 alexxlab
alexxlab Как правильно паять трубы отопления?
Главная » Отопление
Отопление
Автономную систему отопления выгодно установить с использованием пластика. Это то, что делают большинство индивидуальных домостроителей. Современные полипропиленовые трубы и фасонные части очень хорошо выдерживают нагрузки, их можно недорого купить и установить своими руками.
Однако, чтобы работа была качественной, а связь функционировала должным образом, необходимо правильно выбрать материал, знать, как паять трубы отопления, и соблюдать правила техники безопасности.
Содержание
- Виды труб для отопительных систем
- Способы пайки
- Как варить трубы из полипропилена (инструкция)
- Меры безопасности
- Секреты качественной сварки труб
Виды труб для отопительных систем
Традиционные металлические и пластиковые трубы подходят для монтажа систем отопления с некоторыми оговорками в отношении условий их эксплуатации.
Типы труб для систем отопления:
- Сталь. Стальные трубы без специального защитного покрытия в системах отопления используются повсеместно в жилых домах. Сталь хорошо выдерживает тепловые нагрузки, повышенное давление в сети. Недостаток в том, что они подвержены коррозии. В условиях применения агрессивных добавок в промышленных тепловых сетях значительно сокращается срок их службы. Для индивидуальных конструкторов стальные материалы представляют проблему с точки зрения самостоятельной сборки.
- Оцинкованная служебная сталь. Оцинкованные материалы прочнее необработанной стали. Но они еще и дороже.
- Медь. Эти материалы можно назвать аристократами в строительстве систем отопления. Медные трубы и фитинги долговечны, но дороги. Их сборка требует особых навыков.
- Нержавеющая сталь. Трубы из нержавеющей стали — дорогой материал. Они прочны, надежны в эксплуатации, но требуют особых навыков при сборке трубопроводов.
- Пластиковый металл. Это легкие материалы, которые легко установить.
 В отопительных системах они используются редко, так как в таких условиях не имеют большого срока службы.
В отопительных системах они используются редко, так как в таких условиях не имеют большого срока службы. - Полимерные материалы. В системах отопления используются трубы из полипропилена. Это недорогие коммуникации, которые при желании может установить непрофессионал. Трубы не подвержены коррозии. При правильном монтаже полипропиленовые трубы служат десятилетиями. Их недостаток — ограничение допустимой температуры и давления в системе. Однако для дома автономные системы отопления идеально подходят полипропиленовые трубы.
Пожалуйста, обратите внимание! К общим недостаткам металлических коммуникаций можно отнести их высокую теплопроводность. Это свойство металла значительно увеличивает теплопотери при транспортировке теплоносителя.
Полипропиленовые трубы отопления не обладают многими недостатками металла. Процесс их соединения называется пайкой или сваркой.
Для монтажа пластика понадобится специальный инструмент, подробная инструкция, как паять трубы отопления. Работа не сложная. После некоторой практики даже непрофессионал сможет установить хорошее соединение.
Работа не сложная. После некоторой практики даже непрофессионал сможет установить хорошее соединение.
Способы пайки
Есть 3 способа соединения пластиковых труб и фитингов, два из которых термические:
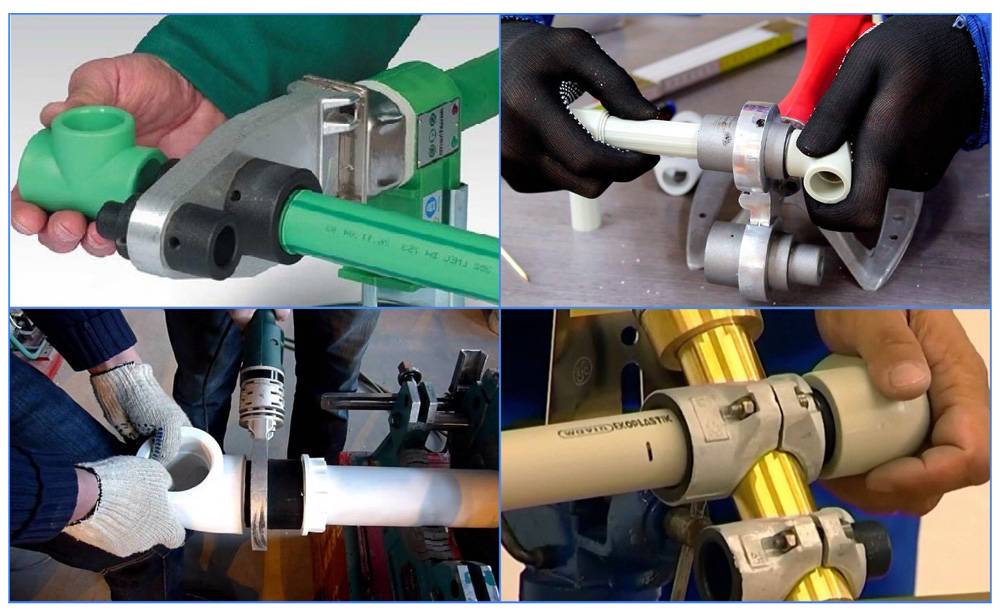
- Диффузионная сварка с помощью специального паяльника. В его основе лежит процесс молекулярной диффузии (смешения) органических полимерных материалов при нагревании до точки плавления.
- Диффузионная сварка с использованием специальной электромуфтовой арматуры. Основа процесса аналогична первому способу. Отличие в технологии — здесь требуются специальные дорогие приспособления с вживленными электродами. Благодаря электромуфтам вы можете сделать отопительную установку без использования паяльника.
- Химическая сварка (метод холодной сварки пластиковых элементов). Холодная сварка предполагает химическое «плавление» полипропилена. Детали смазываются специальной смесью и соединяются.
Пожалуйста, обратите внимание! Для отопительных установок подходят только первые два способа пайки.
Холодная сварка не делает сварной шов достаточно прочным для системы отопления.
Схематично процесс пайки можно описать следующим образом:
- конец отопительной трубы и арматуры нагревается;
- подключен при нагревании;
- держать в нужном положении, пока он не остынет.
В результате получается прочная молекулярная связь деталей. Правильная пайка дает мастеру неразъемное соединение, которое не имеет видимых границ стыкового шва при резке.
Как варить трубы из полипропилена (инструкция)
Для выполнения этой работы вам потребуются следующие инструменты:
- Паяльник для полипропиленовых материалов. Это специальное устройство, работающее от сети. Паяльник имеет нагревательный элемент в виде пластины (сабля) или трубки (цилиндрической формы). Конфигурация устройства никак не влияет на качество пайки. Нагревательный элемент паяльника оснащен насадками, адаптированными под диаметр нагревательных трубок (от 16 до 32 мм). Достаточной мощности для домашнего использования составляет от 800 до 1200 Вт.
- Пластиковые ножницы или труборез.
- Инструмент для снятия фаски или нож для обрезки острых кромок.
- Линейка, маркер, разметочный угольник.
Предварительный этап предполагает создание плана и чертежа будущей системы отопления. Затем отрежьте трубы до нужного размера. Пайка осуществляется поэтапно складыванием отдельных частей коммуникаций на горизонтальной поверхности. Затем готовые секции собирают в одну систему.
Пошаговая инструкция по пайке труб отопления:
- Паяльник устанавливается на пол, к нему присоединяются насадки необходимого диаметра, соединяются.
- Подождите, пока паяльник достигнет соответствующей температуры (для полипропилена 260 градусов). Одновременно присоедините одну насадку и вставьте конец трубы в другую. Предварительно отметьте на трубе глубину пайки.
- В зависимости от диаметра подключаемого элемента нужно ждать более длительный промежуток времени.
- При этом обе руки используются, чтобы вынимать горячие части и соединять их друг с другом.

- Оставьте, пока смола не затвердеет.
Примечание! Чтобы держать паяльник, его удобно зажать между коленями, правильно расположив на полу.
Паять трубы отопления из полимерных материалов довольно просто. Главное, делать все по инструкции одновременно, быстро и точно.
Не отключайте паяльник от сети во время работы.
Таблица времен нагрева и охлаждения в зависимости от диаметра элементов. Эти времена действительны для температуры воздуха для пайки 20 ° C. Если температура окружающей среды другая, время необходимо скорректировать.
| Диаметр материала | Время разогрева (секунды) | Время запечатывания (в секундах) | Интервал охлаждения (в секундах) |
|---|---|---|---|
| 16 | 5 | 6 | 3 |
| двадцать | 5 | 6 | 2 |
| 25 | 7 | 10 | 2 |
| 32 | 8 | 10 | 4 |
Меры безопасности
При работе с обогревателем используйте средства индивидуальной защиты:- Паяльник необходимо ставить на горизонтальную поверхность в месте, свободном от материалов.

- Всегда надевайте защитные перчатки (для горячих инструментов) и удобную спецодежду.
- Не наклоняйтесь над плавящимся пластиком, так как при этом выделяются вредные пары.
- Помещение должно быть относительно чистым. Рабочая поверхность & # 8212; без пыли, мусора.
- Подключение вилки паяльника к электросети должно быть плотным, кабель ослабленным.
Разогрейте сварочный инструмент в течение 20 минут, если на нем нет соответствующего индикатора.
Секреты качественной сварки труб
Чтобы пайка труб отопления была качественной, а соединение — безупречным, необходимо знать маленькие секреты этого процесса:
- Труба не должна входить в фитинг в холодном состоянии.
- Операция надевания элементов на паяльник осуществляется одновременно, зажимом, но без затяжки.
- Элементы соединяются без лишнего давления и перекручивания.
- Элементы удерживают в фиксированном положении до полного остывания.
- Хорошее соединение приводит к равномерному скоплению пластика по диаметру трубы возле фитинга.

Если вы впервые собираетесь паять трубы отопления, купите дешевую арматуру и трубный инвентарь. Заранее потренируйтесь почувствовать и понять физические свойства холодного и расплавленного материала. Чтобы проверить качество припоя, разрежьте разъем и осмотрите его изнутри.
Каталог сайтов Всего.руСтатьи » Не так страшна пайка медных труб, как ее малюют: учимся на практике
Медные трубы вошли в обиход относительно недавно, но уже хорошо зарекомендовали себя в системах водоснабжения и отопления. Медь высшего качества обеспечивает выигрыш в пластичности и гибкости при большом запасе конструктивной прочности и устойчивости к коррозии. Тем не менее домовладельцы не спешат воспользоваться плодами прогресса: многих смущает непривычная технология соединения труб, хотя в действительности пайка медных труб не такой уж и сложный навык, который под силу освоить каждому, и наша статья тому подтверждение!
