 alexxlab
alexxlab Сварка аргоном – видео уроки для начинающих специалистов
- В чем заключаются особенности аргонной сварки
- Как выполняется сварка в среде аргона
- Требуемое оборудование и режимы сварки
Сварка аргоном пользуется большой популярностью как у специалистов, так и у любителей, которым помогают ее осваивать видео уроки для начинающих. Используют данную технологию для сварки сложных в соединении металлов: нержавеющей и других видов легированной стали, титана, меди, алюминия, их сплавов и др. Что характерно, аргонодуговая сварка является одним из немногих способов, позволяющих получать качественные и надежные соединения деталей, изготовленных из перечисленных выше металлов.
Сварщик проводит сварочные работы в защитной среде аргона
Начинающим специалистам варить цветные металлы при помощи данной технологии будет достаточно сложно – лучше набивать руку на соединении деталей из стали. Если же опыт сварочных работ уже есть, можно посмотреть видео уроки и начать осваивать азы данного метода.
Знание технологии сварки аргоном позволит сэкономить приличные деньги, которые в ином случае пришлось бы заплатить квалифицированным специалистам. Целью статьи, которая предлагается вашему вниманию, является предоставление всей необходимой информации, относящейся к сварке с аргоновой защитой (выбор сварочного аппарата, давления газа, расходных материалов, подготовка деталей различной формы и из разных материалов к работе, а также многое другое). Усвоив полученную информацию и пройдя несложное видео обучение, вы сможете начать варить детали из разных металлов по данной технологии.
В чем заключаются особенности аргонной сварки
Аргоннная сварка имеет много схожего с электродуговой и газовой технологиями (принцип нагрева кромок соединяемых деталей при помощи электрической дуги, использование газа и техника выполнения работ). Есть у данных методов и существенные различия, о которых должен знать как специалист, так и начинающий сварщик.
Расплавление кромок соединяемых заготовок и присадочного материала при выполнении сварки с использованием аргона, как уже говорилось выше, обеспечивает высокая температура, выделяемая в процессе горения электрической дуги. Необходимость использования аргона, выполняющего роль защитного газа, объясняется свойствами металлов, которые варят по данной технологии.
Легированные стали и большинство цветных металлов (а также сплавов на их основе) в процессе нагрева и расплавления начинают активно взаимодействовать с газами, содержащимися в окружающем воздухе – кислородом, азотом, водородом и др. В результате такого взаимодействия на поверхности обрабатываемого металла формируется тугоплавкая оксидная пленка (а расплавленный алюминий, контактируя с кислородом, может даже воспламениться).
Аргон, подаваемый в зону выполнения сварочных работ, обеспечивает ее надежную защиту, так как является инертным газом, который за счет своей большей массы выдавливает из области сварочной ванны все остальные газообразные соединения.
Аргон, который обеспечивает надежную защиту зоны сварки от окружающего воздуха и практически не взаимодействует с металлом деталей и присадочного прутка, позволяет получать качественные сварные швы, отличающиеся однородностью структуры и высокой надежностью. Важным является и то, что при использовании данного метода сварки, по сравнению с другими технологиями, сокращается расход присадочного материала.
Пример шва, выполненного аргоновой сваркой человеком, не имеющим большого профессионального опыта
Кроме того, аргон позволяет создавать в зоне сварки поток токопроводящей плазмы, которая облегчает прогрев и расплавление кромок соединяемых заготовок. Это также обеспечивает высокое качество формируемого шва.
Начинающим специалистам будет полезно узнать, что аргон следует подавать в зону сварки за 15–20 секунд до ее начала, а прекращать подачу через 10 секунд после ее окончания.
Варить по данной технологии можно плавящимися и неплавящимися электродами, в качестве которых используются стержни из вольфрама – самого тугоплавкого металла. На размер вольфрамового электрода оказывает влияние как состав материала, из которого изготовлены соединяемые детали, так и их толщина. Естественно, что от диаметра электрода зависит расход энергии, которую необходимо затратить на получение сварного соединения.
На сегодняшний день разработано три технологии выполнения сварки с применением защитного газа аргона:
- РАД – ручная сварка, для выполнения которой используется неплавящийся электрод;
- ААД – автоматическая аргонодуговая сварка, выполняемая с использованием неплавящегося электрода;
- ААДП – автоматическая сварка с использованием аргона и электрода плавящегося типа.

Сравнительная таблица различных методов сварки (нажмите для увеличения)
Если вы начинающий специалист и не знаете, какой аппарат для сварки аргоном приобрести, выбирайте оборудование, на котором присутствует обозначение TIG. Эта аббревиатура означает, что перед вами аппарат, специально предназначенный для выполнения сварки вольфрамовым электродом в среде защитного газа инертного типа.
Как выполняется сварка в среде аргона
Основным рабочим органом при выполнении аргонодуговой сварки является специальная горелка, внутри которой в цанговом держателе размещается вольфрамовый электрод. Держатель данного типа позволяет закреплять в нем электроды разного диаметра, которые подбираются в зависимости от характеристик соединяемых заготовок. Электрод, зафиксированный в горелке, должен выступать над ее торцом на 2–5 мм.
Трехкнопочная аргоновая горелка в комплекте со шлейфом, цангами и керамическими соплами
Вокруг электрода (по наружной окружности горелки) размещается сопло, представляющее собой трубку из керамики или кварцевого стекла. Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Данный конструктивный элемент горелки выполняет одновременно две важных функции: через него подается защитный газ в зону сварки, а также он предохраняет вольфрамовый электрод от соприкосновения с поверхностями соединяемых деталей.
Для того чтобы варить металл с помощью аргона, необходимо использовать присадочную проволоку, за счет которой и происходит формирование сварного шва. Состав такой проволоки, подаваемой в зону выполнения сварки вручную, необходимо подбирать таким образом, чтобы он максимально соответствовал составу металла, из которого изготовлены соединяемые детали. Перед началом сварки надо правильно подобрать и диаметр присадочной проволоки, для чего используют специальные справочные таблицы. Данный параметр зависит от размеров заготовок, которые предстоит варить.
Таблица параметров некоторых разновидностей присадочной проволоки
Самым доступным методом выполнения сварки в среде аргона является именно ручной. Данный метод, обучение которому обычно не занимает много времени, предполагает, что и горелка, и присадочная проволока удерживаются в руках сварщика.
Очень важным условием формирования качественного и надежного сварного шва, формируемого с использованием сварки в среде аргона, является тщательная подготовка соединяемых заготовок.
Заключается такая подготовка в очистке и обезжиривании их поверхностей, а также в удалении тугоплавкой окисной пленки. Для выполнения таких процедур, о которых обязательно должны знать и начинающие, и опытные сварщики, можно использовать механические устройства (шлифовальная машинка) или химические средства.
Подготовленный к сварке бензобак
Прежде чем приступать к сварке, к соединяемым деталям необходимо подключить массу. Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Если варить предстоит мелкие заготовки, то их можно просто расположить на металлическом столе или в рабочей ванне, а уже к ним подключить провод массы. Выбрать силу сварочного тока и давление газа, которые зависят от характеристик соединяемых деталей, можно, ориентируясь на справочную литературу или на свой опыт. Защитный газ, как уже говорилось выше, начинают подавать в зону выполнения сварки за 20 секунд до ее начала.
Расстояние от электрода до поверхности заготовок, между которыми горит сварочная дуга, должно быть небольшим – порядка 2 мм. Это позволит хорошо проплавить кромки соединяемых деталей и получить качественный сварной шов. Если увеличить это расстояние, будет не только сложно проплавить кромки деталей, но и сам сварной шов получится слишком широким и неаккуратным. Широкий сварной шов, кроме того, характеризуется невысокой надежностью, в нем возникают значительные внутренние напряжения.
Очень важно при выполнении сварки в среде аргона правильно подавать присадочную проволоку в рабочую зону. Делается это медленными и плавными движениями, чтобы не допустить разбрызгивания расплавленного металла.
При обучении данной технологии очень важно усвоить, что горелкой и присадочной проволокой движения совершаются только в продольном направлении – вдоль оси формируемого шва. Ни в коем случае нельзя делать поперечные движения, так как поток защитного газа окажется вне зоны формируемого сварного шва, что станет причиной значительного ухудшения качества соединения.
Горелку и присадочную проволоку необходимо располагать под углом к поверхности соединяемых деталей: это даст возможность сформировать качественный, надежный и аккуратный сварной шов. При этом присадочная проволока располагается и подается в зону формирования шва перед горелкой.
Технология выполнения аргонной сварки предполагает применение осциллятора, при помощи которого легко зажигается сварочная дуга. Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Кроме того, при использовании этого устройства ее горение отличается высокой стабильностью.
Осциллятор (стабилизатор сварочной дуги) ОСИ-264
Суть работы осциллятора заключается в том, что он вырабатывает импульсы высокочастотного тока, отличающегося большим значением напряжения. Типовой осциллятор способен преобразовывать электрический ток со стандартными параметрами (220 В, 50 Гц) в импульсы с частотой 500 кГц и напряжением до 6000 В.
При обучении рассматриваемой технологии начинающему специалисту необходимо усвоить еще одно важное правило: при зажигании сварочной дуги нельзя прикасаться вольфрамовым электродом к поверхности деталей, это приведет к оплавлению электрода и загрязнению свариваемых поверхностей.
За счет использования осциллятора дуга может зажигаться без такого соприкосновения. В большинстве случаев электрическую дугу при выполнении сварки в среде аргона и с использованием вольфрамового электрода зажигают на специальной угольной пластине. Только после этого дугу переводят на соединяемые детали.
Только после этого дугу переводят на соединяемые детали.
Особенности этой процедуры хорошо демонстрируют видео уроки.
Требуемое оборудование и режимы сварки
Для выполнения сварки в среде аргона можно использовать как серийное оборудование, так и аппарат, который изготовлен путем модификации стандартного сварочного трансформатора. Перечень оборудования, которое потребуется для выполнения сварки по рассматриваемой технологии, выглядит следующим образом:
- сварочный трансформатор, значение напряжения холостого хода у которого должно быть не меньше 60 В;
- осциллятор, обеспечивающий быстрое зажигание сварочной дуги и ее стабильное горение;
- контактор, при помощи которого сварочный ток будет подаваться к горелке;
- таймер, отвечающий за время обдува зоны сварки защитным газом.

Кроме того, для сварки обязательно потребуются следующие устройства и материалы:
- горелка;
- баллон с аргоном, оснащенный редукторным устройством, при помощи которого будет регулироваться давление подачи газа;
- набор вольфрамовых электродов различного диаметра;
- шланг для подачи защитного газа;
- провода для подключения к сварочному аппарату горелки и массы;
- провод, по которому электрический ток будет поступать к самому сварочному аппарату;
- присадочная проволока соответствующего химического состава.
Весь набор оборудования, необходимого для осуществления сварки в среде аргона, можно приобрести в готовом виде или укомплектовать самостоятельно, изготовив некоторые элементы своими руками.
При самостоятельной комплектации можно сэкономить приличную сумму, так как серийные наборы для аргонной сварки стоят недешево. Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Более того, самостоятельная сборка при наличии необходимых знаний и соответствующего опыта даст возможность внести в оборудование улучшения, которые сделают его более надежным, удобным в работе и функциональным. С принципами, по которым комплектуются наборы для аргонодуговой сварки, также можно познакомиться по видео.
Для получения качественного сварного соединения очень важно правильно выбрать режимы технологического процесса. Сюда относятся сила сварочного тока и давление, с которым защитный газ будет подаваться из баллона. Кроме того, важен тип используемого тока и полярность его подключения.
Все вышеперечисленные параметры, зависящие от материала изготовления соединяемых деталей и их геометрических параметров, можно подбирать по справочным таблицам. Однако есть ряд несложных правил, которые помогут начинающему сварщику ориентироваться при таком выборе.
- Аргонодуговую сварку деталей из меди, ее сплавов и различных типов легированных сталей, чугуна и титана необходимо выполнять на постоянном токе обратной полярности.
- Алюминий и его сплавы, бериллий и магний следует варить на переменном токе обратной полярности, так как это позволяет эффективно разрушать оксидную пленку на поверхности данных металлов.
- На выбор давления подачи защитного газа серьезное влияние оказывает место выполнения сварочных работ. Так, если сварка выполняется на улице, где воздушные потоки могут двигаться со значительной скоростью, выбирают большее давление подачи, а в помещениях – меньшее.
Усвоив всю теоретическую информацию, посмотрев обучающее видео, демонстрирующее процесс выполнения аргонодуговой сварки, набив руку и набравшись опыта по сварке деталей из обычной стали, начинающий специалист сможет достаточно быстро освоить данную технологию и эффективно использовать ее в своей работе.
что это такое, как правильно варить аргоном
Аргоновая сварка позволяет аккуратно сваривать разные металлы, создавая одновременно прочные и красивые швы. Это прогрессивный тип сварки, применяемый в химической и пищевой промышленности, машиностроении. Не помешает такая сварка и в гараже, частной мастерской. Рассмотрим, что необходимо для аргоновой сварки, как она проводится, какие металлы на каких режимах свариваются.
