 alexxlab
alexxlab Свариваем калитку из профильной трубы? Последовательность этапов- Обзор +Видео
Без калитки немыслимо представить ворота или забор на загородной территории. С учетом того, что она принимает на себя большую часть нагрузки, для изготовления подбирают долговечные и прочные материалы. Калитка из профильной трубы – самый быстрый способ изготовить конструкционный элемент, и скомбинировать с другими материалами.
Содержание:
- 1 Преимущества калитки из профиля
- 1.1 Материалы для изготовления калитки
- 1.2 Инструменты для изготовления калитки из профильной трубы
- 2 Процесс изготовления
- 2.1 Создание проекта и чертежа калитки
- 2.2 Сварка каркаса калитки
- 2.3 Окрашивание каркаса
- 2.4 Установка калитки
- 3 Обшивочные работы
Преимущества калитки из профиля
Конструкция обладает рядом преимуществ, которые владелец дома оценит по достоинству:
- дешевизна материала, позволяет при минимальных затратах смастерить отличную калитку;
- долговечность элемента забора;
- простота изготовления и установки;
- прочность и надежность;
- возможность выбора дизайна и декоративных элементов в виде ковки.


Материалы для изготовления калитки
Прежде чем приступить к сооружению калитки для забора из профиля, соберите нужный инструмент и материал:
- столбы опоры.
Длина элементов подбирает с учетом высоты входной двери и заглубления в почву. Чаще всего используют профиль диаметром 60 х 60 мм;
- труба профильная металлическая для рамы. Для работы годится, материл диаметром 20 х 40 мм?
- уголки из металла 40 × 40 мм. Используются для создания перемычек;
- навесы из металла для монтажа;
- фурнитура: ручка, замок, и др.
Для фиксации опорных столбов подготовьте щебенку, песок и цемент.
Инструменты для изготовления калитки из профильной трубы
- болгарка для нарезки трубы и шлифовальных работ;
- аппарат для сварки металла;
- отвес или уровень;
- лопата;
- рулетка.

Процесс изготовления
Технологический процесс изготовления калитки из металлического профиля своими руками требует соблюдения таких этапов:
- создание чертежа;
- расчет и закупка материалов;
- разметка профиля и нарезка;
- монтаж опор;
- изготовление каркаса методом сварки;
- фиксирование навесов;
- нанесение грунтовки и окрашивание конструкции;
- обшивка рамы профильной трубой;
- крепление декоративных элементов.
Создание проекта и чертежа калитки
Для того чтобы узнать сколько материла понадобиться для работы, создают чертеж. За основу можно взять готовые проекты, которые есть на различных Интернет-ресурсах в свободном доступе, либо сделать свой, исходя из предпочтений. Важно выполнять замеры точно в миллиметрах, это позволит избежать ошибок при создании конструкции.
Первым делом определитесь с точными размерами калитки из профиля. Для того чтобы будущая конструкция калитки из металлического профиля смотрелась гармонично, верх калитки должен соответствовать общему уровню ограды. Стандартная ширина калитки – 900 – 1200 мм. Трудностей с наброском чертежа возникнуть не должно, все достаточно просто, главное знать количество исходников.
Стандартная ширина калитки – 900 – 1200 мм. Трудностей с наброском чертежа возникнуть не должно, все достаточно просто, главное знать количество исходников.
Сварка каркаса калитки
Когда предварительные расчеты произведены, а материал закуплен, можно переходить к созданию рамы для калитки. Для этого берут металлопрофильную трубу и нарезают ее на элементы, согласно чертежу. Чтобы отрезки получились ровными, трубу выкладывают на ровную горизонтальную поверхность. Для идеальной состыковки профиля, соблюдайте угол среза 45º.
Точечной сваркой прихватите нарезанную трубу воедино. Обваривать сразу не нужно, прежде необходимо убедиться, что каркас получился ровным. Проверьте раму по диагонали, уложив ее на ровный пол. Чтобы обеспечить жесткость каркаса калитки из профильной трубы и профлиста, приварите перемычки поперек или диагонально.
После того как рама будет окончательно смонтирована, зафиксируйте коробку для замка, в том случае, если предусмотрен врезной вариант. При выборе навесного замка, на калитку приваривают навесы.
Шлифовочные работы – важный этап по созданию калитки, который позволяет убрать сварочные швы поверхности и затереть неровности и убрать изъяны.
Окрашивание каркаса
После шлифовки переходят к окрашиванию конструкции. Для начала наносят грунтовку, для обеспечения высокого уровня сцепления лакокрасочных материалов с металлом и предупреждения образования ржавчины. Краску наносят при помощи кисти или распылителя. Выбирайте краску с маркировкой для металла.
Примечание. Старайтесь не допускать подтекания краски. Нанесите первый тонкий слой, а после высыхания второй. Подтеки и толсто нанесенная краска выглядят не привлекательно на готовой конструкции.
Установка калитки
Переходим к завершающим работам – устанавливаем калитку.
Учтите, что на этапе сварочных работ, фиксируются петли, которые покрывают ЛКМ. Прежде чем начать монтаж каркаса и калитки, необходимо установить опорные столбы. Для этого применяют тубу диаметром 60 х 60 мм. Элемент заглубляют в землю до 70 – 100 см, этого хватит для того чтобы обеспечить устойчивость и прочность конструкции.
