 alexxlab
alexxlab как правильно наточить сверло по металлу
Различные манипуляции с изделиями из металла, в том числе сверление, производятся не только на производстве, но и в бытовых условиях. Инструмент для работы с металлом изначально производится из материалов повышенной износостойкости, но со временем даже такие специализированные изделия требуют той или иной корректировки. В связи с этим возникает достаточно большое количество вопросов, среди которых одними из самых актуальных являются: как точить сверла по металлу, как правильно точить сверла по металлу и под каким именно углом лучше точить сверла по металлу.
Производить затачивание такого вида сверл необходимо соблюдая все технологические правила. В противном случае даже самый качественный инструмент может быть безвозвратно испорчен. Подробно о том, как правильно заточить сверло по металлу, мы расскажем в нашей статье.
СОДЕРЖАНИЕ СТАТЬИ
ПРИЗНАКИ ЗАТУПЛЕНИЯ СВЕРЛА ПО МЕТАЛЛУ
- Повышение шумовых проявлений;
- Значительный внезапный разогрев работающей части и тела;
- Неровность и «рваность»краев разрабатываемого отверстия;
- Необходимость увеличения физических усилий;
- Изменение состояния стружки со спиралеобразной, до крошащейся и малоразмерной;
- Повышение температуры поверхности изделия;
- Появление не характерного ранее скрежетания и треска в момент работы.
СТЕПЕНЬ И ВИДЫ ПОВРЕЖДЕНИЯ СВЕРЛА ПО МЕТАЛЛУ ИЗНОСОМ
- Изнашивание задних поверхностей.
- Изнашивание передних поверхностей.
- Изнашивание уголков.
- Изнашивание фаски.
Для более наглядного представления предстоящих манипуляций, необходимо более подробно рассмотреть устройство сверла.
АНАТОМИЯ СВЕРЛА
- Вершинный угол. Располагается посередине режущих кромок и является вершиной сверла. Показатели такого угла разнятся в зависимости от того, какой металл предстоит сверлить. Наиболее универсальным принято считать угол 118 градусов.
 Он целесообразен при работе с мягкими материалами, в том числе с мягким металлом. Для металлов плотных и прочных, угол составляет свыше 135 градусов.
Он целесообразен при работе с мягкими материалами, в том числе с мягким металлом. Для металлов плотных и прочных, угол составляет свыше 135 градусов. - Задние вершины. Проходят за режущими кромками, изгибаясь и образовывая просвет, составляющий от 8 до 15 градусов для универсальных вариантов.
- Перемычка. По сути это перешеек, соединяющий две режущие части. Основной функцией перемычки является центрование сверла в момент входа в металл.
- Спиралеобразные ленты. Необходимы для снижения трения, выступают как теплоотвод и направляющая.
- Спиральные ложбины. Являются отводящими каналами для отработанного содержимого просверливаемого отверстия.
- Хвостовик. Место соединения сверла с дрелью.
Отдельными параметрами можно считать спиральный и задний углы:
- Угол спирали является величиной переменной т изменяется в зависимости от того, для какого типа металла подбирается сверло. Большие витки угла подходят для более мягких металлов, дающих длинную стружку. Малоугловые спирали целесообразны при работе с твердыми металлами и мелкой стружкой;
- Задний угол. Его размеры варьируют от 7 до 17 градусов и зависят от того, какой металл предстоит просверлить.
ОСНОВНЫЕ ТИПЫ СВЕРЛ И ОСОБЕННОСТИ ИХ ЗАТОЧКИ
- Одноплоскостные. Данный вид сверл имеет одну плоскость на задней перьевой стенке. Угол плоскостного наклона составляет 28-30 градусов. Заточке подлежит одна рабочая плоскость. Сверло удерживается параллельно задней плоскости по отношению к точильному приспособлению.
- Двухплоскостные. Отличием от одноплоскостных является только наличие дополнительной плоскости.
- Конические сверла. Основным нюансом заточки является необходимость сохранения четкого конуса. Заточка производится колебательными движениями без отрыва от точильного приспособления.
КАК ПРАВИЛЬНО ТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ПОДРОБНАЯ ИНСТРУКЦИЯ
- Вращения абразивного элемента производятся по встречному направлению относительно затачиваемой плоскости.

- Важно выдерживать верный угол, не допуская смещения. Выбор, под каким углом точить сверла по металлу, является наиважнейшей частью всего процесса.
Стоит учитывать, что для каждого металла, угол имеет свои параметры:
- Чугун и сталь. Для этих металлов оптимально допустимым считается угол в диапазоне 116-118 градусов;
- Латунь и бронза. Угол заточки должен соответствовать 120-130 градусам;
- Медь. Выдерживаемый угол имеет четкие границы и равен 125 градусам;
- Алюминий. Данный металл, так же как и медь предполагает выдержанный угол в 140 градусов.
Сохранение необходимо верного угла является основным требованием, нарушение которого в процессе заточки сверла по металлу способно привести к порче изделия.
- Восстановительные манипуляции при обработке кромок производятся за один рабочий подход.
- Разогретая часть хвостовика подлежит охлаждению в момент изменения положения.
- При работе с одноплоскостными сверлами с диаметром не более 3мм, обеспечивается параллельное положение режущей кромки и плоскости точильного круга. Прижим осуществляется с сохранением заднего угла в 26-30 градусов.
- При работе с коническими изделиями, превышающими диаметр в 4 мм, важно свершать плавные движения, сохраняющие конусность формы. Категорически запрещено прекращать контакт затачиваемой поверхности сверла и точильной поверхности. Все повороты осуществляются плавно, по форме конуса и в одно касание. Новый цикл начинается с рабочей кромки и проходит полным поворотом с соблюдением необходимых углов.
- Необходимым условием является сохранение переднего угла, находящегося в промежутке рабочей части инструмента и основанием режущей кромки. Замер производится специальным приспособлением в основной плоскости.
- Важно так же обращать внимание на угол, расположенный в задней плоскости.
- Угол режущих кромок должен располагаться на вершине между кромками.

Замеры углов производятся шаблонами, имеющими специальные вырезы, или прибором Слепнина.
Помимо сохранения правильности углов, важным аспектом в вопросе «как правильно заточить сверло по металлу» является выдерживание правильности самой кромки. Особенно актуальным данный момент является для сверл больших диаметров, превышающих 10мм. Кроме обязательных к протачиванию поверхностей, у сверл с большим диаметром, подточке подвергается передняя поверхность. Связана такая необходимость с тем, что уменьшение угла наклона передней плоскости, приводит к расширению угла режущего ребра и уменьшению длины поперечной кромки. В связи с такими изменениями параметров, сверло не прорезает металл, а выскабливает, образуя неровности и дефекты.
ОБОРУДОВАНИЕ ДЛЯ ЗАТОЧКИ СВЕРЛА ПО МЕТАЛЛУ
Процесс правильной заточки сверла по металлу
- Шлифовочная машинка.
- Точильный, или наждачный станок.
- Электрическая дрель.
- Напильник.
Вспомогательные средства.
- Комплект точильных кругов. Подбирается в зависимости от материала из которого изготовлено сверло.
Определение типа материала сверла:
- Быстрорежущая сталь. Такой тип сверл имеет обозначение HSS. Такие сверла изготавливаются из легированной углеродистой стали и имеют добавки вольфрама, хрома и молибдена. Быстрорежущие сверла используются для работ на высоких скоростных режимах;
- Кобальтовая сталь. Такие сверла обозначаются пометкой CO(кобальт)и обозначением, информирующем о процентном содержании кобальта. Следует учитывать, что кобальтовые сверла хоть и способны длительное время сохранять остроту даже при больших нагрузках и температурах, но отличаются хрупкостью по сравнению с быстрорежущей сталью. Заточка таких сверл требует наибольшей осторожности;
- Карбид-вольфрамовые сверла. Обладают крайне высокой жесткостью и значительной хрупкостью.
Помимо материала изготовления, производители указывают какую обработку проходит сверло и каким покрытием защищено.
 Все эти нюансы имеют значение при подборе необходимого для затачивания инструмента.
Кроме вышеперечисленного, необходимо знать под каким углом надо точить сверла по металлу. Для достижения наиболее качественного результата, будет не лишним акцентировать внимание на анатомии сверла.
Все эти нюансы имеют значение при подборе необходимого для затачивания инструмента.
Кроме вышеперечисленного, необходимо знать под каким углом надо точить сверла по металлу. Для достижения наиболее качественного результата, будет не лишним акцентировать внимание на анатомии сверла. - Емкость с водой. Для охлаждения чаще всего используется обычная вода. Однако, гораздо лучшую результативность в качестве охладителя показывает машинное масло.
- Фиксирующее устройство.
- Угломер.
- Средства индивидуальной защиты: очки и перчатки.
Для более наглядного представления предстоящих манипуляций, необходимо более подробно рассмотреть устройство сверла.
ЧЕМ МОЖНО ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ
Процесс затачивания сверл устроен следующим образом:
Шлифовочной машинкой (болгаркой)
Процесс затачивания проводится в несколько этапов.
- Сверло фиксируется в тисках с соблюдением угла наклона;
- На машинку устанавливается абразивный диск, подобранный в соответствии с типом сверла и его предназначением;
- Включенная машинка подносится к сверлу.
Альтернативным вариантом работы является метод, когда крепится не сверло, а собственно болгарка.
В процессе работы необходимо соблюдать меры индивидуальной защиты, так как имеется достаточно высокий риск соскальзывания сверла с точильной поверхности.
Наждачным станком
Данное устройство считается одним из самых удобных и оправданных при работе в домашних условиях. Одно из важных условий при работе с наждачным станком-верное касание кромки и точильной поверхности. Кромка должна располагаться строго параллельно.
Электрической дрелью
Дрель является альтернативой болгарки и точильного станка. Для манипуляции затачивания на нее устанавливается точильный круг. Суть действий аналогична работе с болгаркой и подразумевает два варианта фиксации: фиксируется сверло, или фиксируется сама дрель.Нюансы работы с дрелью:
- Инструмент фиксируется в вертикальном положении;
- Точильным кругом обрабатывается задняя кромка с целью удаления последствий изнашивания;
- Производится затачивание с выведением необходимого угла, который чаще всего равен 120 градусам.

На всем протяжении затачивания кромки, которое в среднем длится около 2-х секунд за один сеанс, необходим контроль за степенью нагревания. Для упрощения процесса, можно приобрести специальную насадку, устанавливающуюся непосредственно на дрель и выступающую в роли фиксатора сверла и направляющей.
На что стоит обратить внимание во время заточки сверла по металлу:
- Подобные насадки целесообразны только при работе со сверлами не превышающими 4-10мм в диаметре;
- Сверла с серьезными повреждениями и значительным износам затачиванию таким методом не подлежат;
- Подобрать индивидуальный угол при использовании насадки не возможно. В связи с этим, если речь идет не о стандартных углах, потребуется доработка, позволяющая соблюсти необходимые угловые параметры.
Напильником (надфилем)
Затачивание напильником, или надфилем, чаще всего производится, когда речь идет о сверлах, которые невозможно заточить иными способами ввиду их малого диаметра, составляющего 4мм и менее. При обработке тонких сверл допускается стачивание слоя не превышающего 1мм. Углы придется выдерживать в стандартном развороте. В ходе работы потребуется хорошее освещение и наличие увеличивающих приспособлений.
Заточка сверла по металлу своими руками
Простейшее и достаточно удобное приспособление для затачивания сверл по металлу можно сделать самостоятельно своими руками.
Состоит данное устройство из:
- Вала;
- Сверлящего патрона;
- Транспортира-угломера;
- Направляющих роликов.
Основа, с закрепленным на ней транспортиром изготавливается из любого подручного материала, который должен быть достаточно прочным и широким.
КАК ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ВИДЕО
КАК ПРАВИЛЬНО ЗАТОЧИТЬ СВЕРЛО ПО МЕТАЛЛУ: ВЫВОД
Вне зависимости от того, каким инструментом производилась заточка сверла по металлу, нелишним будет проведение доводочных манипуляций. Наибольшей популярностью пользуются камни из карбида кремния с маркировкой 63с и круг, имеющий зернистость 5-6 и твердость м3-см1. Альтернативой может стать эльбор с зернистостью 6-8. Обязательна бакелитовая связка для обоих вариантов.
Наибольшей популярностью пользуются камни из карбида кремния с маркировкой 63с и круг, имеющий зернистость 5-6 и твердость м3-см1. Альтернативой может стать эльбор с зернистостью 6-8. Обязательна бакелитовая связка для обоих вариантов.
Соблюдение всех перечисленных нюансов и правил, позволит свести риск порчи сверла к минимуму и значительно упростит предстоящую работу, сохраняя при этом достаточно высокое качество. Стоит учитывать, что немаловажную роль играет личный опыт мастера и качество используемых приспособлений.
Как заточить сверло правильно в домашних условиях + Видео и Фото
Не требует особых доказательств, что сверло в процессе работы теряет остроту режущей части, то есть, говоря попросту, тупится. Тупое сверло не доставляет беспокойства до тех пор, пока не оказывается нужным. Вот тогда неожиданно выясняется, что работать изношенным или тупым сверлом невозможно.
Остается только сожалеть о том, что вовремя не восстановлены геометрия и размер сверла. В этой статье будет рассказано, как заточить спиральное сверло, а также сверло с твердыми напайками для сверления бетона.
Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
Основные составные части спирального сверла.
Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка.
При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик.
Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
Подводи сверло режущей кромкой к шлифовальному кругу.
Покачиваем сверло в низ, а потом опять вверх.
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Видео. Ручная заточка спиральных сверл. Часть — 1.
Видео. Заточка спиральных сверл. Часть — 2.
Видео. Стачивание перемычки ребра сверла. Часть — 3.
Видео. Заточка сверл — приложение.
Как заточить победитовое сверло с напайками
Победитовое сверло также может затупиться. Тупое сверло перегревается во время работы, плохо сверлит и издает сильный визжащий звук. Конечно, можно поменять сверло, купив новое, но лучше сэкономить и заточить его своими руками. Для этого вам понадобится заточной станок (электрическое точило) с алмазным камнем и охлаждающая жидкость. Обыкновенный наждачный камень для заточки сверла из победита не годится.
До того, как приступите к заточке, убедитесь, что она возможна, в принципе. Для этого следует померить высоту режущей части сверла. При высоте режущей части сверла, т. е. напайки около 10 мм заточка возможна.
Для этого следует померить высоту режущей части сверла. При высоте режущей части сверла, т. е. напайки около 10 мм заточка возможна.
Не забываем: чем тверже материал, тем ниже должна быть скорость заточки. Угловая скорость (количество оборотов вращения камня) при заточке победитового сверла должна быть уменьшена вне зависимости от того, какой инструмент применяется для заточки.
Заточка сверла выполняется короткими касаниями сверлом наждачного камня. Победитовое сверло затачивается быстро, как правило вам там нужно лишь немного подправить слизавшиеся кромки, поэтому следует внимательно контролировать процесс, чтобы не срезать лишнее с рабочей победитовой поверхности сверла.
Сверла с напайками рекомендуется затачивать аналогично простым сверлам малого диаметра, т.е. следует делать заточку задней поверхности плоской. При этом точить заднюю поверхность следует, как показано на фото, стачивая сверло до самой напайки:
Заточенный бур по с напайкой.
Желательно подточить переднюю поверхность. Если напайка уже сточена до самого сверла, то без подточки просто нельзя обойтись, поскольку мягкий металл, выходит на режущую кромку со стороны передней поверхности. Передняя поверхность одновременно подтачивается так, чтобы толщина центра напайки стала меньше.
Подточка напайки со стороны передней поверхности.
Во время заточки сверла старайтесь быть точным и внимательно следите за тем, чтобы его режущие стороны были одного размера. Если это не удается достичь, то смещенный центр ости обязательно приведет к тому, что отверстие сверления будет увеличенным и неровным. Независимо от устройства, на котором выполняется заточка, нужно контролировать соотношение передних и задних углов кромки реза в направлении вращения.
