать влагу, потому что он имеет высокий показатель поглощения. Секунд 10–15 у вас есть, так что сварить трубы вы успеете.
Но учтите, что мякиш долго не сможет сдерживать влагу, потому что он имеет высокий показатель поглощения. Секунд 10–15 у вас есть, так что сварить трубы вы успеете.
Теперь несколько слов о времени для сварки. Период, который выделяется на нагрев трубы и фитинга зависит от толщины изделий и их диаметра. Понятно, что на толстые трубы времени уйдет больше, чем на тонкие. Для примера — полипропиленовая труба диаметром 20 мм нагревается 2–3 секунды, а диаметром 32 мм 5–6 секунд. Здесь важно как не перегреть, так и не сократить нагрев.
И еще один момент. При нагреве полипропиленовых труб происходит их линейное расширение. Обычно один стык удлиняется на 5 миллиметров, и это необходимо учитывать при проведении монтажного процесса. Есть в линейке пластиковых изделий полипропиленовые трубы с металлическим армирующим слоем. Так вот они не имеют линейного расширения, поэтому среди производителей и специалистов носят название стабильных.
Полезные советы
Монтаж ПЕ труб- Монтаж полипропиленового трубопровода обычно проводится участками и зависит от конфигурации проводки отопительной системы.
 Обычно этим материалом выполняется весь контур. Но если в системе обогрева установлен отопительный котел, то подключение к нему возможно только через металлический патрубок. К тому же длина этого патрубка не должна быть меньше 1,5 м.
Обычно этим материалом выполняется весь контур. Но если в системе обогрева установлен отопительный котел, то подключение к нему возможно только через металлический патрубок. К тому же длина этого патрубка не должна быть меньше 1,5 м. - Оптимальный вариант — насаживать полипропиленовые трубы на специальные пластиковые хомуты. Это крепежные трубные элементы, которые не только надежны, но и стоят недорого.
- Рекомендуем перед началом сваривания трубной системы, если вы в этом деле новичок, немного потренироваться. Для этого купите несколько лишних фитингов, отрежьте от трубы несколько кусков и попробуйте их сварить. Обязательно тщательно подготовьтесь. Приобретите все необходимые элементы в большем количестве, чем требуется.
- Точно по схеме разрежьте полипропиленовые трубы и разложите их по требуемому порядку. Концы труб и фитингов очистите от грязи и пыли. Если обнаружили масляные пятна или включения, обязательно обезжирьте их, используя любой растворитель. Если вы будете сваривать пластиковые трубы с металлическим армированием, то верхний полипропиленовый слой и металлический на концах труб надо обязательно снять.

- Ни в коем случае не пытайтесь остудить стык какими-нибудь быстрыми способами — холодным воздухом или водой. Все должно происходить естественно. Быстрое охлаждение пластика может привести к образованию внутри напряжений, которые просто-напросто снизят надежность и прочность соединения.
- И последнее — это соосность. Старайтесь сварить трубы так, чтобы они представляли собой прямолинейный отрезок. Нарушение данного показателя может привести к образованию складок, трещин и других дефектов, снижающих качество проведенной работы.
Заключение по теме
Как видите, ничего сложного нет. Но обязательно прислушайтесь к тем советам, которые прозвучали в статье. Сварочный стык — это не резьбовое соединение, которое можно легко разобрать и переделать. Если уж что-то пошло не так, то это потребует дополнительных расходов — и временных, и трудовых, и денежных. Так что не стоит торопиться, сваривая полипропиленовые трубы не спеша. Дешевле будет.
Дешевле будет.
как спаять, правила и методы сварки
Содержание:
При установке новых полипропиленовых труб взамен устаревших металлических систем может возникнуть ситуация, когда соединение труб с помощью сварки необходимо выполнить в местах, которые не совсем соответствуют условиям для совершения такой операции.
Поэтому для самостоятельного обновления трубопровода требуются определенные знания, помогающие организовать сварку полипропиленовых труб в неудобном месте, используя для этого вспомогательные инструменты.
Инструменты для работы
Выполнить качественное соединение трубных элементов помогает специальный паяльник для труб из полипропилена и набор тефлоновых насадок. Используя паяльник, можно без особых усилий выполнить соединение сваркой на любом участке трубы. С помощью насадок можно соединить трубные элементы, имеющие разный диаметр.
Кроме того, пайка полипропиленовых труб в труднодоступных местах предполагает наличие следующих инструментов:
- Приспособление для резки труб из полипропилена (чаще всего резак идет в комплекте с паяльником).
- Раствор, позволяющий обезжирить место пайки.
- Набор соединительных элементов.
Также необходимо приготовить рулетку, линейку и карандаш, а также уголок и ножик. В некоторых случаях может понадобиться ветошь.
Способы сварки полипропиленовых труб
Пайка труб в труднодоступных местах может выполняться разными способами в зависимости от рабочего диаметра труб:
- Методом стыковой сварки соединяют трубы, имеющие толщину стенок не меньше 4 мм и диаметр до 50 мм. В быту таким способом пользуются довольно редко.
- Раструбным способом пользуются при соединении труб с диаметральным сечением до 40 мм. Для работы требуется специальный сварочный механизм, оснащенный центрирующим устройством.
- При седельной пайке к трубе под углом 900 приваривают специальное раструбное седло путем стыкового сочленения. Седло просверливают и к месту соединения приваривают кусок трубы, получая на выходе Т-образный переходник.
 Читайте также: «Надёжная пайка пластиковых труб своими руками – хороший способ соединения».
Читайте также: «Надёжная пайка пластиковых труб своими руками – хороший способ соединения».
Сварка в труднодоступных местах
Паять труднодоступные участки полипропиленовых изделий намного сложнее, чем прямолинейные прогоны. Для создания благоприятных условий работы в таких местах требуется приложение достаточного количества усилий.
К «неудобным» местам можно отнести:
- Пространство под потолком.
- Углы помещения.
- Стесненные условия для размещения паяльника.
Выполняя сварку полипропиленовых труб в труднодоступных местах под потолком, нужно приготовить место, где будет размещен сварочный аппарат при ручном формировании соединения. Для этой цели можно пригласить помощника или повесить аппарат на специальный крюк, подготовленный заранее. Читайте также: «Как правильно паять полипропиленовые трубы – теория и практика».
В случае расположения труб очень близко к стене используют специальный прием: прямую и ответную часть формируемой стыковки поочередно прогревают паяльником.
При этом нагрев должен доходить до таких пределов, чтобы первый нагретый участок не успел остыть, пока нагревается ответная часть.
Особенности пайки в углах
Чтобы решить проблему, как паять полипропиленовые трубы в труднодоступных местах, например, в углах, нужно знать особенности таких соединений. Стыковка трубных элементов в углах помещения проводится с использованием заготовок, обрезанных под углом 900. При этом важно, чтобы их концы были тщательно зачищены и обработаны обезжиривающими средствами (прочитайте также: «Как отрезать трубу под углом – варианты разметки для круглой и профильной трубы»). Использование специальных угловых переходников и фитингов способствует образованию плавных переходов на трубных элементах при угловом соединении.
Формирование угловых соединений на трубах, располагающихся на небольшом расстоянии от стены, также выполняется путем последовательного нагревания прямой и ответной части. Особое внимание в этом случае следует уделить глубине вхождения трубного элемента в тело угловой детали. Для обеспечения высокой точности необходимо сделать соответствующую отметку маркером или карандашом. Читайте также: «Как выполняется пайка полипропиленовых труб – правила соединения».
Особое внимание в этом случае следует уделить глубине вхождения трубного элемента в тело угловой детали. Для обеспечения высокой точности необходимо сделать соответствующую отметку маркером или карандашом. Читайте также: «Как выполняется пайка полипропиленовых труб – правила соединения».
Решение вопроса о том, как спаять полипропиленовые трубы в труднодоступных местах, требует внимательного отношения и точного выполнения всех действий. Стыковочные элементы, имеющие даже незначительный дефект, подлежат обязательной замене на новые детали. По мнению специалистов при выполнении соединений в труднодоступных местах не стоит отключать питание сварочного аппарата, лучше, если он будет всегда включенным.
