 alexxlab
alexxlab характеристики, производители и видео монтажа (сварки)
Уже 180 лет горячая вода в системах отопления подается по стальным трубам. Однако в последние годы эти стальные изделия быстро заменяются металлопластиковыми. Полипропиленовые трубы для отопления армированные алюминием – наиболее распространенный вид этой продукции – дают ежегодный прирост производства и продаж 15–20%. С чем связаны столь бурные изменения?
Попробуем разобраться с техническими характеристиками и преимуществами, особенностями монтажа и применения, а также с производителями, предлагающими этот товар.
Характеристика полипропиленовых труб (PPR-AL-PPR) для отопления
Полипропилен (сокращенно PPR) устойчив к действию многих химических веществ. Щелочи практически не влияют на него даже при нагревании. Для систем центрального отопления это свойство имеет важное значение, поскольку для предотвращения образования накипи в воду добавляют щелочные реагенты.
В отличие от полиэтилена полипропилен имеет гораздо более высокую температуру плавления (не менее +140°С), поэтому не теряет прочности при контакте с горячей водой. PPR не подвергается коррозии, не гниет, гладкая внутренняя поверхность трубы из этого материала остается неизменной в течение многих лет, поэтому отложения, сужающие ее просвет, не образуются.
PPR не подвергается коррозии, не гниет, гладкая внутренняя поверхность трубы из этого материала остается неизменной в течение многих лет, поэтому отложения, сужающие ее просвет, не образуются.
Однако полипропилен – не идеальный материал. Коэффициент его линейного температурного расширения Kp=0,15 мм/мК, тогда как для алюминия этот показатель Kp=0,022 мм/мК. Это значит, что полипропиленовые трубы, нагреваясь горячей водой, значительно удлиняются и деформируются.
Кислород воздуха при повышенной температуре, проникая в толщу материала, со временем разрушает полипропилен, придавая ему хрупкость.
Кислород растворяется также в теплоносителе и разрушает другие материалы отопительной системы. Кислородопроницаемость полипропиленовых изделий велика и составляет около 2 г/м³ сутки.
Алюминий, в отличие от PPR, стоек к действию кислорода и препятствует его диффузии из воздуха в теплоноситель, гораздо меньше расширяется при нагревании, но неустойчив к действию щелочей.
Идея объединить эти два вещества, создав из них композитный материал, оказалась плодотворной. Полипропиленовую трубу стали оклеивать слоем алюминиевой фольги, а затем наносить на нее защитно-декоративный слой полимера. Армированная алюминием труба из полипропилена получила новые свойства:
- коэффициент теплового расширения Kp =0,03–0,05 мм/мК;
- кислородопроницаемость 0,056 г/м³ сутки (для перфорированной фольги).
Благодаря таким свойствам армированные пластиковые трубы служат для отопления не меньше 25-ти лет в системах с горячей водой, а в системах с холодной водой – не меньше 50-ти лет. Композитные трубы для отопления со структурой PPR-AL-PPR называют термостабильными.
Технология изготовления пластиковых армированных труб
Армированные изделия со структурой PPR-AL-PPR состоят из внутренней полипропиленовой трубы, слоя алюминиевой фольги и наружного слоя пластика, выполняющего защитно-декоративную функцию. Однако это не значит, что труба трехслойная. На самом деле слоев пять: перед армированием фольгой и нанесением защитного слоя на изделие наносят слой термоклея.
На самом деле слоев пять: перед армированием фольгой и нанесением защитного слоя на изделие наносят слой термоклея. Армирование фольгой на производстве делают двумя способами: внахлест и встык. Первый способ использует большинство российских производителей. В этом случае перед сваркой краев фольги требуется обязательная зачистка. По второму способу состыкованные края фольги свариваются лазером. При соблюдении технологии выбор способа армирования на качество продукции практически не влияет.
С начала производства армированных труб на полипропиленовую основу наносилась сплошная алюминиевая фольга. Армирование сплошным слоем алюминия практически исключает доступ кислорода воздуха в теплоноситель.
Однако соединение сплошной фольги с полипропиленом с помощью термоклея не является абсолютно надежным. При неправильном монтаже системы теплоноситель может проникать между слоями алюминия и пластика, вызывая расслоение композита, вздутие пластика, а затем и прорыв теплоносителя наружу.
В настоящее время армирование полипропиленовых труб производится перфорированной фольгой. По этой технологии, когда на поверхность фольги наносится второй слой полимера, он надежно соединяется с пластиковой трубой через отверстия. Таким образом, обеспечивается прочное соединение всех слоев в единый монолит, устойчивый к расслоению. Из-за того, что слой алюминия не является сплошным, кислородопроницаемость готового изделия несколько увеличивается и составляет около 0,056 г/м³ сутки. Однако благодаря тому, что площадь отверстий не превышает 3% общей площади, этот показатель значительно ниже того предела, который разрешает СНиП 41-01–2003, п. 6.4.1 (не более 0,1 г/м³ сутки).
Сферы применения
Применение полипропиленовых труб типа PPR-AL-PPR широко распространено в системе отопления бытовых и промышленных зданий, системах «теплый пол» и горячего водоснабжения. При правильном монтаже срок службы таких трубопроводов составляет не меньше 25-ти лет. Эти же трубы могут служить в системах подачи холодной воды. В этом случае они служат не меньше 50-ти лет.
В этом случае они служат не меньше 50-ти лет.
Особенности монтажа труб PPR-AL-PPR
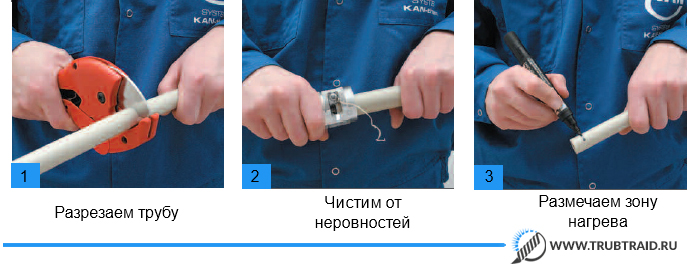
Монтаж отопительной системы из металлопластиковых элементов делается с помощью сварки. Особенность сварки армированных полипропиленовых труб состоит в том, что при соединении с фитингом предварительно приходится исключать возможность проникновения теплоносителя к слою алюминия на торце. Если не проводить эту операцию, то во время эксплуатации теплоноситель проникает между слоями алюминия и пластика и вызывает вздутие, а затем и прорыв верхнего защитного слоя.Технология сварки состоит из таких операций:
- Нарезка деталей по размеру.
- Зачистка торца от слоя алюминия.
- Разогрев трубы и фитинга в специальном «паяльнике».
- Совмещение деталей до схватывания.
Зачистка защитного слоя пластика и алюминиевой фольги производится с помощью специальной муфты с ножами. Чтобы зачистить торец трубы с центральной армировкой, где внутренний и наружный слой полипропилена примерно равны по толщине, требуется специальный «торцеватель», выскабливающий алюминий между слоями пластика. В этом случае при сварке внутренний и наружный слой пластика на торце сплавляются вместе, надежно изолируя алюминий от теплоносителя.
В этом случае при сварке внутренний и наружный слой пластика на торце сплавляются вместе, надежно изолируя алюминий от теплоносителя.
Видео: «Монтаж пластиковых труб PPR-AL-PPR»
Что собой представляет устройство экструдера для пластика? Как с помощью данного устройства формируются изделия из пластмассы?
Какие преимущества формируют цену на жидкую пластмассу? Об этом, а так же о других характеристиках данного материала читайте в следующей статье.
Экструзионный акрил – современный широко применяемый в различных сферах материал. Подробнее о нем читайте далее
Производители полипропиленовых труб за рубежом и в России
Изготовлением полипропиленовых труб с алюминиевым армированием занимается множество компаний в разных странах мира, поэтому сделать рациональный выбор при покупке весьма непросто. Если поискать отзывы монтажников на форумах в интернете, можно составить рейтинг популярности этой продукции.
- Возглавляют список производителей полипропиленовых труб немецких фирм Banninger и Aquatherm — лучшие производители. За ними следуют Wefatherm и Rehau. Немецкие трубы серии Stabi, считаются продукцией самого высокого качества, поэтому и стоимость их самая высокая. Эти изделия выдерживают температуру +130°С и давление до 20 бар.
- Второе место занимают изделия чешских компаний WAVIN EKOPLASTIK и FV-Plast. Отзывы об их качестве не менее восторженные, но все же немецким они уступают.

- На третьем месте находятся турецкие фирмы TEBO, Vesbo, Pilsa, Valtek, Kalde, FIRAT и Jakko. Свою продукцию они производят по немецкой технологии, но качество немецкому уступает. Так, при их эксплуатации не советуют поднимать температуру теплоносителя выше +95°С – их термостабильность ниже, чем у немецких. Иногда в сечении трубы компаний Pilsa и FIRAT бывают овальными, из-за чего их зачистку приходится повторять. Цены на эти изделия соответственно ниже.
- Четвертое место занимают китайские производители BLUE OCEAN и Dyzain. Продукция BLUE OCEAN достаточно высокого качества, хотя наружный диаметр может немного отличаться даже внутри одной партии. Отмечают и неточность наружной разметки. Изделия компании Dyzain не уступают европейским по качеству, но значительно дешевле, благодаря чему успешно продаются на российском рынке.

- Пятое место по популярности у российских производителей РВК, PRO AQUA, Santrade, Heisskraft и Политек. Изделия компании PRO AQUA превосходят аналогичные китайские по прочности в 1,6 раза, выдерживая давление до 79,5 бар, благодаря чему считаются высококачественной продукцией. Изделиям фирмы РВК дают низкую оценку из-за нестабильности размеров. Производимые по немецкой технологии в Московской области трубы Heisskraft считаются неплохой продукцией, хотя их стоимость значительно ниже, чем немецких. Качество изделий компании Политек оценивают, как «среднее», а продукция Santrade пока мало кому известна.
Российское производство армированных труб еще только начинает развиваться. В ближайшие годы отечественная продукция должна занять достойное место на российском и мировом рынках.
Зачистка для полипропиленовых труб. Ручные инструменты для зачистки
Трубы из полимерных материалов могут использоваться в разы дольше металлических аналогов. Но их срок службы во многом зависит от того, насколько грамотно были произведены монтажные работы. Одним из условий длительной и беспроблемной эксплуатации полипропиленовых труб является их правильная зачистка, так как неровности на срезе и заусенцы мешают качественному соединению. Уже на этапе планирования укладки полипропиленового трубопровода необходимо разобраться в том, зачем нужна такая процедура и с помощью каких инструментов её осуществляют. Особое внимание следует уделить трубам с армирующим слоем.
Но их срок службы во многом зависит от того, насколько грамотно были произведены монтажные работы. Одним из условий длительной и беспроблемной эксплуатации полипропиленовых труб является их правильная зачистка, так как неровности на срезе и заусенцы мешают качественному соединению. Уже на этапе планирования укладки полипропиленового трубопровода необходимо разобраться в том, зачем нужна такая процедура и с помощью каких инструментов её осуществляют. Особое внимание следует уделить трубам с армирующим слоем.
Зачистка края трубы — обязательная процедура перед соединением элементов трубопровода
Что дает армирование полипропиленовых труб
Положительные свойства армированных полипропиленовых труб достигаются за счёт наличия защитного слоя. В трубах, использующихся в домашних условиях, его толщина не превышает 0,1-0,5 мм. Армирование необходимо для:
- Снижения температурного воздействия на полимер. Вообще полипропиленовые трубы неплохо выдерживают высокие температуры.
Верхним порогом является 95 градусов. По идее, для домашних систем отопления и водопровода этого должно быть достаточно. Но в некоторых ситуациях, в том числе и аварийных, температура транспортируемой жидкости может подниматься. Это вызывает деформации участков трубопровода. Алюминиевая фольга повышает способность трубы выдерживать высокие температуры и предотвращает разрывы системы.
- Компенсации теплового расширения. Главным недостатком полипропиленовых труб является существенное расширение при перепадах температур. При резком расширении, а затем – сужении, полипропилен теряет свои пластические качества и постепенно растрескивается. Это свойство не лучшим образом отражается на сохранности труб без армирования.
Но армировка также несколько затрудняет сварку полипропиленовых трубопроводов, поэтому при монтаже просто необходимо прибегнуть к зачистке трубы. Зачистка в случае с таким типом труб представляет собой удаление тонкого слоя алюминиевой фольги.
Армирующий слой придает трубе прочность, но для качественной сварки его нужно обрабатывать
Способы зачистки полипропиленовых труб
Существует несколько разновидностей зачистки, в зависимости от типа армирующего слоя.
Внешний слой. Если алюминиевая фольга представляет собой внешний защитный слой полипропиленовой трубы, она помешает процедуре соединения с фитингом. При монтаже плавится весь отрезок трубы, входящий в фитинг. Если труба не будет зачищена, произойдёт следующее: расплавленный алюминий не сварится с расплавом полипропилена, и соединение будет разгерметизировано сразу же после пуска системы.
Внутренний слой. Хоть алюминий, находящийся между полипропиленовыми слоями, не будет задействован во время сварки, зачистные работы всё равно стоит провести. Зачистка армирующей прослойки необходима для того, чтобы алюминий не вступал в контакт с водой. При любом скачке потенциалов внутри трубопровода могут начаться электрохимические процессы, которые в итоге приведут к полному разрушению алюминиевого слоя.
Без зачистки можно соединять только трубы, армированные стекловолокном
Полезный совет! Армирующий слой алюминия бывает цельным и перфорированным. Если стоит задача выбрать между этими двумя вариантами, следует всё же обратиться к последнему. Перфорированный внутренний слой фольги обладает лучшим сцеплением и не требует клея. Зачистка перфорированной армировки – более быстрый процесс.
Армировка стекловолокном. В данном случае зачистка для полипропиленовых труб не применяется. Тонкая сетка стекловолокна располагается между слоями полимера, не испытывает воздействие влаги и не контактирует с фитингом. Надёжное крепление стекловолоконных полипропиленовых труб можно получить и без дополнительных работ. Но коэффициент теплового расширения у таких конструкций будет выше, чем у труб, армированных алюминием.
Какие бывают инструменты для зачистки полипропиленовых труб?
Инструмент, с помощью которого можно произвести зачистку трубы, может быть ручным или механическим. Ручные приспособления – это оптимальный вариант для проведения зачистных работ в домашних условиях. Существуют такие разновидности зачистных инструментов для полипропиленовых труб:
Ручные приспособления – это оптимальный вариант для проведения зачистных работ в домашних условиях. Существуют такие разновидности зачистных инструментов для полипропиленовых труб:
- зачистки для наружного слоя. Для удаления внешнего слоя армирующей фольги используются муфты с лезвиями в середине. Зачистные муфты оснащены удобными ручками, что делает рабочий процесс быстрым и простым. Ручки также могут быть съемными;
- торцеватели. Лезвия в торцевателях размещены не на поверхности металлической муфты, а на её внутреннем торце. На инструмент надевается труба и проворачивается несколько раз. Уже через минуту получится идеальный срез, и полипропиленовая труба полностью готова для сварки. Такие инструменты используют и для обработки прочих типов пластиковых труб, в том числе без армирующего слоя.
- специальная насадка на электродрель — шейвер. В продаже можно найти приспособления, позволяющие зачищать одновременно и внешний, и внутренний слои трубы. Для разных типов армировки подбираются особые насадки, различные по диаметру.

С небольшим объемом работы вполне можно справиться обычным ручным приспособлением
Использование зачистных насадок на дрель необязательно: если предстоит выполнить малый объем работы, вполне можно справиться и своими руками. Кроме того, мощные дрели и шуруповерты сложны в эксплуатации. Если нет достаточного опыта в обращении с подобным оборудованием, лучше не прибегать к его помощи вообще.Обратите внимание! Не стоит путать зачистку труб с процессом очистки металлических изделий. Это совершенно другой вид работы, и для него применяется особенное технологическое оборудование.
Также для зачистки и монтажа полипропиленовых труб своими руками пригодятся следующие инструменты:
- строительный или простой карандаш для разметки отрезка трубы, входящего в фитинг;
- рулетка;
- труборез, ножницы или ножовка для резки труб;
- паяльник для полипропиленовых конструкций;
- выбранный зачистной инструмент.

Ровный и гладкий срез полипропиленовой трубы достигается за счёт высоколегированной стали, из которой производятся ножи инструментов для зачистки. Лучше выбирать двусторонний ручной инструмент. Он позволит осуществить зачистку труб разных диаметров.
Зачистка полипропиленовых труб – это несложный технологический процесс, который можно выполнить своими руками без особой подготовки. Не стоит приобретать дорогой инструмент, если требуется подготовка к сварке нескольких изделий. Даже простые стальные приспособления способны обеспечить качественный и аккуратный результат.
Полипропиленовые трубы армированные стекловолокном для отопления: выбор и монтаж
Трубы полипропиленовые армированные стекловолокном
В последний десяток лет применение полипропилена в отоплении стало наиболее популярным способом монтажа водяных систем.
Виды труб ППР
Трубопроводы из этой пластмассы появились в Европе еще в 80-е годы, изначально они применялись только для прокладки трубопроводов для холодной воды. На горячее водоснабжение и отопление пластиковая труба не годится, и вовсе не оттого, что расплавится от высокой температуры.
Дело в том, то линейное тепловое расширение данного материала достаточно велико, например, простая ППР труба диаметром 20 мм при перепаде температур 50ºС на каждых 10 м длины прибавит еще 65 мм. Это очень много, компенсировать такое удлинение невозможно никакими методами.
Поэтому позже были изобретены полипропиленовые армированные трубы для отопления и ГВС, чьи показатели теплового расширения значительно ниже. Значения линейного удлинения труб из металла, различных пластмасс и с армировкой представлены в таблице.
Уменьшение теплового расширения достигнуто благодаря введению в тело пластмассовой трубы армировки из тонколистового алюминия или стекловолокна. Эти материалы имеют более низкий коэффициент расширения и сдерживают увеличение размера пластика. Соответственно, можно разделить типы полипропиленовых труб на группы:
- обычная цельнополимерная труба, применяемая для холодного водоснабжения;
- трубы ППР для ГВС и отопления, стабилизированные алюминием;
- полипропиленовая труба, армированная стекловолокном, также применяемая для горячей воды температурой до 100ºС;
- новинка: используемые для тех же целей трубы, армированные базальтовым волокном.
Примечание: армированный полипропилен имеет маркировку «STABI», оттого в народе его прозвали «штабированным».

Все эти изделия пришли к нам из Европы несколько позже, но уже прочно завоевали рынок. Особенно популярны продукты с алюминиевой вставкой.
Спустя некоторое время в качестве армирующего слоя стали применять такой материал, как стекловолокно, чей коэффициент расширения немного больше, нежели у алюминия. Вы спросите: а какой смысл в таком нововведении, если есть изделия STABI, чья надежность проверена годами? Ответ прост: удешевление материала и упрощение пайки стыков.
Труба из стекловолокна
Особого внимания заслуживают чешские полипропиленовые трубы бренда EKOPLASTIK, где в качестве армирования из стекловолокна применено базальтовое волокно. Этот материал практически не расширяется при нагреве и введен в тело трубы по новейшей технологии — в сплаве с пластмассой. Результат впечатляющий, — по сравнению с цельнополимерным продуктом изделие с базальтовым волокном при нагреве удлиняется в три раза меньше.
Рекомендации по выбору
Современный рынок насыщен полимерными изделиями различных производителей. Условно их можно разделить на «наших», турецких и европейских. В таком же порядке растет качественное исполнение и цена на полипропиленовые трубы, хотя в последнее время некоторые российские предприятия выпускают трубопроводы, не уступающие по качеству турецким. Поэтому здесь каждый должен решить для себя сам, продуктами какой фирмы ему пользоваться. Что же до стоимости разных типов труб, то самые доступные для прокладки отопления – это с армированием из стекловолокна. Дороже всех – изделия с базальтовой вставкой.
Условно их можно разделить на «наших», турецких и европейских. В таком же порядке растет качественное исполнение и цена на полипропиленовые трубы, хотя в последнее время некоторые российские предприятия выпускают трубопроводы, не уступающие по качеству турецким. Поэтому здесь каждый должен решить для себя сам, продуктами какой фирмы ему пользоваться. Что же до стоимости разных типов труб, то самые доступные для прокладки отопления – это с армированием из стекловолокна. Дороже всех – изделия с базальтовой вставкой.
Следует отметить, что не всегда стоит стремиться к дешевизне. Если ваша армированная труба прокладывается в открытом взгляду, доступном месте, то есть смысл сэкономить на стоимости материала. Это касается обычных систем отопления и горячего водоснабжения, монтируемых открытым способом внутри помещений.
Другое дело, когда стояки уходят в подвал или на чердак, а то и вовсе закладываются внутрь цементной стяжки. В таком случае заводской брак или недоработки монтажников устранить будет очень сложно, не говоря уже о последствиях. Поэтому для прокладки в недоступных местах или закрытом пространстве лучше применить качественные трубы из полипропилена для отопления с армирующим слоем из алюминия.
Поэтому для прокладки в недоступных местах или закрытом пространстве лучше применить качественные трубы из полипропилена для отопления с армирующим слоем из алюминия.
Для устройства теплых полов, чья стоимость и ответственность выполнения работ значительна, лучше взять трубы со слоем базальтового волокна. Чешский производитель EKOPLASTIK декларирует срок их службы до 50 лет.
Прежде чем покупать выбранный материал, обратите внимание на технические характеристики полипропиленовых труб, особенно если бренд производителя вам незнаком. Имеют значение 3 параметра: пропускная способность, выражаемая диаметром трубы, максимальная рабочая температура и давление.
Первый параметр определяется заблаговременно, это отдельная тема для разговора. Но следует понимать, что вода течет внутри трубы, а не снаружи, оттого изначально надо определить необходимый внутренний диаметр. На изделии же указывается наружный размер и толщина стенки. Самые распространенные диаметры полипропиленовых труб – это 20, 25, 32, 40 мм, хотя тот же EKOPLASTIK предлагает линейку размеров до 110 мм включительно.
Важно! Заблаговременно узнайте рабочую температуру и давление в ваших сетях и подбирайте трубы по ним. Ориентируйтесь на то, что высокая температура бывает в отопительных системах, а давление – в сети ГВС.
Несколько слов о цвете трубопроводов, мы знаем белый и серый. В действительности качество исполнения и срок службы не зависят от цвета, на это не стоит обращать особое внимание, хотя белый – конечно же, красивее.
Немного о монтаже
Процедура настолько проста, что отопление из полипропилена не паял, наверное, только ленивый. Для выполнения работ нужны следующие инструменты и приспособления:
- специальный паяльник с набором насадок под разные диаметры;
- ножницы для правильной обрезки трубы;
- приспособление, которым зачищают армирующий слой из алюминия, когда монтируются «штабированные» трубы;
- матерчатые перчатки.

Совет. Не следует игнорировать матерчатые перчатки, особенно новичкам. Температура паяльника достигает 300 ºС, а поверхности нагрева достаточно обширны. Лучше защитить руки, чтобы не получить ожогов.
Паяльник для соединения полипропиленовых труб
Монтаж выполняется в такой последовательности: сначала производится разметка и отрезка ножницами участков труб требуемой длины и раскладка их в соответствии со схемой. Перед включением к паяльнику прикрепляют насадку соответствующего диаметра либо сразу несколько насадок. Поскольку для соединения полипропиленовых труб необходимо пользоваться паяльником, разогретым до температуры не ниже 260 ºС, то его лучше включить и настроить заранее. Погасший светодиод на приборе покажет, что он готов к работе.