Качественная медь – один из самых удобных для пайки металлов. Медные поверхности легко очищаются от окислов, обеспечивая отличное сцепление, многократно усиленное за счёт капиллярного эффекта – во время пайки припой растекается по всем направлениям, заполняя все зазоры.
Медные поверхности легко очищаются от окислов, обеспечивая отличное сцепление, многократно усиленное за счёт капиллярного эффекта – во время пайки припой растекается по всем направлениям, заполняя все зазоры.
Грамотно смонтированный медный трубопровод способен долгое время выдерживать высокое давление и воздействие агрессивных сред, практически не нуждаясь в ремонте и сервисном обслуживании. Прокладывая сети отопления и водоснабжения, необязательно продумывать доступ к коммуникациям – медные трубы можно заштукатурить, залить раствором и замаскировать стеновыми панелями, не опасаясь вреда для системы.
Единственное замечание – в период изменения температурных режимов трубопроводы становятся уязвимыми к механическим воздействиям. Но с этим недостатком меди легко справиться, если использовать при разводке сетей прокладочные материалы с амортизирующими свойствами – полимерные гофры или ПВХ-изоляцию.
При таком наборе достоинств медные трубы, разумеется, не могут стоить дёшево, однако при прокладке коммуникаций есть возможность сэкономить на фитингах. При расчёте на один погонный метр смонтированной системы стоимость медных трубопроводов ненамного выше стоимости пластиковых аналогов.
При расчёте на один погонный метр смонтированной системы стоимость медных трубопроводов ненамного выше стоимости пластиковых аналогов.
Собираем паяльный инструмент
Правильно подобранный инструмент заметно упрощает монтаж отопительной системы или водопровода. Медь относится к числу мягких металлов: сильный нажим может повлечь за собой деформации, нарушающие герметичность швов, поэтому резать трубы следует только при помощи качественного трубореза.
Поскольку для разводки коммуникаций обычно заказывают комплект труб одного типоразмера, одну из труб придётся расширить, поэтому в арсенал также следует включить труборасширитель. В качестве припоя чаще всего используют олово, а источником открытого огня обычно выступают газовые горелки с пьезоподжигом или компактные модели, работающие от газовых баллонов.
Ради соблюдения точности соединений монтаж систем водоснабжения и отопления выполняется при помощи уровня, рулетки, маркера и молотка, а для подготовки рабочих поверхностей также потребуются для удаления окислов и других загрязнений, препятствующих адгезии.
Подготовка труб к пайке: расчищаем поле действия
В основе удачного монтажа трубопроводов лежит грамотная разработка проекта системы водоснабжения и отопления: чем тщательнее проработана схема, тем ниже вероятность ошибки.
Сборка медного трубопровода начинается с подготовки отрезков нужной длины. Во время резки важно держать трубу перпендикулярно труборезу – тогда кромка получится ровнее. После нарезки с отрезков снимают фаску, чтобы образовавшиеся при резке заусенцы не мешали трубам плотно заходить друг в друга. Затем сложите на полу все отрезки трубопровода согласно схеме и начинайте паять трубы по месту расположения стыков. При этом шаровые краны располагают на подготовленных элементах с резьбой, после чего монтируют их в систему уже в собранном виде.
Следующий этап – подготовка рабочих поверхностей. Проще всего зашлифовать трубу наждаком, но это не самое удачное решение, так как внутри отрезка могут остаться мелкие абразивные частицы, нарушающие сцепление. Для обработки внутренней поверхности труб лучше воспользоваться щёткой, а затем пройтись по ней ёршиком. Вторую трубу расширяют до необходимого диаметра при помощи труборасширителя и молотка, затем вставляют один отрезок в другой так, чтобы оставался небольшой зазор, после чего зачищают края и внутреннюю поверхность расширенной трубы щёткой и ёршиком.
Вторую трубу расширяют до необходимого диаметра при помощи труборасширителя и молотка, затем вставляют один отрезок в другой так, чтобы оставался небольшой зазор, после чего зачищают края и внутреннюю поверхность расширенной трубы щёткой и ёршиком.
Флюс-пасту наносят на отрезок меньшего сечения, аккуратно растушёвывая её кистью, чтобы состав ложился ровным слоем. Не стоит накладывать слишком много флюса, иначе при нагреве внутрь трубопровода попадёт припой, а образующиеся капли производят лишний шум. Теперь трубы можно вставить одна в другую, удаляя избытки пасты увлажнённой материей.
Испытание огнём для медных труб: как правильно выполнить соединение
Каждое новое соединение следует прогревать горелкой, следя за равномерным обогревом паяемых поверхностей. Когда флюс окрасится в серебристые тона, пламя гасят и подносят припой к месту стыка, который тут же расплавится и начнёт растекаться, заполняя пустоты. Когда на поверхностях труб выступят капельки припоя, пайку прекращают, не допуская перегрева, так как при чрезмерном высокотемпературном воздействии не проявляется капиллярный эффект, ради которого всё и затевалось.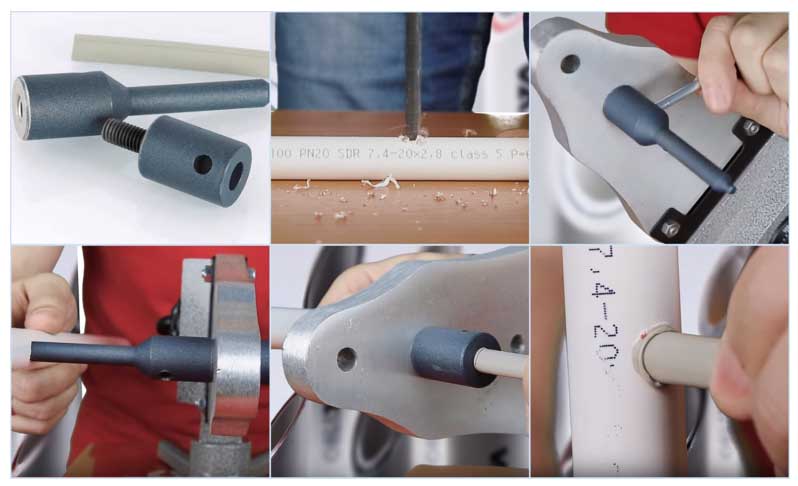 Для полноценного разогрева соединений, как правило, достаточно 15–20 секунд. Окна и двери во время пайки держат открытыми – из соображений пожарной безопасности в помещении должна быть обеспечена хорошая вентиляция.
Для полноценного разогрева соединений, как правило, достаточно 15–20 секунд. Окна и двери во время пайки держат открытыми – из соображений пожарной безопасности в помещении должна быть обеспечена хорошая вентиляция.
Когда медь потемнеет, пайку немедленно прекращают и дают швам остыть, после чего промокают свежий шов влажной тканью. Смонтированный трубопровод промывают горячей водой под мощным напором, убирая остатки флюс-пасты и припоя. Качество соединений проверяют, заполняя систему водой под максимальным рабочим давлением.
Если у вас недостаёт опыта пайки, поначалу стоит потренироваться на обрезках труб – обычно необходимые навыки вырабатываются со второй-третьей попытки. Немного терпения – и всё получится!
Пайка медных труб отопления своими руками
Доброго времени суток, уважаемый читатель или читательница.
В этой статье я расскажу вам правила пайки медных труб своими руками.
Сведения будут приведены максимально кратко в виде тезисов и разделены на подразделы для удобства восприятия. Итак, приступим!
Итак, приступим!
Как разрезать медные трубы для отопления?
Чем резать медные трубыМедные трубы могут разрезаться при помощи различных инструментов:
Выбор инструмента тут на ваш вкус. Наиболее удобным, из всего вышеописанного, является «болгарка».
При резке медных труб этим инструментом, вы потратите меньше всего времени.
Аккуратней всего медная труба разрезается при помощи дискового трубореза, но подходит он только для труб небольшого диаметра (обычно до 28 мм).
Как это делать смотрите на видео ниже:
Как загибать медные трубы для отопления?
Как загибать медные трубы отопления?Медные трубы можно гнуть, но нужно знать следующие правила:
- Без нагрева можно гнуть только трубы диаметром меньше 22 мм.

- Если необходимо получать загибы одинакового радиуса, то следует пользоваться специальными станками.
- Минимальный радиус загиба медных труб равен 6 наружным диаметрам.
- При загибе труб диаметром больше 22 мм, необходимо нагревать место загиба. Для сохранения внутреннего диаметра трубы, ее нужно предварительно заполнить песком.
- Рекомендуемая температура для отжига медных труб 650° С. При этом труба должна стать темно-красной, но лучше для определения температуры воспользоваться пирометром.
Чтобы иметь представление о том, как загибать медные трубы при помощи инструмента, посмотрите следующее видео:
Как паять медные трубы для отопления?
Как правильно паять медные трубы для отопленияПайка — основной метод соединения медных труб и фитингов.
Существует два метода пайки медных труб:
- Мягкая пайка медных труб — происходит при температуре ниже 450º С. Для мягкой пайки применяют припой из оловянной проволоки, который плавится при относительно низкой температуре и за счет капиллярного эффекта затягивается в пространство между трубой и фитингом. Непосредственно перед пайкой необходимо обработать внутреннюю поверхность раструба и наружную поверхность конца трубы до блеска и нанести флюс. Флюс защищает металл при нагреве, но после остывания соединения флюс нужно тщательно удалить с поверхности.
- Твердая пайка медных труб — происходит при температуре выше 450º С. Перед пайкой точно так же необходимо подготовить поверхности на конце трубы и в раструбе фитинга. Если осуществляется спайка двух медных деталей, то флюс можно не применять. При спайке меди с латунью или бронзой уже нужно применять специальный флюс твердой пайки. Припой для твердой пайки отличается от припоя для мягкой.
 Здесь применяют серебряный или медно-фосфорный припой в виде прутков. Твердая пайка применяется в системах с высокими температурами жидкости.
Здесь применяют серебряный или медно-фосфорный припой в виде прутков. Твердая пайка применяется в системах с высокими температурами жидкости.
Для систем отопления и водоснабжения вполне подходит метод мягкой пайки, поэтому в домашних условиях нет смысла паять медь твердой пайкой.
