 alexxlab
alexxlab Станки для гибки арматуры (гибщики арматуры) по низкой цене
- Главная
- / Станки
- / По металлу
- / Для гибки и резки арматуры
- / Для гибки
Станок для гибки арматуры (гибщик арматуры) предназначен для холодной гибки стальных прутков в арматурных работах в производстве железобетонных конструкций.
Высокая производительность оборудования позволяет значительно увеличить скорость выполнение рубочных операций, связанных с гибкой металлической арматуры.
Сортировать по: Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
Код товара: 38901
В наличии 17 шт.
Инструмент ручной гибочный универсальный STALEX UB-100
Масса31 кг
Код товара: 38703
В наличии 13 шт.
Инструмент ручной гибочный универсальный STALEX SBG-40
Макс. Ø трубы15 мм
Масса23 кг
Код товара: 34152
В наличии 1 шт.
Станок для гибки арматуры ручной Stalex DR-20
Толщина гиба20.0 мм
Ширина гиба20 мм
Масса8 кг
Код товара: 9759
В наличии 30 шт.
Набор для работы с прутком и квадратом Stalex W2
Толщина гиба5. 0 мм
0 мм
Ширина гиба30 мм
Масса34 кг
Код товара: 38702
В наличии 31 шт.
Инструмент ручной для гибки завитков STALEX SBG-30
Макс. Ø трубы10 мм
Масса27 кг
Код товара: 9950
В наличии 3 шт.
Гибщик арматуры GROST RB-50М01
Толщина гиба50.0 мм
Ширина гиба50 мм
Мощность 4.00 кВт
Напряжение380В
Масса542 кг
Код товара: 34151
В наличии 30 шт.
Станок для гибки арматуры ручной Stalex DR-12
Толщина гиба12.0 мм
Ширина гиба12 мм
Масса10 кг
Код товара: 9951
В наличии 4 шт.
Гибщик арматуры GROST RB-42M01
Толщина гиба40.0 мм
Ширина гиба40 мм
Мощность 3.00 кВт
Напряжение380В
Масса324 кг
Код товара: 36805
В наличии 1 шт.
Станок продольного скручивания Stalex PS14
Толщина гиба12.0 мм
Ширина гиба20 мм
Масса15 кг
Код товара: 51817
В наличии 2 шт.
Гибщик арматуры GROST RB-40С
Толщина гиба40.0 мм
Ширина гиба40 мм
Мощность 3.00 кВт
Напряжение380В
Масса300 кг
Код товара: 51819
В наличии 4 шт.
Гибщик арматуры GROST RB-50A
Толщина гиба50.0 мм
Ширина гиба50 мм
Мощность 4.00 кВт
Напряжение380В
Масса474 кг
Код товара: 51816
В наличии 1 шт.
Гибщик арматуры GROST RB-40SA
Толщина гиба40.0 мм
Ширина гиба40 мм
Мощность 4.00 кВт
Напряжение380В
Масса294 кг
Код товара: 51818
В наличии 3 шт.
Гибщик арматуры GROST RB-50SA
Толщина гиба50.0 мм
Ширина гиба50 мм
Мощность 4.00 кВт
Напряжение380В
Масса412 кг
Код товара: 2033
27 264 p
Нет в наличии
Ручной гибочный станок Proma UO-30 для гибки полосы, прутка, квадрата
Толщина гиба15.0 мм
Ширина гиба30 мм
Масса20 кг
Код товара: 1579
Станок для гибки арматуры СГА-40М
Толщина гиба45. 0 мм
0 мм
Ширина гиба45 мм
Мощность 3.00 кВт
Напряжение380В
Масса380 кг
Код товара: 34153
Нет в наличии
Ручной станок для гибки арматуры Stalex DR-25
Толщина гиба25.0 мм
Ширина гиба25 мм
Масса18 кг
Код товара: 38753
Нет в наличии
Станок для гибки арматуры ручной Stalex DR-16
Толщина гиба16.0 мм
Масса7 кг
Код товара: 9949
Нет в наличии
Гибщик арматуры GROST RB-40М01
Толщина гиба40.0 мм
Ширина гиба40 мм
Мощность 3.00 кВт
Напряжение380В
Масса390 кг
Код товара: 34180
Нет в наличии
Приспособление для продольного скручивания прутка квадратного сечения Stalex HR14
Толщина гиба10.0 мм
Ширина гиба30 мм
Масса18 кг
Код товара: 44432
Нет в наличии
Станок гибочный универсальный UB70
Макс. Ø трубы18 мм
Ø трубы18 мм
Масса27 кг
Код товара: 44433
Нет в наличии
Станок круглогибочный универсальный URB30
Макс. Ø трубы10 мм
Масса27 кг
Код товара: 44430
Нет в наличии
Станок гибочный универсальный UB100
Макс. Ø трубы18 мм
Масса34 кг
Код товара: 37906
Станок для гибки арматуры МГА
Толщина гиба40.0 мм
Ширина гиба40 мм
Мощность 3.00 кВт
Напряжение380В
Масса386 кг
Код товара: 44345
Станок для гибки арматуры GROST SNAB G-40
Толщина гиба40.0 мм
Ширина гиба40 мм
Мощность 3.00 кВт
Напряжение380В
Масса390 кг
Код товара: 44431
Нет в наличии
Станок гибочный универсальный UB100A
Макс. Ø трубы22 мм
Масса38 кг
Код товара: 37907
Станок для гибки арматуры МГА 2
Толщина гиба56.0 мм
Ширина гиба56 мм
Мощность 4.00 кВт
Напряжение380В
Масса560 кг
Код товара: 2389
Машина гибочная МГ-120. 00.1
00.1
Толщина гиба5.0 мм
Ширина гиба130 мм
Напряжение380В
Масса650 кг
Код товара: 59202
Станок для гибки арматуры ВПК Г-52
Толщина гиба52.0 мм
Ширина гиба52 мм
Мощность 4.00 кВт
Напряжение380В
Масса490 кг
Код товара: 59194
Станок для гибки арматуры ВПК Г-42
Толщина гиба42.0 мм
Ширина гиба42 мм
Мощность 3.00 кВт
Напряжение380В
Масса380 кг
Код товара: 59193
Станок для гибки арматуры ВПК Г-40
Толщина гиба40.0 мм
Ширина гиба40 мм
Мощность 4.00 кВт
Напряжение380В
Масса326 кг
Сортировать по: Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
- «
- 1
- 2
- »
Гибщики арматуры разделяются на два вида:
- ручные;
- приводные.