Самостоятельная сварка пластиковых труб большого диаметра
Сварка труб большого диаметра
Пластиковые трубы свариваются диффузионным способом. Это означает, что материал соединяемых элементов нагревается до расплавления. Затем края прижимаются друг к другу, и происходит проникновение частиц одной из деталей в структуру другой. В результате образуется монолитное соединение. Этот принцип используется в разных сварочных аппаратах и является главным для всех видов сварки пластиковых деталей.
Это означает, что материал соединяемых элементов нагревается до расплавления. Затем края прижимаются друг к другу, и происходит проникновение частиц одной из деталей в структуру другой. В результате образуется монолитное соединение. Этот принцип используется в разных сварочных аппаратах и является главным для всех видов сварки пластиковых деталей.
Стандартными размерами пластиковых труб считаются малые и средние диаметры – до 75 мм. Размер канализационной трубы составляет 110 мм, а стояков – 220 мм. Это уже большие диаметры. Хотя в строительстве и промышленности принято считать большими размеры от 500 мм и выше. Внутри квартир и в комнатах частных домов крупные трубопроводы не встречаются. Однако большие трубы используются, например, при обсадке артезианских скважин.
Особенности сварки больших труб
Машина для сварки пластмассовых труб
Пластиковые материалы сделали трубные технологии менее трудоёмкими. Поэтому монтаж больших труб тоже может производиться без участия специалистов. Сварка пластиковых труб большого диаметра своими руками – дело далеко не простое. Процесс потребует применения монтажно-сварочной установки для соединения фрагментов. Сварить куски лучше всего встык, поскольку крупные муфты, установленные вручную, не всегда обеспечивают монолитность соединения. Обе стыкуемые детали должны быть абсолютно идентичными по составу, то есть произведёнными из одного и того же пластика.
Сварка пластиковых труб большого диаметра своими руками – дело далеко не простое. Процесс потребует применения монтажно-сварочной установки для соединения фрагментов. Сварить куски лучше всего встык, поскольку крупные муфты, установленные вручную, не всегда обеспечивают монолитность соединения. Обе стыкуемые детали должны быть абсолютно идентичными по составу, то есть произведёнными из одного и того же пластика.
Машины для стыковой сварки отличаются сложной комплектацией и высокой ценой. Они могут иметь гидравлический или механический привод. Эту аппаратуру легче взять напрокат, чем покупать в магазине. Сварочный аппарат такого уровня потребуется тем, кто постоянно и профессионально занят такой работой. От уровня аппарата зависит качество сварного шва. Выбрать такое оборудование при покупке поможет опытный консультант. Всемирно известная германская фирма ROTHENBERGER выпускает для сварки крупногабаритных пластиковых изделий машины, оснащённые программным управлением. Для бытовых нужд лучше выбрать более простые, механические установки. Они обеспечат нужное качество соединения в диапазоне диаметров изделий до 200 мм.
Они обеспечат нужное качество соединения в диапазоне диаметров изделий до 200 мм.
Трубы пластиковые большого диаметра
Перед началом сварочного процесса следует как можно более ровно обрезать края фрагментов. При этом крайне нежелательно проявление эффекта бочкообразности, то есть загибания краёв среза внутрь. Эта деформация, к сожалению, возникает довольно часто. Большая труба под влиянием собственного веса может принимать овальную форму, что также затрудняет сварку. Для точной обрезки кусков больших пластиковых труб существуют специальные устройства. Но это скорее промышленное оборудование. При выполнении работы своими руками достаточно будет выровнять торцы. Выравнивание осуществляется торцевателем, входящим в состав сварочного аппарата.
Последовательность работы на сварочном аппарате для габаритных пластиковых элементов
В комплекте устройства должны быть подвижные хомуты, центратор с зажимами, сварочное зеркало для нагрева торцов. Инструкция к прибору поможет правильно выполнить работу. Очень полезными бывает видео из интернета, которое наглядно демонстрирует этапы процесса.
Очень полезными бывает видео из интернета, которое наглядно демонстрирует этапы процесса.
Аппарат для сварки габаритных труб
- Свариваемые части фиксируются в центраторе. Одна часть крепится неподвижно, другая может передвигаться вдоль рамы аппарата. Это важно для создания нужного усилия при стыковке частей.
- Торцы выравниваются до образования плоской поверхности стыков. Эта процедура обеспечивает и зачистку соединяемых поверхностей. После этого обработанных частей нельзя касаться руками.
- Торцы прижимаются к сварочному зеркалу для нагрева. Под оптимальным давлением на краях фрагментов образуется грат, наплыв расплавленного пластика. Это необходимо для формирования прочного шва. После создания грата давление минимизируется, нагрев продолжается. Скорость прогрева составляет 1 мм за 10 секунд. Зная толщину стенки изделия, можно высчитать время прогрева.
- Решающим моментом является быстрое удаление нагревательной поверхности и совмещение стыков. Соединение происходит на молекулярном уровне.
 Сварить детали качественно можно только при условии полного отсутствия загрязнений поверхностей.
Сварить детали качественно можно только при условии полного отсутствия загрязнений поверхностей. - Затем сварная конструкция охлаждается на воздухе, формируется ровный и симметричный шов.
Последовательность действий сварщика хорошо изучать по видео в интернете. Эти уроки очень полезны для людей, не имеющих подобных навыков. Рекомендуется тщательное изучение инструкций по работе с аппаратурой и строгое соблюдение норм безопасности. Как показывает практика, сварить крупные полимерные трубы своими руками – это сложная, но выполнимая задача.
как сварить, сварка ПП своими руками, как правильно варить пропиленовые трубы
В этой статье мы опишем, как сваривать полипропиленовые трубы и каким набором инструмента для этого потребуется обзавестись.
Соединение труб ПП осуществляется методом диффузионной сварки, которая подразумевает размягчение окончаний труб под воздействием конкретной температуры. Нагрев достигается благодаря воздействию электричества. Сперва до требуемой температуры нагреваются сами детали сварочного аппарата, далее на них надевается на некоторое время элементы для стыковки, а уже после расплавления эти части соединяются друг с другом.
Нагрев достигается благодаря воздействию электричества. Сперва до требуемой температуры нагреваются сами детали сварочного аппарата, далее на них надевается на некоторое время элементы для стыковки, а уже после расплавления эти части соединяются друг с другом.
Стоит отметить, что свариваемые трубы не должны различаться по своим свойствам.
Сварить пропиленовые трубы как можно лучше несложно, главное, выполнить такие этапы:
- Прогреть сварочное приспособление, трубу и фитинг до 260 ºC.
Помните, что 260 ºC – температура плавления фитингов и труб из ПП.
- Насадить фитинг на трубу четко по одной оси.
- Подождать несколько секунд, после чего соединение считается сваренным, образуя при этом, единый элемент.
Получившееся готовое соединение является бесшовным, так как при сваривании структуры двух элементов объединяются, образуя единую деталь. Таким образом, сварить трубу из полипропилена как нельзя лучше, получив качественное соединение – легко.

Инструментарий для сваривания ПП труб
Перед тем как сварить полипропиленовые трубы, например для системы подачи воды, нужно обзавестись стандартным перечнем инструментов.
- непосредственно, паяльника;
- рулетки;
- ножниц;
- крепежных болтов для фиксации насадок к паяльнику;
- строительного уровня;
- шаблона для контроля отверстий;
- шестигранника.
Сварочный агрегат может обладать мощностью до 1,5 кВт, при этом он питается от сети в 220 вольт. Небольшая масса позволяет его легко переносить с места на место, а благодаря эргономичной рукоятке, паяльником легко оперировать во многих положениях.
Как и во многих других аппаратах схожего действия, у паяльника присутствует выключатель и терморегулятор, который дает возможность контролировать температуру на отметке в 260 ºC. Читайте также: «Какие бывают аппараты для сварки полипропиленовых труб – характеристики и преимущества вариантов».
Сразу после включения на паяльнике загорается красный светодиод, который тухнет сразу же после достижения требуемой температуры. Это сигнал к тому, что инструментом можно начинать пользоваться.
Разнообразие насадок
Деталями, которые непосредственно нагревают поверхности труб и фитингов посредством контакта, являются насадки. Стандартный набор, как правило, содержит насадки, сечения которых варьируются от 16 до 40 мм.
Нестандартные же, большие насадки, всегда можно приобрести дополнительно в соответствующих магазинах.
