 alexxlab
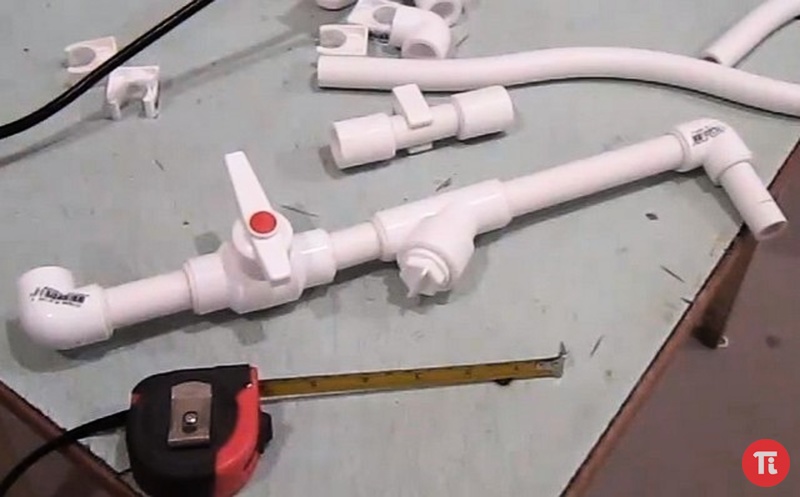
alexxlab инструкция, как правильно паять трубы из полипропилена
Прислушавшись к многочисленным советам, вы приняли решение не нанимать мастеров для монтажа системы отопления и выполнить все соединения полипропиленовых труб своими руками. Если вы уверены в успехе и хорошо умеете работать самостоятельно, то смело приступайте к подготовке и производству работ.
Мы же, со своей стороны подскажем, какие потребуются инструменты и приспособления для монтажа и как правильно паять полипропиленовые трубы. По умолчанию будем считать, что все материалы уже куплены, осталось только собрать все по схеме.
Сварочные аппараты для полипропиленовых труб
Начнем с подготовки монтажного инструмента. Поскольку все соединения труб и фитингов из ППР производятся способом пайки, то понадобится специальный паяльник для этой цели.
Примечание. Соединение деталей из ППР иногда называют сваркой. Чтобы не запутаться, запомните, что когда речь идет о полипропиленовых трубах, то способ соединения существует один – пайка, но его часто называют свариванием.
С помощью прессовых или резьбовых фитингов, как металлопластиковые трубы, эти системы не монтируются.
Применяемый для работы сварочный аппарат для полипропиленовых труб предлагается на рынке двух видов:
- с нагревателем круглого сечения;
- плоским греющим элементом.
Последний в простонародье прозвали «утюг» из-за некоторого внешнего сходства с этим бытовым прибором. Разные сварочные аппараты не имеют принципиальных отличий, только конструктивные. Насадки для труб из тефлона в первом случае надеваются и крепятся к нагревателю наподобие хомутов, а во втором – прикручиваются к нему с двух сторон. В остальном особой разницы нет, а функция прибора одна — пайка полипропилена.
Паяльные аппараты, как правило, продаются в комплекте с насадками. Самый дешевый и минимальный комплект китайского производства – это паяльник мощностью до 800 Вт, подставка для него и насадки для 3 типоразмеров самых распространенных труб – 20, 25 и 32 мм.
Если же в соответствии с расчетом и схемой понадобится состыковывать трубы размеров 40, 50 и 63 мм, то придется потратиться и приобрести другой набор для пайки, в котором есть соответствующие детали. Ну и самые дорогие комплекты производятся в европейских странах, отличаются надежностью в работе и долговечностью. Подобные наборы включают в себя такие инструменты:
- паяльник с подставкой;
- тефлоновые насадки для паяльника всех вышеперечисленных диаметров;
- ножницы для отрезки труб под четким углом 90º;
- шестигранный ключ;
- крестообразная отвертка;
- рулетка;
- перчатки.
Важно! Поскольку спайка полипропиленовых труб – это работа с нагретым оборудованием, то настоятельно рекомендуется всегда пользоваться перчатками вне зависимости от того, есть они в комплекте или нет.
Особенно это касается новичков, которые в 99 случаях из 100 случайно прикасаются к нагревательному элементу.
Рабочая часть паяльника (нагреватель) любой конструкции рассчитана таким образом, чтобы на ней можно было установить 2—3 насадки для труб малого диаметра. Это позволяет экономить много времени, работая с магистралями размером от 20 до 40 мм.
Немного о мощности аппарата для пайки. Высокая мощность необходима для быстрого и равномерного прогрева деталей больших диаметров, каковыми считаются размеры 63 мм и более. Для домашних целей достаточно иметь утюг мощностью 0.7—1 кВт. Паяльники с нагревателями выше 1 кВт считаются профессиональными, соответственно, стоят дороже обычных.
Рекомендации по монтажу
Кроме утюга следует приготовить и другой инструмент для пайки полипропиленовых труб, его состав приведен выше в перечне. Если в наличии нет ножниц для отрезания трубы под углом 90º, то для этой цели можно воспользоваться ножовкой и плотницким стуслом либо изготовить его самостоятельно, руководствуясь чертежом:
Примечание.
Когда ножницы для полипропиленовых труб отсутствуют и они обрезаются ножовкой, то торец надо обязательно зачистить от заусениц снаружи и внутри изделия.
До того как отрезать участок нужной длины, его надо точно разметить. Дело в том, что при соединении часть трубы входит в тройник или любой другой фитинг, это называется глубиной пайки. Поэтому к необходимому размеру участка, определенному с помощью рулетки, нужно прибавить значение этой глубины, отмерив ее величину от торца и поставив метку карандашом. Так как технология пайки предусматривает различную глубину погружения для разных диаметров трубопроводов, то ее значения можно взять из таблицы:
Примечание. В таблице указаны диапазоны глубины пайки, поскольку у разных производителей труб из ППР она варьируется в этих пределах. Значение можно уточнить, измерив несколько фитингов глубиномером.
При монтаже систем отопления выполняется пайка армированных полипропиленовых труб, они отличаются от обычных наличием слоя из алюминиевой фольги, стекловолокна или базальтового волокна. Причем этот слой в изделиях различных производителей может быть сделан по-разному. Когда армировка расположена не по центру толщины стенки, а возле наружного края, то перед пайкой труб из полипропилена потребуется зачистка. Для этого существует специальное приспособление:
Причем этот слой в изделиях различных производителей может быть сделан по-разному. Когда армировка расположена не по центру толщины стенки, а возле наружного края, то перед пайкой труб из полипропилена потребуется зачистка. Для этого существует специальное приспособление:
Процесс сваривания
Перед тем как приступить к работе, нужно поставить на паяльник насадки, соответствующие размерам труб, а затем включить его и настроить. Тут надо знать, при какой температуре паять полипропиленовые трубы. Большинство производителей указывают рабочую температуру 260—270 ºС, выше поднимать не стоит, а то не избежать перегрева. Недогрев тоже чреват некачественным и негерметичным соединением, где потом быстро образуется течь.
Надо понимать, что время нагрева, диаметр изделий и температура сварки связаны между собой. В таблице мы укажем промежутки времени сваривания при стандартной температуре 260 ºС.
Примечание. Длительность сварки – это время до полного застывания пластмассы, когда стык набирает максимальную прочность.

Когда настройка утюга окончена, приступаем к свариванию, следуя инструкции для пайки полипропиленовых труб:
- Взяв в одну руку трубу, а в другую – фитинг, одеваем их на насадку разогретого паяльника одновременно с двух сторон, не поворачивая вокруг своей оси.
- Выдерживаем положенное время.
- Аккуратно снимаем обе соединяемые части с тефлоновой насадки, опять же, без вращения.
- Плавно вставляем трубу в фитинг до отметки без проворачивания и фиксируем в течение времени, указанного в таблице, на этом стык готов. Подробнее операция показана на видео:
Удобнее правильно пользоваться паяльником, когда он установлен на столе, поэтому вначале рекомендуется пропаять несколько тренировочных стыков. После этого можно в удобном положении собрать все возможные узлы с короткими участками. Дальше следует прокладка магистралей с присоединением тройников по месту, здесь уже придется труднее.
Прокладывая магистральные трубопроводы, соблюдайте очередность монтажа участков и элементов. Начните сборку системы от источника тепла и идите до конца, а чтобы соединить две полипропиленовые трубы, старайтесь использовать только тройники, от которых пойдут отводы к батареям. Муфты для этой цели применяйте, когда иначе поступить нельзя. Избегайте стыков в труднодоступных местах, иначе для их выполнения придется работать сразу двумя паяльниками, чтобы одновременно прогреть соединяемые части.
Совет. Многие производители полипропиленовых систем разрабатывают собственные инструкции по монтажу своих изделий. Оттуда можно почерпнуть массу полезной информации, воспользуйтесь этим.
Как соединить металлопластиковую трубу с полипропиленовой
В силу различных обстоятельств бывает так, что надо соединить различные виды труб, например, ППР и сталь, металлопластик с полипропиленом и так далее. Такие ситуации случаются в квартирах, где участок общего стояка водопровода или отопления, проложенного стальной или металлопластиковой трубой, поменять затруднительно, а подключиться к нему надо. Это не является большой проблемой, надо лишь учесть, что все подобные соединения выполняются через резьбовые фитинги.
Такие ситуации случаются в квартирах, где участок общего стояка водопровода или отопления, проложенного стальной или металлопластиковой трубой, поменять затруднительно, а подключиться к нему надо. Это не является большой проблемой, надо лишь учесть, что все подобные соединения выполняются через резьбовые фитинги.
Поскольку соединение металлопластиковых труб может осуществляться прессовыми и разборными фитингами, то для стыковки с полипропиленом удобнее взять разъемный фитинг с наружной резьбой. В свою очередь, к торцу трубы из полипропилена припаивается фитинг с наружной резьбой, после чего соединение скручивается традиционным способом, с подмоткой льна или фум-ленты.
Разъемный фитинг для соединения труб
Когда надо врезаться в металлопластиковые трубы, то тут удобнее всего поставить тройник с резьбовым отводом, куда впоследствии можно прикрутить фитинг, а потом припаять к нему полипропиленовую трубу. Правда, с установкой тройника придется повозиться: надо отключить воду или опорожнить систему отопления, а потом перерезать металлопластик и произвести монтаж.
Заключение
Следует отметить, что работа с полипропиленовыми трубами – не самое сложное дело, хотя и требует сосредоточенности, внимания и терпения. Пусть вы затратите на процесс втрое больше времени, чем набившие руку мастера, зато сделаете для себя все качественно, а главное, — бесплатно.
Температура и время пайки полипропиленовых труб: таблица
Когда собираются водяные коммуникации, состоящие из пластиковых труб, важнейшим параметром становится температура. Она должна иметь определенные значения, позволяющие добиться прочного и надежного соединения.
Сегодня технология разводки трубопроводов из таких материалов предписывает соблюдение определенного температурного режима, а также конкретных временных значений, при выполнении сварочных работ. Если не соблюдать рекомендованные параметры, возможно появление разрыва в узловых местах, значительно ухудшиться движение водяного протока.
Общее влияние температуры при стыковочных работах
Технологический процесс сварки полипропиленовых труб основан на нагреве материала до нужной температуры. В результате пластмасса начинает размягчаться. При соединении деталей происходит диффузия молекул полипропиленовых молекул. Другими словами, в соединение происходит слияние молекул. Когда материал остынет, образуется крайне прочный стыковой узел.
Прочность свариваемых заготовок находится в прямой зависимости от температурного режима. При недостаточном нагреве, не будет происходит процесс диффузии. Молекулы фитинга и свариваемой трубы просто не в состоянии попасть в совмещаемые области. Сварка получится слабой и не сможет выдерживать больших нагрузок. Пара разорвется, нарушится герметичность стыка.
При перегреве конструкция начнет деформироваться. В результате изменится изначальная геометрия. Внутри детали может произойти образование сильного наплыва в виде большого валика. В результате в месте сварки значительно уменьшится диаметр сечения трубопровода.
Для нормальной пайки полипропиленовых труб, необходимо создать нагрев до температуры 255-265 градусов. Процесс нагрева должен учитывать несколько параметров:
- Диаметр детали.
- Температуру помещения.
- Время нагрева.
Практика показала, что время нагрева и диаметр детали находятся в прямой зависимости.
Температура помещения, в котором происходит пайка также оказывает влияние на этот процесс. Когда паяются детали, при извлечении их с «утюга» или другого нагревательного устройства, происходит пауза перед началом муфтовой стыковки. Чтобы компенсировать остывания при невысокой температуре, пп трубы необходимо нагревать немного дольше. Такое добавочное время находится в пределах 2-3 секунд. Подбор происходит эмпирическим путем.
Необходимо помнить, что если нагревать полипропиленовые трубы на нагревательном аппарате с установкой температуры более 270 градусов, произойдет очень сильный нагрев верхнего слоя детали. Сердцевина не получит достаточного прогрева. При стыковке деталей, толщина сварочной пленки получится очень тонкой.
При стыковке деталей, толщина сварочной пленки получится очень тонкой.
Как сваривать полипропиленовые трубы вручную
Сварочные гильзы устройства подбираются с учетом диаметра деталей. Затем их вставляют в сварочное зеркало и хорошо закрепляют.
Контактные поверхности очищаются от пыли и грязи. Для чистки лучше пользоваться очищающей жидкостью, которую рекомендует изготовитель данного изделия. В такой работе может помочь:
- Хлорэтилен.
- Трихлорэтан.
- Этиловый или Изопропиловый спирт.
Устанавливается определенная температура устройства. Обычно терморезистор должен нагреваться в пределах 250 – 270 градусов. Такое оптимальное значение температуры позволяет достичь правильного соединения.
Когда на термостате наберется нужный тепловой уровень, проверяется температура нагрева сварочного зеркала. Для этого используют специальный термозонд.
Отрезается труба, выдерживая 90 градусов, относительно оси. При необходимости нужно зачистить поверхность и снять фаску. Параметры зачистки, размер глубины фаски берутся из таблицы номер один. Фаску можно снять при зачистке детали или после нее, особым калиброванным инструментом.
Фитинги из полипропилена для раструбной сварки. Глубина зачистки и ширина фаски.
На поверхности трубы отмечается глубина вставки «L1» Берется из таблицы 2. Зачистка должна обязательно соответствовать величине глубины вставки.
Глубина вставки L1(мм): максимальная глубина вставки нагретой трубы в стакан фитинга.
На наружную поверхность трубы и свариваемого фитинга наносится продольная метка. Она дает возможность избежать смещения деталей во время соединения.
Поверхность трубы, а также прикладываемого фитинга, должны быть хорошо очищены от масла или грязи. После достижения нужного нагрева сварочного зеркала, труба, совместно с фитингом устанавливается в специальные гильзы. Фитинги должны быть вставлены до упора, свариваемая труба на полную глубину зачистки. Необходимо немного подождать пока детали нагреются.
Необходимо немного подождать пока детали нагреются.
Затем они быстро извлекаются и вставляются друг в друга. Глубина вставки фитинга должна равняться длине L1, в соответствии с продольными насечками.
Соединенные детали нужно подержать в зафиксированном положении, определенное время, согласно таблице №3. Затем нужно дать время остыть естественным путем. Нельзя охлаждать их с помощью вентилятора или опускать в холодную воду.
Время нагрева, сварки и охлаждения
Когда поверхность элементов достаточно охладилась необходимо провести их гидравлическое испытание.
Диапазоны температур при контактной сварке.
Изменении давления и температуры в процессе стыковой сварки приводятся на рисунке ниже:
Нюансы выдержки нужного теплового режима
Рассчитывая будущую схему трубопровода, прикиньте, как будет происходить дальнейший монтаж. Необходимо стремиться получить минимальное расстояние между паяльным аппаратом и местом соединения.
Если расчет будет сделан неверно, а место сварки окажется в недоступном месте, приходится разогревать деталь на значительном удалении от места крепления. При этом возникают большие потери тепла, так как приходится заниматься переносом деталей, чтобы выполнить муфтовый стык. В результате таких неучтенных моментов, возникает сильное ослабление шва.
Если сделан ошибочный расчет последовательности монтажа, пайки, может возникнуть ситуация, когда будет нереально состыковать последние детали, так как устройство нагрева просто невозможно установить между деталями. Чтобы увеличить зазор, приходится деформировать определенные участки трубопроводов, позволяющие вставить устройство для пайки. Такая работа может испортить внешний вид коммуникации. Возможно появление статического напряжения некоторых районов системы.
Очень грубой ошибкой, в результате которой не удается контролировать температуру, является последовательный нагрев заготовок непосредственно перед стыком. Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Иначе говоря, каждая деталь разогревается отдельно. В результате полностью нарушается температурный режим.