Места соединения на трубе и фитинге надо обязательно очистить от пыли и грязи, это очень важно. При наличии армирующего слоя из алюминия его придется снять с помощью специального приспособления для зачистки на длину стыка. Так как сварка полипропиленовых труб армированных стекловолокном или базальтом не требует зачистки, то их достаточно просто протереть от пыли.
Так как сварка полипропиленовых труб армированных стекловолокном или базальтом не требует зачистки, то их достаточно просто протереть от пыли.
Следующий этап – разогрев деталей, для чего трубу и фитинг одевают с двух сторон на насадку и выдерживают определенное время, зависящее от диаметра изделий. Для размера 20 мм это время 6 сек, 25 мм – 7 сек, 32 мм – 8 сек и 40 мм – 12 сек. Передерживать нельзя, иначе пластик «потечет» при стыковке и закроет половину проходного сечения. Затем детали снимают с насадки и осуществляют соединение полипропиленовых труб, продержав стык руками секунд 5—10.
Важно! При снятии деталей с насадки паяльника и последующей стыковке не допускается их вращать вокруг своей оси.
Подробности процесса пайки труб можно посмотреть на видео.
Заключение
На практике выбор и монтаж полипропиленовых труб осуществить достаточно просто, тут главное, — четко определить параметры для правильного подбора материалов. Перед пайкой же не помешает немного потренироваться на коротких отрезках труб, сделав несколько пробных соединений с фитингами.
Перед пайкой же не помешает немного потренироваться на коротких отрезках труб, сделав несколько пробных соединений с фитингами.
Какие полипропиленовые трубы лучше со стекловолокном или фольгой
Полипропиленовые трубы многие считают лучшими. Они действительно имеют очень хорошие технические и эксплуатационные характеристики: не корродируют, не взаимодействуют с водой, не изменяют её состав и вкус, имеют длительный срок эксплуатации — до 50 лет, имеют очень гладкие стенки, на которых не образуются осадки. В общем, достоинств очень много. Осталось решить, какие полипропиленовые трубы лучше, а это совсем непросто. Придётся разбираться в некоторых тонкостях.
Содержание статьи
Какие бывают и какие лучше
По строению полипропиленовые трубы бывают трех видов:
- Однослойные. Стенки полностью сделаны из полипропилена.
- Трехслойные:
- армированные стекловолокном — между двумя слоями полипропилена запаяны нити стекловолокна;
- армированные фольгой — конструкция похожа.

Теперь коротко о том, зачем армируют полипропиленовые трубы. Дело в том, что этот материал имеет большой коэффициент теплового расширения. Один метр однослойной трубы при нагреве на 100 °C становится длиннее на 150 мм. Это очень много, хотя никто не будет нагревать их настолько, но и при меньших дельтах температур увеличение длинны не менее впечатляющее. Для нейтрализации этого явления ставят компенсационные петли, но такой подход спасает не всегда.
Виды компенсаторов для полипропиленовых трубПроизводители нашли другое решение — они стали делать многослойные трубы. Между двумя слоями чистого пропилена они закладывают стекловолокно или алюминиевую фольгу. Эти материалы нужны не для укрепления или каких-либо других целей, а только для уменьшения теплового удлинения. Если есть прослойка стекловолокна, температурное расширение в 4–5 раз меньше, а с прослойкой из фольги — в 2 раза. Компенсационные петли по-прежнему нужны, но ставятся они реже.
Слева армированная стекловолокном труба, справа — обычная однослойнаяЗачем делают армирование стекловолокном или фольгой? Дело в диапазоне рабочих температур. Те, что со стекловолокном могут выдержать нагрев до 90 °C. Этого достаточно для ГВС, но не всегда недостаточно для отопления. У полипропиленовых труб, армированных фольгой, температурный диапазон шире — они выдерживают нагрев среды до +95 °C. Этого уже достаточно для большинства систем отопления (кроме тех, в которых стоят твердотопливные котлы).
Те, что со стекловолокном могут выдержать нагрев до 90 °C. Этого достаточно для ГВС, но не всегда недостаточно для отопления. У полипропиленовых труб, армированных фольгой, температурный диапазон шире — они выдерживают нагрев среды до +95 °C. Этого уже достаточно для большинства систем отопления (кроме тех, в которых стоят твердотопливные котлы).
Плюсы и минусы
- Трубы армированные стекловолокном более долговечные. С фольгой из алюминия плохо переносят скачки давления и температуры. Причиной является шов скрепляющий алюминиевую фольгу.
- Слой стекловолокна не дает проникать кислороду к теплоносителю, что положительно влияет на долговечность котла, препятствуя образованию ржавчины. Алюминий пропускает кислород.
- Прослойка из стекловолокна надежна и не потребуют частого обслуживания. Качество труб армированных алюминиевой пленкой, зависит от правильности ее монтажа.
- Стекловолоконные системы по сравнению с укреплёнными алюминием имеют пониженную потерю тепла, что в некоторых случаях хорошо, а иногда плохо.

- Температура использования у стекловолоконных систем ниже и при сильном нагревании они будут провисать. У алюминиевых температурный режим выше.
Какие ППР трубы подходят для различных систем
Исходя из всего сказанного выше делаем вывод, что полипропиленовые трубы армированные фольгой лучше для отопления если предполагается эксплуатация системы с высокой температурой. Для низкотемпературных систем отопления можно использовать изделия, армированные стекловолокном.
Учитывая, что рекомендованная температура в котлах отопления не приводящая к появлению накипи 60 °C, то если для системы отопления правильно подобрать диаметр труб, размеры и количество радиаторов отопления, применение изделий со стекловолокном будет предпочтительней.
Для холодного водоснабжения подходят любые ППР трубы, но самое рациональное решение — обычные однослойные. Стоят они совсем немного, а тепловое расширение в этом случае не такое уж и большое, одного небольшого компенсатора для водопровода в среднем частном доме достаточно, а в квартире при небольшой протяженности системы, его не делают вообще, вернее делают «Г»-образный.
Для прокладки системы ГВС лучше всего брать трубы из полипропилена с армирующей прослойкой из стекловолокна. Их качества тут оптимальны, но можно использовать и с фольгированным слоем. Обратите внимание, наличие компенсаторов обязательно.
Для прокладки системы ГВС лучше всего брать трубы из полипропилена с армирующей прослойкой из стекловолокна. Их качества тут оптимальны, но можно использовать и с фольгированным слоем. Обратите внимание, наличие компенсаторов обязательно.
Какие проще в монтаже
Решая, какие полипропиленовые трубы лучше, обратите внимание на такой параметр, как сложность монтажа. Все виды соединяются при помощи сварки, а для поворотов, разветвлений и т. п. используют фитинги. Сам процесс сварки идентичен для всех типов, разница в том, что при наличии алюминиевой фольги требуется предварительная обработка — необходимо удалить фольгу на глубину пайки.
Так выглядит внешнее армирование полипропиленовой трубы фольгойВообще, армирование алюминием бывает двух видов — наружное и внутреннее. При наружном, слой фольги находится близко к наружному краю (1–2 мм), при внутреннем армирующий слой находится примерно посередине. Получается, что он с двух сторон залит почти одинаковым слоем полипропилена. В этом случае подготовка к сварке состоит еще и в том, чтобы снять наружный слой пропилена на всю глубину сварки (и фольгу тоже). Только при этих условиях можно достигнуть требуемой прочности шва. Вся эта подготовка занимает достаточно много времени, но самое неприятное то, что при ошибке получаем очень ненадежное соединение. Самый опасный вариант, когда вода просачивается к фольге. В этом случае полипропилен рано или поздно разрушиться, соединение потечет.
При наружном, слой фольги находится близко к наружному краю (1–2 мм), при внутреннем армирующий слой находится примерно посередине. Получается, что он с двух сторон залит почти одинаковым слоем полипропилена. В этом случае подготовка к сварке состоит еще и в том, чтобы снять наружный слой пропилена на всю глубину сварки (и фольгу тоже). Только при этих условиях можно достигнуть требуемой прочности шва. Вся эта подготовка занимает достаточно много времени, но самое неприятное то, что при ошибке получаем очень ненадежное соединение. Самый опасный вариант, когда вода просачивается к фольге. В этом случае полипропилен рано или поздно разрушиться, соединение потечет.
Исходя и этих данных, можно прийти к выводу, что если позволяют условия, лучше использовать однослойные или армированные стекловолокном полипропиленовые трубы. Приверженцы алюминиевого армирования говорят о том, что фольга дополнительно уменьшает количество воздуха, который проникает в систему через стенки. Но фольгу часто делают перфорированной и она далеко не обязательно идет сплошной полосой, охватывая весь диаметр трубы. Часто она имеет продольный разрыв. Ведь её задача — уменьшить величину теплового расширения, а с этой задачей справляются даже полосы более стабильного материала.
Производители качественных полипропиленовых труб
Определившись с типом ППР трубы, которая вам необходима, надо решить какой из производителей лучше. Задача непростая, хотя есть явные лидеры рынка по качеству — немцы. Странно, но очень часто получается, что немецкие строительные материалы — лучшие, и полипропиленовые трубы не исключение — по качественным показателям лидируют именно немецкие изделия. Вот перечень фирм, которые имеют очень хорошую репутацию:
- (Берингер). Трубы делает из рандом-сополимера, благодаря чему они могут использоваться для подачи питьевой воды.

Полипропиленовые трубы Banninger (Барингер) имеют характерный зеленый цвет
- Aquatherm (Акватерм). В этой кампании постоянно ведутся разработки, используются самые новые материалы и технологии. В последние годы появились трубы серии «green» — абсолютно безопасные.
- Wefatherm (Вефатерм). Под этой маркой выпускают армированные фольгой трубы нового поколения. Они отличаются тем, что их не надо зачищать при сварке, что значительно ускоряет и упрощает монтаж системы отопления или горячего водоснабжения.
Еще одни немецкие полипропиленовые трубы Wefatherm (Вефатерм)
- Rehau (Рехау). Широко известная фирма, имеющая широкий ассортимент продукции и качество, которое проверено годами.
Тут даже нельзя сказать, что какая-то продукция лучше, какая-то — хуже. Все примерно одинаковы. Весь вопрос в том, какая из фирм представлена в вашем городе/регионе. Есть у их только один недостаток — более чем приличная цена. Других не замечено.
Не менее популярны чешские полипропиленовые трубы. По качественным показателям они почти не уступают немецким, но имеют чуть ниже цены. В основном на рынке представлены две марки:
По качественным показателям они почти не уступают немецким, но имеют чуть ниже цены. В основном на рынке представлены две марки:
- FV-Plast (ФВ-пласт). В производстве в основном используется рандом-сополимер третьего типа (обозначается PPR, на сегодняшний день он пока — лучший). Изделия пригодны для транспортировки воды температурой до +90 °C, имеют хорошую гибкость. Это позволяет использовать меньше фитингов, а, значит, стоимость трубопровода в итоге будет меньше (фитинги дорогие).
Эти трубы тоже имеют хорошую репутацию и отличные отзывы. Если есть они у вас в магазине, можете брать не задумываясь.
В среднем ценовом сегменте располагаются турецкие полипропиленовые трубы. Если в понятие «лучшие» входит и не очень высокая цена, то выбирать надо изделиях этих фирм:
- Pilsa (Пилса). Выпускаются трехслойные армированные стекловолокном трубы. Область применения — холодное и горячее водоснабжение, системы отопления.
- TEBO (Тебо). В ассортименте обычные полипропиленовые трубы, также есть армированные стекловолокном и фольгой.
 Подходят для транспортировки холодных и горячих жидкостей, газов.
Подходят для транспортировки холодных и горячих жидкостей, газов. - Valtek (Валтек). В производстве используют полипропилен PPR-100, имеющий повышенные прочностные характеристики. Есть полный набор — однослойные, многослойные, армированные стекловолокном и сплошной алюминиевой фольгой.
- Kalde (Кальде). Используют рандом-сополимер третьего типа (PPR), который отличается повышенной прочностью, гибкостью. Использовать можно для отопления, горячего и холодного водоснабжения, канализации.
Практически все турецкие производители полипропиленовых труб работают в среднем ценовом диапазоне. Качество изделий — хорошее, ассортимент — приличный. Если позволяют средства, выбирайте из этих производителей. Если нужны еще более бюджетные решения, смотрите в сторону российских и китайских производителей:
- Китайские ППР трубы BLUE OCEAN имеют неплохую репутацию. Их можно смело использовать, проблемы возникают редко.
- Российская фирма PRO AQUA (Про Аква) производит сантехнические изделия из рандом-сополимера 3 класса (PPR).
 Производятся два типа труб — однослойные и армированные фольгой (армирование сплошное, сшивка фольги «встык»).
Производятся два типа труб — однослойные и армированные фольгой (армирование сплошное, сшивка фольги «встык»). - Оренбургская фирма РВК делает полипропиленовые трубы в полном ассортименте — и обычные, и армированные. При небольшой цене они имеют нормальное качество. Не немецкие, конечно, но за такие деньги — неплохо.
- Heisskraft (Хайскрафт). Эта немецкая фирма запустила два завода в России — в Санкт-Петербурге и Краснодаре. Качество продукции высокое — немцы предъявляют высокие требования, а цены намного ниже чистых «немцев».
- Российская фирма Политек (расположена в Подмосковье) выпускает полипропилен для холодного водоснабжения (из PPR-80), а также канализационные полипропиленовые трубы для наружной и внутренней разводки.
Продукция всех этих марок находится на рынке уже многие годы, фирмы имеют стабильную репутацию. Однако периодически появляются сообщения, что какая-то продукция оказалась очень низкого качества. Когда начинают разбираться, оказывается, что была куплена подделка. Количеством подделок можно, кстати, измерять популярность того или иного брэнда: много подделок — очень популярный товар. Как не ошибиться при покупке — читайте дальше.
Количеством подделок можно, кстати, измерять популярность того или иного брэнда: много подделок — очень популярный товар. Как не ошибиться при покупке — читайте дальше.
Как не ошибиться
Если вы выбрали для себя лучше полипропиленовые трубы, перед тем, как покупать, зайдите на официальный сайт производителя. Вам надо будет:
В общем, у вас должно сложиться положительное впечатление о качестве изделий. Только если все «тесты» пройдены, можно покупать.
Армированные полипропиленовые трубы: алюминием, стекловолокном
Определенный сегмент на рынке полимерных изделий занимают армированные полипропиленовые трубы. Они располагаются на высоких ступенях популярности среди трубной продукции, выпускаемой современными заводами. Такие трубы широко используются в системах горячего водоснабжения, отопления и отличаются внешним диаметром, толщиной стенок, а также количеством и материалом армированных слоев. Производство продукции основано на методе сдвоенной соэкструзии, благодаря которой появилась возможность получать продукцию, соответствующую мировым стандартам качества.
При этом, снижается пластичность полипропилена и увеличивается жесткость при контакте с теплоносителями высоких температур. В качестве армирующего материала используется алюминий или стекловолокно.
Армированные полипропиленовые трубы для отопления
В перечне лучшей трубной продукции для создания автономного отопления в различных помещениях, в соответствии с современными технологиями, находится полипропиленовая армированная трубная продукция. Для отопительных систем используются трехслойные и пятислойные трубы, в которых, кроме полипропиленовых слоев и армирующего слоя, присутствуют две прослойки из термостойкого клея. Большая популярность труб такого вида вполне оправдана. Они отличаются многими преимущественными характеристиками. К ним относятся:
- прочность, надежность и длительный эксплуатационный срок;
- высокое качество;
- простота и легкость монтажа, обслуживания;
- эстетичный внешний вид;
- широкий ассортимент трубной продукции;
- высокий коэффициент теплопроводности;
- наличие маркировки;
- экологическая безопасность;
- возможность монтажа своими руками;
- отсутствие особого контроля и покраски;
-
доступные цены.

Полипропиленовая труба армированная стекловолокном
Трубная продукция из пропилена при армировании стекловолокном представляет собой трехслойную конструкцию, состоит из внутреннего и внешнего слоя пропилена, а также слоя стекловолокна. Маркировка труб состоит из букв PPR-FB-PPR, которые подтверждают многослойный принцип производства и монолитное строение. Такие изделия еще называют стеклопластиковыми. Полипропиленовые трубы с таким материалом армирования не нуждаются в калибровке и зачистке, но при монтаже рекомендуется устанавливать больше крепежных элементов.
Трубы полипропиленовые армированные алюминием
Трубная продукция из пропилена при армировании алюминием отличается высокими показателями жесткости конструкции и по устойчивости к нагрузкам является аналогом тонкостенным стальным трубам. Такие изделия имеют маркировку PPR-AL-PPR. В качестве армирующего материала может использоваться перфорированный алюминий с небольшими круглыми отверстиями, равномерно распределенными по всему слою, и сплошное алюминиевое покрытие без отверстий. При установке отопительных систем в местах соединений необходимо проводить зачистку алюминиевого слоя и паять только полипропиленовый слой трубы. Правильное соединение позволит без проблем десятки лет пользоваться трубопроводом.
При установке отопительных систем в местах соединений необходимо проводить зачистку алюминиевого слоя и паять только полипропиленовый слой трубы. Правильное соединение позволит без проблем десятки лет пользоваться трубопроводом.
Технические характеристики армированных полипропиленовых труб
Качественные армированные полипропиленовые трубы имеют определенные технические характеристики:
- незначительное линейное расширение, составляющее 0,02мм при нагреве на 1°С;
- устойчивость к повышенному внутреннему давлению;
- высокий коэффициент теплопроводности;
- химическая инертность;
- низкий удельный вес;
- термическая прочность, благодаря которой трубы выдерживают перепады температуры от — 10°С до + 95°С;
- коррозионная устойчивость.
Качественные армированные полипропиленовые трубы являются отличным решением задач по созданию систем горячего водоснабжения, отопления в многоэтажках и частных владениях. Широкий ассортимент продукции предоставляет возможность приобретать трубы необходимого диаметра и толщины.
Полипропиленовые трубы армированные стекловолокном для отопления
Когда необходимо создать горячее водоснабжение, очень часто возникает желание заменить дорогие медные трубы аналогичными изделиями, но более дешевыми. Для такой цели идеально подходят полипропиленовые трубы.
Обыкновенные полипропиленовые конструкции отличаются большим количеством недостатков. Поэтому были разработаны ПП трубы, армированные стекловолокном.
Положительные свойства полипропилена для применения в отопительных системах
Выбирая трубы, необходимо всегда помнить, что оптимизация свойств материала происходит за счет его многослойной структуры.
Поэтому полимерный материал способен выдержать очень большую температуру без линейного расширения. Неармированные полимерные трубопроводы такими свойствами не обладают.
Основными преимуществами пропилена считаются:
- простота монтажных работ;
- небольшая масса;
- легкая транспортировка;
- быстрая установка;
- экологичность;
- отсутствие вибрации;
- бесшумная работа;
- отсутствуют гидравлические потери;
- отличный изолятор, не пропускает блуждающий ток;
- срок эксплуатации превышает 50 лет;
- сварочные соединения намного прочнее цанговых;
- высокая экономичность за счет минимальных теплопотерь;
- не деформируются при больших механических нагрузках;
- невысокая стоимость;
- красивый внешний вид;
- не требуют специального окрашивания.

Область применения
Даже хорошо зная все положительные качества полипропиленовых труб, их выбор всегда производится индивидуально с учетом всех нюансов определенного объекта.
Когда температура теплоносителя меняет свой показатель, свойства полипропилена могут тоже измениться. Для каждого вида труб существуют предельные параметры, которые маркируются на внешней поверхности.
Почти для всех современных отопительных систем идеально подходят полипропиленовые изделия, способные выдержать нагрев теплоносителя до 95 градусов.
Такое предельное значение нагрева включает в себя определенный запас, если произойдет кратковременный нагрев до 110 градусов, система сохранит свою целостность, ее характеристики останутся неизменными.
Размягчение полимера начинается при температуре более 140 градусов, а его плавление наблюдается после 175 градусов.
Изделия из полипропилена не устанавливаются в централизованных коммуникациях, если в районах их местонахождения наблюдаются сильные морозы. Чтобы поддержать тепло, приходится нагревать теплоноситель выше температуры кипения.
Если отопительная система работает в автономном режиме и имеет датчик контроля температуры нагрева теплоносителя, лучшим выбором могут стать полипропиленовые изделия.
Они великолепно подходят для создания «теплого пола» или обычного обогрева помещения.
Что лучше выбрать: изделие, армированное алюминием или стекловолокном
Чтобы увеличить прочность ПП труб, применяется несколько видов армирования:
- стекловолокном;
- алюминием.
Для армирования применяется алюминиевый лист с перфорацией. Им покрывают изделие снаружи или вставляют в середину для разделения имеющихся слоев полипропилена.
Стекловолоконный слой всегда находится внутри и разделяет слои полипропилена.
Благодаря алюминиевому армированию трубы полипропиленовые армированные для отопления получают дополнительные свойства. Они способны выдержать большое внутреннее давление. При монтаже отопительной системы, если неизвестна величина будущего давления, лучше воспользоваться материалами, имеющими алюминиевый каркас.
Они способны выдержать большое внутреннее давление. При монтаже отопительной системы, если неизвестна величина будущего давления, лучше воспользоваться материалами, имеющими алюминиевый каркас.
Полипропиленовые трубы, армированные алюминием типа «PPR-AL-PPR», имеют несколько положительных качеств:
- большую жесткость;
- способны выдержать очень высокое давление;
- не деформируются.
Значение диаметра трубы влияет на толщину алюминиевого слоя. Он колеблется в пределах 0,1 — 0,5 мм.
Соединение полипропилена с алюминиевой фольгой осуществляется специальным клеем. Трубы могут начать расслаиваться, если клеевой состав был низкого качества. ПП изделия, армированные алюминием, полученные с соблюдением всех технологических требований, остаются герметичными долгое время.
При монтаже ПП изделий, армированных алюминием, требуется выполнить несколько дополнительных операций. Прежде чем начать пайку, необходимо хорошо зачистить алюминиевый слой.
Если этого не сделать, трубопровод быстро выйдет из строя. Во время пайки пластик и алюминиевая фольга начнут расслаиваться. Электрохимические процессы начнут разрушать алюминий, что недопустимо.
ПП изделия, армированные стекловолокном, отличаются одной важной особенностью. Состав армирующего слоя, а также его свойства, точно такие же, как и у основного материала.
Когда полипропилен со стекловолокном сваривается с фитингом, образуется очень прочный сплав, который никогда не будет расслаиваться. Такие изделия являются универсальными и очень прочными. Они рассчитаны на длительную эксплуатацию.
На что обратить внимание при выборе полипропиленовых труб
Основными критериями выбора таких изделий должны быть их технические характеристики.
Рабочее давление
Маркируется на внешней поверхности в виде надписи «PN». Величина давления подбирается в соответствии с индивидуальными особенностями отопительной системы. Если будут наблюдаться постоянные гидроудары или нужно будет часто спрессовывать систему трубопроводов, оптимальным будет полипропиленовое изделие «PN20».
Если в отопительной системе нагрев теплоносителя будет превышать 70 градусов, более подходящими будут трубы «PN25», армированные стекловолокном. Когда применяется автономное отопление, обычно давление не превышает 10 атмосфер. Чтобы смонтировать такую отопительную систему, можно воспользоваться полипропиленовыми трубопроводами «PN20», имеющие цельное алюминиевое армирование.
Теплоноситель и его нормальная температура
В зависимости от установленной системы отопления подбираются соответствующие полипропиленовые трубы. Так как в «теплом полу» температура теплоносителя не превышает 40 градусов, можно устанавливать изделия, имеющие любое армирование. Можно воспользоваться изделиями из моносостава.
Там, где установлены радиаторы, а нагрев теплоносителя достигает 85 градусов, можно смело устанавливать полипропиленовые трубы с любым видом армирования.