Совет! Внизу столба крепят детали из металлического листа, наподобие подошвы. Это позволит обеспечить дополнительную устойчивость и упростить задачу по выравниванию.
Сделайте замеры и выкопайте углубления для погружения опор. Выставите элементы строго по уровню, проверяя вертикальное положение всех сторон. Поставьте временные распорки, сделайте замес бетонной смеси и залейте в углубления.
После застывания бетонного раствора, переходите к фиксации навесов. Возьмите на подмогу еще одного человека, поскольку этап ответственный, необходимо соблюдать четкость и слаженность работы. Приложите калитку из профильной трубы к опорам в таком положении, в котором она будет висеть на воротах. Сделайте пометки для навесов и прикрепите при помощи сварочного аппарата недостающие элементы. Швы обработайте шлифовальным кругом. По окончании работ, столбы покройте грунтовочным составом и краской.
Сделайте пометки для навесов и прикрепите при помощи сварочного аппарата недостающие элементы. Швы обработайте шлифовальным кругом. По окончании работ, столбы покройте грунтовочным составом и краской.
Обшивочные работы
Обшивка каркаса калитки проводится на завершающем этапе. Для оформления конструкции подходят профилированный листовой металл, который используют для отделки стен. Выбор профнастила представлен в различной цветовой гамме.
Подберите прочные крепежные элементы – метизы. Цвет бортика под заклепку тоже может быть самым разнообразным, так же, как и профлиста.
Приставьте лист к металлической раме, высверлите дырки по периметру с промежутками в 20 см. после этого, переходите к фиксации профильных листов к каркасу. На последнем этапе повесьте калитку на раму и проверьте качество открытия и закрытия, установите замок и ручку. В качестве декора используйте кованые детали. Их можно приобрести в готовом виде или сделать на заказ. Калитка из профиля с ковкой выглядит очень привлекательно на фоне общей конструкции забора.
после этого, переходите к фиксации профильных листов к каркасу. На последнем этапе повесьте калитку на раму и проверьте качество открытия и закрытия, установите замок и ручку. В качестве декора используйте кованые детали. Их можно приобрести в готовом виде или сделать на заказ. Калитка из профиля с ковкой выглядит очень привлекательно на фоне общей конструкции забора.
Как сварить ворота на забор из профильной трубы своими руками: этапы монтажа
Материалы для изготовления
Для изготовления ворот понадобятся:
- Профильная труба.
- Профильный лист для обшивки каркаса.
- Заклепки или саморезы для крепления профлиста.
- Ролики для откатных ворот.
- Фурнитура: замки, петли, ручки.

Профильная труба может быть следующих размеров:
- 60 х 30 мм для изготовления каркаса ворот;
- 100 х 100 мм для столбов;
- 40 х 20 мм для перемычек и ребер жесткости.
Профильный лист можно использовать любой конфигурации и цвета, толщина металла должна быть не менее 0,4 мм. Профильную трубу удобнее использовать прямоугольного или квадратного сечения. Для тренировки навыков сначала лучше изготовить калитку.
Какую профильную трубу лучше использовать
При выборе важно обращать внимание на такие параметры:
- Тип сырья. На производстве применяют нержавеющую, оцинкованную, углеродистую сталь. Сварка ворот из нержавейки не делается из-за легкости материала, неспособности выдерживать высокие нагрузки. Дешевле обойдется каркас из углеродистой стали, но оцинкованная рама прослужит дольше, поскольку сырье покрыто защитным слоем от коррозии.
- Тип сечения. Выпускают трубы квадратного, прямоугольного, овального сечений.
 Последний тип редко используется в строительстве заборов.
Последний тип редко используется в строительстве заборов.
Распространенные сечения профиля
Для каркаса рекомендуется брать материал квадратного сечения – 40*40 мм, 25*25 мм, 30*30 мм или же прямоугольного – 20*40 мм, 40*20 мм.
- Способ производства. Изготавливать трубы принято сварным методом холодного или горячего проката, бесшовным. Элементы горячего проката недостаточно прочные для ограждения. Для каркаса отлично подойдет менее дорогая холоднокатаная труба. Хоть бесшовный металлопрокат и считается самым надежным, но для забора из-за высокой стоимости применяется редко.
- Толщина стенки. Оптимальной величиной считается 2 мм. Если опыта в сварочных работах мало, то лучше взять сталь 3 мм. Большей толщины брать не стоит, поскольку это усложнит монтаж и увеличит вес конструкции.