Такой неправильный подход может вызвать сильное остывание детали из-за затраченного времени, необходимой для разогрева. Происходит умышленная потеря тепла. Подобная методика соединения деталей не позволяет правильно выстроить работу и процесс размягчения материала становится непредсказуемым. Пользоваться ею категорически запрещено.
Чтобы осуществлять правильный контроль над температурным режимом, необходимо учитывать несколько критериев:
1.Качество сварочного аппарата для работы с полипропиленовыми изделиями, должно позволять удерживать определенные параметры с минимальной погрешностью.
2.Между сварочным аппаратом и участком соединения, должно быть менее 1.5 метров.
3.Операция должна выполняться в отапливаемом здании.
4.Прежде чем начинать сварочные работы, убедитесь, что температура соединяемых деталей примерно одинаковая.
Похожие статьи:
При какой температуре паять полипропиленовые трубы
От того, насколько точно подобрана температура пайки при проведении работ по монтажу полипропиленовых труб, зависит качество и долговечность готовых коммуникаций. Помимо этого необходимо учесть как длительность нагрева материала, так и продолжительность его остывания. В материале представлена таблица, позволяющая понять, при какой температуре паять полипропиленовые трубы 20 мм, 25 мм и т.д.
Правильный подбор показателей будет способствовать повышению надёжности мест стыков. Если не соблюдать установленные требования, их прочность будет гораздо ниже, а сама коммуникация прослужит меньше.
Типы полипропилена и его особенности
В ходе изготовления полипропиленовых труб могут использоваться различные типы полимеров. Каждый из них подходит для эксплуатации в определённом температурном режиме. Это может быть:
Это может быть:
- PN10. Выдерживает температуру не выше +40 °C, поэтому изделия из него предназначены лишь для трубопроводов холодного водоснабжения.
- PN16. Используется в сетях с температурным режимом до +60 °C.
- PN20. Является универсальным типом, подходящим для прокладки труб как холодного, так и горячего водоснабжения. Выдерживает до +95 °C, но с условием, что данное максимальное значение достигается только на непродолжительное время.
- PN25. Может использоваться в условиях продолжительного воздействия температуры свыше +95 °C.
При несоблюдении вышеуказанных требований и температуры пайки полипропиленовых труб, изделия быстро начнут деформироваться и изнашиваться. Также большое значение имеет и давление, на которое рассчитаны трубы из полипропилена конкретной марки. Вследствие этого выбор изделий для прокладки коммуникаций по принципу «что подешевле» не допустим. Результаты подобного подхода к делу могут быть самыми печальными: от возникновения протечки до разрыва трубопровода.
Диаметр труб подбирается исходя из текущих требований и гидравлических расчётов. Представленная на рынке линейка размеров позволяет покрыть любые потребности. Для использования в домашних условиях чаще всего достаточно изделий диаметром до 40 мм. С большими домашнему мастеру сталкиваться практически не приходится – они предназначены для магистралей.
Цветные полипропиленовые трубыРазличие труб по цвету никак не говорит об их технических характеристиках. Но наличие цветных полос даёт полезную информацию, помогающую не перепутать различные марки изделия при проведении монтажа: синяя полоска говорит о том, что труба предназначена только для холодного водоснабжения, красная – подходит и для горячего. Лучше конечно ориентироваться на буквенно-цифровую маркировку, как более информативную.
Пайка полипропиленовых труб
В ходе проведения пайки концы полипропиленовых труб нагреваются, в результате чего содержащийся в них полимер размягчается. При соединении разогретых таким образом изделий возникает процесс, называемый диффузия. Молекулы взаимно проникают друг в друга, что приводит к самопроизвольному выравниванию их концентрации и созданию прочной молекулярной связи. Таким образом, спайка получается достаточно надёжной и герметичной. Однако при несоблюдении температурного режима диффузия происходит неравномерно или с нарушениями, поэтому качество такого стыка получается низким.
При соединении разогретых таким образом изделий возникает процесс, называемый диффузия. Молекулы взаимно проникают друг в друга, что приводит к самопроизвольному выравниванию их концентрации и созданию прочной молекулярной связи. Таким образом, спайка получается достаточно надёжной и герметичной. Однако при несоблюдении температурного режима диффузия происходит неравномерно или с нарушениями, поэтому качество такого стыка получается низким.
Неправильная пайка полипропиленовых трубВнимание! Лучше паять строго указанное время, иначе излишний перегрев изделий повлияет также пагубно, как и недогрев. Детали деформируются, повреждается их геометрия, на внутренней стороне швов образуются наплывы. Последнее приводит к тому, что на месте стыка диаметр трубы уменьшается, а это серьёзно сказывается в дальнейшем на напоре воды.
Продолжительность воздействия паяльником на концы полипропиленовых труб напрямую зависит от их диаметра. Также нужно учитывать условия внешней среды. Проводить работы допускается при температуре воздуха не ниже -10 °C и не выше +90 °C.
Проводить работы допускается при температуре воздуха не ниже -10 °C и не выше +90 °C.
Влияние внешней среды на процесс спайки может быть достаточно сильным. Дело в том, что между снятием с паяльника труб и их стыковкой проходит определённое время, за которое они начинают остывать. Чем ниже температура воздуха, тем быстрее это происходит, и тем хуже становится качество шва. Чтобы исправить положение, рекомендуется немного увеличивать продолжительность нагрева изделий. Если диаметр труб равен 20 мм и более, надо паять при температуре окружающей среды строго выше 0 °C.
При какой температуре паять полипропиленовые трубы
Приведённая далее таблица наглядно демонстрирует зависимость времени нагревания и охлаждения от диаметра трубы.
Оптимальной температурой паяльника для соединения полипропиленовых труб считается 260 °C. Допустимо увеличивать этот показатель до 280 °C, но следует помнить, что в этом случае наружный слой полимера будет прогреваться больше внутреннего, и качество шва несколько ухудшится.
Спайка труб, армированных стекловолокном, производится с теми же показателями. Перед началом работы их необходимо обработать шейвером, чтобы снять наружный армированный слой.
Разобравшись, сколько паять полипропиленовые трубы, стоит обратить внимание на следующие особенности работы:
- Недопустимо нарушать порядок проведения работ, когда исполнитель пропускает последний стык по причине невозможности установки паяльника между трубами. Это приводит к появлению деформации и статического напряжения.
- Отдельные детали нельзя нагревать последовательно. Их температура во время стыковки должна быть одинаковой, иначе процесс диффузии пройдёт неравномерно.
- Между местом спайки и паяльником не должно быть большого расстояния, чтобы исключить потери тепла. Оптимально – до 1,4 м.
Соблюдение соответствия температурного режима установленным технологическим требованиям и использование качественного паяльника являются залогом высокого качества производимых работ.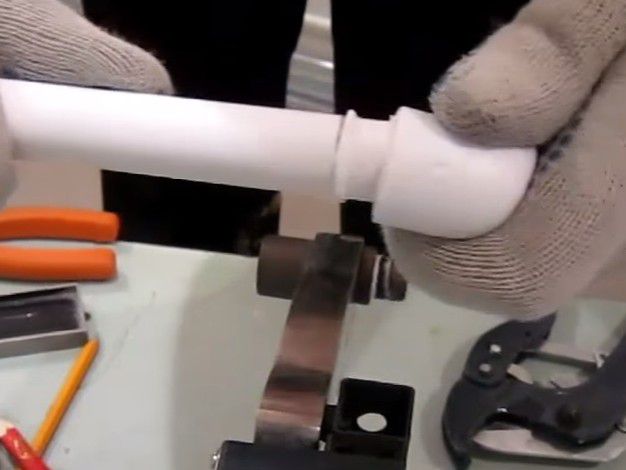 Готовые коммуникации прослужат продолжительное время, а возникновение проблем в процессе эксплуатации сведётся к минимуму.
Готовые коммуникации прослужат продолжительное время, а возникновение проблем в процессе эксплуатации сведётся к минимуму.
Пайка полипропиленовых труб — как правильно паять своими руками
Полипропиленовые трубы выдерживают высокое давление, температуру, легко монтируются и служат более 50 лет. Для соединения звеньев трубопровода проводится пайка полипропиленовых труб при помощи сварочного аппарата. Чтобы стыки были герметичными и прочными, нужно соблюдать некоторые рекомендации.
Виды ППР-труб
Полипропилен относится к группе термопластов. При нагревании до температур, ниже предела текучести, полимер переходит в вязкоэластичное состояние. Оно обратимо, поэтому материал при охлаждении снова становится твердым. Это свойство используется при сварке ППР.
Промышленность выпускает трубы диаметром от 10 до 1600 мм с толщиной стенки 2-61 мм. Для бытовых нужд применяют преимущественно сечения от 16 до 110 мм.
Трубный ассортимент изготавливают из разновидностей полипропилена:
- монополимера РР;
- блок-сополимеров РР-Н, РР-В;
- рандом-сополимера РР-R.

Различия между ними заключаются в строении полимерных цепочек и структуре межмолекулярных связей.
Изделия из ППР обладают необходимой прочностью и химической стойкостью, но достаточно высоким термическим расширением. При нагреве на 50 °С труба длиной 10 м удлиняется на 60 мм.
Чтобы уменьшить деформации, проводится армирование полипропилена стекловолокном или алюминиевой фольгой. Наибольшее распространение такие материалы получили в системах низко- или высокотемпературного отопления, где среда испытывает значительные колебания температуры.
В маркировке продукции содержится информация об изготовителе, типе и диаметре трубы, толщине стенки, классе эксплуатации, номинальном рабочем давлении. Дополнительно может быть указан номер российского или международного стандарта.
Область применения труб определяется рабочим давлением:
- PN10, PN16 — для холодного водоснабжения;
- PN20 — для холодного и горячего водоснабжения;
- PN25 — для отопления.

О назначении может сказать цвет пластика:
- белый и серый — для внутреннего холодного или горячего водопровода, отопления;
- черный —для наружных систем;
- зеленый — для полива, холодных трубопроводов небольшой протяженности.
Особенности монтажа
Пайка полипропиленовых труб ведется с помощью тепловой контактной или электроимпульсной сварки. Термопластичный полимер на соединяемых участках при нагреве размягчается, а при затвердевании образует монолитный стык. Узлы являются неразборными.
Для тепловой сварки используется специальный паяльник с греющими насадками различного диаметра. Оптимальная температура пайки полипропиленовых труб 260-300°С. При сборке системы рекомендуется применять изделия одного производителя, что гарантирует совместимость труб и фитингов по диаметру и химическому составу.
При монтаже используются:
- муфты, тройники, углы, переходники, отводы, обводы из ППР;
- комбинированные изделия для соединения с металлом;
- шаровые краны;
- обратные клапаны;
- фильтры;
- водорозетки.

К стене трубопровод крепится с помощью кронштейнов, хомутов, опор.
Устройство и принцип работы ручного паяльника для ППР
Сварочный аппарат для пайки полипропиленовых труб помогает быстро и качественно смонтировать систему водоснабжения, отопления, дренажа или полива. Инструмент состоит из корпуса с ручкой, металлической платформы («утюга», цилиндра) для крепления насадок и подставки.
Прибор работает от сети 220 В, потребляемая мощность 600-2000 Вт. Температура нагрева задается терморегулятором в пределах 50-300°С. Определить готовность к работе можно по светящимся индикаторам. В платформе предусмотрены отверстия под насадки для трубопроводов наиболее распространенных диаметров 20, 25, 32 мм. В некоторых моделях комплектация расширена до 40, 50 или 63 мм.
Насадки устанавливаются попарно — гильза предназначена для разогрева участка трубы, дорн для раструба муфты или корпуса арматуры. Покрытие может быть стальным или тефлоновым. В отличие от металла полимерный материал обладает низкой адгезией, намного лучше очищается от пластикового припоя.
В штырьевых паяльниках используются колодочные насадки. Они состоят из двух частей и закрепляются к нагревателю болтами. Такие сварочные аппараты применяют для пайки в труднодоступных местах.
Как правильно паять полипропиленовые трубы согласно инструкции:
- Установить нужные насадки.
- Прибор включить в сеть.
- Задать требуемую температуру с помощью терморегулятора.
- Дождаться сигнала индикатора.
- Надеть трубу на одну насадку, фитинг на другую.
- Выждать время, указанное в таблице инструкции.
- Снять нагретые элементы, соединить, прижать без усилия.
- Дать остыть в течение нескольких минут.
Некоторые производители укомплектовывают прибор металлическим кейсом для хранения и переноски, ножницами для резки полипропиленовых труб, защитными перчатками. Электроинструмент доступен по цене и прост в применении, что сделало его популярным как у профессионалов, так и домашних мастеров.
Пайка неармированных труб
Сваривать ППР-трубы рекомендуется при температуре воздуха не ниже +5°С, так как на морозе пластик становится хрупким. Для монтажа понадобятся фитинги, паяльник, шестигранник для закручивания насадок, ножницы, рулетка, карандаш, перчатки. Насадки больших диаметров устанавливают ближе к основанию, меньшие — к краю нагревательной платформы.
Для монтажа понадобятся фитинги, паяльник, шестигранник для закручивания насадок, ножницы, рулетка, карандаш, перчатки. Насадки больших диаметров устанавливают ближе к основанию, меньшие — к краю нагревательной платформы.
На терморегуляторе выставляют температуру в диапазоне 240-280°С. После отключения контрольного индикатора можно приступать к пайке.
Резка
Труба перед свариванием должна быть подготовлена. Ее нарезают на участки согласно схеме трубопровода заранее или непосредственно при монтаже. Для резки используют специальные ножницы по полипропилену, дающие ровный рез.
Ножницы могут быть различной конструкции — с обратной пружиной, храповым или роликовым механизмом, электроприводом. Широкое основание позволяет установить трубу правильно по отношению к режущей части.
Допускается применение ножовок по металлу. Для получения качественного среза инструмент нужно держать строго перпендикулярно оси трубы.
Снятие фаски
По технологии монтажа полипропиленовых трубопроводов требуется снять с торцов фаску глубиной 1 мм под углом 30°.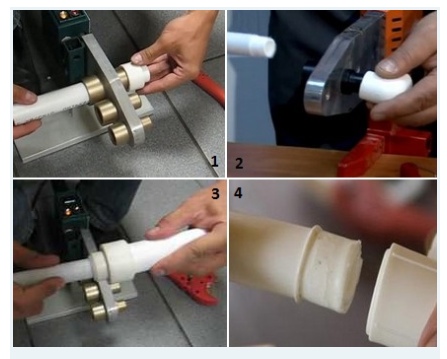 Этой операцией часто пренебрегают, считая, что она не нужна. Тем не менее, благодаря срезанию лишнего объема и формированию утонченного окончания трубы соединение в нагретом виде намного легче собирается и меньше деформируется. Расплавленный материал не продавливается в просвет и не снижает его площадь.
Этой операцией часто пренебрегают, считая, что она не нужна. Тем не менее, благодаря срезанию лишнего объема и формированию утонченного окончания трубы соединение в нагретом виде намного легче собирается и меньше деформируется. Расплавленный материал не продавливается в просвет и не снижает его площадь.
Фаску можно снять строительным ножом, специальным точильным станком или самодельным устройством с режущим лезвием.
Видео как снять фаску у алюминевых и неалюминевых труб
Очищение и обезжиривание
Снятие пыли, загрязнений и жира производится ветошью, смоченной ацетоном. Эта мера способствует более равномерной диффузии между разогретыми границами трубы и фитинга, увеличивает срок службы узла.
Разметка
Если достаточного опыта сварки нет, рекомендуется сделать предварительную разметку. Для этого на торце трубы отмеряют расстояние, равное глубине раструба фитинга плюс 2 мм, и ставят карандашом отметку. Можно установить ограничительный хомут.
Для этого на торце трубы отмеряют расстояние, равное глубине раструба фитинга плюс 2 мм, и ставят карандашом отметку. Можно установить ограничительный хомут.
Рекомендуемые расстояния до риски в зависимости от диаметра трубы:
Если фронт работы большой, удобно пользоваться самодельным шаблоном.
Прогрев и соединение
Время нагрева насадок зависит от толщины стенки трубы. Чем она больше, тем дольше должно быть температурное воздействие. Рекомендуемые производителями величины указываются в инструкции к сварочному аппарату.
Трубу насаживают на разогретую гильзу до ограничительной метки, а фитинг — на дорн. Через несколько секунд детали аккуратно снимают, соединяют с небольшим усилием, выдерживают технологическую паузу и охлаждают естественным путем без механический воздействий. После каждого применения насадки очищают от остатков налипшего материала.
Превышать время нагрева не рекомендуется. В результате полипропилен становится слишком вязким и образует наплывы, которые могут сузить просвет и нарушить проходимость соединения.