В каталоге компании «РуСтан» представлено оборудование второго типа. Приводные станки для гибки арматуры имеют более высокую производительность и позволяют гнуть арматуру диаметром более 12 мм — как поодиночке, так и несколько заготовок сразу.
Конструктивно станок состоит из гибочного вала, который приводится в действие электродвигателем с редуктором, а также упорные штыри. Станки более высокого класса снабжены электроникой с защитными функциями или автоотключением после каждой операции.
При выборе оборудования данного вида следует ориентироваться на следующие параметры:
- Тип рабочего привода
- Наибольшие размеры и диаметр заготовки, мм
- Мощность, кВт
- Напряжение, В
- Размеры станка, мм
- Вес, кг
Звоните и заказывайте станок для гибки арматуры по телефону +7 (495) 249-49-90! Доставка в Москве и по России, возможен самовывоз.
Изготовители
PROMA (Чехия)
STALEX
Россия
Holzmann (Австрия)
GROST
ВПК Индустрия
ИНТех
Найдено товаров : 53
Сбросить фильтрыЦена
Производитель
PROMA (Чехия) STALEX GROST Россия Holzmann (Австрия) ВПК Индустрия ИНТех
Все производители
Усилие, тн
Рабочий ход, мм
Макс. Ø трубы
Ø трубы
Максимальный размер прямоугольной трубы
Ширина гиба
Толщина гиба
Квадратная труба
Максимальный размер Квадратной трубы, мм
Мощность
до кВт
Напряжение
Напряжение питания 220/380 вольт
380В
Масса
В наличии
Вверх
Гибочные станки для листового металла и арматуры своими руками, чертежи
– выражение нечастое. Намного чаще говорят и пишут «листогибочные» станки, имея в виду технические приспособления для гибки листового железа и металлических профилей. А между тем правильнее говорить «гибочные» станки, потому гнуть можно не только листовой металл, но и металлические прутья – арматуру, для которой существует отдельный вид гибочных станков.
Содержание
- Зачем нужны станки для гибки?
- Какими бывают гибочные станки
- Не листопады, а листогибы
- Ручная версия листогибочного станка
- Гибочный станок для арматуры своими руками
Зачем нужны станки для гибки?
Есть листовой металл. А есть различные профили – гнутый листовой металл самой разнообразной форма и назначения типа желобов, коньков, карнизов и других кровельных профилей. Разница в стоимости листового материала и готовых гнутых деталей различается в несколько раз.
Стало быть, гнуть листы самостоятельно – дело выгодное экономически и с профессиональной точки зрения. Когда выгодно не покупать, а делать самим – довольной редкая ситуация в современном техническом мире с узкой специализацией любого производства.
Гибка профилей на станке.Простота исполнения, высокая производительность и экономическая эффективность – отличная комбинация преимуществ, которыми обладают самодельное гибочное оборудование разных типов.
Давайте разбираться и приводить в порядок информацию по металлическим «гибочным» вопросам и способам их решения.
Какими бывают гибочные станки
для гибки.
Листогибочные станки:
- простые ручные листогибочные;
- гидравлические для профиля и листового железа;
- роликовые или валковые листогибы.
Станки для арматуры:
- ручные;
- с механическим приводом.
Дополнительно гибочный станок для арматуры может различаться по размерам. Эти размеры зависят от диаметра металлических прутьев, для которых они предназначены:
- легкие для работы с прутьями диаметром до 20 мм;
- тяжелые – для арматуры диаметром от 20 до 40 мм;
- сверхтяжелые для гибки прутьев диаметром от 40 до 90 мм.
Как и все оборудование такого рода, гибочные аппараты могут быть ручными механическими, а могут быть оборудованы электрическим приводом.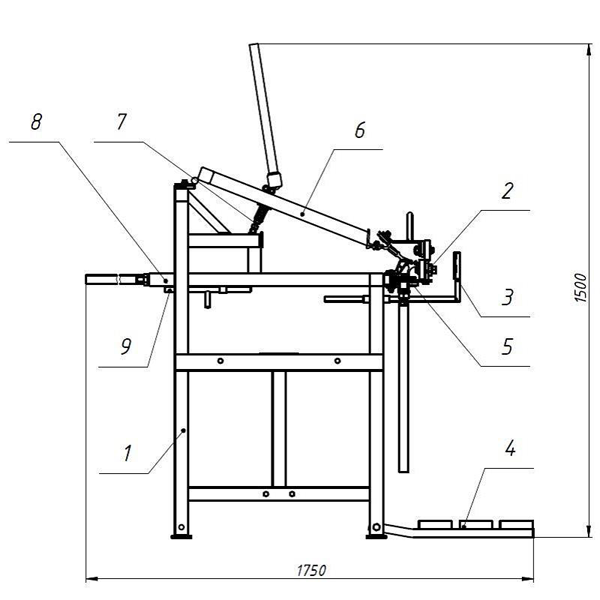 Следует сказать, что на рынке имеется огромное количество предложений высокотехнологических версий. Особенно это касается листогибов с гидравликой.
Следует сказать, что на рынке имеется огромное количество предложений высокотехнологических версий. Особенно это касается листогибов с гидравликой.
Гибочные станки с чпу, например, представлены очень широко многими зарубежными и отечественными производителями.
Не листопады, а листогибы
Разберемся с разным назначением листогибочного оборудования:
- Ручные версии предназначены для гибки листового металла по прямой линии под любым углом – от самых острых до почти 360°. Ручная сила прилагается в конкретном одном месте. Самым простым вариантом из ручных является аппарат для гибки под углом в 90° с помощью траверса.
- Гидравлические версии работают по совсем другому принципу: металл деформируется с помощью гидравлического удара. В домашних условиях такие варианты не используются, это очень эффективное профессиональное оборудование предназначено для серьезных промышленных предприятий.
- Роликовые гибочные станки с помощью валков производят гибку не под углом, а по окружности.
 На роликовых приспособлениях можно делать даже трубы.
На роликовых приспособлениях можно делать даже трубы.
Самодельный листогибочный станок можно сделать по первому и третьему вариантам. Разберем подробнее процесс их изготовления. Чтобы сделать гибочный , нужно начинать с технических установок.
Для того, чтобы оборудование было долговечным, простым в исполнении и достаточно дешевым по общим денежных затратам на материалы и инструменты, нужно рассчитать его производительность и технические возможности.