Диаметр трубопровода
Этот параметр очень важен для нормальной работы системы отопления. Он должен полностью удовлетворять требования системы. Внутреннее отверстие трубы должно свободно пропускать соответствующий поток теплоносителя за определенное время.
В очень больших помещениях, например, гостиницах, монтируются трубы, диаметр которых превышает 200 мм.
В индивидуальных постройках достаточно установить ПП трубы сечением 20-32 мм. Они легко монтируются с образованием нужного изгиба.
ПП трубы для отопления армированные часто устанавливают в системах горячего водоснабжения. Прекрасно выдерживает большую температуру полипропилен с сечением 20 мм. Стояки изготавливаются из полипропиленовых изделий диаметром 25-32 мм.
При подключении к центральному отоплению применяются 25 мм ПП трубы.
Для нормального функционирования теплого пола монтируют 16 мм изделия.
Сборная автономная отапливающая система монтируется из труб разного диаметра.
Описанные выше советы необходимо брать за основу, и прежде, чем покупать и устанавливать ПП трубы отопления, нужно учесть индивидуальные особенности объекта, а иногда даже особенности отдельных участков системы.
К примеру, когда делается монтаж отопления однотрубной системы, подключение радиаторов выполняется последовательно. Чтобы смонтировать подобное кольцо, нужно воспользоваться трубами с диаметром 32-40 мм. Дополнительные отводы к радиаторам делаются из диаметра менее 26 мм.
Если установлена двухтрубная система, то отопление осуществляется совсем по другому принципу. Линия подачи совместно с обраткой уменьшает давление в трубопроводе. Поэтому можно установить трубы с диаметром менее 30 мм.
Как монтируются ПП трубы, армированные стекловолокном
Такая работа аналогична соединению цельных пропиленовых изделий. Установка ПП труб с армированием из стекловолокна не отличается от соединения цельных изделий из полипропилена. Монтаж таких конструкций подразделяется на несколько видов:
- С резьбовыми фитингами.
- Холодной сваркой.
- Диффузной сваркой.
Если используются резьбовые фитинги, выполняется круговое обжимание монтажной гайки. Полипропиленовая труба надевается сверху на штуцер и сильно прижимается. Получается очень надежное и плотное соединение. Такой вариант можно использовать даже при создании напорного трубопровода. Сложности могут возникнуть только при давлении на фитинг. При очень большом усилии возможно разрушение гайки.
При использовании холодной сварки применяется специальный клей. Но такое соединение нельзя назвать очень надежным. Стык может потечь. Поэтому чтобы такого не происходило, используют полипропиленовые муфты, внутренняя поверхность которых смазывается клеем. Муфту вставляют в трубу и выжидают некоторое время, пока клей хорошо схватится.
Прочность диффузной сварки сравнима с прочностью, создаваемой резьбовым соединением. Недостатком такой технологии является необходимость иметь сварочный аппарат. Подбор температуры для паяльных работ зависит от толщины стенки ПП трубы, а также ее диаметра.
Заключение
Полипропиленовая труба, армированная стекловолокном, считается самым оптимальным вариантом для установки в частном доме индивидуальной отопительной системы. В этих высококачественных и не очень дорогих изделиях практически отсутствуют недостатки, они с успехом заменяют металлические конструкции.
Похожие статьи:
Полипропиленовые трубы ТАУПЛАСТ — TAUPLAST
Ликвидация склада по ценам 2012 года!
Распродажа полипропиленовых труб завершена!
Полипропиленовые PPR трубы используются в системах холодного и горячего водоснабжения, в системах отопления (армированные полипропиленовые трубы серии PPR-AL), идеально подходят для организации систем полива. Полипропиленовые трубы экологически чисты и абсолютно безопасны для здоровья.
Преимущества полипропиленовых труб
Полипропиленовые PPR трубопроводы, которые сделаны из полипропилена третьего типа (рандом сополимер) — это довольно новое поколение экологически чистых строительных материалов, разработанных в 1990-х годах. Помимо общих достоинств пластиковых труб, таких как легкость, коррозионная стойкость, невосприимчивость к осаждению твердых веществ и длительный срок службы, полипропиленовые трубы TAUPLAST™ отличаются повышенными гигиеническими показателями, устойчивостью к высоким температурам и еще большим сроком службы.
Помимо общих достоинств пластиковых труб, таких как легкость, коррозионная стойкость, невосприимчивость к осаждению твердых веществ и длительный срок службы, полипропиленовые трубы TAUPLAST™ отличаются повышенными гигиеническими показателями, устойчивостью к высоким температурам и еще большим сроком службы.
Благодаря отработанной технологии пайки, установка систем выполняется легко и надежно. Кроме того, материал трубопроводов может быть использован повторно. И это, в том числе, дает таким системам право называться экологически чистыми строительными материалами.
Коэффициент теплопроводности полипропилена является довольно низким, и это хорошо отражается на энергосбережении и теплоэффективности систем и домов. В сравнении с металлопластиковыми гибкими трубами, труба PPR может быть выполнена в гораздо большем диаметре (до 160 мм), что дает больше возможностей в устройстве комплексного водоснабжения многоквартирных домов, гостиниц и административных зданий.
Где можно использовать PPR трубы TAUPLAST?
Полипропиленовые трубопроводные системы TAUPLAST™ могут использоваться в таких областях, как транспортировка питьевой воды, работа в системах водоочистки, при транспортировке химических жидкостей, а также в системах сельского, паркового и садового хозяйства, для устройства систем полива и т. д.
д.
Наши полипропиленовые трубы, армированные алюминием, идеально подходят для работы в системах отопления и горячего водоснабжения. Для пайки армированных алюминием труб не требуется зачистка.
Мой Сити
Мой Сити перейти к содержанию- Кепка gadis dengan jarum mengait, kelas Induk dengan penjelasan
- Свинина дибакар далам ленган далам печь — 5 resipi dengan langkah demi langkah demi langkah
- Bagaimana Untuk Mencari Telefon Yang Hilang: Panduan Penuh
- Кенапа Сая Сендириан: Кесалахан Ванита Классик Одинокий
- Багаймана унтук Менгелуаркан Дракон Меркурий далм перманент «Дракономания»
- Колей • Ensiklopedia Rusia Besar — Versi Elektronik
- Пембаяран Бил: Багайманака мерека бертиндак дан апа иту?
- Pokok Krismas dari Mandarins melakukannya sendiri — bagaimana Untuk members pokok Krismas langkah demi langkah dengan foto
- Mengapa WiFi tidak berfungsi pada komputer Riba di Windows 7/8/10 (dislesaikan) 💻
- Kraf dari Mishura: 80 Foto Bagaimana Membuat Perhiasan Cerah dan Cantik dengan cepat dan adil
- 100 Причесок Милые Дэн Лайт Денган Арахан Лангках Деми Лангках
- Lush Mannik Top Sembilan Resipi!
- Костум Костум Тигренка Фетра — Penasihat Jahit
- Tiada Breadcrumbs di kedai untuk masa yang lama (сая мемасак мерека ди румах далам маса 10 минут)
- Айран — Хартана, Фаида, Вред, Калори, Нилай Пемаканан, Витамин
- Палетка консильтера для кошек Bagaimana Untuk Cat
- Fasa lutein — apa itu?
- LinkedIn акан дизайн Персекутуан Россия / Хабр
- Paper House: 84 Pilihan Foto untuk kraf biasa dan cantik dalam bentuk rumah
- Арахан у Пемулы: Багаймана для лепки из соленого теста — Ручное мастерство.
 ru
ru - Апа Дженис Вайн Ян Лебих Бергуна, Керинг Атау Сепара Манис ⋆ Атлант
- Bagaimana untuk menyambungkan komputer Riba ke komputer
- Гармоника колебаний — формула, унданг-унданг, конто
- Летний душ для членов dengan tanganmeka sendiri: Foto, Lukisan, Video
- Скрапбукинг для пемулы (78 фото): Di mana untuk bermula?
- Кулит лембу: Varieti kulit
- Увлажнитель воздуха Terbaik 2020
- Трихолог — Харга, Пелантикан дан Перундинган
- Багаймана унтук меранчаккан алпукат ди румах 🥑 (5 кара унтук масак) 🥑 румах алпукат
- Apakah krisis umur pertengahan dan bagaimana untuk mengatasinya
- Казино «Вулкан» — Багаймана унтук менгелуаркан дари пеньемак имбас? Арахан унтук Пембуанган Инструкции Казино «Вулкан»
- Олиго-бобинотататозооспермия: Пунка, Диагностика, Раватан, Пенсегахан
- Багаймана унтук мемилих пентуп кеджутан Киндер: Багаймана унтук менчари майнан ян дикехендаки дан менгетахуи дженис ян лебих байк денган майнан берсири
- Багаймана унтук мемасак саранг паста далам периук — ресипи тербайк хиданган — вкусноеэпитание.
 ru
ru - Багаймана унтук менгулунг рамбут анда ди румах: багаймана унтук мэмуат кудри гадис унтук утренний дан перкутиан лайн, серта ян селамат унтук мемпербайки рамбут пада канак-канак
- Bagaimana untuk mengalih keluar kata laluan kunci skrin pada telefon Android dalam tetapan?
- Bagaimana untuk mengalih keluar penomboran dari halaman pertama (титульный) dalam Word 2007, 2010, 2013 дан 2016
- Gunung Scandinavia • Ensiklopedia Rusia yang besar — versi elektronik
- Artikel Berguna Mengenai EPC Bagi Pemilik VAG — Keluarga Supervice pada Drive2
- Несус — pandangan dan cara penyingkiran
- Siapa dan kenapa menghilangkan remake, dan mengapamereka begin popular di penonton?
- Petua Untuk Satu Set Jisim Otot! 9 Советский ян менакжубкан.
- Epidermis adalah … apakah epidermis itu?
- Африка адалах танах бесар ян палинг панас ди буми
- Багаймана унтук membersihkan sikat di rumah dari rambut dan kotoran (urut, bulu tulen dan lain-lain)
- Hedonisme — apa itu, prinsip, spesies, kebaikan dan keburukan
- Sebagai seorang gadis untuk menakluk seorang lelaki дан menjadikannya sendiri.
 Apa yang diperlukan untuk ini?
Apa yang diperlukan untuk ini? - 👆 Mewujudkan sistem penyejukan komputer riba dari habuk menggunakan contoh Samsung R430.
- Bagaimana untuk mengira jumlah sel-sel tertentu dalam Excel. Формула Джумлах, Джумлах Фунгси, Авосумма Далам Excel
- Багаймана для более удобного использования Internet Explorer для Windows 10
- Алиса, ди мана сая — тентукан локаси сая
- Rumah Untuk Kucing: Bagaimana Untuk Memuat Keluar Dari Kotak Yang Anda Perlukan, Skim Dan Kelas Induk
- Membentuk Kesan: Mitos atau Realiti?
- Багаймана унтук мембуат кумпулан далам гая
- Menangkap Pike: Деталь Mengenai Memancing Pada Pike, Musim, Kaedah
- Kek di Rumah — 5 resipi mudah dengan foto langkah demi langkah
- Очерк пепериксаан.Apakah kualiti yang mendedahkan cinta kepada lelaki?
- Fluks pada gusi, rawatan — bagaimana dan apa yang harus dirawat fluks
- Cara yang paling bodoh dan berbahaya untuk «mendapatkan buzz» (14 гамбар) «triniesti
- Betapa indahnya Sculpt Manta: 9 cara cahaya
- Багаймана унтук мембуат сампул сурат унтук тейкра денган танган анда Сендири лангках деми лангках фото
- Bagaimana Untuk Memuat Bot dari kertas? Складной кораблик из бумаги Arahan melakukannya sendiri
- Pembentukan Batu Batu (Biologi): Ciri-ciri, Hartanah dan Jenis
- Kami members ballerina dari kertas dengan tangan anda sendiri: 3 келас индук — Мастер Мастер — MediaPlatform Mirtessen
- Багаймана эджан бертиндак, берапа баньяк ян бертиндак, селепас берапа баньяк соалан лайн янь мула бертиндак
- СИФИЛИС: Foto, Gejala dan Rawatan
- Багаймана для лучшего опыта в Minecraft 1.
 5.2?
5.2? - Mewujudkan taring vampire dengan tangan anda sendiri: pelbagai pengeluar dan arahan langkah demi langkah
- Bagaimana Untuk Memuat Perabot Untuk Anak Patung, Bahan, Hiasan, Bengkel Mudah
- Кара Берсихкан дан Фрай Камбаль
- Bagaimana Untuk Mencari Gaya Anda? Багаймана унтук мемилих гая индивид далам пакайан гадис иту? Советы untuk memilih dan mengubah gaya wanita dan remaja
- Apakah colloquium di sekolah menengah, bagaimana untuk menyediakan, prinsip-prinsip kriteria pengendalian дан Penilaian
- Халия ян диасинкан пада повар.ru
- Бакар Бакар Денган Танган Анда Сендири: Келас Индук Мембуат
- Cuti sewa berkaitan dengan Коронавирус: Apakah cuti sewa dan bagaimana untuk mengeluarkan — Berita di T,
- Kod Mudah Alih 918 — Pengendali Selular, Wilayah, Bandar Raya
- Термометр Bagaimana jika anda terhempas merkuri di apartmen?
- Bagaimana Menjadi Seorang Polis Di Gta 5, Memainkan Polis di GTA 5
- Seperti mencincang kubis untuk kerusi secara profesional, cepat dan nipis
- Кандзи ян диубах суай — апа иту, бербахая атау тидак
- Prokariot dan eukariotes — apa itu
- Proktolog: Penerimaan doktor di klinik, bagaimana untuk menyediakan, menganalisis, rawatan penyakit, perundingan doktor, penerimaan seorang lelaki, wanita, di mana untuk menghubungi cara menandatangani
- Bagaimana untuk menenun gelang yang diperbuat daripada getah pada garpu: skim dengan foto dan video
- Bagaimana untuk memasang pasaran bermain pada таблетка Bagaimana untuk mengkonfigurasi jika tidak berfungsi
- Багаймана унтук мембуат бубур баджу пада аир дан сусу
- Percutian dengan perbelanjaan anda sendiri: Siapa yang diletakkan dan bagaimana untuk mengambil
- Аэрофлот Тариф: Pengecualian Kelas Tempahan
- Bagaimana Untuk Memuat Topi Keledar seorang lelaki besi? / Bengkel / skillville
- Бибир керинг дан ретак пада канак-канак: масалах пенджагаан атау пеньякит?
- Membuka kunci bootloader (загрузчик) пад Android.
Apakah bootloader дан фэдэх известный членский загрузчик загрузчика для Android.
- Педанг Викинг: Carrolings, jenis, saiz, berat badan
- Jumlah memori 1 GB adalah berapa banyak?
- Apakah ovulasi? Bagaimana untuk menentukannya? Багаймана денган бетул менгира хари овуласи?
- Pedal Untuk Sintesis: Kenapa anda memerlukan pedal yang berterusan? Varieti, Tips для Memilih dan Penggunaan
- Багаймана дан берапа баньяк унтук мемасак кубис унтук гулунг кубис
- Ками мембахагикан тортера керас ке бахагиан
- Apakah kemas kini OTA дан apa yangmeka perlukan?
- Система Пембаяран Ассист.
- Багаймана унтук менгаджар канак-канак унтук менулис денган индах: 3 принсип дан 5 кара
- Шоколадная глазурь.
- Багаймана унтук мемасак хати унтук менеджюткан дири дан румах — LifeHaker
Как выполняется пайка полипропиленовых труб
Сейчас при монтаже водопроводных труб и отопления все чаще используются металлические полипропиленовые трубы высшего качества с множеством параметров. Научиться объединять пластиковые трубопроводы в единую систему — навык, который пригодится любому человеку. Это касается и прокладки новых линий, и ремонта уже существующих магистралей. При продаже полипропиленовых труб инструкция обязывает мастера изучить все тонкости процесса, знать устройство и принцип работы устройства для пайки полипропиленовых труб, а также учитывать рекомендуемое время нагрева совмещенных элементов. .
Научиться объединять пластиковые трубопроводы в единую систему — навык, который пригодится любому человеку. Это касается и прокладки новых линий, и ремонта уже существующих магистралей. При продаже полипропиленовых труб инструкция обязывает мастера изучить все тонкости процесса, знать устройство и принцип работы устройства для пайки полипропиленовых труб, а также учитывать рекомендуемое время нагрева совмещенных элементов. .
Материалы и инструменты, необходимые для подготовки к работе:
- Трубы полипропиленовые.Для установки холодного водопровода достаточно использовать простые толстостенные изделия, выдерживающие температуру до 20 градусов. Если водоснабжение горячее, или будет монтироваться система отопления, то берутся армированные стеклопластиком или алюминиевой фольгой трубопроводы. Они способны выдерживать нагрев воды до 90-95 градусов и повышенное давление воды.
- Соединительная фурнитура различной формы и назначения. С их помощью соединяются участки труб под разными углами, и подключается вращение магистрали, совмещение трубопроводов разного диаметра, подключение приборов учета, долговечность определенных участков.

- Паяльник для пластиковых труб С набором насадок для пайки разного диаметра.
- Специальные ножницы для обрезания труб. В отличие от болгарки или ножовки они не оставляют на концах заусенцев.
- Шейвер. Это устройство для снятия армирующего слоя алюминия. Без его удаления пайка будет невозможна.
Совет: Если вам предстоит одноразовая работа по пайке полипропиленового трубопровода, то будет выгоднее арендовать устройство с насадками на пару дней, чем покупать его.
Пошаговая инструкция по пайке
Первым делом это схема, на которой указано расположение всех будущих трубопроводов, арматуры, поворотов и вводов в стены. Также предварительно нарежьте отрезки полипропиленовых труб по расчетным значениям. На всех трубах с внешней стороны снимается фаска. Сопла сварочного аппарата и присоединяемые трубы обезжириваются. На поверхности всех труб рекомендуется сделать отметку, по которой будет удобно контролировать глубину их паяльника.
Технология пайки полипропиленовых труб определяет следующую последовательность действий Мастера:
На фото представлен процесс компаундирования полипропиленовых труб.Совет: Если на поверхности сопел остались следы полипропилена, залечите паяльником, а затем удалите их обычной тканью.
Характеристики пайки армированных труб
Мы занимались технологией соединения толстостенных труб из полипропилена.Теперь посмотрим, как паять полипропиленовые трубы для отопления. Отличие пайки армированных труб от обычных заключается в том, что с каждого участка межслойного отрезка необходимо снимать алюминиевую фольгу. В противном случае качество пайки будет неудовлетворительным. Эта операция выполняется с помощью металлической бритвы, которая срезает слой фольги, если он находится вне трубы. После этого производится пайка стандартным методом.
Если слой фольги находится внутри полипропилена, то применяется специальный охладитель. Он выбирает внутренний слой материала с конца трубы и выравнивает конец продукта, обеспечивая надежное соединение.
Он выбирает внутренний слой материала с конца трубы и выравнивает конец продукта, обеспечивая надежное соединение.
Если труба армирована стекловолокном, то ее пайка ничем не отличается от работы с изделиями, не армирующими.
Рекомендации по выполнению качественной пайки полипропилена
В процессе выполнения работ учитывать следующие особенности процесса:
- качественная пайка возможна только на сухих трубах.Наличие капель влаги может безнадежно испортить соединение; Форсунки
- на устройстве должны быть закреплены очень плотно. Если они болтаются, значит, прибор очень скоро придет в негодность;
- при нагревании полипропилен слегка сжимается, из-за чего длина отрезка трубы может уменьшаться на 1 мм. Поэтому при расчетах небольшой запас трубопровода по длине; Трубопроводы
- лучше соединять в горизонтальном положении. Так вы сможете избежать непроизвольного смещения подключенных компонентов.А как паять полипропиленовые трубы в вертикальном положении? Если возникла такая необходимость, мастер держит паяльник, а его помощник соединяет элементы;
- не перегревайте паяльник, так как уже при температуре 270 градусов полипропилен может начать разрушаться;
- , если необходимо стыковать полипропиленовые и металлические трубы между собой, то применяется комбинированная арматура.
 К одному концу такого фитинга крепится металлическая труба, а к другому ее конец крепится полипропиленовая труба с пайкой;
К одному концу такого фитинга крепится металлическая труба, а к другому ее конец крепится полипропиленовая труба с пайкой; - в помещении, где выполняется прокладка полипропиленового трубопровода, должна поддерживаться положительная температура.
Очень важно правильно выбрать инструмент для пайки полипропиленовых труб. Чем меньше в устройстве будут пластиковые вставки и детали, тем он будет надежнее. Наличие в устройстве качественного термостата позволит более прочно соединять элементы между собой. Также немаловажна мощность паяльника. Для домашней пайки трубок небольшого диаметра будет достаточно 700 Вт, а для профессионального использования Power выберите побольше.
Сопла металлических паяльников обычно имеют тефлоновое покрытие.Чтобы уберечь его от царапин, храните аппарат с насадками только в специальном ящике.
Надеемся, вы убедились, что наличие на складе инструкции по пайке полипропиленовых труб своими руками — вполне полноценная работа даже для неопытных в подобных вопросах. Основными факторами успеха являются точность и аккуратность, а также использование качественных инструментов и комплектующих.
Основными факторами успеха являются точность и аккуратность, а также использование качественных инструментов и комплектующих.
О том, как выбрать, читайте в отдельной статье.
О типах полипропиленовой фурнитуры мы.
Пайка полипропиленовых труб своими руками видео
Как паять полипропиленовые трубки наглядно покажет видеоурок.
Трубы прочно входят в каждый корпус. Их универсальность дает возможность прокладывать водопровод не только в домах, квартирах, но и на дачных участках.
Использование таких элементов для системы отопления также является одним из самых популярных направлений. Чтобы работы были выполнены качественно, следует изучить правила и секреты пайки полипропиленовых труб.И оно того стоит при изучении характеристик и особенностей материала.
Виды изделий из ПП
Есть несколько исполнений. Отличить их можно по маркировке, нанесенной по длине изделия:
- ПН-10. Применяется для систем со слабым давлением не выше 1 МПа и температурой не выше 45 ° С.
 Как вариант, устройство водяного теплого пола.
Как вариант, устройство водяного теплого пола. - ПН-16. Давление в такой системе не должно быть выше 1.6 МПа, а температура не более 65 ° С. Применяется для подачи холодной воды.
- ПН-20. Один из самых популярных видов. Используется для нанесения горячей и холодной воды. Давление в такой системе может быть до 2 МПа, допустимая температура до 80 ° С.
- ПН-25. Используется в системах отопления. Давление в системе до 2,5 МПа, температура до 95 ° С.
Для частного использования используются трубы диаметром от 16 до 110 мм.
Цвет товара на отдельные характеристики не влияет.Чаще всего встречаются изделия в белом исполнении. Исключение составляют черные трубы. У них есть дополнительная защита от ультрафиолета.
Сложно сделать своими руками? Инструкцию по работе следует строго соблюдать, в остальном процесс не усложняется. Для труб существует целый перечень фитингов, которые также следует изучить.
Достоинства и недостатки изделий из ПП
Такие системы имеют достойный список достоинств:
- Долговечность материала.
 Срок службы до 50 лет. Это достигается отсутствием коррозионных процессов.
Срок службы до 50 лет. Это достигается отсутствием коррозионных процессов. - Экология. Качественный материал — гарантия безопасности здоровья человека.
- Возможность спрятаться в коробке под плиткой. Это достигается за счет прочности и герметичности системы.
- Эстетика. Даже на открытой трубе трубы смотрятся аккуратно.
- Практически не образует рейда внутри системы. Это достигается за счет гладкой внутренней поверхности.
- Легкость конструкции.
- Простые монтажные работы.
- Универсальность за счет большого количества соединительных элементов.