В этой статье:
- Что такое аргоновая сварка
- Классификация аргоновой сварки по видам
- Что нужно для сварки аргоном
- Оборудование для работы с аргоном
- Как правильно варить аргоном
- Какие металлы варят аргоном
- Преимущества и недостатки аргоновой сварки
Что такое аргоновая сварка
Аргоновая сварка — это разновидность электродуговой сварки, только с неплавящимся электродом и другим принципом защиты сварочной ванны. Дуга зажигается между изделием, к которому присоединена масса, и вольфрамовым электродом. Он не плавится, зато температуры дуги достаточно, чтобы плавить кромки металла. Колебаниями электрода можно управлять сварочной ванной, регулируя скорость сварки, ширину шва, глубину проплавления.
Дуга зажигается между изделием, к которому присоединена масса, и вольфрамовым электродом. Он не плавится, зато температуры дуги достаточно, чтобы плавить кромки металла. Колебаниями электрода можно управлять сварочной ванной, регулируя скорость сварки, ширину шва, глубину проплавления.
Для заплавления зазоров или наплавления высокого валика шва задействуется присадочная проволока. Ее выбирают с таким же составом, что и свариваемый металл. Проволоку сварщик подает свободной рукой.
Через сопло горелки в зону сварки подается защитный газ аргон. Он выдувает атмосферу вокруг электрода, изолируя расплавленный металл от внешней среды. Без аргона сильно выделяется углерод, сварочная ванна бурлит, швы получаются пористыми.
В качестве источника тока выступает сварочный инвертор. Он обозначается TIG и этим отличается от оборудования для MMA. У него есть особые разъемы под горелку, дополнительный канал подачи газа, иная форма управления.
Классификация аргоновой сварки по видам
На производстве встречается три вида аргоновой сварки, которые классифицируются по следующим категориям:

Кроме этого аргоновая сварка разделяется по способу выполнения с присадочной проволокой или без нее. Без присадки можно обойтись в случае сварки тонких сталей сечением до 2 мм. У сторон не должно быть щелей — важен плотный прижим. Тогда вольфрамовый электрод плавит кромки, и этого металла достаточно для соединения сторон. Швы получаются тонкими, гладкими (практически без чешуи, как зеркало), герметичными. Но при изломе их легко повредить.
С присадкой варить дольше, швы чешуйчатые (количество слоев чешуи зависит от частоты подавания присадочной проволоки в сварочную ванну), зато можно заплавлять зазоры шириной 3-5 мм, создавать бугорки под проточку. Метод с присадкой применяют для сварки толстых металлов сечением от 3 мм
Прямая сварка
Угловая сварка
Т-образная сварка
Что нужно для сварки аргоном
Чтобы варить аргонодуговой сваркой, необходимо собрать комплект оборудования и аксессуаров, а также расходных материалов и СИЗ.
Правильная горелка.
Для работы потребуется аргоновая горелка. Горелка отличается разъемом для подключения, содержащим канала для подачи газа, силовой кабель, фишку для питания кнопок управления.
При выборе горелки обращайте внимание на место расположения кнопки. Оно может быть как снизу, так и сверху. Влияет на удобство управления. Длина шлейфа определяет зону маневренности сварщика. Для настольной работы достаточно 3 м. Для сварки крупных емкостей выбирайте шланг-пакет 5-8 м. Если планируете варить на токах 250-400 А регулярно, ищите модель с водяным охлаждением.
В горелку вставляется неплавящийся вольфрамовый электрод. Расходники отличаются по цвету наконечника для разных типов металлов. Если вы новичок, купите электрод с синим кончиком. Он более универсальный и подойдет для любых задач.
Вторым кабелем, необходимым для замыкания электрической цепи, выступает масса. Она фиксируется к изделию при помощи «крокодила».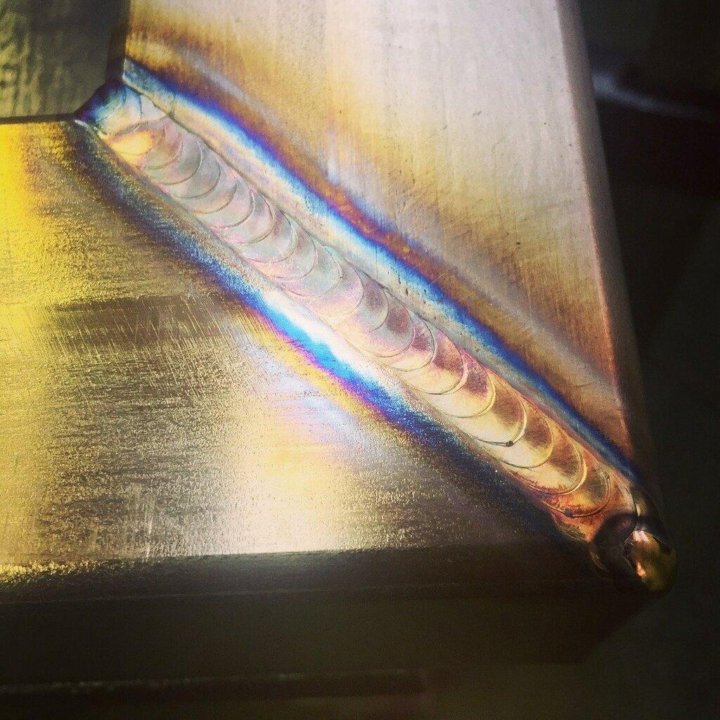 Чем лучше контакт, тем стабильнее дуга.
Чем лучше контакт, тем стабильнее дуга.
Подключаем защитный газ
Чтобы подавать аргон в зону сварки, понадобится баллон для аргона серого цвета. Емкость бывает от 10 до 80 л. Для выездной работы практично иметь небольшой баллон. Резервуар подключается через редуктор. К аппарату газ подают посредством специального шланга для сварки. Он должен быть черного цвета. Если выбрать длину 10 м, получится перемещаться с аппаратом по цеху, не перетаскивая за собой баллон.
Средства индивидуальной защиты сварщика
Аргоновая сварка не менее опасна, чем РДС, поэтому необходимы средства индивидуальной защиты. Чтобы не обжечься о горячие предметы, используйте краги и защитный фартук. Контроль сварочного процесса осуществляется через маску. Удобнее всего работать в маске-хамелеон, чем в щитке с постоянным затемнением. Можно всегда выбрать комфортную сварочную маску по приемлемой цене.
Оборудование для работы с аргоном
Одним из важнейших для аргоновой сварки является инверторный аппарат TIG. От его характеристик и функционала зависят возможности провара и соединения различных металлов. Выбрать подходящий аппарат для аргонодуговой сварки — залог успеха.
От его характеристик и функционала зависят возможности провара и соединения различных металлов. Выбрать подходящий аппарат для аргонодуговой сварки — залог успеха.
На производстве встречается три вида аргоновой сварки, которые классифицируются по следующим категориям:
 Если купить аппарат 380 В, а в гараже нет такого напряжения, то варить не получится.
Если купить аппарат 380 В, а в гараже нет такого напряжения, то варить не получится. Для профессиональной деятельности выбирают ПВ 100%.
Для профессиональной деятельности выбирают ПВ 100%.Как правильно варить аргоном
Сперва настройте аппарат. На самых простых моделях установите силу тока и расход газа. Режимы зависят от толщины металла.
| Толщина металла, мм | Сила тока, А | Расход газа, л/мин |
|---|---|---|
| 1 | 30-40 | 6 |
| 1.5-2 | 45-70 | 7 |
| 3 | 75-90 | 8 |
В более продвинутых версиях задайте такие настройки (для примера подберем параметры для сварки стали толщиной 1.5 мм):

Зажигать дугу можно двумя способами, что зависит от возможностей аппарата. Контактный метод требует касания кончиком электрода по изделию. Иногда вольфрамовая игла прилипает, из-за чего быстрее тупится, приходится тратить время на повторную заточку. Бесконтактный поджиг работает при высокочастотном импульсе (встроенный осциллятор), возбуждая электрическую дугу без касания. Это удобнее, игла тупится реже.
Аргоновая сварка проводится в такой последовательности:
- Включите инверторный аппарат TIG.
- Присоедините массу к изделию.
- Вставьте в горелку заточенный вольфрамовый электрод.
- Откройте баллон с газом.
- Поднесите горелку к изделию на расстоянии 3-5 мм от поверхности до кончика иглы.
- Наденьте маску, нажмите кнопку подачи тока. Удобнее всего варить с режимом 4Т. Тогда не требуется постоянно держать кнопку подачи тока зажатой.
- Когда загорится электрическая дуга, подержите ее на стыке, чтобы образовалась лужица металла.
 Круговыми движениями электрода добейтесь сплавления сторон. Держать горелку нужно под углом 45 градусов относительно поверхности.
Круговыми движениями электрода добейтесь сплавления сторон. Держать горелку нужно под углом 45 градусов относительно поверхности. - Медленно ведите иглу справа налево, аккуратно подавая второй рукой присадочную проволоку. Присадку подают перед электродом.
- При окончании шва нажмите на кнопку, но не отпускайте ее. Сварочный ток снизится, чтобы закрыть кратер, избежав образования свища в конце.
Какие металлы варят аргоном
При помощи аргонодуговой сварки соединяют:
Источник видео: Aurora Online Channel
Преимущества и недостатки аргоновой сварки
При помощи аргоновой сварки можно соединить алюминий, медь, титан — металлы, которые трудно поддаются свариванию другими способами. Еще одно достоинство — аккуратные швы, повышенной герметичности. На нержавейке они почти зеркальные и не требуют механической обработки. Удобство сварки заключается в отсутствии шлака, поскольку за защиту сварочной ванны отвечает инертный газ.
Еще одно достоинство — аккуратные швы, повышенной герметичности. На нержавейке они почти зеркальные и не требуют механической обработки. Удобство сварки заключается в отсутствии шлака, поскольку за защиту сварочной ванны отвечает инертный газ.
Основным недостатком аргоновой сварки выступает низкая скорость процесса при ручном исполнении. Расходники для сварки (вольфрамовые электроды, заправка баллонов аргоном) не дешевые. Метод сварки TIG подойдет для изготовления конструкций из нержавейки, заварки трещин блока цилиндров, ремонта легкосплавных дисков.
Ответы на вопросы: что такое аргонодуговая сварка и как правильно варить аргоном?
Как аргоном варить вертикальные швы?
СкрытьПодробнее
Сварка ведется по тем же принципам, что и в нижнем положении. Главное вести шов сверху вниз. Уменьшите силу тока на 10-20%, по сравнению с аналогичным стыком в нижнем положении, чтобы металл не стекал вниз.
Как правильно заточить вольфрамовый электрод?
СкрытьПодробнее
Затачивайте стержень на вращающемся алмазном круге. Его хватит на дольше, чем обычного шлифовального. Положите электрод острием от себя на торец вращающегося круга. Добейтесь угла заточки 20-30 градусов. Для сварки на токах 200-300 А нужна заточка 60 градусов. Тонкий металл 1—1.5 мм удобнее варить кончиком, как у иглы — угол заточки примерно 10 градусов.
Что делать, если сварочная ванна сильно пузырится?
СкрытьПодробнее
Отрегулируйте подачу аргона на редукторе. Газа или слишком мало (вырывается углерод наружу из металла) или слишком много.
Как варить аргоновой сваркой на улице в ветреную погоду?
СкрытьПодробнее
Варить как в цеху не получится — ветер сдувает защитный газ и оставляет сварочную ванну открытой для внешнего воздействия. Оградите место сварки листом железа. Если ничего подходящего нет под рукой, закройте ветер собой, став с той стороны, откуда дует.
Как заварить аргоном дырку диаметром 10 мм на тонком металле сечением 1.5 мм?
СкрытьПодробнее
Убавьте силу тока до 20 А. Приставьте присадочную проволоку к краю отверстия. Дугу зажигайте на проволоке. Добейтесь ее расплавления и переноса на основной металл. Тут же погасите дугу, чтобы не прожечь дырку еще больше. Постепенно усильте края со всех сторон, нарастив на них металл. Сужайте диаметр отверстия. Когда оно полностью перекроется, добавьте силу тока до 45 А и выровняйте поверхность.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Аргоновая сварка — особенности и правила проведения.
Все о сварке tig: как настроить и научиться варить за 3 часа — в помощь начинающим
Общее описание
Перед тем как приступать к работе стоит рассмотреть, что такое аргонная сварка и для чего она проводится. Это технология гибридного типа, которая позволяет соединять конструкции из капризных и устойчивых металлических основ — от огромных труб до мелких деталей статуэток из бронзового металла.
Прежде чем понять, что это такое аргонно-дуговая сварка, стоит разобраться с физикой данного процесса. Для того чтобы соединить металлические поверхности их требуется предварительно прогреть. Нагревание обычно производится при помощи огня. Именно это способствует вступлению в реакцию кислорода, который находится в воздухе — происходит процесс окисления. Стоит учитывать, что цветные металлы, легированные стали окисляются намного быстрее, чем обычные металлы.