Пайка медных труб: видео
Для того, чтобы лучше себе представлять процесс пайки меди, посмотрите следующее видео:
Прессовые соединения для медных труб отопления
Пресс соединения для медных трубСоединение медных труб при помощи прессовых соединений — самый быстрый и простой способ монтажа.
Его минусами являются необходимость применения специального дорогого инструмента (электрического пресса) и дороговизна фитингов.
Для систем домашнего отопления и водоснабжения метод опрессовки вполне подходит.
Если хотите увидеть как это происходит смотрите видео ниже:
Преимущества медных труб для отопления
Медь — очень хороший материал для отопления и водопровода.
Преимущества меди прежде всего состоит в стойкости к высоким температурам.
Медью можно сразу обвязывать твердотопливные котлы и подавать по ней перегретую воду под давлением (для промышленных нужд). И все это она стойко перенесет.
Монтаж медных труб не предполагает применения электро-дуговой или газовой сварки, а выполняется при помощи маленькой и удобной горелки или электрического пресса.
Такие методы монтажа гораздо проще и быстрее по времени, чем монтаж стальных трубопроводов.
В общем, пользуйтесь медью и не пожалеете! На этом все, пишите вопросы в комментариях, пользуйтесь кнопками социальных сетей!
Как потеть медную трубу (сделай сам)
Обновлено: 07 июля 2021 г.
Каждый раз получайте идеальные, герметичные соединения сантехники.
Следующий проект›
Семейный Разнорабочий
Пайка медных водопроводных труб — несложный навык. Даже новичок может научиться паять герметичные соединения за 30 минут. Процесс прост — если вы будете следовать нескольким основным рекомендациям. В этой статье мы покажем вам, как быстро и легко паять медь.
от экспертов по DIY в журнале Family Candyman
- Время
- Сложность
- Стоимость
- Если вы используете трубки диаметром более ¾ дюйма, нагревайте соединения трубок с нескольких сторон для более равномерного повышения температуры. Добавьте медный припой в нескольких точках и осмотрите соединение, чтобы убедиться, что припой заполняет соединение со всех сторон.
- Для пайки латунных фитингов, таких как клапан на фото 7, требуется больше тепла. Оставьте клапан открытым, чтобы внутри трубки не возникло давление, что может привести к протечке соединения. А если клапан имеет мягкие пластиковые или резиновые детали, по возможности снимите их, чтобы не испортить.

- Временно повесьте огнезащитную ткань (начальное фото) или стальную пластину на дерево и другие горючие материалы при пайке поблизости. В любом случае держите под рукой огнетушитель или ведро с водой на случай возникновения пожара.
- Выключайте фонарь, когда кладете его. Баллон с пропаном опрокинут. В конце концов зажженный факел упадет и что-то сожжет.
- Труборез
- Бессвинцовый припой
- Флюс-паста
- Время
- Сложность
- Стоимость
- Паяльная горелка
- Труборез
- Бессвинцовый припой
- Флюс для лужения
- 120-grit emery cloth
- Wire fitting brush
- Lead-free tinning flux
- Acid brush
- Insulated gloves
- Safety goggles
- See full list «
- Lead-free solder
- Flame защитная ткань
- Пропановая горелка для пайки
-
Поиск в блоге ATS
-
Поиск по категории статей
Поиск по категории статейВыберите категориюАктивные (6)Воздушное охлаждение (2)Анализ (18)Конференция АТЭС (5)Новости ATS (41)Автомобили (6)Охлаждение батарей (2)Биотехнологии (1)Корпус ( 6)Примеры реализации (26)CFD (20)Шасси (5)зажим (1)Холодовые цепи (1)Холодные пластины (23)Консалтинг (31)охлаждение (25)Новости в области охлаждения (5)центр обработки данных (15)Преобразователь постоянного тока в постоянный (4) Распределение (1) Централизованное охлаждение (2) Инжиниринг (26) Инженерный и научный чат (27) Визит студентов-инженеров (1) Вентилятор (15) Блок вентиляторов (4) Вентиляторы (18) Геотермальное охлаждение (1) Смазка (2) )Великие события в Бостоне (1)тепло (7)Теплообменники (9)тепловая трубка (23)радиатор (89)крепление радиатора (28)зажим радиатора (9)конструкция радиатора (14)материал радиатора (12)радиаторы (92)распределители тепла (9)теплообмен (6) Праздники (1)Инструкции (10)Как выбрать радиатор (3)IC (1)Модули IGBT (2)Промышленность (3)Новости отрасли (1)Приборы (23)Intel (2)Стажировка (1)Jet Impingement (2)LED (27)Жидкостное охлаждение (48)Макроканалы (2)Производство (10)Маркетинг в действии (2)Massachusetts Tech (3)материалы (4)Медицина (6)MEPTEC The Heat is On (1)микроканалы радиатор (4)Микроканалы (12)Военные (3)Моделирование (7)Нанотехнологии (6)Национальный день теплотехника (1)Новый продукт (1)Атомная энергетика (1)Разгон (1)Пассивное охлаждение (2)Печатная плата (19)PCIe (1)труба (2)полимеры (1)Силовая (6)Силовая электроника (2)Основные характеристики продукции (14)Объяснения Qpedia (1)Qpedia Thermal eMagazine (47)Рециркуляционные чиллеры (2)охлаждение (3)Возобновляемая энергия ( 1)РЧ (2)полупроводник (7)Датчик (6)Серверы (8)SFP/QSFP (3)Моделирование (7)приемник (6)Skive (1)Программное обеспечение (2)Солнечная энергия (1)Твердотельные накопители ( 1) Термография поверхности (1) Синтетическая струя (2) ТЭЦ (3) Термический анализ (12) Термический анализ (44) Тепловое проектирование (67) Тепловые электронные охладители (7) Тепловое проектирование (11) Термопаста (4) Тепловизионные камеры ( 1)Новости тепловой индустрии (5)Материал теплового интерфейса (29)тепловой менеджмент (95)Тепловые исследования (30)Температурное сопротивление (2)Тепловедение (24)Термопары (2)Термоэлектрические охладители (1)Термосифон (1)Обучение (15)Без категории (48)Паровая камера (10)Вебинар (55 )Широкозонные материалы (1)Ветровая энергия (1)Аэродинамическая труба (4) -
Поиск по названию статьи
Поиск по названию статьи Выберите месяц Сентябрь 2022 г. (2) Август 2022 г. (1) Июль 2022 г. (1) Июнь 2022 г. (1) Май 2022 г. (2) Апрель 2022 г. (2) Март 2022 г. (5) Февраль 2022 г. (6) Январь 2022 г. (7) Декабрь 2021 г. ( 1) ноябрь 2021 (1) октябрь 2021 (3) август 2021 (1) июль 2021 (2) апрель 2021 (3) март 2021 (3) январь 2021 (3) декабрь 2020 (2) ноябрь 2020 (4) октябрь 2020 ( 1) сентябрь 2020 г. (1) июнь 2020 г. (3) февраль 2020 г. (1) январь 2020 г. (1) октябрь 2019 г.(1) сентябрь 2019 г. (1) август 2019 г. (1) июнь 2019 г. (3) май 2019 г. (1) апрель 2019 г. (7) март 2019 г. (5) февраль 2019 г. (5) январь 2019 г. (3) декабрь 2018 г. (3) ноябрь 2018 г. (2) октябрь 2018 г. (2) сентябрь 2018 г. (5) август 2018 г. (2) июль 2018 г. (5) июнь 2018 г. (3) май 2018 г. (1) апрель 2018 г. (2) март 2018 г. (4) февраль 2018 г. (2) январь 2018 г. (3) ноябрь 2017 г. (2) октябрь 2017 г. (3) сентябрь 2017 г. (3) август 2017 г. (5) июль 2017 г. (5) июнь 2017 г. (4) май 2017 г. (2) апрель 2017 г. (2) март 2017 г. (4) февраль 2017 г. (2) январь 2017 г. (2) декабрь 2016 г.
(2) Август 2022 г. (1) Июль 2022 г. (1) Июнь 2022 г. (1) Май 2022 г. (2) Апрель 2022 г. (2) Март 2022 г. (5) Февраль 2022 г. (6) Январь 2022 г. (7) Декабрь 2021 г. ( 1) ноябрь 2021 (1) октябрь 2021 (3) август 2021 (1) июль 2021 (2) апрель 2021 (3) март 2021 (3) январь 2021 (3) декабрь 2020 (2) ноябрь 2020 (4) октябрь 2020 ( 1) сентябрь 2020 г. (1) июнь 2020 г. (3) февраль 2020 г. (1) январь 2020 г. (1) октябрь 2019 г.(1) сентябрь 2019 г. (1) август 2019 г. (1) июнь 2019 г. (3) май 2019 г. (1) апрель 2019 г. (7) март 2019 г. (5) февраль 2019 г. (5) январь 2019 г. (3) декабрь 2018 г. (3) ноябрь 2018 г. (2) октябрь 2018 г. (2) сентябрь 2018 г. (5) август 2018 г. (2) июль 2018 г. (5) июнь 2018 г. (3) май 2018 г. (1) апрель 2018 г. (2) март 2018 г. (4) февраль 2018 г. (2) январь 2018 г. (3) ноябрь 2017 г. (2) октябрь 2017 г. (3) сентябрь 2017 г. (3) август 2017 г. (5) июль 2017 г. (5) июнь 2017 г. (4) май 2017 г. (2) апрель 2017 г. (2) март 2017 г. (4) февраль 2017 г. (2) январь 2017 г. (2) декабрь 2016 г. (5) ноябрь 2016 г. (3) октябрь 2016 г. (6) сентябрь 2016 г. (4) август 2016 г. (2) июль 2016 г. (3) июнь 2016 г. (1) май 2016 г. (1) апрель 2016 г. (2) март 2016 г. (5) февраль 2016 г. (1) январь 2016 г. (1) декабрь 2015 г. (4) сентябрь 2015 г. (1) август 2015 г. (2) июль 2015 г. (3) июнь 2015 г. (1) май 2015 г. (2) апрель 2015 г. (2) март 2015 г. (7) февраль 2015 г. (5) январь 2015 г. (5) декабрь 2014 г. (1) ноябрь 2014 г. (1) октябрь 2014 г. (1) сентябрь 2014 г. (3) август 2014 г. (2) Июль 2014 г. (3) Июнь 2014 г. (2) Май 2014 г. (2) Апрель 2014 г. (2) Март 2014 г. (6) Февраль 2014 г. (1) Январь 2014 г. (3) Декабрь 2013 г. (3) Ноябрь 2013 г. (1) Октябрь 2013 г. (4) Сентябрь 2013 г. (4) Август 2013 г. (3) Июль 2013 г. (6) Июнь 2013 г. (4) Май 2013 г. (4) Апрель 2013 г. (1) Март 2013 г. (2) Февраль 2013 г. (3) Январь 2013 г. (3) Декабрь 2012 г. (5) Ноябрь 2012 г. (5) Октябрь 2012 г. (1) Сентябрь 2012 г. (1) Июль 2012 г. (4) Июнь 2012 г. (4) Май 2012 г. (5) Апрель 2012 г. (4) Март 2012 г.