Ручная версия листогибочного станка
Вот что получается с учетом мышечной силы человека среднего роста, который собирается работать стабильно и без авралов:
- Ширина листового металла не должна превышать 1-го метра.
- Толщина листов для сгибания не должна превышать 0,6 мм для оцинкованного железа, 0,7 мм для алюминия и 1,0 мм для меди.

- Долговечность аппарата должна быть не меньше 1200 рабочих циклов без ремонта, иначе он будет нерентабельным.
- Сделать все, чтобы необходимость в дополнительной сварке была минимальной.
- Угол сгибания листового металла, не требующий ручной доводки, должен составлять не меньше 120°.
- Минимизировать разного рода дополнительные токарные и фрезерные операции.
Еще одним важным условием, влияющим на производительность и качество работы, является соблюдение правил эргономики: нужно сделать так, чтобы гибочный был вам удобен и с ним было комфортно работать.
Гибка трубы на ручном станке.Сейчас немного физики. Главным материалом для гибочного оборудования является традиционная конструкционная сталь. Исключение составляет траверса, которую лучше заменить на швеллер. Дело в том, что отдача на траверсу от сгибаемого металлического листа никогда не бывает равномерной по своей ширине. Шире всего отдача в середине, на краях, где нет подпоры, эта отдача минимальна.

Во-вторых, нагрузка на нашу несчастную траверсу вместе с прижимом «растекается» и на дальних участках дает растяжку. А металл никогда не любил растяжку – он быстро устает от такого рода деформаций. Поэтому, если не обратить внимания на проблемы траверсы, уголок в середине может быстро деформироваться, и в середине сгиба появится вздутие.
Мы рассмотрели общие требования к гибочному листовому оборудованию, теперь приступим к конкретным моделям, чьи характеристики должны быть оптимальными для вас и только для вас.
Вот главные пункты, которые нужно знать и учесть перед тем, как приступить к работе:
- Предельная ширина в миллиметрах листового металла, обычно это 1000 мм.
- Максимальная толщина листа металлической заготовки в миллиметрах.
- Допустимые значения углов гибки, диапазон от минимального до максимального.
- Высота, длина и ширина самого аппарата.
- Желательная точность сгибания металлических листов.
Безусловно, все эти предельные значения будут зависеть от ваших намерений и условий применения станка. Если, например, вы собираетесь заниматься работами по кровле, вы будете иметь дело с листами толщиной 1 мм или меньше, а сделаны они будут из стали или оцинкованной меди.
Если, например, вы собираетесь заниматься работами по кровле, вы будете иметь дело с листами толщиной 1 мм или меньше, а сделаны они будут из стали или оцинкованной меди.
Ну а если у вас в планах производство элементов для металлических ограждений, то толщина листов может достигать 2-х или 3-х миллиметров.
Вот с определением размеров углов гибки будет немного сложнее. Верхний предел, то есть предельное максимальное значение в 180° — это понятно. А вот на минимальное значение гибочных углов влияет интересное явление, которое называется пружинение.
Пружинение – уменьшение градуса угла гибки из-за физической упругости металла, который деформируется в станке.
Принцип действия станка.Это явление нужно учитывать, и вот от чего оно зависит:
- Свойства металла в виде пластичности. Например, очень по-разному ведут себя стальные сплавы. Высокоуглеродистые стали показывают предельный угол пружинения вплоть до 12°, а низкоуглеродистые – в диапазоне всего лишь 5° — 7°.
 Высоколегированные стали и алюминиевые сплавы показывают пружинение еще выше: 12° — 15°.
Высоколегированные стали и алюминиевые сплавы показывают пружинение еще выше: 12° — 15°. - Толщина металлического листа. Понятно, что чем тоньше лист, тем меньше у него пружинение.
- Угол сгибания. Чем меньше нужный угол, тем выше пружинение у всех металлов. Гибка металлических листов под малым углом, например, меньше 20°, вручную практически невозможна. Невозможна она и на домашних гибочных станках – дело в высоком пружинении. Гибку металла под малыми углами производят только в промышленных условиях в сочетании с продольным растяжением листов. Если вам нужен малый острый угол в обязательном порядке, уж лучше сделать его с помощью молотка. Со станком это не получится. Пружинение!
Самой простой и распространенной версией для гибки листового металла является вариант с поворотной траверсой. Он работает просто и чрезвычайно эффективно.
Вот чем нужно запастись, чтобы сделать гибочный станок для листового металла своими руками:
- Широкополосная листовая сталь для изготовления балок: нижней, верхней и поворотной.

- Швеллер из стали номером не ниже 6-ти мм. На всякий случай: швеллер – это стандартный профиль из черного проката.
- Стальные уголки для опорной рамы.
- Набор крепежных изделий – винты и барашки, пружина.
- Стальной прут для ручного привода, чтобы поворачивать стальную балку.
- Слесарные тиски.
- Петли от стальных входных дверей.
для гибки листового металла производится по следующим этапам:
- Два стальных листа или тавра складываем вместе, после чего в них делаем одинаковые выемки. Края этих выемок выставляем под углом в 45°, а в третьем листе или тавре, который будет играть роль прижимной планки, после обрезки проделываем более глубокую выемку.
- Петли от стальных входных дверей привариваем с обеих сторон.
- К одному из первоначальной пары тавров привариваем по два стальных треугольника или укосины для крепежа на них прижимной планки с помощью специального фиксатора в виде болта.
 Гайки этого болта привариваются прямо к укосинам.
Гайки этого болта привариваются прямо к укосинам. - Теперь занимаемся прижимной планкой: к верхней части привариваем металлические заготовки с центральным отверстием диаметром, чуть большим диаметра болта. Сопоставляем отверстия с приваренной гайкой, чтобы они были на одной линии, привариваем.
- Прижимная планка должна подниматься на 5 – 7 мм. Это делается с помощью пружины, которую надеваем на болт в «ухе», после чего плотно закручиваем гайку. Точно такую же пружину устанавливаем на противоположном конце. Если все правильно, прижимная планка будет самостоятельно подниматься при откручивании.
- Ручками для закручивания можно сделать отрезки арматуры, приварив их к шляпке винта. К подвижному тавру также привариваем ручку. Станок готов.
Теперь о тесте на точность: правильно ли гибочный станок будет работать. Пробовать нужно полосу из картона с толщиной, аналогичной листопрокату, с которым вы собираетесь работать. Добиваемся ровной высоты полок картонной полосы. На картоне не должно быть никаких деформирующих следов. Если все хорошо, гибочный станок для листового металла готов.