- Не проводить ток.
- Из такого материала система менее шумная.
- Не подлежит замораживанию. Имеет хорошие
К недостаткам можно отнести то, что будет некачественный материал.
Разновидности пайки
Есть два типа подключения — домкрат и в дураку. Состав по первому варианту при высоких давлениях в системе может не выдержать.Поэтому самый популярный и простой способ — это подключение к розетке с помощью арматуры и специального сварочного аппарата. Как показывает его инструкция, это должно выполняться с точным соблюдением технологии.
Как показывает его инструкция, это должно выполняться с точным соблюдением технологии.
Тогда качество системы будет соответствовать всем требованиям и сможет прослужить до 50 лет.
Типы арматуры и их особенности
Эти системы имеют большой перечень соединительных деталей, что позволяет наиболее эффективно произвести электромонтаж:
- Угол 45 ° и 90 °.С их помощью можно развернуть систему от 45 ° до 135 °. Может быть с резьбой и без нее.
- Адаптеры бывают двойные, тройные, на четыре направления. Эти версии также присутствуют с вариантами резьбы.
- Опоры. Допускается при пайке системы обходить места пересечения труб.
- Компенсаторы. Посмотрите петлю. Их устанавливают для стабилизации давления в системе. Это значительно продлевает срок службы трубопровода. Можно собрать вручную при помощи фурнитуры, но дешевле купить готовый вариант.
- Краны и арматура. Запорные элементы, используемые при эксплуатации трубопровода.

- Заглушки. Для ремонтных работ, например, ванной, часть труб проедают до облицовки конца плиткой. Это помогает избежать поломки перед установкой сантехнического оборудования и протеканием воды.
- Крепежные элементы. Позволяют крепить трубы к поверхностям.
Подбор труб и фитингов к ним
В первую очередь следует перетянуть схему подключения для правильного просчета материала.
Далее анализируются характеристики подключения. Как уже упоминалось ранее, модели PN 20 могут использоваться для подключения холодной и горячей воды, PN 25 — для системы отопления. Обычно продаются трубы длиной от 2 до 4 м или бухтами.
В инструкции по пайке сказано, что фитинги подбираются с учетом требуемых параметров и должны совпадать с наружным диаметром труб.
Инструмент для работы
Потребуется следующий перечень:
- Сварочный аппарат для полипропиленовых труб с насадками;
- рулетка;
- маркер;
- резак специальный; Стенд
- под оборудование;
- шнур для переноски или удлинитель;
- перчатки защитные;
- инструкция.

Пайка должна производиться после ознакомления с технической документацией на оборудование.
Сварочный аппарат для изделий из ПП
Как правило, такое оборудование продается в отдельном чемодане. В комплекте:
- Резак для полипропилена. Иногда необходимо покупать это средство отдельно, поскольку в комплекте может быть некачественное.
- Насадки для труб разного диаметра.
- Сам сварочный аппарат.
- Ключи для установки форсунок.
- Инструкция. Пайка полипропиленовых труб, а также уход за оборудованием должны происходить согласно данной технической документации.
Инструкция — Подготовка к работе
Для сварочной системы температура окружающей среды должна быть не ниже пяти градусов.
При данной наружной работе нельзя заниматься в сырую погоду.
Трубы, фитинги расположить так, чтобы они не мешали работе, но в то же время должны иметь легкий и быстрый допуск.Снимите резак и положите рядом с материалом.
Сварочный аппарат достают из упаковки. Выберите нужные насадки. Один должен быть Дорн, второй рукав. Первый используется для утепления внутренней части фитинга, второй — для внешней стороны трубы. Устанавливаем на оборудование и фиксируем. Аппарат ставим на подставку. Подключаемся к сети, выставляем необходимый температурный режим (Обычно 260 ° С), включаем. Проследить так, чтобы сварочная поверхность не соприкасалась.
Как указано в инструкции, пайку полипропиленовых труб следует проводить только после полного прогрева аппарата.Для этого на фурнитуре сделаны кнопки с подсветкой и при полном прогреве индикатор гаснет.
Пайка трубок имеет несколько этапов, позволяющих добиться идеального результата:
- Отрежьте трубу нужной длины. Прокрутите, чтобы сделать гладкий, немытый. Для этого используется резак. Он должен быть острым, лезвия не должны болтаться.
- Очистите края от заусенцев и пластиковой крошки. Обезжирьте поверхность. Если внутри вода — протрите тряпкой. В любом случае фитинг и труба на разрезе должны быть чистыми и сухими.Если будет использоваться армированная фольгой деталь, с нее следует удалить верхний слой. В противном случае пайку осуществить не удастся.
- Элементы трассировки. Сделайте на трубе линию для плавного соединения. В принципе, это необязательная процедура. Зависит от опыта сварщика.
- Когда происходит пайка полипропиленовых труб, инструкция должна быть уже изучена, включая раздел безопасности.
Процесс сварки удобнее будет делать вдвоем, но можно и одному.
Для этого снимите с подставки, и ступня прижмет ручку к полу. С двух сторон одновременно одеваются труба и фитинг — каждая на своем патрубке. Движения должны быть напорными, вывертывания четко параллельны Земле. Сделал поочередно пол-оборота от себя и от себя каждой рукой одновременно.
Odja до упора, стоит дождаться времени по инструкции. В нем обязательно разместится таблица с точными данными.При этом снимаем оба элемента и вставляем друг в друга, завинчивая с нажимом, снова выждать время по инструкции. На стыке должен образоваться наплыв. Это обеспечит герметичное соединение.
Есть очень сложные переходы и связи. Такие детали лучше припаять.
Собрано несколько отдельных конструкций и соединение выполняется на месте. С такими сайтами ему, вероятно, понадобится помощь другого человека.
Как видно, процесс простой — пайка полипропиленовых труб. Инструкции должны быть под рукой. Он даст полную информацию о времени нагрева трубы и пайки.
примечание
При работе соблюдайте правила техники безопасности. Избегайте контакта с нагретыми элементами во время сварки. После работы выключите оборудование и дайте ему остыть перед чисткой.
Основные ошибки при сварке, пайке полипропиленовых труб
И вот система готова. Криковка сделана и течет в суставах.Вроде все делали по технологии, и вот такая беда вышла. В чем могут быть проблемы:
- Пайпы девбита не хватило. В итоге швы оказались наклоном.
- Слабая пыль. При соединении трубы и фитинга произошла плотная динамизация. Работы производить с нажимом и вставлять до упора.
- Не очищенный от заусенцев кромки. В результате может образоваться разрыв.
- Фитинг или конец трубы были влажными. Вода не влезет в полную форму.
- Трубы и фитинги разных производителей. Также может наблюдаться рыхлое пищеварение из-за разницы в химических компонентах.
А может получиться обратный эффект — вода не идет по трубам.
Это может образоваться из-за перегрева элементов системы. А внутри, на месте пайки, образовался шип, не пропускающий воду. Поэтому говорят, что при продаже полипропиленовых труб должен соблюдаться полноценный рабочий режим.Инструкции для каждого сварочного аппарата Его прикрепляют и осматривают перед началом работы.
Со стороны кажется, что в сварке полипропиленовых трубок нет ничего особо сложного: нагреть, соединить, остудить — готово. Однако на практике оказывается, что в этом вопросе масса. важные моменты, влияющие на качество соединения труб и фасонных частей. Пренебрежение этими нюансами приводит к различным дефектам, вызывающим засорение, поток труб и другие проблемы. Часть ошибок выявляется уже через несколько месяцев после пуска трубопровода, когда горе-умельцы уже побеспокоились.
Немного о процессе пайки
Для сварки труб и фасонных частей из полипропилена чаще всего используют метод термической полифузии. Его суть в том, чтобы нагреть свариваемые детали до определенной температуры и быстро их соединить. Для нагрева деталей используется специальное устройство, именуемое «паяльником». Процесс пайки пластиковых труб наглядно представлен в видеоматериале:
.Некоторые производители нагревателей для пайки пластиковых труб устанавливают на одно устройство сразу два ТЭНа.(Это характерно для недорогих моделей китайского и турецкого производства). Для каждого из них есть отдельный выключатель, и мощности каждого такого элемента хватает на нагрев труб и фитингов определенного диаметра. Не стоит использовать одновременно два ТЭНа, чтобы не перегреть пластик, не перегружать сеть и не тратить лишнюю электроэнергию. Второй нагреватель следует использовать как запасной, необходимый на случай выхода из строя первого.
Если сварочный аппарат оборудован двумя нагревательными контурами, их можно включить одновременно в начале работы, чтобы быстрее прогреть инструмент.Затем следует выключить один из контуров.
Использование инструмента для сварки труб из полипропилена особых навыков не требует. Однако к начинающим установщикам следует обратиться немного перед началом работы.
Предварительно нагретый материал трубы в течение некоторого (очень короткого) времени сохраняет пластичность. В эти секунды необходимо подключить предметы и зафиксировать соединение, одновременно исключив аккумулятор. Только в конце фазы фиксации, когда материал теряет эластичность, вы можете положить соединенные трубы на стол.
Оптимальной температурой для нагрева полипропиленовых трубок является температура 260 градусов. В процессе нагрева прогрейте материал трубы достаточно прочный, чтобы обеспечить надежное соединение. При этом трубу нельзя перегревать, чтобы она не потеряла форму. Для этого следите за временем нагрева. В зависимости от диаметра труб это может быть:
- 8-9 секунд для труб диаметром 20 мм;
- 9-10 секунд для труб диаметром 25 мм;
- 10-12 секунд для труб диаметром 32 мм и т. Д.
Если труба не прогреть до необходимой температуры, соединение будет слишком слабым, со временем возникнет течь. Перегрев трубы может привести к появлению поплавков и снижению ее проходимости.
В таблице указаны расчетные сроки сварки полипропиленовых труб в зависимости от их диаметра. Не следует нарушать эти сроки, чтобы не испортить работу
Существуют модели приборов с ручкой регулировки температуры или без нее.Возможность изменять температуру была продиктована маркетинговыми соображениями производителя, а не практической необходимостью. Профессионалы рекомендуют правильно выставлять температуру (260 градусов) и в дальнейшем ее не менять, ориентируясь на время нагрева. Поэтому старые модели «пайки», в которых отсутствует регулятор температуры нагрева, вполне подходят для качественной сварки полипропиленовых труб.
Трубы обработаны и соединены, теперь важно правильно их охладить.Для завершения этапа «Фиксация» необходимо столько же времени, сколько и на нагрев. Неопытные мастера слишком торопятся, останавливают процесс раньше этих нескольких секунд, что вызывает деформацию соединения. Не думайте, что для работы с трубами из полипропилена секундомер обязательно нужен. Опытные мастера Время нагрева охлаждения рассчитывается автоматически, без каких-либо приборов.
Спектр ошибок, допускаемых при сварке полипропиленовых труб, довольно обширен.Чаще всего это:
- Загрязнение на месте соединительных элементов
- Небольшое количество воды, попадающее на материал в процессе сварки
- Детали труб с длинным позиционированием
- Использование неподходящего или некачественного материала
- Несоблюдение правил монтажа и др.
Избежать этих ошибок несложно, если при сварке соблюдаются аккуратность, осторожность и высокий профессиональный уровень исполнителей.
На рисунке схематично представлен внешний вид при правильной и неправильной сварке полипропиленового домкрата.Чтобы избежать подобных ошибок, необходимо соблюдать технологию монтажа
.Вам также может пригодиться паяльник для полипропиленовых труб:.
Ошибка №1 — грязь и вода на подключенных элементах
Профессиональный установщик перед началом работ обязательно протерет все сварные детали, чтобы удалить возможные загрязнения. Также стоит уделить внимание состоянию пола в помещении, где производится сварка, так как трубы кладут на пол, и на них снова попадает грязь.При демонтаже неисправной трубы часто можно встретить прозрачную полосу грязи по всей длине соединения.
Остатки воды в трубе могут быть фатальными для соединения. Несколько капель в процессе нагрева превращаются в пары, материал деформируется и теряет прочность. Для удаления воды из трубы достаточно залить ее солью или встряхнуть внутри мармеладный хлеб. По окончании работы труба, конечно же, тщательно промывается. Связь с такими изъянами может оставаться стабильной даже при опрессовке, но через какое-то время (иногда может быть и целый год) течь обязательно появится.Подобная ошибка возникает при сварке стабилизированных труб, если неосторожно удалить фольгу с промежуточного слоя. Даже небольшой кусок фольги в месте примыкания значительно ухудшит качество монтажа.
Чистить следует не только трубы, но и паяльник. Мастеру следует своевременно удалять частицы расплавленного полипропилена со всех элементов своего инструмента, иначе они упадут на следующую трубу.
Ошибка № 2 — Неправильное позиционирование
После соединения двух нагретых кусков трубы у мастера есть всего несколько секунд, чтобы правильно расположить их относительно друг друга.Чем меньше будет этот срок, тем лучше. Если срок превышен, деформация становится необратимой и прочность соединения снижается.
Неопытные мастера иногда пытаются сразу убрать паруса, появившиеся в процессе сварки. Не делайте этого, потому что неудобное соединение в этом месте может легко деформироваться. Удаление отвода следует удалить после остывания соединения. А еще лучше не перегревать трубу, тогда паруса просто не появятся.
Ошибка №3 — неправильно выбран материал
Если для монтажа выбраны недорогие полипропиленовые трубы, даже самый квалифицированный монтаж не защитит хозяев дома от поломок. Трубы и фасонные части лучше приобретать у одного и того же надежного поставщика, выбирайте хорошую фирму И так далее. Пусти платит дважды.
Еще одна проблема такого рода — попытка совместить две качественные трубы разных производителей. Химический состав таких элементов может различаться, поэтому вести себя при нагревании таких труб будет иначе.В таких условиях добиться надежного соединения практически невозможно.
Визуальный результат неравномерной пайки полипропиленовых труб в разрезе. Использование некачественного материала и несоблюдение времени фазы «Фиксация» привело к деформации соединения
Ошибка № 4 — Игнорирование правил монтажа
Низкое качество сварки полипропиленовых труб вызвано различными ошибками при соединении фитинга с трубой. Например, если труба вставлена в фитинг не до конца, между ее краем и внутренней фиксацией фитинга образуется зазор.В результате остается место, где внутренний диаметр больше, а толщина стенки меньше запланированной. Расчетное эксплуатационное давление для такого участка будет недостаточно высоким, обычные нагрузки здесь могут быть чрезмерными, что приведет к появлению протечек.
Также недопустимо приложение чрезмерных усилий при введении нагретой кромки трубы в фитинг. В этом случае внутри могут образоваться паруса значительного размера. В результате проходимость трубопровода будет ниже расчетных показателей, что негативно скажется на работе трубопровода.
Пайка полипропиленовых труб необычайно проста в исполнении и позволяет прощать многие ошибки без ущерба для надежности трубопровода. Помогите ли вам наши рекомендации.
Металлополимерные трубы в последние десятилетия получили широкое распространение для изготовления трубопроводов. Они не ржавеют, не преодолевают внутренние отложения, имеют небольшое сопротивление потоку жидкости, технологично в установке.
Полипропиленовые трубы после своего появления быстро завоевали популярность.По своим характеристикам они сравнимы с любыми другими металлопластиковыми трубами, но имеют перед ними огромное преимущество: полипропиленовые фитинги любых производителей полностью совместимы между собой.
Какие трубы выбрать
Обычная полипропиленовая трубка имеет существенный недостаток, ограничивающий сферу ее применения: она сильно удлиняется при нагревании. Для компенсации этого температурного расширения на трубопроводах устанавливаются специальные компенсаторы в виде петель.
Армированный полипропилен имеет многослойную стенку: внешний и внутренний слои — полипропилен, а между ними — слой алюминия или стекловолокна.В таких изделиях термическое удлинение примерно в 10 раз меньше. Их можно тонировать в стены и поэтому их стоит выбирать для водоснабжения, хотя они и стоят дороже.
В маркировке полипропилена указано максимальное давление холодной воды, на которое они рассчитаны. Для хозяйственно-питьевого водопровода покупайте материалы с обозначением PN20 и PN25, что обозначает давление 20 и 25 атмосфер соответственно. Диаметр пластмассового трубопровода обычно выбирается равным 20 мм (внешний диаметр), что эквивалентно ½ дюйма стальной трубы (внутренний диаметр).Пусть вас не беспокоит, что проходное сечение в пластиковых трубах иногда выбирают немного меньше, чем в стальных: исключительно гладкая внутренняя поверхность почти не сопротивляется потоку воды, и характеристики трубы не страдают.
Инструменты для пайки
Основной инструмент для пайки полипропиленовых труб своими руками — сварочный аппарат с насадками необходимого диаметра. Для разовой работы можно купить самый дешевый паяльник. От цены и конструкции паяльника зависит только удобство работы, а не качество получаемых с его помощью соединений.
Обязательно понадобится специальный резак в виде ножниц, так как разрезать нужно много.
Конечно, понадобится стандартный сантехнический инструмент: разводные и газовые ключи, лен, уплотнительная паста. Соединение полипропиленовых деталей с традиционной сталью осуществляется с помощью комбинированных резьбовых соединений.
Как паять полипропилен
Принцип выполнения свариваемых полипропиленовых компаундов Простота: две части перед плавлением материала нагревают паяльником, затем вставляют одна в другую; После остывания получаем прочную монолитную деталь.
Объединение отрезков труб разной длины А соединительные элементы различной конфигурации можно собирать трубопроводом любой сложности и разветвления.
Недопустимые ошибки при пайке труб
Надежность компаунда, полученного при пайке полипропиленовых труб своими руками, зависит от температуры, до которой происходит распад деталей. Пластик следует размягчить, чтобы свариваемые элементы соединились с некоторым усилием и вошли друг в друга на необходимую глубину.
- Если деталей недостаточно, пластик начнет затвердевать до того, как вы полностью соедините их. Такое соединение может протекать не сразу, но может выйти из строя до окончания установки.
- Перегретый пластик слишком мягкий и при соединении горячие поверхности деталей не будут прижиматься друг к другу с достаточной силой: возникнут «недопустимые» места и почти наверняка такое соединение сразу начнет протекать. Может возникнуть другая проблема.Если перегреть детали, а потом с излишним рвением они их сдвинут, чтобы сдвинуть, расплавленная масса пластика выдавливается внутрь трубы и полностью перекрывает ее просвет.
Иногда даются рекомендации, сколько секунд прогреть свариваемые элементы. Это не всегда эффективно, так как время нагрева зависит от очень многих факторов: температуры сопла паяльника и температуры окружающего воздуха, массивности детали и диаметра трубы, заправки конкретной партии паяльника. полипропилен.Если у вас нет опыта сварки, разумно потратить немного времени и потянуться.
Места пайки пластиковых труб При установке водопровода средней сложности их несколько десятков. И это неудивительно: каждый изгиб трубопровода требует двойной пайки, ответвление состоит из трех сварных соединений.
И именно в этом основная сложность всех работ. Сварка в большинстве случаев происходит «на месте». Следует продумать конфигурацию трубопровода и последовательность соединения его частей с учетом того, что соединения выполняются очень громоздким паяльником, и при этом до температуры 300 градусов.
Техника безопасности
Если вы подробно ознакомитесь с вопросом, как паять полипропиленовые трубы своими руками, то вам необходимо ознакомиться с техникой безопасности, вот основные правила:
- Будьте осторожны при работе с горячим паяльником, чтобы не получить ожоги.
- Горячий полипропилен интенсивно испаряется. Необходимо обеспечить достаточную вентиляцию для вдыхания более мелких паров.
- Помните О. Пожарная безопасность: Рабочий паяльник Не оставляйте без присмотра и всегда кладите его на специальную подставку.
- Готовый трубопровод залейте водой под давлением и проверьте соединения на герметичность.
Видео
Чтобы наглядно показать, как паять полипропиленовые трубы — видео для ознакомления с этим процессом ниже.
29 июля 2016 г.Специализация: отделка фасадов, внутренняя отделка, строительство коттеджей, гаражей. Опыт и опыт садовника и садовника. Также есть опыт ремонта автомобилей и мотоциклов. Хобби: игра не гитара и многое другое, на что не хватает времени 🙂
На первый взгляд, в сварке полипропиленовых трубок нет ничего сложного — детали нужно нагреть, чтобы расплавить пластик, а затем соединять.Однако на самом деле эта операция содержит ряд нюансов, от которых зависит качество результата. Поэтому я расскажу, как правильно сделать полипропиленовые трубы, а также рассмотрим наиболее частые ошибки, с которых заводит мастер.
Технология сварки труб
Инструменты
Многие владельцы домов и квартир, которым грозит замена трубопровода, интересуются, а как паять полипропиленовые трубы. Ведь именно такой вид «пластика» в последнее время стал самым распространенным.
Перед тем, как приступить к этой работе, необходимо подготовить следующие инструменты:
Процедура
Итак, инструкция по нересту трубок выглядит так:
- в первую очередь нужно вставить насадку в паяльник, а затем включить . Устройство должно нагреться до рабочей температуры, затем выключиться и снова включиться. Наблюдать за работой устройства позволяют световые индикаторы;
- Пока паяльник нагревается, можно подготовить трубу .Для этого необходимо вставить его конец в специальное приспособление и последним повернуть. Если трубка однослойная, эта операция не нужна;
- следующий этап является наиболее ответственным — штуцер и соединенный с ним патрубок необходимо вставить в патрубок . Самое главное — правильно расположить трубы, чтобы не было перекосов и выдержать строго определенный срок. Последнее зависит от труб и самого аппарата.
Поэтому к каждому устройству в комплекте есть таблица, в которой указано время нагрева для труб разного диаметра. Как правило, для труб диаметром 25 мм время составляет 9-10 секунд. Трубы диаметром 32 мм нагреваются за 10-12 секунд.
Если перед пайкой труб из полипропилена пожать их больше, чем нужно, то они деформируются или во внутренних стенках появятся внутри, что снизит проходимость трубопровода;
- на этот раз, указанный в таблице, необходимо вытащить детали из патрубков и соединить между собой.. При этом важно не сдвигать друг друга относительно друг друга и дождаться, пока пластик застынет.
Если устройство имеет ручку для регулировки температуры, ее следует установить на 260 градусов.
На этом закончен процесс соединения деталей. По такой схеме подключаются все части трубопровода. Конечно, прежде чем приступить к его изготовлению, необходимо потренироваться в обрезке и слегка «набить руку».«
Общие ошибки новичков
Рассмотрим подробнее эти ошибки и способы их избежать.
Деформация соединения
Профессиональный установщик перед тем, как спасти полипропиленовые трубы, должен их защитить. Кроме того, необходимо обратить внимание на чистоту пола, так как соединяемые детали обычно кладут на пол.
В большинстве случаев при демонтаже плохо приваренной арматуры даже можно увидеть грязевую полосу. Также губительной для соединения является влага.Даже несколько капель воды в процессе нагрева испаряются, в результате чего теряется прочность и деформируется.
На фото — следствие неправильной пайки
Чтобы удалить влагу из трубы, нужно засыпать в ней солью. По окончании работ трубопровод, конечно же, следует промыть.
Самое неприятное в таких ошибках то, что соединение может некоторое время сберегать силы и даже под прикрытием. Однако через какое-то время в этом месте точно придется перетекать.Иногда такие недостатки проявляются даже через год.
Поэтому, приступая к работе, в первую очередь нужно соблюдать чистоту. И даже форсунки должны быть чистыми. С их поверхности необходимо удалить остатки полипропилена и прочий хлам.
Неправильная установка
Основная сложность сварки состоит в быстром извлечении деталей из сопел и их соединении между собой. Эту операцию нужно выполнить за несколько секунд, и в целом — чем быстрее, тем лучше.