Покрытие из тефлона не дает расплавленному пластику прилипать к сварочному аппарату. В то же время и поверхность таких насадок благоприятно воздействует на пластик, обеспечивая качественное соединение. Однако не забывайте, что нужно всегда держать тефлоновое покрытие насадок в чистоте.
Насадка состоит из двух элементов:
- элемент с отверстием – для введения внутрь ПП трубы;
- элемент в форме выступающего цилиндра – для одевания фитинга.

Фитинг и труба одеваются с небольшим усилием, после чего происходит их нагрев до 260 ºC, при этом у фитинга прогревается внутренняя поверхность, а у трубы – наружная. Фиксация насадок проводится идущими в комплекте болтами.
Стоит отметить, что во время пользования паяльником болты могут ослабевать, так что их нужно время от времени подтягивать.
Для закручивания болтов в комплекте предусмотрена специальная отвертка или шестигранник. Устанавливать насадки стоит лишь до начала нагревания аппарата, а их замену проводить под нагревом только в особых случаях.
Разрезание труб перед свариванием
Перед тем как варить полипропиленовые трубы, их нужно нарезать на нужные отрезки. Если сечение труб не превышает 32 мм, потребуются ножницы, у которых лезвия выполнены из высококачественной стали. Как правило, они сопровождаются годичной гарантией, если только они использовались по назначению.
Стоит отметить, что на рынке можно встретить ножницы, которые позволяют разрезать трубы сечениями, достигающими 63 мм, а трубы, диаметр которых превышает этот порог всегда можно разрезать ножовкой по металлу.
Последовательность сваривания труб ПП
Чтобы лучше понять, как правильно варить полипропиленовые трубы, следует подробнее рассмотреть последовательность подготовки паяльника к работе.
- Включить аппарат в сеть – засветится индикатор включения и индикатор регулятора температуры.
- Пока индикатор терморегулятора горит, можно судить, что идет процесс нагревания, обычно этот процесс длится 10-12 минут.
- Первый прогрев использует больше электроэнергии – насадки достигнут температуры в 300-320 ℃. Если сразу же начать им пользоваться, пластик деформируется не так, как следует. Читайте также: «Какие пропиленовые трубы используют для отопления и водоснабжения».
В этой связи следует подождать, пока индикатор нагрева не засветится и не погаснет повторно. Лишь после этого можно перейти к сварке пп труб своими руками.
Сварку проводят в такой последовательности:
- Трубу помещают в соответствующую насадку.
- Фитинг одевают на цилиндрический выступ с противоположной стороны. В обоих случаях потребуется производить несильный нажим.
- Обеими руками эти два элемента удерживают в таком положении столько, сколько требует технология (подробнее: «Правила и технология сварки полипропиленовых труб – важные особенности»). .
Продолжительность нагрева, последующего времени на соединение структур, и остывание, определяется сечением полипропиленовой трубы и глубины сварки. Приблизительные значения всегда можно найти в соответствующих справочных таблицах.
В процессе сваривания труб из полипропилена следует иметь в виду такие нюансы:
- Готовое соединение приобретет максимальную надежность лишь в случае четкого следования рекомендациям по продолжительности нагревания.
- Продолжительное неконтролируемое нагревание может стать причиной расплавления полипропилена и порчи свариваемых элементов.
- Нагрев, продолжительность которого не будет соответствовать таблице, и будет меньшим, станет причиной недостаточного расплавления элементов. Как результат – негерметичное соединение и протечки спустя некоторое время после начала эксплуатации системы. Читайте также: «Как делается сварка полипропиленовых труб – технологичные способы».
В процессе сваривания ПП труб нельзя:
- двигать детали в разные стороны, кроме оси одевания и снятия элементов;
- непосредственно после стыковки деталей пытаться улучшить их размещение – это уменьшит проходной диаметр в соединительном месте;
- пытаться изменить форму трубы (гнуть), когда идет остывание соединения.
Выше мы изложили информацию о том, как правильно сварить полипропиленовые трубы своими руками. Из прочитанного можно сделать вывод, что в данном процессе нет ничего затруднительного. Основное правило – это заготовить требуемый инструмент и производить сваривание согласно разработанной технологии и инструкции, четко следя за временем прогрева аппарата, элементов и последующей стыковки.
Как сварить полипропиленовые трубы — все про процесс сварки от А до Я
Полипропиленовые трубы используют в водоснабжении, в оросительных и дренажных системах, отоплении жилищ. Их изготавливают из материала, принадлежащего к классу полиолефинов, что гарантирует экологическую чистоту изделия. Полипропиленовые трубы рассчитаны на долгий срок службы без больших затрат на эксплуатацию. Надежность и долговечность пластиковых трубопроводов зависит не только от правильно подобранного изделия, но и от качества монтажных работ. Желающие произвести монтаж самостоятельно должны знать, как сваривать полипропиленовые трубы, чтобы они служили долго и не доставляли хлопот при эксплуатации. Для тех, кто только собирается освоить этот процесс, поэтапное описание действий прилагается.
Содержание
- Характеристики полипропиленовых труб
- Какие трубы подойдут именно вам?
- Инструменты, которые вам понадобятся
- Этапы работ — процесс сварки
- Как подготовить трубы
- Подготовка сварочного аппарата
- Из чего состоит процесс сварки?
- Видео с полезными советами от специалистов
Характеристики полипропиленовых труб
Полипропиленовые трубы обладают неоспоримыми достоинствами. А именно:
- соединяясь при помощи сварки, полипропиленовые трубы образуют монолитные детали, срок службы которых достигает полувека;
- пропускная способность труб в процессе эксплуатации не изменяется;
- изделия обладают высокой устойчивостью к бытовой химии;
- цена на фитинги для полипропиленовых труб на порядок ниже, чем для других пластиковых изделий.
Недостатки полипропиленовых труб связаны в основном с неправильным подбором деталей и некачественным выполнением монтажа.
Какие трубы подойдут именно вам?
Чтобы выбрать полипропиленовые трубы необходимо знать:
- условия, в которых трубы будут эксплуатироваться;
- давление жидкости в системе и ее температуру;
- необходимую пропускную способность изделия, которая определяет рабочий диаметр.
Полипропиленовые трубы имеют специальную маркировку, зависящую от назначения изделия.
Трубы с маркировкой PPR – универсальны. Поэтому наиболее востребованы. Они имеют высокую устойчивость как к высоким, так и к отрицательным температурам.
Инструменты, которые вам понадобятся
Для сварки необходимы следующие инструменты:
- рулетка;
- маркер;
- ножницы или роликовый труборез для нарезания труб необходимой длины;
- зачистка для армированных труб;
- сварочный аппарат с насадками различного диаметра.
Затем аппарат включают в сеть. При этом должны загореться индикаторы, находящиеся на корпусе агрегата. Один из них сигнализирует о том, что прибор подключен к сети. Второй, после достижения необходимой температуры нагрева, должен погаснуть. После того, как погаснет индикатор, желательно чтобы прошло минут пять и только тогда начинать процесс сварки. Это время зависит от окружающей температуры и длится от 10 минут до получаса.
Во время процесса сварки необходимо проводить контроль температуры нагрева аппарата.
Из чего состоит процесс сварки?
После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзу. Делается это одновременно и с небольшим усилием.
После нагревания аппарата насадить фитинг на дорн, а трубу вставить в гильзуЧтобы знать, как правильно сваривать полипропиленовые трубы, необходимо учитывать время нагрева. Правильный период позволит деталям разогреться до необходимой температуры и при этом не расплавиться. Он зависит от диаметра трубы.
Время нагревания фитинга и трубы отсчитывают с момента полной насадки деталей
Через необходимый промежуток времени детали снимают с аппарата и соединяют. При этом труба должна войти в фитинг строго до отметки. Во время этого процесса запрещается поворачивать детали по оси.
В процессе соединения деталей запрещается поворот изделий по осиНа готовом соединении деталей не должно быть «наплывов» внутри трубы. Они снижают пропускную способность трубопровода.
После соединения деталей не допускается механического воздействия на шов до его полного остывания. При соблюдении технологии, в итоге должен получиться прочный и герметичный шов.
В статье даны необходимые рекомендации о том, как правильно сваривать трубы, с подробным описанием каждого этапа. Применив на практике эти советы можно самостоятельно провести трубопровод для водоснабжения или отопления. Главное правильно выбрать трубы и соблюдать технологию процесса. Только тогда полипропиленовый трубопровод будет служить долго и бесперебойно.
