 alexxlab
alexxlab Изготовление пластиковых окон, процесс создания ПВХ окон, как делают пластиковые окна
читать
7 минут
прочли
15 человек
обновили
09 октября 2022
опубликовали
30 декабря 2021
Темы похожих статей (тэги): Пластиковые окна Продукция Стеклопакеты
Пластиковые окна сегодня есть везде. Но далеко не каждый знает, как они производятся. Хотя это может пригодиться, чтобы правильно выбрать производителя, защитить себя от брака и возможных последствий сотрудничества с фирмами-однодневками. Поэтому мы решили рассказать, как производится остекление на нашем заводе в посёлке Дорохово Рузского района Московской области.
Процесс производства окон ПВХ
Процесс создания пластиковых окон можно условно разделить на несколько этапов:
- Проведение расчётов. Специалисты определяют точные размеры заготовок, штапика, стёкол. Рассчитывают количество крепежей, которое может потребоваться.
- Раскрой профилей.
 Когда точные размеры известны, оператор вбивает их в автоматический станок. Так раскраивается рама, створки, импост.
Когда точные размеры известны, оператор вбивает их в автоматический станок. Так раскраивается рама, створки, импост. - Раскрой армирования. Параллельно по заданным параметрам вырезается металлический п-образный профиль.
- Крепление армирования. Стальное армирование вкладывается в полый ПВХ профиль, прикрепляется саморезами. Шаг между саморезами — 300 мм.
- Прорезание дренажных отверстий. Это необходимо для того, чтобы образовавшийся на створке конденсат мог свободно стекать.
- Прорезание отверстия под ручку. Расположение может быть стандартным или нестандартным (по желанию заказчика).
- Сварка. Процесс сварки деталей пластиковых окон максимально автоматизирован.
- Установка импоста. Чаще всего это вертикальный элемент, после прикрепления которого специалист проводит контроль.
- Монтаж фурнитуры. Специалисты просверливают отверстия и устанавливают фурнитуру, которая помогает створкам открываться, закрываться, фиксироваться в одном положении.

- Остекление. Стеклопакет расклинивают, чтобы правильно распределить вес конструкции. Проверяется геометрия. Ставятся штапики.
- Контроль качества. Оценивается внешний вид, геометрия, правильность установки фурнитуры, соответствие размерам.
 Когда точные размеры известны, оператор вбивает их в автоматический станок. Так раскраивается рама, створки, импост.
Когда точные размеры известны, оператор вбивает их в автоматический станок. Так раскраивается рама, створки, импост.Перечисленные выше пункты описывают общий процесс производства пластиковых окон. Если вы хотите знать больше, ниже мы подробнее расскажем о каждом важном этапе.
Технология изготовления пластиковых окон
Начинается всё с того, что наши специалисты делают расчёты. Данные, которые собрал замерщик, обрабатываются с помощью специальной программы. В результате она выдаёт отчёт, который будет использоваться сборщиками. Здесь указываются все размеры, количество, особенности, а также прилагается штрихкод.
1. Распил профиля для пластиковых окон
Профили ПВХ мы закупаем напрямую у производителя — бельгийской компании Deceuninck. Остаётся нарезать его на необходимые участки, усилить, выполнить технологические отверстия, собрать оконные рамы, створки, импост.
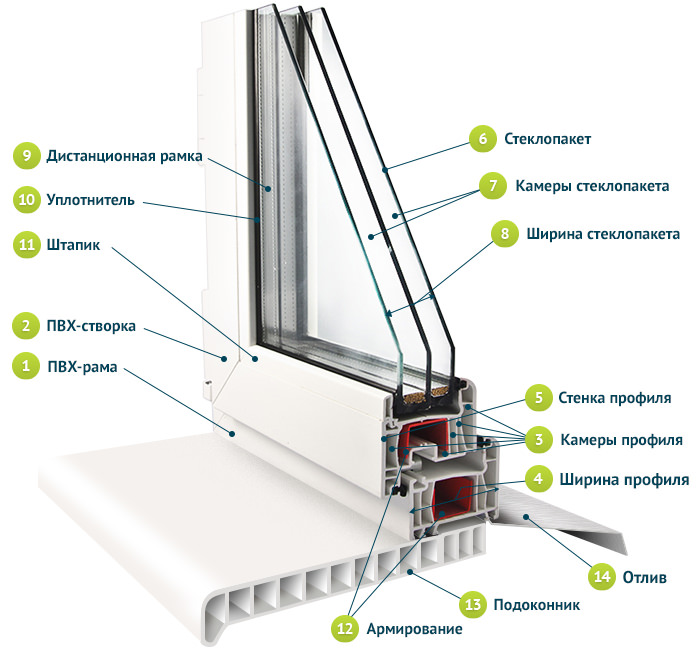
Для справки! Профиль — корпус ПВХ, внутри которого расположены рёбра жёсткости, образующие полости — воздушные камеры. Число камер определяет уровень теплоизоляции, прочности всей будущей конструкции.