Если вы превысите лимит времени, сила соединения снизится. Чтобы избежать этой ошибки, необходимо, как уже было сказано выше, просто «набить руку».
Также начинающие мастера сразу после соединения деталей часто пытаются снять парусный спорт. Сделать это можно только после охлаждения соединения. Хотя, конечно, лучше не допускать образования поплавка, т.е.не переедать детали в насадках.
Неправильно подобранные материалы
Прежде всего, следует сказать, что цена на трубы не должна быть основополагающим фактором при их выборе.При приобретении некачественных материалов даже самый опытный мастер не сможет гарантировать вам прочность и долговечность составов.
Еще одна распространенная ошибка — соединение деталей разных производителей. Дело в том, что химический состав полипропилена может несколько отличаться. Соответственно при нагревании они могут вести себя по-разному.
Нарушение правил Montaja
Часто причина плохой сварки — банальное нарушение правил монтажа или неточность Матеры.Эти ошибки включают:
- труба вводилась в фитинг не до конца — это приводит к тому, что остается место с более широким диаметром, и менее тонкой стенкой, чем запланировано;
- слишком сильное давление трубы на фитинг, приводящее к деформации;
- посадка штуцера домкрата — как правило, мастера прибегают к этому способу, если штуцер испорчен, а другого под рукой не оказалось.
Таким образом, залог качества пайки — точность и строгое соблюдение технологии.Только в этом случае трубопровод сможет прослужить долгие годы.
Вот собственно все нюансы пайки полипропиленовых труб, с которыми я хотел вас познакомить.
Как паять пластиковые трубы своими руками
Для тех, кто умеет паять пластиковые трубы, устройство системы отопления, горячего или холодного водоснабжения и других домашних трубопроводов не составит особого труда. Сборка таких систем требует в первую очередь надежного соединения труб, от которого зависит качество всей проделанной работы.
Фото 1. Конструкция жала паяльника для пластиковых труб.
Сварить из них пластик разных видов не так уж и сложно, как может показаться . Полипропилен, полиэтилен и другие полимерные материалы Хорошие в работе штифты, не требуют слишком сложного оборудования, температура плавления намного ниже, чем у железа, сравнительно небольшой вес, а также жесткость. Но знание специфики каждого материала, о том, что и в какой последовательности необходимо.
Необходимые инструменты и материалы
Сварка полипропиленовых труб своими руками требует определенного набора инструментов и материалов.Имеет смысл вначале кратко перечислить их и разобраться, что и для чего предназначено. Итак, для качественной сварки труб необходимо:
- паяльник специальный или паяльник бытовой;
- комплект насадок для такого паяльника;
- секатор (ножницы) для плавной резки труб;
- пластиковых труб;
- муфты соединительные (арматура) различных типов;
- переходники для резьбовых соединений;
- шейвер;
- перевозчик;
- средство для обезжиривания пластиковых труб.
Как паять полипропиленовые трубы? Этот вопрос задают начинающие мастера. На фото 1 видно, что конструкция паяльника довольно необычна. Он предназначен для нагрева пластика, а точнее труб определенного диаметра. Ведь установка пластиковых трубопроводов — это в основном сварка компонентов. Такой паяльник — аналог сварочного аппарата, применяемого для соединения стальных изделий.
Сопла паяльника предназначены для работы с трубами и фитингами малого или большого диаметра.Обычно они продаются в виде набора.
Вместо ножниц для резки пластиковых труб вполне можно применить обычную ножовку по металлу. Но тогда получить ровный срез под прямым углом будет довольно сложно, да и сам процесс нарезки займет слишком много времени. Секрет даже человека без особых навыков — ровно разрезать трубочку.
Пластиковые трубы свариваются практически по той же технологии, но с некоторыми отличиями. ПВХ, полипропилен, полиэтилен, например, разной температуры плавления.Также существуют армированные трубы, которые перед сваркой необходимо очистить от армирующего материала.
Муфты, или арматура, соединительные элементы различного назначения. Например, фитинги для соединения резьбовых соединений, называемые американками, тройники, уголки с разным углом изгиба, обычные соединительные муфты и т. Д. Как нетрудно догадаться, внутренний диаметр соединительных элементов примерно равен наружному диаметру пластиковых труб.
Sheer — это средство, предназначенное для очистки армирующего слоя, расположенного сверху.Если этот армирующий слой внутренний, то для его очистки уже нужен носитель.
Чтобы соединение было более прочным, место пайки должно его препятствовать. Для этого используются составы, растворяющие жир, этанол и др.
Помимо описанных инструментов, могут потребоваться строительный уровень, специальные маркеры и т. Д. Но они понадобятся, когда будет проводиться реальный монтаж, например, систем отопления.
Пошаговое описание сварки полипропиленовых элементов
В качестве примера стоит описать процесс компаундирования полипропиленовых труб.Они наиболее распространены, используются в усиленном и неразрешенном виде для устройства практически любых домашних трубопроводных систем.
Технология сварки полипропиленовых труб, как уже отмечалось выше, основана на относительно небольшой температуре плавления исходного материала. Собственно, это основное свойство полипропилена или другого пластика, определяющее относительно невысокую стоимость монтажа трубопроводов.
При пайке труб, исходным материалом для изготовления которых является полипропилен, необходимо выполнить следующие действия:
- Отрежьте трубы необходимой длины специальными ножницами.Необходимо тщательно проверять качество пропила и его угол по отношению к осевой линии трубы.
- Подберите фитинги с учетом их назначения и диаметра.
- Обезжирьте свариваемые трубы и фитинги. Трубу следует отводить сверху, фитинг — внутрь.
- Включите паяльник, оснастите его насадками такого диаметра, который нужен для пайки труб. При этом следует учитывать, что паяльник достаточно долго нагревается, поэтому можно заранее его включить.Его рабочая температура находится в определенном диапазоне, есть регулятор, который можно настроить для настройки, чтобы установить положение на желаемый тип.
- Если проводится сварка армированных труб, необходимо предварительно очистить место соединения от армирующего слоя. Для этого используется переноска или бритва, которую нужно подготовить заранее.
- Вставляем трубку в приготовленный для нее паяльник. Примерку на насадку надеть, так как она согреет его внутреннюю сторону. Время нагрева зависит от параметров труб и фитингов, о которых пойдет речь ниже.
- По окончании нагрева вставить трубу в фитинг до упора. Нужно тщательно контролировать угол наклона вставок, чтобы соединение не получилось неровным. На каждой трубе и на каждом фитинге есть специальная планка в виде выпуклого профиля, которая указывает направление сварки. Если такие полоски спаять одна напротив другой, даже довольно сложная система из труб окажется в одной плоскости.
- Время сварки полипропиленовых труб составляет несколько минут, поэтому их нужно отложить до полного затвердевания, после чего уже можно приступать к монтажу на стене.
Как видите, провести сварочный процесс не так уж и сложно. Но на самом деле это необходимо, прежде чем реальное использование знаний, полученных из материала, изложено немного на практике. Обучение не будет стоить слишком дорого, так как невооруженные трубы и фитинги достаточно дешевы. Ошибка в реальной работе приведет к необходимости начинать все сначала, тратя время и материалы.
Как паять полипропиленовые трубы уже понятно, пришла очередь разбираться с некоторыми параметрами процесса.
Параметры, которые необходимо учитывать при сварке труб
Типы пластиковых труб: 1 — полиэтилен, 2 — полипропилен, 3 — металлопластик.
Каждый пластик плавится при определенной температуре, и это необходимо учитывать при проведении сварки. Кроме того, существуют такие понятия, как рекомендуемая рабочая температура и температура размягчения.
Например, полипропилен плавится при нагревании до 175 ° C. Но если температура на 30 ° C меньше, материал начинает размягчаться, что приводит к необратимой деформации.При таких параметрах производители полипропиленовых труб рекомендуют температуру эксплуатации не выше 95 °. Для трубопроводов, по которым движется, например, кипящая вода, эти трубы не подходят. Но если они изготовлены из армированного алюминия или другого металла, их можно использовать для жарких сред.
Сварка, при которой полипропиленовые трубы гарантированно надежно соединены, может производиться только при определенных параметрах. окружающий. По крайней мере, в помещении, где он проводится, должно быть тепло. Ни один производитель не рекомендует такие работы при минусовой температуре.Да и точность работы человека на морозе — понятие довольно условное.
Заключение по теме
Важным моментом является время нагрева труб и фитингов паяльником.
Например, если на рабочем месте закреплены термометры 20 ° С, то для трубы диаметром 20 мм при ширине приварной ленты до 16 мм необходимо потратить на нагрев 6 ° С, 4 с. для подключения и 2 мин, чтобы убедиться, что это соединение полностью прочно.
Таблица соотношений диаметров, длины сварки и времени, затрачиваемого на основные операции, должна быть руководством к действию для тех, кто собирается сваривать пластиковые трубы для различных типов трубопроводов.
Ремонт довольно дорогой, поэтому многие, чтобы сэкономить, предпочитают делать его своими руками. Но если поклейка обоев и укладка линолеума считается простыми видами ремонта, то прокладка или замена коммуникаций требует определенных навыков и специального оборудования.
Например, многих пугает необходимость подключения пластиковых труб при ремонте водопровода. На самом деле ничего сложного в этом нет, достаточно приобрести сварочный аппарат для пластиковых труб и изучить некоторые особенности процесса.
Для сварки пластиковых труб потребуются следующие инструменты:
- рулетка строительная и карандаш (маркер) для работы обмеров,
- труборез или строительный нож для обрезки труб,
- отвес (при сварке труб, армированных алюминиевой фольгой),
- наждачная бумага мелкозернистая и огнеупорная для затирки посевов на обрезных трубах,
- Аппарат для сварки труб.
Также понадобится спирт для обезжиривания элементов конструкции в местах приварки и тряпка.
Что такое сварочный аппарат для пластиковых труб
Сварочный аппарат для пластиковых труб предназначен для нагрева концов трубы и фитинга, которые будут соединены между собой, до температуры, близкой к температуре плавления. Из-за размягчения материала после охлаждения они образуют единую монолитную конструкцию.
Сам аппарат состоит из опорной площадки и корпуса, в котором находится:
- регулятор температуры,
- световых индикатора рабочего состояния прибора,
- нагревательный элемент (зеркала, подошвы),
- ручки для регулировки положения зеркала.
В подошве аппарата есть два отверстия, к которым крепятся патрубки, соответствующие диаметрам пластиковых труб. Самые распространенные насадки позволяют сваривать трубы от 16 до 32 мм, максимально возможный диаметр — 63 мм.
Полезно! При этом подошва подошвы и прикрепленные к ней насадки нагреваются до одинаковой температуры, что позволяет надежно соединять элементы трубопровода, не беспокоясь о том, что один из них недостаточно дышит.
Есть 2 типа сварочных аппаратов для пластмасс: Movidoid и цилиндрические. Аппарата-меча вполне достаточно для использования в домашних условиях, но у этого инструмента есть один недостаток — довольно низкая устойчивость.
Если вы решили своими силами сделать водопровод для своего дома, то знаете, что лучшим материалом для этого будут пластиковые трубы. Для того, чтобы в единой системе, нужно изобразить, как производится сварка пластика. Однако пусть это вас пугает, так как сам процесс пайки пластиковых труб не представляет особой сложности и не требует большого количества специальных инструментов.
Для производства сварки вам понадобится:
- рулетка; Маркер
- ;
- строительный этаж;
- ножницы для резки пластиковых труб;
- Сварочный аппарат для пластиковых труб.
Все инструменты, кроме последнего, есть практически в любой мастерской. Последний может понадобиться вам всего один раз в жизни, поэтому гораздо целесообразнее не покупать его, а давать взаймы или брать напрокат.
Кратко о сварочном аппарате
Перед тем, как приступить к пайке, следует кратко ознакомиться с устройством, которое вы должны использовать.
Важным элементом является подошва, оснащенная ТЭНами. Удобство работы обеспечивается тем, что на подошве есть отверстия, позволяющие закрепить специальные насадки для пайки. Регулировка температуры осуществляется с помощью термостата, который находится на корпусе.
Трубка для технологической пайки
Приступая к работе, устройство необходимо установить в нужном положении и закрепить на нем насадку подходящего размера. С помощью термостата установите необходимую температуру:
- 260 ° C для полипропиленовых труб;
- 220 ° C для полиэтиленовых труб.
Дайте прибору прогреться в течение 10-20 минут, прежде чем индикатор погаснет.
Выполняя пайку, необходимо исходить из следующих данных:
| Наружный размер трубы, мм | |||||
| Интервал до этикетки, мм | |||||
| Продолжительность нагрева, сек | |||||
| Максимальная продолжительность технологической паузы, с | |||||
| Продолжительность охлаждения, мин |
Процесс пайки сводится к следующим операциям:
- Специальными ножницами отрезать трубу нужной длины, используя спиртовой раствор. Очистить от грязи и жира места стыков;
- Пубон и погашение, установить в форсунку и прогреть в течение времени, указанного в таблице;
- Предварительно нагретые элементы соединяются между собой путем вставки трубы в дугу.Эта операция должна быть завершена в течение времени, указанного в Таблице технологической паузы;
- После выполнения операции проверьте качество полученного сварного соединения, которое будет заметно в виде пластиковых колец.
Мы только что изложили суть процесса пайки. Однако для обеспечения надежности работы трубопровода следует обратить внимание на следующие детали:
- Первая сварка должна быть произведена через пять минут после нагрева паяльника.
- При необходимости сварить армированные трубы следует использовать специальный инструмент Sheer, чтобы удалить алюминиевые и полипропиленовые трубы, образующие два верхних слоя. После этого производится стыковка труб по уже описанной методике.
- Сварочные работы разрешается проводить только при плюсовой температуре окружающей среды.
- После сварки дать соединенным трубам остыть, не допуская их прокручивания или взаимного перемещения. В том случае, когда соединительные швы оказались некачественно, узел необходимо разрезать и заново произвести процесс сварки.
При работе СО необходимо соблюдать определенные меры предосторожности, несоблюдение которых может повлиять на качество сварных соединений. В частности, необходимо помнить, что форсунки имеют тефлоновое покрытие, препятствующее образованию автомобиля. По завершении каждой операции с них нужно удалять оставшиеся остатки деревянной лопаткой. Категорически запрещается удалять остатки материала после охлаждения форсунок, так как это может привести к повреждению покрытия и нарушению работы всего устройства.
Любое современное жилье, будь то частный особняк или городская квартира, обязательно оборудовано различными инженерными коммуникациями. И если это так, либо в процессе строительства, либо при ремонте или реконструкции, рано или поздно собственникам придется столкнуться с проблемой установки или замены труб — и систем отопления. Мало кто в настоящее время выбирает трудоемкий и достаточно сложный монтаж стальных труб ВГП. Это дороги сами по себе, требуют значительных дополнительных затрат на транспортировку, а их обработка и соединение связаны со специфическими операциями, которые нельзя резать, гибку, электрическую или газовую сварку, нарезание резьбы и т. Д.Плюс к «поискам» каждого резьбового соединения Нужен особый подход, чтобы соединительный узел получился качественным, без протечек.
Как хорошо, что современные технологии позволяют обойтись без всего этого, применяя полипропиленовые трубы. При правильном выборе материала и качественного монтажа, водопровода и отопления контуры практически не уступают стали, по многим позициям — намного превосходят их. К тому же сама пайка полипропиленовых труб не так уж сложна и инструкция по выполнению которой будет рассмотрена в данной публикации.
Не все полипропиленовые трубы одинаковы
Прежде чем приступить к рассмотрению инструкции по монтажу труб из полипропилена, имеет смысл дать хотя бы общее представление об этом материале, в частности, о его разновидностях и сферах применения. Выбор труб по принципу «какие дешевле» или «какие были» — совершенно недопустим. Последствия для непонятного домашнего мастера могут быть очень печальными — от деформации проложенного трубопровода до его разрыва или появления протечек в соединительных узлах.
Разница в диаметре не нужна — в разных системах и на разных участках используются их размеры, которые предопределены гидравлическими расчетами. Линия диаметров от 16 до 110 мм позволяет практически полностью обеспечить все возможные варианты. Причем практика показывает, что для дома или квартиры обычно достаточно диапазона до 40 мм, гораздо реже — до 50 ÷ 63 мм. Трубы большего диаметра — это скорее ствол, и у них есть особенности монтажа, но бороться с этим самодельным мастером — вряд ли придется.
Сразу можно вспомнить разницу между некоторыми типами цвета по цвету. Здесь тоже можно обратить внимание на это — белые, зеленые, сероватые и другие стены — ни о чем не говорить. Видимо, это просто решение производителей как-то выделить вашу продукцию на общем фоне. Кстати, для контуров отопления белый цвет точно будет предпочтительнее, так как трубопровод ненавязчиво вписывается в любой интерьер, не создавая дисгармоничного цветового «пятна».
А вот цветные полосы, если они есть, уже несут информативную нагрузку, интуитивно понятную каждому.Синяя полоса — труба рассчитана исключительно на холодное водоснабжение, красная — способная выдерживать повышенные температуры. Однако такая цветовая маркировка (которой, кстати, очень часто не бывает), является лишь очень приблизительной, не раскрывая в полной мере эксплуатационные возможности той или иной трубы. Помогает просто не ошибиться в период установки системы. Кстати, продольная линия хороша и тем, что она становится хорошим ориентиром при стыковке сопрягаемых частей пайкой.
Намного больше информации дает буквенно-цифровая маркировка, которая, как правило, наносится на внешнюю стену. Здесь уже стоит быть рядом.
Международное сокращенное обозначение полипропилена — PPR. Есть несколько разновидностей материала, и можно встретить обозначения RRRC, RR-N, RR-B, PP-3 и другие. Но чтобы не запутать конечного потребителя, существует более четкая градация труб — по типам, в зависимости от допустимого давления перекачиваемой жидкости и ее температуры.Всего типов четыре: ПН-10, ПН-16, ПН-20, ПН-25. Чтобы долго не рассказывать о каждом из них, можно привести знак, характеризующий возможности эксплуатации и область применения труб.
трубы полипропиленовые
| Тип полипропиленовых трубок | Рабочее давление (номинальное) | Область применения трубы | |
|---|---|---|---|
| МПа | техническая атмосфера, бар | ||
| ПН -10. | 1,0 | 10,2 | Холодное водоснабжение. Как исключение — облицовка магистралей по контурам водяного «теплого пола», масимала с рабочей температурой теплоносителя до 45 ° С. Материал является наиболее доступным по стоимости — за счет не особо выдающихся физико-технических и эксплуатационных параметров. |
| PN -16 | 1,6 | 16,3 | Максимальное шасси для автономных систем холодного и горячего водоснабжения, с рабочей температурой не более 60 ° С, давлением не выше 1.6 МПа. |
| PN -20. | 2,0 | 20,4 | Холодное и горячее автономное или центральное водоснабжение. Возможно использование в автономных системах отопления, где гарантирована гидродинамика. Температура охлаждающей жидкости не должна превышать 80 ° С. |
| PN -25 | 2,5 | 25,5 | Горячее централизованное водоснабжение, системы отопления с теплоносителем временно до 90 ÷ 95 ° С, в том числе центральные. Самый прочный и не самый дорогой вид труб. |
Конечно, чтобы труба выдерживала повышенное давление и температуру, у нее должны быть более толстые стенки. Величина толщины стенки и, соответственно, диаметр условного прохода полипропиленовых труб разных типов — Таблица ниже:
| Наружный диаметр трубы, мм | Тип полипропиленовой трубы | |||||||
|---|---|---|---|---|---|---|---|---|
| ПН -10. | PN -16 | PN -20. | PN -25 | |||||
| Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | Диаметр прохода, мм | Толщина стенки, мм | |
| 16 | — | — | 11.6 | 2,2 | 10,6 | 2,7 | — | — |
| 20 | 16,2 | 1,9 | 14,4 | 2,8 | 13,2 | 3,4 | 13,2 | 3,4 |
| 25 | 20,5 | 2,3 | 18 | 3,5 | 16,6 | 4,2 | 16,6 | 4,2 |
| 32 | 26 | 3 | 23 | 4.4 | 21,2 | 5,4 | 21,2 | 3 |
| 40 | 32,6 | 3,7 | 28,8 | 5,5 | 26,6 | 6,7 | 26,6 | 3,7 |
| 50 | 40,8 | 4,6 | 36,2 | 6,9 | 33,2 | 8,4 | 33,2 | 4,6 |
| 63 | 51,4 | 5.8 | 45,6 | 8,4 | 42 | 10,5 | 42 | 5,8 |
| 75 | 61,2 | 6,9 | 54,2 | 10,3 | 50 | 12,5 | 50 | 6,9 |
| 90 | 73,6 | 8,2 | 65 | 12,3 | 60 | 15 | — | — |
| 110 | 90 | 10 | 79.6 | 15,1 | 73,2 | 18,4 | — | — |
При всех достоинствах полипропилена он имеет довольно существенный недостаток — очень значительное линейное расширение при нагревании. Если для холодных трубопроводов, расположенных внутри здания, это не так существенно, то для труб горячего водоснабжения или для контуров отопления такая особенность может привести к изгибу, положению длинных участков, деформации сложных стыков, возникновению внутренних напряжений в корпус трубы, сокращающий срок ее службы.
Для максимального увеличения эффекта температурного расширения используется арматура трубы. Это может быть алюминий или стекловолокно.
Армирующая лента из стекловолокна всегда располагается примерно по центру толщины стенки трубы и не влияет на технологию пайки.
А вот с алюминием — несколько сложнее. Есть два типа подобного армирования. В одном случае слой фольги находится в непосредственной близости от внешней стенки трубы (на иллюстрации — внизу слева).Другой вариант — армирующий пояс проходит по центру стены. Для каждого из видов такой арматуры существуют свои технологические нюансы монтажа, о которых будет сказано ниже.
Как стекловолокно, так и алюминиевая арматура значительно снижает температурное линейное расширение полипропиленовых труб. Кроме того, слой алюминия выполняет еще одну функцию: он становится преградой против диффузии кислорода — проникновения молекул кислорода из воздуха через стенки трубы в теплоноситель.
Проникновение кислорода в жидкую среду теплоносителя может вызвать ряд негативных последствий, среди которых особенно опасны для металлических деталей котельное оборудование основное газообразование и активация коррозионных процессов. Армирующий слой может многократно снизить такой эффект, поэтому такие трубы чаще всего используют именно для обогрева контуров. В сантехнических системах вполне можно обойтись армированием стекловолокном, которое не оказывает существенного влияния на диффузию.
| Типы полипропиленовых труб | Обозначение | Коэффициент температурного расширения м × 10 ⁻⁴ / ˚С | Индикаторы диффузии кислорода, мг / м² × 24 часа |
|---|---|---|---|
| Однослойные трубы: | |||
| Ппр. | 1,8 | 900 | |
| Многослойные трубы: | |||
| Полипропилен, армированный стекловолокном. | PPR-GF-PPR | 0,35 | 900 |
| Полипропилен, армированный алюминием. | PPR-AL-PPR | 0,26 | 0 |
На рисунке ниже показан пример маркировки полипропиленовой трубки:
1 — На первом месте обычно располагается название производителя, название модели трубы или ее артикул.
2 — Материал изготовления и конструкция трубы.В данном случае это однослойный полипропилен. На трубы со стекловолокном обычно наносят маркировку PPR-FG-PPR, на алюминиевых — PPR-Al-PPR.
Могут встречаться армированные трубы с внешним слоем полипропилена и внутренней стенкой из прошитого полиэтилена. Они будут иметь обозначение, например, PPR-AL-PEX или PPR-AL-PERT. Технология пайки не влияет на технологию, так как внутренний слой не принимает в ней участия.
3 — Стандартный размерный коэффициент трубы, равный отношению внешнего диаметра к толщине стенки.