Нельзя допускать несоосности аппарата и деталей при сварке. На участках длиной более 2 м нужно подложить подставки. Сложные звенья лучше заранее спаять на горизонтальной площадке — полу или столе, а затем уже вварить готовый узел в трубопровод.
Как паять полипропиленовые трубы с армированием
Армирующий слой, уменьшающий температурные деформации, изготавливается из алюминиевой фольги или стекловолокна. Он может располагаться на внешней поверхности или в толще стенки. Трубы, армированные стекловолокном, сваривают аналогично обычным полипропиленовым. Стеклянные нити не препятствуют диффузии материалов, при отвердении структура не меняется.
Фольга при сварке создает непроницаемый барьер для смешивания молекул полимера, поэтому металл предварительно удаляют на глубину стыка. Для этого применяют специальные ручные зачистки или насадки на перфоратор.
Зачистки работают по принципу точилки для карандашей. Они срезают верхний слой полипропилена и металл. На поверхности после обработки не должны остаться частицы фольги. Дальше пайка проводится обычным способом с подбором соответствующих фитингов.
Дальше пайка проводится обычным способом с подбором соответствующих фитингов.
Как паять полипропиленовые трубы в труднодоступных местах
Часто бывает, что к соединению сложно добраться даже с компактным ручным паяльником. Это участки под потолком, в углах, нишах или места с близко расположенным сантехническим оборудованием. В этом случае применяются следующие способы сварки:
- Сложный узел сначала собирают отдельно, затем приваривают к трубе в удобном месте.
- Нагревают последовательно прямую и ответную часть с минимальным промежутком времени и быстро соединяют, чтобы детали не успели остыть.
- Используют одновременно 2 комплекта насадок, устанавливая их в нагреватель зеркально. При этом одна из веток не должна быть жестко закрепленной.
- Предварительно разогретые на штырьевом паяльнике насадки слегка откручивают, снимают и расплавляют ими соединяемые участки.
Поскольку сварку нужно проводить быстро, для работы в труднодоступных местах не обойтись без помощника.
Гидравлические испытания
Качественные соединения при внешнем осмотре не имеют несоосности более 5°, складок, трещин или других дефектов. По кромке раструба должен образоваться валик, выступающий за торец трубы. Если он неоднородный или слоистый, при сварке был нарушен температурный режим или в стык попала грязь.
Гидравлические испытания проводят при давлении, превышающем максимально допустимое в 1,5 раз. Так для трубопровода с РМ 25 атм. это 40 атм. Время нагнетания 30 мин.
Через 10 и 20 минутах давление снижают, проверяют соединения на герметичность. Затем давление повторно повышают. Если обнаружены утечки и потеря по манометру более 0,2 бар, участок трубопровода с дефектами нуждается в замене. Если вы нанимаете специалиста, стоимость пайки полипропиленовых труб будет выше, чем при самостоятельном монтаже. Зато вы на 100% сможете избежать протечек из-за некачественных стыков и, следовательно, сэкономите на переделках.
Техника безопасности при пайке труб
Чтобы не нанести вред своему здоровью, при сварке полимеров нужно соблюдать правила:
- Организовать в помещении хорошую вентиляцию.

- Надевать рукавицы для предотвращения ожогов.
- Не держать рядом с рабочим местом горючие материалы и жидкости.
- Выполнять правила обращения с электроинструментом.
Желательно иметь поблизости аптечку для оказания первой помощи.
Как не допустить ошибок
Качеству сварки может навредить несоблюдение технологии. Чтобы не пришлось заменять отдельные участки или весь трубопровод, рекомендуется:
- не работать при низких температурах воздуха;
- не превышать время нагрева;
- не крутить детали соединения, снимая с насадок;
- не применять излишних усилий при стыковании;
- не использовать насадки с поврежденным покрытием;
- очищать и обезжиривать поверхности;
- не сваривать металлический трубопровод рядом с фитингом из ППР, который при нагреве может расплавиться.
Видеоинструкция по монтажу полипропиленовых труб
Заключение
Пайка полипропиленовых труб своими руками проводится с помощью компактного сварочного аппарата. Для получения качественных соединений нужно использовать комплектующие одного производителя. При строгом соблюдении технологии стыки будут герметичными, прослужат не менее срока эксплуатации самого трубопровода.
Для получения качественных соединений нужно использовать комплектующие одного производителя. При строгом соблюдении технологии стыки будут герметичными, прослужат не менее срока эксплуатации самого трубопровода.
Полипропиленовые трубы — пайка своими руками, сварочные аппараты
Изделия из этого материала давно пришли на смену металлическим система отопления. Водопроводы из пластика устанавливаются в частных домах, квартирах. Многие не знают, как паять полипропиленовые трубы. Освоив этот процесс, можно дополнительно удешевить монтаж трубопровода.
Пайка полипропиленовых трубМетоды соединенияПластик — это термопластичный полимер, который размягчается при нагревании. Если после разогрева, соединить две детали из этого материала равномерно между собой, произойдет процесс полифузии — взаимопроникновение материала.
Существует два способа соединения труб из полипропилена:
- Пайка встык. Технологический процесс, при котором две трубки соединяются между собой точно по внешнему, внутреннему диаметру.

- Муфтовая спайка. Для изготовления прочного соединения применяется отдельная деталь. Разогревается внешняя сторона трубки, внутренний диаметр муфты. Детали соединяются между собой.
Сварочные аппаратыМуфта позволяет получить наиболее герметичное соединение, но ее применение ограничивается диаметром труб — до 63 мм. Для стыковки больших элементов трубопровода необходимо применять технологию пайки встык.
Сварка труб из полипропилена выполняется с помощью специального паяльника. В магазинах можно купить два вида нагревательного оборудования для пластика:
- Цилиндрические нагреватели. Удобны для проведения пайки в труднодоступных местах.
- Плоские нагреватели. На разогревающейся плите закрепляются насадки разных диаметров, с помощью которых спаиваются трубки, муфты.
Для выполнения сварки аппарат должен комплектоваться набором насадок разного диаметра. Лучше выбирать устройства с терморегулятором, датчиком нагрева до 260 градусов (температура требуемая для спайки пластика).
Независимо от технологии сварка полипропиленовых труб выполняется в несколько этапов:
- Трубы обрезаются с помощью специальных ножниц.
- Сварочный аппарат разогревается до 260 градусов. Он должен быть надежно закреплен на горизонтальной поверхности, чтобы не раскачиваться при нагревании.
- Дождаться пока отключится индикатор нагрева (погаснет лампочка на корпусе).
- Надеть соединяемую сторону трубки на нагревшуюся насадку. Одновременно с этим надеть другую деталь на соседнюю разогретую насадку.
- Подождать 4–6 секунд, одновременно соединить детали между собой.
Дождаться остывания шва.
Резка труб ножницамиПодготовительные работыПеред монтажом водопровода из пластика, нужно подготовить инструменты, расходные материалы:
- сварочный аппарат для полипропилена;
- ножницы для пластика;
- муфты, запорную арматуру, трубки;
- измерительный, разметочный инструмент.

Помимо этого, необходимо нарисовать чертеж расположения труб, места подключения радиаторов, смесителей, бытовых приборов. Существует два варианта разводки трубок:
- Коллекторная — изготовление отдельного контура, один конец которого подключается к центральному стояку, а на втором устанавливается запорный кран. После запорной арматуры крепится тройник, от которого начинается разводка труб к разным бытовым приборам, точкам слива воды.
- Тройниковая — на центральной трубе устанавливается тройник, от которого монтируется одноконтурный трубопровод, с последовательным подключением бытовых приборов, смесителей.
Температура плавления полипропилена, влияет на процесс спайки. Если температурный режим будет нарушен, соединение будет некачественным.
Температура пайкиЧтобы соединить трубы, нужно знать температуру плавления полипропилена. Для этого можно воспользоваться готовой таблицей в интернете, в которой указываются температурные режимы зависимо от диаметра, толщины стенок трубок. Процесс нагревания зависит от нескольких факторов:
Процесс нагревания зависит от нескольких факторов:
- Проводить нагрев пластиковых деталей нужно быстро, чтобы они не успели полностью расплавиться. Для этого аппарат нагревают заранее.
- Нельзя выполнять работы на очень высоких температурах. Это приведет к разрушению материала, изменению формы изделия.
- Тефлоновое покрытие на насадках для разогрева трубок, держится длительное время, если рабочий температурный режим не превышает 260 градусов. Это оптимальный показатель для того чтобы плавился пластик. Повышение температуры приведет к порче полипропилена, разрушению тефлонового покрытия.
Перед монтажом трубопровода нужно изучить правила и пошаговую инструкцию по спайке полипропиленовых труб домашних условиях для начинающих:
- Нагревать детали одновременно.
- Предварительно нагревать аппарат, а потом приступать к работе. Не выключать оборудования после изготовления первого шва, если нужно сделать еще несколько соединений.
 Благодаря этому для размягчения материала не нужно будет затрачивать больше времени.
Благодаря этому для размягчения материала не нужно будет затрачивать больше времени. - После нагревания пластика, соединения деталей нужно дать готовому шву остыть. В этом время нельзя пытаться повернуть или сильнее сдавить изделия. Это приведет к образованию наплывов пластика внутри трубопровода, ухудшению герметичности.
Выполнять работы используя перчатки из термоустойчивого материала.
Cпайка полипропиленовых трубКак долго греть?Чтобы узнать оптимальное время пайки полипропиленовых труб, можно воспользоваться готовой таблице из интернета. В ней указывается промежуток времени для нагревания зависимо от диаметра трубы. Например, для трубок сечением 16 мм, достаточно 4 секунд, а для деталей диаметром 160 мм — 16 секунд.
Пошаговое проведение работПайка полипропиленовых труб своими руками:
- Трубки обрезаются по требуемым размерам.
- Снимаются фаски, шейфером очищается армирующий слой.
- Соединяемые края очищаются от грязи, обезжириваются.

- Паяльник нагревается до 260 градусов. Перед его включением необходимо закрепить насадки с тефлоновым покрытием на нагревательные элементы.
- Одновременно надеть соединяемые детали на разогретые насадки.
- Подождать требуемый промежуток времени, соединить элементы трубопровода.
Дождаться остывания шва. Если образовались наплывы пластика снаружи трубок, выровнять их можно с помощью мелкой наждачной бумаги.
Пайка на сложных участкахДалеко не всегда при сборке трубопровода все работы можно провести на удобных участках. Сварка труб ПП в труднодоступных местах имеет определенные особенности. Если трубопровод новый, в первую очередь собираются его участки, которые будут расположены в неудобных местах. После этого монтируются остальные части. Если нужно заменить отдельную часть старого трубопровода, нужно воспользоваться муфтами с накидной гайкой или электро-муфтой.
Трубопроводы из полипропиленовых трубок популярны для обустройства частных домов квартир. Они подходят для изготовления систем водоснабжения, отопления. Работать с этим материалом может научиться любой человек без практического опыта, ознакомившись с нюансами, придерживаясь правил.
При какой минимальной температуре воздуха можно паять полипропиленовые трубы, можно паять на морозе?
Если речь о качественном монтаже водопровода с использованием полипропиленовых труб, то я бы настоятельно не советовал паять трубы при отрицательных температурах.
Время прогрева (по таблице) не ориентир, при низких температурах придётся увеличивать время прогрева и делать это по сути «на глаз».
Увеличивать температуру на паяльнике не советую, увеличивается только время прогрева.
Далее, на морозе труба быстро остывает, после прогрева работать нужно без задержек.
На морозе полипропиленовая труба становится более хрупкой, это особенно актуально если речь об армированных алюминием ПП трубах.
Вот такую
полипропиленовую трубу арилированную стекловолокном зачищать (шейвером) не нужно перед пайкой, в отличие от алюминия.Далее, после монтажа труб качество сборки проверяется давлением.
То есть система заполняется водой.
На морозе (после испытания системы) вода тут же замёрзнет, её нужно сливать и причём в обязательном порядке, сделать это довольно проблематично.
Если речь о наружных работах, то вначале выкапывается траншея (глубина ниже точки промерзания в Вашей местности).
Заниматься земляными работами и тем более в ручном режиме (лопата) крайне сложно в замёрзшем грунте.
Если речь о квартире (к примеру Новостройка, отопление ещё не дали), то и в этом случае не советую паять полипропилен на морозе.
Такие трубы паяются при температуре не ниже + 5 (рекомендация от производителя) градусов (наиболее предпочтительный вариант, комнатная температура), минимально допустимая 0 градусов и не ниже.
Но если ситуация аварийная, то в принципе работать можно и в мороз, неоднократно занимался ремонтом водопровода зимой, впаивал фитинги, отрезки трубы, при температуре в — 10 и даже чуть ниже градусов.
То есть паять на морозе можно, но качество пайки будет под вопросом.
Если ситуация не аварийная, то настоятельно рекомендую заниматься этими работами (монтаж водопровода) только в тёплое время года, или же в отапливаемом помещении.
Но если так получилось, не допускайте замерзания воды в трубах (полипропилен разный, но всё же), особенно если речь идёт о тонкостенных полипропиленовых трубах.
Советы по сварке полипропиленовых труб
Мы закончили монтаж своего водопровода из полипропилена, а также провели наглядные натурные испытания на прочность и качество сварки. Теперь можем, исходя из своего практического опыта, давать советы по сварке полипропиленовых труб своими руками, как не допустить ошибок в данной технологии и подробно описать все этапы работ по самостоятельному монтажу водопровода из полипропилена.
Как и зачем размечать полипропиленовые трубы перед сваркой
Первый вопрос, который появляется перед нами: сколько нужно отрезать от трубы. чтобы верно спаять первый же участок? Ведь в конце концов отрезок трубы уменьшится на расстояние сварки. Для этого смотрим в инструкцию или измеряем парную насадку на инструменте. Для разного диаметра труб это расстояние разное. Например, в нашем случае, для 20 мм трубы это расстояние 14,5 мм, для трубы 32 мм – 18 мм соответственно.
Далее перед сваркой каждой детали полипропиленового водопровода непременно наносилась разметка. Для этого даже был выполнен шаблон, чтобы постоянно не измерять трубу. Действительно, после применения предварительной разметки повысилась повторяемость сварки. Одинаковыми соединения стали не только по внешнему виду, но и усилия на одевание и снятие заготовок с разогретой насадки стали более предсказуемыми.
Возможные погрешности при сварке полипропиленовых труб
Во время монтажа своего водопровода мы столкнулись с несколькими проблемами, которые к счастью оказались не такими уж серьезными, тем не менее написать о них нужно. Первая беда – неперпендикулярные соединения. С механической точки зрения, неидеальная стыковка под 90 градусов не влияет на надежность сварки. Это скорее вызывает некоторое неудобство при стыковке протяженных участков и эстетически смотрится не аккуратно. Но нам все равно закрывать всю эту красоту декоративными коробами из гипсокартона, поэтому просто признаем, что без опыта ровно не получится. С этим можно бороться большим число повторений или просто смириться.
Первая беда – неперпендикулярные соединения. С механической точки зрения, неидеальная стыковка под 90 градусов не влияет на надежность сварки. Это скорее вызывает некоторое неудобство при стыковке протяженных участков и эстетически смотрится не аккуратно. Но нам все равно закрывать всю эту красоту декоративными коробами из гипсокартона, поэтому просто признаем, что без опыта ровно не получится. С этим можно бороться большим число повторений или просто смириться.
Второй камень преткновения – внешний вид соединения труба-фитинг. В интернете все спорят о том, сколько слоев наплывающего пластика должно быть в месте соединения фитинга и трубы: один или два. Одни считают наличие таких колец критерием качественной сварки, другие, напротив, видят в «двойном подбородке» из выпирающей полипропиленовой массы непрофессионализм.
Ответственно могу заявить, что на качество сварки это ни как не влияет – все эти кольца, валики и прочие аномалии, лишь побочное косметическое проявление. Один или два слоя выпучится наружу, значения не имеет – труба от этого в месте соединения не развалится. И у меня, первое время, всегда получалось по-разному, но потом я нащупал секрет получения одного слоя. Все просто: один слой снимается с трубы, другой выдавливается из фитинга – получаем два не всегда ровных кольца.
И у меня, первое время, всегда получалось по-разному, но потом я нащупал секрет получения одного слоя. Все просто: один слой снимается с трубы, другой выдавливается из фитинга – получаем два не всегда ровных кольца.