На картоне не должно быть никаких деформирующих следов. Если все хорошо, гибочный станок для листового металла готов.
Гибочный станок для арматуры своими руками
Если вы будете проходить мимо какой-нибудь стройки с бетонными конструкциями, обратите внимание на оборудование этой стройки. Там обязательно будет присутствовать ручной или механический гибочный станок для арматуры.
Хрупкий по своей природе бетон без арматуры никак не обойдется, это самое простое и эффективное средство укрепления любых строительных элементов, выполненных из бетона. По строительным стандартам все угловые бетонные конструкции должны быть сделаны не просто с гнутьем, а с перехлестом в каждую сторону не меньше, чем на 0,8 метра.
Схема станка для гибки.
Принцип работы любого гибочного аппарата для арматурных прутьев абсолютно одинаковый: прут фиксируется между двумя роликами, а затем сгибается под углом с помощью третьего ролика. Радиус изгиба может требоваться разный, он регулируется упорным валом. Это касается .
Главный элемент гибочного станка с механическим приводом – это диск с «пальцами», который вращается и закручивает прут, закрепленный между пальцами. Работать на таком приспособлении приятно: уложить аккуратненько в зазор между пальцами пруток и начать вращать диск. Прут начинает изгибаться вокруг центральной точки.
На рынке предлагается аппараты для гибки арматуры разного типа, на любой вкус и кошелек. Они просты и доступны. Но арматуру можно гнуть и с помощью элементарного трубогиба, который легко сделать самостоятельно.
Гибочный станок для арматуры своими руками ограничен единственным фактором: диаметр прутка не должен превышать 10 — 14 мм. Высокая производительность также не про самодельный станок, об этом нужно помнить.
Основа станка – станина из стали с приваренными штырем или уголком. Второй элемент – поворотный диск или платформа с рычагом и штырями для гибки. Лучше всего все элементы расположить на массивной плите, чем она массивнее, тем устойчивее будет станок и тем больший диаметр прутков можно будет обрабатывать.
Самодельный станок для гибки арматуры – великолепный способ сэкономить время и деньги во время строительных работ.
Станок для гибки листового металла своими руками
Как сделать станок для гибки листового металла своими руками. Подробное описание процесса и чертежи гибочного станка.
Листогибочный станок – инструмент, отличающийся своей достаточно простой конструкцией, что, впрочем, нисколько не мешает ему демонстрировать потрясающую продуктивность и эффективность при выполнении гибочных работ. Именно о том, как изготовить подобное приспособление своими руками и с минимальными финансовыми вложениями, мы с вами сегодня и поговорим.
Именно о том, как изготовить подобное приспособление своими руками и с минимальными финансовыми вложениями, мы с вами сегодня и поговорим.
Технология гибки и её особенности
В процессе гибки металла происходит сжатие его внутренних слоёв с одновременным растягиванием наружных, при этом прикладываемое напряжение превышает максимально допустимое для этого листового металла напряжение. Как результат – лист металла перегибается на заранее выбранный угол. Степень деформации материала зависит от различных факторов, в первую очередь это его толщина, скорость проведения операции и требуемый угол изгиба. Да и о пластичности металла забывать не стоит.
Хотелось бы обратить особое внимание, что гибка должна проводиться с полным соблюдением технологического процесса – малейшее отклонение может вызывать различные, в том числе и довольно существенные дефекты, сведя на нет все приложенные ранее усилия.
Материалы и инструменты
Для изготовления гибочного станка своими руками понадобится следующее:
- Сварочный агрегат;
- Стальная двутавровая балка;
- Уголок;
- Болты;
- Рукояти;
- Струбцины;
- Петли.

Изготовление станка своими руками – начальный этап
Самодельный гибочный станок включает в себя следующие узлы и компоненты (рис. 1):
- Основание;
- Прижим;
- Гайка-маховик;
- Обжимной пуансон с рычажной рукоятью;
- Струбцины, фиксирующие приспособление на верстаке.
Итак, чтобы сделать листогибочный агрегат своими руками следует в первую очередь озаботиться обустройством его основания, изготавливается которое из металлического швеллера №6,5 (можно и №8), длина которого не превышает 0,5 м (данный параметр можно подбирать по своему усмотрению).
Прижим, основу которого составляет уголок, позволяет сгибать листы на угол свыше 90°, что особенно актуально в ситуации, когда требуется фальцевое соединение листов. Конструкция самого прижима сварная, главный уголок под №5 усиливается посредством профиля из уголка №3. Для максимальной жёсткости толщина полок уголка должна быть не менее 5 мм. Длина прижима должна быть меньше основания примерно на 70 см, при этом на его торцах наваривают кронштейны из уголков №3, толщина стенки которых также составляет 5 мм (рис. 2).
2).
Края уголка, особенно те, которые будут контактировать с металлом, зачищают напильником или же фрезеруют – так, чтобы они были параллельны основанию. Посредине каждого кронштейна высверливается отверстие на 8 мм.
Для обжимного пуансона используют уголок №5, который короче прижима на 10 см. Рычажную рукоять выгибают из прута арматуры, сечением 15 мм, придавая ей вид скобы, после чего сваривают с пуансоном. Из листа металла, толщина которого 5 мм, вырезают щёчки и высверливают в них отверстия на 10 мм.
С торцов рёбер пуансона убирают фаску – глубина 5 мм, длина 30 мм, что позволит установить стальные оси, выполненные из прута сечением в 10 мм. Направление привариваемых осей должно совпадать с ребром уголка. Подобные же фаски, но чуть больших размеров – длина 32 мм, глубина 6 мм, убирают и с рёбер основания.
Самодельный листогибочный станок – работы продолжаются
Продолжаем изготовление гибочного агрегата своими руками. Пришёл черёд предварительной сборки аппарата. Для этого пуансон и основание устанавливают в тисках, следя за тем, чтобы полка уголка и швеллера прибывали в единой плоскости по горизонтали. Оси пуансона дополняют щёчками, фиксируя их с помощью сварки или любым иным удобным способом.
Для этого пуансон и основание устанавливают в тисках, следя за тем, чтобы полка уголка и швеллера прибывали в единой плоскости по горизонтали. Оси пуансона дополняют щёчками, фиксируя их с помощью сварки или любым иным удобным способом.