Еще одно правило, которого следует придерживаться, чтобы правильно заточить сверло по бетону: чем тверже материал, тем больше угол заточки. Для победита он составляет 170 градусов.
В процессе заточки нельзя допускать нагревания сверла, т. к. могут появиться трещины и возможно отслоение твердосплавных пластин. Для того, чтобы не допустить этого, периодически следует охлаждать сверло жидкостью. Для охлаждения можно использовать обычную воду.
к. могут появиться трещины и возможно отслоение твердосплавных пластин. Для того, чтобы не допустить этого, периодически следует охлаждать сверло жидкостью. Для охлаждения можно использовать обычную воду.
Предлогаем посмотреть подборку видеороликов по заточке сверл с победитовыми напайками.
Видео. Заточка буров для перфоратора. Часть — 1.
Видео. Заточка буров для перфоратора. Часть — 2.
Если вы заметили ошибку, не рабочее видео или ссылку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Как правильно заточить сверло по металлу! Видео о правильной заточке сверл
В домашнем хозяйстве самым востребованным электроинструментом является дрель. Используя надежного помощника можно не только высверливать практически любые отверстия, но и вырезать места под установку электромонтажных приборов, включая розетки, выключатели.
Но для этого вам обязательно понадобится набор сверл. Выпускаются сверла для работы с любыми материалами.
В процессе работы сверла тупятся и нуждаются в заточке.
Размещенный ниже материал рассказывает, как правильно заточить сверло по металлу в дополнение посмотрите видео о вариантах заточки
Что такое сверло и как его заточить
Для выполнения сверлильных работ выпускаются специальные инструменты, самым распространенным из которых является сверло.
Внимание! Для работы с различными материалами выпускаются специальные сверла с разным углом заточки сверла.
Кроме того, на углы заточки влияет структура материала. Но обо всем по порядку.
Различные способы заточки
Сверлом называется режущий инструмент, выполняющий процесс резания за счет вращательного движения при осевой подаче.
Сверла применяются не только для изготовления сквозных отверстий различных диаметров, но и для рассверливания уже существующих отверстий.Применяя сверло, вы можете просверлить сквозное отверстие, сделать углубление нужного диаметра, выполнить сверловку на требуемую глубину.
Но для выполнения перечисленных работ вам понадобится сверло нужного диаметра.
К тому же сверло должно быть правильно заточенное.
Различные способы заточки под определенный материалА для того чтобы узнать, как заточить сверло, надо уточнить, для какого материала инструмент будет использоваться.
Конструктивно сверла выпускаются спиральные, плоские или перовые, кольцевые, центровые, для глубокого или одностороннего резания.
Спиральные сверла выпускаются различных диаметров. Диапазон 0,1…80 мм при длине рабочей части до 275 мм.
Плоские сверла используются для изготовления отверстий большого диаметра на большую глубину. Конструктивно режущая часть выполнена в виде лопатки, крепится к державке.
Кольцевые сверла выполнены в виде пустотелой трубы, у которой работает узкая кольцевая режущая часть.
Центровые сверла используются для центровки деталей при точении.
Но все перечисленные инструменты в процессе работы тупятся. А раз сверла тупятся, их надо затачивать. А чтобы узнать, как правильно заточить сверло, надо представлять, для какого материала будет использоваться инструмент и од этого менять угол наклона заточки.
Реже всего тупятся сверла при работе по дереву. Если вы используете сверла при сверловке только по дереву, то такие сверла не требуют заточки на протяжении нескольких месяцев или лет. Надо только бережно относиться к их хранению и использованию.
Для нас же важно научиться затачивать сверла при работе по металлу, бетону.
Для того чтобы узнать, как правильно заточить сверло по металлу, достаточно посмотреть видео о способах и углах заточки.
Чтобы произвести заточные работы, надо иметь не только заточное оборудование, но и средства защиты.
Из средств защиты надо обязательно приобрести защитные очки.
А для заточки сверла лучше всего купить заточной станок.
Видео:
Несколько слов о заточном станке
Чаще всего заточной станок изготавливается на основе небольшого электродвигателя переменного тока 220 в.
Частота вращения заточного станка от 1500 об/мин.
Станок должен быть оборудован в обязательном порядке прозрачным защитным экраном, подпятником.
В домашних условиях не следует использовать сверла диаметром более 16 мм.
Так как правильно заточить сверло по металлу, если сверло затупилось?
О том, что сверлу требуется заточка, можно судить по появляющемуся характерному скрипу при сверлении, особенно в его начале. Одновременно сверло начинает сильно нагреваться, что еще больше приводит к его стиранию.
Точатся сверла на специальных заточных станках. В домашних условиях сверла можно затачивать на простом точиле с камнем, при помощи болгарки с насадкой, на наждачке.
Итак, как правильно заточить сверло по металлу?
Как затачивать сверло, определяет форма задней плоскости сверла.
Дело в том, что заточка сверла производится по задним граням.
Внимание! Правильно заточенное сверло имеет два зуба, заточенные абсолютно одинаково.Говоря о видах заточки, отметим, что их бывает несколько.
Самый простой, одноплоскостной.
Для выполнения одноплоскостной заточки сверло приставляется режущей частью к заточному кругу параллельно. В процессе заточки запрещается перемещать или вращать сверло.
Это самый простой вид заточки. Но его рекомендуется использовать для сверл диаметром до 3 мм. Самым большим недостатком такого вида заточки считается разрушение режущей кромки сверла в процессе работы в виде выкрашиваемости.
Второй распространенный вид заточки называется коническим.
Данный вид заточки используется для сверл диаметром свыше 3 мм. Это более сложный вид заточки.
Коническую заточку сверла сложно выполнить вручную.
Для ее выполнения, надо взять сверло в левую руку, зажав рабочую часть. Правой рукой зажимается хвостовик.
Сверло прижимается режущей кромкой к торцу заточного круга под нужным углом.
Покачивая сверло правой рукой, создайте конусную поверхность на задней грани сверла.
Внимание! Плавными и медленными движениями руки затачивайте перо сверла, не отрывая его от поверхности камня.
Эти же действия выполните и для второй части сверла.
Внимательно следите за выдерживанием формы задней грани и углом заточки.
Для точного измерения углов заточки применяйте специальный прибор, называемый угломером.
Если измерительного прибора нет, можно сделать шаблон.
А какие углы надо выдерживать, где узнать их величину.
Угол заточки сверла по металлу выбирается из таблицы.
Важно! В процессе работы не перегревать сверло, перегрев приводит к послаблению стали. Обязательно делайте охлаждение и закалку водой.
Чтобы обеспечить требуемые углы заточки сверла, рекомендуется использовать специальные приспособления.
Приспособление позволяет затачивать углы сверла с выдерживанием требований таблиц.
-
__TITLE__
Методы заточки сверл болгаркой в домашних условиях, своими руками
О заточке сверла при помощи точильного камня мы рассмотрели. А еще как самому заточить сверло?
Если нет под рукой заточного станка, можно обойтись болгаркой.
Способ 1
Данный способ заключается в том, что сверло жестко крепится в тисках или приспособлении. Задается угол закрепления.
На болгарку устанавливается диск для работы по металлу. Вращающийся диск периодически подводится к плоскости сверла.
А как заточить сверло болгаркой, хорошо показано на предлагаемом видео.
Внимание! Предлагаемый вариант небезопасен. Лучше и надежнее будет, если закреплять сверло в приспособлении или тисках.
Видео:
Способ 2
При этом способе заточки крепится болгарка. На болгарку устанавливается диск с мелкой наждачной бумагой.
На болгарку устанавливается диск с мелкой наждачной бумагой.
Сверло держится рукой, прикладывается к диску режущей частью.
Все отлично видно, как заточить сверло по металлу болгаркой на видео.
Видео:
Правила заточки победитовых сверл
А как заточить победитовое сверло? Победитовое сверло чаще всего используют для сверления отверстий в бетоне, кирпиче, камне.
В процессе работы сверло нагревается, издавая визжащий звук. Это первый признак, что сверло нуждается в заточке.
Подробно о способах, как заточить победитовый бур для перфоратора.
Чтобы заточить победитовое сверло, лучше воспользоваться точильным станком с алмазным диском. Внимание! Старайтесь выдерживать угол заточки. Для победитового сверла он равен 170º.
Заточка победитового сверла заключается в подправке затупившейся режущей кромки.
Видео:
Работа с наждаком
Плавным касанием сверла к заточному камню подправьте переднюю поверхность сверла.
Сверло берется в левую руку ближе к режущей части, правой рукой держится за хвостовик. Сверло подводится к заточному камню, отрезному диску болгарки или грибу с установленным наждачным полотном.Заточка заключается в подправке режущей кромки победитового сверла, которая при сверловке твердой поверхности затупляется.
Внимание! Надо помнить, что частота вращения заточного камня зависит от твердости сверла. Чем тверже материал сверла, том медленнее должен вращаться диск.
В процессе заточки необходимо следить за одинаковостью режущих сторон. В противном случае у вас получатся увеличенные и неровные отверстия. Важно не перекаливать сверло и охлаждать.
Видео:
Видео:
Выводы:
-
- – сверло можно заточить правильно и в домашних условиях самому;
-
- – сверла до 3 мм предпочтительнее затачивать одноплоскостным видом заточки;
-
- – для сверл свыше 3 мм рекомендуется применять коническую заточку;
-
- – для заточки можно использовать не только специальное оборудование, но и болгарку с наждачной насадкой;
-
- – заточку победитового сверла лучше производить на заточном станке с алмазным диском;
-
- – при заточке обязательно пользоваться защитными очками.
Видео подобранное по теме заточки сверл разными способами
Видео:
Видео:
Видео:
Как заточить сверло по металлу: угол заточки, основные правила
Рассказываем как заточить сверло по металлу правильно при помощи точила, болгарки и приспособлений. Основные требования и правила заточки в домашних условиях. Особенности восстановления победитовых и ступенчатых сверл. Угол заточки, использование шаблонов.
Со временем даже самое качественное сверло затупляется, все хуже входит в металл и не позволяет проделать ровное отверстие требуемой точности. В большинстве случаев ничего не остается, как заточить сверло по металлу, не отходя от рабочего места. Заточка сверл позволяет в полной мере восстановить их характеристики и работоспособность. Конечно, приобрести новое изделие намного проще, чем устранить проблему своими руками. Чтобы правильно заточить, вовсе не обязательно наличие специального оборудования: восстановить сверло можно с применением несложного инструмента.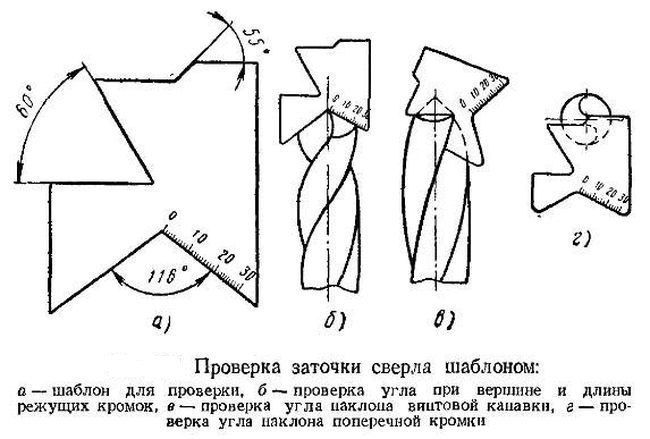
Как определить необходимость заточки сверла
Потребность в заточке сверла определяется при появлении одного из следующих признаков:
- повышенного шума в процессе погружения в металл;
- появления мелкой стружки;
- сильного нагрева изделия.
Затупленное спиральное сверло при трении издает неприятный для слуха высокочастотный звук. Потому следует немедленно остановить работу и перейти к заточке инструмента, иначе он слишком перегреется и не будет подлежать восстановлению.
Ухудшение наточки сверла также можно заметить по прекращению образования спиралевидной непрерывной стружки, появлению мелких частиц металла.
Приспособления для заточки
Для сокращения времени работы и улучшения ее качества важно подобрать приспособление, позволяющее удерживать режущий инструмент неподвижно. Нормальная заточка сверл по металлу во многом зависит от точности выставления требуемого угла и возможности регулирования подачи в процессе точения.
Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм. Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении.
Для работы в домашних условиях нет смысла покупать дорогостоящее профессиональное оборудование: можно ограничиться точильным кругом в паре с держателем либо вовсе выполнить выправку изделия вручную.
При помощи болгарки
Помимо самой машинки, для работы также нужны тиски, в которых фиксируется отлаживаемый режущий инструмент.

Чтобы заточить сверла по металлу болгаркой, необходимо соблюдать следующую последовательность работ:
- изделие вертикально зажать в тисках;
- сначала обработать тыльную кромку до удаления следов износа;
- рабочую грань обточить под 120°.
Для недопущения перегревания сверла контакт его со шлифовальным диском должен длиться не более 1–2 секунд. Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
Для установления угла заточки можно воспользоваться пластиковым шаблоном, периодически прикладываемым к поверхности.
Заточка на точиле
Заточка на точильном круге считается более удобным и безопасным способом по сравнению с болгаркой.
Если опыт не позволяет определить уровень износа сверла по металлу и выполнить его оправку на точиле «на глаз», нужно воспользоваться специальным приспособлением – держателем, устанавливаемым вблизи рабочего диска. Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.
На обточном станке затачивание сверл по металлу не представляет никакой сложности.
Инструмент закрепляется в фиксаторе, включается точило, и рабочие кромки слегка прижимаются к кругу под нужным углом. При наличии мелких зазубрин перед точением их следует удалить равномерно со всех сторон.
Работать на станке следует осторожно. Сверла больших диаметров способны нагреваться до значительных температур, что приводит к уменьшению прочностных характеристик металла.
При помощи насадки на дрель
Качественно и быстро точить сверла средних диаметров (4–10 мм) можно и без заточного круга, используя стандартные насадки для дрели.
Заточка производится в таком порядке:
- на дрель ставится насадка;
- в отверстие требуемого диаметра устанавливается сверло;
- включается дрель, изделие обтачивается с одной стороны;
- для отладки противоположной режущей грани инструмент поворачивается на 180°.
Применение насадки имеет некоторые особенности:
- Качественная и эффективная заточка возможна только для незначительно затупившихся сверл.
 При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.
При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится. - Фиксированный угол заточки. Насадка подходит только для сверл, используемых для работы с определенными материалами.
Несмотря на имеющиеся конструктивные недостатки, применение насадок позволяет значительно ускорить и упростить восстановление рабочих кромок сверла по металлу. Популярность также обусловлена невысокой стоимостью приспособлений.
Заточка напильником или надфилем
Сверло, применяемое для обработки металла, заточить напильником либо надфилем невозможно по двум причинам:
- Твердость материала. Даже самый лучший напильник сотрется, прежде чем исправит режущий инструмент.
- При использовании алмазных либо абразивных брусков невозможно вручную выдержать нужный угол.
Порядок заточки сверла
Для качественной оправки затупившегося сверла рекомендуется применение дополнительных приспособлений.
В качестве простейшего можно использоваться втулку, внутренний диаметр которой соответствует поперечному размеру режущего инструмента, жестко зафиксированную под требуемым углом. При подборе такой втулки особое внимание уделяется точности и плотности входа сверла внутрь шаблона, так как отклонение даже в несколько градусов существенно снизит качество восстановления кромок.
Приспособление можно оснастить набором алюминиевых либо медных трубок, соответствующих типовым диаметрам сверл. Нередко умельцы дополняют изделие деревянным бруском, в котором проделаны отверстия различных диаметров.
Основным элементом такого шаблона для заточки сверл по металлу является подручник, предназначенный для решения следующих важных задач:
- обеспечение точного положения инструмента и его перемещения относительно точила;
- выполнение функции упора, не позволяющего обрабатываемому изделию отходить назад.
Заточка сверл с использованием приспособления из дубового бруска позволяет точно выставить требуемый угол.