Материал распиливают на заготовки. Здесь важна точность оборудования при определении длины, а также угла запила. Материал должен распиливаться строго под углом 45 градусов. Отрезки должны соответствовать тем параметрам, которые указаны в чертежах, они создаются по габаритным размерам, которые предоставляет менеджер заказа. Чтобы свести риск человеческого фактора, а вместе с ним — количество брака, мы используем автоматизированные станки.
Обязательное условие — срез должен быть чистым. Поскольку от этого зависит эффективность проводимой сварки.
Для справки! Все компоненты будущего пластикового окна маркируются — наносится разметка с данными о параметрах, заказчике. На специальное табло подаётся информация для оператора, чтобы он знал о последовательности движения заготовок, параметрах. Часто используются стикеры, чтобы отметить готовые изделия, последовательность сборки элементов.
Часто используются стикеры, чтобы отметить готовые изделия, последовательность сборки элементов.
2. Раскрой армирования
Пластиковый профиль не обладает достаточной жёсткостью. Поэтому внутри него располагается армирующий слой — металлический профиль. Он делает конструкцию более прочной. Выглядит такое армирование, как полый брусок из металла.
Параллельно ведётся нарезка армирующего металлического элемента. Для этого обычно используется ленточная пила.
Для справки! Раскроенные детали отмечаются с помощью самоклеящихся этикеток с указанием на них штрихкода. Если поднести к такой детали сканер, можно узнать размер, количество таких деталей, место установки, расцветку, тип стеклопакета. Вся информация заносится в базу, а по штрихкоду её может получить любой специалист. В таких условиях ничего нельзя потерять или перепутать.
3. Установка стальных усилителей
Затем армирующая деталь вкладывается в готовый профиль. Происходит это в зоне заготовок. Обычно металлическая деталь немного меньше по размеру, чем пластиковая.
4. Крепление армирования
Профиль и армирование соединяются саморезами, чтобы конструкция работала как единое целое. Мы используем саморезы каждые 300 мм, чтобы добиться нужного эффекта прочности, жёсткости, надёжности.
5. Фрезерование стальных отверстий
Дальше нужно проделать технологические отверстия в пластике. На горизонтальных частях рамы, створок прорезаются дренажные отверстия. Если на стекле или раме образуется влага, конденсат, то капли будут стекать и отводиться через дренажные отверстия. Это позволит конструкции служить дольше. Влага плохо воздействует на составляющие части, может спровоцировать появление плесени, растрескивание герметика.
Также прорезается отверстие под ручку. Многие не знают, но оно может быть не только типовым. По желанию заказчика отверстие может делаться выше или ниже обычного уровня.
6. Сварка
Этот процесс можно назвать ключевым. Пластик на концах деталей нагревается до 250 градусов в течение 40 секунд, а затем они плотно прижимаются друг к другу, чтобы произошло склеивание. Так получаются рамы, створки.
Так получаются рамы, створки.
Одно из преимуществ «Фабрики Окон» — четырёхголовочные станки. Такие системы сами высчитывают габариты окна, которое должно быть собрано из предоставленных деталей. Сваривают элементы сразу с четырёх сторон. Делается это для того, чтобы получить конструкцию, которая будет максимально точно соответствовать сделанным замерам. Углы получаются ровными, форма — идеальной.
Оператор только следит за тем, чтобы части конструкции были расположены правильно. Машина сама нагревает концы деталей, обеспечивает нужную степень прижима, чтобы получить запланированный результат. Изначально заготовки делаются на 6 мм длиннее, поскольку по 3 мм с каждой стороны уходит на создание сварного шва.