Чтобы получить эстетически красивое соединение с минимумом излишков полипропиленовой массы предлагаю сделать следующим образом. Перед нагревом, проставить на трубе помимо основной еще одну метку. Она должна быть нанесена чуть раньше глубины взаимодействия трубы и фитинга, вторую же метку нанести на прежнем месте. Разогрев трубы производить до первой дополнительной метки, а при соединении, вводить трубу до второй основной метки. Таким образом, во время соединения, лишний пластик окажется лишь со стороны фитинга. Образуется всего одно небольшое кольцо в месте соединения. Мы как бы совсем чуть чуть недоразогреваем трубу, но полностью разогреваем фитинг. Хотя лично мне все равно как выглядит соединение, по мне главное – это надежность, а эстетику будем наводить за счет кафеля.
Наш коллектор непростой: мало того, что применяются переходные или редукционные тройники, конструкция растянута в нише между помещениями. То есть для выполнения монтажа с инструментом ни как не подлезть. Поэтому решено выполнять монтаж крупно узловыми участками, а потом стыковать в удобном месте. Особенность нашего коллектора еще и в том, что нужно учесть горизонтальные отводы для запитывания потребителей в разных помещениях. Трубы нужно прокладывать таким образом, чтобы не выйти за конструкцию короба, закрывающего инсталляцию для унитаза и биде.
Не обойтись при монтаже без фиксации конструкции. Для полипропилена существуют замечательные пластиковые держатели, в которые трубы легко защелкиваются. Так как наша конструкция очень не простая, приходилось по нескольку раз примеряться. Самыми неудобными для монтажа стали места установки фильтров для воды. С одной стороны оба фильтра нужно надежно закрепить, а с другой обеспечить легкий доступ для обслуживания. Так как не хватает расстояния для установки двух фильтров, кран для слива пришлось установить через угольник.
Ошибки при монтаже полипропиленовых труб
Вблизи конечных потребителей воды трубы заканчиваются муфтами с наружной резьбой. Это правило действует везде, кроме смесителя для ванной, так как тут требуются муфты с внутренней резьбой. Затем накручивается эксцентрик и устанавливается смеситель. Перед закупкой фитингов для ванной, я посмотрел, как сделали у соседей наемные сантехники, и купил оконечные муфты с наружной резьбой. Это была политическая ошибка, которую придется исправлять с помощью муфты (футорки).
Вдоль стен в наших санузлах запланированы короба, прикрывающие трубы. Как видно на фотографии, фитинг с резьбой выбран угловой, чтобы уменьшить число соединений. Ведь чем меньше швов, тем пропорционально меньше вероятность того, что они в один прекрасный день они разойдутся. Вот по примеру стенда в магазине и совершалась закупка фитингов. На практике монтаж полипропилена не составил труда, однако, при сооружении короба возникли проблемы. Слишком уж маленькое расстояние от трубы до резьбы оказывается после облицовки короба плиткой.
Во время соединения полипропиленовых труб с фитингом еще остается некоторое время для корректировки положения трубы относительно фитинга. Это время достаточно ограниченное всего пару секунд. Именно в тех случаях, когда монтажник увлечется вылавливанием миллиметров и перпендикуляров, может ухудшится прочность шва. Так что я настоятельно рекомендую сократить до минимума это время на исправление неточностей. Разогрел, вставил, подождал и все – никаких попыток «запрыгнуть в уходящий поезд». Как получилось – так получилось. Если получилось плохо – переделывайте весь кусок.
Другой враг при сварке труб из пропилена – перегрев материала. Сварка полипропилена похожа на пайку меди свинцово-оловянным припоем, там тоже целое искусство найти нужные температуру и время взаимодействия материалов. Перегретый пластик меняет свои физико-химические свойства, а также, при перегреве, меняются геометрические размеры деталей и площадь соединения уменьшается. В результате чего надежность соединения падает. Самое неприятное, что последствия такого неаккуратного шва могут проявиться не сразу. Но самые опасные враги полипропилена – грязь, вода в месте соединения и поспешность во время монтажа. Так что при самостоятельном монтаже полипропиленовых труб следует трепетно поддерживать культуру труда.
Самое неприятное, что последствия такого неаккуратного шва могут проявиться не сразу. Но самые опасные враги полипропилена – грязь, вода в месте соединения и поспешность во время монтажа. Так что при самостоятельном монтаже полипропиленовых труб следует трепетно поддерживать культуру труда.
Кроме организационных проблем и ошибок при проектировке, монтаж полипропиленовых труб не составит труда для любого человека. В наших силах повлиять и на температуру и на время соединения, так что нужна лишь внимательность и аккуратность.
Как правильно паять трубы из ППР?
Полипропиленовые трубы постепенно получают наибольшее распространение. Причины этого. Полипропиленовые трубы и фитинги к ним стоят сравнительно недорого. Соединение фитинга и трубы в дальнейшем не протекает, его можно назвать практически вечным, как и сами трубы. Но важно понимать, как паять пластиковые трубы. Помните, что правильная техника — залог успеха.
Паяльная техника
Процесс сварки (пайки) предельно прост! Полипропилен эластичен при термическом нагревании — он переходит в состояние, которое можно сравнить с глиной.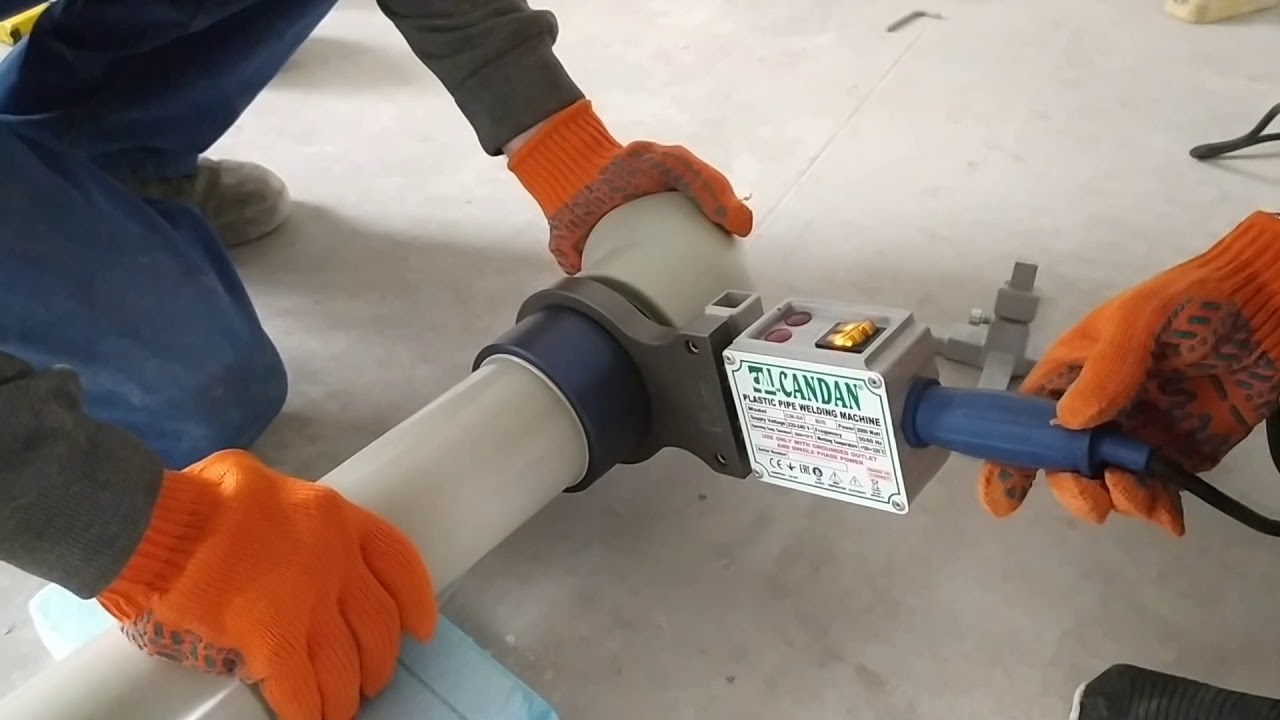 Когда материал остывает, его структура резко затвердевает. С научной точки зрения этот процесс называется сваркой полиэстера. Когда вы наберетесь достаточного опыта склеивания полипропиленовых труб, тогда это покажется невероятно простым.
Когда материал остывает, его структура резко затвердевает. С научной точки зрения этот процесс называется сваркой полиэстера. Когда вы наберетесь достаточного опыта склеивания полипропиленовых труб, тогда это покажется невероятно простым.
Способы пайки
Теперь паяем двумя способами. Пайка в раструб — это соединение двух труб с помощью специальной муфты или отрезка трубы, диаметр которой больше двух свариваемых деталей. Этот метод используется, когда сварочная труба имеет диаметр менее 63 мм.
Видео пайка — это просто соединение двух смежных граней труб без дополнительных сторонних элементов. Этот вариант предпочтителен с точки зрения эстетики, но более сложен с точки зрения исполнения.
Для выполнения этой (прямой) пайки требуется опыт. Как паять полипропиленовые трубы? Оба описанных варианта считаются правильными, каждый способ имеет свои нюансы и особенности. Выбор вы делаете для себя, но в основном для домашнего использования припой с муфтой.
Рекомендуется
Наиболее эффективные методы проращивания семян
Несмотря на то, что метод рассады в овощеводстве является очень трудоемким процессом, его использует большинство садоводов. Посадка семян в открытый грунт — простой и удобный метод, но эффективен только в определенных климатических зонах. I …
Посадка семян в открытый грунт — простой и удобный метод, но эффективен только в определенных климатических зонах. I …
Светоотражающая краска. Сфера применения
Когда автомобили начали заполнять дороги, их популярность начала набирать светоотражающая краска.Благодаря этой краске, как водителям, так и пешеходам становится намного легче избегать аварий в темноте. Назначение краски Светоотражающая краска — лакокрасочный материал, который …
Клеммы
Для пайки любым из вышеперечисленных способов требуется специальное оборудование, в частности, специальный паяльник. Если посмотреть на конструкцию паяльника для полипропиленовых труб, то он «близкий родственник» паяльника. Основная часть устройства — массивный нагреватель. Этот нагреватель проходит под специальные съемные насадки, поставляемые в комплекте с устройством (металлические стержни разные диаметры).
Если мы говорим о том, как паять полипропиленовые трубы своими руками, то у нас выше подходит паяльник. Он бытовой и подходит для пайки с использованием муфт. Если коснуться промышленной пайки, то для пайки полипропиленовых труб встык нужен специальный паяльник. Конструктивно этот паяльник также имеет систему ухода за свариваемыми элементами.
Он бытовой и подходит для пайки с использованием муфт. Если коснуться промышленной пайки, то для пайки полипропиленовых труб встык нужен специальный паяльник. Конструктивно этот паяльник также имеет систему ухода за свариваемыми элементами.
Также доступны паяльники двух основных мощностей. Обычно мощность сильно влияет на цену паяльника, хотя в ценообразовании устройства есть и другие составляющие.
Методика сварки
Главное правило: пайка должна производиться с обеспечением хорошей вентиляции. Плавление полимеров приводит к появлению токсичных веществ, если вы вдыхаете их сверх нормы, здоровью человека будет нанесен значительный вред. Также необходимо иметь защитные перчатки, очки и респиратор. Но, стоит повторить главное правило, которым нельзя пренебрегать. Как паять пластиковые трубы с точки зрения безопасности, вашего здоровья? При притоке достаточного количества свежего воздуха!
При какой температуре пайка полипропиленовых труб?
Если вы используете для сварки труб именно специализированный паяльник, а другие варианты даже рассматривать нельзя, то вопросов о правильной температуре сварки у вас даже возникнуть не должно. Ваш паяльник снабжен зеленым индикатором, когда он загорится, можно приступать к работе. Если температурный вопрос интересен просто для общих знаний или ваш паяльник оснащен ручкой для установки температуры пайки, температура сварки полипропиленовых труб составляет 260 градусов. Перед сваркой двух труб с них снимаются фаски, и эти места обезжириваются.
Ваш паяльник снабжен зеленым индикатором, когда он загорится, можно приступать к работе. Если температурный вопрос интересен просто для общих знаний или ваш паяльник оснащен ручкой для установки температуры пайки, температура сварки полипропиленовых труб составляет 260 градусов. Перед сваркой двух труб с них снимаются фаски, и эти места обезжириваются.
Пайка
Вопросы, как паять трубы PPR, немаловажный фактор — время.Небольшое время воздействия плохого паяльника расплавит элементы, что приведет к плохому соединению. Если повернуть элементы на паяльнике, они начнут деформироваться и изменить свою структуру, что также не гарантирует качества соединения.
Если ваша сварная труба имеет диаметр 20 мм, то выдержите ее в горячем паяльнике примерно 8 секунд, заодно нужно сварить элементы вместе. Скорость охлаждения в этом случае считается 2 минуты.
Если вы свариваете трубы диаметром 40 мм, то нагреваете их в течение 18 секунд, для качественной сварки нужно будет удерживать соседние элементы около 20 секунд, остывание в данном случае 5 минут.
Если ваши сварные элементы имеют диаметр от 20 мм до 40 мм, вы можете рассчитать все параметры на основе приведенных примеров.
Сварка труб с армированием
Рассмотрим подробно, как паять армированные полипропиленовые трубы. Здесь главный вопрос — снятие защитного материала. Почему? Прямо подо мной. Также нужно понимать, что фольга в структуре трубы (армирующий слой) обязательно требует дополнительного нагрева.
Особенность склеивания таких трубок — их увеличенный диаметр, как правило, такие трубки не подходят для бытовых утюгов. Чтобы решить эту проблему, трубы необходимо очистить перед пайкой. Для этого можно использовать специальный фрезер (фрезер для пластиковой трубы), принцип действия его чем-то схож с точилкой для карандашей. Sweyer нужен для снятия внешнего слоя с трубы, строгальный станок снимает внутренний слой с трубы. Подбирается устройство исходя из расположения армирующего слоя к трубе.
Исключение составляют трубки, армированные не алюминием, а стекловолокном. В этом случае все стандартно и без осложнений. Теперь вы знаете, как паять трубы PPR для отопления, потому что армирующий слой присутствует только в полипропиленовых трубках, предназначенных для обогрева.
В этом случае все стандартно и без осложнений. Теперь вы знаете, как паять трубы PPR для отопления, потому что армирующий слой присутствует только в полипропиленовых трубках, предназначенных для обогрева.
Распространенные ошибки при пайке труб
Чтобы не допустить ошибок, не нужно торопиться. При пайке полипропиленовых труб допускается несколько типичных ошибок:
- На трубке осталась жирная пленка (забыл обезжирить).
- Непрямая резка сварных элементов под углом (скошенные кромки среза).
- Слабая посадка конца трубы внутри фитинга (небольшой опыт).
- Недостаточный или слишком продолжительный нагрев паяемых деталей (небольшой опыт).
- Некачественное снятие армирующего слоя трубы (невнимательность).
- Регулировка расположения свариваемых деталей после их первоначального полимерного затвердевания (небольшой опыт).
Когда вы знаете достаточно о том, как паять трубы PPR, этот вопрос не кажется сложным.Электромонтаж труб из полипропилена помогает сэкономить не только деньги, но и время. Есть одна вещь, которая многих смущает при выборе полипропиленовых труб — якобы их эстетичность. Но следует отметить, что любая труба не выглядит привлекательно. Желательно по возможности делать скрытый монтаж любых трубопроводов.
Есть одна вещь, которая многих смущает при выборе полипропиленовых труб — якобы их эстетичность. Но следует отметить, что любая труба не выглядит привлекательно. Желательно по возможности делать скрытый монтаж любых трубопроводов.
Как правильно паять полипропиленовые трубы?
Полипропиленовые трубы постепенно получают самое широкое распространение. На это есть причины. Полипропиленовые трубы и фитинги к ним стоят сравнительно недорого.Соединение штуцера и трубы потом не течет, его можно назвать практически вечным, как и сами трубы. Но важно понимать, как паять полипропиленовые трубы. Помните, что правильная технология — ключ к успеху.
Технология пайки
Процесс сварки (пайки) прост до невозможности! Полипропилен при термическом нагреве становится эластичным — он переходит в состояние, которое можно сравнить с пластилином. Когда материал остывает, его структура затвердевает.С научной точки зрения этот процесс называется сваркой полиэстера. Когда вы наберетесь опыта пайки полипропиленовых труб, вам это покажется невероятно простым.
Техника пайки
Сейчас соляют двумя способами. Муфтовая пайка — это соединение двух труб с помощью специальной муфты или отрезка трубы, имеющего диаметр больше двух свариваемых элементов. Этот метод применяется, если сварные трубы имеют диаметр менее 63 мм.
Прямая пайка — это простое соединение двух смежных поверхностей трубы без каких-либо третьих дополнительных элементов.Этот вариант предпочтительнее с точки зрения эстетики, но более сложен с точки зрения производительности.