Изготовление калитки
Рассмотрим, как сварить калитку из профильной трубы своими руками. Для ее изготовления необходимо учитывать расположение.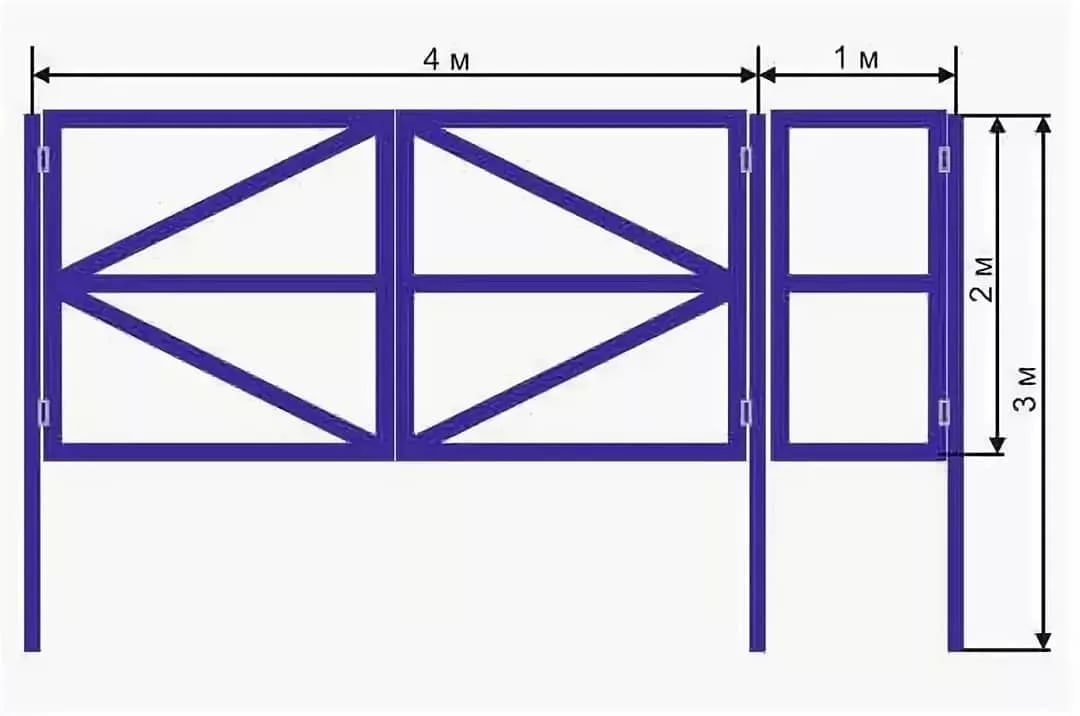 Калитка должна находиться на ровной местности, без ям, впадин и уклонов. Так же следует учитывать удобство использования. Располагаться она должна напротив входа в дом или напротив дорожки, ведущей к входу кратчайшим путем.
Калитка должна находиться на ровной местности, без ям, впадин и уклонов. Так же следует учитывать удобство использования. Располагаться она должна напротив входа в дом или напротив дорожки, ведущей к входу кратчайшим путем.
После выбора места установки калитки, выполняются замеры и чертеж изделия. Стандартный проем должен быть не менее 1 метра в ширину, высота – на уровне забора. Следует учитывать, что чем выше высота калитки, тем больший у нее вес, и тем большое воздействие она будет оказывать на опорные столбы и петли.
Схема изготовления калитки Источник dostup-zabor.ru
Для увеличения прочности конструкции рекомендуется приварить между столбами дополнительную перемычку. Если калитка будет высотой в районе 2 метров желательно приварить дополнительные ребра жесткости.
Основные этапы изготовления:
- Производится установка столбов. Для этого применяются профильные трубы 100 х 100 мм. Они заглубляются на 1-1,5 м и бетонируются.
- Изготавливается каркас калитки из профиля 60 х 30мм.
 Трубы очищаются и обрабатываются антикоррозийными средствами. Далее, согласно чертежа, производится нарезка труб необходимой длинны. Стыки на углах должны быть отпилены и сварены под углом 45°. Таким образом получается более эстетичная и надежная конструкция.
Трубы очищаются и обрабатываются антикоррозийными средствами. Далее, согласно чертежа, производится нарезка труб необходимой длинны. Стыки на углах должны быть отпилены и сварены под углом 45°. Таким образом получается более эстетичная и надежная конструкция. - Из трубы 40 х 20 мм вырезаются и привариваются дополнительные перемычки.
- К калитке привариваются завесы. Затем завесы с калиткой привариваются к опорным столбам.
- Все сварные швы шлифуются. Каркас калитки и столбы окрашиваются.
- Далее калитка обшивается профлистом. Крепится он с помощью кровельных саморезов или заклепок. Отверстия под заклепки необходимо предварительно просверливать.
- На готовую калитку крепится ручка и замок.
Пример изготовления калитки Источник metabox.by
Делаем каркас
Раму желательно делать из того же материала, что и опоры. Чаще всего стойки и каркас изготавливаются из металлических изделий. Мы собираем раму из профилированной трубы.
Для сборки каркаса находим горизонтальную площадку, способную свободно вместить хотя бы одну створку.
Процесс предельно простой: нам нужно сварить прямоугольную раму из предварительно нарезанного на куски необходимых размеров трубы (профиля). Углы должны быть строго прямыми. Убеждаемся в этом с помощью угольника.
Разметка и сварка углов каркаса
Разметка и сварка углов каркаса
Разметка и сварка углов каркаса
Сварив каркас, укрепляем его в углах при помощи стальных уголков. Для придания раме дополнительной жесткости, разделяем ее по высоте на 3 примерно одинаковые части и привариваем по меткам параллельные горизонтальные перемычки. Места соединения перемычек с рамой также укрепляем при помощи стальных уголков. В этих же точках привариваем воротные петли.