Также режущий инструмент можно легко восстановить на самодельном заточном станке.
Правильный угол
Для качественной и точной заточки сверла важно подобрать правильный угол.
Существует зависимость от материала заготовки угла заточки сверла по металлу, таблица которой приведена ниже.
Таким образом, чем мягче металл заготовки, в которой требуется проделать отверстие, тем угол тупее.
Доводка после заточки
Работа проводится на специальных кругах для доводки, сочетающих грубую обработку металла с финишной.
Диски изготавливаются из относительно мягкого материала, позволяющего убрать царапины, наплывы и прочие незначительные дефекты поверхности. Устранение их осуществляется без изменения геометрических параметров режущих граней. Обычно такие круги ставятся на перфоратор либо болгарку, фиксируются и надежно зажимаются, благодаря чему появляется возможность обработки сверла, зажатого в тисках либо ином приспособлении.
Кроме доводочных дисков, довести режущие поверхности до совершенства можно при помощи наждака, установленного на дрель или болгарку.
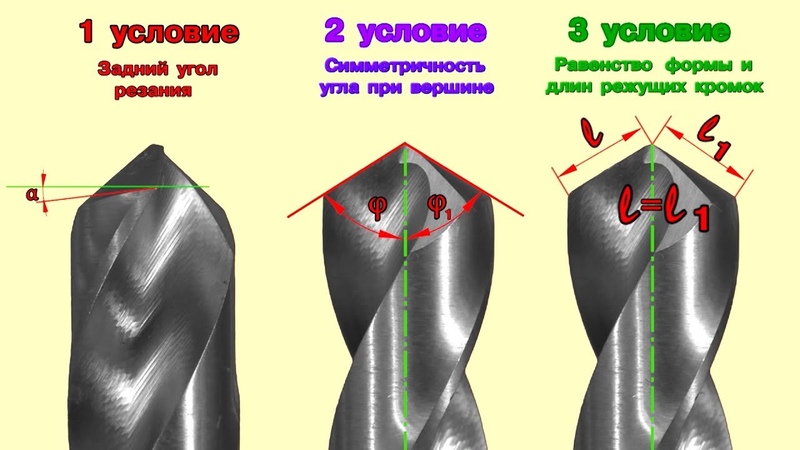
Проверка заточки
Для быстрой проверки правильности заточки инструмента используют специальный шаблон, при помощи которого можно контролировать:
- длины рабочих граней;
- положение вершин углов;
- угол наклона винтовой канавки;
- угол продольной грани.
Подточка сверла
Для сверл по металлу диаметром от 10 мм требуется дополнительная подточка передней кромки.
Смысл такой операции заключается в увеличении угла режущей грани и уменьшении наклона передней кромки. Цель – придание металлу стойкости к крошению и повышение рабочего ресурса режущего инструмента.
Кроме того, подточка позволяет сузить поперечную кромку, из-за чего материал заготовки по центру отверстия скоблится, что облегчает сверление. Дополнительная обработка сверл с небольшим задним углом позволяет снизить силу трения внутри отверстия.
Проверка правильности заточки сверла
Правильность восстановления сверла можно установить посредством шаблона, сделанного из листового металла толщиной 1 мм. С его помощью выполняется контроль:
- угла между перемычкой и режущей кромкой;
- угла вершины;
- длины рабочих граней.
Подобный угломер можно изготовить из обычного металлического транспортира. Лишнюю часть следует отрезать, потому как при точении сверл по металлу углы до 30° не применяются.
Контроль заднего угла осуществляется опосредованно через определение угла заострения.
Для самостоятельного изготовления шаблона достаточно перенести требуемые углы на лист металла. В качестве эталона можно применить новое, еще не использованное изделие.
Для проверки правильности заводской заточки заготовка из любого мягкого металла просверливается на глубину 1 см, после чего замеряется диаметр полученного отверстия. Он должен в точности соответствовать заявленному типовому размеру сверла.
Неправильное восстановление рабочих кромок, если клинья их несоразмерны друг с другом либо заточены они под различными углами по отношению к оси инструмента, вызовет биение сверла. В итоге диаметр отверстия будет большим.
Также правильность заточки можно легко выявить по типу стружки, выходящей при сверлении металла. При разбежке в углах инструмент будет заходить туго, придется прикладывать значительно большие усилия для погружения его в металл.
Важные правила
Точение сверл по металлу не вызывает у опытных домашних мастеров никаких трудностей. Но все же существует несколько важнейших правил:
- Главное требование, которого следует придерживаться при разработке конструкции станка для точения: изделие должно оставаться неподвижным, не вращаться вокруг своей оси. Если оно повернется хотя бы на градус, выправку придется повторять заново.
- Поверхность круга или заточного диска должна быть идеально ровной.
 Потому периодически ее необходимо править эльборовыми насадками.
Потому периодически ее необходимо править эльборовыми насадками. - По окончании работы восстановленному инструменту для сверления металла следует дать остыть в естественных условиях и только затем выполнять проверку геометрических параметров посредством шаблона.
Длины режущих граней должны отличаться одна от другой не более чем на 0,1–0,3 мм. Данное правило особенно важно для инструмента небольшого диаметра.
Можно ли восстановить победитовое сверло
Инструмент для сверления металла с наконечником из победитовой стали также со временем может затупиться. Для восстановления его рабочих свойств подойдет лишь алмазный круг, вращающийся на малых оборотах. Но перед тем как пробовать заточить победитовые сверла, необходимо удостовериться в возможности такой работы: высота рабочей части должна быть не менее 1 см.
Инструмент с напаянным твердым металлом затачивается теми же способами, как и обычный, небольшого диаметра, – подточкой поверхности задней части. Убирать материал необходимо полностью, вплоть до самой напайки. Если пластина стерлась до поверхности стержня, желательно также подтачивать и переднюю часть до снижения толщины напайки по центру. Работу выполнять нужно с максимальной осторожностью, чтобы не срезать лишний ценный металл.
При обработке необходимо следить за нагревом режущего инструмента, так как чрезмерное повышение температуры может привести к растрескиванию или излому пластины по контуру спайки. Для охлаждения допускается использование любой жидкости, например чистой холодной воды. Но если металл уже раскалился и приобрел красноватый оттенок, принудительно охлаждать его нельзя: инструмент обязательно треснет.
Особенности заточки ступенчатых сверл
Ступенчатые сверла по металлу производятся в нескольких конструктивных исполнениях, каждая модель при этом предназначена для устройства отверстий диаметром 4–32 мм. Это дорогостоящий, но очень качественный инструмент, способный прослужить до 2 лет даже при интенсивном использовании.
По рекомендациям производителя возможна заточка ступенчатых сверл по металлу, но только некоторых моделей. Остальные восстановлению и последующему повторному применению не подлежат.
В отличие от обычных конусные сверла заточить непросто: при неправильном выполнении работы режущая кромка инструмента может прийти в негодность.
Для возвращения к жизни ступенчатого резца используется наждачная бумага, которой оборачивается специальный вращающийся диск. При этом обработку можно проводить как при помощи станка для концевых фрез, так и руками. Первый вариант применяется для изделий со спиралевидными канавками, второй – для инструмента с прямыми полостями.
А вы сталкивались когда-нибудь с необходимостью заточки сверла по металлу в домашних условиях? Все ли у вас получилось или возникли какие-то затруднения? Поделитесь, пожалуйста, собственным опытом в комментариях.
Как заточить сверло по металлу?
Затупившееся сверло будет создавать дым и скрежет даже при сверлении мягкого металла. Когда свёрла затупляются, вы начинаете надавливать при сверлении сильнее, что неизбежно приводит к повреждению сверла и даже может привести к вашей травме. До того, как вы соберётесь в магазин, чтобы купить новые свёрла, попробуйте сначала простую технику заточки и сэкономьте время и деньги. Требуется около 30 секунд, чтобы наточить сверло и не более минуты, чтобы восстановить повреждённое, сломанное или сколотое сверло. Спиральные свёрла довольно легко заточить. А если испортить, то самое худшее, что может случиться, это то, что придётся сточить несколько миллиметров сверла, пока не получится всё сделать правильно.
Требуется около 30 секунд, чтобы наточить сверло и не более минуты, чтобы восстановить повреждённое, сломанное или сколотое сверло. Спиральные свёрла довольно легко заточить. А если испортить, то самое худшее, что может случиться, это то, что придётся сточить несколько миллиметров сверла, пока не получится всё сделать правильно.
Содержание статьи:
Признаки сверла, требующего заточки
На сверле есть несколько признаков, по которым можно определить, что оно требует заточки. Для быстроты можно обращать внимание только на 3 основные его части: режущие кромки, задние поверхности (площадка за кромками) и перемычка в центре кончика сверла. Две режущие кромки на сверле должны быть острыми и симметричными. Задние поверхности — это то, что следует за режущими кромками и будет поддерживать режущий край, когда сверло сверлит. Эти «площадки» должны быть наклонены таким образом, чтобы оставить зазор между деталью, которую вы сверлите. Перемычка находится в самом центре кончика сверла и влияет на его центрирование и заход в материал при начале сверления. Она не должна быть слишком толстой.
Как заточить сверло по металлу
- Затачивание сверла заключается в восстановлении остроты режущих кромок. Обтачивать нужно как сами кромки, так и задние поверхности, которые следуют за кромкой. Сверло будет врезаться в материал, если с поверхностью соприкасаются только перемычка на кончике сверла и режущие кромки, а задние поверхности за этими кромками должны находиться на расстоянии от поверхности. Задние поверхности (площадки за режущими кромками) должны располагаться под углом 7–10 градусов относительно перпендикулярной линии оси сверла. Они имеют изогнутую форму, что придаёт опору кромкам.
 Если эти площадки не будут изгибаться под определённым углом, а будут на одном уровне с режущими кромками, то сверления просто не получится.
Если эти площадки не будут изгибаться под определённым углом, а будут на одном уровне с режущими кромками, то сверления просто не получится. - Точильные станки обычно имеют два шлифовальных круга, один грубый, второй для более тонкой заточки. Если сверло крупное, сильно изношено и повреждено, то начните с грубого круга, потом переключитесь на второй круг. Если сверло выглядит нормально, начните сразу с круга для тонкой заточки. Обратите внимание, что край шлифовального круга должен быть гладким и ровным. Если это не так, его нужно обработать для сглаживания и выравнивания. Ширина шлифовального круга должна с запасом превышать длину режущей кромки затачиваемого сверла.
- Перед заточкой не рекомендуется надевать защитные перчатки, так как их может затянуть в станок вместе с рукой. Кроме того, перчатки ослабляют способность надёжно удерживать сверло. При этом желательно надевать защитные очки.
- При заточке, сверло нужно располагать под углом примерно 59–60 градусов относительно поверхности круга. Под этим углом располагается каждая из двух режущих кромок, образуя общий угол при вершине 118 градусов (у большинства сверл по металлу, у сверла для твёрдого металла угол может быть другой, см. в этой статье “угол при вершине”). То есть, нужно держать сверло так, чтобы режущая кромка располагалась горизонтально и была параллельна поверхности круга. Это не сложно выполнить, но при малом опыте, для облегчения процесса, можно использовать следующие приёмы.
- На подручнике можно провести черту (или несколько, как на фото) или наклеить малярную ленту под углом 60 градусов, чтобы можно было визуально совмещать с этой чертой боковую часть сверла. Это будет как ориентир, чтобы затачивать правильный угол при вершине сверла. Также, на подручнике можно расположить уголок под нужным углом к кругу и прикрепить его струбциной.
 Нужно будет прижимать к уголку сверло, и подводить его к кругу.
Нужно будет прижимать к уголку сверло, и подводить его к кругу.
- Не критично, если угол при вершине будет не точно 118 градусов, но углы и длина режущих кромок должны быть симметричными с обеих сторон. В этом случае отверстия, сделанные заточенным сверлом, будут получаться нужного диаметра.
- Попрактикуйтесь держать сверло. Оно будет лежать на пальцах правой руки, которые опираются на подручник. Сверло прижимается сверху большим пальцем. Пальцы второй руки держат сверло за хвостовик и обеспечивают его движение. Можно поменять расположение рук, как Вам будет удобнее.
- Удерживайте одну из режущих кромок сверла под углом 60 градусов к поверхности шлифовального круга. В начале заточки нужно, чтобы линия режущей кромки находилась горизонтально.
- Включите наждак. Медленно двигайте сверло, пока оно не коснётся кромкой круга. Далее нужно легко прижать кромку к поверхности круга и начинать двигать кончик вверх (опуская хвостовик, угол сверла к кругу сохраняется 60 градусов). То есть, затачивается режущая кромка, потом продолжается обточка площадки за кромкой (задней поверхности), а режущая кромка отходит от круга, сохраняя горизонтальное расположение (но сверло продолжает контактировать с шлифовальным кругом площадкой за режущей кромкой). После обточки задней поверхности, нужно отвести сверло от шлифовального круга. Так нужно сделать один или несколько раз и переходить к заточке второй стороны сверла.
- Далее следует перевернуть сверло на 180 градусов, сохраняя его положение под углом 60 градусов относительно круга (режущая кромка сверла располагается горизонтально), и начать процесс заточки второй стороны сверла.
- Если приходится много стачивать металла, то металл будет нагреваться.
 Держите ёмкость с водой рядом, чтобы периодически погружать туда сверло для охлаждения. При шлифовании не допускайте перегрева сверла. Перегрев приведет к тому, что кромки сверла станут синими, что свидетельствует о потере закалки сверла. Если так случится, то синяя область должна быть полностью сточена.
Держите ёмкость с водой рядом, чтобы периодически погружать туда сверло для охлаждения. При шлифовании не допускайте перегрева сверла. Перегрев приведет к тому, что кромки сверла станут синими, что свидетельствует о потере закалки сверла. Если так случится, то синяя область должна быть полностью сточена. - Если обе режущие кромки стали острые, проверьте, одинаковые ли они по длине. Сравнение длины кромок можно определить как визуально, на глаз, так и измерив штангенциркулем. Более длинную кромку можно дополнительно подточить.
- По неопытности, может потребоваться много повторений, чтобы две режущие кромки сверла стали симметричными. Это нормально и требует большого терпения. Продолжайте затачивать до достижения результата. Чаще переворачивайте сверло, чтобы не заточить одну сторону больше другой.
- Для незначительной корректировки режущих кромок, а также при подправке её остроты, можно обтачивать не всю поверхность, следующую за ней, а только саму кромку (небольшую полоску вдоль неё). Это можно сделать, легко касаясь режущей кромкой круга при её горизонтальном положении.
- Для проверки формы и расположения обточенных задних поверхностей можно использовать как специальный шаблон, так и самодельный, который можно вырезать из листового материала. Другой многим известный способ определить правильность угла при вершине – положить вплотную две гайки с шестигранной головкой, чтобы две их кромки соприкасались (как показано на фото). После нескольких проходов шлифования проверьте сверло. Оно должно подходить прямо в угол двух гаек. Так проверяется угол при вершине 118 градусов.