Окисление, которое проявляется во время сварочного процесса, вызывает ухудшение качества соединений. В связи с тем, что в составе швов появляются многочисленные пузырьки, они теряют свою прочность и быстро разрушается. А алюминиевый металл варить невозможно, при нагревании он горит и разрушается.
Технология аргонодуговой сварки основывается на использовании сварочной ванны, которая защищает от газов и примесей. Для этих целей часто применяются инертные газы, которые выполняют роль защитной оболочки. Помимо аргона к инертным газам относится гелий, который обладает такими же свойствами. Однако гелий намного дороже аргона, и он расходуется намного быстрее и больше.
Применение аргона позволяет сэкономить силы и финансовые вложения. Кроме этого этот газ может использоваться для всех цветных металлов, включая нержавейку, медь, алюминий. К главным свойствам аргона стоит отнести:
- Аргон значительно тяжелее воздуха, по этой причине он отлично вытесняет его из сварочной ванны, тем самым защищая зону плавления от ненужных газовых примесей;
- Аргон является инертным веществом, которое не способно вступать ни с какими элементами, включая свариваемые металлические поверхности;
- Не стоит забывать про важный нюанс аргонового газа.
 Во время применения тока с обратной полярностью аргон переходит в состояние электропроводной плазмы со всеми негативными последствиями.
Во время применения тока с обратной полярностью аргон переходит в состояние электропроводной плазмы со всеми негативными последствиями.
Классификация аргонодуговой сварки
Сварка аргоном цветных металлов может производиться несколько способами. Каждый из них обладает отличительными особенностями, от которых зависит качество и прочность сварного шва.
Выделяют следующие виды аргоновой сварки:
- Ручной способ — РАД сварка. Перед тем как приступать к РАД сварке, стоит рассмотреть, что это за процесс. Работа выполняется сварщиком, он производит перемещение горелки, подачу сварочной проволоки. Во время него применяются только вольфрамовые электроды;
- Механизированная или полуавтоматическая сварка металла аргоном. Во время этого процесса проволока подается при помощи машины, а горелку удерживает сварщик. К самому популярному примеру этого метода относится сварка нержавейки полуавтоматом. Механизированная аргоновая сварка дуговая при помощи плавящегося электрода также относится к этому методу. Сварочный процесс нержавейки полуавтоматом в среде углекислого газа — является еще одной узкоспециализированной технологией, которая также относится к этой группе;
- Автоматическая аргонодуговая сварка. Во время этого процесса автомат управляется дистанционно оператором и производит перемещение и подачу проволоки. В последнее время часто во время автоматических сварочных процессов применяются специальные устройства — роботы, которые не требуют участия человека. Данный метод пользуется популярностью на больших производствах.
Особенности сварного шва при аргонодуговой сварке
Рассматривая, что это такое аргонная сварка стоит обратить внимание на особенности сварного шва. Важно помнить о том, чем больше будет угол наклона между поверхностью основного металла и соединения, тем выше будет концентрация напряжения в области сварки. Если к сварному шву предъявляются высокие требования по равнопрочности, то после сварки требуется произвести стачивание шовного валика.
Техника сварки аргоном предполагает правильный подбор материала электрода и присадочной проволоки, также требуется выбрать необходимый режим сварки. Обязательно выбирается способ защиты металлического шва, который обеспечивается за счет меньшего количества примесей, а сама область шва при этом должна быть немного мягче основного металла.
Чтобы обеспечить высокую прочность и износостойкость, мягкая зона должна быть узкой. Это усложняет проведение сварочного процесса, но избавляет от необходимости усиления конструктивных элементов в области соединения.
Различные технологии
Помимо отечественной терминологии применяются зарубежные обозначения, которые помогают разделить сварку в среде аргона на несколько подвидов. Каждый из них обладает уникальными качествами, особенностями. Обычно они применяются для сваривания сталей с различными добавками, сплавов из алюминиевой основы.
Сварка в аргоновой среде разделяется на следующие подвиды:
- Сварка ММА.
 Процесс производится по ручной технологии в поле электрической дуги, образованном электродом с покрытием. При переменном токе данным способом можно варить углеродистую сталь. А если будет оказываться постоянным ток, то будет возможность производить сварку углеродистой и нержавеющей стали, а также алюминия и его сплавов;
Процесс производится по ручной технологии в поле электрической дуги, образованном электродом с покрытием. При переменном токе данным способом можно варить углеродистую сталь. А если будет оказываться постоянным ток, то будет возможность производить сварку углеродистой и нержавеющей стали, а также алюминия и его сплавов; - Сварочный процесс TIG. Он выполняется в ручном режиме в аргоне или в другом инертном газе при помощи вольфрамового электрода. При переменном токе так можно варить только алюминий и его сплавы. При постоянном — углеродистые и нержавеющие виды сталей;
- Сварка MIG. Это полуавтоматическое сваривание, которое производится при помощи плавящейся проволоки. Данная технология аргоновой сварки производится с использованием переменного тока. Свариванию подлежать оба типа металлов, а также алюминий со сплавами.
Оборудование для работы с аргоном
Чтобы получить прочные швы важно знать, что нужно для аргонной сварки. Для процесса требуется достаточно большой и широкий набор оборудования. В продаже часто встречаются универсальные аппараты, которые имеют все необходимые и важные элементы. Они стоят не слишком дорого.
В продаже часто встречаются универсальные аппараты, которые имеют все необходимые и важные элементы. Они стоят не слишком дорого.
Все оборудование для аргоно-дуговой сварки разделяется на три группы:
- Специализированное. Оборудования предназначено для работ с заготовками одного типа;
- Специальное оборудование для аргонной сварки. Оно устанавливается на промышленный производствах, его применяют для заготовок с одинаковым типоразмером;
- Универсальное оборудование. Оно предназначено для всех видов работ в среде аргона, к примеру, для сварки нержавеющей стали полуавтоматом.
Помимо сварочного аппарата обязательно требуются другие важные элементы. Для сварки в аргоне требуется целый пакет оборудования. При этом не обязательно все покупать, некоторые элементы можно сделать самому.
Итак, рассмотрим, что нужно для аргоновой сварки:
- Специальная горелка с вольфрамовым расходником;
- Трансформатор основного и вспомогательного вида.
 В качестве основного обычно применяется аппарат для дугового способа с показателем напряжения до 70 В. Вспомогательный трансформатор требуется для электропитания коммутирующих устройств;
В качестве основного обычно применяется аппарат для дугового способа с показателем напряжения до 70 В. Вспомогательный трансформатор требуется для электропитания коммутирующих устройств; - Осциллятор. Устройство подключается параллельно к источнику питания. Он требуется для разжигания дуги во время работы с неплавящимся вольфрамовым расходником при помощи подачи высокочастотных импульсов. В результате этого наблюдается ионизация дугового промежутка. Если показатель обычной сетевой частоты насчитывает около 55 Гц, а напряжение 220 В, то после преобразования осциллятором частота и напряжения увеличиваются до 500 кГц и 6000 В;
- Контактор. Этот элемент требуется для подачи напряжения на горелку;
- Реле. Оно осуществляет включение и отключение контактора и осциллятора;
- Электроды из вольфрамовой основы. Они идут с проволокой с соответствующим диаметром;
- Аргоновый баллон, который оборудован редуктором;
- Выпрямитель. Он требуется для получения постоянного тока с показателем напряжения 24 В;
- Амперметр.
 Этот компонент производит измерение силы тока;
Этот компонент производит измерение силы тока; - Таймер. Осуществляет контроль времени обдува аргоном;
- Электро-газовый клапан. Он требуется для подачи постоянного или переменного тока с показателями 24 и 220 В соответственно;
- Фильтр, который выполняет контролирование высоковольтных импульсов из осциллятора;
- Аккумулятор. Он требуется для последовательного подключения в электрическую цепь для стабилизации переменного тока.
Если во время аргоновой сварки используются металлы с более толстыми краями, а также требуется повышение производительности, то дополнительно во время процесса сваривания могут применяться усовершенствованные элементы:
- Специальная горелка, которая позволяет применять сразу несколько вольфрамовых электродов. Это повышает качество и прочность сварного шва, который выполняется на высокой скорости;
- Специальное приспособление для нагревания присадочной проволоки;
- Пульсирующий ток для периодических пауз его поступления, во время которых металлическая основа кристаллизуется.
 Если движение дуги синхронизировать с импульсами тока, то плавка выходит высокоэффективных во всех положениях в пространстве.
Если движение дуги синхронизировать с импульсами тока, то плавка выходит высокоэффективных во всех положениях в пространстве.
Какой газ применяется
В данной технологии газ нужен для предохранения сварочной зоны от вредного влияния воздуха.
Лучше всего для этой цели подходят инертные газы – аргон и гелий. Аргон тяжелее кислорода воздуха и вытесняет его из рабочей зоны, а на практике сварка проводится в аргоновой среде, реже в смеси аргона с гелием. Чистый гелий применяется крайне редко.
К зоне сварки газ подается из баллона, снабженного манометром, редуктором с ротаметром. Редуктор предназначен для регулирования давления газа на выходе и для автоматического поддержания постоянного рабочего расхода газа. Ротаметр определяет точное количество газа в заданную единицу времени. Манометр показывает давление в баллоне.
Обучающие тренировки для начинающих
Упражнение 1
После изучения теории tig сварки начинающему можно приступать к практике. Главное – это привыкнуть держать горелку и присадочную проволоку, „набить руку“.
Главное – это привыкнуть держать горелку и присадочную проволоку, „набить руку“.
Первоначально начинающему сварщику надо тренироваться на листе черной стали. На нем шлифмашинкой или другим инструментом обозначить небольшие прямые линии, чтобы по ним вести сварку. Начинать варить надо без присадки. Внимательно и плавно ведем горелкой прямо вдоль линии, не разжигая дугу. После этого зажигаем дугу и ведем горелку от одного края линии до другого. Ведем ровный ниточный шов, приучая руку правильно держать ванну и не прожигать металл.
Упражнение 2
После освоения ведения шва, переходим к работе с присадочной проволокой. Сначала тренируемся приваривать сам пруток. Разожгли дугу и, когда металл листа расплавился, подаем в сварочную ванну пруток. Останавливаем процесс, подождем, чтобы металл немного застыл и отрываем пруток. Повторяем упражнение несколько раз. После того, как появилась уверенность, начинаем тренировки выполнения сварочного шва с присадкой.
Сварка tig широко распространенный метод соединения металлов. Его освоение вполне возможно начинающему сварщику. С практикой и постоянством придут опыт и мастерство.
Его освоение вполне возможно начинающему сварщику. С практикой и постоянством придут опыт и мастерство.
Особенности сварочных работ в среде аргона
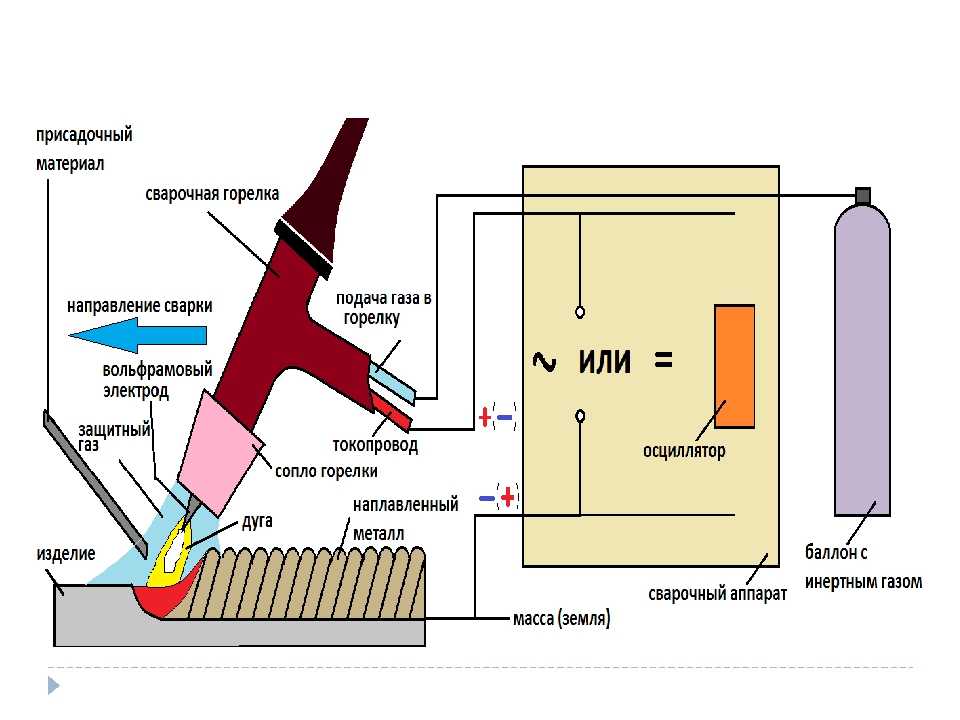
Принцип работы аргонодуговой сварки основан на соединении поверхностей рабочих металлов в среде защитного газа. В качестве рабочего элемента в данном процессе применяется горелка. В ее центральную часть вставляется электрод из вольфрамовой основы, его вылет должен быть в пределах 2-5 мм.