(5) ноябрь 2016 г. (3) октябрь 2016 г. (6) сентябрь 2016 г. (4) август 2016 г. (2) июль 2016 г. (3) июнь 2016 г. (1) май 2016 г. (1) апрель 2016 г. (2) март 2016 г. (5) февраль 2016 г. (1) январь 2016 г. (1) декабрь 2015 г. (4) сентябрь 2015 г. (1) август 2015 г. (2) июль 2015 г. (3) июнь 2015 г. (1) май 2015 г. (2) апрель 2015 г. (2) март 2015 г. (7) февраль 2015 г. (5) январь 2015 г. (5) декабрь 2014 г. (1) ноябрь 2014 г. (1) октябрь 2014 г. (1) сентябрь 2014 г. (3) август 2014 г. (2) Июль 2014 г. (3) Июнь 2014 г. (2) Май 2014 г. (2) Апрель 2014 г. (2) Март 2014 г. (6) Февраль 2014 г. (1) Январь 2014 г. (3) Декабрь 2013 г. (3) Ноябрь 2013 г. (1) Октябрь 2013 г. (4) Сентябрь 2013 г. (4) Август 2013 г. (3) Июль 2013 г. (6) Июнь 2013 г. (4) Май 2013 г. (4) Апрель 2013 г. (1) Март 2013 г. (2) Февраль 2013 г. (3) Январь 2013 г. (3) Декабрь 2012 г. (5) Ноябрь 2012 г. (5) Октябрь 2012 г. (1) Сентябрь 2012 г. (1) Июль 2012 г. (4) Июнь 2012 г. (4) Май 2012 г. (5) Апрель 2012 г. (4) Март 2012 г. (4) Февраль 2012 г. (6) Январь 2012 г. (4) Декабрь 2011 (8) Ноябрь 2011 (6) Октябрь 2011 (7) Сентябрь 2011 (1) Август 2011 (8) Июль 2011 (5) Июнь 2011 (16) Май 2011 (6) Апрель 2011 (10) Март 2011 (8) Февраль 2011 г. (7) Январь 2011 г. (9) декабрь 2010 (4) ноябрь 2010 (15) октябрь 2010 (12) сентябрь 2010 (17) август 2010 (18) июль 2010 (26) июнь 2010 (24) май 2010 (28) апрель 2010 (35) март 2010 (40) ) февраль 2010 г. (13)
(4) Февраль 2012 г. (6) Январь 2012 г. (4) Декабрь 2011 (8) Ноябрь 2011 (6) Октябрь 2011 (7) Сентябрь 2011 (1) Август 2011 (8) Июль 2011 (5) Июнь 2011 (16) Май 2011 (6) Апрель 2011 (10) Март 2011 (8) Февраль 2011 г. (7) Январь 2011 г. (9) декабрь 2010 (4) ноябрь 2010 (15) октябрь 2010 (12) сентябрь 2010 (17) август 2010 (18) июль 2010 (26) июнь 2010 (24) май 2010 (28) апрель 2010 (35) март 2010 (40) ) февраль 2010 г. (13) -
Поиск по ключевому слову
Поиск:
-
Поиск по тегу
Advanced Thermal Solutions воздушный поток САР азар CFD холодные тарелки Консалтинг конвекционное охлаждение образование электроника охлаждение электроники инженерия Поклонник Характеристики вентилятора теплообменники тепловая труба тепловые трубы радиатор радиатор прикрепить дизайн радиатора радиаторы теплопередача Каве Азар ВЕЛ Светодиодное освещение жидкостное охлаждение максиФЛОУ инженер-механик Норман Кенель печатная плата QPedia qpedia тепловой журнал измерение температуры термический анализ тепловая характеристика теплопроводность тепловой расчет теплотехника материал теплового интерфейса управление температурным режимом тепловые исследования тепловое сопротивление подготовка видео вебинар
- A Full Day
- начинающий
- МЕНЬШЕ, чем 2000219 9
- : МЕНЬШЕ, чем 2000211111117
- .
Базовые паяльные горелки
Существует два обычных газовых регулятора: один с автоматическим воспламенителем, а другой требует бойка или спички.
Рецепт успешной пайки состоит из двух частей: подготовительной работы и одной научной части. Если вы хорошо выполняете два важных этапа подготовки — очистка и подогрев шва — дело доделает сам припой. Когда соединение достаточно нагрето, расплавленный припой моментально стекает в соединение и полностью покрывает все сопрягаемые поверхности, как будто следуя подробной инструкции. Там он твердеет при остывании. Presto, у вас есть прочное, герметичное соединение.
В этой статье мы познакомим вас с основными этапами пайки медных труб и пайки медных труб, используемых в большинстве домов. Изучите различные типы медных труб во время подготовки. Как вы увидите, для успешной пайки медных фитингов не нужны специальные навыки. Вы можете легко спаять медное соединение без утечек с первой попытки, но вы также можете ошибаться. Мы покажем вам, как их избежать, а также предупредим вас о простых, но важных мерах предосторожности, которые защитят вас от ожогов и уберегут ваш дом от пожара.
Основным инструментом для пайки является пропановая горелка, состоящая из регулятора и комбинации наконечников, которые ввинчиваются в верхнюю часть небольшого резервуара. Для работы откройте клапан регулировки подачи топлива и зажгите наконечник. Для облегчения зажигания мы рекомендуем регулятор со встроенным воспламенителем (вверху слева). Газ загорается нажатием кнопки. Если вы покупаете более простую версию (вверху справа), купите также и ударник. Сжатие проволочной ручки производит искры, которые воспламеняют газ. Боек проще и безопаснее спичек.
Также купите «флюс для лужения» (фото 5) или «флюс для пасты». Кислотный флюс очищает поверхность меди при нагревании соединения, обеспечивая равномерное растекание припоя. Оба типа работают хорошо. Флюс для лужения содержит небольшое количество припоя, но вам все равно придется добавить больше припоя.
Все основные инструменты для пайки медных труб можно найти в хозяйственных магазинах с полным спектром услуг или в бытовых центрах — пропановую горелку, припой, наждачную шкурку (фото 3) и флюс.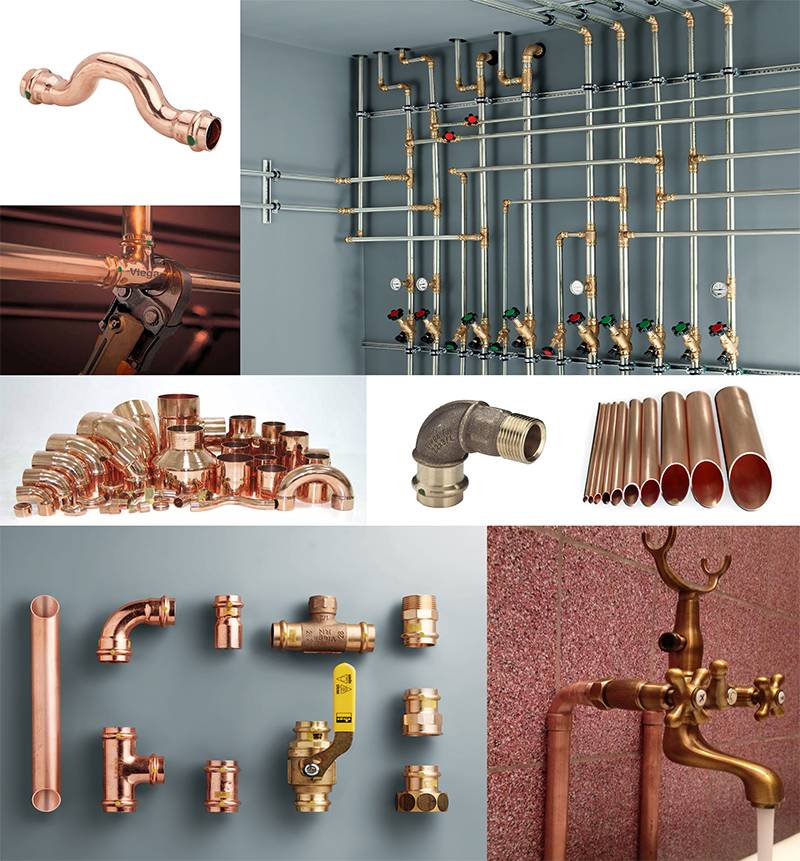 Мы также рекомендуем труборез, огнезащитную ткань (см. начальное фото), плотные перчатки и защитные очки. Наденьте перчатки и защитные очки, а также плотную рубашку с длинными рукавами и головной убор, чтобы защитить себя от ожогов, если капнет расплавленный припой.
Мы также рекомендуем труборез, огнезащитную ткань (см. начальное фото), плотные перчатки и защитные очки. Наденьте перчатки и защитные очки, а также плотную рубашку с длинными рукавами и головной убор, чтобы защитить себя от ожогов, если капнет расплавленный припой.
Типы припоя
Купить бессвинцовый припой , предназначенный для медных водопроводных труб; Вы найдете его в отделе сантехники в магазине. Припой со свинцом все еще доступен, но свинец может попасть в воду, поэтому не используйте его.
Шаг 2 : Отрежьте медь с помощью трубореза
Фото 1
Аккуратно отрежьте медные трубки с помощью трубореза. Зажмите трубу между отрезным и направляющим дисками и вращайте резак, надрезая трубу по всему периметру. Затяните ручку резака на четверть оборота и снова поверните резак, делая более глубокие надрезы на трубе. Продолжайте затягивать и вращать резак до тех пор, пока труба не оторвется, всего около восьми оборотов.