Уменьшение перемычки кончика сверла
При заточке сверла большинство людей делают ошибку, не уменьшая перемычку на его кончике.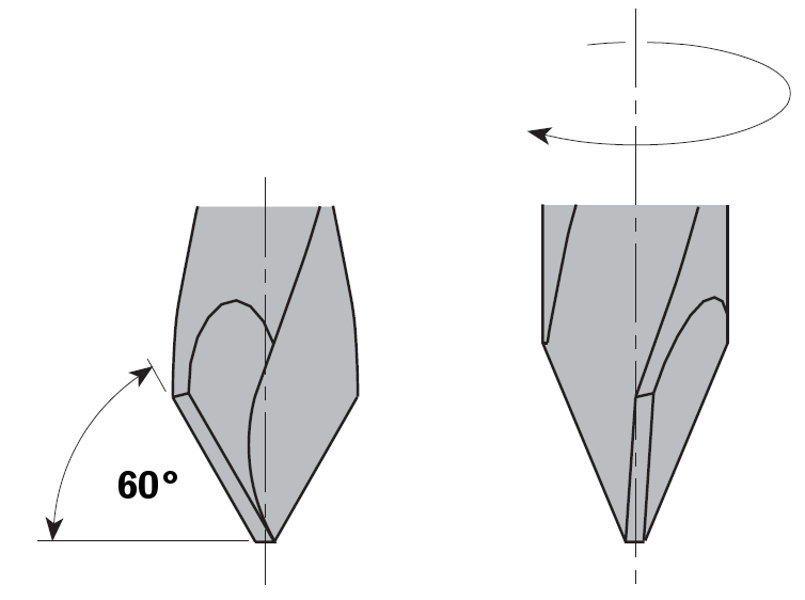 В дальнейшем приходится использовать большее давление при сверлении. Почему перемычка при заточке сверла получается широкой? Толщина центральной части сверла (сердечника) неравномерная. Она увеличивается от кончика сверла к хвостовику, для его укрепления. Перемычка – это, по сути, и есть кончик «сердечника» сверла. В более крупных сверлах, когда сверло многократно затачивали, толщина перемычки становится больше (так как «сердечник» сверла становится толще, ближе к хвостовику).
В дальнейшем приходится использовать большее давление при сверлении. Почему перемычка при заточке сверла получается широкой? Толщина центральной части сверла (сердечника) неравномерная. Она увеличивается от кончика сверла к хвостовику, для его укрепления. Перемычка – это, по сути, и есть кончик «сердечника» сверла. В более крупных сверлах, когда сверло многократно затачивали, толщина перемычки становится больше (так как «сердечник» сверла становится толще, ближе к хвостовику).
Во время сверления центр сверла тормозит процесс, создавая 50–70% сопротивления. Это можно исправить путем уменьшения поперечной кромки стачиванием. Уменьшение перемычки очень эффективно для снижения сопротивления резке сверла, а также способствует лучшему удалению стружки.
Она шлифуется на менее грубом шлифовальном круге, его краем. Из каждой канавки должно быть сточено равное количество металла. При её стачивании будьте осторожны, чтобы не сделать перемычку слишком тонкой и не повредите режущие кромки. Особенно нужно быть осторожным на свёрлах малого диаметра, чтобы не сточить лишнего.
Тестирование заточенного сверла
Для быстрой проверки, поместите кончик сверла на деревянный брусок и просто поверните его медленно вручную (по часовой стрелке). Правильно заостренное сверло легко начнет врезаться в дерево, даже при очень небольшом давлении.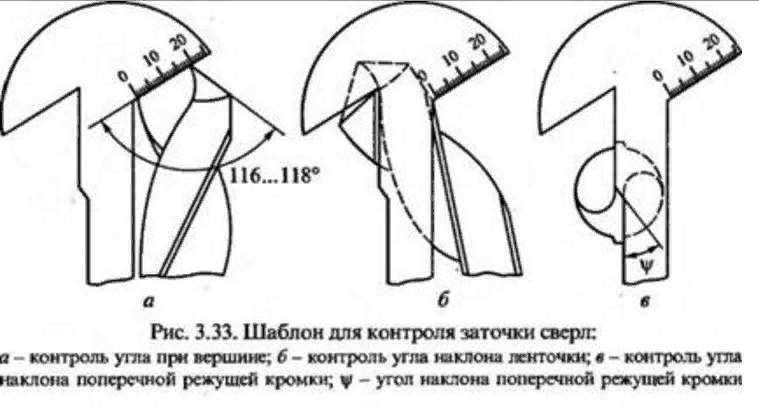
Для настоящего теста установите сверло в дрель. Попытайтесь просверлить брусок дерева. Сверло должно войти в дерево без усилия. Обе кромки должны срезать одинаковый слой материала. Стружка должна одинаково выходить с обеих сторон.
Анатомия сверла
При заточке сверла по металлу необходимо иметь представление о его устройстве.
Для сверления металла наиболее часто применяются спиральные свёрла. В основном, когда вы выбираете сверло для вашей работы, учитывайте его длину, тип кончика, тип спиральной канавки, металл из которого оно сделано.
Рабочая часть сверла подразделяется на две части – на режущую и калибрующую (направляющую). Режущая (или заходная) часть состоит из 2‑х режущих кромок, задних поверхностей (идут на этой же площадке сразу за кромками) и перемычки. Направляющая часть имеет 2 спиралевидные ленточки, к которым примыкают канавки для стружки, а с другой стороны – спинками.
Разберём базовые характеристики спирального сверла: угол при вершине, угол зазора режущих кромок, главные режущие кромки, перемычка между кромками и угол спирали.
Угол при вершине
Он расположен на кончике спирального сверла. Это угол между двумя режущими кромками. Он обязателен, чтобы центровать спиральное сверло на материале, который сверлите. Угол при вершине варьируется на разных сверлах и должен быть адаптирован к материалу (его твёрдости), который Вы будете сверлить. Чем жестче металл, тем больше угол при вершине (и, следовательно, более плоский кончик).Наиболее универсальное спиральное сверло по металлу имеет угол при вершине 118 градусов, приемлемый для использования на древесине, мягком металле, металле средней твёрдости, пластике и большинстве других не твёрдых материалов. Для твёрдых материалов, таких как нержавеющая сталь, угол при вершине должен быть больше (135 градусов).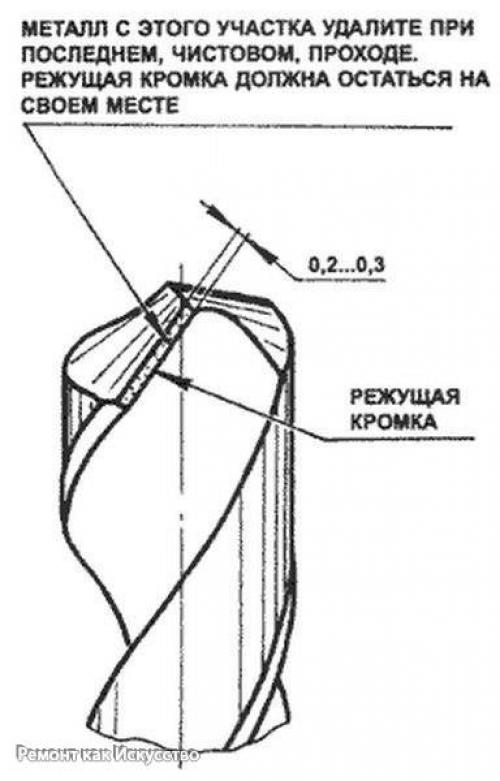 С большим углом при вершине начинает действовать большая часть режущих кромок раньше. Более маленький угол, например 90 градусов, подходит для очень мягких пластиков и других мягких материалов (к примеру, алюминия). Он будет тупиться при сверлении твёрдых материалов.
С большим углом при вершине начинает действовать большая часть режущих кромок раньше. Более маленький угол, например 90 градусов, подходит для очень мягких пластиков и других мягких материалов (к примеру, алюминия). Он будет тупиться при сверлении твёрдых материалов.
Задние поверхности и угол их расположения
Оба режущих края должны иметь рельеф, позволяющий им войти в заготовку для выполнения резки металла. Задние поверхности (площадки за режущими кромками) сверла располагаются на другом уровне, чем режущие кромки. Они плавно изгибаются, образуя «просвет» и позволяя резать кромкам при сверлении. Свёрла общего назначения имеют «просвет» от 8 ° до 12 ° (или даже до 15 градусов). Слишком большой зазор вызовет недостаточную опору режущих кромок, и не будет достаточной толщины кромок, чтобы отводить выделяющееся тепло при сверлении. Величина этого угла влияет на твёрдость материала, который сверлите. Меньший угол для более твёрдого материала, а больший – для более мягкого. Недостаточно большой угол зазора (менее 9 градусов) потребует усиленного давления при сверлении, что может вызвать повреждение перемычки на кончике сверла.Перемычка
Две режущие кромки вместе с задними поверхностями (площадками, следующими за кромками) в месте соединения образуют перемычку. Она расположена в середине кончика сверла, также участвует в резке, но не режет так эффективно, как режущие кромки. Центральная перемычка отвечает за ввод сверла в материал, его центрирование.
Спиральные ленточки
Располагаются на наружной винтовой поверхности направляющей части сверла. Ленточки уменьшают трение, улучшают отвод тепла и обеспечивают направление сверла в отверстие.
Спиральные канавки для стружки
Спиральные канавки служат каналом для вывода вырезанного материала (стружки) из отверстия, позволяют специальной жидкости для резки и сверления достичь режущих кромок.
Угол спирали
Угол наклона спирали у сверл по металлу может отличаться. Большие углы спирали обеспечивают эффективное удаление мягких, длинномерных стружек. Меньшие углы спирали используются для твердых материалов с короткими стружками.
Сверла, имеющие очень маленький угол спирали (10 ° — 19 °), имеют длинную спираль. В свою очередь, сверла с большим углом спирали (до 45 °) имеют короткую спираль. Свёрла с нормальной спиралью имеют угол спирали 19 ° — 40 °.
Хвостовик
Это конец сверла без спирали, который удерживается патроном дрели. Диаметр хвостовика важно учитывать при покупке сверла.
Длина сверла
Общая длина сверла – это размер от основания сверла до его режущего кончика. Длина спирального сверла влияет на его жесткость. Более короткое сверло будет крепче и, с меньшей вероятностью, будет блуждать или ломаться, но может не иметь достаточную длину, необходимую для всех работ. В то время как более длинные свёрла могут просверливать более глубокие отверстия, они являются более гибкими, что означает, что отверстия, которые они просверливают, могут иметь неточное расположение или отклоняться от заданной оси.
Из чего сделано сверло по металлу
- Для изготовления свёрл по металлу используется быстрорежущая сталь (англ. HSS / high speed steel — высокоскоростная сталь). На таких свёрлах имеется обозначение “HSS” на хвостовике. Это общее название сверл по металлу иностранного производства, дополнительные обозначения дают расширенную информацию о составе сверла. Это легированная сталь, используемая для изготовления металлорежущего инструмента, работающего при высоких скоростях резки. Свёрла сделаны из углеродистой стали с добавлением вольфрама, хрома, молибдена и других элементов.
 Это позволяет им использоваться на быстрой скорости вращения. Свёрла HSS более устойчивы к потере закалки, они довольно распространены в комплектах и пригодны для практически любого автомобильного использования. Если вам не нужно сверлить очень часто, то подойдёт даже самое недорогое сверло HSS.
Это позволяет им использоваться на быстрой скорости вращения. Свёрла HSS более устойчивы к потере закалки, они довольно распространены в комплектах и пригодны для практически любого автомобильного использования. Если вам не нужно сверлить очень часто, то подойдёт даже самое недорогое сверло HSS. - Кобальтовая сталь (свёрла с добавлением кобальта отмечены обозначением “Со” и указанием процента содержания кобальта на хвостовике (HSS Co‑5 и HSS Co‑8 или HSS‑E)). Данные свёрла очень долго сохраняют заточку, не теряют остроту режущих кромок даже при более высоких температурах. Если вам нужно сверлить нержавеющую сталь, кобальт — лучший вариант. У такого сверла есть и недостатки. Оно более хрупкое, чем простые HSS свёрла, поэтому может повреждаться легче, особенно при боковом напряжении или при застревании сверла в отверстии. Они также намного дороже. Кобальтовые свёрла служат очень долго, если с ними правильно обращаться.
- Карбид вольфрама (Tungsten Carbide / Solid Carbide). Это чрезвычайно жесткие сверла, но в то же время хрупкие. Это ограничивает их широкое применение при ручном сверлении. Чаще встречаются в промышленном применении, в инженерных цехах. Такие свёрла потребуются, если нужно сверлить высокопрочную сталь, чугун или сплавы титана.
Защитное покрытие сверла
Покрытие, нанесённое на сверло влияет на эффективность и срок его службы.
- Черный оксид (Black Oxide) — самое экономичное покрытие. Черный оксид добавляет защиту от коррозии, увеличивает отпуск и снятие напряжений в сверле. Это покрытие также уменьшает истирание, а также способствует сохранению охлаждающих и смазочных материалов для сверления на сверле. Черный оксид подходит для сверления чугуна и стали, но не рекомендуется для сверления алюминия, магния или подобных металлов.

- Оксид бронзы (Bronze Oxide) — увеличивает отпуск и снятие напряжений в сверле и, как правило, используется в одиночку для визуального определения кобальтовой стали или с черным оксидом для определения лучших сортов высокоскоростной стали.
- Нитрид титана (Titanium Nitride (TiN)). Более дорогое покрытие, которое увеличивает твердость сверла и обеспечивает тепловой барьер, приводящий к увеличению производительности и увеличению срока службы инструмента в более твердых материалах. Свёрла с покрытием нитрида титана подходят для сверления чугуна и стали, а также алюминия, магния. Однако на практике титановое покрытие, в конечном счете, изнашивается, и если заточить его, покрытие полностью теряется. Титановые свёрла выглядят как свёрла HSS с латунной или оранжевой окраской.
- Карбонитрид титана (TiCN — Titanium Carbonitride). Имеет сине-серый оттенок. Покрытые карбонитридом титана свёрла более твёрдые и износоустойчивые, чем многие другие покрытия.
- Покрытие цирконием (Zirconium Coating). Хотя не является основным материалом для свёрл, покрытые цирконием металлы очень хорошо служат. Покрытие из нитрида циркония может увеличить прочность твердых, но хрупких материалов. Состав циркония также уменьшает трение для повышения точности сверления.
Обозначения на свёрлах по металлу HSS
Иностранные производители добавляют обозначения на свёрла по металлу HSS, которые говорят об применяемых технологиях и других особенностях сверла.
- HSS‑R. Эта маркировка говорит о том, что сверло прошло термическую обработку и роликовую прокатку.
- HSS‑G. Режущие части таких инструментов подвергают шлифовке при помощи боразона (CBN). Сверла HSS‑G получили максимально широкое распространения из-за сочетания высоких эксплуатационных характеристик и доступности.
- HSS‑E VAP. Так маркируют сверла, основное предназначение которых — обработка заготовок из нержавеющей стали. К поверхностям таких инструментов стружка практически не липнет. Из-за этого они медленнее изнашиваются и реже ломаются.
- HSS‑E (HSS-Co8, HSS-Co5 и др.). Эта маркировка указывает на высокое содержание кобальта в сплаве. Такие сверла подходят для обработки вязких и сложных металлов.
- HSS‑G TiN. Такие сверла имеют напыление из нитрида титана. Оно значительно повышает твердость инструмента и его термостойкость.
- HSS‑G TiAlN. Такие сверла имеют напыление из нитрида титана, легированного алюминием. Оно еще больше увеличивает твердость инструмента и его термостойкость.
Как правильно сверлить металл?
- Даже самые дорогие и крепкие свёрла будут иметь срок службы всего несколько отверстий, если их использовать неправильно.
- Лучше меньше надавливать на сверло и использовать более низкую скорость вращения. Скорость должна быть адаптирована к твердости материала и размеру отверстия. В целом, чем больше диаметр, сверла, тем должна быть меньше скорость его вращения и наоборот, чем сверло меньше, тем скорость может быть выше. Свёрлами от 1.5 до 4.5 мм можно сверлить металл на скорости вращения 3000 оборотов в минуту. Для свёрл большего диаметра рекомендуются обороты от 350 до 1000. Во время сверления, если вы начинаете видеть дым или металл, с которым вы работаете, начинает обесцвечиваться и затемняться, вы сверлите слишком быстро. Скорость вращения влияет на нагрев сверла. Горячее сверло быстрее затупляется. Не существует единой скорости сверления для всех типов металлов. Как общее правило при сверлении металла: чем больше сверло и жестче металл, тем медленнее скорость вращения. Если сверло острое, для сверления отверстия не нужно огромное давление. Поломка часто возникает, когда вы пытаетесь сильно надавить на тупое сверло, чтобы оно быстрее сверлило. Это не работает, а только перегревает металл.