Фиксирование электрода внутри горелки осуществляется при помощи специального держателя. В него вставляется вольфрамовый стержень с любым требуемым диаметром. Для подачи защитного газа горелка оснащается соплом из керамической основы.
На фото ниже показан общий принцип работы аргоновой сварки.
Сварка под аргоном предполагает применять требуемую температуру, которую задает электрическая дуга. Формирование сварного шва выполняется при помощи присадочной проволоки, состав которой должен соответствовать составу обрабатываемой металлической поверхности.
Стоит изучить несколько правил принципа работы аргонно-дуговой сварки, от которых зависит прочность и качество сварного шва:
- Чем длиннее будет сварочная дуга, тем шире будет шов и меньше его глубина. Именно это снижает качество сварного соединения. По этой причине рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей;
- Чтобы сделать узкое и глубокое сварное соединение, важно чтобы электрод и горелка двигались в продольном направлении. Отклонение в сторону (поперечные движения) снижают качество сварного шва. По этой причине во время сварки требуется, чтобы сварщик был внимательным и аккуратным;
- Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварочного процесса, они должны быть прикрытыми аргоном. Это предотвратит проникновение кислорода и азота внутрь сварочной зоны;
- Подача присадочной проволоки должна быть плавной и равномерной. При резкой подаче происходит сильное разбрызгивание металла.
 Правильная подача достаточно сложный процесс, который приходит с опытом;
Правильная подача достаточно сложный процесс, который приходит с опытом; - Стоит обратить внимание на важный показатель — проплавленность. В аргонной сварке он определяется самим сварочным соединением. Если он обладает округлой или выпуклой формой, то это может указывать на его низкое качество. Это означает, что проплавление поверхности было проведено недостаточно;
- Присадочная проволока подается перед горелкой с неплавящимся электродом. При этом ее подача должны выполняться под определенным углом. Данные показатели обеспечивают ровность сварного соединения и его небольшую глубину. Это позволяет полностью контролироваться сварочный процесс;
- Ни в коем случае не стоит начинать и заканчивать сварку с аргоном резко, это открывает доступ проникновения кислорода и азота в область сваривания. По этой причине необходимо начинать сварку после 15-20 секунд, как только будет начата подача в стык соединения двух металлов инертного газа. А заканчивать процесс (убирать присадочную проволоку) стоит до того момента, как будет выключена горелка.
 На этот процесс обычно отводится 7-20 секунд.
На этот процесс обычно отводится 7-20 секунд.
Заканчивать сварочный процесс требуется снижением показателей силы тока при помощи реостата, который имеет в составе конструкции сварочного аппарата. Если будет сделано отведение горелки, то это может открыть доступ в область сваривания азота и кислорода.
Этапы проведения аргоновой сварки
Технология сварки аргоном должна проводиться правильно с учетом всех требуемых правил. Во время этого процесс обязательно должны использоваться неплавящиеся электроды.
Для проведения сварки обязательно требуется подготовить необходимые элементы:
- Источник питания;
- Горелка с вольфрамовым электродом;
- Газовый баллон с аргоном;
- Присадочная проволока.
Электрод устанавливается в держатель горелки, он должен выступать вперед на 2-5 мм. Диаметр данного компонента подбирается в зависимости от характера сварного шва, толщины соединяемых металлических деталей. Вокруг держателя электрода располагается сопло, которое осуществляет подачу электрода в область сварки при проведении работ.
Как варить аргонной сваркой? Сварочный процесс с поддувом выполняется в следующей последовательности:
- Очищение поверхности зоны сварки;
- Приведение горелки в рабочее положение — подача аргона для создания защитного слоя и розжиг дуги;
- Процесс выполнения сварного шва.
Каждый сварщик должен знать, как варить аргоновой сваркой, важные особенности данного процесса и последовательность всех действий. Перед тем как приступать к сварке стоит произвести тщательное очищение кромочной поверхности соединяемых деталей от загрязнений и оксидной пленки. Для этих целей может применяться механический и химический способ очистки, после которого производится обезжиривание поверхностей.
После этого оборудование приводится в рабочее состояние:
- Источник питания подключается к электрической сети;
- К детали, которая подлежит сварке, при помощи кнопок на горелке подается защитный газ. А сама деталь подключается к «массе»;
- При помощи высокочастотного импульса разжигается дуга.
 Она будет замыкать цепь между электродом и металлом сварного изделия;
Она будет замыкать цепь между электродом и металлом сварного изделия; - Газ должен подаваться заранее, примерно за 20 секунд перед подачей тока. Это требуется для обеспечения защитного слоя.
При проведении процесса ни в коем случае нельзя допускать касания вольфрамового электрода свариваемой поверхности. Он должен располагаться на минимальном расстоянии от нее (2 мм), это позволит создать малую сварочную дугу. В данной ситуации она сможет обеспечить максимальное проплавление металла по толщине.
Сразу же после разжигания дуги сварщик приступает к созданию шва в области, которая защищена аргоном. Что такое аргоновая сварка и как она производится? Рассмотрим весь процесс:
- При помощи горелки, которая располагается в правой руке, сварщик медленно ведет дугу строго по линии шва;
- Левой рукой специалист навстречу движению горелки подает присадочную проволоку в область сварки;
- Присадочная проволока должна постоянно находиться перед горелкой под небольшим углом от 150 до 300 по отношению к свариваемой поверхности;
- Электрод с горелкой должен образовывать угол в 900.

Во время выполнения ручных сварочных работ не стоит допускать резкую подачу присадочной проволоки. Это может привести к сильному разбрызгиванию металла и к образованию неровной линии сварного шва. После окончания сварочных работ подача аргона не должна прекращаться сразу, это предотвратит окисление еще не остывшего металла.
Необходимое оборудование и расходные материалы
Прежде всего, начинающему надо изучить что это такое tig сварка.
Это процесс сварки металлов в газовой среде неплавящимся электродом. Представляет собой комбинацию дуговой и газовой сварки, т.к. применяются электродуга и газ.
Сначала начинающим важно ознакомиться с необходимым оборудованием и расходниками.
Инверторная сварка в аргоне
Что это инверторная аргоновая сварка? Этот метод считается самым востребованным видом аргонодуговой технологии. Его используют в промышленных и бытовых условиях. Во время этого процесс применяется инвертор для аргонодуговой сварки, это тип аппарата дуговой сварки, который преобразует ток из постоянного в переменный. Кроме этого оборудование обладает дополнительным преимуществом, которое состоит в адаптации к скачкам напряжения источника питания.
Кроме этого оборудование обладает дополнительным преимуществом, которое состоит в адаптации к скачкам напряжения источника питания.
Инверторный сварочный аппарат обладает компактными размерами, он нетяжелый и выполнен из прочной основы. Он прекрасно подходит для проведения сварочных работ в любых условиях — дома и на производстве. Кроме этого он обладает легким управлением, с которым смогут справиться даже новички.
Что можно варить инверторной аргоновой сваркой? Данная технология отлично подходит для сваривания нержавейки, меди, алюминия, цветных металлов. При помощи инвертора процесс выполняется достаточно легко, требуется только двигать горелкой вдоль шва. Если соблюдать все технологические требования, сварное соединение выходит узким и ровным.
Правильная аргоновая горелка
Главные задачи горелки состоят в подаче электроэнергии и создании газовой защиты. При проведении сварочного процесса важно выбрать правильную горелку, это также важно, как выбор правильных расходников. В аргонодуговой сварке применяется специальная горелка с неплавящимся вольфрамовым электродом — именно таким способом производится сваривание нержавеющей стали.
В аргонодуговой сварке применяется специальная горелка с неплавящимся вольфрамовым электродом — именно таким способом производится сваривание нержавеющей стали.
К главным техническим свойствам правильной горелки, в соответствии с которыми нужно ее выбирать, относят:
- Допустимые показатели сварочного тока или его мощность;
- Тип охлаждения горелки при сильных и слабых токах;
- Показатели длины кабеля;
- Наличие сопла из керамической основы и фиксатора вольфрамового электрода;
- Универсальность горелки — способность подключаться к разным сварочным аппаратам.
Принцип работы горелки в аргонной сварке состоит в следующем:
- Включается все сразу — подается газ на горелку, начинается активная циркуляция охлаждающей жидкости, а затем подключается сам сварочный аппарат;
- После того как образуется защитный слой из аргона производится поджигание дуги, осуществляется разогрев заготовок до температуры плавления, а присадочная проволока помещается в образовавшуюся рабочую ванну;
Размещение присадочной проволоки и электрода из вольфрамовой основы вдоль сварного соединения.
Сущность сварочного процесса
Сила тока определяет качество сварного шва и производительность, являясь основным и наиболее важным параметром сварки.
Тепло необходимое для надежного соединения, идет от электрической дуги. Она образуется между электродом и свариваемым металлом. Для образования и горения электрической дуги существует прибор – генератор, который подает необходимое количество тока. Выделяют два вида этих приборов.
Генератор переменного тока – трансформатор.
Ток, выходящий из устройства, приобретает форму квадратной волны, которая меняет свою полярность с частотой в зависимости от генератора. В этом случае выпрямитель преобразует ток сети в соответствующий для сварки переменный ток.
Генератор постоянного тока – инвертор или выпрямитель.
Начинающим оба метода, но начинать нужно с постоянного тока. Ток на выходе из прибора имеет вид постоянной волны. В этом случае переменный ток сети преобразуется в постоянный. Различают два варианта соединения полюсов инвертора со свариваемым материалом:
с прямой полярностью – электрод соединяется с отрицательным полюсом инвертора, а деталь – с положительным;
с обратной полярностью – электрод присоединяется к „+“, деталь – к „–“
Особенности сварки с прямой полярностью: повышение количества тепла в изделии и снижение в электроде; зона расплавления металла узкая, но глубокая. Это основной режим tig сварки всех видов сложных металлов и сплавов.
Это основной режим tig сварки всех видов сложных металлов и сплавов.
При обратной полярности: ввод тепла в изделие сниженный, а в электрод – повышенный. Сварочная ванна широкая, но не глубокая. Кроме того, присутствует эффект катодной чистки поверхности металла, когда оксидная пленка разрушается. Это улучшает сплавление кромок и формирование шва.
Алюминий и магний, а также их сплавы можно и нужно варить на переменном токе.
Еще существуют генераторы, которые выдают импульсный постоянный ток – импульсные инверторы. Такие генераторы имеют устройства, изменяющие амплитуду тока сварки путем наложения на базовый постоянный ток квадратные волны. Получается периодическая пульсации дуги. При импульсном режиме шов образуется за счет непрерывного накладывания друг на друга сварочных точек.
В основном применяется на тонких изделиях, когда необходимо поддерживать необходимую температуру во избежание прожига металла и, в то же время, не нарушать глубину провара.
Регулировка параметров процесса на сварочном аппарате
Перед началом работы необходимо настроить значения показателей так, чтобы шов получился нужного размера и хорошего качества. Аппарат настраивают в зависимости от вида металла, его толщины и рабочего газа.
Аппарат настраивают в зависимости от вида металла, его толщины и рабочего газа.
К каждому сварочному аппарату дается таблица настройки параметров сварки. Ориентируясь на таблицу, на лицевой панели выставляем режим tig и основные показатели:
- величина силы тока;
- время продувки газом перед началом – 0,5, и в конце – 1,5 сек;
- величина тока для поджига дуги – 25% от рабочего тока;
- период нарастания до значения рабочего тока 0,2 –1,0 сек;
- время спада тока и его значение для заварки кратера выбирается в зависимости от толщины металла.
По таблице первоначально выставляем расход газа в нормальных условиях – 8-10 л/мин.
Начинать варить надо на аналогичной пробной детали. Если дуга не стабильная и гаснет, то ток надо увеличить. При прожиге металла или образовании наплывов, ток уменьшить.
Увеличиваем подачу газа, если дуга нестабильна и шов кривой. После окончания, когда дугу угасили, еще какое-то время обдуваем сварочную зону, во избежание окисления шва и электрода. Современные аппараты снабжены многими функциями и, если нет, например, время продувки или еще чего-то, то сварщик контролирует процесс самостоятельно.
Современные аппараты снабжены многими функциями и, если нет, например, время продувки или еще чего-то, то сварщик контролирует процесс самостоятельно.
Подготовка деталей
В отличие от других видов сварки, tig очень чувствительна к загрязнениям. Это нужно учитывать всем начинающим. Поэтому детали следует очищать особенно тщательно: обезжирить растворителем и зашкурить до блеска свариваемую поверхность.
Пруток перед самой сваркой, если есть необходимость зашкурить, и обязательно протереть спиртом.