Медь — мягкий металл, который легче всего резать труборезом (Фото 1). Купите тот, который режет до 1 дюйма. трубы, самый большой размер, который вам, вероятно, понадобится для большинства бытовых водопроводных сетей. Отрежьте большую трубу ножовкой, но обязательно спилите все заусенцы, оставшиеся от зубьев пилы. В противном случае ваш сустав будет протекать. Крепко возьмитесь за медную трубку одной рукой и засуньте один конец под колено, чтобы она не соскальзывала, пока вы затягиваете и вращаете резак (фото 1). Не затягивайте слишком быстро; вы помнете трубу, и вам придется начинать сначала.
Купите тот, который режет до 1 дюйма. трубы, самый большой размер, который вам, вероятно, понадобится для большинства бытовых водопроводных сетей. Отрежьте большую трубу ножовкой, но обязательно спилите все заусенцы, оставшиеся от зубьев пилы. В противном случае ваш сустав будет протекать. Крепко возьмитесь за медную трубку одной рукой и засуньте один конец под колено, чтобы она не соскальзывала, пока вы затягиваете и вращаете резак (фото 1). Не затягивайте слишком быстро; вы помнете трубу, и вам придется начинать сначала.
Шаг 3 : Удалите заусенцы
Фото 2:
Рассверлите отрезанный конец, чтобы удалить внутренний заусенец, вставив расширитель и повернув его на полный оборот.
Срез может выглядеть чистым, но не забудьте удалить небольшой внутренний заусенец (Фото 2) — выступ меди, который вдавливается внутрь отрезным кругом. В противном случае это будет препятствовать потоку воды по трубе.
Шаг 4 : Очистите наждачной бумагой
Фото 3
Очистите грязь и ржавчину снаружи конца трубы с помощью наждачной бумаги. Медь должна блестеть.
Медь должна блестеть.
Затем очистите места сопряжения трубок и фитингов, даже если они блестят как новые. Тщательная очистка является ключом к успешной пайке медных труб. Он обеспечивает прочное, герметичное соединение.
Шаг 5 : Очистите щеткой для фитингов
Фото 4
Очистите внутреннюю часть фитингов медных труб специальной проволочной щеткой, размер которой соответствует диаметру трубы. Вы также можете обернуть наждачную шкурку вокруг пальца, чтобы добраться до внутренней части, но не касайтесь очищенной поверхности голыми руками.
Очистка состоит из двух этапов: во-первых, удалите всю коррозию с сопрягаемых поверхностей (фото 3 и 4), а во-вторых, покройте поверхности флюсом (фото 5), кислотной пастой, которая химически травит медь.
Профессионалы чистят медь полосками наждачной бумаги зернистостью 120, которая обычно продается вместе с припоем и флюсом на полках скобяных изделий и в магазинах бытовой техники (фото 3). Но в крайнем случае подойдет тонкая стальная вата или обычная наждачная бумага с зернистостью 120. Также наждачной бумагой очистите внутреннюю часть фитингов медных труб; просто оберните короткий кусочек вокруг пальца и достаньте его внутрь. Но у тебя скоро заболят пальцы! Удобная щетка для фитингов, показанная на Фото 4, облегчает эту задачу, особенно при работе с небольшими (1/2 дюйма) фитингами из медных труб.
Но в крайнем случае подойдет тонкая стальная вата или обычная наждачная бумага с зернистостью 120. Также наждачной бумагой очистите внутреннюю часть фитингов медных труб; просто оберните короткий кусочек вокруг пальца и достаньте его внутрь. Но у тебя скоро заболят пальцы! Удобная щетка для фитингов, показанная на Фото 4, облегчает эту задачу, особенно при работе с небольшими (1/2 дюйма) фитингами из медных труб.
Шаг 7 : Флюс для соединения
Фото 5
Нанесите ровный слой флюса на соединяемые поверхности — концы труб и внутреннюю часть фитингов. Затем сдвиньте соединение, пока медная трубка не сядет на всю глубину. Сотрите лишний флюс.
Шаг 8 : Нагрейте соединение
Фото 6: Нагрейте соединение и полейте припоем
Нагрейте соединение пропановой горелкой, перемещая конус вперед и назад для равномерного нагрева. Держите припой напротив стыка на стороне, противоположной пламени, пока он не расплавится и не потечет в стык. Сустав должен казаться полным со всех сторон. Переход к следующему суставу. Припой затвердевает по мере остывания.
Сустав должен казаться полным со всех сторон. Переход к следующему суставу. Припой затвердевает по мере остывания.
Как правило, проще всего очистить, профлюсить и собрать весь участок меди, а затем сразу же приступить к пайке соединений медных труб на месте (начальное фото). Зажгите факел и отрегулируйте пламя так, чтобы синий конус в центре был длиной около 1-1/4 дюйма. Чем длиннее конус, тем жарче пламя. Самая горячая точка находится на кончике конуса, поэтому держите пламя так, чтобы кончик едва касался фитинга (фото 6). Нет необходимости нагревать медную трубу напрямую, потому что фитинг быстро отводит тепло к трубе внутри соединения. Когда температура меди достигает точки плавления припоя, проволока припоя, которую вы прижимаете к меди, внезапно расплавится и потечет в соединение. Держите припой напротив пламени, самой холодной точки, чтобы убедиться, что все части соединения достаточно горячие. Припой не заполнит места, температура которых ниже его температуры плавления. Заполняйте соединение до тех пор, пока не начнет капать припой, затем переходите к следующему соединению. Дайте соединению 30–45 секунд, чтобы оно остыло и затвердело, прежде чем давить на него. Будь осторожен; он все еще будет слишком горячим, чтобы прикоснуться к нему.
Заполняйте соединение до тех пор, пока не начнет капать припой, затем переходите к следующему соединению. Дайте соединению 30–45 секунд, чтобы оно остыло и затвердело, прежде чем давить на него. Будь осторожен; он все еще будет слишком горячим, чтобы прикоснуться к нему.
Шаг 9 : Используйте специальные методы для труднодоступных мест
Фото 7: Нагрейте удлинитель из тяжелой латуни
Будьте терпеливы при пайке латунных клапанов. Фитингу может потребоваться в пять-шесть раз больше тепла, чтобы поднять соединение до точки плавления припоя. Если есть возможность, прогрейте шов с нескольких сторон. Всегда оставляйте клапаны хотя бы частично открытыми при их пайке.
Фото 8: Резьбовые переходники с наклоном
Наклоняйте конец трубки вверх при пайке медной трубы на резьбовом переходнике, чтобы избежать заполнения резьбы лишним припоем.
Фото 9. Избегайте нанесения слишком большого количества медного припоя
Избегайте перекармливания косяка. Около 1/2 дюйма припоя достаточно для 1/2 дюйма. медное соединение, 3/4 дюйма припоя для 3/4 дюйма. медный стык. Перекармливание может засорить трубку.
Около 1/2 дюйма припоя достаточно для 1/2 дюйма. медное соединение, 3/4 дюйма припоя для 3/4 дюйма. медный стык. Перекармливание может засорить трубку.
Нельзя паять трубки, в которых есть вода. Вы должны слить воду из линий и высушить трубки в месте пайки. Нагрев трубки горелкой ускоряет процесс. Убедитесь, что любое давление, возникающее в трубке во время пайки, может выйти. Самый простой способ — держать кран открытым на одном конце линии.
Советы по безопасности
ОСТОРОЖНО!
Держите под рукой огнетушитель и ведро с водой или пульверизатор. . . на всякий случай, если ваш факел начнет огонь. Помните, что во время пайки медных труб в доме часто отключают водопровод!
Необходимые инструменты для этого проекта
Подготовьте необходимые инструменты для самостоятельной пайки медных труб перед началом работы — вы сэкономите время и нервы.
Пропановая горелка,
Наждачная шкурка, зернистость 120,
Огнезащитная ткань,
Огнетушитель,
Щетка для фитингов,
Боек,
Перчатки
Необходимые материалы для этого проекта
Избегайте походов за покупками в последнюю минуту, заранее подготовив все материалы, включая медный припой. Вот список.
Вот список.
Первоначально опубликовано: 25 ноября 2019 г.
Как паять соединения медных труб (сделай сам)
Обновлено: 22 ноября 2019 г.
Научитесь паять медные трубы как профессионал.
Следующий проект›
Семейный мастер на все руки
Немного потренировавшись, каждый может паять медную водопроводную трубу. Узнайте, как резать, очищать и флюсовать трубы и фитинги, сколько припоя нужно использовать и как проверять наличие утечек. Мы покажем вам, как паять как профессионал, чтобы вы могли заняться следующей сантехнической работой своими руками.
от экспертов по DIY в журнале семейного мастерства
- All Day
- НАЧАЛО
- $ 51–10029 9
18
.- . работать быстрее
Самозажигающийся фонарь избавляет от проблем с бойком или спичкой.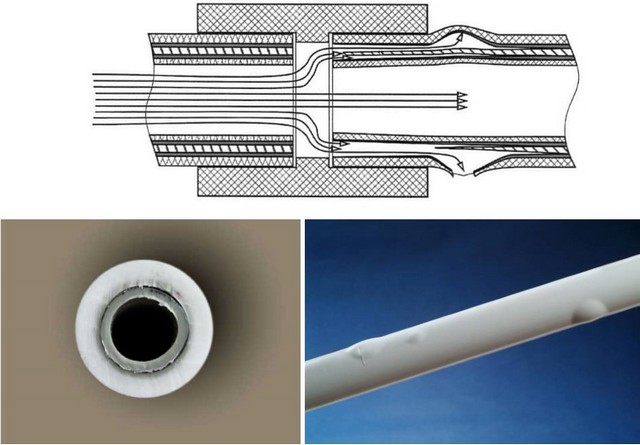
После многих лет использования обычного недорогого фонарика я, наконец, разорился на причудливую модель со встроенной зажигалкой. Они стоят дороже, но какая разница. Просто нажмите на курок, чтобы зажечь пламя. Больше не нужно возиться с бойком или спичкой. И это безопаснее. Раньше я оставлял факел горящим, чтобы не зажечь его снова. Теперь я выключаю его, когда ставлю на пол, чтобы случайно не зажечь синие джинсы.
В дополнение к функции самовозгорания ищите ту, которая сжигает газ MAPP. Газ MAPP дает более горячее пламя, которое лучше подходит для пайки труб большего диаметра (1 дюйм и больше) и латунных клапанов. Как только вы освоитесь с тем, сколько тепла нужно приложить для хорошего паяного соединения, вы можете переключиться на газ MAPP, чтобы ускорить все ваши паяльные работы.