4 — номинальные значения наружного диаметра и толщины стенки.
5 — указанный выше тип трубы при номинальном рабочем давлении.
6 — список международных стандартов, которым соответствует товар.
Трубы обычно изготавливаются стандартными отрезками по 4 или 2 метра. Большинство торговых точек практикуют продажу с обрезкой, кратной 1 метру.
Для всех труб представлены многочисленные компоненты — фитинги с резьбой, для перехода к трубам другого типа, с внешней или внутренней резьбой или с голой гайкой American, муфты, тройники, переходы по диаметрам, отводы с углом в полу 90 и 45 градусов, заглушки. , жареные петли, компенсаторы и другие необходимые детали.Кроме того, можно приобрести краны, вентили, коллекторы, «косые» фильтры грубой очистки воды, предназначенные для непосредственной впайки в проводку полипропиленовой трубки.
Словом, такое разнообразие позволяет выбрать наиболее удобную схему сборки системы практически любой степени сложности. Стоимость большинства таких деталей очень низкая, что позволяет приобретать их с определенной наценкой, если так, чтобы перед началом практического монтажа провести небольшое обучающее мероприятие — так сказать «набить руку».
Способы соединения полипропиленовых труб
Полипропилен — термопластичный полимер — при нагревании его структура начинает размягчаться, а при равномерно нагретом до определенной температуры соединении двух осколков происходит взаимная диффузия, точнее — полифузия, то есть взаимопроникновение материала. При охлаждении свойства полипропилена не меняются, а при качественном соединении — обеспечении оптимального нагрева и нужной степени сжатия, после обратной полимеризации границы как таковой быть не должно — получается полностью монолитный узел.
Именно на этом свойстве основаны основные технологические приемы соединений полипропиленовых труб — этот метод часто называют полифузной сваркой.
Такую сварку (пайку) можно производить сцепным или стыковым методом.
- Сварка муфт — это как раз та технология, которая чаще всего применяется при устройстве контуров водоснабжения или отопления в условиях дома или квартиры. Он предназначен для труб малого и среднего диаметра, до 63 мм.
Его смысл в том, что любой соединительный узел предполагает использование двух частей — трубы и самой муфты, внутренний диаметр которой несколько меньше внешнего диаметра трубы. То есть в обычном, «холодном» виде детали спаривания не поддаются. По муфте можно говорить не только, извините за тавтологию, сама муфта, но и участок крепления тройника, снятия крана, резьбового соединения и других комплектующих.
Принцип проведения такой сварки показан на схемах ниже.
Труба (поз. 1) и муфта или любой другой соединительный элемент (поз. 2), одновременно удовлетворяющие нагревательным элементам сварочного аппарата.
На сам рабочий нагреватель заранее устанавливают пар нужного диаметра, состоящий из металлической муфты (поз. 4), в которую будет вставлена труба, и дорна (поз. 5), на которую одевается необходимый соединительный элемент.
При прогреве внешней поверхности трубы и внутренней муфты образуется лента из расплавленного полипропилена примерно одинаковой ширины и глубины (поз.6). Важно правильно выбрать время прогрева, чтобы в процессе плавления не охватывалась вся стенка трубы насквозь.
Обе части одновременно снимаются с нагревателя и соосно с усилием соединяются. Расплавленный пластиковый внешний слой из полипропилена позволит трубе плотно войти в муфту до упора на длину обогреваемого участка.
На этом этапе происходит процесс полифузии, охлаждения и полимеризации.В результате получается надежное соединение, которое хоть на схеме и показано заштрихованным участком (поз.7), но на самом деле, если посмотреть на разрез, его совсем не видно — почти монолитная стена .
- Массовая сварка выполняется несколько иначе.
Одно из главных отличий — детали крепятся обязательно одинаково по внутреннему и внешнему диаметру.
Первый шаг — это точная подгонка концов, чтобы обеспечить их идеальное прилегание друг к другу.
Трубы прижимаются с двух сторон держателем — вращающимся диском (поз. 2) с точно выставленными ножами (поз. 3)
Трубы снова прижимают к центру, а на концах, на всю толщину стенки, образуются участки плавления полипропилена (поз. 5).
И, по аналогии с предыдущим случаем, при охлаждении сварного шва происходит его полимеризация за счет создания надежного соединения двух труб.
Принцип кажется простым, но это только на первый взгляд.При такой технологии сварки определяется исключительно точное центрирование сопряженных деталей. Кроме того, при стыковой сварке необходимая степень сжатия расплавленных расплавленных участков обеспечивается в большей степени разницей диаметров деталей. В этом случае приложение требует значительного внешнего усилия, направленного строго по оси соединяемых труб. Все эти условия возможны только при использовании специальной, достаточно сложной аппаратуры машинного типа.
Аппаратов для стыковой сварки немало, но почти все они имеют мощную станину с направляющими и зажимами для зажима труб на разный диаметр — для обеспечения соосности соединения, съемного или оставленного держателя и нагревателя, механизма для создания нужного сжатия — ручное, гидравлическое, с электрическим и т. п.
Такую технологию при прокладке магистральных труб применяют, как правило, только профессионалы, и вероятность столкнуться с ней на бытовом уровне практически нулевая.
Существует еще метод «холодной» сварки — с использованием клея на основе сильнодействующего органического растворителя. Смысл в том, что при обработке таким составом поверхностные слои полимера размягчаются. Детали могут быть соединены в это время в желаемом положении, и, поскольку растворители обычно обладают высокой летучестью, быстро испаряются. Процесс обратной полимеризации начинается достаточно быстро.
Такая технология больше подходит для труб из поливинилхлорида (ПВХ), не обладающих должной термопластичностью.Кроме того, метод компаунда имеет, пожалуй, больше недостатков и ограничений в использовании, нежели достоинств, поэтому не пользуется особым спросом, тем более что существует простая и доступная технология стыковой полифузионной сварки.
Что потребуется для монтажных работ
Итак, в будущем мы будем рассматривать исключительно стяжную полифузную сварку (пайку). Чтобы самостоятельно справиться с этой задачей, необходимо подготовить ряд инструментов и аксессуаров.
- Прежде всего, это однозначно аппарат для сварки полипропиленовых труб. Стоит такой инструмент — не такой уж и дорогой, и у многих владельцев горничных он уже есть в доме «Арсенал».
Комплекты «Муфта-Дорн» необходимых диаметров должны быть прикреплены к сварочному аппарату. Большинство устройств позволяют на своем нагревательном элементе одновременно размещать две, а иногда — и три пары цехов, что позволяет при замене на замену установить систему, в которой используются трубы различного диаметра.
Если вашего устройства нет, и обстоятельства на данный момент не позволяют его приобрести, то многие магазины салонов практикуют краткосрочную аренду с посуточной оплатой — вы можете воспользоваться такой возможностью.
Если вы решили купить аппарат для сварки полипропиленовых труб …
Все сварочные аппараты устроены примерно одинаково и работают по схожему принципу, однако имеют определенные отличия в компоновке и функциональности.Полезная информация Для тех, кто решился на такую покупку, она размещена в специально посвященной статье нашего портала.
По тексту определение пайки труб можно встретить — но это всего лишь «игра слов». В данном случае разницы между этими понятиями нет.
- Для резки труб требуются специальные ножницы. Причем они должны быть точно рассчитаны, с исправным храповым механизмом, обеспечивающим плавный срез. Лезвие не должно иметь ямок или кривизны.
Трубу, конечно, можно отрезать ножовкой, просто полотно по металлу или даже «болгаркой», но это совершенно не профессиональный подход, так как нужной точности и верности резов с такой инструменты.
аппарат для сварки полипропиленовых труб
- Необходимо подготовить разметочный инструмент — рулетку, линейку, конструктор, маркер или карандаш. Чтобы правильно разместить трубы, придется прибегнуть к помощи уровня.
- Если планируется пайка полипропиленовых труб с алюминиевой арматурой, необходимы дополнительные инструменты.
— Если труба имеет внешнее армирование, то потребуется шейдер, который очистит алюминиевый слой в районе провинции.
— Если армированный алюминием слой расположен глубоко в толще стены, труба все равно требует предварительной подготовки, но в этом случае несущий элемент уже используется.
Держатель внешне похож на бритву, но между ними есть отличие — оно заключается в расположении ножей.У Shawra есть срез по касательной параллельно оси трубы, а несущий, как бы поняли даже их названия, ножом обрабатывает конец и снимает небольшую фаску.
Прочтите полезную статью, а также ознакомьтесь с разновидностями и критериями выбора на нашем портале.
Более подробно на этом моменте мы остановимся, рассматривая технологию пайки труб.
- Многие это упускают из виду, но места сварки труб и муфт необходимо очистить от грязи, пыли, влаги, а затем обезжирить.Значит, необходимо приготовить чистую тряпку и спиртосодержащий растворитель (например, обыкновенный этиловый или изопропиловый спирт).
А вот использовать растворители на основе ацетона, сложных эфиров, углеводородов — нельзя, так как полипропилен к ним не имеет сопротивления, а стенки могут плавать
- Необходимо позаботиться о защите рук. Работать с ними нужно в непосредственной близости от нагревательного элемента аппарата, а получить серьезный ожог проще.
Лучше всего для этого случая подойдут замшевые рабочие перчатки — они практически не стесняют движений, не начнут ткать от контакта с горячим утеплителем, надежно защищают руки.
И еще одно важное предупреждение. Большинство монтажных работ Очень часто можно проводить не на месте, а, например, в мастерской в мастерской — некоторые устройства даже имеют специальные кронштейны с зажимами для надежной фиксации на столе. Это удобно в том смысле, что собранный узел потом быстро устанавливается, например, в тесных и неудобных условиях ванны или санузла.
В любом случае, где бы ни была пайка, необходимо обеспечить высокоэффективную вентиляцию. При нагревании полипропилена выделяется газ с резким запахом. Запах не самый ужасный — при длительном вдыхании может возникнуть серьезное опьянение. Поверьте, испытано на «собственной шкуре». Автор этих строк запустил с температурой 39 ° после семи часов эксплуатации в достаточно просторном совмещенном санузле, С, казалось бы, исправно работающий вентиляционный выход. Не повторяйте ошибок!
Как паять полипропиленовые трубы
Общие технологические способы сварки полипропиленовых труб
- В первую очередь начинающему мастеру следует четко представить, что он собирается монтировать.Должен быть подготовлен подробный чертеж схемы, с проставленными размерами и указанием конкретных деталей — этот же «документ» будет основанием для приобретения необходимого количества труб и комплектующих.
- Если разрешены условия, например, в помещении, где будет проводиться монтаж, еще нет отделки, то схему лучше всего перенести прямо на стены — это тоже будет визуально, и можно смоделировать необходимую трубу длины буквально на месте.
Ключ к успеху — это попробовать максимально возможное количество узлов для работы в удобном рабочем положении на рабочем месте.Работать с паяльным аппаратом прямо на месте и даже в одиночку, без помощника — задача крайне сложная, а признать ошибку при этом — очень легко. Понятно, что полностью избежать таких операций не удастся, но их количество необходимо свести к возможному минимуму.
- Паяльный аппарат готовится к работе. Его надевают на свой подогреватель и стягивают винтом рабочие пары — муфты и штопки, необходимые для работы диаметров.Если предполагается работа с одним типом трубы, то и мудрить нечего — одна пара одевается максимально близко к концу утеплителя.
Есть сварочные аппараты и с цилиндрическими ТЭНами — имеет несколько других креплений рабочих элементов по типу зажима. Но разобраться — несложно.
- Работать будет намного удобнее, если устройство будет жестко закреплено на рабочей поверхности верстака. Очень круто, если в конструкции предусмотрен тип зажима, для крепления на краю столешницы.Но с обычным аппаратом можно попробовать придумать какую-то фиксацию. Например, если позволяет поверхность, стойки опоры прикручивают к верстаку.
Даже с фиксированной подставкой аппарат в ней может «выиграть» — люфт обязательно будет. Здесь тоже можно предусмотреть свое крепление — просверлить отверстие и вкрутить шурупы. Когда для удаленной работы нужен паяльник, снять это крепление — дело нескольких секунд.
- Паяльник включен в сеть.Если в нем есть регулировка температуры, то выставляется примерно 260 ° С — это оптимальная температура для работы с полипропиленом. Не надо никого слушать, что для 20 трубы нужно 260 градусов, для 25 — уже 270 и так далее — по возрастанию. Температура одна, просто меняет время нагрева сопрягаемых деталей. В любом случае те таблицы, которые делает производитель в паспорте изделия, и которые будут размещены ниже в этой статье, рассчитаны на этот уровень нагрева.
- Обычно на паяльнике есть световая индикация. Горящий красный свет указывает на то, что ТЭН работает. Зеленый — устройство вышло в рабочий режим.
Однако многие модели имеют свои особенности индикации. Некоторые устройства даже имеют цифровой дисплей с индикацией температуры. В любом случае устройство «узнает», что он прогрелся до необходимого уровня.
- Математизированные детали подготовлены к работе — отрезается необходимый отрезок трубы, заваривается соединительный элемент, согласно схеме монтажа.
- Не многие так делают, но пока технология требует — обязательную очистку места подключения от возможных грязи и пыли, обезжиривание. К тому же даже малейшие капельки воды или влажной поверхности — водяной пар может попасть в слой расплава, создать там пористую структуру, и этот соединительный узел рано или поздно рискует.
- Следующий шаг — составная разметка. На трубе необходимо отмерять от конца и карандашом (маркером) отмечать длину каретки провинции.Именно до этой отметки труба будет введена в муфту обогрева, затем в соединительную часть. Для каждого диаметра установлено свое значение — оно будет указано в таблице ниже.
Вторая метка применяется, если относительное расположение сопряженных частей имеет значение. Например, на одной стороне отрезка трубы уже приварен 90 °, а с другой стороны необходимо монтировать, скажем, тройник, но так, чтобы его центральный канал находился под углом ко всей оси.Для этого сначала нужно точно определить положение деталей, а затем рискнуть через границу по обоим.
Много времени выбирать из нужного положения при пайке уже не будет, но такая «хитрость» поможет точно позиционировать сопряженные детали.
- Следующий шаг — это уже прямая пайка соединения. Он, в свою очередь, также включает несколько этапов:
— С обеих сторон одновременно труба вводится в муфту паяльника, а соединительный элемент одевается на дорн.Труба должна доходить до сделанной отметки, соединительный элемент — до упора.
— После того, как труба и соединительный элемент вставлены до конца, начинается время нагрева. Для каждого диаметра установлено свое оптимальное время, на которое следует ориентироваться.
— по истечении времени обе части снимаются с ТЭНов. У мастера есть буквально несколько секунд, чтобы правильно раздать предметы и, обязательно, в одиночку, с усилием вставить один в другой и начать с одной и той же отметки.Простая регулировка без поворота относительно оси допускается всего на одну-две секунды.
— В этом положении детали должны удерживаться без малейшего смещения в течение предписанного периода фиксации.
— После этого собранный узел не должен испытывать нагрузку за время установленного периода охлаждения и полимеризации полипропилена. И только тогда можно считать готовым
Теперь — об основных параметрах, которых нужно придерживаться при его изготовлении.Для удобства восприятия они сведены к таблице:
| Наименование индикаторов | Диаметр трубы, мм | ||||||
|---|---|---|---|---|---|---|---|
| 16 | 20 | 25 | 32 | 40 | 50 | 63 | |
| Длина ответственного участка трубы, мм | 13 | 14 | 16 | 18 | 20 | 23 | 26 |
| Время нагрева, секунды | 5 | 5 | 7 | 8 | 12 | 12 | 24 |
| Время перестановки и подключения, секунды | 4 | 4 | 4 | 6 | 6 | 6 | 8 |
| Время на исправление соединений, сек | 6 | 6 | 10 | 10 | 20 | 20 | 30 |
| Время остывания и полимеризации узла, минут | 2 | 2 | 2 | 4 | 4 | 4 | 6 |
| Примечания: — При сварке тонкостенных труб типа ПН10 период нагрева самой трубы сокращается вдвое, но время нагрева соединительной части остается таким же, как указано в таблице. — Если работа ведется хорошо, на улице или в холодном помещении при температуре ниже + 5 ° C, то время прогрева увеличивается на 50%. |
|||||||
Насчет уменьшения установленного времени прогрева (за исключением случая, указанного в примечании) речи быть не может — качественное подключение не получится, да и узел обязательно потечет со временем. Но насчет некоторого незначительного увеличения — нет никаких взглядов мышеловиков на единство. Мотивация Здесь такая, что трубы разных производителей могут немного отличаться материалом, то есть есть более жесткий или наоборот мягкий полипропилен.Но у мастеров накоплен опыт, точные знания используемого материала, и для новичка необходимо брать за основу рекомендуемые показатели.
Полезный совет — при покупке труб и комплектующих возьмите небольшой запас самых дешевых соединительных элементов и проведите эксперимент — обучение. Можно подготовить несколько отрезков трубы и произвести пробную пайку.
При качественной пайке внутри соединительного узла по окружности создается аккуратный фурункул высотой около 1 мм, который не будет мешать свободному прохождению воды.Снаружи тоже будет аккуратная корзина, не портящая внешний вид Подключения.
ножницы для труб
Но перегрев уже чреват получением неисправного соединения. Расплавленный полипропилен начинается, когда объединенные элементы добавляются внутрь, где образуется «юбка» и замерзает, в значительной степени закрывая проход. Напор воды в таком водопроводе можно снизить, а кроме того, подобный дефект часто становится местом образования засора.
Проведение таких практических занятий поможет точно определиться со всеми параметрами пайки и избежать ошибок.
Особенности работы с трубами с алюминиевой арматурой
Как уже говорилось выше, возможны два варианта — армирующий слой располагается у поверхности трубы или в глубине стены. Соответственно и способы подготовки трубы к сварке.
- Понятно, что алюминиевый слой, расположенный у поверхности, просто не даст полноценного прогрева и соединения узла. К тому же такие трубы всегда имеют диаметр чуть больше, и просто не войдут в муфту обогрева или в соединительный элемент.Итак, нам нужно считать этот слой «чистым» полипропиленом.
Для этого используйте специальный инструмент — Shaiver. В него вставляются отрезки трубы и начинают поворачиваться — установленные ножи аккуратно последовательно срезают верхнее полимерное покрытие и находящийся под ним алюминий.
Обработка продолжается до тех пор, пока труба не упрется в нижнюю часть инструмента — размеры шали предусмотрены таким образом, чтобы он плавно разрезал фольгу на полосе, что требуется для сварного соединения с заданным диаметром, то есть нельзя даже провести соответствующую разметку.
При пайке вся очищенная область должна быть теплой, а затем полностью вставляться в соединительную часть. Оставлять снаружи даже тонкую полоску защищаемой трубы — запрещено.
- Если алюминиевая фольга спрятана в тонкий материал, значит, качественная пайка вроде не ставится. Но здесь уже есть еще один нюанс.
Если труба не защищена с конца, вода, проходящая под давлением, будет пытаться связать ее, найти выход между алюминиевым слоем и внешней полипропиленовой оболочкой.Алюминий, кроме этого, может начать коррозию, потерять прочность. Результатом такой связки сначала становятся «волдыри» на теле трубы, которые потом обязательно заканчиваются большой аварией.
На выходе создать такие условия, чтобы при сварке торец трубы и слой алюминия полностью закрывались расплавленным полипропиленом. А этого можно добиться, проведя обработку специальным инструментом, о котором говорилось выше — ножкой.
Внешне он может быть похож на бритву, но он расположен иначе — точно выровняют торец, порежут мордочку и снимут тонкую, примерно 1.5 — 2 мм от среза, полоска алюминиевой фольги по кругу. При прогреве и во время сопряжения деталей бункер расплавленного полипропилена полностью закроет передок, и узел получит необходимую надежность.
Трубы с армированием стекловолокном не имеют особенностей монтажа.
- Процесс пайки, как уже говорилось, лучше всего проводить на удобном просторном рабочем месте, максимально собирая готовые узлы водопровода (контура отопления), а уже потом устанавливая и подключая их на месте.
Работа «Стенка» всегда более сложная, трудоемкая и нервная, так как падает одной рукой, чтобы удерживать достаточно тяжелый аппарат, одновременно обеспечивая питание за счет нагрева обеих сопряженных частей. Часто без помощника такое сварное соединение практически невозможно. Поэтому стоит свести количество подобных операций к минимуму.
Но важно предотвратить недосмотр. Для соединения узла необходимо обеспечить определенную степень свободы сопрягаемым деталям — их нужно развести в стороны, чтобы между ними установить сварочный аппарат (плюс нагревательная пара тоже имеет определенную ширину), затем аккуратно вставить в дорн и муфту, после прогрева Снятие, а затем — подключение.Необходимо заранее предусмотреть этот момент — хватит ли существующей резервной копии для выполнения всех этих манипуляций.
- Бывает, что неопытные мастера, не предусмотрев этот нюанс, сталкиваются с тем, что остался последний сварной шов, и выполнить его невозможно. Что делать?
На выходе может быть вариант в нарезке трубы из разборной муфтовой пары — резьбовой штуцер и муфта с голой гайкой — «американка».Компаунд надежный, и такие элементы будут паять даже в таких непростых условиях — уже не заработать.
- Если хоть какой-то узел при установке вызывает хоть малейшие сомнения — его без сожаления следует вырезать и разводить другие детали. Поверьте, это не займет много времени и не повлечет серьезных затрат. Но если со временем такой сомнительный сюжет вдруг даст утечку — последствия могут быть очень печальными.
- Следующая группа ошибок уже упоминалась выше — это нарушение технологии пайки труб.Здесь недостаточный или чрезмерный нагрев. Сила, приложенная к деталям, когда связь должна быть в меру. Слишком сильное сжатие приведет к образованию внутренней «юбки». Не менее опасно недостаточное приложение силы — труба не входит в домкрат соединительной части до конца, остается небольшой участок с увеличенным диаметром и сложной стенкой — потенциальное место прорыва!
- Не забывайте очищать свариваемые детали от грязи и жира.Возможно, это покажется незначительным, но на практике — случаев, когда подобное игнорирование впоследствии превратилось в слабое соединение и образование течи, вполне достаточно.
- Очень опасны попытки изменить положение деталей в период захвата и охлаждения. Внешне это может и не появиться, но в соединительном шве появляются микротрещины, которые впоследствии приводят к авариям. Не нравится связанный узел — «в топке», и делайте новый, но не пытайтесь менять!
- При зачистке армированной трубы На очищаемом участке не должно быть даже крошечного фрагмента фольги — он может стать потенциальным местом утечки в будущем.
- Еще одна рекомендация. Понятно, что материал должен быть качественным — не гонитесь за дешевизной, так как можно потерять гораздо больше, тем более что даже фирменные полипропиленовые трубы и комплектующие к ним не такие уж и дорогие. Но бывают случаи, когда при установке качественных труб, проведенной с точным соблюдением технологии, соединительные узлы со временем все же начинали подводить. А причина проста — использован действительно качественный материал, но разных производителей.В мгновение ока, казалось бы, различия в химическом составе и физико-технических характеристиках полипропилена дали столь неожиданный результат — полной диффузии расплавов добиться не удалось.
Поэтому совет окончательно: используйте качественные трубы одного производителя. Наверное, понятно, что все компоненты тоже должны быть одной марки.
В конце публикации — познавательный видеоролик о пайке полипропиленовых труб:
Видео: Мастер делится секретами качественной пайки полипропиленовых труб
В последнее время традиционные чугунные и стальные трубопроводы интенсивно заменяются более современными продуктами химической промышленности — поливинилхлоридом и полипропиленом и трубами.Но новые материалы требуют другой технологии соединения труб, и наиболее эффективной в этом случае является пайка.