Когда рама готова, по периметру привариваем стальную полосу для крепления профнастила
Полезный совет! Существует и другой популярный вариант упрочнения каркаса. Для этого в центре рамы к ее вертикальным сторонам приваривается горизонтальная перемычка, разделяющая каркас на 2 одинаковых прямоугольника.
После этого углы каждого из таких прямоугольников соединяются диагональными перемычками. Выбирайте любой из двух рассмотренных способов упрочнения, они оба хороши.
Каркас для калитки собирается аналогичным образом. Если же вы хотите сделать калитку прямо в воротной створке, собирайте раму в несколько ином порядке. Для этого приварите к прямоугольной раме выбранной створки поперечные и продольные металлические перемычки, формируя тем самым раму калитки. Средние габариты калитки – 80х180 см. По возможности придерживайтесь именно этих значений. Места крепления петель на створке смещаем к верхней и нижней кромкам рамы.
Рама для калитки
Каркас калитки
Цены на популярные модели сварочных аппаратов
Сварочные аппараты
Изготовление распашных ворот
Рассмотрим, как сделать ворота из профнастила распашного типа. Основными преимуществами данного типа ворот являются:
- простота изготовления;
- дешевизна;
- надежность.

К недостаткам можно отнести:
- большая зона открывания ворот;
- сильное воздействие ветровых нагрузок.
Основным элементом ворот данного типа являются ребра жесткости. Распашная конструкция предусматривает подвешивание одной стороны створки на завесах. Вторая сторона свободно висит, и поэтому конструкция нуждается в усилении. Выполняется это с помощью трубы 40 х 20 мм.
Варианты ребер жесткости Источник moyaograda.ru
Смотрите также: Каталог компаний, что специализируются на малых формах
Варианты 1 и 2 самые бюджетные и подходят для ворот небольшой ширины. Применяются в регионах с небольшой ветровой нагрузкой.
Варианты 3-5 – баланс между соотношением веса и надежности. Различные вариации предусматривают усиление конструкции шпингалетами, поддерживающими колесами, запирающими устройствами.
Вариант 6 – является идеальным для автоматически открывающихся ворот. Не требует дополнительных запорных и поддерживающих устройств.
Есть дополнительные варианты усиления конструкции с помощью уголков, либо профильной трубы в углах створок. Опытные специалисты подскажут оптимальный вариант для конкретного изделия.
Рассмотрим, как правильно сварить ворота. Для правильного изготовления необходим четкий чертеж с указанием размеров, габаритов от земли, необходимых зазоров. Далее:
- по чертежу с соблюдением углов 45° выпиливаются заготовки;
- для каркаса используется труба 60 х 30мм, для ворот небольшого размера используемых нечасто, например, на даче возможно применение профтрубы 40 х 20 мм;
- далее, заготовки каркаса и рёбер жёсткости раскладываются на ровной поверхности, проверяются правильность конструкции;
- все детали свариваются в единую конструкцию, для соблюдения правильной формы применяются угольники;
Здесь показано, как правильно сварить ворота из профильной трубы 40 20 своими руками Источник zabor-vorota-stolby.ru
Смотрите также: Каталог компаний, что специализируются на заборах и ограждениях
- привариваются петли, задвижки, кронштейны для замков и дополнительных устройств;
- ворота привариваются к столбикам 100 х 100мм;
- вся конструкция зачищается, убирается ржавчина, окалина;
- ворота покрываются грунтовкой.

Далее производится подготовка места установки ворот. На этом этапе следует учитывать материал покрытия въезда. Если въездная дорога покрыта асфальтом, плиткой или бетоном, достаточно оставить зазор между створкой и землей в 5 см. Если въезд грунтовый, необходимо оставить зазор не менее 10 см. С учетом этого выкапываются ямы для установки столбов. Дальнейшая сборка производится в следующей последовательности:
- снимаются завесы со створками;
- столбы устанавливаются на глубину 1-1,5 метра и бетонируются;
- после затвердевания бетона навешиваются створки;
- окрашивается конструкция;
- к каркасу с помощью саморезов или заклёпок крепится профлист;
- врезается замок, устанавливаются ручки, шпингалеты.
Для надёжной фиксации шпингалетов в землю углубляются металлические трубки. Шпингалет должен углубляться в трубку не менее, чем на 10 см для предотвращения самопроизвольного открытия при сильном ветре.
Готовые ворота Источник stella-partner.
 ru
ruСтворки
Теперь можно приступить к сборке рамы под створки. Её проектируют таким образом, чтобы она была на немного меньше чем ведущий каркас и свободно помещаться в проем. После готовую конструкцию обшивают листовым металлом. Материал створок должен быть немного виден вверху и внизу основной рамы. Теперь можно приступать к привариванию петель, после чего можно устанавливать сами ворота.
Установку ворот стоит проводить с максимальной точностью, с учётом всех правил. К стене они крепятся с помощью арматуры. Она заранее вбивается в их поверхность. Если ворота надёжно установлены и проверены на способность выполнять свои функции, пора приступить к установке замков и запоров, когда все эти действия выполнены, сварка гаражных ворот завершена. Часто делают так, чтобы была возможность закрыть одну из створок с внутренней стороны. В будущем это, несомненно, пригодится.