7. Обработка углов
После сварки углы выглядят не слишком привлекательно. Однако это легко исправляется с помощью современных фрезеровочных станков. Они срезают ненужный пластик, зашлифовывают поверхность. Процесс полностью автоматизирован, а за качеством исполнения следит оператор.
8. Установка уплотнителя, фурнитуры, импоста
Дальше наступает время ручной работы, когда импост устанавливается в готовую раму, створку вручную. Зато монтаж фурнитуры, уплотнителя и запорных устройств целиком автоматизирован. Особенностью наших окон является, то что установка уплотнителя в профиль производится на заводе и она полностью автоматизирована, это обеспечивает его оптимальное расположение, натяжение и обеспечивает герметичность рамы.
9.Установка стеклопакета
Дальше приходит время поставить стеклопакет, который также помечается штрихкодом. Стеклопакет специальным образом расклинивают, чтобы нагрузка на раму распределилась равномерно, а затем фиксируют с помощью штапиков. Они вбиваются в рамы, створки с внутренней стороны.
Когда пластиковое окно полностью готово, оно отправляется на технический контроль в специальную службу завода.
10. Контроль качества
Нужно сказать, что мы контролируем качество выполнения работ в течение всей сборки конструкции. Например, когда рама, створки готовы, специалист собирает их воедино, чтобы оценить, насколько хорошо они подходят друг другу.
Например, когда рама, створки готовы, специалист собирает их воедино, чтобы оценить, насколько хорошо они подходят друг другу.
Далее изделие проверяется на качество сборки, работоспособность фурнитуры и так далее. Только после этого заказ отправляется к своему получателю.
Изготовление цветных окон
Белые пластиковые окна остаются универсальными. Однако не всегда они являются лучшим решением с точки зрения дизайна. Например, если вы строите деревянный дом или коттедж с отделкой из бруса, такие конструкции будут выбиваться из общей картинки.Всё чаще в этих случаях клиенты решают заказать цветные изделия. Они дешевле, чем деревянные, но выглядит не хуже. Современные технологии позволяют окрасить конструкции в любой цвет по каталогу RAL и даже придать ей нужную текстуру, например, древесины.
Существует два способа получения цветного материала:
- Окраска профиля в цвет по палитре RAL;
- Ламинация специальными плёнками. Удобный способ придать конструкции не только цвет, но и текстуру.

Для справки! Мы используем качественные немецкие плёнки, которыми можно оклеивать профиль снаружи, изнутри и с обеих сторон. Преимущество такого способа состоит в том, что в нашем распоряжении находится около 90 расцветок, а также текстура дуба, ореха, вишни, лиственницы. Плёнки достаточно точно копируют рисунок натуральной древесины, а служат при этом не менее 25 лет.
Ламинация проводится на специальном аппарате. Для каждой детали его настраивают отдельно. Аппарат делает всё сам, а специалисты следят, чтобы цветная плёнка ложилась ровно. Как делают окна нестандартных форм и размеров
Всё чаще клиенты обращаются к нам с нестандартными проектами. Например, хотят произвести иллюминаторы или арочные конструкции. Пластик и современные технологии позволяют реализовывать даже сложные заказы. Однако большая часть работ в таких цехах выполняется в рамках индивидуального заказа, что также влияет на стоимость.
Мы делаем арочные, круглые, другие сложные конструкции следующим образом:
- Профиль нужно размягчить.
 Для этого берётся стандартный материал из ПВХ, но без армирования. Его опускают в ёмкость с горячим глицерином. Последний используется, потому что закипает при больших температурах, чем вода. Когда изделие размягчится, его достают и придают нужную форму. Ещё один вариант — деталь разогревается в специальной печи в виде трубы.
Для этого берётся стандартный материал из ПВХ, но без армирования. Его опускают в ёмкость с горячим глицерином. Последний используется, потому что закипает при больших температурах, чем вода. Когда изделие размягчится, его достают и придают нужную форму. Ещё один вариант — деталь разогревается в специальной печи в виде трубы. - Придаётся нужная форма. Для этого размягчённое изделие размещают между двумя стальными лентами с присосками. В таком положении изделие остывает.
Дальше производство идёт по стандартной схеме. Конструкция армируется металлическими деталями, которые прикрепляются к ней саморезами. После этого изделие отправляется на сварку с остальными частями. В этом случае сварка проводится на одноголовочном станке. Производится зачистка швов.