Выполнить такую (прямую) пайку опыт. Как паять полипропиленовые трубы? Эти два описанных варианта считаются правильными, у каждого способа есть свои нюансы и особенности. Выбор вы делаете сами, но чаще для бытовых нужд паяют с помощью муфт.
Паяльники
Для пайки любым из вышеперечисленных способов потребуется специальное оборудование, в частности, специальный паяльник.Если вы разбираетесь в конструкции паяльника для полипропиленовых труб, то это «близкий родственник» паяльника. Основная часть устройства — массивный утеплитель. От этого каменки получаются основания для специальных съемных насадок, которые поставляются в комплекте с устройством (металлические заготовки различного диаметра).
Основная часть устройства — массивный утеплитель. От этого каменки получаются основания для специальных съемных насадок, которые поставляются в комплекте с устройством (металлические заготовки различного диаметра).
Если речь идет о том, как паять полипропиленовые трубы своими руками, то нам подойдет описанный выше паяльник. Он бытовой и подходит для пайки с использованием муфт.Если коснуться промышленной пайки, то для пайки полипропиленовых труб нам понадобится специальный паяльник. Конструктивно такой паяльник дополнительно имеет систему центровки свариваемых элементов.
Паяльники также можно разделить по мощности. Как правило, мощность паяльника существенно влияет на цену паяльника, хотя в ценообразовании устройства есть и другие составляющие.
Порядок сварки
Главное правило: пайка должна производиться с обеспечением хорошей вентиляции помещения.При плавлении полимеров образуются токсичные вещества, если вдыхать их в избытке, то здоровье человека пострадает. Также необходимо иметь защитные перчатки, очки и респиратор. Но, стоит повторить главное правило, которым нельзя пренебрегать. Как паять полипропиленовые трубы с точки зрения безопасности их здоровья? При притоке достаточного количества свежего воздуха!
Также необходимо иметь защитные перчатки, очки и респиратор. Но, стоит повторить главное правило, которым нельзя пренебрегать. Как паять полипропиленовые трубы с точки зрения безопасности их здоровья? При притоке достаточного количества свежего воздуха!
При какой температуре паять полипропиленовые трубы?
Если вы используете для сварки труб специализированный паяльник, а другие варианты даже можно не рассматривать, то вам даже не придется задавать вопросы о правильной температуре сварки.Ваш паяльник всегда снабжен зеленым индикатором, когда он горит, можно начинать работу. Если температурный вопрос вам интересен просто для общего развития или ваш паяльник оснащен ручкой для установки температуры пайки, то температура сварки полипропиленовых труб составляет 260 градусов. Перед сваркой двух труб с них снимаются фаски и эти места обезжириваются.
Время пайки
В вопросах пайки полипропиленовых труб важным фактором является время.Короткое время пайки на паяльнике плохо оплавит элементы, что приведет к плохому соединению. Если перетянуть элементы на паяльнике, они начнут деформироваться и изменить свою структуру, что также не гарантирует качественного соединения.
Если перетянуть элементы на паяльнике, они начнут деформироваться и изменить свою структуру, что также не гарантирует качественного соединения.
Если ваша сварная труба имеет диаметр 20 мм, ее следует подержать на нагретом паяльнике примерно 8 секунд, столько времени, сколько потребуется, чтобы приварить элементы друг к другу. Нормой охлаждения в этом случае обычно считается 2 минуты.
Если вы свариваете трубы диаметром 40 мм, то разогреваете их в течение 18 секунд, для качественной сварки нужно удерживать соседние элементы около 20 секунд, время полного остывания в данном случае 5 минут.
Если ваши свариваемые элементы имеют диаметр от 20 мм до 40 мм, то вы можете самостоятельно рассчитать все параметры на основе приведенных нами примеров.
Сварка труб с арматурой
Рассмотрим подробно, как паять армированные полипропиленовые трубы.Здесь главное снять защитный материал. Зачем? Ниже мы уточним. Также следует понимать, что фольга в конструкции трубы (армирующий слой) обязательно требует дополнительного нагрева.
Особенностью пайки таких труб является их увеличенный диаметр, как правило, такие трубы не подходят к бытовым паяльникам. Чтобы решить эту проблему, перед пайкой трубы необходимо очистить. Для этого можно использовать специальную швейную машинку (обрезной станок для полипропиленовых труб), принцип работы немного схожий с точилкой для карандашей.Канализация нужна для снятия внешнего слоя с трубы, резак снимает внутренний слой трубы. Подбирается устройство исходя из расположения армирующего слоя на трубе.
Исключением являются трубы, армированные не алюминием, а стекловолокном. В этом случае все стандартно и без осложнений. Теперь вы знаете, как паять полипропиленовые трубы для отопления, ведь армирующий слой присутствует только в полипропиленовых трубах с целью обогрева.
Типичные ошибки при стыковке труб
Во избежание ошибок не торопитесь. Есть несколько типичных ошибок, которые допускаются при пайке полипропиленовых труб:
- Осталась жирная пленка на трубе (забыл обезжирить).
- Косвенный угол среза свариваемых элементов (криволинейные поверхности среза).
- Слабая посадка конца трубы внутри фитинга (небольшой опыт работы).
- Недостаточный или слишком продолжительный нагрев паяных деталей (небольшой опыт работы).
- Некачественное снятие армирующего слоя с трубы (невнимательность).
- Исправление расположения свариваемых деталей после их первоначального полимерного затвердевания (небольшой опыт работы).
Когда вы знаете достаточно о том, как паять полипропиленовые трубы, этот вопрос больше не кажется вам сложным. Прокладка труб из полипропилена помогает сэкономить не только деньги, но и время. Есть один момент, который многих беспокоит при выборе полипропиленовых труб — это якобы их неэстетичность.Но стоит отметить, что никакие трубы не выглядят привлекательно. Желательно по возможности производить скрытую установку любых трубопроводов.
Как паять полипропиленовые трубы. Как правильно паять полипропиленовые трубы
В сети можно найти множество видеоуроков по установке полипропилена.
Как паять полипропиленовые трубы — видео в общих чертах покажет, однако ряд тонкостей и нюансов лучше описать словами. Что мы будем делать сейчас.
Несколько общих слов
Если вы ищете инструкцию, как правильно паять полипропиленовые трубы, вы, вероятно, уже определились с материалом, и нет смысла заострять внимание на его огромных преимуществах.
Однако необходима некоторая общая информация, чтобы поведение труб в любой момент не стало для вас сюрпризом.
Термостойкость
Полипропилен начинает терять твердость и форму, начиная с температуры 140 градусов Цельсия.
Однако производители обычно указывают гораздо более скромное значение 95 ° C для своих труб и фитингов в качестве максимальной рабочей температуры.
Не будем особо останавливаться на причинах такой осторожности — они уже обсуждались во многих статьях; Скажем так, применять полипропилен в подводящих трубопроводах теплотрасс действительно не стоит.
Если вы живете на Крайнем Севере и зимой из-под крана с горячей водой часто выходит пар — неплохо было бы отказаться в пользу оцинковки или меди.
Термическое удлинение
Полипропилен при нагревании сильно меняет свои линейные размеры. На длинном прямом участке труба при нагревании ходит волнами или проседает. Если толстый полипропиленовый стояк отопления монтируется от пола к полу и ограничивается толстой арматурой, возникающие в результате напряжения могут привести к серьезным неприятностям.
Человек, не умеющий правильно паять полипропиленовые трубы, окажется в тупике.
Профессионал использует одно из двух решений:
- Можно использовать армированные трубы вместо простых полипропиленовых … Армированный полипропилен имеет в пять раз меньший коэффициент теплового удлинения. В то же время армированные трубы способны выдерживать несколько более высокое давление.
- Можно использовать компенсаторы — П-образные отводы прямого участка трубы … Упругий полипропилен, удлиняясь, остается прямым из-за того, что ножки импровизированной буквы «П» расположены немного ближе друг к другу.
Совет: в случае систем отопления рекомендуется комбинировать оба метода.В армированной трубе тепловое расширение не отсутствует, просто оно меньше.
Арматура
На то, как правильно паять полипропиленовые трубы, влияет наличие или отсутствие пресловутого армирующего слоя в трубе.
- Труба, армированная стекловолокном , по монтажу не отличается от неармированной трубы;
- Труба с алюминиевым армирующим слоем требует обязательной зачистки перед пайкой.для этого используется специальный инструмент — бритва.
Для труб с армирующим слоем не снаружи, а между слоями полипропилена применяется специальный — облицовщик, в котором соответственно с торцевой стороны расположен узкий нож.
Армированные трубы предпочтительнее, если вы собираетесь установить водопровод для горячего водоснабжения или отопления. При армировании холодной водой влияет только один фактор — стоимость водопровода.
Для ГВС и отопления арматура безоговорочный плюс
Инструмент
Как паять полипропиленовые трубы? Для этого используется специальный паяльник.Его правильное название удивит самого капитана. Очевидно: «паяльник для полипропиленовых труб». Этот инструмент продается в любом строительном магазине; младшие модели с минимальной комплектацией стоят от 400-500 руб.
Самые простые паяльники имеют мощность нагревательного элемента около 800 Вт. Для пайки домашней сантехники этой мощности хватит с избытком.
Вообще мощность паяльника влияет только на скорость его нагрева до нужной нам температуры; не влияет на сам процесс пайки.
Типовые недорогие паяльники поставляются с насадками для труб диаметром 20, 25 и 32 мм. Этого достаточно для монтажа любого внутреннего трубопровода в вашей квартире.
Большую часть ремонтного бюджета лучше вложить в качественную полипропиленовую арматуру и трубы — а не пайку, это не так уж и важно. Написанное на паяльнике слово никак не влияет на качество связи.
Даже если вы не знаете, как паять полипропиленовые трубы, большую часть остального необходимого инструмента вы все равно найдете дома.
Помимо самого паяльника вам как минимум потребуется:
- Рулетка … Без нее не очень удобно измерять требуемые площади;
- Карандаш … Также необходимо отметить на трубе необходимую длину;
- Ножовка по металлу … При отсутствии специальных ножниц ей легко отрезать нужный участок трубы. Однако крыльчатка с любым режущим камнем подойдет;
- Острый нож … Желательно снять фаску на трубе при установке.
Кроме того, труборез для полипропилена станет очень удобным дополнением. Они позволят одним движением отрезать трубу идеально ровно и строго под углом 90 градусов к ее оси. Это сэкономит вам много времени; однако, если таких ножниц нет, слезы не нужны 🙂
Совет: при посещении магазина за паяльником — присмотритесь к комплектации.Многие производители включают труборез в качестве бонуса. Там иногда можно найти рулетку с карандашом.
Наконец, если вы приобрели трубы из армированного алюминием полипропилена — как их припаять без снятия изоляции? Простенькая бритва вас не испортит, да и покупать дорогую в разовый ремонт точно не стоит. Большая часть его высокой стоимости обусловлена прочностью и длительным сроком службы. В нашем случае эти качества просто останутся невостребованными.
Таинство пайки
Так как правильно паять полипропиленовые трубы?
- Отмеряем и отрезаем нужный участок трубы … Не забываем прибавить те 14-25 миллиметров, которые останутся вплавленными в фитинг;
- Установите нужную насадку в паяльник и включите нагрев … Проходит несколько минут; именно продолжительность этой фазы зависит от мощности паяльника;
Совет: часто спрашивают, при какой температуре паять полипропиленовые трубы.
Самые примитивные паяльники рассчитаны только на полипропилен и просто не позволяют регулировать температуру; на универсальных, способных паять еще более легкоплавкий полиэтилен, нужно вручную выставить 260 — 280 С.
- Снятие фаски с внешней стороны трубы … Очищаем алюминиевую арматуру бритвой.
Трубу с наружным слоем алюминия нужно просто вставить в съемник и сделать пару витков; в случае внутреннего армирующего слоя придется с некоторым усилием прижать триммер-триммер к концу трубы и повернуть. - Вставляем трубу в патрубок с широкой стороны, надеваем фитинг на узкую сторону … В случае толстостенного фитинга на прогрев уйдет немного больше времени; вы можете дать ему небольшую фору.
Как только поверхности оплавятся, вставляем трубу в фитинг и держим неподвижно десять секунд. Подключение готово.
Сам процесс — как паять полипропиленовые трубы — будут подробно показаны видеоролики, которых полно в сети.
Однако есть несколько полезных советов, которые могут помочь новичку.
- Обязательно снимите фаску с трубы … Если она не снимается с внутренней стороны фитинга, снимите ее и там. В противном случае вы рискуете приподнять размягченный пластик, вставив трубу в фитинг.
Соединение может протекать и в любом случае станет намного слабее. - Вставляя трубу в фитинг, ни в коем случае не поворачивайте ее. … Поверхности будут собираться волнами с такими же катастрофическими последствиями для прочности сцепления.
- Вставьте фитинг и трубу в сопло до упора. … Конец трубы также необходимо приварить к фитингу. Это особенно важно для труб с внутренним алюминиевым армированием.
- Не пытайтесь очистить наконечник с тефлоновым покрытием от остатков пластика чем-то металлическим. … Лучше протереть грубой тряпкой при включенном паяльнике.Не обожгись!
Заключение
Вот и все о полипропиленовых трубах — как паять, как паять и при какой температуре. Удачи с ремонтом!
Трубы — часть повседневной жизни каждого дома. Их универсальность дает возможность прокладывать водопровод не только в домах, квартирах, но и на дачных участках.
Использование таких элементов для системы отопления также является одним из самых популярных направлений. Чтобы работы были выполнены качественно, следует изучить правила и секреты пайки полипропиленовых труб.А начать стоит с изучения характеристик и особенностей материала.
Виды изделий из ПП
Есть несколько вариантов дизайна. Их можно отличить по маркировке, нанесенной по длине изделия:
- PN-10. Применяется для систем со слабым давлением не выше 1 МПа и температурой не выше 45 ° С. Как вариант, устройство водяного теплого пола.
- ПН-16. Давление в такой системе не должно быть выше 1,6 МПа, а температура не должна превышать 65 ° С.Используется для подачи холодной воды.
- ПН-20. Один из самых популярных видов. Используется для горячего и холодного водоснабжения. Давление в такой системе может быть до 2 МПа, температура — до 80 ° С.
- PN-25. Применяется в системах отопления. Давление в системе до 2,5 МПа, температура до 95 ° С.
Для частного использования используются трубы диаметром от 16 до 110 мм.
Цвет товара не влияет на индивидуальные характеристики. Чаще всего встречаются изделия белого цвета.Исключение составляют черные трубы. У них есть дополнительная защита от УФ-излучения.
Сложно сделать самому? Инструкцию по работе нужно соблюдать точно, но в остальном процесс не сложный. Для труб существует целый перечень фитингов, которые также следует изучить.
Достоинства и недостатки изделий из ПП
Такие системы имеют достойный перечень достоинств:
- Долговечность материала. Срок службы до 50 лет.Достигается за счет отсутствия коррозионных процессов.
- Экологичность. Качественный материал — гарантия безопасности для здоровья человека.
- Возможность прятаться в ящиках под плитку. Достигается за счет прочности и герметичности системы.
- Эстетика. Даже на открытом пространстве трубы выглядят аккуратно.
- Внутри системы практически не образуется налёт. Достигается за счет гладкой внутренней поверхности.
- Легкость конструкции.
- Простота монтажных работ.
- Универсальность за счет большого количества соединительных элементов.
- Не проводить ток.
- Этот материал снижает шум в системе.
- Не зависает. Имеет хороший
К недостаткам можно отнести то, что попадется некачественный материал.
Разновидности пайки
Есть два типа подключения — стыковое и розеточное. Соединение по первому варианту может не выдерживать высоких давлений в системе. Поэтому наиболее популярным и простым способом является розеточное соединение с использованием арматуры и специального сварочного аппарата.Как показывает его инструкция, ее нужно проводить в строгом соответствии с технологией.
Тогда качество системы будет соответствовать всем требованиям и сможет прослужить до 50 лет.
Типы фитингов и их особенности
Эти системы имеют большой перечень фитингов, позволяющий обеспечить наиболее эффективный электромонтаж:
- Угловые 45 ° и 90 °. С их помощью можно повернуть систему от 45 ° до 135 °. Они могут быть как с резьбой, так и без.
- Адаптеры бывают двойные, тройные, четырехходовые. В этих вариантах есть также варианты с резьбой.
- Контуры. Разрешить при пайке системы обходить пересечения труб.
- Компенсаторы. Они похожи на петлю. Их устанавливают для стабилизации давления в системе. Это значительно продлевает срок службы трубопровода. Можно собрать вручную с использованием фурнитуры, но дешевле купить готовый вариант.
- Отводы и вентили. Запорные элементы, используемые при эксплуатации трубопровода.
- Заглушки. Во время ремонтных работ, например, ванной, часть труб заглушают до конца облицовки плиткой. Это помогает избежать засоров перед установкой. сантехническое оборудование и протечки воды.