Раздвижные ворота своими руками
Раздвижные ворота – это отличный вариант для дома или дачи. Они обладают надежной конструкцией и имеют длительный срок службы. Раздвижные ворота изготавливаются из профильной трубы и обшиваются различными материалами, в том числе, металлопрофилем.
Они обладают надежной конструкцией и имеют длительный срок службы. Раздвижные ворота изготавливаются из профильной трубы и обшиваются различными материалами, в том числе, металлопрофилем.
Раздвижные ворота бывают двух видов:
- Рельсовые – устаревшая модель, применяемая в основном на промышленных предприятиях.
- Консольные – наиболее распространённый вариант. Данная конструкция предусматривает наличие консоли, которая является продолжением ворот и спрятана за забором. Благодаря ей ворота перемещаются по откатным тележкам, прикрепленным к фундаменту. Каждый откатной механизм снабжен подшипниками с полимерными или металлическими катками. Сами тележки находятся в направляющей, что защищает их от загрязнения и атмосферных осадков.
Раздвижные ворота на откатных тележках Источник vorota-goroda.ru
Достоинства и недостатки
Изготовление ворот с использованием профилированной трубы дает такие преимущества:
- Легкий вес сырья упрощает и ускоряет процесс транспортировки, монтажа.

- Низкие цены на материалы сокращают траты на строительство.
- Металлопрофиль легко поддается обработке, свариванию.
- Конструкция получается прочной и жесткой.
- Смотрятся такие ворота аккуратно и красиво.
Материал в тему: «Как правильно сварить откатные ворота»
Из недостатков:
- Возможна коррозия металла в результате некачественной защитной обработки или ее отсутствия.
- При креплении профиля резьбовыми элементами есть риск деформации изделия.
Эти недостатки нельзя считать критичными, поскольку при условии соблюдения всех этапов сборки, монтажа ворот, их можно и вовсе избежать.
Для продления срока эксплуатации створок периодически рекомендуется наносить антикоррозийные грунтовку или краску.
Прайс-лист
Ворота распашные с установкой
Ширина ворот:
От 3-х до 6-ти метров
Высота ворот:
До 3-х метров. Столб 80*80, Грунт ГФ-21, краска. Каркас 40*20, Грунт ГФ-21, краска.
Каркас 40*20, Грунт ГФ-21, краска.
Наполнение ворот:
Профнастил, евроштакет, сетка 3 d, сетка рабица. Запорные устройства. Гусь, стопора в землю, ручки, проушины, шпингалет
Цена от 9 990 руб (АКЦИЯ: Верхняя стяжка над воротами в подарок)
Получите предложение уже через 7 минут
Рассчитать стоимость
Установка столбов
На размеченных местах в соответствии к плану делают ямки для столбов. Их рекомендуют делать ямобуром. Его за небольшие деньги советуют брать в аренду. По стандартам глубина каждого углубления должна составлять ровно метр. Увеличивать или уменьшать глубину не рекомендуют.
На дно каждой подготовленной ямы засыпается щебень, который будет служить «подушкой» для столба. После чего конструкцию бетонируют цементным раствором. Песок, щебень и цемент берут в пропорции 2:4:1.
Мы устанавливаем следующие виды заборов
Заборы из профнастила
Заборы из евроштакетника
Заборы из сетки рабицы
Откатные ворота
3D заборы
Кирпичные столбы и забор
Фундамент
Видео описание
Установка замка в гаражные ворота
Если бюджет не позволяет применить надёжные врезные механизмы, можно воспользоваться проверенным вариантом. На края каждой из створок приваривают по небольшой петле. Их используют для установки амбарного замка. Несмотря на то, что такой вариант дешевле, он серьёзно проигрывает врезным механизмам по соображениям безопасности.
На края каждой из створок приваривают по небольшой петле. Их используют для установки амбарного замка. Несмотря на то, что такой вариант дешевле, он серьёзно проигрывает врезным механизмам по соображениям безопасности.
Для фиксации створок в открытом положении используют запорки на металлических пружинах. С их установкой не возникнет проблем даже у неопытного мастера. Корпус запорки приваривают к нижней части створки ближе к середине гаражного проёма.
Утепление и внутренняя облицовка гаражных ворот
Финальный этап создания металлической конструкции – её обшивка утеплителем с внутренней стороны. Это позволит сохранить плюсовую температуру в помещении даже в зимнее время. В качестве утеплителя используют стекловату, пенопласт или экструдированный пенополистирол.
Утепление гаражных ворот Источник vikbud.ua
К каркасу створок монтируется деревянная обрешётка из обрезной доски. Все полости тщательно заполняют утеплителем, избегая воздушных мешков. Для сохранения достаточного количества тепла достаточно слоя минеральной ваты в 5 см. Для придания законченного вида обрешётку облицовывают ПВХ панелями, вагонкой или другими материалами исходя из индивидуальных предпочтений собственника гаража.
Для придания законченного вида обрешётку облицовывают ПВХ панелями, вагонкой или другими материалами исходя из индивидуальных предпочтений собственника гаража.
Автоматизация
После сварки все виды ворот – и распашные, и откатные, и раздвижные, можно автоматизировать, установив соответствующий механизм для открывания.