Видео с полезными советами от специалистов
Как спаять полипропиленовые трубы без паяльника: методы пайки
В привычном понимании большинства людей спаивание материалов происходит при помощи паяльника, вне зависимости от того, с какими предметами ведется работа. Несмотря на то, что основная часть работ проделывается именно при помощи этого инструмента, на практике могут использоваться и совершенно другие варианты. Есть несколько способов как спаять полипропиленовые трубы без паяльника. Когда возникла необходимость в ремонте, то под рукой может не быть нужных вещей и тогда приходится использовать альтернативные методы. Пайка без паяльника может снизить затраты на ремонт, а также обеспечить качественное выполнение соединения, что продлит срок службы. При этом необходимо придерживаться правильной технологии, чтобы достичь требуемого результата.
Дополнительные методы могут помочь в работе с трубами любого диаметра, так что если возникают вопросы, можно ли припаять без паяльника толстую трубу, то это будет вполне возможным. Тем не менее, даже при отсутствии паяльника, для работы нужна:
- Аккуратность выполнения соединения;
- Внимательность для отслеживания ситуаций, когда соединение образуется с браком;
- Предварительной подготовки, чтобы увеличить вероятность получения качественного результата;
- Опыт в пайке, чтобы сделать все максимально надежно.
Преимущества и недостатки такой пайки
Рассматривая варианты как спаять без паяльника ту или иную часть полипропиленовых труб можно заметить, что в каждом способе есть свои преимущества и недостатки. К преимуществам такого способа можно отнести:
- Отсутствие необходимости в покупке паяльника, если его нет в наличии;
- Возможность использовать простые подручные средства;
- Экономически выгодный процесс создания соединения, который обходится дешевле, чем при использовании паяльника;
- Возможность работы с трубами любого диаметра, как с самыми мелкими, что достаточно легко, так и с более крупными, что потребует больше терпения и опыта.
Здесь же могут присутствовать и недостатки, так как не зря основным рабочим инструментом является паяльник. К негативным моментам как паять без паяльника полипропиленовые трубы относятся следующие пункты:
- Низкая технологичность процесса, которая создает определенные ограничения на ремонтные работы в некоторых областях;
- Здесь сложнее добиться высокого качества за счет того, что большинство инструментов напрямую не предназначено для данной работы;
- Сложно работать с труднодоступными местами, к которым легко можно добраться паяльником;
- Возможность возгорания близлежащих предметов при использовании газовой горелки и баллонов.
Материалы для пайки труб без паяльника
Рассматривая возможные способы как спаять пластиковые трубы без паяльника, нужно помнить о том, что нужно для них использовать. Одним из основных инструментов здесь становится газовая горелка. Она может работать на разных видах газа, что важно при пайке, так как у каждого из них своя температура горения, что влияет на скорость работы, толщину трубы и другие параметры. Газы с больше температурой горения подойдут для труб большего диаметра. Газовый баллон должен подключаться надежно, чтобы не было проблем с безопасностью. Это же относится к исправности работы горелки.
Пайка ПП труб газовой горелкой
Особенности пайки полипропиленовых труб без паяльника
Если предстоит работа по спайке и человек не знает, как припаять полипропиленовые трубы без паяльника, то ему следует действовать по простой инструкции. Здесь существуют следующие основные этапы:
- Сначала нужно подобрать трубы одинакового диаметра, чтобы при спаивании не возникало проблем, так как даже разница в несколько миллиметров создает трудности спаивания. Их нужно очистить и подготовить к спаиванию, чтобы не было грязи, жирных частиц и прочих вещей, которые помешают спаиванию.
- При отмеривании размеров нужно всегда оставлять 2,5 см, которые затем вплавляются в фитинг. Это относится к спайке новых труб, тогда как ремонт старых, если в них появилась трещина или нет необходимости впайки в фитинг, такой процедуры не требуется.
- Труба и фитинг разогревается при помощи горелки до температуры близкой к температуре плавления. Очень важно, чтобы этот процесс происходил одновременно, так как в ином случае одна из деталей может плохо соединиться с другой.
- Когда полипропилен начинает доходить до температуры плавления и плавится, в этот момент трубы нужно прижать друг к другу с максимальным усилием, но при этом не нарушив геометрию соединения.
- На последнем этапе нужно попросту дождаться пока все остынет и тогда уже можно использовать изделие.
«Важно!
Перед тем как паять полипропиленовые трубы без паяльника нужно составить схему трубопровода, чтобы впоследствии не было проблем с несовпадением размеров.»
При покупке труб стоит использовать детали от одних и тех же производителей, чтобы их состав и размеры полностью совпадали. В ином случае температура плавления у разных деталей будет отличаться, что приведет к проблемам при спаивании. Если нет опыта соединения, то можно просто взять трубы с запасом размера и потренироваться на них, предварительно отрезав заготовки для практики, перед основной работой.
«Важно!
Не стоит проводить пайку при температуре ниже +5 градусов Цельсия, так как это негативно скажется на данном процессе. Лучше всего все делать в тепле.»
Использование пасты и требования к ней
Паяльная паста представляет собой смесь флюса, смазки и порошка припоя, которая перемешана механическим способом. Ее часто используют, когда подбирают способы как припаять без паяльника какую-либо вещь. Производители выпускают пасты с добавлением серебра, что помогает проводить более сложные процессы спаивания, так как материал становится более податливым.
Использование паяльной пасты для пайки ПП труб
К основным требованиям к паяльной пасте относятся:
- Склеивающие свойства, которые помогают лучше скреплять детали;
- Быстрое расслаивание при использовании, но при этом она не должна окисляться;
- Паста должна сохранять деформацию и при этом быть вязкой;
- Она не должна оказывать никакого влияния на технические свойства материала, который спаивается;
- После нанесения паста не должна оставлять несмываемых остатков;
- Она должна отмываться обыкновенными растворителями;
- Не растекаться за границы ее нанесения.
Использование паяльной ленты для пайки труб
Паяльная лента часто используется для монтажа проводки. Ее широко применяют в бытовых условиях, так как это удобный и простой для использования способ как можно припаять без паяльника различные детали.
Паяльная лента для пайки
Чтобы спаять что-то при помощи такого способа нужно:
- Зачистить поверхность спаиваемых частей от лишних веществ;
- Обмотать место спайки паяльной лентой;
- После этого нужно нагреть место, где располагается лента до того состояния, когда припой начнет расплываться по поверхности;
- Дождаться пока все остынет и удалить оставшийся флюс.
Заключение
Существует несколько весьма эффективных и проверенных способов, как запять без паяльника полипропиленовые трубы и прочие детали. Несмотря на наличие определенных недостатков, во многих случаях такие методики оказываются более приемлемыми, чем покупка паяльника. Некоторые специалисты используют их как основные способы спаивания, что особенно часто встречается в бытовой сфере.
СОВЕТОВ ПО СВАРке ТЕРМОПЛАСТИКОВ | King Plastic Corporation
Из архивов IAPD
Сварка — это процесс соединения поверхностей путем их размягчения под действием тепла. При сварке термопластов одним из ключевых компонентов является сам материал. Пока существует сварка пластмасс, многие люди до сих пор не понимают основ, которые имеют решающее значение для правильной сварки.
Правило номер один при сварке термопластов — вы должны сваривать аналогичный пластик с аналогичным пластиком.Чтобы получить прочный и однородный сварной шов, необходимо убедиться, что ваша подложка и сварочный стержень идентичны; например, из полипропилена в полипропилен, из полиуретана в полиуретан или из полиэтилена в полиэтилен.
Вот несколько советов по сварке различных типов пластмасс и шаги для обеспечения надлежащего сварного шва.
Сварка Полипропилен
Полипропилен (ПП) — один из самых простых в сварке термопластов, который используется во многих различных областях.ПП имеет отличную химическую стойкость, низкий удельный вес, высокую прочность на разрыв и является наиболее стабильным по размерам полиолефином. Проверенные области применения полипропилена — это оборудование для нанесения покрытий, резервуары, воздуховоды, травильные установки, вытяжные шкафы, скрубберы и ортопедия.