Толстые детали разделывают, снимая фаску под углом 45°. Это обеспечит хороший провар. Зафиксировать положение деталей относительно друг друга с помощью прихваток или струбцин.
Розжиг дуги при разных электродах
Во время использования расплавленных электродов розжиг дуги происходит при соприкосновении электрода с изделием. Электродная проволока при касании металлического изделия начинает искрить и вокруг нее начинается активное испарение паров железа. Именно они оказывают влияние на степень ионизации аргона, они ее снижают, поэтому розжиг дуги происходит достаточно быстро и легко.
Именно они оказывают влияние на степень ионизации аргона, они ее снижают, поэтому розжиг дуги происходит достаточно быстро и легко.
При применении неплавящихся электродов розжиг дуги таким способом будет невозможен. Дело в том, что чистый сварочный аргон обладает высоким показателем ионизации, и для розжига он требует более сильную искру. А при касании вольфрамового электрода поверхности металла ее не удается получить. Также во время ее касания происходит сильное загрязнение поверхности и ее оплавление.
По этой причине для разжигания дуги при вольфрамовом электроде используется вспомогательный прибор, который называется осциллятором. При помощи него после включения устройства на электрод подается высоковольтное напряжение с высокой частотой импульсов, которые обеспечивают ионизацию промежутка между дугой и металлической поверхностью изделия с последующим розжигом дуги.
Обычно для создания сварного шва применяется аргонодуговая сварка с постоянным и переменным током. Если сварочный процесс выполняется в режиме переменного тока, то осциллятор выполняет роль стабилизатора, который подает импульсы в моменты замены полярности. Это обеспечивает стабильное горение сварочной дуги.
Если сварочный процесс выполняется в режиме переменного тока, то осциллятор выполняет роль стабилизатора, который подает импульсы в моменты замены полярности. Это обеспечивает стабильное горение сварочной дуги.
Во время сварки с применением постоянного тока на анодном и катодном конце величина выделяемого тепла может быть разной. При значении меньше 300 ампер до 70 % выделяемого тепла образуется на аноде и только 30 % на катоде.
Для обеспечения большого нагрева металла, которое приводит к его расплавлению и исключению перегрева электрода, используется прямая полярность. В этом случае самое сварное изделие является анодом, а электрод служит катодом.
А что варят аргоновой сваркой с такой схемой? Она отлично подходит для сваривания меди и ее сплавов, ее применяют для цветных металлов, исключением является алюминий и его сплавы. Для этого металла используется сварка с переменным током, которая позволяет эффективно удалить окисный поверхностный слой.
Какие аппараты применяются для аргонодуговой сварки
Чтобы понять, как работает аргонная сварка, стоит рассмотреть устройства, которые применяются при ее проведении. Оборудование может иметь разное управление и определенный принцип работы, от которого зависит скорость получения сварного шва, а также его качество.
Оборудование может иметь разное управление и определенный принцип работы, от которого зависит скорость получения сварного шва, а также его качество.
При проведении аргонодуговой сварки могут применяться следующие аппараты:
- Сварочные трансформаторные устройства. Они работают на использовании переменного тока;
- Аппараты, выполняющие роль выпрямителей и генераторов. Они применяются для обеспечения выпрямленного (постоянного) тока при проведении сварочных работ;
- Универсальные устройства. Они предназначены для сварочных работ при постоянном и переменном токе.
Преимущества и недостатки аргонодуговой сварки
Рассматривая, что такое аргонодуговая сварка стоит изучить ее важные положительные и отрицательные особенности. Они оказывают влияние на проведение процесса, на свойства получаемого соединения, на его прочность и другие важные нюансы.
Среди преимуществ стоит выделить:
- Принцип аргонной сварки предполагает проведение нагрева с невысокой температурой.
 Именно это свойство позволяет в полной мере сохранить размеры и формы двух свариваемых изделий;
Именно это свойство позволяет в полной мере сохранить размеры и формы двух свариваемых изделий; - Аргон для сварки является инертным газом, а именно он плотнее и тяжелее воздуха. Именно это обеспечивает максимальную защиту зоны сваривания;
- Тепловая мощность дуги обладает высокими показателями, именно это позволяет проводить процесс сварки за короткий промежуток времени;
- Аргонодуговая сварка обладает простой техникой проведения, которую смогут понять даже неопытные сварщики;
- Сварочный процесс позволяет соединить разные виды металлов, которые не получается состыковать при помощи других типов сварок.
Но не стоит забывать про некоторые недостатки аргонной сварки:
- В теории указывается, что сварка аргоном не должна проводиться при сильных сквозняках и ветре. Во время данных условиях происходит улетучивание часть аргонной защиты. Именно это снижает качество сварного шва. По этой причине весь процесс требуется проводить в закрытых помещениях с хорошей вентиляцией;
- Сварочное оборудование, которое применяется для сварочного процесса, обладает сложной конструкцией и тяжелым управлением.
 Это может усложнить проведение настройки режимов сварки;
Это может усложнить проведение настройки режимов сварки; - Если в процессе соединения потребуется высокоамперная дуга, то обязательно требуется продумать дополнительное охлаждение стыкуемых компонентов.
Что это такое аргонная сварка и для чего она нужна? Чтобы понять этот процесс и его главное назначение, стоит рассмотреть его главные особенности, характерные качества и нюансы. Данная техника может использовать для капризных и устойчивых металлов ,к примеру для сваривания меди, бронзы, алюминия и разных цветных металлов.
Проведение процесса простое и легкое, с ним сможет справиться даже начинающий сварщик. Но все же не стоит забывать про правила и главные особенности сварочных работ в аргоне.
Необходимая техническая информация
Зачастую необходимость в аргонно-дуговой сварке возникает не только на предприятиях, но и дома. Например, вам потребуется ремонт автомобиля или электрического бойлера, где бак сделан из нержавеющей стали, хотя есть много других агрегатов, в изготовлении которых задействованы сплавы и цветмет. Поэтому, зная технологию процесса, вы сможете научиться варить самостоятельно.
Поэтому, зная технологию процесса, вы сможете научиться варить самостоятельно.
Что это такое
Эта технология предусматривает на первый взгляд странное гибридное сочетание газа и электричества. Тем не менее, метод сварки в среде аргона функционирует и позволяет работать практически со всеми металлами. Более всего такой метод востребован для сварки нержавеющей стали, чугуна, меди и алюминия – их чаще всего используют при создании разных узлов и механизмов. В бытовом плане практически каждый человек сталкивается с продуктами, где применялся аргонно-дуговой метод – это маленькие бронзовые крючки для вешалки, различные люстры, бра и торшеры или задняя часть нашего холодильника.
Как видите, аргонно-дуговая сварка или, точнее, продукты, которые невозможно было бы сделать без её применения, окружают нас в быту, следовательно, такой метод очень даже может пригодиться любому домашнему умельцу. Но, как известно, рождение хорошего специалиста-практика всегда должно быть подтверждено теоретическими знаниями, и иначе не бывает. Здесь, конечно, не понадобится изучать состав элементов по таблице Менделеева, но вот без знания и понимания физических процессов плавления металлов в инертной среде никак не обойтись.
Здесь, конечно, не понадобится изучать состав элементов по таблице Менделеева, но вот без знания и понимания физических процессов плавления металлов в инертной среде никак не обойтись.
Технология сварки аргоном содержит в себе разрешение дилеммы: для поддержания горения нужен кислород, но O2 способствует окислению металлов, что неблагоприятно сказывается на соединении. При застывании сварочной ванны там образуется множество пузырьков, что никак не содействует прочности шва, а если это алюминий, то он попросту сгорает. Инертный аргон, подаваемый на ванну, окутывает место сварки защитным облаком, что минимализирует процесс окисления. Как видите, инертный газ является изоляцией от других элементов, которые есть в обычном воздухе в естественных условиях, то есть, от воздуха, которым мы дышим. Ar тяжелее всех составных газов из этого состава, поэтому сварочная дуга и часть ванны оказываются в его оболочке.
Примечание: в некоторых случаях вместо аргона (Ar) используют гелий (He) – это тоже инертный газ. Но такое происходит скорее в виде исключения, нежели правила, так как гелий гораздо дороже.
Но такое происходит скорее в виде исключения, нежели правила, так как гелий гораздо дороже.
Обратите внимание, почему предпочтение отдают именно аргону:
- Ar тяжелее всех атмосферных газов, следовательно, он способен вытеснить их из ванны;
- инертный Ar не вступает в реакцию с веществами, которые присутствует во время сварочного режима.
Примечание: в некоторых случаях вместо аргона (Ar) используют гелий (He) – это тоже инертный газ. Но такое происходит скорее в виде исключения, нежели правила, так как гелий гораздо дороже.
Теперь поговорим о методах, при которых такой процесс осуществляется в настоящее время. Существует всего три способа:
- Ручной. Когда сварщик работает ручной аргонодуговой сваркой, ему необходимо задействовать обе руки – в одной из них придется держать горелку, а другой пруток.
- Полуавтомат. Сварщик удерживает и направляет горелку рукой, а пруток подается автоматически.
- Автомат.
 Перемещение горелки и прутка осуществляется автоматически, но под наблюдением оператора. Также есть линии, на которых функции человека выполняет робот с числовым программным управлением.
Перемещение горелки и прутка осуществляется автоматически, но под наблюдением оператора. Также есть линии, на которых функции человека выполняет робот с числовым программным управлением.
Приборы (аппараты) для сварки
Для тиг сварки неопытному сварщику больше всего подойдет инверторный аппарат ММА с функцией tig оснащённый осциллятором. На этом инверторе начинающий сможет учиться tig сварке на нержавейке, низколегированной стали и др., которые не требуют большого мастерства от начинающих.
Для работы с алюминием, магнием и др. нужен более серьезный инвертор, который переключается на переменный ток.
Профессиональные инверторы снабжены дополнительными функциями:
- стабилизация дуги;
- модуляция сварочного тока;
- ускоренный поджиг;
- заварка кратера.
Правильно ими пользоваться и настраивать под силу только квалифицированным сварщикам. О tig сварке алюминия чайнику полезно прочитать на сайте mrmetall.ru.
Сварочная горелка
При работе с малыми токами – 50-150А горелка успевает остыть естественным путем – газоохлаждение. Горелка со встроенным в ручку водяным охлаждением, расчитана на рабочий ток 200-600А. Вода циркулирует через весь кабель-канал от аппарата к горелке.
Сборка горелки происходит следующим образом:
- Устанавливаем цангодержатель;
- вставляем в него цангу;
- закручиваем колпачок (не до края) – для предохранения замыканий об массу;
- вставляем неплавящийся электрод;
- на цангу наворачиваем керамическое сопло;
- настраиваем вылет электрода – минимально возможный;
- накрепко затягиваем колпачок.
Электрод вставляется по центру сопла, а по окружности подается аргон.
Рукоятка горелки закреплена к кабель-шлангу статически или посредством гибкой шейки, что позволяет выполнять тонкую и продолжительную работу в любой плоскости. Кнопка на ручке активирует подачу тока на электрод и газа.
Цангдержатели бывают с линзой и без нее. Газовая линза похожа на фильтрующую сетку, которая обеспечивает равномерный поток газа и более широкую зону защиты. Это особенно полезно для работы с нержавейкой и активными металлами. Без газовой линзы можно работать с алюминием и черной сталью. Начинающим лучше учиться на черной стали и не использовать газовую линзу.
Неплавящиеся электроды
Температура плавления вольфрама более 3400 градусов, поэтому электрод не сгорает и не плавится под действием высокой температуры. Бывают электроды из чистого вольфрама или с легирующими добавками. Кончики окрашены в различные цвета, в зависимости от предназначения.
Для получения надежного шва и стабилизации дуги, рабочий кончик электрода надо периодически затачивать. При работе с переменным током он должен быть округлым, с постоянным – под конус.
Длина заточки составляет примерно 2-3 диаметра электрода. Для стабильности дуги риски от заточного инструмента должны располагаться вдоль острия, а не поперек. Недопустимо при заточке перегревать электрод, т.к. вольфрам становится более хрупким.
Недопустимо при заточке перегревать электрод, т.к. вольфрам становится более хрупким.
Электроды выбираются в зависимости от токовых режимов сварки.
| Диаметр электрода, мм | Толщина металла, мм | Сила тока, А |
| 1,5 | 1 | 45 – 55 |
| 2 | 2 | 80 – 90 |
| 3,5 | 3 | 120 – 150 |
| 5 | 4 | 170 – 190 |
Начинающие чаще всего работают с электродами 1,6 и 2,4 мм в диаметре.
Присадочные расходные материалы
Присадка нужна для создания шва, когда растопленного металла кромок детали не хватает для заполнения сварочной ванны. Присадка – это прутки из сварочной проволоки. По составу они должны быть аналогичны или близки к свариваемому металлу.
Осциллятор
Для бесконтактного поджигания дуги в начале сварки и ее стабильности во время работы, используется высоковольтный высокочастотный генератор – осциллятор. Он может быть как отдельное устройство, так и интегрирован в сварочный аппарат.