Если такое решение будет принято, необходимо предусмотреть в местах крепления механизма специальные кронштейны, так как, из-за присутствующего в конструкции двигателя, вес может быть достаточно большим.
Кронштейны могут либо продаваться в комплекте с приводами, либо их можно изготовить из металлопрокатных изделий при помощи все той же сварки. Для питания привода должны быть проложены кабели.
Заглубление их в грунте делают не менее 70 сантиметров. В зоне ворот это требование особенно актуально, так как проезжающие транспортные средства могут повредить кабель.
Weld Wicket NumberУгадай пример| Архив содержимого JBoss.org (только для чтения)
Все места > Сварка >
Обсуждения 3 ответа Последний ответ от 27 октября 2009 г. 19:27 от dan.j.allen
19:27 от dan.j.allen
Я пытался запустить свой собственный образец приложения Wicket Weld, а также просто запустить пример калитки Weld numberguess (используя цель jetty:run с активированным профилем причала), и я столкнулся со следующим исключением:
org.apache.wicket.WicketRuntimeException: к текущему основному потоку не подключено ни одно приложение в org.apache.wicket.Application.get(Application.java:179) в org.jboss.weld.wicket.BeanManagerLookup.getBeanManager(BeanManagerLookup.java:76) в org.jboss.weld.wicket.WeldApplication.(WeldApplication.java:39) в org.jboss.weld.examples.wicket.SampleApplication. (SampleApplication.java:5) at sun.reflect.NativeConstructorAccessorImpl.newInstance0 (собственный метод) at sun.reflect.NativeConstructorAccessorImpl.newInstance(NativeConstructorAccessorImpl.java:39) at sun.reflect.DelegatingConstructorAccessorImpl.newInstance(DelegatingConstructorAccessorImpl.java:27) в java.lang.reflect.Constructor. newInstance(Constructor.java:513) в java.lang.Class.newInstance0 (Class.java: 355) в java.lang.Class.newInstance(Class.java:308) в org.apache.wicket.protocol.http.ContextParamWebApplicationFactory.createApplication(ContextParamWebApplicationFactory.java:72) в org.apache.wicket.protocol.http.ContextParamWebApplicationFactory.createApplication(ContextParamWebApplicationFactory.java:49) в org.apache.wicket.protocol.http.WicketFilter.init(WicketFilter.java:678) в org.mortbay.jetty.servlet.FilterHolder.doStart(FilterHolder.java:97) в org.mortbay.component.AbstractLifeCycle.start(AbstractLifeCycle.java:50) в org.mortbay.jetty.servlet.ServletHandler.initialize(ServletHandler.java:662) в org.mortbay.jetty.servlet.Context.startContext(Context.java:140) в org.mortbay.jetty.webapp.WebAppContext.startContext(WebAppContext.java:1250) в org.mortbay.jetty.handler.ContextHandler.doStart(ContextHandler.java:517) на org.mortbay.jetty.webapp.WebAppContext.doStart(WebAppContext.java:467) на org.mortbay.jetty.
plugin.Jetty6PluginWebAppContext.doStart(Jetty6PluginWebAppContext.java:115) в org.mortbay.component.AbstractLifeCycle.start(AbstractLifeCycle.java:50) в org.mortbay.jetty.handler.HandlerCollection.doStart(HandlerCollection.java:152) в org.mortbay.jetty.handler.ContextHandlerCollection.doStart(ContextHandlerCollection.java:156) в org.mortbay.component.AbstractLifeCycle.start(AbstractLifeCycle.java:50) в org.mortbay.jetty.handler.HandlerCollection.doStart(HandlerCollection.java:152) в org.mortbay.component.AbstractLifeCycle.start(AbstractLifeCycle.java:50) в org.mortbay.jetty.handler.HandlerWrapper.doStart(HandlerWrapper.java:130) на org.mortbay.jetty.Server.doStart(Server.java:224) в org.mortbay.component.AbstractLifeCycle.start(AbstractLifeCycle.java:50) на org.mortbay.jetty.plugin.Jetty6PluginServer.start(Jetty6PluginServer.java:132) на org.mortbay.jetty.plugin.AbstractJettyMojo.startJetty(AbstractJettyMojo.java:441) на org.mortbay.jetty.plugin.AbstractJettyMojo.execute(AbstractJettyMojo.