Для сварки полипропилена сварщик должен быть настроен на температуру приблизительно 572 ° F / 300 ° C; определение вашей температуры будет зависеть от того, какой тип сварочного аппарата вы приобретете, и рекомендаций производителя. При использовании термопластичного сварочного аппарата с нагревательным элементом мощностью 500 ватт на 120 вольт, регулятор подачи воздуха должен быть установлен примерно на 5 л. С.s.i. и реостат на 5. Выполняя эти шаги, вы должны быть в районе 572 ° F / 300 ° C.
Сварка Полиэтилен
Другой довольно простой в сварке термопласт — полиэтилен (PE). Полиэтилен отличается ударопрочностью, исключительной стойкостью к истиранию, высокой прочностью на разрыв, поддается механической обработке и имеет низкое водопоглощение. Проверенные области применения полиэтилена — это контейнеры и вкладыши, резервуары, лабораторные сосуды, разделочные доски и направляющие.
Самым важным правилом при сварке полиэтилена является то, что вы можете сваривать низкое давление с высоким, но не высокое с низким.Это означает, что вы можете приваривать сварочный стержень из полиэтилена низкой плотности (LDPE) к листу из полиэтилена высокой плотности (HDPE), но не наоборот. Причина проста. Чем выше плотность, тем сложнее сломать детали для сварки. Если компоненты не могут быть разделены с одинаковой скоростью, они не могут правильно соединиться. Помимо обеспечения совместимости плотностей, полиэтилен довольно легко сваривать. Для сварки LDPE вам необходимо иметь температуру приблизительно 518 ° F / 270 ° C, регулятор установлен на приблизительно 5-1 / 4 — 5-1 / 2, а реостат — на 5.Как и PP, HDPE поддается сварке при 572 ° F / 300 ° C.
Советы по правильной сварке
Перед сваркой термопластов необходимо выполнить несколько простых шагов, чтобы обеспечить надлежащую сварку. Очистите все поверхности, включая сварочный стержень, метилэтилкетоном или аналогичным растворителем. Сделайте канавку на подложке, достаточную для размещения сварочного стержня, а затем обрежьте конец сварочного стержня под углом 45 °. Как только сварщик настроится на нужную температуру, вам необходимо подготовить основание и сварочный стержень.Благодаря использованию автоматической скоростной насадки большая часть подготовительной работы выполняется за вас.
Удерживая сварочный аппарат примерно на дюйм над подложкой, вставьте сварочный стержень в наконечник и переместите его вверх и вниз три-четыре раза. Это приведет к нагреванию сварочного стержня при нагревании основы. Признаком готовности подложки к сварке является появление эффекта запотевания, похожего на обдув стекла.
Сильно и последовательно надавите на пыльник наконечника.Пыльник проталкивает сварочный стержень в подложку. Если вы решите, как только сварочный стержень приклеится к подложке, вы можете отпустить стержень, и он автоматически протянется.
Большинство термопластов можно шлифовать, и шлифовка не повлияет на прочность сварного шва. Используя наждачную бумагу с зернистостью 60, отшлифуйте верхнюю часть сварочного валика, затем обработайте влажную наждачную бумагу с зернистостью 360, чтобы получить чистую поверхность. При работе с полипропиленом или полиэтиленом можно вернуть их глянцевую поверхность, слегка нагревая поверхность желтой пропановой горелкой с открытым пламенем.(Имейте в виду, что необходимо соблюдать обычные процедуры пожарной безопасности.) После выполнения этих шагов у вас должен получиться сварной шов, похожий на фотографию внизу слева.
Заключение
С учетом приведенных выше советов сварка термопластов может быть довольно простым процессом. Несколько часов практики сварки дадут «почувствовать» поддержание правильного равномерного давления на стержень прямо в зону сварного шва. А эксперименты с разными видами пластики помогут освоить процедуру.Чтобы узнать о других процедурах и стандартах, обратитесь к местному дистрибьютору пластмасс.
Дополнительные советы по сварке пластмасс
Идентификация пластика … Что можно сваривать? Что не может?
При сварке плавлением с помощью аппарата для сварки азотных пластмасс вам необходимо определить тип пластика и выбрать правильный сварочный стержень. Хотя существует множество видов пластика, лишь немногие из них обычно используются в автомобильных деталях.Это видео поможет вам определить пластмассу.
При работе всегда надевайте соответствующую защитную экипировку!
Сообщите нам свои мысли об этом видео, оставив комментарий на YouTube!
Нажмите здесь: https://www.youtube.com/watch?v=NUYfC79r0A4
Полезные ресурсы:
Примечания к видео:
- Поскольку с момента создания этого видео мы несколько обновили наши сварочные аппараты для азотной пластмассы, наши нынешние аппараты для азотной сварки могут не поставляться с тем типом сварочного стержня, который указан в видео.Обязательно загляните на страницу сварщика, чтобы узнать, с чем он должен идти.
- Этот видеоклип был взят с нашего DVD-диска с инструкциями, который мы обычно прилагали к нашим сварщикам. DVD устарел и больше не доступен; однако наши видеоресурсы доступны на нашем веб-сайте или в мобильном приложении. Для этого видео предоставлено
- субтитров на английском языке. Нажмите кнопку CC, чтобы включить или выключить их.
- Продолжительность этого видео никоим образом не отражает фактическое время, необходимое для выполнения полного ремонта, и поэтому не должна использоваться для целей оценки.
Транскрипция на английском языке:
При сварке плавлением с помощью аппарата для сварки азотных пластмасс вам необходимо определить тип пластика, с которым вы работаете, и выбрать подходящий сварочный стержень. Есть много видов пластмасс, но лишь некоторые из них используются в автомобильных деталях. Этот раздел видео поможет вам выбрать подходящий сварочный стержень для вашего проекта.
Около девяноста пяти процентов бамперов автомобилей последних моделей отлиты из смесей полипропилена.Это плавкие термопластические материалы. Обычно они черные или темно-серые, но иногда могут быть белыми. Обычно они имеют символ полипропилена, вылепленный на обратной стороне. Эти пластмассы иногда обозначают как TEO или TPO. Они всегда представляют собой смесь полипропилена, синтетического каучука и других наполнителей, и их пропорции варьируются в зависимости от производителя смолы и области применения.
Эти пластмассовые смеси из полипропилена можно сваривать с помощью наших сварочных стержней из полипропилена или ТПО. Поскольку это наиболее распространенный пластик, у нас есть множество разновидностей стержней для различных применений.Ваш сварщик поставляется с тремя разными профилями стержня из натурального полипропилена: круглым, узкой лентой и широкой лентой. У вас также будет выбор черных удилищ из полипропилена, а также серых удилищ из ТПО.
Некоторые бамперы все еще из полиуретана. Это был популярный материал много лет назад и до сих пор используется в некоторых приложениях. Обычно они желтые с обратной стороны, но не всегда. Вы увидите идентификационный символ там, где написано PUR или RIM. Полиуретан — это термореактивный пластик, а это означает, что он не плавится.Твердое вещество образуется в результате реакции двух жидких компонентов, которые сшиваются в форме. Вы не сможете использовать азотный сварочный аппарат для этого типа пластика. Вы можете отремонтировать его с помощью безвоздушного сварочного аппарата для пластика. Инструкции по этому типу ремонта показаны в следующем разделе этого обучающего видео.
Большинство других пластмасс, используемых в автомобилях, являются термопластами или плавкими пластиками. В этом случае пластиковые гранулы расплавляются и вводятся в форму. Затем пластик остывает и снова затвердевает.Термопласты можно сваривать азотным сварочным аппаратом. Распространенными типами являются полиэтилен, АБС, нейлон и поликарбонат. Полиэтилен часто используется для изготовления бутылей для перелива и промывки. Нейлон используется для изготовления баков радиаторов, опор сердечника и других деталей под капотом. Поликарбонат используется на кузовных панелях и бамперах. Более подробную информацию см. В таблице идентификаторов пластиков, прилагаемой к сварочному аппарату.
В этом видео мы сосредоточимся на сварке полипропилена, так как это наиболее распространенный вид пластика, с которым вы будете иметь дело.Как только вы научитесь правильно сваривать полипропилен, вы сможете определять другие типы пластмасс и сваривать их.
Сварка растворителем
Что такое сварка растворителем?