- Крепеж. Позволяет крепить трубы к поверхностям.
Подбор труб и фитингов к ним
В первую очередь следует составить схему подключения для правильного расчета материала.
Далее анализируются характеристики подключения.Как упоминалось ранее, модели PN 20 можно использовать для подключения холодной и горячей воды, PN 25 — для системы отопления. Трубы обычно продаются длиной от 2 до 4 м или бухтами.
В инструкции по пайке сказано, что фитинги подбираются с учетом требуемых параметров и должны соответствовать внешнему диаметру труб.
Инструмент для работы
Потребуется следующий перечень:
- Сварочный аппарат для полипропиленовых труб с насадками;
- рулетка;
- маркер;
- специальный резак;
- стенд оборудования;
- шнур для переноски или удлинитель;
- перчатки защитные;
- инструкция.
Пайку следует проводить после ознакомления с технической документацией на оборудование.
Сварочный аппарат для изделий из ПП
Как правило, такое оборудование продается в отдельном чемодане. В комплекте:
- Резак для полипропилена. Иногда приходится покупать это средство отдельно, потому что в комплекте может быть некачественное.
- Насадки для труб разного диаметра.
- Сам сварочный аппарат.
- Ключи для установки навесного оборудования.
- Инструкция. Пайка полипропиленовых труб, а также обслуживание оборудования должны осуществляться в соответствии с данной технической документацией.
Инструкция — подготовка к работе
Для сварки системы температура окружающей среды должна быть не менее пяти градусов.
Если это работа на открытом воздухе, пайка в сырую погоду не допускается.
Уложите трубы и фитинги так, чтобы они не мешали работе, но в то же время они должны иметь легкий и быстрый допуск.Вытяните резак и положите рядом с материалом.
Достаньте сварочный аппарат из упаковки. Выберите необходимые вложения. Одна должна быть оправка, вторая — втулка. Первый используется для прогрева внутренней части фитинга, второй используется для наружной части трубы. Поместите на оборудование и зафиксируйте. Поставьте устройство на подставку. Подключаемся к сети, выставляем необходимый температурный режим (обычно выставляют 260 ° С), включаем. Убедитесь, что сварочная поверхность ни с чем не соприкасается.
Как указано в инструкции, пайку полипропиленовых труб следует проводить только после полного прогрева устройства. Для этого на оборудовании есть кнопки с подсветкой и при полном прогреве индикатор гаснет.
Пайка труб состоит из нескольких этапов для достижения идеального результата:
- Отрежьте трубу до необходимой длины. Сделайте срез ровным, неровным. Для этого используется резак. Он должен быть острым, а лезвия не должны болтаться.
- Удалите заусенцы и пластиковую стружку с краев.Обезжирьте поверхность. Если внутри есть вода, протрите ее тканью. В любом случае и фитинг, и отрезанная труба должны быть чистыми и сухими. Если будет использоваться деталь, армированная фольгой, следует удалить верхний слой. В противном случае пайка будет невозможна.
- Примерьте элементы. Разметьте трубу для плавного соединения с фитингом. По сути, это необязательная процедура. Зависит от опыта сварщика.
- При пайке полипропиленовых труб уже следует изучить инструкцию, в том числе раздел по технике безопасности при работе.
Сварку будет удобнее делать вдвоем, но можно и в одиночку.
Для этого снимите с подставки и прижмите ручку к полу ногой. С двух сторон одновременно надеваются труба и штуцер — каждая на свое сопло. Движения должны быть с нажимом, ввинчивая их строго параллельно земле. Выполняется попеременно обеими руками на полоборота к себе и от себя одновременно.
Надев до упора, стоит выждать время по инструкции.В нем обязательно будет таблица с точными данными. Снимите оба элемента одновременно и вставьте друг в друга завинчивающим движением с усилием, снова дождитесь времени согласно инструкции. На стыке должен образоваться приток. Это обеспечит герметичное соединение.
Есть очень сложные переходы и связи. Их лучше всего паять по частям.
Собираются несколько отдельных конструкций, и соединение выполняется на месте. В таких областях вам, вероятно, понадобится помощь другого человека.
Как видите, процесс простой — пайка полипропиленовых труб. Инструкции должны быть под рукой. Она даст полную информацию к моменту нагрева трубы и пайки.
примечание
При работе следует соблюдать меры безопасности. Избегайте контакта с горячими элементами во время сварки. После работы отключите оборудование от сети и дайте ему остыть, прежде чем убирать его.
Основные ошибки при сварке, пайке полипропиленовых труб
И вот система готова.Давление сделано, и утечки в стыках. Вроде все делали по технологии, но вот такая неприятность вышла. В чем может быть проблема:
- Недостаточно теплые трубы. В результате шов оказался неплотным.
- Слабая стыковка. При соединении трубы и фитинга плотной посадки не произошло. Работу нужно проводить с нажимом и вставлять до упора.
- Кромки без заусенцев. В результате может образоваться разрыв.
- Фитинг или конец трубы были влажными.Вода не прилипнет полностью.
- Трубы и фитинги разных производителей. Неплотная пайка также может возникать из-за различий в химических компонентах.
Или может получиться обратный эффект — по трубам не течет вода.
Это может образоваться из-за перегрева компонентов системы. А внутри, в месте пайки, образовался припой, не пропускающий воду. Поэтому говорят, что при пайке полипропиленовых труб необходимо полностью соблюдать технологию работ.Инструкции для каждого сварочного аппарата прилагаются к каждому сварочному аппарату и должны быть изучены перед началом работы.
Сейчас при прокладке водопроводных труб и отопления вместо металлических труб все чаще используются полипропиленовые, которые по многим параметрам превосходят металлические. Научитесь правильно стыковать пластиковые трубы в единую систему — навык, который пригодится любому человеку. Это касается и прокладки новых линий, и ремонта существующих магистралей. При пайке полипропиленовых труб инструкция обязывает мастера изучить все тонкости процесса, знать устройство и принцип работы аппарата для пайки полипропиленовых труб, а также учитывать рекомендуемое время нагрева элементов. быть присоединенным.
Материалы и инструменты, необходимые для подготовки к работе:
- Трубы полипропиленовые. Для установки холодного водоснабжения достаточно использовать простые толстостенные изделия, выдерживающие температуру до 20 градусов. Если водоснабжение горячее, либо установлена система отопления, то берут трубопроводы, армированные стекловолокном или алюминиевой фольгой. Они способны выдерживать нагрев воды до 90-95 градусов и воду высокого кровяного давления.
- Соединительная фурнитура различной формы и назначения.С их помощью соединяются участки труб под разными углами, предусмотрена разводка и разворот магистралей, объединение трубопроводов разного диаметра, подключение приборов учета, демпфирование определенных участков.
- Паяльник для пластиковых труб с набором паяльных насадок разного диаметра.
- Ножницы специальные для резки труб. В отличие от болгарки или ножовки они не оставляют заусенцев на концах труб.
- Бритва. Это инструмент для снятия алюминиевого армирующего слоя.Без его снятия пайка будет невозможна.
Совет: Если вам предстоит выполнить разовую работу по пайке полипропиленового трубопровода, то будет выгоднее арендовать аппарат с форсунками на пару дней, чем покупать его.
Пошаговая инструкция по пайке
Первым делом нужно составить схему, на которой указано расположение всех будущих трубопроводов, арматуры, поворотов и входов в стены. Также предварительно нарезаются участки полипропиленовых труб по расчетным значениям.Фаска снимается с внешней стороны всех труб. Сопла сварочного аппарата и присоединяемые участки труб обезжириваются. На поверхности всех труб рекомендуется сделать отметки, по которым будет удобно контролировать глубину их входа в паяльник.
Технология пайки полипропиленовых труб определяет следующую последовательность действий мастера:
На фото показан процесс соединения полипропиленовых трубСовет: Если на поверхности сопел остались следы полипропилена, прогрейте паяльник, а затем удалите их обычной тряпкой.
Особенности пайки армированных труб
Разобрались с технологией соединения толстостенных полипропиленовых труб. Теперь посмотрим, как правильно паять полипропиленовые трубы для отопления. Отличие пайки армированных труб от обычных заключается в том, что алюминиевую фольгу необходимо снимать с каждого участка соединительного элемента. В противном случае качество пайки будет неудовлетворительным. Эта операция выполняется с помощью металлической бритвы, которая срезает слой фольги, если он находится вне трубы.После этого производится пайка стандартным способом.
Если слой фольги находится внутри полипропилена, то применяется специальный триммер. Он отбирает внутренний слой материала с конца трубы и выравнивает конец изделия, обеспечивая надежное соединение.
Если труба армирована стекловолокном, то ее пайка ничем не отличается от работы с изделиями, не имеющими армирования.
Рекомендации по качественной пайке полипропилена
В процессе выполнения работ учитывать следующие особенности процесса:
- качественная пайка возможна только на сухие трубы.Наличие капель влаги может безнадежно испортить соединение;
- , крепления на устройстве должны быть очень тугими. Если они будут болтаться, устройство очень скоро придет в негодность;
- при нагревании полипропилен немного дает усадку, из-за чего длина участка трубы может уменьшиться на 1 мм. Поэтому при расчете сделайте небольшой запас трубопровода по длине; Трубопроводы
- лучше всего подключать в горизонтальном положении … Таким образом можно избежать непреднамеренных перемещений подключенных компонентов.Как паять полипропиленовые трубы в вертикальном положении? Если возникает такая необходимость, мастер держит паяльник, а его помощник соединяет элементы;
- не перегревайте паяльник, так как уже при температуре 270 градусов полипропилен может начать портиться; №
- , если необходимо соединить полипропиленовые и металлические трубы, используйте комбинированные фитинги. К одному концу такого фитинга прикрепляют металлическую трубу, а другой конец присоединяют к полипропиленовой трубе пайкой;
- в помещении, где проводятся работы по прокладке полипропиленового трубопровода, должна поддерживаться положительная температура.
Очень важно правильно выбрать инструмент для пайки полипропиленовых труб. Чем меньше в устройстве будет пластиковых вставок и деталей, тем он будет надежнее. Наличие в приборе качественного терморегулятора позволит более прочно соединить элементы между собой. Также немаловажна мощность паяльника. Для домашней пайки труб небольшого диаметра будет достаточно 700 Вт, а для профессионального использования выбирайте мощность побольше.
Металлические паяльные жала обычно имеют тефлоновое покрытие.Чтобы защитить его от царапин, храните устройство с насадками только в специальной коробке.
Надеемся, вы убедились, что иметь инструкцию, как паять полипропиленовые трубы своими руками — вполне выполнимая работа даже для неопытного мастера в подобных делах. Основными факторами успеха являются точность и аккуратность, а также использование качественных инструментов и принадлежностей.
О том, как выбрать, читайте в отдельной статье.
О типах полипропиленовых фитингов, которые мы производим.
Пайка полипропиленовых труб своими руками видео
Видеоурок наглядно покажет, как паять полипропиленовые трубы.
Разбираемся, как паять полипропиленовые трубы: особенности технологии и советы по выбору инструмента
Паяем полипропиленовые трубы
Современные ремонтные технологии и материалы позволяют собрать инженерные коммуникации своими руками, не прибегая к помощи специалистов. Очень легко найти видеоуроки, которые покажут вам, как это сделать.Однако есть некоторые тонкости, о которых лучше всего узнать из подробных письменных обзоров. Разберем, например, как паять полипропиленовые трубы, как соблюдать все этапы технологии и избежать самых распространенных ошибок при самостоятельной сборке.
Полезно заранее ознакомиться с техническими особенностями пропиленовых труб и узнать, как их термостойкость и термическое удлинение могут повлиять на работу собранного трубопровода. И уже с учетом таких знаний выполняем монтаж магистрали.
Термостойкость и термическое удлинение
Пропилен — прочный пластик, но при определенных технических условиях теряет устойчивость. Материал теряет твердость, а значит, и форму, если температура охлаждающей жидкости поднимается до + 140 градусов. Однако если посмотреть на технический паспорт, производители приводят гораздо более скромные цифры. Советуют выбирать пропиленовые трубы для монтажа системы отопления, где температура теплоносителя не поднимается выше +95 градусов.Почему такая большая разница? Почему специалисты не рекомендуют использовать полипропилен для прокладки подводящей теплотрассы?
Потому что при более высоких температурах описываемый материал меняет свои линейные размеры. При нагревании трубы сильно провисают, и возникающие при этом напряжения могут привести к серьезным последствиям в виде опасных коммунальных аварий. Есть несколько приемов, позволяющих устранить эти недостатки полипропилена.
Например, для устройства системы отопления необходимо использовать армированные изделия вместо простых пластиковых труб.У них коэффициент линейного удлинения в 5 раз ниже, чем у обычного пластика, поэтому собранный из них трубопровод способен выдерживать в 5 раз большее давление.
Но даже в случае использования армированных труб необходимо устанавливать компенсаторы — специальные П-образные отводы, собираемые на прямых участках труб. При повышении температуры теплоносителя это позволит эластичным трубопроводам оставаться прямыми из-за того, что U-образный выход немного сужается.
Примечание! При сборе отопления с помощью полипропиленовых труб лучше сочетать оба подхода и использовать варианты, армированные стекловолокном, с П-образными ответвлениями.
Армирование
Перед тем, как паять описанные трубы, необходимо узнать, какой вид полипропилена в них используется:
Паять своими руками с первым вариантом проще, и сварка в этом случае ничем не отличается от сварки обычного пластика. Сначала необходимо очистить трубы, армированные алюминием. Для этого понадобится специальный инструмент в виде острого ножа — бритва. Если используются черные трубы, где армирующий слой находится между двумя слоями пластика, для зачистки нужно взять триммер — узкий нож, который позволит зачистить с торцевой стороны.
Выбор труб для отопления
Выбрать материал для установки отопления на самом деле не так уж и сложно. Современный рынок предлагает четыре варианта, и каждый имеет свою маркировку:
- Полипропилен марки ПН 10 предназначен для монтажа системы «теплый пол» и холодного водоснабжения.
- Марка PN 16 может применяться для систем холодного водоснабжения и отопления, в которых теплоноситель циркулирует под низким рабочим давлением.
- Марка PN 20 — универсальный вариант, способный выдерживать рабочее давление 2 МПа и температуру охлаждающей жидкости +80 градусов. Марка
- PN 25 — труба из армированного полипропилена, пригодная для монтажа систем отопления и горячего водоснабжения с температурой теплоносителя до +95 градусов.
Где взять паяльник?
Основным инструментом для пайки является паяльник, с помощью которого создаются герметичные швы. Его можно купить в магазине, одолжить у друзей или арендовать в специальных строительных компаниях. Так что проблем по этому поводу не будет.
При покупке инструмента необходимо выбрать тот, который позволит выполнять все необходимые операции.Как правило, при сборке сантехники и отопления своими руками не нужно покупать навороченные модели с большим количеством насадок. Мощность паяльника влияет только на скорость его нагрева, но не на сам процесс, поэтому переплачивать нет смысла.
Примечание! Недорогие модели комплектуются 3-мя насадками для сбора пластиковых труб диаметром 20, 25 и 32 мм. Трубы именно такого диаметра используются для прокладки внутренней разводки коммуникаций.
Аппараты для сварки полипропиленовых труб
Сварочный паяльник имеет довольно простую конструкцию… Главное в ней — подошва, оснащенная ТЭНами. Подошва оснащена отверстиями разного диаметра. На них можно закрепить насадки, которыми припаиваются трубы. Температура нагрева регулируется термостатом, расположенным на корпусе.
С его помощью вы можете установить градусы. Их значения указаны в инструкции, а таблица опубликована в Интернете. Установить температуру необходимо в зависимости от типа свариваемых материалов. Так, например, для пайки полиэтиленовых труб режим выбран на 220 градусов, а для полипропиленовых — 260 градусов.
Кроме паяльника, при эксплуатации могут понадобиться:
Паяльная техника
Самая простая инструкция, подробно описывающая как, выглядит так:
- Сварочный аппарат оборудован специальной подставкой. На него ставится паяльник и включается в розетку.Но сначала в отверстие паяльника вставляется гильза.
- Концы полипропилена подготовлены. Если он армирован стекловолокном, обрабатывать его не нужно. Материал, армированный алюминием, необходимо будет обрезать, сняв фаску и разметив маркером. Это поможет вам контролировать глубину погружения трубы в втулку паяльника.
- Сначала отмеряем и отрезаем нужный отрезок, прибавляя к нему 25 мм — они будут вставлены в штуцер при пайке.
- Когда паяльник нагреется до нужной температуры, вы услышите характерный звук. Затем в патрубок с одной стороны вставляется муфта, а с другой — подготовленная труба.