- Поскольку металлы имеют гладкие поверхности, полезно использовать кернение, чтобы центровать сверло. При сверлении больших отверстий можно предварительного просверлить металл сверлом меньшего диаметра. Это будет направляющей для вашего сверла и предотвратит его перемещение или скольжение при вращении. Сверлом меньшего диаметра лучше сверлить не насквозь. Оно также будет служить резервуаром для специальной охлаждающей и смазывающей жидкости.
- Постарайтесь держать сверло стабильно. Если его не сохранять перпендикулярным при сверлении, то оно может загибаться и сломаться.
- При сверлении листового металла, будьте осторожны, когда сверло начинает проходить через металл к другой стороне. Сверло может застрять при выходе с обратной стороны и зацепить материал снизу отверстия. В идеале нужно подложить брусок дерева под металл, чтобы он не прогибался в конце сверления. С опытом вы будете чувствовать изменения в звуке и сопротивлении, чтобы уменьшить давление в конце сверления.
- В зависимости от материала и размера отверстия может быть полезным или даже необходимым охлаждение сверла. При сверлении металл значительно нагревается, что может привести к перегреву сверла. Это уменьшает его твёрдость и остроту. Во время работы следует делать паузы, чтобы дать сверлу остыть. Для твердых металлов, больших диаметров и глубоких отверстий лучше всего использовать также специальную жидкость для резки и сверления. Непосредственно перед началом сверления, необходимо добавить некоторое количество смазки, чтобы обеспечить уменьшение тепловыделения.
- При сверлении заготовки небольшого размера, не держите её в руке. Её нужно надёжно закрепить. В противном случае заготовку может вырвать, а рука может травмироваться. При сверлении тяжелых или неподвижных объектов это не требуется.
- Процесс сверления неизбежно создаст острые кромки. Это небольшие зубчатые куски металла, которые могут находиться вокруг края отверстия, которое необходимо удалить. Вы можете просто сгладить неровности краёв напильником. Еще один небольшой трюк, это использовать сверло, которое больше отверстия, имеющего «заусенцы». Поместите кончик сверла большего диаметра в отверстие и прокрутите его. В итоге получится совершенно гладкое и ровное отверстие.
Сверление твёрдых металлов
Очевидно, что твёрдые металлы сверлить сложнее. К примеру, нержавеющая сталь тяжело режется и сверлится. Рассмотрим, что нужно учитывать при сверлении твёрдых металлов.
Скорость сверления твёрдых металлов должна быть медленной. В идеале нужно использовать более твёрдое сверло, такое как кобальтовое, с покрытием нитрида титана или карбид-вольфрамовое. Третий момент касается охлаждения. При сверлении твердых металлов рекомендуется использовать специальное масло для резки и сверления металлов.
В идеале, сверление твердых металлов должно осуществляться при помощи сверлильного станка, так как он даст больше контроля и создаст большее усилие.
Сверление листового металла
При сверлении обычным сверлом листового металла отверстие получается неровным. Так происходит, потому что кончик сверла, выходя из листа с обратной стороны, перестаёт центрироваться, а ленточки сверла ещё не центрируют сверло, так как ещё не контактируют с поверхностью металла.
В определённый момент сверло заклинивает и начинает рвать металл или проскальзывать в патроне дрели. Обычное спиральное сверло сделано, чтобы сверлить толстые и твёрдые материалы. Специальные свёрла для листового металла сверлят ровное отверстие.
Специальное сверло для листового металла имеет острый выступ по центру и режущие вершинки по бокам. Это сверло имеет следующие преимущества: хорошая центровка, минимальное образование заусенцев при сквозном сверлении, точное сверление в тонких листах и трубах. Такое сверло можно сделать из обычного сверла по металлу. Оно затачивается также, как сверло для высверливания точечной сварки.
Сверление начинается с кончика, потом режущие края сразу сверлят отверстие определённого диаметра.
При сверлении листа металла также желательно поместить плоский отрезок древесины под ним.
Сравните два отверстия на фото, просверленные в алюминии толщиной 1.2 мм. Оба отверстия были просверлены сверлом 1.25 см. при оборотах 150 об. в мин. с деревянной подложкой, подложенной под металлический лист. Отверстие слева было просверлено стандартным спиральным сверлом, а отверстие справа сверлом с модифицированным кончиком. Ни одно отверстие не было обработано, чтобы снять заусенцы.
Если Вы хотите просверлить тонкий листовой металл, никогда не держите лист металла в руках. Когда сверло прорезает сквозь лист металла и выходит с обратной стороны, есть опасность, что оно может неожиданно застрять в листе металла и лист повредит руку. Лучше закрепить лист прочно между двумя фанерами. Тогда сверление будет безопасным. Это также уменьшает количество заусенцев, что упрощает чистовую обработку заготовки. Таким способом можно получить ровное отверстие и обычным сверлом по металлу с углом на кончике 118 градусов.
Охлаждение и смазка при сверлении металла
- Кроме использования правильного сверла по металлу, правильной скорости вращения, при сверлении металла рекомендуется использовать специальное масло для резки или сверления металлов. Это средство предотвращает перегрев сверла, а также уменьшает трение, облегчая сверление. Не говоря уже о том, что специальное средство обеспечивает более высокие скорости вращения, что повышает производительность. Оно также предотвращает прилипание стружки к режущей кромке и к канавкам сверла. Многие современные покрытия на сверлах не предполагают использование смазочных материалов, поэтому, сначала нужно уточнить с каким сверлом, при какой скорости и при сверлении какого металла нужно использовать масло для сверления.
- Специальное масло наносят на рабочую зону для отвода части тепла и смазки режущего инструмента, обеспечивая лучшее режущее действие при меньшем трении и увеличивая срок службы инструмента (в нашем случае сверла).
- Существуют как специальные, так и универсальные средства для охлаждения и смазки при сверлении (к примеру, Specialist® Multi-Purpose Cutting Oil от компании WD-40).
- Стоит отметить, что есть мастера, которые никогда не используют какое-либо масло или жидкость во время сверления, в том числе на станке. Объясняют они это тем, что масло или другие смазочные материалы противоречат предназначению сверла. Если имеется правильно заточенное сверло, оно должно резать металл, а не проскальзывать. Если сверло острое, имеет правильную заточку для конкретного металла, настроена правильная скорость вращения, то больше ничего не нужно. Большая часть тепла при сверлении уходит в стружку.
- Если Вы сверлите только тонкий листовой металл, то охлаждение и смазка могут не потребоваться. Важно будет только соблюдать периодичность сверления, скорость вращения и давление на сверло.
Как сделать жидкость для резки и сверления металла самому?
Если необходимо при сверлении использовать охлаждение, то желательно использовать специальную жидкость. Её нельзя заменить чем попало. Специальная жидкость для резки или сверления металлов содержит смазывающие вещества, ингибиторы коррозии, ингибиторы плесени и бактерий, замедлители воспламенения, стабилизаторы. Требуется жидкость (или расплавляемое твердое вещество), которая не становится газом при температурах, создаваемых сверлением. Простая вода может охлаждать, но будет испаряться, не оставляя после себя смазывающей плёнки, а также может вызывать коррозию режущих кромок.
Нужно быть осторожным с использованием чего-либо для охлаждения при сверлении, что явно не предназначено для этой цели. Вы будете дышать дымом, который может быть токсичным. К примеру, использование антифриза с водой, который выдерживает высокую температуру, имеет антикоррозионные и некоторые смазочные свойства, логично, но при его испарении образуются токсичные пары.
Существуют множество рецептов самодельных масел для резки и сверления металла, которые имеют свои преимущества и недостатки. Здесь я привожу лишь один рецепт, который не раз применялся одним знакомым мастером, которому приходилось много сверлить.
Рецепт самодельной жидкости для резки и сверления металла:
- 3 части воды,
- 1 часть трансмиссионного масла (gear oil), возможно можно и моторного,
- несколько капель жидкости для мытья посуды.
Сначала нужно добавить моющее средство в воду, а затем немного перемешать. Если просто смешать все ингредиенты в один контейнер сразу, они не очень хорошо смешиваются. Мыло является катализатором, который позволяет смешивать масло и воду. В противном случае, из-за различных плотностей масло будет плавать поверх воды. При сверлении вода будет охлаждать сверло и испаряться, а тонкая масляная плёнка будет действовать как смазка, а также предотвращать коррозию. Если при испарении воды остаётся липкий остаток, то было добавлено слишком много мыльного средства.
Единственный металл, для которого требуется специальная жидкость для резки или сверления, это алюминий. На многих специальных жидкостях для резки и сверления металла указано, что они применимы для всех металлов, кроме алюминия. Для этого металла в качестве охлаждающего и смазывающего средства можно использовать обычную wd-40 или керосин.
Читайте также по теме:
Как заточить сверло для высверливания точечной сварки?
Печатать статью
Ещё интересные статьи:
Как правильно заточить сверло по металлу
Самостоятельная заточка сверла по металлу
Арсенал любого мастера, как начинающего, так и опытного профессионала, включает в себя сверла. Острота режущей части со временем снижается, а сверло изнашивается и затупляется. Когда требуется проделать отверстия в металлических изделиях, становится очевидным, что использовать такой инструмент не только неудобно, но даже опасно. Поэтому так важно вовремя восстанавливать геометрию буравчика и понимать, как заточить сверло по металлу в домашних условиях.
Чтобы режущие приспособления хорошо функционировали, каждый мастер обязать изучить информацию о правильной заточке сверла. Работа этого режущего инструмента заключается во вращательных движениях при осевой подаче. С его помощью возможно просверлить как сквозные отверстия в металле, так и уже существующие. Диаметр и глубина отверстий могут сильно различаться в зависимости от размеров самого сверла и угла его наклона.
Виды сверл:
Плоские. С их помощью можно проделывать глубокие отверстия большого диаметра.
Спиралевидные.
Центровые. Применяются для центровки элементов. Кольцевые.
Абсолютно все приспособления со временем притупляются и теряют остроту, что мешает работе. Но как понять новичку или еще неопытному мастеру, что уже необходимо производить заточку? Рассмотрим ряд признаков, которые свидетельствуют о том, что сверло стоит срочно наточить:
Появление неприятного гула и резкого скрипа говорит об изношенности режущего приспособления.
Кромки быстро нагреваются во время работы сверла, не происходит отвод тепла от режущего уголка. Уголок в свою очередь затупляется, теряя остроту и становясь закругленным. После чего истираются грани и кромки, что способствует перегреву инструмента.
Отверстия в металле становятся недостаточно глубокими, нечеткими, снижается их качество. Металлическая стружка при этом выходит неправильно.
Оборудование
Заточка должна выполняться на специализированном оборудовании с соблюдением техники безопасности. Чтобы не навредить себе, следует помнить о нескольких нюансах:
Защита глаз. Наличие емкости с жидкостью для охлаждения инструмента.
Научиться работать в точильными агрегатами просто необходимо, ведь проводить эти работы следует регулярно. На видео ниже показано правильное использование подобного оборудования. Для бытовых целей можно пользоваться простыми станками:
- Устройство с точильным камнем.
- Электрический точильный станок.
- Электрическая дрель. Болгарка. Используется в том случае, если нет жестких требований к углу заточки.
- Точильная насадка на дрель.
Все эти станки отличаются высокой производительностью, точностью заточки и простой технологией применения. Они просты в использовании и оснащены комфортной системой управления, благодаря которой вы имеете возможность отслеживать скорость заточки. Дополнительными преимуществами считаются доступная цена и небольшие габариты.
Особенности заточки сверл спирального типа
После того, как вы определили, что сверло изношено и нуждается в оперативной наточке, скрипит и сильно нагревается, необходимо приобрести набор специальных инструментов. О том, как правильно заточить сверло по металлу в домашних условиях, можно узнать из видео мастер-класса ниже. Кроме того, важно ознакомиться с параметрами, напрямую влияющими на процесс заточки, ведь контроль угла на глаз недопустим: Передний угол между сверлом и режущей частью в основании. Желательный наклон угла режущей части – 20 градусов. Задний угол аналогичный переднему, но на задней части. Значение наклона заднего угла – 10 градусов. Угол при вершине приспособления. Он одинаков во всех сверлах, имеет постоянное значение 118 градусов.
Виды заточки сверл:
- Конический. Предназначен для сверл с диаметром от 3 мм. При этом изделие необходимо удерживать двумя руками (одной за рабочую режущую часть, а другой за хвостовую), прижимается к рабочей шлифовальной поверхности, сопровождаясь легким покачиванием инструмента. Движение должны быть плавными и не сильно быстрыми, сверло затачивается неотрывно от камня на станке.
- Одноплоскостной. Это один из видов ручной заточки, подходит для сверл с диаметром до 3 мм, задний угол наклона при заточке может составлять от 28 до 30 градусов. Сверло необходимо приставить к кругу точильного приспособления, при этом следить за тем, чтобы режущая сторона была параллельно кругу.
- Ручной способ заточки. Чтобы произвести работы самостоятельно, используя наждачные приспособления, стоит придерживаться инструкции.
1 метод: Берем сверло левой рукой за рабочую сторону, а правой – захватываем хвостовую. Так удобнее производить заточку инструмента в упрощенном виде. Заднюю часть буравчика прижимаем к рабочей поверхности точильного аппарата, плавными и медленными движениями аккуратно покачиваем рукой, раскачивая при этом сверло. Движения должны быть мягкими и непрерывными в направлении от режущей кромки, буравчик нельзя отрывать от камня на станке. Задняя часть торца должна приобрести конусообразную форму. Аналогичные действия производим и со вторым зубом. В процессе работы нельзя забывать об охлаждении инструмента, помещая сверло периодически в емкость с холодной жидкостью (вода, масляный раствор или смесь воды и соды).
2 метод: Сверло берем аналогичным образом, как и в первом способе заточки. Буравчик со стороны режущей кромки прижимаем к плоскости шлифовального круга и медленно вращаем по кругу вокруг своей оси. Движения также должны быть непрерывными, не отрываясь от точильного аппарата. Получаем хвостовую часть конусообразной формы. При этом должна быть видна симметричность кромок относительно центральной оси вращения. Необходимо, чтобы они имели одинаковую длину и были ровными. В некоторых случаях после того, как была произведена заточка сверл, необходимо произвести доводку. Это позволит вам устранить все зазубрины и неровности, а также сделать все кромки максимально гладкими и однородными, подточив сверло.
Советы новичкам
Если вы проводите заточку буравчиков для металла впервые, вам следует знать о некоторых важных моментах:
- Если у вас плохое зрение, специалисты рекомендуют надевать очки с большими диоптриями и устанавливать яркую подсветку в рабочей зоне. Существует также специальный точильный станок для людей с плохим зрением.
- Используйте болгарку только в крайних случаях, так как ее положение нельзя зафиксировать, что может стать причиной неприятных ситуаций и травм у новичков.
- Старайтесь не производить заточку всухую, используйте охлаждающую жидкость для предотвращения перегрева станка и инструмента. Иначе сверло может быстро нагреться при высокой интенсивности вращения.
- Не забывайте также убирать периодически слой металлической стружки.
- Заточку сверл возможно произвести и дома самостоятельно, если подробно изучить все правила работы с приборами и учесть нюансы самой техники заточки. Не пренебрегайте также мерами предосторожности и используйте средства защиты, чтобы избежать неприятных последствий.
Смотрите видео:
Заточка сверла по металлу — выбор инструмента и способа затачивания + Видео
Заточка сверла по металлу может быть выполнена и в домашних условиях. Всем известно, что во время использования сверло становится тупее. Чем чаще будет находиться изделие в работе, тем быстрее оно затупится.
1 Признаки затупленного сверла
Многие люди не учитывают это и производят необходимые им работы, пока сверло полностью не поломается, после чего перестают использовать изделие и приобретают новое. Происходит это по той причине, что начинающие мастера не знают, как выполняется заточка сверл для стали. Следует знать, что это можно выполнить и своими руками, при этом для работы понадобятся инструменты, которые есть в наличии в мастерской.