Сварка растворителем — это процесс, при котором химическое вещество применяется к двум пластиковым поверхностям. с идентичной или подобной молекулярной структурой, которая вызывает разрушение молекул на обеих поверхностях. Когда две поверхности прижимаются друг к другу, и по мере испарения растворителя молекулы двух поверхностей преобразуются. и скрепите вместе.Это приводит к тому, что две поверхности связаны друг с другом на молекулярном уровне. Это очень отличается от склеивания материалов, когда сам клей связывается с каждой поверхностью, поэтому у вас остается три слои: первый материал, клей и второй материал.
Какие материалы можно сваривать растворителем?
Как приварить пластиковую трубу к фитингу с помощью растворителя?
Процесс сварки растворителем состоит из нескольких этапов:
1. Труба должна быть обрезана под квадрат, вся стружка должна быть удалена, а кромка должна быть скошена (зачищена) до угла между 22.5 и 45 градусов. Это препятствует тому, чтобы острые кромки среза действовали как лезвие ножа и толкая весь цемент перед собой
2. Сухой тканью или бумажным полотенцем протрите патрубок и трубку, чтобы удалить грязь. Если труба старая, обработайте поверхность наждачной бумагой и удалите отложения.
3. Протрите чистой бумажной салфеткой немного жидкости для чистки труб вокруг гнезда и труба. ПОСЛЕ ЭТОГО НЕ ПЫТАЙТЕСЬ УСТАНОВИТЬ ТРУБУ В РОЗЕТКУ СУХОЙ, ПОТОМУ ЧТО ОНИ СЛЕДУЮТ ВМЕСТЕ!
4.Измерьте глубину раструба и отметьте трубу тонким перманентным маркером. ручка
5. Залить цемент в розетку и отложить (важно сделать розетку во-первых, так как вы не сможете легко положить трубу после того, как она будет окрашена). Затем нанесите цемент на трубу на глубину розетки
6. Наденьте муфту на трубу до упора, проверяя что он дошел до отметки, сделанной вами на трубе
7. По возможности держите раструб в вертикальном положении, чтобы излишки цемента не стекали по внутрь на другую сторону, сотрите все капли и излишки цемента вокруг стыка.
Видео: Как сварить трубу из ПВХ с помощью растворителя
Можно ли сваривать пластиковые трубы и фитинги без растворителя?
Сварка растворителем труб из ПВХ и АБС — это постоянный процесс, который нельзя отменить.
Советы по сварке труб из ПВХ и АБС растворителем
1. Надевайте нейлоновые перчатки, чтобы очиститель и цемент не повредили кожу.
2. Не надевайте виниловые перчатки, так как они растают вместе с очистителем и цементом.
3. Работайте в хорошо проветриваемом помещении, чтобы разбавить пары.
4. Дважды отмерьте, один раз отрежьте и зацементируйте.
5. Будьте особенно внимательны, чтобы нанести надлежащую маркировку на АБС, прежде чем сдвигать их вместе. Совместные наборы Очень быстро.
6. ПВХ можно немного повернуть, чтобы полностью выровнять его в розетке, но АБС не могу.
7. Не перекручивайте трубу, когда вставляете ее в фитинг, так как это может привести к утечки.
Plastics Identification как идентифицировать пластмассы перед сваркой
Plastics Identification — как идентифицировать пластмассы перед сваркой:
Plastic Сварку и ремонт относительно легко выполнить, и если вы выполните несколько основных шагов, прочные структурные сварные швы может быть достигнут.Из-за высокой стоимости замены поврежденных пластиковых компонентов сварка и ремонт этих деталей становится очень разумным выбором.
Начало работы с пластмассами Ремонт предлагает ремонтнику ряд существенных преимуществ —
- Улучшенное обслуживание клиентов — получение запчастей по заказу может занять некоторое время. Наличие необходимых навыков и оборудования для выполнения такого ремонта помогает улучшить обслуживание клиентов, как и вы. может вернуть автомобиль клиенту, что сократит время выполнения заказа.
- Больше возможностей для работы — мастер по ремонту с необходимыми навыками и оборудованием теперь может предложить услуги другим мастерам.
- Больше прибыли — ВСЯ прибыль от ремонтных работ поступает к Вам! Теперь вы можете перестать отправлять половину своей прибыли другому ремонтному предприятию.
Пластмасса Идентификация:
Вы можете сваривать только «похожие» материалы. Например, полипропилен (большинство автомобилей) можно сваривать только полипропиленовой сварочной проволокой. Поэтому очень важно сначала определить свариваемый материал. Сегодня большинство пластмасс, используемых в производстве современных транспортных средств, имеют маркировку с идентификационными кодами пластмасс, однако там, где эта идентификация отсутствует, требуется испытание на сварку для идентификации свариваемого материала.Существует около 20 широко распространенных пластиков и еще больше, состоящих из двух или более смесей материалов, известных как «пластмассовые композитные материалы». Поскольку сваривать можно только «похожие» материалы, правильная идентификация пластика имеет жизненно важное значение. Есть два способа идентифицировать пластмассы — первый известен как «испытание пламенем», а второй ( — наш рекомендуемый вариант ) — использовать наш «комплект для испытания стержней» (RTK).
Испытание на пламя:
Для этого нужно взять небольшой кусок исходного материала и с помощью пинцета поджечь материал над пламенем Бунзена.Наблюдая за тем, как горит пластик, цвет пламени и образование дыма от детали, есть ли капли и т. Д.
Наблюдения при испытании на пламя:
- Воспламенение — трудно ли воспламенить пластик?
- Самогашение пламени после горения?
- А вообще горит?
- Капает?
- Какого цвета пламя?
- Пламя плещется или стабильно?
- Как пахнет? (сладкая, прогорклая, горящая шерсть, резина)
Этот простой тест пламенем может дать вам довольно точное определение типа пластика, однако есть ряд отрицательных аспектов использования такого теста.Во-первых, вы вводите пламя в свою рабочую среду. Также нет наблюдения за пламенем. 7 выше (Как пахнет?) Подразумевает, что вы вдыхаете пары и запахи, образовавшиеся после горения и разложения материала. Мы не рекомендуем этот тест, так как лично я не буду вдыхать горящий пластик любого вида.
Итак, это подводит меня к самому безопасному и наиболее рекомендуемому методу проверки идентификации — набору для проверки стержней (RTK).
Набор для проверки стержня (RTK): Мы рекомендуем только этот метод
Этот набор для проверки пластикового идентификатора предоставляет сварщику более 40 различных материалов для проверки идентификатора.Это, безусловно, самый простой и безопасный способ проверить тип пластика. Стержни RTK были специально выбраны с учетом свариваемости и совместимости с широким спектром пластмасс, обычно используемых в автомобильной промышленности и производстве. Стержни RTK стабилизированы УФ-излучением, где это применимо. Techspan RTK содержит следующие термопластические материалы: ABS, ABS Blend, ABS / PA, ABS / PBT, ABS / PC, ASA / PC, ASA / PBT, AES, ASA, HDPE (ящик), HDPE (труба), HIPS ( Полистирол), HMWPE, LLDPE (PE), MDPE (труба), MDPE (вращающийся), PA (нейлон 6), PA66HS, PA / PPE-GTX, PBT, PC, PC / PBT, PC / PET, PET-G, PMMA (акрил), POM (ацеталь), PP (лист), PP (ящик), PP (гомополимер), PP / EPDM, PPE, PPE / PA, PPO (норил), PUR, PVC (гибкий), PVC (жесткий ), C-PVC, RANCO (случайный полипропилен), TPR и UHMWPE.
Процедура набора для испытания стержней:
- Просто очистите область на нижней стороне детали, которую нужно проверить. Убедитесь, что вы удалили все загрязнения (жир, масла, краски и т. Д.) Перед попыткой его теста.
- Выберите стержень из RTK, который выглядит и выглядит похожим на основной материал.
- Попытка приварить (прибл. 30 мм) выбранный стержень к основному материалу, оставив хвост (30 мм длиной) под углом 90 градусов к основному материалу.
- После завершения дайте остыть.Важно отметить, что пластмассы не сохранят полную прочность до полного остывания.
- Попытайтесь удалить стержень плоскогубцами, потянув под углом 90 градусов к приваренной части. Если стержень отломился, оставив материал на родительском элементе, вы знаете, что у вас есть спичка.
- Повторите тест с другим выбранным стержнем, пока не найдете правильное совпадение.
Купите набор для испытания стержней (RTK) онлайн здесь.