Стеклопакеты, предварительно изготовленные под нужную форму, вставляются в раму и закрепляются штапиками. Ставится фурнитура, уплотнители, импосты. Остаётся протестировать изделие на соответствие ГОСТ и можно отправлять его заказчику.
Помощь профессионалов
Теперь вы знаете, насколько производство окон ПВХ сложное и многоэтапное. Технология предусматривает использование нескольких производственных зон, автоматизированного оборудования, качественных материалов. Успех производственного процесса зависит от того, насколько правильно и точно выполнялись работы на каждом этапе.
Именно поэтому «Фабрика Окон» уделяет особое внимание обучению персонала. Ведь точная и слаженная работа — залог получения продукции высокого качества.
Мы занимаемся производством пластиковых, алюминиевых, деревянных и безрамных окон, дверей на собственном заводе площадью больше 10 000 кв. м.
Чтобы добиться высокого качества, мы применяем:
- оригинальные профили Deceuninck, Provedal, REYNAERS, Alumark;
- надёжную фурнитуру Siegenia и Roto;
- передовые автоматизированные станки, например, немецкий сварочный станок Hollinger, зачистную машину Urban;
- немецкие плёнки для ламинации, которые вместе с окном прослужат не менее 25 лет, а вы сможете подобрать расцветку из богатейшей палитры — 90 расцветок;
- труд квалифицированных работников, которым регулярно предоставляется возможность повысить уровень своих профессиональных знаний, умений.

Технология изготовления пластиковых окон – статьи
14.02.2016
Время чтения: 14 минут
Нет комментариев
Поделиться
Рейтинг: 4
Компания «ОКНА РОСТА» предлагает вам узнать особенности создания пластиковых оконных систем, какая технология производства стеклопакета используется на нашем заводе и как проходит сам процесс. Для изготовления конструкций нами применяется профиль Veka. Высокое качество пластика дополняется продуманным инженерным дизайном и замкнутым армированием из стали.
Процесс нарезки, армирования, фрезерования
Изготовление пластиковых окон ПВХ начинается с подготовительных мероприятий:
- Профиль поступает на склад в виде длинных шестиметровых хлыстов.
- Для того чтобы на окнах не возникали деформации, транспортировка осуществляется с помощью металлических паллет.
- Все стеклопакеты характеризуются качественным армированием. Применяемый металлический профиль имеет толщину не менее 1,5 мм.
Для многих, кого интересует вопрос, из чего делают пластиковые окна ПВХ, будет интересно узнать, что применяемая технология во многом схожа с созданием деревянных систем. Вначале пластиковые элементы, как и их деревянные аналоги, нарезаются по длине, а потом нужно сделать запил под углом в 45º. Для последующего сваривания углов потребуется вставить и зафиксировать металлические армирование. В конструкции придется еще делать отверстия для ручек и других навесных элементов. Все современные процессы по изготовлению осуществляются в автоматическом режиме и контролируются компьютером.
Особенности применяемой технологии
Технология изготовления стеклопакетов для пластиковых окон состоит из нескольких этапов и предполагает:
- Крепление армирования. На нашем заводе для этого используются современные немецкие станки.
- Сварка конструкции. Нарезанный профиль отправляется на 4-х головочный сварочный комплекс, где проходит первичную обработку.

- Сварка углов. Под температурой в 250°С изготавливают углы будущей оконной системы.
- Обработка углов. Происходит обработка сварочных швов по углам системы. Для того чтобы всё было сделано точно, применяется автоматическое оборудование.
Современные технологии производства основываются на компьютерном управлении всеми процессами. Вручную изготавливаются только нестандартные модели, например, арочные окна. Вначале профили нагреваются до эластичного состояния, после чего ПВХ легко придать любой формы, в данном случае — арки.
Монтаж уплотнителя и фурнитуры
Отвечая на вопрос, как изготовить пластиковое окно, нужно отметить и процесс установки уплотнителя. Эта операция проводится вручную. Если же для изготовления окна применяется система Veka Euroline Pro, уплотнитель не устанавливается. Данный вид профиля уже идет вместе с необходимыми уплотнительными контурами.
На данном этапе производства происходит установка:
- Фурнитуры в оконную систему.