Просверлить металл можно исключительно заточенным приспособлением. Если в начале выполнения работы произойдет скрип в месте, где соприкасается инструмент с металлом, то это означает, что сверло затупленное. В таком случае приспособление будет прокручиваться, сильно тереться о металл и выделять тепло при сверлении.
Затупленное сверло
Мастера для собственных нужд используют чаще всего небольшие сверла, диаметр которых составляет менее 16 мм. Чтобы заточить затупленное приспособление, рекомендуется использовать специальные конструкции.
Для выполнения заточки можно применить такие инструменты:
- станок для заточки с абразивным кругом;
- машинка для шлифования;
- электрическая дрель с подходящей насадкой.
Можно применить и другое устройство для заточки, на которое есть возможность смонтировать специальный камень и сделать так, чтобы он вращался. Подобное изделие должно обеспечить скорость прокручивания вала более 800-1000 об/мин.
2 Подготовительный этап работы
Перед тем как приступать к работе, понадобится надеть очки и рукавицы, после чего подготовить резервуар с водой.
Очки и рукавицы
Мелкая пыль и искры будут отлетать от точила и разлетаться во все стороны. Если не закрыть руки и лицо, то данные мелкие частицы могут сильно порезать открытую кожу. Однако особо опасны они для глаз, которые не защищены. Если пыль попадет в глаза, то могут появиться проблемы со зрением, а в некоторых случаях возможна полная его потеря.
Резервуар с жидкостью необходим для того, чтобы охлаждать устройство, так как в процессе заточки оно будет нагреваться от трения о прокручивающуюся плоскость круга. Если сверло не будет своевременно охлаждено, то оно быстро перегреется и в будущем во время работы сломается.
3 Как выполнить заточку?
Процесс заточки не является сложным, однако нужно соблюдать последовательность действий. Понадобится выбрать подходящий вид заточки. Его следует определять по тому, какую форму надо будет придать режущим элементам приспособления.
Чтобы понять, правильно ли было подточено сверло, понадобится осмотреть его. Признаки правильной заточки являются следующими:
- кромки для резки должны иметь идентичную длину относительно оси сверла;
- элементы должны иметь одинаковые углы заострения.
Заточку следует начинать с заднего основания сверла. Его надо тщательно прижать к кругу. В процессе важно соблюдать правильный угол заточки, который был задан изначально. Без соответствующего опыта все правильно выполнить с первого раза под силу не каждому, поэтому нужно подготовиться к тому, что понадобится сделать несколько этапов. После каждого из них следует тщательно осмотреть основание. Работу надо продолжать до того момента, пока заднее основание не будет иметь форму конуса, если смотреть на него сбоку.
Заточка заднего основания сверла
Когда необходимый результат будет получен, можно переходить к заточке элемента для резки. Способы подточки могут быть разными. В процессе следует попытаться сделать так, чтобы 2 элемента были заточены одинаково. Работы по заточке понадобится выполнять под правильным углом.
В случае одноплоскостной подточки заднее основание должно обрабатываться в виде единой плоскости, при этом угол должен находиться в пределах 28-30°. Это простой метод, используемый для изделий небольшой толщины, диаметр которых не превышает 3 мм.
Если работа выполняется данным методом, то сверло надо прижать под необходимым углом к точильному кругу. В процессе заточки элемент не должен переворачиваться или перемещаться. Во многих случаях это приводит к тому, что кромки для резки у сверла рассыпаются, особенно если имеется металл низкого качества.
Точильный круг
Режущий элемент сверл большого диаметра должен затачиваться коническим способом. Этот метод выполнить сложнее. Если нет уверенности в правильности выполнения данной работы, то рекомендуется сначала поэкспериментировать с каким-нибудь ненужным основанием, чтобы набраться опыта.
Этот метод заключается в следующем: левой рукой приспособление нужно взять за основание, а правой — за хвост. Держать основание следует рядом с заборным конусом, иначе правильную заточку выполнить не получится. В данном положении сверло будет прижиматься не только кромкой, но и основанием к торцевой части точила. Держащей за хвост рукой сверло надо покачивать, чтобы на задней части изделия получилось конусное основание. После того как будет выполнена правильная заточка одного пера, инструмент надо будет повернуть к точилу другой частью. После этого все действия нужно повторить. В процессе выполнения работы следует учитывать такой нюанс: при заточке пера его не допускается отрывать от точильного инструмента.
Есть и другой метод подточки. Сверло надо взять одной рукой за рабочее основание, а другой — за хвост. Однако к торцевой части сверло следует прижимать исключительно кромкой для резки, после чего в процессе работы приспособление надо провернуть вокруг своей оси, чтобы можно было достичь одинаковой заточки основания.
При подобном методе заточки с двух сторон на заднем основании пера образуется конус, однако сверло будет без сточенного угла в задней части.
4 Моменты, которые следует знать
В процессе выполнения работы следует стараться сохранить изначальную форму заднего основания сверла. Данный нехитрый прием может сильно помочь выдержать допустимый угол заточки. Ручная заточка сверл коническим методом подойдет для изделий диаметром меньше 10 мм. Если имеется изделие большего диаметра, то надо будет подточить основание каждого пера.
Ручная заточка сверл коническим методом
В процессе подточки уменьшится передний и задний угол приспособления, при этом угловая часть кромки для резки увеличится. Это дает возможность продлить срок службы изделия и уменьшить ширину поперечной кромки.
Подобный нехитрый метод позволяет придать перу приспособления повышенную прочность, в итоге оно будет реже сминаться и разламываться. В условиях производства после заточки сверла в большом количестве случаев выполняют доводку. Это дает возможность исключить маленькие зазубрины, которые остались после подточки. Элемент получится более гладким. Подобное основание будет меньше изнашиваться, чем после обыкновенной подточки.
5 Использование шаблона для определения угла
Факторы успешной заточки были перечислены ранее. Чтобы исключить ошибки, рекомендуется проверить корректность заточки изделия шаблоном.
Шаблон для заточки можно соорудить самостоятельно из медного, алюминиевого или стального листа толщиной около 1 мм. Рекомендуется отдавать предпочтение изделиям из стальных листов, так как они являются наиболее долговечными. Шаблоном надо будет определить угол при вершине, длину кромок для резки, а также угол между перемычкой и кромкой. Вместо заднего угла, который определить довольно сложно, подобным приспособлением нужно измерить угол заострения. Изделие рекомендуется соорудить перед началом эксплуатации нового сверла, чтобы можно было с последнего перенести необходимые углы.
Шаблон для заточки инструмента
Неравномерная длина кромок для резки и наклон их к оси сверла могут привести к неправильному распределению нагрузки. Это приведет к тому, что сверло прослужит меньший период из-за большого износа кромки для резки, которая часто будет находиться в перегруженном состоянии.
Неравномерная нагрузка на элементы сверла может вызвать его биение во время резки, в результате увеличится диаметр углубления.
Самый простой метод определения правильности подточки — выполнение пробного сверления.
Если перья будут заточены неравномерно, то у менее нагруженного будет меньшее количество стружки из углубления. В некоторых случаях стружка может вылетать только через одно углубление. Диаметр его может быть большим по сравнению с диаметром сверла.
6 Конструкция для подточки
Устройство для заточки можно соорудить самостоятельно. Прибор состоит из большого основания и небольшого элемента с углублениями для сверл различного диаметра.
Основание прибора, с помощью которого производится заточка спиральных сверл, может быть сооружено из строганных реек толщиной 3-4 см, к которым под углом 32° надо пришить планку из дерева со скошенной боковой частью под углом 27°. Эта планка будет ориентировать под необходимым углом державку со сверлом по отношению к кругу для шлифования. Державку можно соорудить из бруска, одну из частей которого надо скосить под углом 62°.
Произвести заточку сверла по металлу не очень сложно, однако мастер должен выполнять все действия сосредоточенно, иметь терпение и упорство. Если у мастера есть эти качества, то заточка сверл может быть выполнена без проблем. В противном случае рекомендуется производить действия под наблюдением высококвалифицированного специалиста.
Как затачивать сверла
Фото: istockphoto.com
Мастера, работающие своими руками, живут по правилу «правильный инструмент для работы», но не менее важно поддерживать эти инструменты в хорошем состоянии, чтобы они могли сделать своих рабочие места. Показательный пример: сохранение остроты спиральных сверл. Когда биты затупляются, вы естественным образом склоняетесь к тому, чтобы толкать сверло сильнее, что неизбежно приводит к поломке битов и даже может привести к травмам. Хотя существуют устройства, специально предназначенные для точного заточки сверл, точильный станок в вашем рабочем помещении может быть всем, что вам действительно нужно.Остроконечные сверла обеспечивают безопасную и легкую работу во многих проектах, поэтому — хотя требуется немного практики, чтобы отточить их, как профессионала, — сейчас самое лучшее время, чтобы научиться затачивать сверла, чем перед следующей задачей.
МАТЕРИАЛЫ И ИНСТРУМЕНТЫ, доступные на Amazon
— Настольный шлифовальный станок
— Защитные очки
— Рабочие перчатки (необязательно)
Примечание: Некоторые считают, что ношение рабочих перчаток ухудшает возможность надежного захвата сверла. Поскольку во время шлифования очень важно надежно удерживать сверло, перчатки указаны как дополнительные.Однако защитные очки просто необходимы.
Как затачивать сверла
ШАГ 1
Проверьте затупившиеся сверла. Ваша цель — удалить ровно столько металла, сколько нужно, чтобы лезвие было заостренным. Многие настольные шлифовальные машины имеют два шлифовальных круга: один для грубого и один для мелкого помола. Если биты действительно разорены, начните с колеса грубого помола, а позже переключитесь на более мелкое; Если ваши биты выглядят неплохо, начните с более тонкого шлифовального круга.
ШАГ 2
Наденьте очки и включите шлифовальный станок.Крепко возьмитесь за сверло и держите режущую кромку точно параллельно передней части шлифовального круга. Медленно и осторожно перемещайте биту, пока она не коснется колеса. Не поворачивайте и не поворачивайте его; просто держите его прямо под исходным заводским углом 60 градусов.
Фото: istockphoto.com
ШАГ 3
Удерживайте сверло под этим углом к колесу не более четырех-пяти секунд. Помните: ваша цель — просто отшлифовать тусклую поверхность, а не изнашивать биту.Сосредоточьтесь на шлифовании пятки сверла, где острие соприкасается с закрученным стержнем, а не с краем, для достижения идеального угла. Если угол недостаточно крутой, сверло не будет растачиваться плавно.
ШАГ 4
Сделайте паузу после четырех-пяти секунд шлифования и окуните сверло в ледяную воду для охлаждения металла. В противном случае сверло станет слишком горячим для удержания и даже быстрее изнашивает металл, сокращая эффективный срок службы сверла. Когда бита остынет на ощупь, проверьте, насколько хорошо она заточена на той стороне, с которой вы только что работали.
ШАГ 5
Когда острие на первой стороне удовлетворительно, поверните сверло на 180 градусов и используйте тот же процесс заточки и охлаждения для противоположной стороны наконечника. Нацельтесь на этот угол в 60 градусов, а также на угол и острие одинаковой ширины с обеих сторон сверла, чтобы инструмент мог просверливать прямые отверстия. Чтобы обеспечить равную заточку, некоторые люди предпочитают немного затачивать с каждой стороны, держа сверло в доминирующей руке и переворачивая его на 180 градусов через каждые несколько секунд заточки.
STEP 6
Как только кончик сверла встретится в точно отточенной точке, и оба края будут острыми и одинаковой ширины, дайте сверлу испытательный прогон. Удерживая наконечник перпендикулярно к деревянной обрезке, поверните насадку вручную. Даже при таком легком давлении хорошо заточенное сверло должно создать начало отверстия. Если нет, еще раз проверьте наконечник и вернитесь к шлифовальному кругу. Опять же, стремитесь к идеальному уклону в 60 градусов на вершине с одинаковой шириной с обеих сторон.Не расстраивайтесь, если вы вернетесь за руль несколько раз — это часть процесса обучения.
STEP 7
После того, как вы убедитесь в остроте сверла, вставьте его в сверло, возьмите обрезок дерева и начните сверление. Он должен сразу же «грызть» древесину с минимальным давлением и, когда вы извлекаете сверло из дерева, он должен швырять древесную стружку по мере ее выхода.
Фото: istockphoto.com
Основные советы по сохранению остроты сверл
После того, как вы научитесь затачивать сверла, сохраняйте остроту режущей кромки с помощью этих трех передовых методов.
- На каждый дюйм или около того, что вы просверливаете, вытаскивайте сверло и сдувайте любые стружки или стружки. В противном случае эти стружки застрянут в канавках сверла и станут очень горячими. Чем горячее становится сверло, тем быстрее оно затупляется, что требует более частой заточки.
- Сделайте остановку и охлаждение привычкой, особенно при сверлении твердой древесины. Просто держите поблизости емкость с холодной водой и погружайте дрель на несколько секунд между каждыми несколькими дюймами сверления.
- Сохраните два полных набора сверл. Некоторые профессионалы полагаются на новый набор сверл только для того, чтобы начать отверстие, а затем — чтобы он оставался более острым на более долгое время — переключаются на свои более старые, заостренные сверла, чтобы закончить задачу после того, как просверленное отверстие будет просверлено.
Как затачивать старые и затупившиеся сверла (вручную !!): 11 шагов (с изображениями)
Вы недавно пробовали сверлить что-то и замечали, что ваши сверла не режут, как раньше? Может быть, некоторые из ваших битов настолько плохи, что вы больше не можете проходить сквозь дерево или мягкие металлы, не создавая клубов дыма и пронзительных скрипов.Прежде чем отправиться в строительный магазин, чтобы купить себе новую коробку со сверлами, сначала попробуйте эту простую технику и сэкономьте много времени и денег!
Выполните следующие действия, и вы сможете превратить использованное, тупое, треснувшее, сломанное или иным образом бесполезное сверло в инструмент для первичной взрывной обработки.
Заточка бит — сложная задача. Когда девять лет назад я начал работать машинистом, мой инструктор скептически относился к использованию любых автоматов или приспособлений для повторной заточки наших сверл.Фактически, вы заметите, что большинство этих приспособлений или станков стоят больших денег, и очень редко они когда-либо дают вам что-то похожее на фабричную (если, конечно, вы не раскошелитесь, чтобы купить промышленную точилку). Итак, здесь мы продемонстрируем своего рода утраченное искусство — заточку вручную на ленточно-шлифовальной машине или настольном шлифовальном станке.
Я не говорю, что после этого урока вы сможете получить идеально острое сверло, но оно поможет вам выполнить следующую работу, пока вы не наберетесь достаточно практики, чтобы действительно улучшить свои режущие инструменты. .Мой тренер и я настолько хорошо научились, что всякий раз, когда нам дают те дешевые биты HSS China (которые почти у всех есть в гараже), мы вытаскиваем их прямо из коробки и затачиваем перед их первым использовать.
Итак, без лишних слов, вот что вам понадобится:
Материалы:
- Тупое сверло или сверло со сколами
- Настольный или ленточно-шлифовальный станок
ВНИМАНИЕ! Ваши руки будут находиться очень близко к точильному устройству и могут потерять часть кожи.ЗАПРЕЩАЕТСЯ носить перчатки, так как они могут попасть в устройство для заточки и затянуть вас внутрь. Обдумайте и обдумайте, где вы будете находиться на устройстве для заточки. И вам, вероятно, тоже следует надеть защитные очки.
Как затачивать сверло
Как заточить сверло
Маленькие тонкие сверла, используемые для изготовления ювелирных изделий, при нормальном использовании затупятся. Изношенные режущие кромки усложняют выполнение задач и отнимают много времени, а также могут стать причиной дорогостоящих несчастных случаев, включая повреждение ювелирных изделий и драгоценных камней или даже травмы.Уход за режущими поверхностями ваших инструментов обеспечит чистую и стабильную работу за верстаком.Из этой части вы узнаете, как затачивать режущие кромки тонкого сверла. Существуют разные стили наконечников бит, но в этом примере используется наконечник долота. Начнем с его анатомии.