Ручной сварочный аппарат с пластиковыми стержнями (видео)
В посте на этой неделе мы поговорим о ручном сварочном аппарате с пластиковыми стержнями.Этот вид сварки очень прост, но должен выполняться правильно, здесь мы шаг за шагом опишем, как это сделать.
Здесь у вас есть видео , где вы могли увидеть процесс ручной сварки стержнем, который вы могли видеть более подробно .
………… ..
Сначала поговорим о необходимом материале. У нас должен быть ручной сварочный аппарат с горячим воздухом и подходящие сопла, чтобы правильно сваривать пруток, который мы собираемся использовать.
Несмотря на то, что нам нужны некоторые фитинги, этот сварочный комплект является самым дешевым способом сварки пластмасс.
Здесь мы оставляем ссылку, где вы увидите этот набор для сварки и всю имеющуюся фурнитуру.
>>> КОМПЛЕКТ РУКОВОДСТВА СТЕРЖЕНЬ
Когда у нас есть необходимое оборудование для выполнения этого типа сварки, самое главное — распознать пластик, который мы собираемся сваривать. Пластик можно сваривать только друг с другом, то есть, если у нас есть полиэтиленовый наплавленный материал, стержень, который мы должны использовать, сделан из полиэтилена, если наплавленный материал сделан из АБС-пластика, сварочный стержень должен быть из АБС-пластика, а также со всем остальным. термопласты.
Невозможно сварить два разных пластика .
Обычно легко распознать пластик, он сделан из того, что мы собираемся сваривать, он может быть помечен, или на нем могут быть технические характеристики, если это не так, мы можем позвонить производителю, и он скажет нам . Если нам не удается распознать пластик ни по одному из трех вышеупомянутых вариантов, мы всегда можем попытаться выяснить это сами, есть несколько методов, которые могут помочь нам узнать это.Здесь мы оставляем две ссылки на наш блог, где вы увидите два сообщения, которые мы опубликовали несколько месяцев назад о , как можно распознать пластик (часть 1) , чтобы таким образом мы могли соотнести стержень.
>>> КАК РАСПОЗНАТЬ ПЛАСТИК (часть 2)
После того, как мы определили материал и получили стержень, мы приступаем к сварке термопласта.
Первый шаг, который мы должны сделать, — это поцарапать материал.
Материал обычно имел блеск из-за окисления пластика в процессе его изготовления.Этот блеск необходимо поцарапать на любом типе лезвия, и с него необходимо удалить эту маленькую яркую пленку, чтобы таким образом пористость была открыта, а сцепление было выше. Мы должны поцарапать не только лист, но и стержень. Этот шаг обычно не выполняется или выполняется неправильно, что приводит к плохой сварке и будущим проблемам.
Царапание должно выполняться всегда и хорошо.
Ну а теперь приступим к сварке.
Сначала мы нагреем сварщика, температура будет варьироваться в зависимости от пластика, но особенно, температура всегда будет зависеть от скорости рабочего, который будет выполнять сварку.Если рабочий проходит обучение и сваривает быстро, мы можем повысить температуру, но, наоборот, если рабочий работает немного медленнее, мы должны немного снизить температуру, чтобы пластик не плавился слишком сильно. Обычно потенциометр сварщика обычно находится в пределах от 6 до 8 от его положения. Примерно между 300 ° и 450 °.
Когда все будет готово, приступим к сварке. Пропускаем стержень через быстрое сопло (27 — 27B) и прижимаем этот стержень к области, которую мы собираемся сварить, давление всегда действует на стержень, машина только сопровождает, машина только опирается на стержень и перемещается назад во время сварки стержня.
Идеальное положение сварщика составляет примерно 45º, чтобы быстрое сопло (27-27B) оставалось полностью параллельным листу, который мы свариваем.
Давление осуществляется стержнем, а не сварочным аппаратом
Если вы внимательно выполните эти шаги, вы сможете безупречно выполнить сварку термопластов со всеми гарантиями.
Соединение полиэтилена — Vinidex Pty Ltd
Соединение полиэтиленовое
Трубы Vinidex PE производятся в диапазоне диаметров от 16 мм до 1000 мм, и эти трубы можно соединять различными способами.
Методы включают механические соединения и ряд процедур термической сварки. Природа полиэтиленовых материалов не позволяет использовать системы на основе клея.
Процессы термического синтеза
Термическое плавление включает нагревание полиэтиленового материала на стыковых поверхностях, сближение расплавленных поверхностей под строго контролируемым давлением и удержание поверхностей вместе до тех пор, пока стык не остынет.
Во всех процессах термической сварки соединение труб в полевых условиях должно выполняться только обученными операторами сварки с использованием надлежащим образом обслуживаемых и откалиброванных сварочных аппаратов.
Перед сваркой необходимо убедиться в совместимости материалов PE с плавлением, а в случае сомнений следует обратиться за советом к инженерам Vinidex.
стыковой сплав
Стыковая сварка обычно применяется для полиэтиленовых труб размером от 90 до 1000 мм для соединений труб, фитингов и обработки концов. Стыковая сварка обеспечивает однородное соединение с такими же свойствами, что и материалы труб и фитингов, и способность выдерживать продольные нагрузки.
Машины для стыковой сварки должны быть достаточно прочными для выравнивания и создания давления на концах труб в пределах жестких допусков, а также для обеспечения нагрева и создания давления на стыковые поверхности в пределах требуемых допусков параметров.
Процесс стыковой сварки состоит из следующих этапов, которые в принципе показаны на рисунке.
Трубы должны быть установлены в сварочный аппарат, а концы очищены спиртом, не оставляющим отложений, для удаления всей грязи, пыли, влаги и жирных пленок в зоне примерно 75 мм от конца каждой трубы, как внутри, так и снаружи. диаметр граней.
- Концы труб обрезаются вращающимся ножом для удаления всех шероховатых концов и слоев окисления.Обрезанные торцы должны быть квадратными и параллельными.
- Концы полиэтиленовых труб нагреваются путем контакта под давлением с пластиной нагревателя. Пластины нагревателя должны быть чистыми, свободными от загрязнений и поддерживаться в пределах указанного диапазона температур поверхности. Контакт сохраняется до тех пор, пока вокруг концов трубы не установится равномерный нагрев, а затем контактное давление снизится до более низкого значения, называемого давлением теплового выдерживания. Затем контакт поддерживается до тех пор, пока не истечет соответствующее время выдержки при нагревании.
- Затем нагретые концы труб втягиваются, а пластина нагревателя снимается. Затем нагретые концы полиэтиленовых труб соединяются и равномерно нагнетаются до значения давления сварки. Затем это давление поддерживается в течение некоторого периода времени, чтобы дать возможность процессу сварки и сварному соединению остыть до температуры окружающей среды и, следовательно, развить полную прочность соединения. В течение этого периода охлаждения стыки должны оставаться нетронутыми и подвергаться сжатию.
Ни при каких обстоятельствах нельзя опрыскивать стыки холодной водой.
Допустимые сочетания времени, температуры и давления зависят от марки полиэтилена, диаметра и толщины стенок труб, а также марки и модели используемого сварочного аппарата. Инженеры Vinidex могут дать рекомендации по этим параметрам.
Последние сварные швы должны быть полностью перевернуты, без точечной коррозии и пустот, правильного размера и без обесцвечивания.
При правильном выполнении минимальная долговременная прочность стыкового соединения должна составлять 90% прочности исходной полиэтиленовой трубы.
Параметры стыковой сварки
| Зона 1 | Начальное давление шарика P1 Время T1 |
кПа Секунды (мин) |
|---|---|---|
| Зона 2 | Давление выдержки при нагревании P2 Время T2 |
кПа Секунды (мин) |
| Зона 3 | Изменение во времени T3 | секунды (макс.) |
| Зона 4 | Повышение давления при сварке Давление при сварке P3 Время сварки / охлаждения T5 |
Секунды (мин) кПа Минуты |
Для получения дополнительной информации о параметрах стыковой сварки см. Отраслевое руководство PIPA POP003 — Рекомендуемые параметры стыковых соединений полиэтиленовых труб и фитингов.
В полевых условиях должны регистрироваться полные записи контроля качества времени, температуры и давления, достигнутые для всех соединений, а места сварных швов должны быть указаны на планах строительной площадки.
Разрушающие и / или неразрушающие испытания также могут проводиться для подтверждения приемлемого качества соединений.