java:383) на org.mortbay.jetty.plugin.AbstractJettyRunMojo.execute(AbstractJettyRunMojo.java:210) на org.mortbay.jetty.plugin.Jetty6RunMojo.execute(Jetty6RunMojo.java:184) в org.apache.maven.plugin.DefaultPluginManager.executeMojo(DefaultPluginManager.java:490) в org.apache.maven.lifecycle.DefaultLifecycleExecutor.executeGoals(DefaultLifecycleExecutor.java:694) в org.apache.maven.lifecycle.DefaultLifecycleExecutor.executeStandaloneGoal(DefaultLifecycleExecutor.java:569) в org.apache.maven.lifecycle.DefaultLifecycleExecutor.executeGoal(DefaultLifecycleExecutor.java:539) в org.apache.maven.lifecycle.DefaultLifecycleExecutor.executeGoalAndHandleFailures(DefaultLifecycleExecutor.java:387) в org.apache.maven.lifecycle.DefaultLifecycleExecutor.executeTaskSegments(DefaultLifecycleExecutor.java:348) в org.apache.maven.lifecycle.DefaultLifecycleExecutor.execute(DefaultLifecycleExecutor.java:180) в org.apache.maven.DefaultMaven.doExecute(DefaultMaven.java:328) в org.apache.maven.DefaultMaven.execute(DefaultMaven. java:138) на org.apache.maven.cli.MavenCli.main(MavenCli.java:362) на org.apache.maven.cli.compat.CompatibleMain.main(CompatibleMain.java:60) at sun.reflect.NativeMethodAccessorImpl.invoke0 (собственный метод) at sun.reflect.NativeMethodAccessorImpl.invoke(NativeMethodAccessorImpl.java:39) at sun.reflect.DelegatingMethodAccessorImpl.invoke(DelegatingMethodAccessorImpl.java:25) в java.lang.reflect.Method.invoke(Method.java:597) в org.codehaus.classworlds.Launcher.launchEnhanced(Launcher.java:315) в org.codehaus.classworlds.Launcher.launch(Launcher.java:255) в org.codehaus.classworlds.Launcher.mainWithExitCode(Launcher.java:430) на org.codehaus.classworlds.Launcher.main(Launcher.java:375)

Похоже, что org.jboss.weld.wicket.WeldApplication хочет найти приложение Wicket, прежде чем оно будет установлено в переменной threadlocal (или, может быть, это происходит в другом потоке?)
Кто-нибудь запустил пример калитки для угадывания числа (в среде, отличной от jndi), или это просто проблема в Weld 1.
Я также пытался изменить web.xml, чтобы добавить прослушиватель сварки, и resource-env-ref
org.jboss.weld.environment.servlet.Listener Фабрика объектов для CDI Bean Manager BeanManager javax.enterprise.inject.spi.BeanManager
и добавляю jetty-env.xml аля My Link, но там тоже не нравится (хотя я уверен, что это просто окружающая среда, и я смогу понять это самостоятельно, когда у меня будет больше времени):
java. lang.LinkageError: нарушение ограничения загрузчика: загрузчик (экземпляр org/codehaus/classworlds/RealmClassLoader) ранее инициировал загрузку для другого типа с именем «javax/el/ExpressionFactory» в java.lang.ClassLoader.defineClass1 (собственный метод) в java.lang.ClassLoader.defineClass(ClassLoader.java:621) в java.security.SecureClassLoader.defineClass(SecureClassLoader.java:124) на java.net.URLClassLoader.defineClass(URLClassLoader.java:260) на java.net.URLClassLoader.access$000(URLClassLoader.java:56) на java.net.URLClassLoader$1.run(URLClassLoader.java:195) в java.security.AccessController.doPrivileged (собственный метод) на java.net.URLClassLoader.findClass(URLClassLoader.java:188) в java.lang.ClassLoader.loadClass(ClassLoader.java:307) в org.codehaus.classworlds.RealmClassLoader.loadClassDirect(RealmClassLoader.java:195) в org.codehaus.classworlds.DefaultClassRealm.loadClass(DefaultClassRealm.java:255) в org.codehaus.classworlds.RealmClassLoader.loadClass(RealmClassLoader.java:214) в java.lang.ClassLoader.loadClass(ClassLoader.java:252) в java.lang.ClassLoader.loadClassInternal (ClassLoader.java: 320) в org.apache.jasper.runtime.JspApplicationContextImpl.getExpressionFactory(JspApplicationContextImpl.java:96) в org.jboss.weld.environment.servlet.Listener. contextInitialized(Listener.java:152) в org.mortbay.jetty.handler.ContextHandler.startContext(ContextHandler.java:548) в org.mortbay.jetty.servlet.Context.startContext(Context.java:136) в org.mortbay.jetty.webapp.WebAppContext.startContext(WebAppContext.java:1250) в org.mortbay.jetty.handler.ContextHandler.doStart(ContextHandler.java:517) на org.mortbay.jetty.webapp.WebAppContext.doStart(WebAppContext.java:467) на org.mortbay.jetty.plugin.Jetty6PluginWebAppContext.doStart(Jetty6PluginWebAppContext.java:115) в org.mortbay.component.AbstractLifeCycle.start(AbstractLifeCycle.java:50) в org.mortbay.jetty.handler.HandlerCollection.doStart(HandlerCollection.java:152) в org.mortbay.jetty.handler.ContextHandlerCollection.doStart(ContextHandlerCollection.java:156) в org.mortbay.component.AbstractLifeCycle.start(AbstractLifeCycle.java:50) в org.mortbay.jetty.handler.HandlerCollection.doStart(HandlerCollection.java:152) в org.mortbay.component.AbstractLifeCycle.start(AbstractLifeCycle.java:50) в org.