У сверла есть две режущие поверхности, по одной с каждой стороны от его центральной оси, которые срезаются под углом примерно 60 градусов.
Детали сверла.
Обратите внимание, что каждая из этих наклонных поверхностей также срезается под немного более узким углом, создавая другую плоскость. Эта плоскость создает режущую кромку, а также рельефную зону за этой кромкой. Эта рельефная зона предотвращает контакт с обрабатываемым металлом при просверливании отверстия, что снижает сопротивление и трение.Винтовая канавка в сверле называется канавкой. Он действует как канал для вывода обрезанного материала из отверстия, образованного двумя режущими кромками.
Мы запилим каждую из рельефных областей для заточки сверла, сохраняя тот же угол, что и эти плоскости, что важно для правильной работы сверла после заточки.Режущие кромки будут отточены за счет уменьшения количества металла с каждой поверхности.
Площадь реза и угол плоскости рельефа зоны.
Начните с того, что вставьте и затяните разделительный диск из карбида кремния в рукоятке № 30 гибкого вала. Закрепите изношенное сверло в оправке для шурупа и прижмите к штифту верстака, когда вы размещаете сверло, которое нужно напилить, на разгрузочной площадке.Осторожно опустите разделительный диск, чтобы слегка коснуться целевой поверхности.Не меняя угла, поверните сверло в держателе и повторите на противоположной плоскости разгрузочной площадки. Как только это будет завершено, у вас будет только что заточенная насадка. Это может потребовать некоторой практики, но это ценный метод, позволяющий сэкономить время на работе.
Всегда соблюдайте угол наклона плоскости заточки при заточке.
Как легко затачивать сверла
Мудрый работник или энтузиаст DIY знает, как важно поддерживать свои инструменты в отличном состоянии.И это касается буровых коронок.
Без острого сверла ваше сверло бесполезно. Все наказания принимает на себя сверло. Кирпич, дерево и металл сказываются на этом маленьком сверле.
Хотите узнать, как точить сверла? Ознакомьтесь с этим руководством для лучшего опыта бурения.
Как: затачивать сверла
- Осмотрите свои тупые биты.
- Используйте защитные очки или маску для лица.
- Включите болгарку и держите биту под правильным углом.
- Работа пятисекундными пакетами, удерживая биту в устойчивом положении.
- Окуните сверло в холодную воду. Проверьте остроту, проверив на древесном ломе.
Стоит ли затачивать сверла?
Если вам нужна чистая и эффективная дрель, дающая требуемые результаты, ответ — да!
Заточка сверл — важная часть ответственного владения инструментом. Замена затупившихся сверл может быть дорогостоящей. Также следует учитывать аспект безопасности — тупое сверло может привести к травме.
Наконец, подумайте и о временном факторе. Почему на выполнение работы с тупым сверлом требуется в два раза больше времени?
Как узнать, острое ли сверло?
Когда крутится острое сверло, можно почувствовать, когда оно прорезает материал. Есть степень сопротивления. Когда сверло поворачивается, вы увидите много мусора, и оно проделает отверстие с минимальным давлением.
Однако, когда насадка затупилась, она вращается быстрее, потому что ее не хватает. При этом сверло нагревается и тускнеет.Вы также заметили, что из отверстия не выпадает мусор.
И, наконец, когда сверло нагревается от трения, особенно когда вы просверливаете дерево, вы увидите дым или запах гари. В этом случае немедленно прекратите то, что вы делаете, или рискуете загореться.
Лучшие способы заточки сверл
Настольный шлифовальный станок
Настольные шлифовальные машины отлично подходят для заточки сверл. Включите его, наденьте защиту для глаз — и вперед. При этом не все сверла подходят для этого метода.
На шлифовальном станке можно затачивать плоское дерево, сверла для закрутки, кирпичные и прямозубые насадки. Большинство шлифовальных машин поставляются с мелким и грубым шлифовальным кругом, так что вы можете добиться удовлетворительной отделки. Тем не менее, гриндерам требуется некоторая практика, чтобы получить правильную технику.
Все, что вам нужно сделать, это держать сверло так, чтобы режущая поверхность соприкасалась с колесом. Затем вы можете работать с углами от руки, пока не получите желаемый результат.
ПРОФИ:
- Быстрый результат.
- Исправляет сломанные биты.
- Измельчители служат вечно.
- Небольшое время на переналадку.
- Много применений.
Минусы:
- Сложно освоить.
- Не подходит для всех сверл.
- Не так точно.
Drill Doctor
Автор фото: Drill DoctorИнструменты для заточки сверл, такие как Drill Doctor, — это более простой способ сделать ваши сверла острыми. Будьте готовы потратить, потому что эти инструменты недешевы.
Они подходят для сверл по камню и спиральных сверл, но не могут работать со сверлами по плоской древесине, со шпорами или сверлами по дереву.
Drill Doctor позволяет зажимать сверло в патроне, выбирать требуемый угол и фиксировать сверло на шлифовальном блоке. Когда станок включен, вы делаете пол-оборота, чтобы повернуть фрезу, так что оба лезвия будут заточены.
Каждое четное число, которое вы считаете, представляет собой полный ход. Сделайте от 20 до 40 оборотов, пока сверло не станет острым.Drill Doctor также режет расколотые и плоские поверхности.
ПРОФИ:
- Легче в использовании.
- Позволяет разделить поверхность.
- Быстрее.
- Индивидуальная угловая заточка.
Минусы:
- Дорого.
- Ограничено типами сверл.
Алмазный напильник
Использование старинного метода алмазного напильника займет немного больше времени, но результат будет более точным.Только так можно затачивать сверла шнека и направляющие винты, а также биты с зенковкой. Кроме того, таким образом лучше затачиваются шпоры.
А поскольку у алмазных пилок нет зубцов, вы можете работать с ними в любом направлении. Кроме того, алмазные напильники режут как при вытягивании, так и при вытягивании. Конический конец файла идеален для проникновения в труднодоступные места.
ПРОФИ:
- Купить дешево.
- Простота использования.
- Заточка всех типов сверл.
- Обеспечивает прецизионную отделку.
- Длится вечно.
- При необходимости легко транспортировать.
Минусы:
- Немного дольше.
- Требуется точный глаз.
Инструмент для заточки сверл
Эти насадки для сверл стоят недорого, но они могут превратить ваше сверло в инструмент для заточки коронок. Это отличная альтернатива более дорогому Drill Doctor и дает удовлетворительные результаты.Тем не менее, ему не хватает точности.
Он работает, прикрепляя сверло к небольшому шлифовальному кругу, установленному в специальной раме. Бита вставляется в прорезь и удерживается рукой, пока диск затачивает режущую кромку. Этот метод подходит только для спиральных сверл.
ПРОФИ:
- Дешево.
- Компактный.
- Легкий.
- Легко носить с собой.
- Простота установки.
Минусы:
- Неточно.
- Легко использовать.
- Углы требуют догадок.
- Ограничено типами сверл.
- Ограничено размером сверла.
Инструмент Dremel
Дремели
можно использовать в различных целях, в том числе для заточки сверл. Думайте об этом как о мини-шлифовальной машине. Вы можете затачивать сверла, такие как спиральные, плоские сверла и сверла для кирпичной кладки, но Dremel не справится с более специализированными сверлами.
Заточка сверла с помощью Dremel немного похожа на шлифовальный станок.Вы зажимаете Dremel на верстаке и перемещаете сверло по абразивной поверхности Dremel.
ПРОФИ:
- Простота использования.
- Более быстрые результаты.
- Может регулировать углы.
Минусы:
- Неточно.
- Углы рассчитываются на основе предположений.
- Сверло нагревается.
Как затачивать сверла вручную
Для тех, кто хочет затачивать сверла вручную, вот удобное руководство, которое поможет достичь наилучших результатов.
Что вам нужно
- Настольный шлифовальный станок с кругом для грубого и тонкого шлифования. Если у вас нет шлифовального станка, то и ленточный шлифовальный станок будет работать одинаково хорошо.
- Защитные очки необходимы при работе с любыми предметами, которые выделяют искры или тонкие полосы металла (1) . Вы будете близки к действию, поэтому вам нужно защищать глаза.
- Перчатки приобретаются дополнительно. Некоторым людям не нравится, что перчатки ослабляют хватку, и если они плохо сидят, они могут зацепиться за шлифовальный круг.
- Ведро с водой предохраняет сверло от перегрева, что может привести к дальнейшему затуплению режущей кромки.
- Деревянный лом, чтобы проверить остроту сверла.
1. Отделите тупые биты
После того, как вы определились, какие сверла требуют внимания, отделите их от острых сверл. Вам нужно удалить минимальное количество металла с поверхности для достижения наиболее четкого результата.
Сначала шлифуйте сверла с наихудшими сверлами по кругу грубого помола, а затем переходите к более тонкому кругу.
2. Отшлифовать кромки
Наденьте защитные очки для этой части. Включите шлифовальный станок и поместите сверло на шлифовальный круг так, чтобы лезвие было параллельно шлифовальному станку. Осторожно нажмите и дайте шлифовальной машине сгладить нежелательный металл.
Держите его неподвижно и не поворачивайте. Вы должны стремиться воспроизвести заводскую настройку 60 градусов.
3. Не переусердствуйте
Сверло должно находиться в контакте с болгаркой не более пяти секунд.Чтобы получить лучший угол, попробуйте заточить там, где скрученный стержень встречается с кончиком.
4. Окуните биту в холодную воду
Сейчас самое подходящее время, чтобы окунуть сверло в ведро с холодной водой. В противном случае сверло нагреется и может обжечь руки. Также при нагревании теряет резкость.
Выньте его из воды и проверьте, нет ли хорошо заточенной режущей кромки.
5. Сделай другую сторону
Если вас устраивает первая поверхность, поверните сверло на 180 градусов и повторите тот же процесс с другой стороны.Вы должны стремиться к централизованной точке, где обе режущие поверхности встречаются в середине долота.
Для получения более точного результата попробуйте менять местами стороны сверла каждые несколько секунд, чтобы сбалансировать хонингование. Подумайте о том, как вы затачиваете нож на блоке, работая с одной стороны, а затем с другой, чтобы сбалансировать лезвие. То же самое и со сверлом.
Для достижения наилучших результатов вам также следует стремиться к углу в 60 градусов.
6. Произведите пробную работу долота с помощью ручной токарной обработки
Когда вы будете довольны, пора дать биту пробу, чтобы проверить резкость и баланс.Вручную превратите сверло в кусок древесины. Если сверло врезается в древесину при малейшем давлении, у вас есть острый инструмент.
Если нет, вернитесь к этому и продолжайте работать на кофемолке, пока не добьетесь желаемого результата.
7. Проверьте сверло
Пришло время правильно проверить сверло. Вставьте его в дрель и надавите на древесные отходы. Если вы сразу почувствуете, что сверло прикусывает, значит, у вас все получилось.
Лучшие советы по сохранению остроты сверл
Совет №1: Используйте правое сверло
Это простая ошибка.Сверло с прямой головкой не прослужит долго, если вы будете настаивать на его использовании для сверления кирпичной стены. Точно так же сверла по камню перегреются, если вы попытаетесь просверлить отверстия в дереве.
Знайте, для чего нужны сверла, чтобы уберечь их от износа.
Совет № 2: Хранить в сухом месте
Ничто так не ржавеет сверло, как влага. Убедитесь, что вы держите их закрытыми от влаги, иначе со временем вы обнаружите, что ржавчина затупит сверло.
Совет № 3: Практикуйте технику сверления
Каждый раз при сверлении останавливайтесь на полпути и втягивайте сверло.Убедитесь, что вы сдули мусор. Это не дает материалу забивать углубления сверла и нагреваться.
При нагревании бита затупится. Это также расчищает путь в отверстие, уменьшая потребность сверла в работе.
Совет № 4: Сохраняйте спокойствие
Во время сверления держите рядом с собой кувшин с холодной водой. После того, как каждое отверстие будет просверлено, опустите сверло в воду, чтобы оно остыло. Это предохраняет биту от перегрева.
Совет № 5: Сохраняйте запасные части
Сохраняя запасные части, у вас всегда есть острый набор, который можно использовать, когда один из них затупится.Это означает, что вам не нужно немедленно останавливаться, чтобы затачивать сверла, и работа выполняется быстрее.
Теперь у нас есть зубцы между зубами
Обслуживание ваших инструментов, какими бы они ни были, имеет решающее значение, если вы хотите эффективных, безопасных и действенных результатов. Вы никогда не забьете гвоздь башмаком и не попытаетесь просверлить отверстие тупым сверлом. В этом нет смысла.
Так что следите за своими сверлами и затачивайте их при каждом использовании. Таким образом вы сэкономите деньги и силы.
Как затачивать сверла легкий способ »NAPA Know How Blog
Старожилы часто называют легкий путь неправильным, но это не всегда так. Другими словами, для каждой работы есть подходящий инструмент, и то же самое относится к заточке сверл. Есть правильный способ сделать это, и есть лучший способ сделать это. Да, вы можете абсолютно точно затачивать сверла с помощью настольного шлифовального станка или небольшой ленточной шлифовальной машины, но этот метод, хотя и довольно прост, но непрост.Вы можете полностью разрушить режущую кромку сверла, пытаясь выяснить, как получить правильный угол. Зачем тратить свое драгоценное время, когда есть инструмент, который может затачивать сверла менее чем за 30 секунд? Каждый раз с идеальными результатами Drill Doctor — ваш лучший выбор.
Как обсуждалось в нашей недавней статье о буровых долотах, наиболее распространенные долота используют угол наклона 118 или 135 градусов. Drill Doctor 500X способен справиться с обоими, с простой настройкой. Машина может обрабатывать биты от 3/32 дюйма, до 1/2 дюйма, до 3/4 дюйма с дополнительным большим патроном для бит.Он также может разделять точки для самоцентрирования. Этот инструмент экономит время в реальном времени, особенно когда у вас что-то скучно в середине проекта.
Вот что происходит, когда у вас тупое сверло. Обратите внимание на то, что отверстие смещено по центру, а одна сторона зазубрена. Острая насадка работает лучше и быстрее, чем тупая.Сверла Sharp — надежные сверла. Процесс сверления — это буквально процесс, во время которого материал отрывается от основного корпуса. Затупленные биты режут медленно, для резки требуется большее давление, а также усиливается тепло, подаваемое на деталь.Все это приводит к смещенным по центру отверстиям, разрушенным деталям и сломанным битам. Сломать сверло во время бурения очень опасно, часто заканчиваясь кровавым месивом на скамейке из-за того, что вы проткнули себя. Острое сверло, как и нож, режет материал быстро и эффективно, так что меньше травм на материале и меньше травм на теле человека.
Использовать Drill Doctor просто, мы составили руководство по использованию этого инструмента, чтобы ваши сверла были острыми и безопасными.Начните с выбора ваших бит. Осмотрите кончик каждого бита. Если есть сколы или неровности на краях, сверло необходимо заточить. Тщательно нащупайте край; он должен быть острым, а не закругленным. Если одна сторона долота меньше другой, значит, бит отдавал предпочтение одной стороне; это необходимо исправить путем заточки.
Края имеют неровности и сколы, эта коронка никогда не сделает чистое отверстие.Мы покрасили биту какой-нибудь машинной краской, чтобы показать прогресс. В этом нет необходимости, но это полезно.
Затем вам нужно решить, под каким углом вы хотите установить бит. Большинство битов для хобби используют угол в 118 градусов, и это стандартная установка угла для Drill Doctor. Вы можете изменить угол наклона фрезы, вам просто нужно немного заточить его, чтобы получить полное изменение. См. Нашу статью о сверлах для получения более подробной информации о различиях между ними. У долота с углом наклона 118 градусов острие острее, а у долота с углом 135 градусов — более плоский кончик. При подключенном, но выключенном Drill Doctor поместите патрон в направляющую так, чтобы выемка на патроне находилась на отметке 118 градусов (прямо вверх).Если вы затачиваете 135-битный патрон, отрегулируйте патрон на одну ступень вправо.