- Регистрируется время, указанное в таблице. Пайка обычно занимает от 4 до 10 секунд. Пока муфта и трубка находятся в паяльнике, их нельзя вращать и перемещать. Не трогайте их даже после того, как детали были сняты с паяльника. Установленная температура позволит сделать плотный шов.
Как видите, технология сварки полипропиленовых труб довольно проста. Просто нужно соблюдать определенные правила изготовления швов.
Вот основные из них:
Пайка электросваркой
Паять полипропиленовые трубы своими руками можно с помощью электромуфтовой муфты вместо паяльника. В этом случае процесс еще больше упрощается, а производительность увеличивается почти вдвое.
Пайка полипропиленовых труб своими руками
Края армированных труб подготавливаются таким же образом.При соединении деталей используются хомуты. Электрическая муфта подключена к сети. К устройству прилагается таблица и инструкция, как паять и сколько нужно выдерживать. Электроды прикреплены к корпусу муфты, а время нагрева устанавливается в ручном режиме. На корпусе муфты есть монитор, на котором отображается информация о том, что время пайки закончилось. Сварка осуществляется качественно. Брак возможен только в одном случае — при дефектах спиралей.
Использовать электрическую муфту удобнее, чем паяльник:
- Во-первых, с его помощью можно вдвое сократить время сборки трубопровода без потери его качества.
- Во-вторых, с помощью муфты легче стыковать соединения, находящиеся в труднодоступных местах.
- В-третьих, описываемое устройство дешевле, имеет более компактные габариты и с ним удобнее работать. Недостаток только один — сваривать трубы малого диаметра с помощью электромуфты невозможно.
Обобщение по теме
Внимательно прочитав предложенный материал и просмотрев обучающее видео, вы без труда сможете собрать трубопровод отопления, холодного и горячего водоснабжения своими руками. Более того, теперь вы знаете, как паять полипропиленовые трубы. Просто нужно учесть все нюансы существующих технологий и неукоснительно соблюдать правила сварки.
Пайка полипропиленовых труб своими руками: технология, инструкция, видео
Сварка полипропиленовых труб обеспечивает самое быстрое и надежное соединение по сравнению с другими типами пластиковых труб.Процесс подключения одинаков для любых полипропиленовых труб, кроме армированных, которые при монтаже имеют свои особенности. Простота и доступность этого вида работ позволяет выполнять их самостоятельно в домашних условиях при соблюдении правильной технологии сварки и при наличии соответствующих инструментов.
При установке полипропиленовых труб можно использовать один из трех основных типов соединений:
Рассмотрим подробнее все три типа трубных соединений ПП: их особенности, основные достоинства и недостатки.
Диффузионная сварка электрическим паяльником
При таком соединении труб используются различные дополнительные фитинги и специальный электронагреватель (паяльник).
Поставляется с комплектом съемных парных насадок … размеры которых соответствуют внешнему диаметру труб и внутреннему диаметру соединительных элементов.
О наиболее популярных диаметрах труб и других характеристиках полипропиленовой продукции читайте здесь.
Пара насадок закрепляется на термоэлементе электрического паяльника и нагревается им до температуры 260 ° С … Соединительные детали вставляются в нагретые насадки на несколько секунд. За счет этого происходит нагрев и частичное оплавление поверхностей полипропиленовых элементов, контактирующих с форсунками.
После этого трубу и дополнительный элемент быстро снимают с патрубков и вставляют друг в друга.В результате происходит взаимопроникновение (диффузия) расплавленных поверхностей деталей.
После охлаждения они образуют полностью монолитное соединение.
Достоинств этого метода:
- легкий процесс пайки;
- низкая стоимость дополнительных элементов;
- невысокая стоимость электрического паяльника.
- неудобство использования электроприбора в труднодоступных местах.
Диффузионная сварка полипропиленовых труб самая распространенная при самостоятельной сборке в домашних условиях.
Соединение труб с помощью электрических фитингов
Электрофитинги — это различные специально разработанные соединительные элементы, внутри которых находятся встроенные электронагреватели с внешними контактами.
При установке трубы вставляются и жестко фиксируются в электрофурнитуре. Сварочный аппарат подключается к внешним контактам электрооснащения проводами, которые на определенное время подают на него питание в заданном автоматическом режиме.
В результате работы встроенного электронагревателя внутренняя поверхность электрофитинга частично оплавляется и к соединительному элементу припаивается полипропиленовая труба.
Достоинств этого метода:
- быстрый и технологичный процесс сварки труб.
- высокая стоимость соединительной арматуры и сварочного агрегата.
Пайка полипропиленовых труб с электрофитингом применяется строительными компаниями при выполнении больших объемов работ. В домашних условиях этот метод практически не применяется. .
Холодная сварка
Холодная сварка труб осуществляется с помощью специального клея … Имеет особый состав, смягчающий внешние поверхности соединяемых элементов.
Для этого стыки предварительно обезжиривают, затем на них наносят слой клея. После этого детали соединяются между собой, фиксируются в нужном положении и удерживаются определенное время.
Научился соединять трубы холодной сваркой , не уступая по прочности диффузионной термической пайке .
- данный способ соединения полипропиленовых труб можно использовать только для систем холодного водоснабжения.
Как правильно паять полипропиленовые трубы
Учитывая, что электрическую арматуру и холодную сварку в домашних условиях практически никто не использует, дальнейшая инструкция будет посвящена самосварке полипропиленовых труб с помощью электрического паяльника.
Инструменты и материалы
Для работы необходимо подготовить:
- специальный электрический паяльник с набором насадок соответствующего диаметра;
- роликовый резак специальный (ножницы для труб) или пила;
- напильник или острый нож для удаления заусенцев на концах труб;
- сантиметровая лента или линейка;
- маркер или мелок для разметки соединяемых деталей;
- Монтажное приспособление для пайки труб диаметром более 40 мм.
Помимо самих полипропиленовых труб и соединительной арматуры вам потребуются ватные тряпки и жидкость для обезжиривания поверхностей нагревательных форсунок (ацетон, спирт и т. Д.).
Параметры и график сварки
Для обеспечения наилучшего качества связи необходимо соблюдать определенные правила. Значения параметров, указанных в таблице, зависят от диаметра изделий и температуры окружающей среды.
Температура пайки трубы: 260 градусов.
Внешний диаметр, мм
Глубина посадки, мм
Как правильно паять полипропиленовые трубы
Прислушавшись к многочисленным советам, вы решили не нанимать мастеров для установки системы отопления и сделать все соединения полипропиленовых труб своими руками. Если вы уверены в успехе и умеете работать самостоятельно, смело приступайте к подготовке и производству работы.
Со своей стороны мы расскажем, какие инструменты и приспособления необходимы для монтажа и как правильно паять полипропиленовые трубы.По умолчанию будем считать, что все материалы уже закуплены, остается только собрать все по схеме.
Сварочные аппараты для полипропиленовых труб
Начнем с подготовки сборочного инструмента. Поскольку все соединения труб и фасонных частей из ППР выполняются пайкой, для этого вам понадобится специальный паяльник.
Примечание. Соединение деталей из полипропилена иногда называют сваркой. Чтобы не запутаться, помните, что когда речь идет о полипропиленовых трубах, то метод соединения один — пайка, но его часто называют сваркой.С прессовыми или резьбовыми фитингами в виде металлопластиковых труб эти системы не монтируются.
Сварочный аппарат для работы с полипропиленовыми трубами представлен на рынке в двух типах:
- с круглым нагревателем;
- плоский нагревательный элемент.
Последний в простонародье получил прозвище «железо» из-за некоторого внешнего сходства с этим бытовым прибором. У разных сварщиков принципиальных отличий нет, только конструктивные.В первом случае насадки для тефлоновых труб надеваются и прикрепляются к утеплителю как хомуты, а во втором прикручиваются к нему с двух сторон. В остальном особой разницы нет, а функция устройства та же — пайка полипропилена.
Паяльные машины, как правило, продаются в комплекте с насадками. Самый дешевый и минимальный комплект китайского производства — это паяльник мощностью до 800 Вт, подставка под него и насадки на 3 типоразмера самых распространенных труб — 20, 25 и 32 мм.Если ваша схема отопления содержит только такие диаметры и вы не планируете паять полипропиленовые трубы где-либо еще, кроме дома, или заниматься этим профессионально, то бюджетного набора будет вполне достаточно.
Если в соответствии с расчетом и схемой необходимо соединить трубы размером 40, 50 и 63 мм, то придется потратиться и приобрести еще один набор для пайки, содержащий соответствующие детали. Что ж, самые дорогие комплекты производятся в странах Европы, они надежны в эксплуатации и долговечны.В такие комплекты входят следующие инструменты:
- паяльник с подставкой;
- тефлоновые жала для паяльника всех вышеуказанных диаметров;
- ножницы для резки труб под точным углом 90º; Ключ шестигранный
- ;
- крестовая отвертка Рулетка
- ;
- перчатки.
Важно! № Поскольку пайка полипропиленовых труб — это работа с обогреваемым оборудованием, настоятельно рекомендуется всегда использовать перчатки, независимо от того, входят они в комплект или нет.Особенно это актуально для новичков, которые в 99 случаях из 100 случайно касаются нагревательного элемента.
Рабочая часть паяльника (нагревателя) любой конструкции устроена таким образом, что на нее можно установить 2-3 насадки для труб малого диаметра. Это экономит много времени при работе с линиями от 20 до 40 мм.
Немного о мощности паяльного аппарата. Высокая мощность необходима для быстрого и равномерного нагрева деталей большого диаметра, который считается 63 мм и более.Для бытовых целей достаточно иметь утюг мощностью 0,7-1 кВт. Паяльники с нагревателями выше 1 кВт считаются профессиональными, поэтому стоят дороже обычных.
Кроме утюга следует подготовить еще один инструмент для пайки полипропиленовых труб, его состав указан в списке выше. Если в наличии отсутствуют ножницы для резки трубы под углом 90 °, то для этой цели можно использовать ножовку и столярную коробку для резки под углом или сделать ее самостоятельно, руководствуясь чертежом:
Примечание.№ Когда нет ножниц для полипропиленовых труб и они разрезаются ножовкой, то стык необходимо очистить от заусенцев снаружи и внутри изделия.
Перед тем, как отрезать кусок нужной длины, его необходимо точно пометить. Дело в том, что при подключении часть трубы входит в тройник или любой другой штуцер, это называется глубиной пайки. Поэтому к необходимому размеру участка, определяемому рулеткой, нужно прибавить значение этой глубины, измерив ее значение с конца и поставив отметку карандашом.Поскольку технология пайки предусматривает разную глубину погружения для разного диаметра трубы, ее значения можно взять из таблицы:
Примечание. В таблице указаны диапазоны глубины пайки, так как она варьируется в этих пределах у разных производителей труб из ППР. Значение можно проверить, измерив несколько фитингов глубиномером.
При монтаже систем отопления припаивают армированные полипропиленовые трубы; они отличаются от обычных наличием слоя алюминиевой фольги, стекловолокна или базальтового волокна.Причем этот слой в изделиях разных производителей может быть выполнен по-разному. Если арматура расположена не в центре толщины стенки, а у внешнего края, то перед пайкой полипропиленовых труб потребуется снятие изоляции. Для этого есть специальное устройство:
Сварочный процесс
Перед началом работы нужно надеть на паяльник насадки, соответствующие размеру труб, после чего включить и настроить.Здесь нужно знать, при какой температуре паять полипропиленовые трубы. Большинство производителей указывают рабочую температуру 260-270 ºС, выше поднимать не стоит, иначе перегрева не избежать. Недогрев также чреват некачественным и негерметичным соединением, при котором затем быстро образуется течь.
Следует понимать, что время нагрева, диаметр изделия и температура сварки взаимосвязаны. В таблице указано время сварки при стандартной температуре 260 ºC.
Примечание. Продолжительность сварки — это время до полного затвердевания пластика, когда соединение набирает максимальную прочность.
Когда настройка утюга окончена, приступаем к сварке, следуя инструкции по пайке полипропиленовых труб:
Правильно пользоваться паяльником на столе удобнее, поэтому рекомендуется сначала припаять несколько тренировочных стыков. После этого можно собрать все возможные узлы с короткими секциями в удобном месте.Далее следует прокладка магистралей с подключением тройников на месте, здесь будет сложнее. Нагретый утюг для пайки нужно будет с одной стороны надеть на уложенную трубу, а с другой натянуть тройник, удерживая устройство в подвешенном состоянии. Затем паяльник снимается с обеих частей, и они состыковываются.
При прокладке магистральных трубопроводов соблюдать последовательность монтажа секций и элементов. Начинайте сборку системы от источника тепла и идите до конца, а для соединения двух полипропиленовых труб старайтесь использовать только тройники, от которых отводы пойдут на батареи.Используйте для этой цели муфты, если иначе невозможно. Избегайте стыков в труднодоступных местах, иначе для их завершения придется работать сразу двумя паяльниками, чтобы одновременно прогревать соединяемые детали.
Совет. Многие производители полипропиленовых систем разрабатывают собственные инструкции по установке для своей продукции. Оттуда вы можете почерпнуть много полезной информации, используйте это.
Как соединить металлопластиковую трубу с полипропиленом
В силу различных обстоятельств бывает, что необходимо соединять разные виды труб, например, полипропиленовые и стальные, металлопластиковые с полипропиленом и так далее.Такие ситуации случаются в квартирах, где сложно поменять сечение обычного водопровода или отопительного стояка, проложенного стальной или металлопластиковой трубой, но необходимо подсоединить к нему. Это не большая проблема, просто нужно учесть, что все подобные соединения выполняются через резьбовые соединения.
Поскольку соединение металлопластиковых труб может осуществляться прессовыми и разборными фитингами, для соединения с полипропиленом удобнее брать разъемный фитинг с внешней резьбой.В свою очередь к концу полипропиленовой трубы припаивается фитинг с внешней резьбой, после чего соединение скручивается традиционным способом, с намоткой из льняной или фумовой ленты.
Трубный фитинг съемный
Когда необходимо разрезать металлопластиковые трубы, то удобнее всего поставить тройник с резьбовым ответвлением, куда впоследствии можно будет вкрутить фитинг, а затем припаять к нему полипропиленовую трубу. Правда, с установкой тройника придется повозиться: нужно отключить воду или опорожнить систему отопления, а потом вырезать металлопластик и установить.
Полипропиленовые трубы и фасонные части сегодня в тренде. Применяются для внутренней водопроводной и отопительной разводки и сетей дома и квартиры. Популярность этого материала в первую очередь обусловлена удобством работы с ним. В отличие от металлических труб, их не нужно гнуть трубогибом, нарезать резьбу и сваривать. Вся трудоемкость этой профессии ушла в прошлое с появлением такого материала, как полипропилен.
Основным инструментом для работы с изделиями из полипропилена является электрический паяльник или утюг.В заводской комплектации он укомплектован втулками для пайки труб и фитингов стандартных диаметров … Их можно приобрести отдельно. Но бывают случаи, когда заводского паяльника по каким-то причинам нет в наличии и нет возможности его купить, а из всех запчастей в наличии только сварочные насадки. Вот тут и пригодится самодельный сантехнический паяльник.
Это самоделка из разряда «дунул, плюнул и сделал». Собирать его можно буквально на коленях из старого утюга и деревянного бруска.С таким самодельным утеплителем вы точно спасете положение и справитесь с пайкой полипропиленовых труб. А сейчас мы покажем вам, как это сделать.
Что понадобится для сборки паяльника
- Старый утюг с рабочей нагревательной подошвой;
- Деревянный брусок, примерное сечение 40х50 мм, длина 40-50 см;
- Четыре шайбы саморезные прессовые, 3×14-16 мм;
- Гильзы для сантехнического паяльника с прижимным болтом;
- Кабель питания с вилкой;
- Изолента, саморезы 45 мм.
Собираем самодельный паяльник для полипропиленовых труб
Первым делом разбираем бытовой утюг, отсоединив подошву от термостатов. Остальное железо нам больше не нужно.
Далее готовим деревянный брусок. При необходимости его можно распилить, проткнуть или просто зачистить на наждачном круге, как это сделал автор самоделки (фото).
Для крепления планки просверливаем несколько отверстий на подошве утюга в зоне, свободной от нагревательного элемента. Диаметр сверла должен быть меньше ширины головки винта.
Вставляем отрегулированную по сечению планку в паз подошвы, и при помощи отвертки и крестовины прикручиваем на несколько саморезов.
На конце контактного блока нагревателя есть болты. Под них просверливаем пазовые отверстия с обеих сторон планки, а контакты разворачиваем плоскогубцами для их соединения.
Прижимаем контактные пластины несколькими саморезами — нажимными шайбами.