Пробную гибку проводят на мягком листе металла (1 мм толщиной). Он укладывается на основание, а сверху его придавливают вальцы и прижим, прижимая к основе шпильками или струбцинами. В случае необходимости после пробных гибок проводят корректировку положения щёчек, после чего окончательно приваривают их на основание.
Через отверстия в кронштейнах высверливают отверстия на основании – сечение 8 мм, после чего нарезают в них резьбу М10. Отверстия в прижимах расширяют до 10 мм. Снизу в основание вкручивают болты, фиксируя их головки посредством сварки.
Основание с прижимом стягивается гайками М10 с подложенными под головки шайбами. Для обратного отжатия прижима используют предварительно одетые на болты пружины. Хотя и резиновые амортизаторы далеко не самый плохой выбор.
Для изготовления крепёжных струбцин также используют уголок №3. С их конструкцией можно ознакомиться на рисунке 3. На зажимных винтах М10 устанавливают опорные накладки, а сами струбцины посредством сварки монтируются возле щёчек на полке основания.
Покупка или самостоятельное изготовление – что выбрать
Вот собственно и всё. Мы с вами разобрались, как изготовить гибочный станок своими руками. Но возникает вопрос, а не проще ли купить в магазине уже готовый аппарат? Давайте посмотрим. Практика показывает, что преимущества самодельного станка более чем очевидны – заводские модели в подавляющем большинстве случаев достаточно габаритны и способны гнуть листовой металл до 3 м шириной, стоимость подобных устройств весьма и весьма существенная, а механический привод, которым они преимущественно оснащены, совсем не подходит для тонкой работы. Другое дело привод гидравлического типа, хотя стоимость подобного оборудования столь велика, что его задействование даже при выполнении постоянных работ в малых объёмах является нецелесообразным.
Вот и получается, что кроме ручного привода для домашнего использования ничего и не остаётся. Он прост в устройстве и эксплуатации, затраты на его изготовление минимальны, сделать его вполне по силам самостоятельно и без задействования какого-либо специфического оборудования, при этом качество работы по многим параметрам ни в чём не уступает покупным моделям.
Меры предосторожности и советы по технике безопасности при использовании станка для гибки листового металла
Woodward Fab
Гибка металлов – это процесс, при котором с помощью пластической деформации изменяют форму листового металла и труб. Что такое пластическая деформация? Это процесс, при котором материал претерпевает определенные необратимые изменения из-за приложенных к нему сил. При определенных типах гибки, таких как гибка труб и гибка листов, можно реализовать несколько способов деформации металла. Листовой металл считается одним из самых универсальных металлов. В этом посте будут объяснены некоторые советы по безопасности, которые необходимо учитывать при использовании станка для гибки листового металла.
При определенных типах гибки, таких как гибка труб и гибка листов, можно реализовать несколько способов деформации металла. Листовой металл считается одним из самых универсальных металлов. В этом посте будут объяснены некоторые советы по безопасности, которые необходимо учитывать при использовании станка для гибки листового металла.
Чтобы получить желаемую производительность и обеспечить безопасную работу, вам необходимо соблюдать некоторые основные нормы безопасности при использовании листогибочного станка. Вот некоторые из основных:
- Знакомство с машиной и ее работой: Вы раньше управляли листогибочным станком? Если нет, то сначала нужно привыкнуть. Вы должны понять машину и ее работу, прежде чем начать ее использовать. Ознакомьтесь с работой машины. Для этого можно обратиться к инструкции по эксплуатации. Это поможет вам лучше понять машину и устранит любые шансы несчастных случаев или неудач во время ее работы. Вы также можете пройти обучение у тех, кто имеет опыт работы с листогибочным станком.

- Прогрев машины в холодную погоду: В холодную погоду часто рекомендуется держать машину в тепле. Чтобы получить наилучшие результаты, вы всегда должны прогревать машину в течение нескольких минут перед ее использованием. Вы можете сделать это, запустив машину и дав ей поработать несколько минут. Как только это будет сделано, все готово для получения наилучших результатов от машины. Когда вы прогреваете машину, вы также устраняете вероятность того, что она подвергнется нагрузке.
- Держите лист параллельно гибочному станку: Расположение листа очень важно. Для безопасной работы всегда держите лист под правильным углом. Прежде чем начать процесс гибки, всегда следите за тем, чтобы лист был параллелен гибочному станку. Неправильное размещение может привести к тому, что простыня ударит вас по телу и вызовет травму.
- Береги руки: Будьте осторожны при работе с трубогибом.
 Когда вы кладете лист на сгибатель, вы должны следить за тем, чтобы ваши руки не поранились. Отсутствие внимания может привести к серьезным несчастным случаям или даже необратимым травмам.
Когда вы кладете лист на сгибатель, вы должны следить за тем, чтобы ваши руки не поранились. Отсутствие внимания может привести к серьезным несчастным случаям или даже необратимым травмам.
Несколько советов по безопасности
При работе с листовым металлом вы можете пораниться. Вот несколько кратких советов по безопасности, которым вы должны следовать для безопасной работы:
- Никогда не забывайте надевать защитные перчатки. Они защищают ваши руки от травм острыми предметами.
- Всегда используйте защитные очки, чтобы защитить глаза от мелких частиц, летящих в процессе гибки.
- Используйте рабочие ботинки. Они предотвращают повреждение ног любым ломом или заостренным материалом.
- Не проводите руками по острым порезам, даже если вы в перчатках.
- Всегда следите за тем, чтобы все заусенцы были правильно заточены.
- Всегда держите рабочую поверхность в чистоте. Удалите весь лом, так как он может представлять риск получения травмы.

- Обращаться с влажными металлическими листами следует с особой осторожностью. Влажные поверхности содержат влагу, которая при смешивании с грязью и маслом может сделать поверхность листа скользкой, что затрудняет ее удержание.
Вот некоторые из наиболее важных советов по безопасности, которым вы должны следовать для безопасной операции гибки листового металла. Если вы хотите узнать больше о листогибочных станках, вы можете связаться со специалистами Woodward Fab, ведущей компании по производству листогибочных станков.
Самый продаваемый листогибочный пресс и станок 3 в 1 Ассортимент продукции:
Связанный пост:
- Профилегибочное Против. Листогибочный пресс — какой из них выбрать для вашего следующего производственного процесса?
- Полное руководство по эффективной пробивке отверстий в листовом металле
- Способы предотвращения распространенных ошибок при гибке листового металла
- 8 промышленных применений тисков Woodward Fab
- Как защитить листогибочный пресс, чтобы предотвратить опасности?