Он может быть как отдельное устройство, так и интегрирован в сварочный аппарат.
С помощью прибора дуга зажигается без соприкосновения электрода с металлом. Это очень удобно для начинающих. В процессе сварки дуга постоянная по отношению к изменяющемуся зазору между электродом и поверхностью металла. В результате работы осциллятора получается равномерный шов.
Источники
- https://osvarka.com/vidy-i-sposoby-svarki/osobennosti-argonovoi-svarki
- https://mrmetall.ru/svarka-tig-dlja-nachinajushhih-osobennosti-svarki-tig/
- https://m-strana.ru/articles/argonno-dugovaya-svarka/
[свернуть]
Почему сварщики используют аргон (и что это такое)?
Когда дело доходит до сварки, аргон является одним из наиболее широко используемых вариантов профессиональными сварщиками. Это газ, относящийся к категории благородных газов, и он занимает третье место по содержанию в воздухе, которым мы дышим.
Почему сварщики используют аргон? Сварщики используют аргон, потому что он обычно применяется в качестве защитного агента. Когда профессионал выполняет процесс сварки, он подвергает металл воздействию высоких температур. Часто эти температуры превышают 5000 градусов и могут быть очень жаркими.
Когда профессионал выполняет процесс сварки, он подвергает металл воздействию высоких температур. Часто эти температуры превышают 5000 градусов и могут быть очень жаркими.
Газ является одним из наиболее важных газов, который часто требуется сварщикам, и может улучшить работу, выполняемую людьми этой профессиональной категории. Газ бесцветный и без запаха. Газ также негорюч и совершенно нетоксичен, поэтому его можно использовать в таких широких масштабах.
Один из самых популярных вопросов, которые люди задают об этом конкретном газе, — почему он используется. Это тип газа, который невероятно полезен для своих конкретных целей, но немногие знакомы с причинами его действия и почему большинство людей используют этот газ. В этой статье мы расскажем, почему сварщики используют аргон и тонкости этого конкретного газа.
Подробнее о том, почему сварщики используют аргон
Как я уже говорил выше, аргон часто используется в качестве защитного агента для защиты сварщиков от чрезвычайно высоких температур. Однако эти высокие температуры необходимы для превращения металла в жидкость, поэтому его можно формовать несколькими способами. Большинство металлов также плавятся при этих температурах, поэтому их можно легко сваривать и придавать нужную форму.
Однако эти высокие температуры необходимы для превращения металла в жидкость, поэтому его можно формовать несколькими способами. Большинство металлов также плавятся при этих температурах, поэтому их можно легко сваривать и придавать нужную форму.
Роль аргона в этом процессе заключается в защите расплавляемых металлов. Когда металлы соприкасаются с высокими температурами, они могут вступать в реакцию с некоторыми газами в окружающем воздухе. Он может реагировать с такими вещами, как азот, кислород и водород, присутствующими вокруг него, что может привести к нежелательным результатам. На металлы наносится аргон, поэтому они не вступают в реакцию с остальными компонентами в воздухе.
Хотя аргон широко считается одним из лучших защитных агентов в воздухе, он также считается полезным для поддержания стабильности дуги. При работе с любыми металлами всегда ценится хорошее проплавление сварного шва и лучший внешний вид. Газ аргон позволяет это сделать, поэтому он считается полезным.
Что такое защитные газы?
Термин «защитный газ» в основном используется применительно к аргону и может быть чрезвычайно полезен для всех, кто выполняет любые сварочные работы. Защитные газы — это классификация инертных или полуинертных газов.
Они защищают металлы от любых реакций, которые могут происходить в атмосфере. Защитный газ важен потому, что он помогает сварщику защитить металл, с которым он работает. Это предотвращает любые разрушения металла и позволяет сварщику работать без каких-либо беспокойств.
Несмотря на то, что аргон необходим в качестве защитного агента при работе с металлами, это не единственный компонент, который можно использовать при попытке выполнить это. Гелий также часто используют сварщики, потому что он работает аналогично аргону и дает лучшие результаты.
Кислород также иногда используется в качестве добавки при работе с металлами из-за его стабильности. Есть также несколько случаев, когда аргон используется вместе с кислородом для достижения лучших результатов.
Чем опасен аргон?
При использовании любого газа обратите внимание на то, какие меры предосторожности необходимо принять и что необходимо сделать для обеспечения максимально безопасного использования. В основном аргон относительно безопасен. Газ негорюч, а также не выделяет ничего токсичного, поэтому сварщики могут его регулярно использовать. Это также означает, что газообразный аргон не будет гореть при воздействии тепла, пламени или искр.
Несмотря на это, примите необходимые меры безопасности при использовании этого газа. Газ аргон обычно дается сварщикам в баллоне со сжатым воздухом, для которого предусмотрен свой список мер предосторожности. При использовании этого продукта необходимо соблюдать правила техники безопасности при использовании обычных компрессионных баков.
Одной из самых больших опасностей, возникающих при использовании аргона, является его повышенное присутствие в воздухе вокруг человека, который его использует. Газ аргон на тридцать восемь процентов плотнее воздуха. Это означает, что при использовании этого газа в атмосфере вокруг может быть больше аргона, чем в воздухе, которым нужно дышать.
Это означает, что при использовании этого газа в атмосфере вокруг может быть больше аргона, чем в воздухе, которым нужно дышать.
Вот почему рекомендуется использовать газ на открытом воздухе или в хорошо проветриваемом помещении. Существуют ограничения на количество аргона, которое можно поместить в баллон со сжатым воздухом. Как правило, количество в одном резервуаре достаточно безопасно для использования и не приведет к избыточному количеству в окружающей атмосфере.
Какие виды аргона используют сварщики?
Хотя аргон необходим в любом процессе сварки, разные сварщики используют аргон разной плотности и чистоты при работе. Как правило, сварщики, работающие с различными металлами и сплавами одновременно, используют 99,996% аргона. Это один из наиболее часто используемых стандартов газа, а также один из самых эффективных аргоновых газов, которые могут использовать сварщики.
Этот газ обычно предлагается большинством поставщиков, известных тем, что они предлагают аргон. Чистый аргон также является одним из типов, который используют некоторые сварщики. Это один из газов, который выбирают немногие сварщики. Чистый аргон не содержит каких-либо других компонентов и не содержит следов какого-либо другого газа или элемента. Некоторые сварщики также используют смесь CO2 и аргона.
Чистый аргон также является одним из типов, который используют некоторые сварщики. Это один из газов, который выбирают немногие сварщики. Чистый аргон не содержит каких-либо других компонентов и не содержит следов какого-либо другого газа или элемента. Некоторые сварщики также используют смесь CO2 и аргона.
Это смесь элементов, которая обеспечивает гораздо меньшую эффективность по сравнению с чистым аргоном, но является хорошим и недорогим вариантом, который могут использовать сварщики. Еще один существующий тип аргона — это медицинский аргон.
Это считается самой чистой формой Агона и не содержит следов какого-либо другого соединения или элемента. Этот аргон дорог и не сильно отличается от других комбинаций аргона, поэтому он редко используется сварщиками.
Как долго служат аргоновые баллоны?
Аргон жизненно важен для сварщиков и необходим им регулярно. Время, в течение которого может работать резервуар с аргоном, в основном зависит от используемого резервуара с аргоном, состава резервуара и общего использования, которым занимается один человек. Одним из первых факторов, влияющих на период, в течение которого длится аргон, является размер бака.
Одним из первых факторов, влияющих на период, в течение которого длится аргон, является размер бака.
Резервуары с аргоном могут быть разных размеров, и аргон, который используется из резервуара, может определить, сколько времени потребуется, чтобы резервуар закончился. Настройки давления в баке также могут повлиять на то, как долго он прослужит. Настройки предварительного и последующего потока в резервуаре могут играть роль в определении того, сколько и как долго продлится.
Размер резервуара, который обычно получают, составляет от 30 до 40 SCF. Это одни из самых распространенных размеров, которые используют сварщики при выполнении своих задач. Сварщик, регулярно использующий этот резервуар, может рассчитывать на достаточное количество аргона примерно на три-шесть месяцев.
Почему сварщики используют регуляторы аргона?
При работе с любым аргоном сварщики используют нечто, известное как регулятор аргона. Это важно для тех, кто регулярно использует аргон в своих сварочных процессах.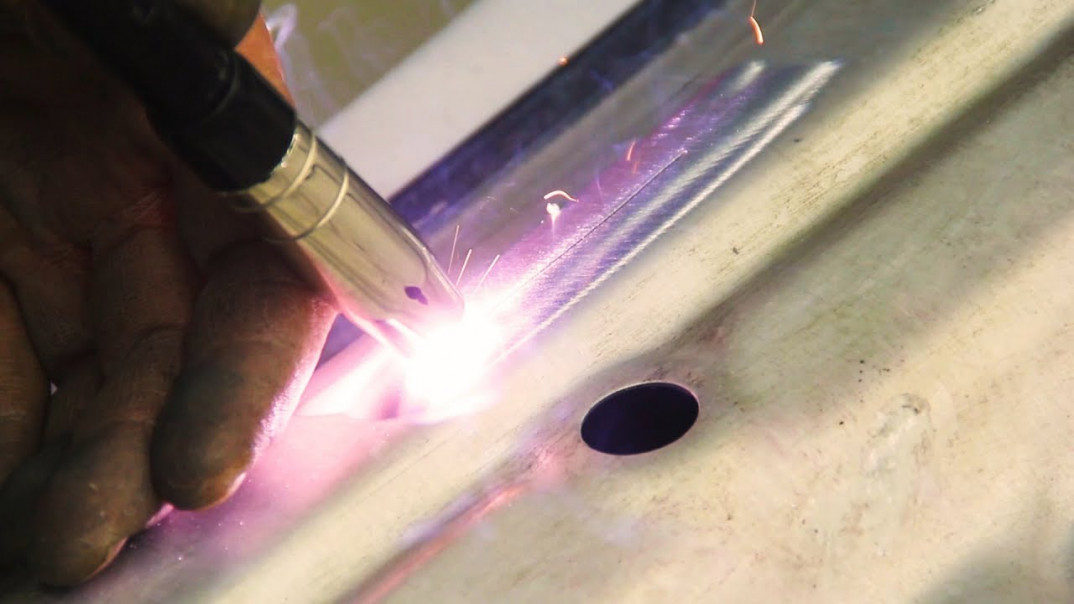 Любой хороший сварщик порекомендует использовать его из-за его эффективности и простоты использования имеющегося у него аргона.
Любой хороший сварщик порекомендует использовать его из-за его эффективности и простоты использования имеющегося у него аргона.
Одна из основных причин, по которой регулятор аргона считается необходимым, заключается в том, что он помогает регулировать поток аргона из резервуара. Это также позволяет сварщику получать более стабильную подачу аргона, а не все сразу.
Найдите хорошо работающий регулятор, совместимый с используемым баком. Обратите внимание на резервуар, который вы используете, и на регулятор, который с ним работает. Это важно, потому что не все регуляторы подходят для всех типов резервуаров, доступных в настоящее время на рынке.
При каком давлении сварщики используют аргон?
Один из наиболее важных вопросов, который люди задают сварщикам, касается давления, при котором они используют свой аргон. Большинство резервуаров с аргоном хорошо работают, если установлено значение 10PSL.
Это также один из наиболее часто используемых стандартов среди тех, кто хочет эффективно эксплуатировать свои машины. Сварщики обычно регулируют давление в резервуаре в соответствии со своими индивидуальными потребностями и металлами, с которыми они работают.
Сварщики обычно регулируют давление в резервуаре в соответствии со своими индивидуальными потребностями и металлами, с которыми они работают.
Простота регулировки является огромным преимуществом. Это также позволяет им адаптировать расход аргона в соответствии с тем, что им больше всего подходит и что им нужно в данный момент. Одна вещь, которая влияет на давление, которое используют сварщики, — это расстояние, на котором находятся электроды.
Если электрод находится дальше, усилие, необходимое сварщику, будет больше. Чем большее давление аргона использует сварщик, тем больший охват он может получить, работая таким образом.
Похожие вопросы
Что такое газ C25?
Газ C25, также известный как Autoweld, представляет собой негорючую, адаптивную, эксклюзивную комбинацию газов, используемую для сварки углеродистых, нержавеющих и стальных металлов с покрытием.
Какой газ лучше всего подходит для сварки МИГ мягкой стали?
Одним из наиболее часто используемых инертных газов для сварки МИГ мягкой стали является аргон. Аргон, без сомнения, является основным защитным газом, используемым при сварке TIG большинства металлов, сварке легких сплавов MIG или пайке MIG-пайкой. Наиболее нормальными активными газами являются стопроцентный СО2 и смесь аргона и углекислого газа.
Аргон, без сомнения, является основным защитным газом, используемым при сварке TIG большинства металлов, сварке легких сплавов MIG или пайке MIG-пайкой. Наиболее нормальными активными газами являются стопроцентный СО2 и смесь аргона и углекислого газа.
Аргонная сварка | Лучший газ для использования?