Заточка насадки составляет 137 градусов, поэтому мы устанавливаем держатель насадки в положение 137 градусов, что на один паз по часовой стрелке от отметки 118.Откройте патрон, повернув ручку. Вставьте сверло в патрон, пока оно не достигнет зажимных рычагов. Нажмите кнопку, чтобы открыть зажимы одной рукой, а другой сдвиньте биту на место. Освободите зажимы. Зажимы установят биту в правильное положение. Затяните патрон так, чтобы он плотно захватил биту.Убедитесь, что бит не упал между зажимными лезвиями внутри патрона.
Патрон для бит имеет 6 зубцов, которые захватывают сверло, откройте его, чтобы принять сверло.Затем закройте зажимной патрон на бите так, чтобы бит не выпал.
Вставьте патрон в отверстие для выравнивания и установите выемку в желаемом угловом положении, как обсуждалось ранее. Пружинные зажимы выравнивают биту, а затем зажимной патрон затягивают, чтобы закрепить его.
Затем выберите угол сверла на отверстии для заточки Drill Doctor.Ослабьте ручку и поднимите порт, чтобы он соответствовал желаемому углу, 118 или 135.
На Drill Doctor есть две настройки: 118 и 135. Мы выбрали 135.Включите станок и вставьте патрон в порт. Медленно вставьте патрон в станок, пока патрон не встанет в порт. Вы можете услышать, как бит соприкасается с вращающейся точильной головкой.
Вставив патрон в приспособление для заточки, прижмите коромысло к следящему штифту и медленно вращайте патрон, считая каждый полный оборот, до завершения шлифования.Сдвиньте направляющий порт вверх, пока он не коснется штифта наверху. Вы готовы затачивать. Медленно вращайте патрон по часовой стрелке, считая каждую половину оборота. Каждое четное число — это один ход. Большинству бит требуется 20-40 вращений для завершения процесса заточки. Работайте сверлом, пока оно не перестанет шлифоваться. Вы можете время от времени проверять свой прогресс по ходу дела.
Шлифование остановлено, но бита еще не остро, на краях видны сколы и краска.Бита, похоже, немного соскользнула назад, поэтому мы выровняли ее и начали снова.
Правильно заточенное долото будет иметь чистое долото (режущая кромка), пятка ниже острия (так называемый положительный рельеф), а угол долота должен быть 1–1: 30, если смотреть на долото, как показано. Если угол равен 2 часам, попробуйте еще раз, переместите выемку только на 1-2 места вправо. Если угол долота равен 12:45, переместите на единицу влево. Вы можете точно настроить угол в соответствии со своей коронкой, что является одной из замечательных особенностей Drill Doctor.
Заточка завершена, выглядит неплохо.Если вы не разделяете точку, все готово. Если вы раскалываете острие, то оставьте сверло в патроне и переходите к следующему шагу. С Drill Doctor очень легко надеть насадку на насадку. После заточки просто вставьте сверло в отверстие для колки (на боковой стороне станка) и медленно вдавите его в работающий точильный камень. Выньте патрон, поверните на пол-оборота и повторите. Два шага, все готово. Раздельный наконечник помогает центрировать коронку в более твердых материалах.
Отверстие сбоку предназначено для расщепления наконечника, что помогает удерживать коронку по центру.Несколько секунд на каждую сторону и все хорошо.
Эта фреза полностью заточена с новым разрезным наконечником. Готовы проделать дырочки!
Ручная заточка сверл — это искусство, которое, безусловно, полезно, но трудно выучить и требует много времени. Drill Doctor прост в использовании и стоит своих денег. Этот автор регулярно заставляет своего 13-летнего сына работать в мастерской с ведром старых сверл и Drill Doctor. Это так просто.
Ознакомьтесь со всеми инструментами и оборудованием, доступными на NAPA Online, или доверьтесь одному из наших 17 000 пунктов обслуживания NAPA AutoCare для текущего обслуживания и ремонта.Для получения дополнительной информации о том, как затачивать сверла, поговорите со знающим экспертом в местном магазине NAPA AUTO PARTS.
Не покупайте новые, затачивайте затупившиеся сверла
Размещено: 11 сентября 2015 г. Автор: JamesRНе позволяйте затупившимся сверлам оставить ваш проект без отверстий
Как и любой другой режущий инструмент в магазине, сверла затупляются и режут не так, как раньше. Худшее, что можно сделать, — это пойти и купить новый набор, потому что вы думаете, что те, которые у вас уже есть, застрелены.Многие люди не знают, как легко затачивать собственные биты, что сэкономит вам деньги и сэкономит на поездке в магазин.
Для заточки сверл вам понадобится настольный шлифовальный станок, хотя есть инструменты, специально разработанные для заточки сверл, они не стоят своих затрат. Потратьте время на то, чтобы научиться правильно их точить самостоятельно, и это с лихвой окупится в следующий раз, когда немного станет скучно.
При заточке убедитесь, что вы катите сверло по направлению к режущей кромке, сохраняя правильный угол.(внизу страницы) Не шлифуйте кончик сверла ровно, это только ухудшит его состояние.
Чтобы показать общие проблемы, которые могут вызвать затупившиеся сверла, я обнаружил четыре сверла, каждое из которых имеет разные проблемы, которые можно легко решить с помощью заточки.
Первая показанная коронка не могла даже просверлить кусок стали 16 GA, она начала прорезать, но остановилась примерно на полпути. К этому моменту из отверстия больше не поступало металлической стружки. Если вы внимательно посмотрите на режущую поверхность, вы увидите, что внешний край режущей поверхности закруглен, что привело к остановке резания.Посмотрите, как верхний передний край.
Иногда только одна часть режущей кромки тускнеет или тускнеет. У этого сверла сколы только внешний угол, в зависимости от качества сверл, которые у вас есть, это может происходить чаще. Посмотрите и убедитесь, что острие сверла и первая половина режущей кромки все еще в относительно хорошем состоянии, но затем внешний край почти полностью отколот.
С возрастом и в использовании наконечник сверла начнет тупиться, особенно если вы часто сверлите металл.В целом режущая кромка этой биты была в хорошем состоянии, но острие было закругленным. Это предотвратит запуск буровой коронки и может начать блуждать, если пилотная скважина не будет пробурена первой.
Еще одним ключевым элементом характеристик сверла является угол наклона вершины. Это сверло ранее было заточено, но получилось слишком плоским. Это может вызвать проблемы, потому что меньший угол на режущей кромке заставит сверло пытаться удалить слишком много материала за раз, в результате чего сверло будет связываться и захватывать материал, который вы сверляете.Это может быть особенно опасно, если вы используете сверлильный станок, сверло может захватить материал и преодолеть ваш захват, заставляя его вращаться с той же скоростью, что и сверло.
Правильный угол наклона сверла составляет 59–60 градусов, что обеспечивает оптимальное соотношение между скоростью бурения и сроком службы сверла. (Для более специфических применений и материалов сверл, возможно, лучше подходят разные углы, но для всех целей, но это идеально)
Здесь вы можете видеть, что раньше первые три фрезы даже не пробивали металл, а четвертая просверливала слишком быстро и оставляла неровное отверстие.После того, как они были заточены, у каждого не было проблем с прорезанием этого тонкого куска металла.
Посетите блог Eastwood и технический архив, чтобы получить дополнительные инструкции, советы и рекомендации, которые помогут вам со всеми вашими автомобильными проектами. Если у вас есть рекомендация для будущей статьи или у вас есть проект, который вы хотите объяснить, не стесняйтесь оставлять комментарии.
— Джеймс Р. / EW
Как точить сверло по металлу! Видео о правильной заточке сверл
В хозяйстве самый популярный электроинструмент — дрель.С помощью надежного помощника можно не только просверлить практически любые отверстия, но и вырезать место для установки электроприборов, в том числе розеток, выключателей.
Но для этого вам обязательно понадобится набор сверл. Выпускаются дрели для работы с любыми материалами.
В эксплуатации сверло тупятся и требует заточки.
Размещенный ниже материал рассказывает, как точить сверло по металлу помимо заточки смотрите варианты видео
Что такое дрель и как ее затачивать?
Для проведения сверлильных работ выпускаются специальные инструменты, наиболее распространенным из которых является дрель.
Внимание! Для работы с разными материалами выпускаются специальные сверла с разным углом заточки сверл.
Кроме того, шлифование под углом влияет на структуру материала. Но обо всем по порядку.
Различные методы заточкиСверло, называемое режущим инструментом, выполняет процесс резания вращательным движением с осевым потоком.
Сверлаиспользуются не только для выполнения сквозных отверстий разного диаметра, но и для развёртывания существующего сверла отверстия.Применяя, можно просверлить сквозное отверстие, проделать отверстие нужного диаметра, выполнить портирование на необходимую глубину.
Но для проведения этих работ вам понадобится сверло подходящего диаметра.
Кроме того, сверло должно быть правильно заточено.
Различные методы заточки определенного материалаА чтобы научиться точить сверло, необходимо уточнить, для любого материала будет использоваться инструмент.
Конструктивно сверла изготовленные рулонные, плоские или перьевые, кольцевые, шкворневые, для глубокого или одностороннего резания.
Спиральные сверла доступны в различных диаметрах. Диапазон 0,1 … 80 мм при длине рабочей части 275 мм.
Плоское сверло, используемое для изготовления отверстий большого диаметра на большей глубине. Конструктивно режущая часть выполнена в виде лезвия, закрепленного на держателе.
Кольцевое сверло выполнено в виде полой трубы, на которой работает узкая круглая режущая часть.
Центровочные сверла используются для центрирования при точении деталей.
Но все эти инструменты в процессе тупятся.И как только сверла тупятся, их надо затачивать. А чтобы узнать, как затачивать сверло, мы должны представить, для какого материала будет использоваться этот инструмент и правила по изменению угла наклона заточки.
Реже всего тупятся сверлом при работе по дереву. Если использовать сверло только при портировании дерева, то эти сверла не требуют заточки в течение нескольких месяцев или лет. Необходимо только позаботиться об их хранении и использовании.
Для нас важно научиться точить сверла при работе по металлу, бетону.
Чтобы узнать, как точить сверло по металлу, достаточно посмотреть видео о том, как затачиваются уголки.
Для выполнения шлифовальных работ необходимо иметь не только шлифовальное оборудование, но и средства защиты.
Для защиты необходимо приобрести очки.
А заточку сверла лучше всего покупать на шлифовальном станке.
Видео:
Несколько слов о заточке
Чаще всего шлифовальный станок изготавливается на базе небольшого электродвигателя переменного тока 220 ат.
Частота вращения шлифовального станка от 1500 об / мин.
Станок должен быть оборудован обязательным прозрачным защитным экраном, скользящим.
В домашних условиях не используйте сверло диаметром более 16 мм.
Так как правильно заточить сверло по металлу, если сверло затупилось?
О томах, требующих заточки сверла, можно судить по характерному скрипу при сверлении, особенно в его начале. При этом сверло начинает нагреваться, что в дальнейшем приводит к его истиранию.
Сверла для заточки на специальных шлифовальных станках. В домашних условиях сверло можно заточить по камню простым прессом, болгаркой с насадкой, наждачной бумагой.
так, как точить сверло по металлу?
Как точить сверло, определяет форму задней плоскости сверла.
Дело в том, что заточка сверла ведется с тыльной стороны.
Внимание! Правильно заточенное сверло имеет два зуба, заточенных абсолютно одинаково. Говоря о видах заточки, отметим, что их будет несколько.
Простейший, одноплоскостной.
Для выполнения монопланарной заточки сверло прижимает режущую часть параллельно шлифовальному кругу. В процессе заточки запрещается перемещать или вращать сверло.
Это самый простой вид заточки. Но рекомендуется использовать для сверл диаметром до 3 мм. Самым большим недостатком такого вида разрушения считается заточка режущей кромки сверла при работе в виде припудривания.
Второй распространенный вид заточки называется конической.
Используется для заточки сверл диаметром более 3 мм. Это более сложный вид заточки.
Конические сверла для заточки сложно выполнять вручную.
Для ее работоспособности надо брать биту в левую руку, придерживая рабочую часть. Хвостовик с зажимом правой рукой.
Сверло прижимается к режущей кромке к концу шлифовального круга под нужным углом.
Встряхнув правую дрель, создайте коническую поверхность на задней поверхности сверла.
Внимание! Плавными и медленными движениями рук точите перо сверла, не снимая его с поверхности камня.
Эти шаги следуют и для второй части упражнения.
Следите за сохранением формы тыльной стороны и углом заточки.
Для точного измерения углов заточки используйте специальный прибор, называемый гониометром.
Если счетчика нет, можно сделать шаблон.
А какие углы надо выдерживать, где узнают значение.
Заточка углового сверла по металлу выбирается из таблицы.
Важно! В процессе работы не допускайте перегрева сверла, перегрев приводит к ослаблению стали. Убедитесь в охлаждении и закалке водой.
Для обеспечения нужного угла заточки сверл рекомендуется использовать специальные инструменты.
Устройство позволяет затачивать угловые сверла с соблюдением таблиц требований.
-
__TITLE__
Способы заточки сверл болгаркой в домашних условиях, своими руками
Про заточку сверл с помощью точильного камня мы рассмотрели.А как точить сверло?
Если под рукой нет шлифовального станка, можно сделать болгарку.
способ 1
Этот способ заключается в том, что сверло жестко закреплено в тисках или приспособлении. Устанавливает угол крепления.
На болгарки установлен привод для работы по металлу. Вращающийся диск периодически подводится к плоскости сверла.
Как точить сверло болгаркой хорошо показано в предложенном видео.
Внимание! Предлагаемый вариант небезопасен. Лучше и надежнее будет, если закрепить в дрели или тисках.
Видео:
способ 2
В этом способе заточки крепится болгарка. На болгарки установлен диск с мелкой наждачной бумагой.
Ручная дрель, прикрепляется к диску режущей частью.
Все отлично понятно, как точить сверло по металлу болгаркой на видео.
Видео:
Правила заточки победитовых сверл
Как точить победитовые сверла? Победитовое сверло чаще всего используется для сверления отверстий в бетоне, кирпиче, камне.
В процессе работы сверло нагревается, издавая визжаштый звук. Это первый признак того, что сверло нуждается в заточке.
Подробно о том, как затачивать сверло на победитовый пробойник.
Для заточки победитового сверла лучше использовать шлифовальный станок с алмазным диском. Внимание! Старайтесь выдерживать угол заточки. Для сверл победитовые 170º.
Заточка победитового сверла — это затупление затупленной режущей кромки.
Видео:
Работа с наждаком
Шлифовальные камни для гладких сверл для обработки передней поверхности сверла.
Сверло берется левой рукой возле режущей части, правой держится за хвостовик. Сверло подается на шлифовальные камни, отрезной диск шлифовального станка или на грибок устанавливается с наждачной бумагой. Заточка происходит подрезкой режущей кромки сверла победитовой, портируя это при затуплении твердой поверхности.
Внимание! Следует помнить, что скорость шлифовального камня зависит от твердости сверла. Чем тверже материал сверла, тем медленнее должен вращаться привод.
В процессе заточки необходимо соблюдать одинаковые режущие стороны.В противном случае у вас получатся увеличенные и неправильные отверстия. Важно не перегревать и не остывать сверло.
Видео:
Видео:
выводы:
-
- — сверло можно правильно заточить и в самом доме;
-
- — Сверло 3 мм желательно с заточкой одноплоскостной вид заточки;
-
- — Сверло более 3 мм рекомендуется конической точилкой;
-
- — может использоваться для шлифования не только спецтехникой, но и с насадкой для шлифовального станка;
-
- — заточку победитовых сверл лучше производить на шлифовальных станках с алмазным диском;
-
- — При заточке обязательно используйте защитные очки.