Примечание! Температура пайки, влияющая на качество соединения, зависит от размера изделий — это можно увидеть в таблице ниже.
| Трубы полипропиленовые, маркировка | Характеристики и назначение |
|---|---|
| PN 10. | Технические характеристикидопустимы для холодного водоснабжения до 20 градусов тепла, системы обогрева полов до 45 градусов, при рабочем давлении — 1 МПа |
| PN 16. | Характеристикиопределяют использование как горячего (до 60 градусов тепла), так и холодного водоснабжения, номинальное рабочее давление — 1,6 МПа |
| PN 20. | Технические характеристики труб данного типа разрешены к применению в системах горячего водоснабжения до 95 градусов, номинальное давление — 2 МПа |
| PN 25. | труба армированная полипропиленовая: характеристики подходят для горячего водоснабжения, а также для системы центрального отопления до 95 градусов тепла, номинальное давление — 2.5 МПа |
Шаг 1. Выбор того или иного исходного материала напрямую зависит от будущего назначения. Главный критерий разделения — предельно допустимая температура рабочей среды. В связи с этим его различают трубы для горячего, холодного, а также смешанного водоснабжения.
Для определения точного количества необходимых труб и фитингов производится обмер помещения и составляется его примерный план. На последнее указывает размер будущей магистрали и всех ее элементов.
После покупки всех комплектующих можно переходить к следующему шагу.
2 этап. Необходимое оборудование
Принцип пайки заключается в нагреве концов соединяемых труб до нужной температуры и последующей фиксации. Для этого понадобится специальный аппарат — сварочный аппарат.
Может быть трех видов:
Кроме самого аппарата потребуется:
На выбор форсунок
Нагревательные форсунки должны соответствовать сечению подключаемых труб.Для этого обратите внимание на определенные параметры:
- силы;
- сохранение формы при перепадах температур;
- теплопроводность.
Большинство сварочных аппаратов совместимы сразу с несколькими разными насадками, что чрезвычайно удобно при оборудовании сложных магистралей.
В каждой насадке сразу два конца — один предназначен для нагрева внешней поверхности изделий, другой — для внутренней. Все форсунки покрыты тефлоновым напылением, предотвращающим разбрызгивание расплава.Размеры сопла колеблются от 2 см до 6 см, что полностью совпадает с общим и поперечным сечением труб.
Когда план составлен, и все комплектующие закуплены, остается только аккуратно убрать комнату. Особое внимание нужно уделить пыли, ведь даже самые мелкие частицы, осевшие на швах, легко могут нарушить герметичность.
Изначально насадка вставляется в розетку, после чего устройство включается.Дальнейшие действия зависят от выбранного способа пайки, поэтому рассмотрим их (приемы) более подробно.
Метод № 1. Припой диффузионный
При использовании данной технологии сварки материал соединяемых деталей взаимно проникает друг в друга и после охлаждения образует монолитный элемент. Один из самых распространенных методов обработки, который, тем не менее, приемлем только для однородных материалов.
Примечание! В этом случае температура пайки достигает 265ᵒС.Именно при такой температуре плавится полипропилен.
Видео — Диффузионная пайка полипропиленовых труб
Метод № 2. Поппер
При сварке используются сварочные аппараты с разным сечением насадок. Сама процедура выглядит довольно простой.
Шаг 1. Вначале нарезаются отрезы труб нужной длины. Важно, чтобы обрезка проходила исключительно под прямым углом.
Шаг 2. Концы продукта очищаются шейдером (если используются армированные трубы).
Шаг 3. Концы вставляются в насадку соответствующего сечения, прогреваются до точки плавления и соединяются.
Примечание! Обязательно, чтобы при охлаждении трубы не меняли своего положения.
Метод №3. Пайка шоковым воздействием
Этот способ рекомендуется при соединении труб большого диаметра. Как и в предыдущих вариантах, трубы разрезаются на отрезки необходимой длины, а концы тщательно очищаются.
Метод № 3. Муфта
При соединительном способе сварки между соединяемыми элементами вводится дополнительная деталь — муфта. Нагрев происходит аналогично, только не по участкам магистрали, а только по элементам связи.
Метод № 4. Пайка полифузионная
Разновидность диффузной технологии, отличающаяся тем, что из двух соединенных элементов плавится только один.
Способ №5.«Холодная» пайка полипропиленовых труб
Данный способ сварки предусматривает нанесение на соединяемые трубы специального клеевого состава. Характерно, что применение «холодной» сварки допустимо только на тех магистралях, в которых давление рабочей жидкости незначительно.
При перегреве или соединении труб небольшого диаметра возникает опасность подтекания на внутренней поверхности. Этот приток будет препятствовать свободному движению рабочей жидкости во время работы.
Чтобы этого избежать, необходимо проверить соединение на наличие таких дефектных сайтов. Место подключения необходимо продумать, и если воздух проходит беспрепятственно, то сварка однозначно вышла очень качественной.
Примечание! После этого необходимо проверить герметичность соединения — для этого через элементы мощения пропускается небольшое количество воды.
Важные правила пайки полипропилена
Для качественного и герметичного подключения необходимо соблюдать определенные правила.
Пайка труб из полипропилена в труднодоступных местах
На вопрос, в чем основная проблема с устройством пластикового трубопровода, ответит любой специалист: пайка в труднодоступных местах. Для выполнения этой процедуры конструкция разбита на несколько разделов.
В первую очередь монтируется неудобный большой участок. Желательно сформировать его отдельно, а затем установить на стационарное место.
После устранения проблемного места в установку устанавливаются более мелкие и, соответственно, простые элементы.Таких мероприятий нужно провести как минимум два.
Видео — Установка в труднодоступных местах
Типичные ошибки при пайке пластиковых труб
Видео — Технология пайки полипропиленовых труб
РЕЗУЛЬТАТЫ
Навыки пайки полипропиленовых труб придут со временем. Здесь нет ничего сложного, хотя сначала испортятся несколько муфт и один-два десятка метров труб. И это не страшно, ведь они не такие уж и дорогие; По крайней мере, автономность от сантехники стоит дороже.
Как паять алюминий — Weld Guru
Для профессионального ремонта алюминия не обязательно быть профессиональным сварщиком TIG.
На самом деле вы можете использовать алюминиевую пайку для ремонта трещин, отверстий, утечек, заклепок, сломанных ушей, резьб или для изготовления алюминия, литого алюминия и чугуна быстро, легко и прочнее, чем новые.
Это совсем не сложно.
Многие алюминиевые сплавы можно паять. Алюминиевые припои используются для придания полностью алюминиевой конструкции отличной коррозионной стойкости, хорошей прочности и внешнего вида.
Температура плавления припоя относительно близка к температуре плавления соединяемого материала. Однако основной металл не следует плавить; в результате необходим строгий умеренный контроль. Температура пайки, необходимая для алюминиевых сборок, определяется температурами плавления основного металла и присадочного металла.
Основы сварки алюминия пайкой
Процесс пайки относится к использованию тепла, выделяемого газом (800 градусов по Фаренгейту), и наполнителя, не содержащего железа, такого как алюминий, для соединения с различными металлами.Сам алюминий также можно использовать для замены части другого металла, которая могла треснуть или отвалиться.
- Стоимость оборудования : Не требуется аргон, катушка с проволокой, перчатки, экран или электричество.
- Портативность : Легко хранится вместе с фонариком.
- Необходимые навыки : Простые инструкции, которые может использовать практически каждый. Не требуется флюс, химикаты или специальные чистящие средства. 100% гарантия.
- Опасность : Электричество высокого напряжения не используется.
- Маслянистый алюминий : Гелиодуговая дуга закипает алюминий, и любые загрязнения под поверхностью должны быть доведены до верха и счищены.
- Тонкий алюминий : плавится на 500 градусов раньше алюминия.
- Различные сплавы : Работает с любыми сплавами алюминия или литым алюминием.
- Время задействовано : Выполняет многие ремонтные работы намного быстрее, чем обычные методы.
- Заполнение отверстий : Мгновенно заполняет отверстия любого размера для резьбы, намного более прочной, чем исходная резьба.
- Универсальность : один продукт заполняет трещины или отверстия, восстанавливает проушины, герметизирует утечки или навсегда склеивает плоские детали.
Источники тепла включают пропан или газ MAPP, турбонагнетатель или кислородно-ацетиленовую горелку и специальные материалы.
Преимущества пайки перед сваркой
Многие новые и бывшие в употреблении детали, которые можно отремонтировать с помощью пайки алюминия и сделать их более прочными, чем исходная форма. Примеры включают:
- Алюминиевые головки
- Головки чугунные
- Линии кондиционирования
- Крышки ГРМ коллекторов
- Топливные баки
- Колеса
- Алюминиевые лодки и т. Д.
Пайка — это группа процессов сварки, в которых материалы соединяются путем нагрева до подходящей температуры и с использованием присадочного металла с температурой плавления выше 840 ° F (449 ° C), но ниже, чем у основного металла.
Наполнитель распределяется по плотно прилегающим поверхностям стыка за счет капиллярного действия. Ниже описаны различные процессы пайки.
Горелка для пайки (TB)
Пайка горелкой выполняется путем нагрева деталей, подлежащих пайке, газовой горелкой на кислородном топливе или горелками.
В зависимости от температуры и количества необходимого тепла топливный газ может сжигаться с воздухом, сжатым воздухом или кислородом.
Паяльный присадочный металл может быть предварительно нанесен на стык или подаваться из ручного присадочного металла.
Иногда необходимы очистка и флюсование.
Паяльная алюминиевая скульптураМеталлы для пайки алюминия припоя
Товарный припой для алюминиевых сплавов на основе алюминия. Эти присадочные материалы доступны в виде проволоки или регулировочной прокладки.
Удобный метод предварительной замены присадочного металла — использование листа для пайки (основного металла из алюминиевого сплава, покрытого с одной или обеих сторон).
Также используются термически обрабатываемые или стержневые сплавы, состоящие в основном из марганца или магния.
Третий метод нанесения припоя присадочного металла заключается в использовании пасты из порошка флюса и присадочного металла. Обычные алюминиевые припои содержат кремний в качестве депрессора точки плавления с добавками цинка, меди и магния или без них.
Флюс для пайки алюминия
Флюс для пайки алюминия требуется во всех операциях пайки алюминия.
Флюсы для пайки алюминия состоят из различных комбинаций фторидов и хлоридов и поставляются в виде сухого порошка.
Для пайки в горелке и печи флюс смешивают с водой для получения пасты. Эту пасту наносят кистью, распыляют, окунают или растекают по всей площади стыка и пайки присадочного металла.
Паяльные флюсы для горелок и печей достаточно активны, могут серьезно повредить тонкий алюминий, и их следует использовать с осторожностью.
При пайке погружением ванна состоит из расплавленного флюса. В этом случае можно использовать менее активные флюсы, а тонкие компоненты можно безопасно паять.
Практика техники пайки металлов
Необходимые материалы:
Инструкции по пайке алюминия:
- Для начала убедитесь, что у вас есть безопасная среда для пайки алюминия. Это включает в себя надлежащую вентиляцию и сварочный шлем.
- Затем купите небольшой кусок трубы из углеродистой стали.
- Поместите трубу между 2 огнеупорными кирпичами на расстоянии примерно 3/4 дюйма друг от друга.
- Возьмите кислородно-ацетиленовую горелку и установите нейтраль
- Начните с той стороны стальной трубы, которая наиболее удобна для вас (например, правши начинают с правой стороны). Используйте горелку, чтобы расплавить кусок присадочного стержня на конце трубы. Примечание: после размещения начального количества расплавленного стержня на конце стальной трубы, используйте сам расплавленный металл, чтобы расплавить большую часть стержня. Не используйте пламя горелки.Если вы видите белый дым, поднимающийся от расплавленного металла, это означает, что у вас плохой сварной шов.
Если вы хотите охладить трубу и попробовать еще раз, возьмите инструмент и поместите в воду процесс, называемый закалкой сварного шва (вода ослабит сварной шов, но для практики это нормально).
Вот короткое трехминутное видео:
Конструкция паяного соединения
Паяные соединения должны быть внахлестку, фланец, замковый шов или тройник. Узнайте больше об этих суставах здесь.
Стыковые или косые соединения обычно не рекомендуются.
Тройники обеспечивают превосходный капиллярный поток и образование усиливающих галтелей на обеих сторонах соединения.
Для максимальной эффективности соединения внахлестку должны иметь перекрытие как минимум в два раза больше толщины самого тонкого соединительного элемента. Перекрытие более 1/4 дюйма (6,4 мм) может привести к образованию пустот или включений флюса. В этом случае выгодно использовать прямые канавки или накатки в направлении потока припоя присадочного металла.
Закрытые узлы должны обеспечивать легкий выход газов, а при пайке погружением легкий вход, а также отвод флюса.
Хорошая конструкция для длинных перехлестов требует, чтобы припой припой тек только в одном направлении для максимальной прочности соединения. Конструкция соединения также должна позволять полное удаление флюса после пайки.
Приспособления для пайки
По возможности, детали должны быть сконструированы таким образом, чтобы их можно было закрепить. При использовании приспособлений между сборкой и приспособлением может произойти дифференциальное расширение, что приведет к деформации деталей.
Пружины из нержавеющей стали или инконеля часто используются с приспособлениями для компенсации различий в расширении. Материал крепления может быть низкоуглеродистой или нержавеющей. Однако для повторяющихся операций пайки в печи и для пайки погружением, чтобы избежать загрязнения ванны флюса, предпочтительны приспособления из никеля, инконеля или стали с алюминиевым покрытием.
Предварительная очистка
Предварительная очистка необходима для создания прочных, герметичных паяных соединений. Очистка паром или растворителем обычно подходит для нетермообрабатываемых сплавов.Однако для термообрабатываемых сплавов необходима химическая очистка или ручная очистка проволочной щеткой или наждачной бумагой для удаления более толстой оксидной пленки.
Печь для пайки
Пайка в печи выполняется в печах с газовым, масляным или электрическим нагревом. Регулировка температуры в пределах 5ºF (2,8ºC) необходима для получения стабильных результатов.
Желательна непрерывная циркуляция атмосферы печи, поскольку она сокращает время пайки и приводит к более равномерному нагреву. Продукты горения в печи могут отрицательно сказаться на пайке и окончательной работоспособности паяных узлов в термообрабатываемых сплавах.
Горелка для пайки алюминия
Пайка горелкой отличается от пайки в печи тем, что тепло локализовано.
Деталь нагревают до тех пор, пока флюс и припой не расплавятся и не смачивают поверхности основного металла.
Процесс напоминает газовую сварку, за исключением того, что припой более жидкий и течет за счет капиллярного действия.
Пайка горелкой часто используется для прикрепления фитингов к ранее сваренным или паяным в печи узлам, соединения обратных колен и аналогичных приложений.
Пайка погружением
При пайке алюминия погружением большое количество расплавленного флюса удерживается в керамической ванне при температуре пайки погружением.
Чашки для пайки погружением нагреваются изнутри путем прямого нагрева сопротивлением.
Низковольтные и сильноточные трансформаторы подают переменный ток на электроды из чистого никеля, никелевого сплава или угольные электроды, погруженные в ванну. Такие горшки обычно облицовывают огнеупорным кирпичом с высоким содержанием глинозема и огнеупорным раствором.
ПРЕДУПРЕЖДЕНИЕ
Кислотные растворы, используемые для удаления флюсов для сварки и пайки алюминия после сварки или пайки, токсичны и вызывают сильную коррозию.При работе с кислотами и растворами необходимо надевать защитные очки, резиновые перчатки и резиновые фартуки. Не вдыхать пары. При попадании на тело или одежду немедленно промыть большим количеством холодной воды. Обратитесь за медицинской помощью.
Никогда не наливайте воду в кислоту при приготовлении растворов: вместо этого налейте кислоту в воду. Всегда медленно смешивайте кислоту и воду. Эти операции следует выполнять только в хорошо проветриваемых помещениях.
Очистка после пайки
Всегда необходимо чистить паяные узлы, так как припой на деталях ускоряет коррозию.
Наиболее удовлетворительный способ удаления большей части флюса — это погрузить горячие детали в кипящую воду как можно скорее после того, как припой затвердеет.
Образующийся пар удаляет большую часть остаточного флюса. Если деформация из-за закалки является проблемой, детали следует дать остыть на воздухе перед погружением в кипящую воду.
Оставшийся флюс можно удалить погружением в концентрированную азотную кислоту на 5-15 минут. Кислоту удаляют промыванием водой, предпочтительно в кипящей воде, чтобы ускорить высыхание.
Альтернативный метод очистки заключается в погружении деталей на 5–10 минут в 10-процентный раствор азотной кислоты плюс 0,25-процентный раствор плавиковой кислоты при комнатной температуре. За этой процедурой также следует ополаскивание горячей водой.
Для паяных сборок, состоящих из секций тоньше 0,010 дюйма (0,254 мм), а также деталей, для которых важна максимальная устойчивость к коррозии. Обычное лечение — это погружение в горячую воду с последующим погружением в раствор 10-процентной азотной кислоты и 10-процентного бихромата натрия на 5-10 минут.Затем следует ополаскивание горячей водой. Когда детали выходят из ополаскивателя горячей водой, они немедленно сушатся нагнетаемым горячим воздухом, чтобы предотвратить образование пятен.
Другие алюминиевые направляющие
Пайка алюминия
Газовая сварка алюминия
Алюминий для сварки TIG
МЕТАК — Производство пластиковых труб и фитингов
В сегодняшней статье мы поговорим о трубах из армированного полипропилена и постараемся выяснить, какие трубы лучше.
Для начала выясним, что такое армированные трубы.
Армирование — это метод повышения способности несущей конструкции за счет материала, который имеет более высокие прочностные характеристики, чем основной материал изделия.
Проще говоря, это бронежилет, помещенный между слоями полипропилена. Такой жилет не даст трубе деформироваться, провисать зимой при холодах, расширяться от жары или вздуваться, как воздушный шар, из-за превышения внутреннего давления.
Этот вид труб универсален: подходит как для горячей, так и для холодной воды, морозоустойчив. У этой трубы нет риска взрыва, потому что армированные трубы просто расплавятся к моменту достижения 175 ° C, при этом их рабочая температура составляет всего 95 ° C.
Основные преимущества армированных труб:
— Арматура образует жесткий каркас и не позволяет трубе удлиняться и увеличиваться в толщине.
— Когда труба нагревается до точки размягчения при высоком избыточном давлении изнутри, армированная труба не деформируется из-за каркаса.
— В отличие от других труб, армированная труба не разбухает и не взрывается.
На рынке также можно найти такие типы армированных труб, как армированные стекловолокном и армированные алюминиевой фольгой. Тем не менее, какой выбрать? Давайте узнаем это.
В трубах, армированных алюминием, размещение армирующего слоя может быть разным, например, это может быть внешняя оболочка для полипропилена или прятка между слоями полипропилена.В этом случае основным преимуществом волокна является то, что все слои трубы (как правило, их три) становятся монолитом. Пояснение: слои алюминиевой фольги соединяются полипропиленовым клеем, а качество такой трубы зависит от клеевого состава, состава полипропилена и толщины фольги — поэтому гарантировать прочность трубы сложно, особенно с учетом высокого риска расслоения. из фольги и полипропилена.
Труба, армированная волокном, имеет совершенно другую конструкцию: внутри и снаружи такой трубы полипропилен, а в центре — стекловолокно.При этом средний слой сваривается с внутренним и внешним, так как он состоит из одного и того же материала, предварительно смешанного со стекловолокном. Два в одном: полипропилен склеивает волокна и не дает им деформироваться, увеличивая жесткость трубы. Так что эту трубу стоит считать намного более долговечной, чем труба с алюминиевым армированием.
Расслоение алюминиевой многослойной трубы является результатом сильного воздействия воды на трубу изнутри, поскольку трубы из алюминиевой фольги можно сваривать только внешним слоем.
Есть и другие причины, по которым следует учитывать при выборе труб.
Например, у волоконных труб расширение в 10 раз меньше, чем у труб из фольги, и они практически не видны человеческому глазу. Кроме того, трубы, армированные алюминиевым слоем, требуют предварительного использования очистителя и бритвы, поэтому качество составов может сильно снизиться.
При приваривании армированной фольги трубы к фитингу помните, что вы привариваете только внешний слой, то есть половину толщины трубы.Еще одно слабое место фольгированной трубы — необходимость наличия сопла на сварочном аппарате.
Итак, с алюминиевой арматурой все понятно: перед установкой она должна быть очищена и имеет высокую предрасположенность к расслоению. А как насчет трубы, армированной стекловолокном? Неужели у него нет минусов?
Вообще-то нет. Практически все недостатки полипропиленовых труб, армированных стекловолокном, надуманы.Сегодня нет никаких убедительных аргументов против армирования волокном. Итак, трубы, армированные стекловолокном, по праву можно назвать долговечным типом армированных полипропиленовых труб.
OPUS: методы соединения
Способы соединения
Методы соединения относятся как к методам, так и к материалам, используемым для комбинирования материалов трубопроводов для конкретных применений. Все методы соединения должны в первую очередь обеспечивать безопасные, надежные и проверяемые средства объединения или соединения труб или материалов трубок.Для любого материала может быть несколько допустимых методов соединения. Многие методы соединения являются собственностью данного производителя соединяемых материалов или изделий. Эти продукты могут иметь разные стоимостные характеристики, такие как простота установки или расширенные средства проверки качественной муфты, и следует искать поставщиков качественных продуктов для предоставления этих продуктов и разумных рекомендаций по спецификации или установке. Некоторые методы соединения специфичны для трубопровода, например, PEX или CSST, и поэтому перечислены по материалам, а не по методам.
Выберите из следующего списка распространенных методов соединения.
Список методов соединения
-
Клейкое соединение
- В основном используется для пластика, армированного стекловолокном (FRP), склеивание — это процесс, в котором …
(нажмите для подробностей) -
Пайка
- Пайка — это процесс соединения, который вызывает коалесценцию металлов за счет нагрева компонентов до …
(подробности нажмите) -
CSST
- Гофрированные трубные обжимные фитинги из нержавеющей стали — это механические трубные обжимные детали, изготовленные из ASTM B16…
(подробности нажмите) -
Фланцевое
- Отбортовку можно использовать для труб с резьбой или с плоским концом. После установки фланцевого компонента на …
(подробности нажмите) -
с канавкой
- Трубные соединения с пазами состоят из двух концов труб с пазами (обычно с пазами с пазами), соединенных …
(подробности нажмите) -
Сварка плавлением
- Трубы из термопласта, которые не могут быть склеены растворителем, могут быть соединены плавлением.Слияние…
(подробности нажмите) -
Муфта бесступенчатая
- Также известные как бесступенчатые муфты без ступицы соединяют чугунную трубу без ступицы с резиновой муфтой и …
(подробности нажмите) -
Механический
- Используемый для труб из чугуна с шаровидным графитом, метод механического соединения состоит из ряда компонентов …
(подробности нажмите) -
PEX
- Есть несколько типов фитингов для соединения PEX. Регулируются различные типы фитингов…
(подробности нажмите) -
Пресс
- Прессовое соединение — это форма механического соединения медных и стальных труб, в которой используется …
(подробности нажмите) -
Быстрое соединение
- Быстроразъемные фитинги производятся для конкретных применений и включают в себя некоторый механизм …
(подробности нажмите) -
Припой
- Медная паяльная труба, или «потеющая», как ее называют в народе, присоединяется к трубе…
(подробности нажмите) -
Сварка растворителем
- Сварка растворителем, также известная как цементирование растворителем или соединение растворителем, представляет собой процесс соединения …
(подробности нажмите) -
SV Прокладка
- Метод соединения прокладкой SV чаще всего используется с чугунной грунтовой трубой. Эти суставы …
(подробности нажмите) -
Резьбовое
- Соединение, в котором фитинг с внутренней резьбой и отрезок трубы с внешней резьбой или…
(подробности нажмите) -
Сварка
- Сварку обычно определяют как соединение двух или более компонентов посредством нагрева …
(подробности нажмите)
Общие сведения о трубопроводной арматуре — типы трубопроводной арматуры, материалы и приложения
Трубная арматура — это компоненты, используемые для соединения секций труб вместе с другими продуктами управления текучей средой, такими как клапаны и насосы, для создания трубопроводов. Общее значение термина «фитинги» связано с теми, которые используются для металлических и пластиковых труб, по которым проходят жидкости.Существуют также другие формы трубопроводной арматуры, которые можно использовать для соединения труб для поручней и других архитектурных элементов, где обеспечение герметичного соединения не является обязательным. Фитинги могут быть сварными или резьбовыми, механически соединенными или химически склеенными, чтобы назвать наиболее распространенные механизмы, в зависимости от материала трубы.