Используйте качественный труборез
Делайте чистые разрезы без заусенцев
Труборез обеспечивает более чистый рез, чем ножовка.
Используйте качественный труборез, а не ножовку. Вам будут гарантированы чистые срезы с прямыми концами, которые точно впишутся в фурнитуру. Процесс резки оставляет небольшой заусенец внутри трубы. Чтобы избежать нежелательной турбулентности внутри трубы, удалите заусенцы с помощью выдвижного съемника заусенцев на задней части резака.
Используйте стальную щетку для полной очистки труб и фитингов
Тщательно почистите соединения перед флюсованием
Инструмент для очистки 4-в-1 быстро и чисто очищает трубы и фитинги.
Масла, окисление и другие загрязнения снаружи труб и внутри фитингов препятствуют прилипанию припоя. Для их очистки вы можете использовать практически все абразивные материалы, включая наждачную бумагу и наждачную шкурку. Но для самых быстрых и чистых результатов купите чистящее средство 4-в-1, подобное показанному на рисунке. Используйте его для очистки наружной поверхности труб и внутренней части фитингов на 1/2 дюйма. и 3/4 дюйма. медь.
Нанесите флюс для лужения вместо обычного флюса
Протрите обе стороны соединения флюсом
Флюс для лужения содержит порошкообразный металлический сплав, похожий на припой.
После тщательной очистки покройте трубу и фитинг флюсом перед нагревом соединения. Это способствует проникновению припоя в соединение. Вы можете найти два или три вида флюса на полке. Мы рекомендуем лужение флюса. Он содержит немного порошкообразного металлического сплава, похожего на припой. Сплав плавится и покрывает внутреннюю часть соединения, помогая обеспечить полное заполнение и герметичность паяного соединения.
Соберите трубы, затем спаяйте все соединения сразу.
Разбейте работу на секции.
Отшлифуйте и залейте флюсом одну секцию трубы за раз.
Мы не рекомендуем пытаться собрать всю сантехнику до начала пайки, но разрезать, отшлифовать и покрыть флюсом группы труб — хорошая практика. Он позволяет точно отрезать и подогнать трубы перед пайкой. После этого легко спаять соединения одно за другим. Поскольку трубы прочно удерживаются на месте, вам не нужно беспокоиться о том, что вы случайно повредите стык до того, как он остынет.
Нагрейте соединение ровно настолько, чтобы расплавился припой.
Не перегревайте флюс.
Используйте необходимое количество тепла для пайки соединения.
Если недостаточно нагреть соединение, припой не потечет в него. Если вы будете нагревать соединение слишком долго, вы сожжете флюс (он будет дымиться и станет черным) и затруднит попадание припоя в соединение. Применение нужного количества тепла приходит с практикой, но этому нетрудно научиться. Вот как. Зажгите горелку и, если возможно, отрегулируйте горелку так, чтобы длина синей части пламени составляла от 1 до 2 дюймов (это зависит от типа используемой горелки и наконечника). Затем поместите кончик синей части пламени на фитинг и нагревайте соединение около пяти секунд или до тех пор, пока флюс не начнет пузыриться и шипеть.
Проверьте соединение, прикоснувшись припоем к шву на стороне, противоположной пламени. Когда медь достаточно нагрета, припой расплавится, как масло. Отодвиньте пламя от стыка и подайте в стык примерно от 1/2 до 3/4 дюйма припоя. Припой будет течь во все области правильно очищенного и профлюсованного соединения. Затем, чтобы убедиться, что шов полностью заполнен, быстро проведите кончиком припоя по шву. Дотянуться до задней стороны соединения будет легче, если перед началом сварки согнуть крючок на конце припоя. Если припой собирается в комки и скатывается, а не течет в соединение, возможно, вы сожгли флюс или медь недостаточно чистая. Вам придется разобрать косяк, чтобы очистить его и кипятить с обратным холодильником, прежде чем пытаться снова.
Убедитесь, что соединение заполнено
Вырез паяного соединения
Полная очистка, правильное флюсование и пайка приводят к такому соединению, которое полностью заполнено припоем.
Хорошо спаянное соединение
С практикой вы почувствуете, что успешно спаяли соединение. Припой будет легко и полностью течь вокруг и внутри фитинга. Но когда вы только начинаете, рекомендуется проверить соединения на наличие пустот.
В хорошем паяном соединении должна быть видна ровная полоса припоя. Если вы видите область, которая выглядит так, как будто ей нужно больше припоя, нанесите на соединение немного флюса. Если стык еще теплый, флюс расплавится и потечет в пустоту. Затем разогрейте соединение и повторите пайку.
Не сжигай дом!
Я всегда немного нервничаю, когда работаю так близко к дереву с горящим факелом, особенно когда отключают воду. Вот почему я стараюсь сначала наполнить ведро водой. Я также держу под рукой огнетушитель и защищаю легковоспламеняющиеся материалы огнезащитным составом.
Необходимые инструменты для этого проекта
Подготовьте необходимые инструменты для этого проекта «Сделай сам» перед началом работы — вы сэкономите время и нервы.
4-в-1 инструмент для очистки труб, щетка для флюса, ткань для защиты от пламени
Необходимые материалы для этого проекта
Избегайте походов за покупками в последнюю минуту, подготовив все материалы заранее. Вот список.
Первоначально опубликовано: 22 ноября 2019 г.
Похожие проекты
Популярные обучающие видео
ⓘ
Как пропарить медную трубу (руководство мастера)
Фото: istockphoto.com
Для домашних мастеров, стремящихся заняться сантехническими работами, одним из самых важных навыков, которым необходимо овладеть, является протачивание медной трубы — процесс, обычно называемый пайкой. — для получения герметичных соединений. Работа состоит из двух основных задач: сначала подготовительные работы по очистке труб, а затем процесс нагревания припоя для герметизации деталей (двух труб или, чаще, трубы и соединения) вместе. Обязательно наденьте для работы тяжелую рубашку с длинными рукавами и наденьте изолированные перчатки для защиты от потенциальных капель расплавленного металла. Также имейте в виду, что если ваши трубы еще не обрезаны по длине, вам нужно будет сделать это до того, как вы начнете потеть. Хотя потение медной трубы поначалу может показаться пугающим, при наличии терпения и внимания к деталям вы скоро станете профессионалом.
Мы рекомендуем вам учиться на практических трубах, это стоящая инвестиция, пока вы не приобретете достаточно уверенности, чтобы заняться сантехникой в вашем доме.
Реклама
Фото: istockphoto.com
ШАГ 1: Проверьте трубу на наличие заусенцев и удалите все, что осталось.
Осмотрите внутреннюю часть всех разрезанных медных труб, чтобы убедиться, что заусенцы (гребень из медных осколков, оставшийся от пилы в том месте, где был сделан разрез) были удалены, чтобы обеспечить беспрепятственный поток воды после запотевания соединений. Если заусенец остался, выполните шаги по его удалению здесь.
ШАГ 2: Очистите вход каждой трубы наждачной бумагой.
Очистите как снаружи, так и внутри первого дюйма или около того трубы (отрезки и/или соединение) наждачной бумагой, которую можно найти в хозяйственных центрах и хозяйственных магазинах вместе с флюсом и припоем. Если под рукой есть щетка для проволочных фитингов, она быстро справится с очисткой внутренней части медной трубы. В противном случае оберните наждачную шкурку вокруг указательного пальца, воткните ее в горловину трубы и поверните, чтобы очистить.
Очищенная медь будет сиять, как новенькая копейка. После очистки очень важно не касаться медной трубы голыми руками, чтобы природные масла и грязь на коже не мешали процессу потоотделения.
Фото: istockphoto.com
ШАГ 3: Нанесите на трубы тонкий равномерный слой флюса.
Утепленные рабочие перчатки Don для защиты от кислоты во флюсе. Нанесите тонкий равномерный слой луженого или сантехнического флюса на только что очищенные участки наружной и внутренней поверхности медных труб кислотной или флюсовой щеткой. Удалите излишки флюса чистой тряпкой.
ШАГ 4: Проведите паяльной горелкой по участкам трубы, покрытым флюсом.
Повесьте защитную ткань на любую поверхность, способную обжечься, в пределах 8 дюймов от рабочей зоны, где вы будете использовать пропановую горелку. Наденьте пару очков для защиты глаз. Зажгите пропановую горелку и держите ее примерно в 2 дюймах от фитинга. Медленно проведите им по участкам, покрытым флюсом, в течение 10–20 секунд, пока флюс не начнет таять, становясь блестящим. Медь вскоре потемнеет, а флюс будет шипеть и/или пузыриться, даже дымиться. Это означает, что кислота начала действовать. Поверхность станет тусклой и протравленной, создавая поверхность, пригодную для склеивания.
Реклама
ШАГ 5: Соедините трубы и скрутите.
Надев изолирующие перчатки, соедините соединительные детали до полной герметизации (или до упора). Слегка скрутите медные трубы, чтобы равномерно распределить флюс внутри соединения. Удалите излишки флюса чистой тряпкой.
ШАГ 6: Нагрейте трубы в месте их соединения и создайте шов.
Направьте горелку на маломощное пламя «бутона розы». Пламя горелки на полную мощность напоминает конус с узким острием — острие нагревает область, к которой прикасается, больше, чем остальную часть медной трубы. Однако пламя бутона розы окутывает трубку, мгновенно доводя всю трубку до температуры кипения. Это обеспечивает более чистое и равномерное потоотделение. Используя пламя бутона розы, начните нагревать соединительные трубы в месте стыкового шва.
Фото: istockphoto.com
ШАГ 7: Прикоснитесь припоем к стыку трубы и дайте ему расплавиться вокруг шва.
Держите бессвинцовый припой напротив пламени бутона розы под углом 90 градусов к стыковому шву. (Поскольку свинцовый припой по-прежнему продается в магазинах, обязательно убедитесь, что поставляемый вами припой действительно не содержит свинца — критический выбор для труб, по которым проходит питьевая вода. )
Теперь коснитесь нагретой трубы припоем. Если труба достаточно горячая, припой расплавится — это называется «растекание припоя». Если труба недостаточно горячая, припой не будет плавиться или течь, поэтому поддерживайте горелку до тех пор, пока припой не расплавится при соприкосновении с соединением. Как только температура плавления будет достигнута, припой будет сочиться вниз, обтекая шов, герметизируя две трубы вместе, успешно пропитывая стык.