SweBend — Лучшие гибочные станки на заказ | Прокат листового металла
Откройте для себя непревзойденное
Точность
Инвестируйте в качество, скорость и опыт — Лучшая рентабельность инвестиций на рынке
Узнать больше
Прецизионная гибка
Упрощенная
Узнать больше
Лучшие в мире
Гибочные станки
Благодаря шведскому опыту и качеству
Мы создаем краеугольные камни вашего производства.
Узнать больше
Добро пожаловать в SweBend
Самые мощные, самые сложные и самые надежные гибочные станки на мировом рынке. В сочетании с самой развитой системой гибки с интеллектуальным алгоритмом (2013 года рождения), работающей на нашей почти безграничной системе ЧПУ SEVEN. Мы подготовились к Четвертой промышленной эволюции, а вы?
- Самая развитая система гибки с искусственным интеллектом
- Самый высокий ROI
- Индивидуальный изгиб
- Непревзойденные знания
~ Важное уведомление ~
В связи с очень высоким спросом мы просим вас подождать с нашим ответом. Хорошо сформулированный запрос всегда равен более быстрому ответу. Пожалуйста, укажите как можно больше параметров в запросе/вопросе предложения, чтобы мы предоставили вам наиболее точное машинное решение.
Мы работаем с ведущими мировыми компаниями по гибке, продвигая качество, технологии и инжиниринг, чтобы предоставить рынку более быстрые, простые и более точные решения для гибки.
Последние новости от SweBend
At SweBend
На протяжении многих лет компания SweBend разрабатывала и совершенствовала различные функции и усовершенствования, чтобы сделать наши машины максимально энергоэффективными, и мы постоянно стремимся вести позитивную экологическую политику в отрасли.
Выставки
Мы едем на EuroBLECH в Ганновер 25-28 октября! Приходите встретиться с нами. EuroBLECH — 26-я международная выставка технологий обработки листового металла.
Какова ваша задача?
В SweBend мы производим машины, адаптированные к вашим конкретным потребностям, будь то гибка массивных балок для строительства мостов или прецизионная гибка листового металла для создания космических кораблей, у нас есть решение.
Подробнее »
У нас есть решения!
Сегодня в Свебенде происходит много событий, и, естественно, мы идем в ногу с технологическим прогрессом. Для нас это означает возможность помочь нашим клиентам найти наилучшее решение, отвечающее их потребностям.
Подробнее »
Капитальный ремонт
Дайте вашей любимой машине новую мощность, новые функциональные возможности и новую жизнь!
Сервис
Позвольте нам выполнить следующее обслуживание и одновременно проверить общее состояние машины
Восстановленные машины
Всемирная сеть представителей и агентов с новыми и подержанными машинами, доступными для доставки
Обучение
Мы предлагаем общие или специальные программы для прокатки, управления ЧПУ (базовые и расширенные) и обслуживания
Модернизация ЧПУ
От аналогового к ЧПУ всего за 3 дня – обучение включено! Повысьте производительность с помощью гибки с ЧПУ и управления через Bluetooth
Запчасти
Срочно нужны запчасти? Будьте уверены, мы всегда сделаем все возможное, чтобы доставить вам запасную часть в кратчайшие сроки
Некоторые из поставленных нами машин
Узнайте, как мы помогли нашим клиентам сократить время, улучшить результаты и повысить производительность.
- Все
- Скребки, шнеки и спирали
- Гибка пластин
- Изгиб сечения
- Семь систем ЧПУ
Команда и Консультативный совет
Требуйте лучшего, особенно от своей команды! Мы нанимаем и работаем только с лучшими, будьте уверены, что качество, уровень обслуживания и поддержка с нашей стороны оправдают или даже превзойдут ваши ожидания!
Питер Нильссон
Управляющий директор
Даниэль Леуфштедт
Исследования и разработки, ЧПУ
Лина Херманссон
Запасные части
Фредрик Хейман
Установка и обслуживание
~ Важное уведомление ~
В связи с очень высоким спросом мы просим вас подождать с нашим ответом. Хорошо сформулированный запрос всегда равен более быстрому ответу. Пожалуйста, укажите как можно больше параметров в запросе/вопросе предложения, чтобы мы предоставили вам наиболее точное машинное решение.
Пожалуйста, укажите как можно больше параметров в запросе/вопросе предложения, чтобы мы предоставили вам наиболее точное машинное решение.
Варианты производительности станка, в том числе более высокая скорость прокатки и более высокий крутящий момент, оказались чрезвычайно полезными в нашем цехе, обеспечив более быстрое производство и улучшенные возможности гибки профилей… Качество сборки также впечатляет. Инструмент идеально подходит, а жесткость машины превосходна.
Винс ЛиндерсПрезидент Linders Specialty Company
Бесспорный лидер в области гибочных и листопрокатных станков
Мартин СвинкелсДиректор, Van Rijsoort Bending
Предыдущий
Следующий
Креативные решения
Мы делаем почти все возможным благодаря мощному опыту, целенаправленному решению проблем и творческому подходу
Надежные машины
Созданы для больших усилий и точной деформации.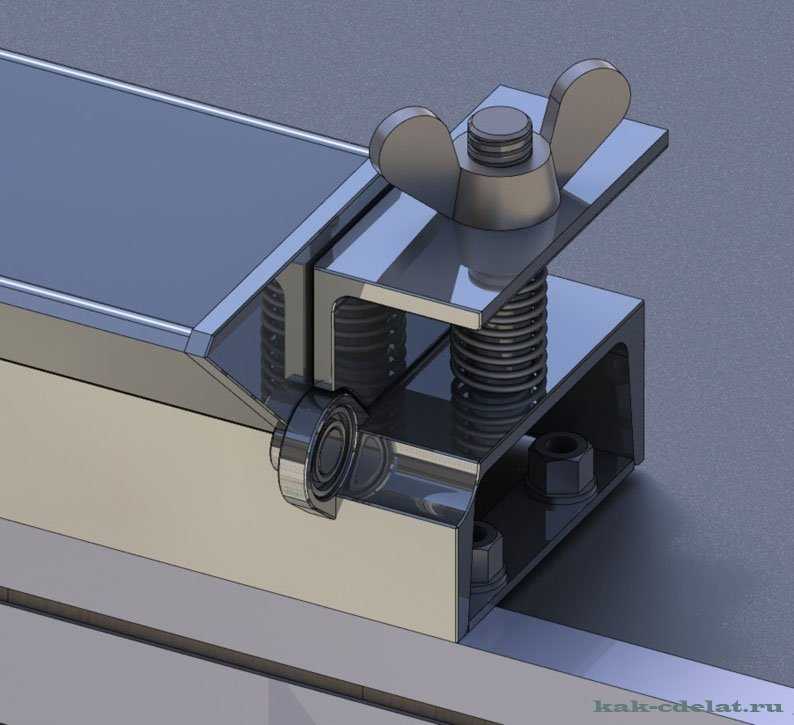 Благодаря строго пропорциональным рамам мы достигаем лидирующей на рынке точности.