- Механизмов (ножниц) для откидывания на створку.
- Заполнителя газа. Его дополнительной функцией является защита от пыли.
Производство пластикового окна завершается полной комплектацией заказа. В соответствии с размерами подоконников проводится нарезка конструкции, монтаж откосов, создание водоотливов. Для последующей защиты помещения от пыли, аллергенов и надоедливых насекомых устанавливается противомоскитная сетка.
Подбор материалов для монтажа
Перед тем, как конструкция будет полностью укомплектована и отправлена заказчику, формируется набор необходимых материалов. Включаются, например, крепежные элементы, силикон и монтажная пленка. На этом этапе стеклопакет считается готовым, осталось его установить и зафиксировать створки на рамах. Для того чтобы конструкция прослужила долго и полностью выполняла возложенные на нее функции, очень важна ее профессиональная установка. Заказать оконные системы и их монтаж всегда можно в нашей компании!
Как изготавливаются окна и дверные блоки из НПВХ
Как изготавливаются окна и дверные блоки из НПВХ- Home
-
Около
BPF
- О BPF
- История BPF
- ВОЗ, ВОЗ, ВОЗ, БПФ
- .

- Вступить в БНФ
BPF Ключевые документы
- Ежегодный обзор
- Условия участников
- Обзор условий бизнеса
Структура BPF
Реклама
- Media Pack
- News
и Public
- News
и Public
-
NEW
- Информация для общественности
Общие обновления
- Присоединиться к списку рассылки
-
События
События BPF
- Seminars
- Webinars
- Webinar Archive
- Seminar Slides
- Chemical Recycling 2022
- Annual Dinner
- ARMO
Awards
- Horners Awards
Trade Shows
- Trade Shows
-
Проблемы
Окружающая среда
- Морские отходы
- Операция Clean Sweep
- Устойчивое развитие
Упаковка
- Пластмассы: концепция экономики замкнутого цикла
- Где я могу переработать свой пластик?
- Упаковка
- Eco Design
Health
- Coronavirus Обновление
- Health & Safect
-
Plastipedia
Пластиковые материалы
- .
 Реактопласты
Реактопласты - Полимеры: на биологической основе/разлагаемые материалы
- Цены на полимеры
- Полимерная зона
Приложения
- Приложения (Пластмассы используются)
Отраслевые руководящие принципы
- Plastipedia Home
- ИСПОЛЬЗОВАНИЕ
- BPPEDIA HOME
- .
Пластиковые процессы
-
Каталог
Поиск
- Главная
- Поиск Каталог
- Каталог A-Z
Просмотр
- Местоположение и категория
- Категория бизнеса
- BPF Group
-
Найти поставщик
- Работа
-
Область
PVC-U представляет собой жесткую версию полимера поливинилхлорида. Чтобы сделать материал пригодным для использования в производстве окон и дверей, в материал включают ряд специальных добавок, придающих ему ударопрочность, стойкость цвета и долговечность.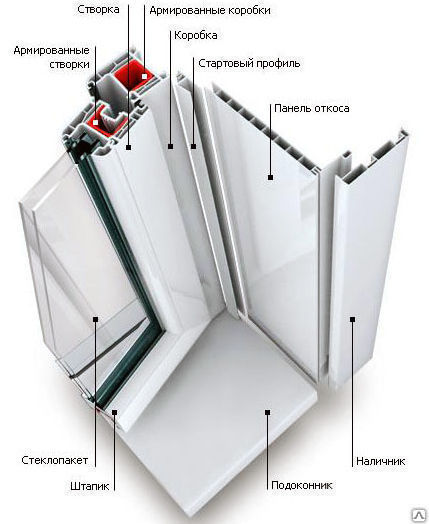
Процесс экструзии используется для создания профилей, предназначенных для включения деталей, необходимых для изготовления и сборки многих компонентов, необходимых для окон и дверей с высокими эксплуатационными характеристиками.
Профили нарезаются по размеру и подвергаются ряду механических операций, чтобы на готовом изделии можно было установить фурнитуру и образовать пути отвода воды. Затем они соединяются вместе с помощью сварки плавлением и/или механических креплений, чтобы сформировать желаемую конфигурацию продукта. Внутри профилей из НПВХ, где это необходимо, закрепляются стальные или алюминиевые арматурные секции для обеспечения дополнительной прочности. Можно использовать и другие вставки для улучшения тепловых характеристик и увеличения удержания винтов.