ШАГ 8: Очистка.
Выключите пропановую горелку и положите ее. Примечание: Никогда не оставляйте резак включенным, когда он не используется, так как он может легко упасть и стать причиной пожара.) Вытрите излишки припоя чистой тряпкой.
Объявление
Дайте трубе остыть в течение как минимум минуты, прежде чем подавать какое-либо давление. Вы успешно пропарили свою первую медную трубу — молодец!
Как паять медные трубы — Песок и полировка
ДАЧА ТОПОЛЯ
*этот пост спонсирован Bernzomatic
Умение паять медные трубы — это один из таких сложных навыков, как умение управлять механической коробкой передач или подключать осветительные приборы, которые не часто используются, но встречаются иногда очень удобно! Сегодня мы делимся простым процессом пайки медных труб в партнерстве с Bernzomatic.
Сейчас мы занимаемся реконструкцией нашего восьмого старого дома, и в каждом отдельном проекте мы сталкивались с медной сантехникой (часто смешанной с оцинкованной сталью). Очень здорово иметь возможность временно закрыть или адаптировать медные трубы, чтобы мы могли продолжить ремонт, не вызывая сантехника. Шаги по пайке медной сантехники довольно просты, и если вы посмотрите видео и прочитаете этот пост, я уверен, что вы сможете выполнить базовый ремонт медных труб в кратчайшие сроки!
Основы пайки медных труб
Инструменты и расходные материалы
Бернзоматическая факел
Бернзоматическое топливо
ГЛОКИ
Защита глаз
ПЕЧАТНА переходник
Видеоинструкция
Шаги
Шаг 1
Перекрыть подачу воды в дом и сбросить противодавление, открыв кран или насадку для шланга (*если возможно, откройте кран ниже уровня трубы, которую вы буду резать чтоб вода стекала из трубы в раковину или на улицу).
Шаг 2
Отрежьте трубу с помощью трубореза, демонстрационной пилы или ножовки.
Шаг 3
Очистите конец отрезанной трубы и удалите окисленное покрытие мелкой наждачной бумагой (~>120). Если вы адаптируетесь к меди, убедитесь, что вы расширили внутреннюю часть трубы, чтобы она была гладкой и свободной от выступов / кусочков меди, которые могут препятствовать потоку воды. Я использую плоскогубцы или другой ручной инструмент с квадратным краем, чтобы скрутить трубу внутри.
Шаг 4
Нанесите ровный слой флюса-пасты вокруг только что отполированного конца трубы.
Шаг 5
Установите медный фитинг на конец трубы. Здесь я использую колпачок, но это может быть 90, муфта или адаптер. Независимо от того, что вам нужно, чтобы ваш проект продвигался вперед!
Шаг 6
Используйте горелку Bernzomatic для нагрева фитинга. Я использовал BZ820HT, у которого есть триггерный воспламенитель и гибкое соединение с баком. Это делает его действительно удобным для ограниченного пространства и для проектов с частыми запусками и остановками. Пропан имеет немного более низкую температуру пламени по сравнению с горючим MAP и хорошо подходит для пайки медных труб.
Нагревайте фитинг до тех пор, пока флюсовая паста не начнет пузыриться, а пламя вокруг меди не приобретет легкий зеленый оттенок. Я люблю проверять готовность, слегка прикасаясь припоем к стыку на стороне, противоположной пламени. Если труба достаточно горячая, припой расплавится и втянется в соединение. Если он недостаточно горячий, припой остается твердым.
Не рекомендуется перегревать соединение, так как это может привести к выгоранию флюса пасты, что приведет к утечке из-за плохого проникновения припоя в соединение. Вы узнаете, если это произойдет, потому что припой просто сломается/слипнется на внешней стороне трубы и не попадет в соединение. Там есть немного температуры Златовласки, когда она достаточно горячая, чтобы расплавить припой, но не настолько горячая, чтобы флюс испарился. Как только труба достигает температуры, нанесение припоя занимает всего пару секунд. (Видео фиксирует этот процесс намного лучше, чем фотографии!)
Несколько дополнительных советов:
Перед тем, как припаивать линии подачи, возьмите кусок трубы и потренируйтесь с колпачком или другим фитингом пару раз, чтобы почувствовать процесс. И начните с горелки, немного отодвинутой назад, чтобы уменьшить вероятность перегрева соединения.
За прошедшие годы я обнаружил, что любые утечки после пайки были вызваны одной из двух причин: плохой подготовкой трубы, что означает, что я не выполнил равномерную шлифовку, или труба была помята или выдолблена, что мешало герметичному уплотнению после пайки. . Или проблемы с флюсом пасты: либо мой флюс пасты был старым и неоптимальным, либо я перегрел соединение.
При хорошей подготовке и небольшой практике любой умелый домовладелец может паять медные трубы! И позвольте мне сказать вам, что создание хорошо спаянного медного соединения приносит большое удовлетворение. Полагаю, мало чем отличается от приземления с плавным переключением на повышенную передачу или включения этого совершенно нового света в первый раз. Дайте мне знать, если вы находите пайку такой же приятной, как и я!
Remodels, DIYsCathy 4 комментария
0 лайковИнженерное руководство: крепление тепловых трубок к сборке
Опубликовано 1 октября 2019 г. автором Rebecca ODay | 2 комментария
Тепловые трубки обычно используются для охлаждения электроники
перенос тепла из одного места в другое. Они могут быть частью системы, которая
охлаждает определенный очень горячий компонент, но они используются, как правило, многократно,
обеспечить охлаждение электронных сборок. Вот некоторые общие приложения
методы, используемые при сборке систем охлаждения на основе тепловых трубок.
Вот некоторые общие приложения
методы, используемые при сборке систем охлаждения на основе тепловых трубок.
Пресс-фитинг
Сначала рассмотрим систему охлаждения, в которой несколько тепловых трубок объединены с рядом охлаждающих металлических ребер. Как показано, ребра могут быть механически запрессованы на тепловые трубки, в результате чего получится структура, подобная показанной на рис. 1.
Рисунок 1: Штампованные металлические пластины, установленные на концах некоторых тепловых трубокНа этом ребристом конце сборки тепло передается от трубы к ребрам, где оно рассеивается в воздухе. Эти ребра обычно штампуются из листового металла, а также проштампованы отверстия. При правильном размере ребра плотно прилегают к поднятым тепловым трубкам. Теплопередача обычно очень хорошая. Для оптимизации теплопередачи ребра можно припаять к трубам, но запрессовка в узкие отверстия должна обеспечить более чем достаточную производительность.
Пайка
Другие концы этих радиаторов впаяны в пазы на алюминиевой пластине. (Рисунок 2) Это алюминиевая пластина, а тепловые трубки медные. Для пайки нам нужно никелировать алюминий. Затем в канавки добавляется паяльная паста, после чего в канавки вставляются тепловые трубки.
(Рисунок 2) Это алюминиевая пластина, а тепловые трубки медные. Для пайки нам нужно никелировать алюминий. Затем в канавки добавляется паяльная паста, после чего в канавки вставляются тепловые трубки.
Паяльная паста обычно представляет собой низкотемпературную паяльную пасту. обычно на основе сплавов олова и висмута с температурой плавления около 138°С. Это важно, потому что вы действительно не можете довести тепловые трубки до температуры выше 250°C. иначе вода в тепловых трубках закипит и тепловые трубки лопнут. Так, в процессе сборки в эти канавки вкладывалась паяльная паста, затем вставьте тепловые трубки, а затем зажмите их каким-либо приспособлением, чтобы поддерживать контакт.
Затем вся сборка проходит через печь для оплавления паяльной пасты. Печь оплавления будет точно контролировать температуру воздуха внутри, а также будет иметь какой-то циркуляционный вентилятор, чтобы деталь нагревалась равномерно и быстро. Контроль температуры в духовке имеет решающее значение, чтобы избежать превышения максимальной температуры тепловых трубок. Другие методы оплавления для нагрева сборки могут включать паяльник, горелку или термофен. Но эти методы могут быть рискованными и сложными. Трудно равномерно нагреть деталь и контролировать температуру, которой подвергается тепловая трубка.
Контроль температуры в духовке имеет решающее значение, чтобы избежать превышения максимальной температуры тепловых трубок. Другие методы оплавления для нагрева сборки могут включать паяльник, горелку или термофен. Но эти методы могут быть рискованными и сложными. Трудно равномерно нагреть деталь и контролировать температуру, которой подвергается тепловая трубка.
Термоэпоксидные смолы
В среде прототипа вы можете использовать эпоксидную смолу для крепления тепловых трубок к узлам. Доступен ряд теплопроводящих эпоксидных смол. Их теплопроводность колеблется от 1 до 6 Вт/мК. Когда тепловая трубка заклеивается эпоксидной смолой, линия соединения настолько тонкая, что на самом деле не слишком большая разница температур, даже по сравнению с припоем. Может быть разница в несколько градусов, что обычно приемлемо для прототипа, когда вы находитесь в режиме тестирования и знаете, что может быть разница температур в несколько градусов. Это легко вычислить по характеристикам эпоксидной смолы.
Чтобы начать процесс нанесения эпоксидной смолы, сначала вы либо смешиваете эпоксидную смолу, либо используете пробирку для смешивания. Вы наносите тонкий слой в канавку, а затем вставляете тепловую трубку. Показанные здесь канавки предназначены для тепловых трубок, которые предварительно согнуты и очень точно подогнаны. После того, как на месте, плоская пластина, которая идет сверху и зажимается во время периода отверждения эпоксидной смолы.
В данном примере эпоксидная смола отверждается при комнатной температуре. После того, как тепловые трубки установлены и закреплены, сборку можно оставить на некоторое время при комнатной температуре, чтобы эпоксидная смола застыла. На более короткое время сборку можно поместить в печь при высокой температуре — не температуре пайки, но все же достаточно горячей, чтобы ускорить время отверждения.