mortbay.jetty.handler.HandlerWrapper.doStart(HandlerWrapper.java:130) на org.mortbay.jetty.Server.doStart(Server.java:224) в org.mortbay.component.AbstractLifeCycle.start(AbstractLifeCycle.java:50) на org.mortbay.jetty.plugin.Jetty6PluginServer.start(Jetty6PluginServer.java:132) на org.mortbay.jetty.plugin.AbstractJettyMojo.startJetty(AbstractJettyMojo.java:441) на org.mortbay.jetty.plugin.AbstractJettyMojo.execute(AbstractJettyMojo.java:383) на org.mortbay.jetty.plugin.AbstractJettyRunMojo.execute(AbstractJettyRunMojo.java:210) на org.mortbay.jetty.plugin.Jetty6RunMojo.execute(Jetty6RunMojo.java:184) в org.apache.maven.plugin.DefaultPluginManager.executeMojo(DefaultPluginManager.java:490) в org.apache.maven.lifecycle.DefaultLifecycleExecutor.executeGoals(DefaultLifecycleExecutor.java:694) в org.apache.maven.lifecycle.DefaultLifecycleExecutor.executeStandaloneGoal(DefaultLifecycleExecutor.java:569) в org.apache.maven.lifecycle.DefaultLifecycleExecutor.executeGoal(DefaultLifecycleExecutor. java:539) в org.apache.maven.lifecycle.DefaultLifecycleExecutor.executeGoalAndHandleFailures(DefaultLifecycleExecutor.java:387) в org.apache.maven.lifecycle.DefaultLifecycleExecutor.executeTaskSegments(DefaultLifecycleExecutor.java:348) в org.apache.maven.lifecycle.DefaultLifecycleExecutor.execute(DefaultLifecycleExecutor.java:180) в org.apache.maven.DefaultMaven.doExecute(DefaultMaven.java:328) в org.apache.maven.DefaultMaven.execute(DefaultMaven.java:138) на org.apache.maven.cli.MavenCli.main(MavenCli.java:362) на org.apache.maven.cli.compat.CompatibleMain.main(CompatibleMain.java:60) at sun.reflect.NativeMethodAccessorImpl.invoke0 (собственный метод) at sun.reflect.NativeMethodAccessorImpl.invoke(NativeMethodAccessorImpl.java:39) at sun.reflect.DelegatingMethodAccessorImpl.invoke(DelegatingMethodAccessorImpl.java:25) в java.lang.reflect.Method.invoke(Method.java:597) в org.codehaus.classworlds.Launcher.launchEnhanced(Launcher.java:315) в org.codehaus.classworlds.Launcher.launch(Launcher.
java:255) в org.codehaus.classworlds.Launcher.mainWithExitCode(Launcher.java:430) на org.codehaus.classworlds.Launcher.main(Launcher.java:375)


Так что да, любое понимание того, почему калитка numberguess не может работать в среде без JNDI (то есть без среды EE), будет оценено.
Калитки | Wagstaff AT
Калитка | Вагстафф АТ- Свяжитесь с нами
Гидро-калитки
предыдущий
DSC02572800x800.jpg
следующий
Wagstaff Applied Technologies предлагает новые и восстановленные калитки, изготовленные по спецификациям заказчика. Для восстановленных калиток компания Wagstaff AT выполняет сварочные работы в соответствии с нормами AWS или ASME, используя установленный набор сварочных процедур.
Операции по обработке калитки выполняются в основном на токарном станке с ЧПУ Geminis GT-5, а также на горизонтально-расточных станках Nomura.
Компания Wagstaff AT проверяет обработанные детали, используя новейшие технологии контрольно-измерительных приборов. В дополнение к координатно-измерительной машине размером 11 x 7 футов мы также используем FARO Arms и традиционное контрольно-измерительное оборудование.
Свяжитесь с нами
Обзор калитки
На плотине гидроэлектростанции калитка помогает контролировать поток воды, когда она достигает генератора, что, в свою очередь, определяет, сколько энергии может генерировать плотина. Эти ворота очень важны для работы плотины. Большинство плотин содержат несколько ворот, которые сильно различаются по размеру и конструкции в зависимости от функции плотины.
На стандартной гидроэлектростанции ряд ворот окружает всю турбину. Эти ворота могут быть полностью закрыты, чтобы предотвратить попадание воды на лопасти турбины. Когда калитка открыта, вода проходит через эти лопасти, заставляя их вращаться. Это вращение вращает всю турбину, питающую большой генератор. Этот генератор производит электричество, которое затем распределяется по электросети для питания домов и предприятий.
Когда калитка открыта, вода проходит через эти лопасти, заставляя их вращаться. Это вращение вращает всю турбину, питающую большой генератор. Этот генератор производит электричество, которое затем распределяется по электросети для питания домов и предприятий.
Ворота плотины гидроэлектростанции тщательно контролируются в зависимости от целей производства электроэнергии на объекте. Широко открывая эти ворота, руководители предприятий могут заставить турбину вращаться быстрее, что приведет к увеличению производства энергии. Закрывая ворота, менеджеры могут замедлить поток воды и замедлить или остановить производство энергии.
Калитка вокруг турбины также облегчает рабочим перекрытие потока воды для выполнения работ по техническому обслуживанию. Многие из этих ворот оснащены гидравлической системой управления, которая позволяет пользователям автоматически управлять воротами без ручного вмешательства. Эти системы управления, а также сами ворота должны быть тщательно спроектированы с учетом требований к давлению воды и другим факторам.