Типы фитингов: ассортимент фитингов, включая тройники и заглушки.Изображение предоставлено: Cegli / Shutterstock.com
Существует некоторая несогласованность в терминологии, окружающей термины труба, труба и трубка.Поэтому термин «трубопроводная арматура» иногда упоминается в контексте труб, а также труб. Несмотря на то, что по форме они похожи на трубные фитинги, трубные фитинги редко соединяются такими методами, как пайка. Некоторые методы перекрываются, например, использование компрессионных фитингов, но там, где они являются обычным явлением для соединения труб или трубок, их использование в трубных соединениях встречается реже. Достаточно сказать, что, хотя существуют общие различия, общее использование терминов может отличаться от поставщика к поставщику, хотя они представляют одни и те же элементы.
В этой статье основное внимание будет уделено обсуждению типичных фитингов и способов соединения, связанных с жесткими трубами и трубопроводами, с ограниченным представлением фитингов, связанных с гибкими трубками, трубками или шлангами.
Чтобы узнать больше о разновидностях труб, обратитесь к нашему соответствующему руководству по трубам и трубопроводам.
Трубные фитинги: материалы для фитингов и производственные процессы
Чугун чугун
чугун ковкийФитинги для чугунных труб подразделяются на гладкие и раструбные.В конструкциях без хаблесса используются эластомерные муфты, которые крепятся к внешнему диаметру трубы или фитинга с помощью зажимов, обычно это ленточный зажим из нержавеющей стали, который сжимает эластомерный материал и образует уплотнение. Эти конструкции без ступиц или без ступиц иногда называют резиновыми трубными муфтами или резиновыми водопроводными муфтами и особенно популярны для перехода от одного материала к другому — например, от меди к чугуну. Фитинги с раструбом и втулкой, а иногда и с раструбом, соединяются сегодня в основном с эластомерными прокладками, которые подходят внутри раструба и позволяют вставлять гладкий конец трубы или фитинг.Более старые системы до 1950-х годов были заделаны с использованием комбинации расплавленного свинца и волокнистого материала, такого как дуб. Чугунная труба иногда соединяется болтовыми фланцами или, в некоторых случаях, механическими компрессионными соединениями. Фланцевые соединения, используемые в подземных применениях, могут подвергать трубу оседающим напряжениям, если труба не имеет надлежащей опоры.
Механические компрессионные фланцевые фитинги для железных трубчасто используются там, где труба проходит над землей.
Изображение предоставлено: Promus / Shutterstock.com
Несмотря на то, что доступны как трубная арматура из ковкого чугуна, так и трубная арматура из ковкого чугуна, улучшенные механические свойства и более низкая стоимость ковкого чугуна вызывают сдвиг в сторону более широкого использования этого материала.
Фитинги для стальных (также называемых «черными трубами») и оцинкованных труб, используемые в жилых и коммерческих сантехнических работах, обычно отливаются и называются «фитинги из ковкого чугуна». Они могут быть оцинкованы. Хотя в стандартах указаны резьбовые фитинги до довольно больших размеров. диаметры, они обычно не используются сегодня, так как нарезание резьбы на трубе большого диаметра считается излишне сложной.
Сталь и стальные сплавы
Стальные трубные фитинги часто экструдируются или вытягиваются через оправку из сварных или бесшовных труб. В меньших размерах они часто имеют резьбу, соответствующую резьбе на концах трубы. По мере увеличения размеров и давления их часто приваривают методом стыковой сварки или сварки муфтами. Фитинги для сварки внахлест, как правило, кованые, предназначены только для труб меньшего диаметра (до NPS 4, но обычно NPS 2 или меньше) и доступны с номинальными давлениями классов 3000, 6000 и 9000, соответствующими Приложению 40, 80 и 160. трубка.Фитинги с раструбом привариваются угловыми сварными швами, что делает их слабее, чем фитинги, приваренные встык, но все же предпочтительнее резьбовых фитингов для сложных работ. Необходимость в расширительном зазоре в фитинге исключает их использование в пищевых продуктах высокого давления.
Фитинги и отрезки труб, соединенные стыковыми швами, требуют подготовки торцов для обеспечения целостности окончательных сварных соединений.
Изображение предоставлено: mady70 / Shutterstock.com
Также используются фланцы, в результате чего фланцевые участки трубы соединяются болтами.Использование фланцев делает возможным разрыв трубопровода для замены клапанов и т. Д. Большинство трубопроводного оборудования, такого как насосы и компрессоры, также соединяются с помощью фланцев по той же причине.
Фланцевые фитингидоступны в нескольких стилях, рассчитанных на давление и температуру. Эти стили включают внахлестку, сварную шейку, сварку муфтой, кольцевое соединение, резьбовое соединение и накладку. Фланец с резьбой подходит только для работы с низким и средним давлением. Другие различные приварные фланцы позволяют использовать более высокое давление.Притертые фланцы часто используются там, где будут частые отсоединения, поскольку фланец может свободно вращаться, что упрощает центровку отверстий под болты. Особым случаем является так называемый глухой фланец, который используется для уплотнения конца трубопровода, но позволяет позже подключиться к другой трубе или части оборудования.
Фланцымогут включать несколько различных методов уплотнения прилегающих поверхностей, включая уплотнительные кольца, уплотнительные кольца и прокладки. Уплотнительные кольца обеспечивают особенно плотное соединение и при таком же напряжении болта, прилагаемом к плоской прокладке, могут выдерживать более высокое давление.
В первую очередь, фланцы труб регулируются тремя стандартами. ASME 16.5 определяет фланец ANSI, наиболее часто используемый фланец. ASME B16.47 охватывает две серии, A и B, которые относятся к приложениям большого диаметра. Фланцы серии A тяжелее и толще, чем серия B, при том же давлении и размере. Фланцы серии B обычно выбираются для ремонтных работ. ASME B16.1 определяет фланец AWWS, но он предназначен только для фланцев, используемых в питьевой воде при атмосферных температурах. Кроме того, существует так называемый фланец промышленного стандарта, который не определяется руководящим органом, а отражает историческую практику.Размеры этих фланцев соответствуют ASME B16.1, стандарту для фланцевых соединений и фланцевых соединений для чугунных труб классов 25, 125 и 250.
Фланцы с приварной шейкой привариваются встык к концам трубы, подготовленной аналогичным образом, для получения фланцевых концов с эквивалентной целостностью сварной трубы.
Изображение предоставлено: Golf_chalermchai / Shutterstock.com
Фитинги из нержавеющей стали могут использоваться для санитарных применений, таких как пищевая и молочная промышленность, и обычно снабжены быстросъемными зажимами для демонтажа линии для внутренней очистки.Фланцы для этих зажимных систем доступны в виде приварных элементов или, во многих случаях, в виде тройников, тройников и т. Д., Причем фланец является неотъемлемой частью фитинга.
Секции металлических труб также могут быть соединены и построены в виде трубопроводов с использованием трубных муфт и других стандартных резьбовых фитингов для труб, таких как металлические заглушки для труб или колена на 180 градусов.
Цветные металлы
Алюминиевые фитинги обычно литые. Они доступны во всех формах или формах, что и стальная арматура.Доступны алюминиевые резьбовые фитинги, такие как колпачки или ниппели, а также фитинги, которые отличаются сочетанием типов резьбовых и стыковых соединений. Также существуют варианты сварки внахлест. Сварка алюминиевых фитингов обычно требует процесса MIG или TIG.
Алюминиевая трубатакже является популярным выбором для изготовления поручней, и доступен целый ряд фитингов для строительного применения, как свариваемых, так и надвижных / зажимных.
Доступны красные латунные фитинги, такие как латунные трубные ниппели, соответствующие диаметрам трубы, и они часто собираются пайкой или пайкой.
Бетон
Фитинги для бетонных труб доступны во множестве стилей, подходящих для их применения в крупных гражданских проектах, таких как управление ливневыми водами. Помимо типичных соединений звездой, специализированная фурнитура включает порталы для служебных отверстий и хранилища различных стилей. Типичные соединения используют концы с буртиком на фитингах, которые соприкасаются с аналогами на приемных трубах. Резиновая прокладка обеспечивает герметичное соединение.
Пластмассы
Пластиковые фитинги для труб доступны как для сварки муфт (иногда называемой сваркой растворителем), так и для резьбовых соединений, причем первая является наиболее распространенной.Фитинги для сварки внахлест предназначены для химической сварки, что делает установку быстрой и простой. Пластиковые трубы обычно устанавливаются всухую, а затем маркируются, так как растворитель, используемый для их соединения, особенно быстродействующий. Муфты обычно используются для соединения и соединения прямых отрезков труб вместе.
Фитингидоступны в стандартных формах и стилях, а также с диапазонами размеров материала, обычного для пластиковых труб, включая ПВХ, ХПВХ, ПЭ, ПЭХ, ПП и АБС.
Обычные фитинги для труб из ПВХ включают в себя переходники, колена, заглушки, тройники, тройники, муфты, соединения и крестовины, и это лишь некоторые из них. Стандартный профиль поперечного сечения для большинства труб из ПВХ является круглым, но доступны и другие формы профиля, например, квадратные фитинги из ПВХ. Однако эти альтернативные фитинговые профили обычно связаны с трубами из ПВХ, предназначенными для использования в конструкциях, таких как заборы, перила или мебельные конструкции, и не связаны с трубами из ПВХ, предназначенными для работы с жидкостями.Помимо ПВХ, для конструкционной фурнитуры могут использоваться и другие материалы, одним из примеров которых является оцинкованная трубная арматура для перил.
Другие фитинги из ПВХ включают конструкции вставок с зазубринами, которые предназначены для использования с трубками, запрессовываются в трубки и фиксируются ленточными зажимами.
ФитингиCPCV, а также фитинги из ABS (акрилонитрил-бутадиен-стирол) также обычно соединяются с фитингами, сваренными с помощью сварки растворителем. Также широко доступны подходящие переходные переходники для смены типов материалов, например, с ХПВХ на латунь.
В некоторых случаях использования пластиковых труб, например, в водопроводе для слива раковин, некоторые приспособления для труб, такие как p-образные сифоны, могут быть соединены резьбовым соединением с использованием нейлоновых шайб и стопорной или стопорной гайки. Эта функция облегчает разборку для удаления засоров.
Фитинги для полиэтиленовых труб и фитинги для полипропиленовых труб обычно доступны как с резьбовыми, так и с зазубренными соединениями, а также доступны варианты с сваркой муфтой или плавлением. Точно так же фитинги PDVF также производятся с раструбными или резьбовыми соединениями.
Если требуется воздухонепроницаемое или водонепроницаемое уплотнение, можно использовать фитинги для нейлоновых труб, которые можно использовать с нейлоновой трубкой или трубкой, а также с другими типами пластиковых или металлических труб.
Стекло
В некоторых специализированных промышленных технологических процессах с жидкостями используются стеклянные трубы и фитинги. Боросиликатное стекло предлагает несколько ключевых преимуществ по сравнению с альтернативными формами трубопроводных систем. Материал отличается высокой чистотой, поэтому он не загрязняет технологические жидкости. Естественная прозрачность стекла позволяет при необходимости контролировать процесс, а гладкая поверхность предотвращает образование накипи или других отложений на внутренней поверхности трубы.
В лабораторных условиях также часто могут использоваться стеклянные трубки и фитинги из стеклянных профилей.
Стеклянную трубу не следует путать с трубами, в которых используется стеклянная футеровка, которую правильнее было бы определить как трубу, облицованную стеклом.
Глина керамическая
Фитинги для труб из стеклокерамики доступны в типичных конфигурациях, необходимых для канализационных сетей. Как и чугун, для этих фитингов обычным способом соединения является раструб и втулка с уплотнительным кольцом или прокладкой, используемыми для герметизации соединения.
Типы трубопроводной арматуры: области применения и отрасли
Вызовы
Резьбовые соединения соответствуют стандартизированному формату на чертежах. Номинальный размер указан перед описанием. Когда два или более конца фитинга имеют разные размеры, размер участка предшествует размерам ответвлений, или для уменьшения фитингов наибольший размер предшествует наименьшему. Таким образом, уличная футболка 1 x 1 x 3/4; колено 1 x 1x 3/4 под углом 45 ° по оси Y; крест размером 1 x 3/4 x 1/2 x 1/4; и так далее.Размер резьбы на резьбовых фитингах будет соответствовать номинальному размеру резьбы трубы, как указано в ANSI.
Типы резьбы
В большинстве трубопроводов используются резьбовые фитинги, соединения которых обычно характеризуются одной из следующих систем:
- Трубная резьба по национальному стандарту США (NPT)
- Британский стандарт трубной резьбы (BSPT)
Основное различие между ними — угол конуса. В системе NPT используется угол конуса резьбы 60 градусов, тогда как фитинги с трубной резьбой Британского стандарта (BPST) используют немного меньший угол конуса — 55 градусов.Помимо конических резьбовых фитингов, в этих системах также предусмотрены фитинги с прямой трубной резьбой, которые не используют конус для герметизации от потери давления или утечек. Как правило, для обеспечения герметичности стыка или соединения требуется подходящий герметик. Большинство резьбовых фитингов предназначены для правой резьбы, но есть несколько вариантов левой (LH) резьбы.
Также доступны метрические трубные фитинги, определяемые по номинальному внешнему диаметру и шагу резьбы.Таким образом, трубный ниппель с метрической резьбой M12 x 1,5 будет иметь внешний диаметр 12 миллиметров и шаг резьбы 1,5 витка на миллиметр.
Винтовые фитинги обычно имеют внутреннюю резьбу. Исключение составляет уличный фитинг, который в случае простого колена имеет одну внешнюю резьбу и одну внутреннюю резьбу. Трубы легко заправляются в полевых условиях. Соединению труб с резьбой и фитингов может помочь тефлоновая лента или трубный компаунд. При нанесении состава рекомендуется наносить его только на внешнюю резьбу, чтобы избежать попадания каких-либо примесей в трубопровод во время сборки стыка.
Типичный рендеринг 3D-конвейера.Изображение предоставлено: cherezoff / Shutterstock.com
Компоновки трубопроводов обычно представляют собой однолинейные или двухстрочные чертежи, в зависимости от сложности установки. Там, где зазоры малы, и для многих заводских трубопроводов используется двухлинейный чертеж, который показывает размер трубы в масштабе. Для более простых установок достаточно однолинейного чертежа с символическим обозначением арматуры, клапанов и т. Д. Чертежи трубопроводов иногда показаны как «развернутые», что предполагает, что вертикальные трубы повернуты в горизонтальной плоскости, или наоборот, чтобы можно было показать всю систему трубопроводов в одной плоскости.
Велдолеты
Эти небольшие привариваемые ответвления укрепляют трубу в месте отверстия, избавляя от необходимости добавлять арматуру. Различные формы этих фитингов доступны под разными торговыми марками, включая типы стыковой и раструбной сварки, варианты резьбового соединения, а также некоторые специальные конструкции, которые позволяют соединения на коленах и т. Д.
Сварочный процесс
Концы и фланцы труб подготовлены к стыковой сварке в соответствии с толщиной стенки трубы. Для стен толщиной 3/4 дюйма или меньше, стены скошены под углом 70 ° и между ними остается зазор 3/16 дюйма.Сварщик выполняет корневой проход, заполняющий проход (или проходы) и закрывающий проход, часто меняя присадочный материал между проходами. Для большей толщины труба сужается под таким же углом, но только частично вверх по стене. Кроме того, на внутренней стене отшлифован небольшой рельефный уголок, служащий местом для опорного кольца. Для труб с более тонкими стенками обычно используются сварные муфты. Процедуры сварки изложены инженером в Спецификациях процедуры сварки, и сварщик, выполняющий сварку, будет сертифицирован для конкретного процесса.Иногда перед сваркой трубы необходимо предварительно нагреть, а после — подвергнуть термообработке для снятия теплового напряжения.
Накидной фланец приваривается спереди (показано) и сзади.Навертные фланцы иногда усиливают аналогичным передним сварным швом.
Изображение предоставлено: 22 августа / Shutterstock.com
Необходимость надлежащей подготовки концов труб и необходимость тщательной подгонки перед соединением фитингов, сваренных встык, делают использование фитингов, сваренных с раструбом, привлекательным. Для фитингов, сваренных муфтой, скоса не требуется, а сама муфта служит для выравнивания трубы.Единственное специальное требование — это то, что труба должна немного выходить из фитинга, чтобы учесть расширение во время сварки.
Предварительное изготовление участков трубопровода, называемых «катушками», часто выполняется в помещении, где в процессе изготовления можно применить автоматизацию. Соединения труб можно наматывать на тихоходных токарных станках, чтобы довести работу до сварщика. Можно использовать роботов-сварщиков. Такие методы, как сварка под флюсом, могут применяться для повышения производительности.
Существуют несварные фитинги или сварные соединители для труб, доступные в качестве альтернативы традиционно сварным системам трубопроводов.Используя комбинацию обжатых механических фитингов вместе с холодной гибкой трубы или трубопровода, это решение устраняет нагрузки на трубопровод от сварочных операций, снижает затраты и может обеспечить модульную систему, которую легче разбирать или модифицировать по мере необходимости.
Пластиковая труба и труба HDPE, в частности, могут быть соединены термической сваркой, иногда называемой электромуфтовой сваркой. Трубы могут быть сварными встык или раструб. Это довольно распространенная практика для трубопроводов большого диаметра из ПНД.Для выполнения этих сварных швов доступен ряд специализированного оборудования.
Сварочный аппарат для термического соединения участков труб из ПНД.Изображение предоставлено: Yuthtana artkla / Shutterstock.com
Обычно при применении пластиковых труб и трубопроводных фитингов необходимо учитывать снижение номинального давления в зависимости от размера трубы или фитинга и рабочей температуры. Для материалов из ПВХ и ХПВХ производители рекомендуют снизить номинальное давление для температур выше 73 градусов по Фаренгейту.И для данной рабочей температуры давление необходимо дополнительно снижать по мере увеличения диаметра трубы или фитинга. Кроме того, использование определенных фитингов, таких как фланцы, штуцеры или клапаны, может иметь номинальное давление ниже, чем у прямой трубы того же размера.
Подходящие формы и стили
Название большинства подходящих форм говорит само за себя. К общедоступным относятся:
- крышки
- заглушки
- соски
- колена
- тройники
- wyes
- крестов
- штуцеры
- втулки
- редукторы
- адаптеры
Заглушки или заглушки можно использовать для герметизации концов трубы.Некоторые формы заглушек высокого давления используются для временной герметизации концов труб для облегчения испытаний под давлением в трубопроводах и сосудах под давлением, устраняя при этом необходимость выполнять обычные сварочные операции для проведения этих испытаний.
Трубная заглушка с механической обработкой для испытания трубопроводов давлением
Изображение предоставлено: Mechanical Research & Design, Inc.
Отводы
можно приобрести с изгибами 22-1 / 2 °, 45 ° и 90 °. Обратные отводы используются для перемещения жидкости через полное изменение направления на 180 °.Трубы с небольшой резьбой называются ниппелями. Втулки используются для изменения диаметра труб, как и переходники. Такие термины, как «улица» и «обслуживание», описывают фурнитуру с наружной резьбой. Муфты используются для соединения трубы с резьбой без необходимости поворачивать какую-либо трубу. Адаптеры позволяют системе переключаться между материалами, например, между пластиковой и металлической трубой.
Отводы труб производятся в соответствии со спецификациями и обычно называются кратными диаметрам трубы. Например, 5D-изгиб 10-дюймовой трубы будет иметь радиус изгиба в пять раз больше диаметра.Также указывается угол изгиба.
Фитинги для дождевателей
В системах пожаротушения и спринклерах могут использоваться трубы нескольких видов, чаще всего стальные (черная труба или оцинкованная труба), медные трубы или пластиковые трубы (ХПВХ и полибутилен разрешены NFPA).
В случае стальных труб, фитинги могут иметь резьбу, сварку или использовать концевые трубы и соединители с обрезанными или накатанными канавками, в которых для соединения труб используются системы с кольцом и кулачком. Соединители устанавливаются быстро и легко и исключают стоимость и сложность других методов, таких как сварка.В результате эти системы с кольцом и кулачком, по-видимому, довольно распространены в этой отрасли.
Соединения с прорезанными канавками обычно разрешены спецификацией для труб из списка 40 или выше, где более высокие номера в спецификации указывают на увеличенную толщину стенки трубы. Типы соединения труб с катаной канавкой допустимы при любой толщине стенки.
Медные трубки, используемые в спринклерных системах, обычно паяны, но NFPA 13 допускает ограниченное использование паяных соединений для применений, которые характеризуются низким риском опасности и малым количеством людей.
Пластиковая труба может использоваться в некоторых системах пожаротушения и спринклерных систем, в соответствии с NFPA 13. Для ХПВХ соединение стандартных фитингов под сварку муфтой с помощью растворителя является обычным методом соединения трубных фитингов из ХПВХ к спринклерной трубе. В небольших жилых помещениях также используются трубы из сшитого полиэтилена (PEX). При использовании пластиковых труб необходимо проявлять дополнительную осторожность, чтобы обеспечить адекватную поддержку системы и защитить трубы и фитинги от прямого воздействия огня.
Co nsiderations / Attributes
Падение давления на изгибах и фитингах может быть значительным или незначительным в зависимости от длины системы. Для длительных периодов это обычно считается «незначительными потерями». Для систем с минимальным количеством прямых участков эти капли играют важную роль. Инженеры-трубопроводчики часто определяют и вычисляют эквивалентную длину для каждого компонента в системе, чтобы получить теоретическую эффективную длину трубопровода, по которой можно оценить ожидаемое падение системы.Такую информацию можно найти в технических справочниках или у самих производителей.
Дополнительные ресурсы
Помимо организаций, спонсирующих коды для труб и трубопроводов, такие как ASTM, ANSI и ASME, следующие торговые организации могут предоставить полезную информацию о различных специальных трубах, производстве трубопроводов и т. Д.
Резюме
Это руководство дает общее представление о трубопроводной арматуре, ее материалах, производстве, конкретных типах, областях применения и особенностях использования.Для получения дополнительной информации о сопутствующих продуктах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники или просмотреть подробную информацию о конкретных продуктах.
Сокращения
- ABS — Акрилонитрилбутадиенстирол
- AWS — Американское сварочное общество
- DWV — слив, отходы и вентиляция
- MEP — механическая, электрическая, сантехническая
- NPT — трубная коническая резьба национального стандарта
- NPS — прямая трубная резьба National; также, номинальный размер трубы
- PCCP — предварительно напряженная бетонная цилиндрическая труба
- PE — полиэтилен (PEX, сшитый)
- P&ID — Схема трубопроводов и КИП
- PP — полипропилен
- ПВХ — поливинилхлорид
- SDR — стандартный размерный коэффициент
- WPS — Спецификация процедуры сварки
Источники:
- https: // www.