Фигура 4А. Благодаря достаточно глубоким канавкам тепловые трубки находятся на одном уровне с поверхностью пластины для лучшего теплового контакта с платой.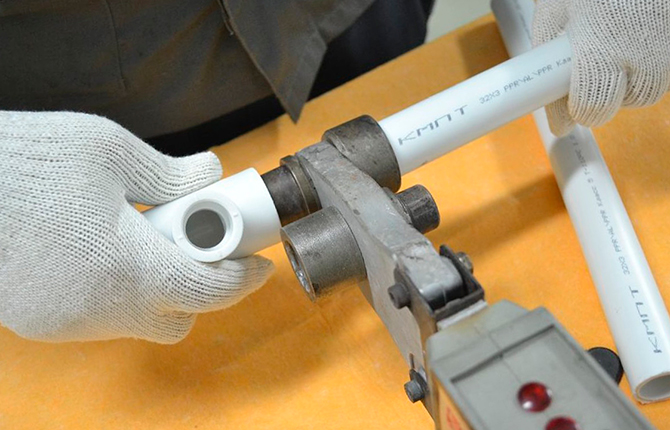 Рисунок 4Б. Благодаря достаточно глубоким канавкам тепловые трубки находятся на одном уровне с поверхностью пластины для лучшего теплового контакта с платой.
Рисунок 4Б. Благодаря достаточно глубоким канавкам тепловые трубки находятся на одном уровне с поверхностью пластины для лучшего теплового контакта с платой. При встраивании тепловых трубок в поверхность рекомендуется делать канавки немного глубже, чем сами тепловые трубки. Затем вы можете создать приспособление, похожее на негатив этой пластины, с выступающими областями, где находятся эти тепловые трубки. Такое приспособление будет вдавливать тепловые трубки в эти канавки. После эпоксидной смолы или пайки в сборе тепловые трубки и основание будут на одной высоте для оптимального теплового контакта.
В этом случае следует использовать плоские тепловые трубки. Они
может максимизировать площадь контакта с поверхностью, где есть горячие компоненты. И в приложениях
там, где компоненты не вступают в непосредственный контакт с трубой, часто
проще использовать круглые тепловые трубки. Это связано с тем, что круглые тепловые трубы легче
изгибаются и имеют несколько лучшие тепловые характеристики, чем плоские тепловые трубки. Так
по возможности используем круглые тепловые трубки, но когда они встроены в
поверхность, и они имеют контакт с компонентами, тогда мы используем плоское тепло
трубы.
Так
по возможности используем круглые тепловые трубки, но когда они встроены в
поверхность, и они имеют контакт с компонентами, тогда мы используем плоское тепло
трубы.
Для получения дополнительной информации
Приведенная выше статья взята из описательного видео Advanced Thermal Solutions, Inc., которое вы можете найти на странице ATS YouTube по адресу: https://www.youtube.com/watch?v= I5CQsBWKtOg
Эта запись была опубликована в How To, Qpedia Thermal eMagazine. Добавьте постоянную ссылку в закладки.
сантехника — Как «починить» плохой стык (пайка)?
Спросил
Изменено 3 года, 7 месяцев назад
Просмотрено
220 тыс. раз
раз
Я пробовал паять 1/2-дюймовую медь (чтобы сделать что-то подобное), и некоторые соединения были ужасны. способ исправить суставы?
Какой быстрый и простой способ сработает?
Эти трубы не требуют большого давления. (жидкость в них подается из накопительного бака в поплавковый клапан — бак вмещает около 100 галлонов и расположен примерно на 3 фута над поплавковым клапаном)
Я очистил их и оплавил перед установкой, но так как соединения расположены так близко друг к другу, я не уверен, что я спалил флюс в непропаянных стыках до того, как добрался до них.
У меня тоже может быть слишком горячая горелка?
- водопровод
- медь
6
Просто нагрейте соединение горелкой, и как только припой начнет плавиться, используйте замки канала, чтобы разъединить фитинги. После того, как соединение разъединено, сотрите как можно больше старого припоя тряпкой. Теперь вы можете начать сначала. Чистка, флюс, припой.
Теперь вы можете начать сначала. Чистка, флюс, припой.
Не наносите флюс на соединения, над которыми вы не работаете, берите каждое соединение по одному. Если суставы все близко друг к другу, попробуйте делать суставы не по порядку. Припаяйте один стык, затем двигайтесь к дальнему стыку, затем обратно к стыку рядом с первым и т. д. Это позволит рассеять часть тепла и уменьшит вероятность перегрева стыков.
Не забудьте стереть излишки припоя с стыка, пока он не остыл, влажной тряпкой, нет ничего хуже, чем некрасивый стык (за исключением, может быть, негерметичного стыка). И не забывайте, паять трубы — это искусство. И, как и в большинстве других вещей, требуется много практики, чтобы добиться в этом успеха.
4
Много плохой информации, вплоть до смешного.
Не нужна газовая горелка MAP. Пропан достаточно горячий для медных труб нормального размера (до 3 дюймов или около того).
Протирать фитинг тряпкой не нужно, достаточно размазать припой, который висит на внешней стороне фитинга. Выглядит лучше , но больше ничего не делает.0003
Выглядит лучше , но больше ничего не делает.0003
Не используйте слишком много флюса. Он попадет в клапаны или скопится в трубе, останется там и через некоторое время разъедает отверстие. Простого слоя покрытия на трубе или фитинге (либо, либо) достаточно.
Если у вас горит зеленое пламя, это слишком жарко.
Поскольку все эти суставы очень близко друг к другу, вам, вероятно, придется переделывать их все. Как минимум нужно разогреть негерметичные стыки и разобрать их, а потом заново пропаять.
Я сомневаюсь, что вы делаете их слишком горячими, слишком жарко, если медь светится оранжевым/красным цветом или если труба или фитинги деформируются.
Я использую горелку MAPP, и мой процесс примерно такой.
- Очистите трубу и фитинг.
- Сходите с ума от флюса, флюс — ваш друг, который «засасывает» припой в соединение. Не экономьте на флюсе.
- Нагрейте арматуру, когда пламя станет зеленым, значит, она достаточно горячая.
- Быстро добавьте припой по всему периметру фитинга.
 Он должен немедленно расплавиться и всосаться в сустав.
Он должен немедленно расплавиться и всосаться в сустав.
Я не силен в пайке, поэтому мне очень помогает помощь кого-то другого. Один человек может использовать горелку, а другой использует припой. Таким образом, вы можете начать пайку, когда горелка снята с трубы.
1
Лучшим способом удаления припоя является использование теплового пистолета, предназначенного для этой цели. По сути, это фен, который нагревается достаточно, чтобы расплавить/размягчить припой.
1
Как с пропаном, так и с газом MAPP на самом деле очень легко перегреть соединение. Вы можете вскипятить припой из фитинга или в трубу, в зависимости от расположения горелки. Не так много с большими трубами, но с 1/2 дюйма это легко сделать. Вы должны использовать только от 1/2 до 3/4 дюйма припоя, чтобы сделать соединение такого размера; не добавляйте больше или Вы могли бы просто заполнить трубу. Держите сухая тряпка для удаления излишков припоя и влажная тряпка для охлаждения и очистки соединения. Флюс вызывает окисление (становится зеленым). Не беспокойтесь о том, что флюс сгорит: его хватит, если только он не слишком горячий. Должно быть только небольшое обесцвечивание; если их больше, то слишком много тепла. Поэтому, как только припой расплавится, отодвиньте горелку на несколько дюймов, но обязательно начинайте припой снизу и работайте вверх, а также равномерно перемещайте горелку.
Держите сухая тряпка для удаления излишков припоя и влажная тряпка для охлаждения и очистки соединения. Флюс вызывает окисление (становится зеленым). Не беспокойтесь о том, что флюс сгорит: его хватит, если только он не слишком горячий. Должно быть только небольшое обесцвечивание; если их больше, то слишком много тепла. Поэтому, как только припой расплавится, отодвиньте горелку на несколько дюймов, но обязательно начинайте припой снизу и работайте вверх, а также равномерно перемещайте горелку.
-
ГАЗ МААП. Профи этим пользуются. Даже если вы припаиваете пару стыков, это того стоит, иначе вы навредите себе и в конечном итоге заплатите, чтобы вызвать профессионала (который будет использовать газовую горелку MAAP). Как только вы его используете, вы поймете и расстроитесь. не получил его раньше. Я использовал пропан в течение многих лет, чтобы «сэкономить» деньги, мне жаль, что я не «сэкономил» эти деньги, так как мне пришлось переделывать некоторые соединения / занимать много дополнительного времени.

-
Сухой. Если есть вода, вы потерпите неудачу. Используйте маленькую трубку, чтобы откачать воду, если она осталась. Например, те небольшие капельные линии для орошения или воздушная линия для аквариума.
-
Очистите проволочной щеткой или наждачной бумагой/нанесите флюс. Если это не чисто, вы потерпите неудачу.
-
После того, как вы соберете фитинги, постучите по фитингу припоем во время нагрева. Если вы хотите нагреть наружный фитинг, НЕОБХОДИМО также нагреть трубу, входящую в фитинг — обе сопрягаемые трубы должны быть достаточно горячими, чтобы припой расплавился, когда он соприкасается с любой стороной трубы. конечно коснитесь припоем внутренней трубы вдоль шва с внешней трубой. Перемещайте тепло вокруг фитинга, не держите его на одном месте. Очевидно, что не подносите пламя непосредственно к припою, иначе вы его расплавите. Как только фитинг всосет припой, остановите нагрев и быстро перемещайте припой по стыку.
Я не профессионал в этом деле, но я обнаружил, что для моих любительских работ мне гораздо больше везет с жидким флюсом, чем с пастой. С жидкостью вам не нужно беспокоиться о том, что грязь снова попадет в смесь.
С жидкостью вам не нужно беспокоиться о том, что грязь снова попадет в смесь.
Поскольку у вас есть протечки в соединениях, их нагрев и добавление припоя не сработает, потому что новый припой не всосется в соединение. из-за отсутствия флюса. К сожалению, каждый плохой сустав придется удалить. Я бы использовал газовую горелку MAPP, так как она горит горячее, чем пропан, и работа будет выполнена быстрее.
После удаления осмотрите каждую медную трубу и проверьте, нет ли там чего-нибудь, что может привести к выходу соединения из строя. Если есть, примите меры по устранению проблемы.
Вы упомянули, что трубы расположены близко друг к другу. Вероятно, поэтому суставы отказали. Первый прошел нормально. Во втором случае вы нагревали трубу, и тепла было достаточно, чтобы расплавить или размягчить припой на первом стыке. Как кто-то сказал ранее, начните припаивать соединения, расположенные дальше друг от друга. Проблема в том, что в какой-то момент вам приходится потеть косяком рядом с другим.