Благодаря строго пропорциональным рамам мы достигаем лидирующей на рынке точности.
Круглосуточная поддержка 7 дней в неделю
Подключите свой станок, и специалисты SweBend будут на расстоянии одного клика, чтобы снова запустить ваше производство.
Общие вопросы о наших гибочных станках
В чем разница между 3-х и 4-х валковыми машинами?
Как правило, 3-валковые станки лучше подходят для гибочных компаний, которые выполняют множество уникальных
операций гибки и требуют высокой универсальности. 4-валковые станки лучше подходят для серийного производства и всегда оснащены нашим мощным ЧПУ для связи с другими станками и создания точных гибов раз за разом с самым низким допуском на рынке.
У меня уникальный профиль/форма/материал. Можно ли согнуть?
Индивидуальные гибочные и формовочные станки – это наша специализация! Не стесняйтесь присылать нам свои вопросы со спецификациями, и мы с удовольствием дадим совет о том, что возможно.
Что означает «прецизионная гибка, упрощенная»?
Подключите свой станок, и специалисты SweBend окажутся на расстоянии одного щелчка мыши, чтобы снова запустить ваше производство.
Запросить предложение
Сообщите нам больше о ваших требованиях к гибке, и мы вышлем вам предложение!
Имя
Компания
Эл. адрес
телефон
Подробная информация о ваших потребностях в гибке…
3-валковая гибочная машина (принцип работы и процесс прокатки)
В связи с быстрым развитием производства, угольной энергетики, гидроэнергетики, атомной энергетики и ветровой энергетики, поощряемой национальной политикой в области экологически чистой энергии, за которой также внимательно следят, обработка деталей трубопроводов и колонных башен требует больших полных комплектов листопрокатных машин.
Морская нефтегазовая, нефтехимическая, углехимическая промышленность, сверхмощные сосуды высокого давления становятся все более популярными, реактор гидрирования в тысячах тонн, реактор для сжижения угля в две тысячи тонн, 10000 м 3 сферический резервуар для природного газа широко применяется, что делает сверхмощные листовые валки, предназначенные для прокатки толстого листа и высокопрочного листа, стать ключевым оборудованием.
Содержание
3 Валкогибочный станок Принцип работы
Валкогибочный станок также называют округлым и валковым станком, который является универсальным формовочным оборудованием для прокатки металлического листа в цилиндр, конус, криволинейную и другую форму.
В соответствии с принципом трехточечной формовочной окружности изменение относительного положения и вращательное движение рабочего валка заставляют металлический лист производить непрерывную пластическую деформацию для получения заданной формы заготовки.
Он широко используется в котельной, судостроительной, нефтяной, химической, металлоконструкции и машиностроении.
См. рисунок ниже, 3-валковая гибочная машина обычно использует два нижних ролика в качестве активных валков и может осуществлять прямое и обратное вращение.
Один верхний ролик является следящим роликом, который может перемещаться вертикально вверх и вниз.
- Подвижное гнездо подшипника
- Гидравлический цилиндр
- Левая рама
- Основание
- Верхний ролик
- Нижний ролик
- Гиронный стержень
- Правая рама
- Гидравлический цилиндр
- СЕДЕЛИ СЕДЕЛИ
- Roller Gear
- REDUCER
- MOTER
- UNLUCKING DIVERTING 2020212121202020202020202020202020202020202 годы.
 размещенный между верхним и нижним роликами, и три точки разреза, которые подвергаются воздействию металлического листа тремя роликами, могут заставить лист изогнуться в изогнутый или замкнутый круг.
размещенный между верхним и нижним роликами, и три точки разреза, которые подвергаются воздействию металлического листа тремя роликами, могут заставить лист изогнуться в изогнутый или замкнутый круг. Таким образом, процесс формования листового металла можно рассматривать как трехвалковую гибочную машину для осуществления непрерывного процесса трехточечной гибки.
Во время обработки один конец металлической пластины подается в трехвалковую пластину между верхним и нижним роликами, а затем верхний ролик перемещает металлическую пластину вниз, в результате чего пластина под ним создает определенную деформацию пластического изгиба из-за к сжатию.
При вращении валка между пластиной и валком возникает трение, поэтому при вращении валка пластина также перемещается в продольном направлении.
Нижний ролик при положительном и отрицательном вращении попеременно, и прокатная пластина движется вперед и назад, два нижних ролика вращаются, фрикционная пластина привода и ролик перемещаются.
Между тем, верхний валик продолжает увеличивать давление на валик, а верхний валик перемещается вперед и назад по пластине.
Когда пластина, в свою очередь, проходит дно верхнего ролика (зона деформации ролика), а напряжение превышает предел текучести, она вызывает пластическую деформацию, пластина получает деформацию пластического изгиба по всей длине и перерабатывается в требуемая форма.
Правильно отрегулируйте относительное положение между верхним и нижним валками, чтобы лист можно было согнуть до радиуса, не меньшего, чем радиус верхнего валика.
Ниже приведен принципиальный чертеж симметричного 3-валкового листогибочного станка.
Приводной ролик Ⅱ, Ⅲ приводится в движение двигателем и редуктором, которые вращаются в одном направлении с той же скоростью (или в противоположном направлении).
Из-за трения между роликом и пластиной пластина движется вперед, а ролик вращается.
Правильно отрегулируйте положение верхнего валика, чтобы можно было изготовить валик с различной кривизной пластины.
Если заготовка не может достичь желаемой кривизны после процесса прокатки, верхний ролик можно правильно уменьшить, а затем снова и снова выполнять обратную прокатку, пока она не будет раскатана до нужной формы.
Как видно из рисунка выше, три валка симметричного трехвалкового листогибочного станка расположены в виде равнобедренного треугольника, поэтому в процессе прокатки два конца заготовки должны оставлять прямую линию.