Welding Empire является участником партнерской программы Amazon. Как партнер Amazon мы получаем комиссию от соответствующих покупок.
Аргонная сварка очень популярна как среди промышленных, так и среди бытовых сварщиков.
В этой статье вы узнаете все, что вам нужно знать об аргонной сварке как для сварки вольфрамовым электродом в среде инертного газа (TIG), так и для сварки металлов в среде инертного газа (MIG) для ваших сварочных проектов.
Аргон, атомный номер 18, широко распространенный инертный газ, который находит применение в различных отраслях промышленности. Его стабильная электронная структура позволяет ему оставаться нереакционноспособным в различных условиях.
Каково применение аргона в сварочных работах?
Аргон — инертный благородный газ, а это означает, что он не будет реагировать ни при каких обстоятельствах. При сварке высокие температуры обычно достигают экстремальных значений (до 5000°), что может вызвать нежелательные химические реакции.
Аргон, однако, остается совершенно стабильным при таких повышенных температурах и продолжает нормально функционировать.
В основном аргон и его смеси используются для двух процессов сварки, экранирования и продувки.
Оба процесса немного отличаются друг от друга, но их конечной целью является создание инертной среды для металла шва во время операции сварки.
В процессе защиты место сварки продувается защитным газом для сохранения целостности свариваемого материала.
Тепло действует как катализатор многих химических реакций, а кислород, азот и водород в воздухе могут связываться со сварным соединением, создавая пористость в этой области.
Сварщики используют защитные газы для создания инертного барьера вокруг сварочной ванны. Барьер предотвращает проникновение любых других загрязняющих веществ и защищает металл.
Защитные газы являются важной частью любого процесса дуговой сварки.
Аргон — не единственный защитный газ, используемый в промышленности, но, безусловно, наиболее широко используемый вариант благодаря своим свойствам. Несмотря на свои отличные свойства, аргоновый сварочный газ вполне доступен из-за его обилия.
Продувка аргоном
Еще одним распространенным процессом сварки труб из нержавеющей стали является продувка аргоном.
Процесс основан на защите и расширяет инертный барьер, чтобы покрыть и другую сторону сварного соединения. Это требуется для многих стандартов сварки.
Придает сварному шву эстетичный вид и повышает общую защиту от окисления.
Как правило, процесс продувки обычно используется при сварке TIG нержавеющей стали, и чистый аргон, возможно, является наиболее предпочтительным сварочным газом для этого процесса.
Используется в трубопроводах для пищевых продуктов или химических веществ для предотвращения попадания загрязнений или бактерий на внутренний валик стыкового сварного шва.
Благодаря защите ванны расплава изнутри, хром не окисляется, что предотвращает засахаривание внутреннего валика сварного шва.
Преимущества использования аргона для сварки
Аргон стоит у руля всех защитных агентов. Он обладает отличной проникающей способностью и может поддерживать стабильную дугу для облегчения сварки.
Обеспечивая более высокий уровень контроля сварочной ванны, он может использоваться при дуговой сварке вольфрамовым электродом в среде защитного газа для сварки листового металла.
Многие сварщики отдают предпочтение газу для аргоновой сварки, так как он очень экономичен по сравнению с другими альтернативами, доступными на рынке, что дает им возможность производить требуемые косметические сварные швы на тонколистовом металле по доступной цене.
Некоторые преимущества использования аргона в чистом виде или в смесях для сварки MIG и TIG перечислены ниже.
Аргон и инертен, и распространен в большом количестве
Аргон относится к группе инертных газов, но, в отличие от других газов этой группы, получить аргон очень просто.
Этот газ считается третьим по распространенности газом в атмосфере Земли и может быть извлечен путем сжижения воздуха.
Процесс может показаться сложным, но он проще, чем процессы получения других газов, таких как гелий.
Благодаря своим благородным свойствам аргон не токсичен и не горюч. Это делает его относительно безопасным вариантом для сварочных работ.
Однако существуют и другие проблемы безопасности, связанные с аргоновой сваркой, которые будут обсуждаться позже.
Аргон создает стабильную дугу
Будучи стабильным газом, аргон не обладает ионизирующим потенциалом, что означает, что ток, используемый для дуговой сварки, будет иметь ограниченный путь.
Это позволяет аргону создавать стабильную сварочную дугу, которая становится более концентрированной и улучшает проплавление. Еще одним качеством аргона является его низкая теплопроводность.
Этот сварочный газ обеспечивает более низкую скорость теплопередачи за пределами высокой температуры сварочной ванны и удерживает тепло сконцентрированным, что дополнительно повышает стабильность сварочной дуги.
Более низкая теплопроводность аргонового сварочного газа также является основной причиной того, что этот газ является практически единственным отличным вариантом для вас, если вы хотите сваривать алюминий или другие цветные материалы.
Аргон обеспечивает более чистые и прочные сварные швы
Благодаря стабильной дуге результаты аргоновой сварки функциональны и эстетичны.
Защитный эффект аргона защищает сварную ванну от повреждений, сохраняя структурную целостность материала.
Точно так же аргон предотвращает непривлекательный внешний вид сварных соединений, препятствуя образованию карбида, чрезмерному разбрызгиванию, обесцвечиванию и ряду других визуальных дефектов.
Аргон может образовывать различные смеси с реактивными и нереактивными газами
Поскольку чистый аргон нереактивен, его можно легко смешивать с любым другим защитным газом, не вступая в химическую реакцию с поверхностью металла или присадочной проволокой.
Это качество позволяет сварщикам изготавливать несколько смесей, отвечающих их конкретным потребностям.
Сварка MIG представляет собой смесь газов гелия и аргона, которые являются инертными.
При сварке MAG важную роль играет введение реактивных газов, таких как двуокись углерода (CO2) или кислород, для обеспечения более высокой скорости перемещения и более высокой скорости наплавки металла при более высоких температурах дуги.
Сварщик может увеличить скорость присадочного металла, сохраняя при этом стабильную дугу, что сводит к минимуму контроль сварочной ванны и уменьшает разбрызгивание.
Например, химически активные газы, во многих случаях сварки TIG с более толстыми деталями из цветных металлов, чистый аргон не может обеспечить качественные результаты.
В таких случаях смесь, содержащая аргон и гелий, будет лучшим выбором, поскольку она сохранит положительные свойства обоих благородных газов.
Хотите узнать больше о сварочных газовых смесях? Ознакомьтесь с качествами самых популярных сварочных смесей на современном рынке.
Сварка MAG с аргоном (сварка в активном газе)
Для процесса дуговой сварки в среде защитного металла аргоновая смесь чаще используется в виде смесей для улучшения переноса металла на более толстые материалы, обеспечивая при этом меньший профиль сварного шва из-за более глубокого провара.
Чтобы прочитать специальную статью о влиянии добавления углекислого газа, гелия или кислорода в сварочный защитный газ, щелкните здесь.
Если вы имеете дело с цветными металлами, в случае сварки MIG аргоновый сварочный газ может быть смешан с некоторыми реактивными газами, такими как CO2, азот, кислород и даже водород.
Хотя вы также можете использовать чистый аргон в качестве защитного газа для сварки MIG, полученный сварной шов будет узким и непривлекательным.
Сварка ВИГ с аргоном
Для сварки ВИГ (дуговая сварка вольфрамовым электродом) аргон является универсальным решением, которое может обеспечить приемлемые результаты практически при любых обстоятельствах.
Аргон может использоваться как при переменном токе (переменный ток), так и при постоянном токе. В чистом виде защитный газ дает превосходные сварные швы, которые выглядят невероятно и обладают сильными механическими характеристиками.
Аргон также является широко используемым газом для процесса продувки, что очень характерно для сварки TIG нержавеющей стали и других коррозионно-стойких металлов.
Сварщик обычно настраивает сварочный аппарат на постпоток примерно на 5-7 секунд.
Сварщик оставляет чашу над готовым сварным швом, чтобы предотвратить окисление поверхности по мере остывания сварного шва.
Это также защитит вольфрам (заостренный электрод), продолжая подачу аргона после сварки.
Для некоторых операций с цветными металлами и очень толстыми деталями сварщики используют смеси газов аргона и гелия для увеличения провара, скорости и стабильности дуги.
Подобно аргону, гелий также является инертным газом. Он либо приобретается в виде смеси в баке со сжатым воздухом, либо сварщик может смешать его с тройником.
Однако следует помнить, что сварку TIG нельзя выполнять с реактивным защитным газом.
Смеси защитных газов, используемые при сварке MIG/MAG, которые содержат CO2, кислород и другие химически активные газы, не будут работать при сварке TIG, поскольку они начнут реагировать с основным металлом, вольфрамовым электродом и загрязнять сварочную ванну, ухудшая качество сварки. основной металл и введенный присадочный металл.
Некоторые распространенные смеси аргона в качестве защитного газа для сварки
Хотя аргон чрезвычайно полезен как при сварке TIG, так и при сварке MIG, во многих случаях его использование отдельно нецелесообразно.
Ручная сварка для одного. В таких случаях сварщики используют различные смеси для улучшения определенных качеств, таких как скорость сварки, проплавление и т. д. газ для сварочных работ.
д. газ для сварочных работ.
При заданной длине дуги добавление смеси гелия к чистому аргону повысит напряжение дуги на 2 или 3 вольта. (open.edu)
В следующих разделах мы составили список из четырех наиболее часто используемых смесей в отрасли.
Вы заметите, что процент аргона во всех этих случаях довольно высок по сравнению с другим газом.
Как было сказано ранее, газовые смеси для сварки TIG также могут использоваться при сварке MIG, но обратное неверно. Сварочные газы MIG нельзя использовать для сварки TIG.
90/10 аргон-гелий (TIG)
Этот смешанный инертный защитный газ содержит 90% аргона и 10% гелия. Более высокое тепловложение от добавления гелия придает ему невероятную текучесть в сварочной ванне и повышает стабильность дуги.
С его помощью вы получите невероятную отделку и сможете увеличить скорость сварки.
Добавленный гелий обеспечивает более глубокое проплавление сварного шва и более плоский профиль валика, а также возможность сварки TIG на высоких скоростях.
75/25 аргон-гелий (TIG)
Смесь 75% аргона является лучшим выбором для сварки толстых сварных швов цветных металлов, таких как алюминий.
Алюминий обладает высокой теплопроводностью, поэтому машина должна обеспечивать большую силу тока, чтобы преодолеть очищающее действие переменного тока.
Если вам требуется более глубокое проникновение или толщина материала превышает предельную силу тока вашей машины при использовании чистого аргона, вместо этого вы можете использовать смесь аргона/гелия 75/25.
Обеспечивает высокую скорость сварки и уменьшает как оксиды, так и зону термического влияния в сварном шве, сохраняя при этом профиль глубокого провара.
Этот газ обычно используется для изготовления алюминиевых лодок, промышленных теплообменников, труб и других интенсивных промышленных применений. Очень редко чистый гелий используется в качестве основного защитного газа из-за его высокой стоимости.
75/25 аргон-двуокись углерода (MIG)
Смесь 75 % аргона и 25 % CO2, более известная как C25, возможно, является наиболее часто используемой смесью для сварки MIG в промышленности.
Эта смесь с более высоким содержанием углекислого газа обеспечивает в целом наилучшие характеристики, когда речь идет о внешнем виде готового сварного шва, стабильности дуги и более широкой форме провара.
CO2 хорошо известен своей более широкой проникающей способностью, а добавление аргона может уменьшить чрезмерное разбрызгивание чистого CO2.
Другими важными факторами являются более высокие скорости сварки. Независимо от того, являетесь ли вы сварщиком в домашних условиях или работаете профессионально, сварочный аппарат C25 — идеальный выбор для решения большинства ваших задач по сварке углеродистой стали методом MIG.
Хорошо подходит для сварки MIG/MAG с коротким замыканием вплоть до шарового переноса.,
A85/15 Аргон-двуокись углерода (MIG)
Это еще одна популярная смесь для сварки MIG, которая подходит для многих сварочных работ. на приличной скорости и финиш.
Однако проникающая способность этого защитного газа довольно ограничена, что делает его пригодным для работы с базовыми материалами толщиной от 1 мм до 12 мм.
Лучший размер бензобака для аргонной сварки
Аргон — обычно используемый газ для сварочных работ, где требуется обратная продувка и более высокая скорость потока.
Нельзя зацикливаться на очень маленьком баллоне и продолжать тратить время на частые поездки на заправку, иначе можно потерять продувку на критическом сварном шве.
Точно так же нецелесообразно иметь самый большой цилиндр, если вам нужен портативный вариант.
Чтобы определить наиболее подходящий размер газового баллона для ваших приложений, вы должны рассмотреть ваши приложения и другие требования, прежде чем принимать решение.
Вы можете обратиться к таблице, чтобы узнать больше об общих размерах. Здесь.
Каков срок службы резервуара для аргоновой сварки?
Общее время работы вашего сварочного газового баллона зависит от двух факторов. Общий объем баллона и установленный вами расход газа.