Недалеко от торца подошвы просверливаем отверстие под прижимной болт для рукавов. Теперь можно прикрепить несколько парных сварочных насадок. Надеваем их на прижимной болт, и затягиваем шестигранным ключом.
Осталось только подключить кабель питания к контактной группе, а место контакта на ручке обмотать изолентой.
Паяльник готов к работе. Такое устройство можно использовать для пайки полипропиленовых труб и фитингов, выполнения водопроводной или отопительной разводки.
Заключение
Несмотря на простоту конструкции, ее нельзя считать полностью модифицированной. В нем нет термостата нагрева с автоматическими средствами защиты. Эргономика инструмента тоже оставляет желать лучшего, ведь такое приспособление должно во время работы твердо стоять на краю.Однако этот самодельный аппарат служит доказательством того, что при желании из подручных деталей можно собрать даже специализированный инструмент.Сварка труб | Сварка пластмасс | Сварка пластиковых труб
Какие пластмассы можно сваривать?
Растворы для сварки пластмасс обычно выполняются с использованием следующих материалов на основе полимеров:
- Политетрафторэтилен, эластичный, стабильный и способный выдерживать воздействие агрессивных химикатов.
- Поливинилхлорид, легкий и жесткий, а также известный своей прочностью и огнестойкостью.
- Хлорированный поливинилхлорид, известный своей способностью выдерживать высокие температуры.
- Полипропилен, известный своей эластичностью и высокой химической стойкостью.
- Полиэтилен высокой плотности, известный своим широким соотношением прочности и плотности.
- Поливинилиденфторид — прочный и прочный пластик, известный своей способностью противостоять агрессивным химическим веществам.
Что лучше всего склеивает пластик с пластиком?
Связующий агент, используемый для приклеивания пластика к пластику, зависит от типа используемого пластика.Некоторые пластмассы лучше реагируют на химическую связь с растворителем, в то время как другие пластмассы лучше реагируют на тепловую связь.
Можно ли сваривать разнородные пластмассы?
Опять же, это зависит от типов используемых пластмасс и процесса их склеивания. Как правило, не рекомендуется сваривать два разных пластика, поскольку они могут не создавать такой прочной связи, как два одинаковых пластика.
Насколько прочны сварные швы?
Термопласты, будучи чрезвычайно универсальными, позволяют создавать прочные и долговечные сварные швы.Некоторые пластмассы имеют более медленное время разрушения, чем металлы, поэтому в зависимости от проекта и конечного использования компонентов мы порекомендуем решение, которое обеспечит долговечность сварных швов.
Как обычно используются сварные пластмассы?
Сварные пластмассы находят тысячи применений. Например, вы можете использовать сварные швы в медицине для транспортировки газов и химикатов через малогабаритные спасательные компоненты.
Использование пластиковых сварных швов позволяет избежать осложнений, связанных с коррозией металлических компонентов транспортируемых материалов.Вот почему мы видим, что сварка пластмасс наиболее часто используется в этих отраслях:
Можно ли сплавить пластик вместе?
Да, пластик можно сплавить вместе, если два куска пластика сделаны из одного и того же материала. Однако «плавление» пластмасс не обязательно то же самое, что их сварка.
Можно ли сваривать пластмассы с помощью паяльника?
Использование паяльника для сваривания двух пластиков вместе не рекомендуется, так как образующаяся связь, вероятно, будет слабой и непригодна для транспортировки большинства жидкостей, газов или других химикатов.Вы не получите прочного соединения с помощью паяльника, поэтому мы не рекомендуем это делать.
Десятилетия опыта в сварке пластмасс
Если вам нужен опыт в производстве пластмасс, это одна из наших специализаций уже более 30 лет. Наша команда экспертов прошла перекрестное обучение по сварке пластмасс и металлов, что означает, что мы предложим квалифицированные рекомендации по вашему следующему проекту.
Полипропиленовая труба может похвастаться впечатляющими усовершенствованиями по сравнению с медной или стальной трубой (химически инертна, никогда не подвергается коррозии, выдерживает экстремальные температуры и просто потрясающе выглядит)
Полипропиленовая труба: она легкая, долговечная, с ней легко работать, она имеет прохладный зеленый и синий цвет.Как и все производители напитков, крафтовые пивоварни требуют тяжелого оборудования. В дополнение к типичным бизнес-задачам, связанным с конкуренцией, укомплектованием персоналом, регулированием, соблюдением требований и COVID-19, крафтовые пивовары также должны создать значительную внутреннюю инфраструктуру для создания и доставки своей продукции. Это означает покупку (среди прочего) котлов, кег, бойлеров, линий розлива и консервирования, конвейеров, систем охлаждения, резервуаров для хранения, резервуаров для ферментации, холодильного оборудования и систем очистки сточных вод.В этой статье мы обсудим, как пивоварни могут эффективно соединить все эти системы с идеальной инфраструктурой трубопроводов.
Трансформация трубопроводов
Хотя многие элементы процесса пивоварения сохранялись веками, трубопроводная промышленность изменила эффективность и надежность систем, используемых для производства и транспортировки продуктов. Подобно тому, как многие владельцы пивоварен производят свою продукцию исключительными, уникальными продуктами, полипропиленовые трубопроводы революционизируют способы трубопроводов на крафтовых пивоварнях.Применения полипропилена включают в себя трубопроводы для гликоля, бытового водоснабжения, сжатого воздуха, отопления и охлаждения, а также трубопроводы для CO2. Некоторые полипропиленовые трубы, внесенные в список NSF / ANSI 51 для пищевых продуктов, могут даже использоваться для транспортировки готовой продукции. Как химически инертный материал, полипропилен не выщелачивается и не влияет на вкус или запах жидкости, которую он транспортирует.
Значительный апгрейд
Во многих крафтовых пивоварнях полипропилен представляет собой значительное усовершенствование металлических труб, таких как медь или сталь.Полипропилен не вступает в реакцию с водой, гликолем или другими продуктами и ингредиентами, присутствующими на пивоваренных заводах. Он никогда не накипит и не подвергнется коррозии, со временем он не станет хрупким и не сломается при воздействии экстремальных температур.
Традиционные трубопроводные материалы требуют сварки, которая может быть трудоемкой, дорогой и может выделять вредные летучие органические соединения в окружающую среду, или использовать посторонние вещества (например, клей или припой) или механические соединения (например, прокладки и резьбы) для соединения труба и фитинги.С другой стороны, полипропиленовые трубы соединяются термическим сплавлением — быстрым и надежным процессом, обеспечивающим создание бесшовных соединений. Для образования соединения материал нагревают, соединяют вместе под давлением, а затем дают остыть. Соединяемые материалы становятся одной сплошной и однородной деталью без путей утечки. Предполагаемый срок службы полипропиленовой трубы при правильной установке, эксплуатации и техническом обслуживании составляет 50+ лет.
Дополнительные преимущества
Соединение муфт (верхнее фото) и соединение встык (вверху) — это два метода, которые используются для постоянного соединения полипропиленовых труб без сварки, клея, растворителей или припоя.Полипропилен до 70 процентов легче стальной трубы (в зависимости от размера и толщины стенки трубы) и с соответствующими инструментами для термического наплавления может быть легко установлен на потолке, обычном для пивоваренных заводов с чанами для брожения.
Чтобы приспособиться к расширению системы по мере роста пивоваренных заводов, полипропилен предлагает выходы для сварки, которые можно добавить путем просверливания в трубу и вварки фитинга непосредственно в стенку трубы. Многие марки полипропиленовых труб устойчивы как к высоким, так и к низким температурам и безопасны для использования практически в любой части системы.Кроме того, присущее трубе значение R, равное 1 или выше (в зависимости от толщины стенки трубы), может устранить необходимость в изоляции или уменьшить количество необходимой изоляции, особенно на линиях гликоля.
Для справки, некоторые части процесса пивоварения требуют температуры до 24 ° F. Это требует от пивоваров использования гликоля в линиях, соединяющих технологические чиллеры с чанами для брожения. Их главное — найти материал, который сможет транспортировать охлажденную жидкость без использования флюсов или клея.Флюс, используемый при пайке меди, может вызвать загрязнение линии, а гликоль может ухудшить клей, который используется для соединения некоторых других материалов труб (например, ХПВХ). Благодаря этому труба из термоплавкого полипропилена идеально подходит.
Кроме того, процессу термического плавления полипропилена можно научить всего за несколько часов практически любого, кто обладает способностями к механике и разбирается в системах трубопроводов. Наряду с квалифицированной поддержкой и надзором это может позволить пивоваренным заводам обучать свой персонал работе с установками термоядерного синтеза или ремонту.
Наконец, поскольку многие крафтовые пивоварни и их клиенты заботятся об окружающей среде, они могут оценить тот факт, что полипропиленовая труба более чистая в производстве, чем стальная труба, а также на 100% пригодна для вторичной переработки по истечении длительного срока службы.
Реальные результаты
Полипропилен не вступает в реакцию с водой, гликолем или другими продуктами и ингредиентами, присутствующими на пивоваренных заводах.Полипропиленовая труба была выбрана крафтовыми пивоварами в Северной Америке. Комментарии самих пивоваров свидетельствуют об эффективности полипропилена в пивоварнях.
«Как стартап, вам нужно экономить деньги, когда это возможно, и рабочая сила — это та область, где мы могли бы это сделать», — сказал Адлер Ленц, партнер Smith & Lentz Brewing Co., Нэшвилл, где полипропиленовые трубы были выбраны для система охлаждения гликоля пивоваренного завода. «Цена на медь составляла около 20 000 долларов, а для стартапа это большая разница. Итак, когда мы получили эту цитату, мы рассмотрели другие варианты. И тогда стало понятно, что мы должны использовать [полипропилен] и производить установку самостоятельно.Благодаря этому мы сэкономили около 12 000 долларов ».
Eventide Brewing, Атланта, выбрала полипропилен для своей системы охлаждения на основе гликоля.
«У нас не было ни одной утечки, даже небольшой утечки», — сказал Натан Коуэн, генеральный директор. «Наш следующий проект будет в 10 раз больше, чем у нас сейчас, и мы планируем использовать [полипропилен] при расширении».
Эпическая сага
Epic Brewing Co. была основана в Солт-Лейк-Сити в 2009 году. В 2012 году Epic открыла новый филиал в Денвере, а в 2019 году предприняла расширение производства в Денвере, в результате чего количество бродильных чанов в этом месте увеличилось более чем в три раза.Полипропиленовая труба использовалась на всех этапах развития пивоварни.
«Для нас это был полипропилен с тех пор, как мы установили его в Солт-Лейк-Сити», — сказал Джордан Шупбах, директор по пивоварению. «Это продукт, с которым мы знакомы и которым полностью довольны, поэтому нет причин менять его».
КомпанияMajor Heating & Air Conditioning, Денвер, установила 100 футов полипропиленовой трубы на расширении производственной базы Epic в Денвере. В компании работают пять технических специалистов, обученных термоядерному плавлению.
Тодд Рамер, менеджер по обслуживанию в Major, сказал, что полипропиленовая труба предлагает множество преимуществ не только для пивовара, но и для подрядчика по установке, включая легкий вес и экономию времени на установку.
«С точки зрения подрядчика, это действительно лучше беговой стали или меди», — сказал Рамер. «Он настолько легкий, что я могу изготовить и повесить 3 дюйма. сам по себе. Но самое главное — это сэкономленное время. Это астрономически по сравнению со сваркой и пайкой. Я выбил последнее расширение на Epic за полторы недели.Если бы я сделал это сваркой стали, это заняло бы три или четыре недели ».
Рамер также отметил, что с полипропиленом легко подключиться к существующим линиям. Во время недавнего расширения, в дополнение к муфтам и стыкам, используемым для соединения труб, Рамер подсчитал, что он установил около 200 выходов для сварки.
«Гораздо проще расширить существующие [полипропиленовые] линии, чем стальные линии», — отметил он.
Другие крафтовые пивоварни выбрали полипропиленовые трубы для геотермальных систем отопления (Arbor Brewing Co., Ипсиланти, Мичиган) бытовых систем горячего и холодного водоснабжения (Main Street Brewing Co., Ванкувер, Британская Колумбия) или, в Founder’s Brewing Co. в Гранд-Рапидсе, Мичиган, инновационной системы рекуперации тепла, которая позволяет пивоварне использовать тепло генерируется для процесса пивоварения, чтобы обогревать помещения пивоварни площадью 75 000 кв. футов.
«Мы выбрали [полипропилен] из-за его уникальной способности работать с жидкостью при температуре 80–120 ° F с минимальным расширением и сжатием», — сказал Брэд Страус, менеджер по работе с клиентами компании Seaman’s Mechanical, Гранд-Рапидс, штат Мичиган, компании Founder’s system.«Процесс термоядерного синтеза также был важным фактором, поскольку он обеспечивает структурную целостность при экологически чистой стоимости».
Заключение
В конечном счете, многие крафтовые пивоварни создаются опытными новаторами, которые страстно желают создавать продукты, которые отличаются своей уникальностью и исключительно высоким качеством. Хотя они основаны любителями пива, а не специалистами по трубам, среди крафтовых пивоваров растет осознание того, что полипропиленовые трубы можно использовать во многих отношениях на пивоваренном заводе, чтобы помочь владельцам достичь своих целей совершенства.Это просто может помочь пивоварам приготовить лучший напиток.
Рон Раецки — специалист по связям с общественностью и маркетингу компании Aquatherm.
Сварка пластика паяльником
Когда пластиковый корпус предмета треснет или разбивается на части, большинство людей просто покупают новый; однако пластик чрезвычайно пластичен, его довольно легко расплавить и снова прикрепить паяльником. Хотя отремонтированный объект будет выглядеть не так, как когда он был новым, с практикой вы можете сделать гладкие пластиковые сварные швы, которые не являются косметически очевидными.
Использование паяльника для сварки пластика не ограничивается ремонтом: пластик можно сваривать для изготовления изделий и даже для художественных целей. Вам не нужно выходить и покупать комплект для сварки пластика, если у вас уже есть паяльник или станция — вы можете начать сварку пластика уже сегодня. Давайте посмотрим на процесс.
(Примечание. Перед тем, как приступить к выполнению первого шва, вы можете поэкспериментировать с ломом пластика, чтобы узнать, как долго вам нужно прижимать паяльник к определенным точкам пластика.)
Начните с тщательной очистки пластика с мылом и обезжиривающим средством, даже если он не выглядит грязным. Отшлифуйте края пластика, чтобы они не зазубрились. Затем вы подключите паяльник и дайте ему прогреться, что займет всего несколько минут.
Сожмите два куска пластика вместе и удерживайте их в этом положении, проводя паяльником по шву, пока два куска пластика частично не сольются вместе. Пока кусочки пластика еще горячие и подвижные, отрегулируйте их так, чтобы они максимально подходили друг к другу.
Вы можете усилить сварной шов, добавив в шов небольшие кусочки пластика, в идеале тонкие полоски. Затем полностью расплавьте эти кусочки пластика, нажав на них наконечником паяльника, пока они не станут жидкими. Паяльником равномерно распределите разжиженный пластик по длине шва.
Последний шаг — пройти по шву и окружающему его пластику паяльником быстрыми плавными движениями. После того, как вы немного попрактикуетесь в этой технике, вы сможете создать ровный, гладкий пластиковый сварной шов.
Эффективная и мощная паяльная машина для сварки пластиковых труб
Alibaba.com предлагает широкий выбор надежных, эффективных и модернизированных. Паяльный аппарат для сварки пластиковых труб для всех видов сварки. Эти. Паяльная машина для сварки пластиковых труб широко используется в коммерческом и промышленном секторах благодаря своим обширным возможностям и превосходной точности, удовлетворяя самые разные требования. Эти машины сертифицированы и испытаны группами строгого контроля качества и уполномоченными регулирующими органами, чтобы гарантировать оптимальную производительность продуктов.Покупайте эти продукты в проверенных и надежных магазинах. паяльный аппарат для сварки пластиковых труб продавцов и поставщиков на сайте.Блестящий и качественный. Паяльная машина для сварки пластиковых труб , доступная на объекте, изготовлена из материалов, обладающих высокой производительностью и экологичностью. Эти устройства прочны благодаря своему материалу и могут выдерживать грубое обращение, ежедневное использование или любые другие внешние воздействия. Эти. Паяльный аппарат для сварки пластиковых труб доступен как в полуавтоматическом, так и в автоматическом вариантах, в зависимости от ваших требований и моделей.Объединение основных технологий в один продукт — эти. Паяльный аппарат для сварки пластиковых труб предлагает более высокую степень автоматизации.
На Alibaba.com вы можете выбирать из различных вариантов. Паяльная машина для сварки пластиковых труб доступна в различных формах, размерах, цветах, характеристиках и производительности в зависимости от выбранной модели.