Хотите найти поставщика поливинилхлорида?
Информационное видео
В следующем видеоролике показан процесс изготовления окон из ПВХ. Видео предоставлено компанией Veka Plc, членом BPF Windows Group.
Видео предоставлено компанией Veka Plc, членом BPF Windows Group.
Ресурсы
1. Информационный бюллетень BPF Windows Group 1: Вопросы окружающей среды
2. Металлические стабилизаторы и ПВХ
3. Ожидаемый срок службы
4. Сжигание ПВХ
5. Гидрополимеры: возможности вторичной переработки ПВХ в замкнутом цикле
6. Краткая история Windows. Руководство по удобному дизайну замены
процесс производства профиля НПВХ | Okotech
Процесс производства профиля из НПВХ | Окотех Перейти к содержаниюMar Wed, 2018
Процесс производства НПВХ — это произведение науки и тонкое искусство проектирования лучших профилей из НПВХ, чем когда-либо. Процесс производства НПВХ состоит из четырех этапов. Три отдельных этапа производственного процесса НПВХ:
Три отдельных этапа производственного процесса НПВХ:
- Получение смоляного компаунда
- Экструзия профилей НПВХ
- Упаковка и распространение
После изготовления профилей НПВХ начинается отдельный процесс усиления профилей, который можно назвать изготовлением армированных профилей.
Теперь давайте рассмотрим каждый этап производственного процесса НПВХ и поймем, что входит в процесс изготовления лучших профилей из НПВХ.
- Образование смоляного компаунда:
Это самый первый шаг в процессе производства профилей из НПВХ. Есть определенное сырье, которое используется при приготовлении смоляной смеси. Выбранное сырье относится к самому премиальному уровню. При приготовлении смеси используются дополнительные уровни диоксида титана (TiO 2 ) и более низкий уровень карбоната кальция (CaCO 3 ), чтобы сделать экструдированные профили более прочными и устойчивыми к ультрафиолетовым лучам. Для более здорового и экологически чистого подхода в смоле используются вещества, не содержащие свинца.
Для более здорового и экологически чистого подхода в смоле используются вещества, не содержащие свинца.
- Экструзия профилей НПВХ:
Процедура экструзии является основным этапом производственного процесса НПВХ. Экструзия — это процесс изготовления профилей из НПВХ. Экструдированные профили требуют создания желаемой температуры 200-275 градусов Цельсия. Крупногабаритное автоматическое смесительное оборудование, обеспечивающее точное взбивание смеси. Как только расплавленная смесь готова для экструдированного профиля, ее заливают в форму. Матрица используется для придания экструдированным профилям формы во время их вытягивания и растяжения.
- Упаковка и дистрибьюция
После того, как экструдированный профиль примет заданную форму, наступает финальная стадия процесса производства НПВХ. Теперь профили из НПВХ погружаются в водяную баню и охлаждаются. После охлаждения они принимают форму прочных профилей. После достаточного охлаждения экструдированные профили разрезаются на стандартные формы, затем используются упаковочные этикетки и защитные ленты. В случае, если есть потребность в ламинированных профилях, белые профили изготавливаются соответственно.
После достаточного охлаждения экструдированные профили разрезаются на стандартные формы, затем используются упаковочные этикетки и защитные ленты. В случае, если есть потребность в ламинированных профилях, белые профили изготавливаются соответственно.
- Изготовление армированных профилей
В армированных профилях используется арматура из оцинкованной стали. Они являются наиболее подходящей формой усиливающих элементов для экструдированных профилей. Армирование необходимо, чтобы сделать профили из НПВХ более прочными и надежными. Он выделяется как отдельная процедура для дальнейшего укрепления профилей из НПВХ.
Этот тщательный процесс производства НПВХ приводит к созданию более качественных профилей из НПВХ. Чтобы узнать больше о процессе производства НПВХ, посетите: https://okotech.in/
13 фев 2023
Профили оконной рамы из НПВХ: анализ ассортимента профилей из НПВХ в Okotech
Профиль оконной рамы из НПВХ: Индивидуализация является самым большим преимуществом, когда речь идет о материале из НПВХ.