Сварные валики обычно оставляют на месте на участке трубы, если только не требуется их снимать с внешнего диаметра, чтобы обеспечить возможность скольжения, или с внутреннего диаметра, чтобы предотвратить потенциальную блокировку материала в канализационных трубопроводах.
Электросварка
Электросварная система Vinidex PE состоит из формованных муфт, опор и фитингов с электрическими элементами, содержащимися в фитинге.
Когда через резистивный провод пропускают контролируемый электрический ток, происходит повышение температуры, в результате чего тепло передается соединяемым поверхностям до тех пор, пока не произойдет плавление. Поверхности стыка выдерживают под давлением до охлаждения.
Для электромуфтовых фитингов Vinidexтребуется аппарат для электромуфтовой сварки, способный сканировать штрих-коды.Штрих-код фитинга содержит параметры сварки, необходимые для успешного завершения процесса сварки. Электропитание должно быть 240 В, 50 Гц, однофазное. Если используется генератор, обратитесь за технической консультацией относительно требований к минимальному размеру, поскольку они зависят от мощности, необходимой для фитинга .
В электросварных фитингахVinidex используются соединительные штифты диаметром 4,0 мм.
Блоки управления электросваркой нельзя использовать во взрывоопасных средах.В глубоких траншеях, туннелях или горных выработках для источника питания может потребоваться разрешение местной электроэнергетической компании.
Все электромуфтовые соединения должны выполняться под подходящим навесом, чтобы защитить трубы, фитинги и оборудование от неблагоприятных погодных условий и предотвратить загрязнение пылью, влагой и грязью.
Ниже приводится обзор этапов процесса электромуфтовой сварки.
- Отрежьте трубы квадратом и разметьте трубы на длине, равной глубине раструба.
- Снимите отмеченный участок втулки трубы, чтобы удалить все окисленные слои полиэтилена на необходимую глубину. Для удаления слоев полиэтилена используйте механический или вращающийся скребок. Не используйте наждачную бумагу. Очистите очищенный участок спиртовой салфеткой для сварки.
- Оставьте электросварные фитинги в герметичном пластиковом пакете до тех пор, пока они не понадобятся для сборки. Не царапайте внутреннюю часть фитинга, очистите одобренным очистителем, чтобы удалить всю пыль, грязь и влагу.
- Вставить трубу в муфту до контрольных меток.Убедитесь, что трубы закруглены, а при использовании полиэтиленовых труб в бухтах могут потребоваться скругляющие зажимы для удаления овальности. Зажмите узел шарнира.
- Подключите электрическую цепь и следуйте инструкциям для конкретного блока управления мощностью. Не меняйте стандартные условия сварки для конкретного размера и типа фитинга.
- Оставьте соединение в зажиме в сборе до полного охлаждения.
Ресурсы
Руководство по установке электромуфты Vinidex Friatec (PDF)
Как установить электромуфту Friatec (видео)
Как установить седло для электромуфтовой сварки Friatec на полиэтиленовой трубе (видео)
Как установить вакуумное седло Friatec XL для электросварки (видео)
Сборка муфт Friatec (видео)
Более подробные инструкции по электросварке см. В Отраслевом руководстве PIPA POP001 — Электросварное соединение полиэтиленовых труб и фитингов для работы под давлением
Компрессионные фитинги
Компрессионные фитинги — это механические фитинги, которые могут использоваться для соединения полиэтиленовых труб размером до DN110.Соединения, выполненные с помощью компрессионных фитингов, легко разбираются
ресурсов
Руководство по установке метрических компрессионных фитингов Vinidex Philmac (PDF)
Руководство по установке компрессионных фитингов Vinidex Philmac для сельских районов (PDF)
Руководство по установке компрессионных фитингов Vinidex Philmac Safelok (PDF)
Концы с фланцами
Полиэтиленовые трубы Vinidex снабжены фланцевыми соединениями с использованием концов полиэтиленовых заглушек, соединенных с концами труб электромуфтовой сваркой или стыковой сваркой.
Они используются в сочетании с металлическими опорными пластинами и резиновыми или волокнистыми уплотнительными прокладками для обеспечения разъемного соединения. Уплотнительные прокладки изготавливаются из натурального каучука, полихлоропрена или волокна в зависимости от перекачиваемой жидкости.
При перевозке горячих жидкостей или химических реагентов необходимо определить пригодность материала уплотнительной прокладки и получить рекомендации инженеров Vinidex. Уплотнительные прокладки должны быть чистыми и не иметь складок при установке на фланцевом узле.
Фланцыдоступны для всего диапазона размеров полиэтиленовых труб Vinidex (диаметром до 1000 мм) и для того же номинального давления PN, что и трубы.
Металлические опорные пластины доступны в горячеоцинкованном виде и имеют толщину в соответствии с AS 2129 и AS 4087 в зависимости от требований. Толщина металлической опорной плиты должна быть оценена для рабочих давлений в каждом конкретном трубопроводе в соответствии с требованиями AS 2129 и AS 4087.
См. Также Промышленное руководство PIPA POP007 — Металлические опорные фланцы для использования с фланцевыми переходниками из полиэтилена
Крепежные болты должны быть равномерно затянуты вокруг фланца.Болты нельзя затягивать слишком сильно, и следует использовать динамометрический ключ, чтобы предотвратить изгиб металлической опорной пластины.
Нитки
Нарезание ниток не рекомендуется.
Если используются резьбовые соединения, то:
- В качестве герметика следует использовать только ленту из ПТФЭ. Запрещается использовать коноплю, пасту и нефтяные смеси.
- Соединение следует затянуть вручную или с помощью ленточного ключа, чтобы предотвратить чрезмерное натяжение соединения. Ключи с зубчатыми губками использовать нельзя.
- По возможности, трубопроводная система должна быть спроектирована таким образом, чтобы соединения резьбы полиэтилен / металл были такими, чтобы наружная резьба была из полиэтилена, а внутренняя резьба — из металла.
Adescor для эффективной экструзии гофрированных пластиковых труб
Сварщики
ADESCOR используют вращающуюся головку для создания шва трением между трубой и муфтой. Машины могут быть спроектированы для торцевой сварки или сварки наружного диаметра и могут работать с изделиями из полиэтилена высокой плотности или полипропилена.Время цикла составляет всего 10 секунд для трубы с внутренним диаметром 110 мм для модели с двойной головкой.
Автоматические системы центробежной сварки настроены как поточный процесс с автоматической загрузкой муфты. Система транспортировки принимает трубы с производственной линии с возможностью байпаса. Длина трубы зажимается на станине машины, а муфта прикрепляется к прядильной головке. Система зажима обеспечивает наилучшее выравнивание трубы и муфты в процессе сварки. Готовый продукт автоматически выгружается на разгрузочный стол.
Системы управленияADESCOR позволяют легко настраивать данные для каждой трубы, что приводит к быстрым, повторяемым изменениям размеров и простоте эксплуатации. Варианты обеспечения качества включают системы проверки на герметичность.
Также доступны полуавтоматические системы торцевой сварки, которые требуют ручной загрузки муфт и отрезков труб. Продолжительность цикла зависит от скорости перемещения материала оператором.
Все функции машины для всех моделей управляются ПЛК (программируемым логическим контроллером) и панелью интерфейса оператора.Электрические и пневматические системы могут быть спроектированы в соответствии с конкретными требованиями заказчика.
ОСОБЕННОСТИ › Диаметр трубы от 50 до 1000 мм
› Время цикла до 20 секунд.
› Удвоение объема производства с использованием машин
с двумя противолежащими головками
› Оптимальное выравнивание трубы во время процесса сварки
› Простота изменения диаметра трубы
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Щелкните, чтобы загрузить технические характеристики центробежных сварочных аппаратов
Ссылки на видео:
412 Полуавтоматический центробежный сварочный аппарат
616 Аппарат для автоматической центробежной сварки
1240 Аппарат для автоматической центробежной сварки
»Отрезки труб» Сварочные аппараты »Обрезчики внутренней футеровки» Транспортировка / транспортировка »Готовые фитинги» Конвертер лома »Перфоратор с большими отверстиями» Испытательное оборудование »Упаковщики» Ленточные пилы »Катушки» Оборудование для обнаружения деталей »Сервоперфораторы» Лист Мотальные машины »Решения для полной переработки и сбыта
.