Скорость потока является важным параметром как для сварки MIG, так и для сварки TIG, поскольку она определяет уровень защиты вашего соединения.
Если вы хотите получить высококачественную сварку, вам потребуется идеальный баланс, поскольку как низкая, так и высокая скорость потока могут повлиять на качество сварки.
Большинство сварщиков поддерживают расход газа в пределах 20–35 кубических футов в час при сварке MIG и 15–40 кубических футов в час при сварке TIG.
На требуемый расход для ваших сварочных работ влияет множество факторов, которые могут выходить за указанные диапазоны.
Чтобы рассчитать общее время сварки, используйте следующую формулу:
Время сварки (часы) = объем газового баллона в кубических футах (куб. фут) / скорость потока в куб. газовый баллон с расходом нагнетания 20cfh.
125 куб. Вы можете определить, как долго прослужит ваш сварочный бак, используя приведенную выше формулу для вашего газового баллона.
Важные правила техники безопасности при сварке аргоном
Аргон — это нетоксичный, негорючий и нереакционноспособный газ. Но есть и очень серьезные опасности.
Но есть и очень серьезные опасности.
Поскольку аргон хранится под чрезвычайно высоким давлением в сжатом резервуаре, первостепенное значение имеют надлежащие меры безопасности и хранение баллонов.
При хранении газа закрепите баллоны, чтобы они не упали и не сломали клапан.
Было много случаев, когда бутылка превращалась в мощную ракету, которая могла пробить бетонную стену из-за сильного выброса газа под высоким давлением.
Манометр высокого давления должен быть в отличном рабочем состоянии, чтобы правильно регулировать поток газа.
Негерметичные или поврежденные манометры могут привести к попаданию примесей в защитный газ, или утечка газа может накопиться в рабочей зоне до высоких уровней, истощая кислород и ухудшая качество воздуха.
При сварке труб из нержавеющей стали или титана с продувкой используется почти вдвое больше аргона.
Если сварщик выполняет сварку в ограниченном пространстве, аргон накапливается до предела, при котором уровень кислорода настолько низок, что человек тонет в аргоне. Каждый год регистрируется множество смертей от удушья инертным газом.
Каждый год регистрируется множество смертей от удушья инертным газом.
Если содержание кислорода в окружающей среде падает ниже 6%, у человека прекращается дыхание с последующими судорогами и остановкой сердца.
При такой концентрации это может произойти почти сразу. Люди погибли, пытаясь спасти товарища по работе в случае удушья, и умерли сами.
Аргон тяжелее воздуха, поэтому он накапливается, как будто это вода, заполняющая окружающую среду.
Любой, кто входит в резервуар или замкнутое пространство, должен иметь часы безопасности, детектор кислорода и план эвакуации на случай чрезвычайной ситуации.
Заключительные мысли по сварке в аргоне
Аргон — это защитный газ высокой чистоты, один из наиболее распространенных инертных газов, используемых в любом сварочном процессе.
Его универсальность, функциональность и доступность сделали его популярным среди профессиональных сварщиков и сварщиков-любителей.
Как чистый аргон, так и его смеси регулярно используются сварщиками MIG и TIG во всем мире.
В этой статье мы рассмотрели самую основную информацию об аргоновом сварочном газе, которую должен знать каждый, кто связан с этой отраслью.
Хотите узнать больше о сварке, обычном оборудовании и других компонентах?
Ознакомьтесь с остальными статьями на этом сайте.
Содержание
Поделиться на facebook
Поделиться на Twitter
Поделиться на linkedin
Сварочные электроды портятся
11 декабря 2020 г.
Сварочные электроды портятся? Короткий ответ:
Подробнее »
Лучший способ удалить сварочные брызги со стекла
2 октября 2020 г.
В этом руководстве мы познакомим вас с
Подробнее »
Сварочный газ MIG | Получите лучший газ для своей сварки
26 сентября 2020 г.
Сварочный газ MIG может быть реактивным или нереактивным.
Подробнее »
Аргонная сварка | Лучший газ для использования?
16 сентября 2020 г.
Аргонная сварка очень популярна как среди промышленных, так и среди промышленных предприятий. ваш TIG (или любой
Подробнее »
Вольфрамовые электроды | Как выбрать размер и тип
3 сентября 2020 г.
Выбор подходящего вольфрама для работы почти
Подробнее »
Аргоно-кислородные смеси для сварки — Eureka Oxygen
Защитные газы широко используются с начала 20-го века и в настоящее время превратились в неотъемлемую часть коммерческих и промышленных сварочных процессов. С течением времени стало очевидно, что смешивание газов с различными характеристиками часто выгодно в ряде различных применений. Одной из наиболее часто используемых промышленных газовых смесей является смесь аргона и кислорода. Хорошо известно, что смеси аргона и кислорода обеспечивают многочисленные преимущества, особенно по сравнению с другими альтернативными защитными газами или даже их смесями. Давайте теперь более подробно рассмотрим, почему аргонно-кислородные смеси пользуются большим спросом в сварочном секторе.
Давайте теперь более подробно рассмотрим, почему аргонно-кислородные смеси пользуются большим спросом в сварочном секторе.
Аргон классифицируется как благородный газ или иначе известный как инертный газ. Для тех, кто, возможно, находится в темноте, благородный или инертный газ — это газ, который не может вступать в реакцию с другими элементами, находящимися поблизости. Это делает аргон очень идеальным, когда сварщик работает с особенно химически активными металлами. С этой целью аргон часто используется в качестве так называемого защитного газа. Ключевой функцией защитных газов является защита сварочной ванны от внешних воздействий или даже загрязнений.
Это, конечно же, включает обеспечение достаточной защиты от атмосферных факторов, включая окисление и поглощение азота. Защитные газы, такие как аргон, также полезны для стабилизации электрической дуги.
Однако использование чистого аргона при сварке всегда сопряжено с рядом недостатков, которые могут ухудшить его способность гарантировать целостность сварных швов и стабильность дуги. Таким образом, единственным решением, позволяющим обойти эти проблемы, является введение другого подходящего газа для создания смеси, подходящей именно для того применения, которое вы, возможно, имеете в виду.
Таким образом, единственным решением, позволяющим обойти эти проблемы, является введение другого подходящего газа для создания смеси, подходящей именно для того применения, которое вы, возможно, имеете в виду.
Было доказано, что добавление небольшого количества кислорода к аргону значительно улучшает текучесть защитного газа и даже общее качество наплавленного металла. Кислород в смеси с аргоном может легко служить активным защитным газом, если его концентрация ниже 10%. Это также имеет большое значение для обеспечения необходимых высоких уровней энергии и тепла для сварных швов. Кислород облегчает почти все процессы горения, просто увеличивая уровни температуры и скорости горения. Следовательно, в этом случае добавление к аргону пониженных уровней кислорода устраняет недостатки использования чистого аргона. Улучшая теплопередачу, кислород может ускорить скорость образования капель и даже удерживать сварочную ванну в расплавленном состоянии в течение длительных периодов времени. В свою очередь, это позволяет металлам, с которыми вы, возможно, работаете, течь и в конечном итоге сплавляться гораздо более равномерно по сварному шву и сглаживать валик.
В свою очередь, это позволяет металлам, с которыми вы, возможно, работаете, течь и в конечном итоге сплавляться гораздо более равномерно по сварному шву и сглаживать валик.
Каковы основные области применения аргонно-кислородных смесей при сварке?
Обычно аргонно-кислородные смеси используются при сварке углеродистых сталей большого сечения при производстве самых разных изделий. Сюда входит сельскохозяйственное оборудование, сборка автомобилей, корабли, военный транспорт и многое другое. Кроме того, эти промышленные газовые смеси используются при дуговой сварке струйным распылением компонентов из ферритной и аустенитной нержавеющей стали. Аргонно-кислородные смеси можно также использовать при дуговой сварке нержавеющих и углеродистых сталей в среде защитного газа.
Давайте теперь кратко рассмотрим различные смеси этих промышленных газов, которые обычно используются в сварочном секторе.
Аргон-кислород (99% -1%)
Данная смесь аргона и кислорода в основном используется для переноса распылением нержавеющей стали.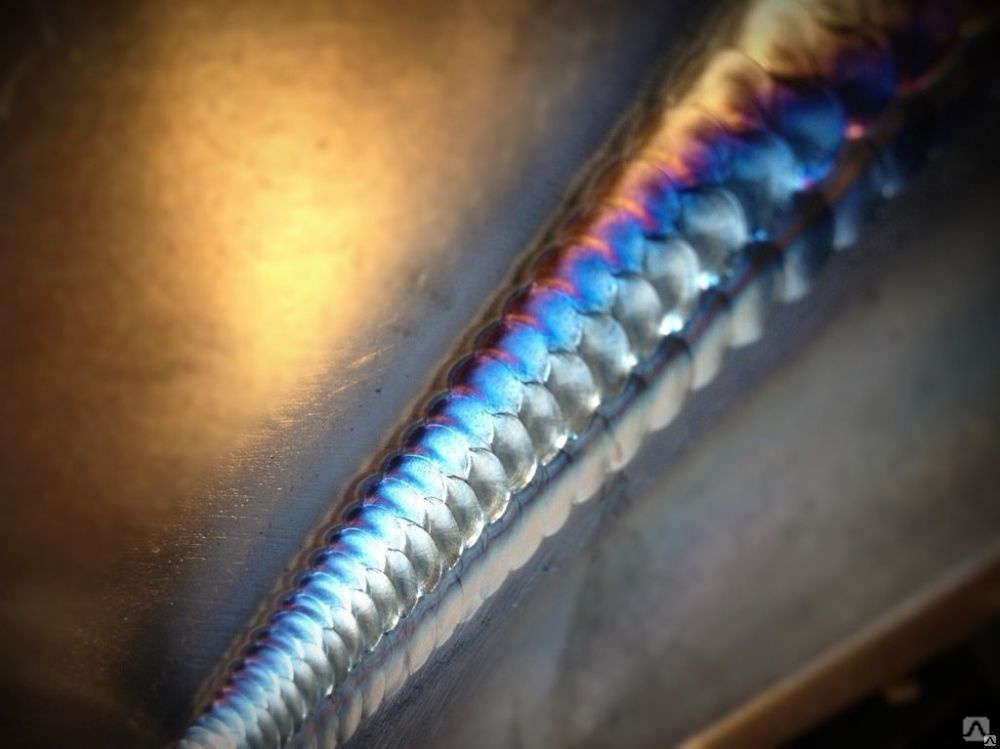 В этом конкретном случае соотношение смеси более чем достаточно для эффективной стабилизации дуги. В то же время улучшается скорость капель и внешний вид шариков.
В этом конкретном случае соотношение смеси более чем достаточно для эффективной стабилизации дуги. В то же время улучшается скорость капель и внешний вид шариков.
Аргон-кислород (98% – 2%)
Эта смесь является подходящим решением для переноса распылением нержавеющей стали. Это лучшая смесь для дуговой сварки углеродом и рядом низколегированных сталей. В этом применении он известен тем, что обеспечивает более влажное действие по сравнению с 1% кислородной смесью. Тем не менее, известно, что он дает более темный внешний вид шариков.
Аргон-кислород (95% – 5%)
Смесь 95% аргона и 5% кислорода является наиболее предпочтительным решением, когда речь идет о сварке обычных углеродистых сталей. Он отличается заметно более текучей, но контролируемой сварочной ванной и гораздо более высокими скоростями перемещения по сравнению с другими смесями.
Каковы основные преимущества аргонно-кислородных смесей при сварке?
Как было сказано ранее, смеси аргона и кислорода могут обеспечить множество преимуществ по сравнению с другими альтернативными защитными газами. Некоторые из наиболее заметных из них гарантируют существенное снижение эксплуатационных расходов и улучшение общего качества сварки. Использование этих промышленных газовых смесей позволяет сварщикам выполнять высококачественные сварные швы, особенно когда они используют режимы переноса металла короткой дугой, распылением или импульсным распылением.
Некоторые из наиболее заметных из них гарантируют существенное снижение эксплуатационных расходов и улучшение общего качества сварки. Использование этих промышленных газовых смесей позволяет сварщикам выполнять высококачественные сварные швы, особенно когда они используют режимы переноса металла короткой дугой, распылением или импульсным распылением.
Известно, что эти смеси значительно минимизируют или даже полностью устраняют брызги. В свою очередь, это сводит к минимуму необходимость интенсивной послесварочной очистки. Наконец, поскольку они гарантируют меньше отходов проволоки благодаря меньшему разбрызгиванию при сварке, это обеспечивает повышенную эффективность наплавки, что, в свою очередь, минимизирует общую стоимость часа, трудозатраты и затраты на проволоку.
Компания Eureka Oxygen является ведущим поставщиком широкого спектра промышленных газов для сварки, в том числе аргонно-кислородных смесей. Для получения более подробной информации о сварочном газе, который мы храним, а также о различных сварочных принадлежностях, сварочном оборудовании и другом промышленном оборудовании, пожалуйста, посетите наши различные местоположения, перечисленные здесь.