Длина прямолинейного сегмента составляет примерно половину расстояния от центра двух нижних роликов.
Эта часть прямой является местом, где ролик не может катиться, что является самым большим недостатком симметричного трехосного ролика.
Несмотря на недостатки симметричного трехвалкового листогибочного станка, он получил широкое распространение благодаря своей простой конструкции, удобству в эксплуатации и низкой стоимости.
Что касается задачи исключения прямолинейного отрезка, то ее можно решить разными способами в сочетании с конкретной ситуацией, как показано в таблице ниже.
| Артикул | Решение |
| Предварительная гибка колена | В этом методе используется матрица для предварительного изгиба двух концов стального листа на прессе для достижения желаемой кривизны. |
| Сохраните припуск | Добавьте соответствующий припуск на концах пластины. После того, как два конца раскатываются на определенную длину, затем отрезается остаток (он же прямолинейный отрезок). |
| Добавить опорную пластину для предварительного изгиба | Этот метод выполняется на прокатном станке, как показано на рис. 3b. Однако при принятии этого метода следует полностью учитывать возможности прокатного станка, то есть сумму изгибающего усилия работы и Требуемая прокладка должна быть меньше, чем у машины с валковой плитой. |
Для другого асимметричного трехвалкового листогибочного станка расположение вала ролика разработано таким образом, чтобы исключить сегменты прямой линии на прокатываемой заготовке.
Характеристика такого прокатного станка состоит в том, что два нижних ролика можно регулировать по вертикали.
Любой ролик нижнего вала можно отрегулировать на расстояние между центрами верхнего ролика, а другой ролик поднять в соответствующее положение.
Начальный конец стального листа можно согнуть и прокатать.
После полупроката измените выравнивание двух нижних роликов, продолжите прокатку и устраните прямолинейный сегмент на конце заготовки.
Заготовку также можно поворачивать, задний конец становится передним для прокатки, что также может исключить линейный сегмент.
3-валковая гибочная машина Процесс прокатки
Ниже приводится краткое введение в процесс изготовления короткого цилиндра с Dg ≥ 400 мм, которое поможет вам понять процесс прокатки 3-валковой гибочной машины.
Получение материала
Материал должен быть подтвержден в соответствии с чертежом и технологическими требованиями, а поверхность материала не должна иметь явных дефектов.
Качество материала и технические характеристики должны соответствовать соответствующим национальным стандартам и отраслевым стандартам.
Нарисуйте линию
При расширении диаметр цилиндра должен соответствовать фактическому диаметру торцевого корпуса, а диаметр материала цилиндра должен рассчитываться в соответствии с промежуточным диаметром цилиндра.
Направление длины разворота должно быть таким же, как у стального проката, предельное положение до 45°.
Линия должна быть разумной, максимально использовать кромочный материал и улучшать использование стали.
Если цилиндр сварен из нескольких секций, то сварка должна быть выполнена надлежащим образом в соответствии с техническими требованиями сборки и сварки оборудования.
Расстояние между кромками сварного шва между стыковыми швами торцевой оболочки и продольными швами цилиндрического сечения обечайки должно быть более чем в 3 раза больше толщины цилиндра и не менее 100 мм.
Если цилиндр соединяет трубу, опору, усиливающее кольцо, опорную плиту и т. д., то промежуточное положение между продольным и кольцевым сварными швами на цилиндре должно исключать открытие отверстия на сварном шве или слишком близко к нему, а усиливающее кольцо или основание пластина, покрытая сварными швами.
Рисунок линии должен быть точным, следует применить метод геометрического отображения, чтобы нарисовать вертикальную линию, биссектрису и биссектрису вместо квадратного образца.
Отложите необходимый запас, сначала начертите линию разреза края на металлической пластине, а затем нарисуйте фактическую линию материала и проверьте линию.
Требуемый допуск для нанесения линии с целью вырубки:
Требуемый допуск по высоте цилиндра H составляет: H±1 мм
Разница между двумя диагональными линиями △ L=L1 - L2 ≤ 2 мм, допуск длины цилиндра сечение L±3 мм
Формула периметра: L=π(Di + S), в формуле Di – диаметр цилиндра (мм), S – толщина цилиндра (мм).
После маркировки производится пересадка маркировки материала в рамку 100мм х 100мм в правом верхнем углу стальной пластины.
Вырубка и обработка кромок:
Толщина листа из углеродистой стали < 12 мм, используйте ножницы для вырубки, насколько это возможно (в противном случае используйте полуавтоматическую резку), после процесса резки очистите шлак и удалите заусенцы.
Когда паз необходим, толщина листа > 6 мм должна выполняться полуавтоматическим станком для резки или прокатным станком для снятия фаски;
Толщина листа менее 6 мм, следует использовать метод шлифования.
Канавка, созданная газопламенной резкой, должна быть очищена от шлака, сварочная канавка не должна иметь дефектов, таких как трещины или расслоения.
Перед сваркой поверхность сварного соединения должна быть очищена от окиси, жира, шлака и других вредных примесей.
Диапазон зазоров (рассчитывается по краю паза или пластины) ≥20 мм.
Предварительная гибка
При прокатке листа каждый конец листа имеет длину, которая может быть согнута из-за отсутствия контакта с верхним роликом, что называется остаточной прямой кромкой.
При симметричной гибке оставшаяся прямая кромка обычно составляет примерно половину расстояния между центрами нижнего ролика и также зависит от толщины листа.
Остальные прямые края асимметричного изгиба составляют примерно от 1/6 до 1/10 симметричного изгиба.
Эту часть оставшейся прямой кромки трудно устранить полностью во время исправления, легко произвести дефекты качества и оборудования, поэтому ее следует предварительно согнуть.
Если нет предварительного закругления, вы можете исправить их с помощью шаблона после окончательного рулона.
Поверхность стального листа перед гибкой должна быть очищена, на поверхности ролика не должно быть ржавчины кожи, шерсти, краев и углов, жестких частиц.
Например, при прокатке нержавеющей стали верхний и нижний валики должны быть обмотаны слоем ленты или специальным слоем краски, защитный слой не должен иметь жестких частиц.
Выравнивание по центру
Когда пластина помещается в станок для прокатки валков, во избежание перекоса заготовка должна быть перекручена, а основная линия заготовки должна быть параллельна валу ролика, чтобы обеспечить качество круглой прокатки .
Прокатка кругов
Прокатка кругов является основным процессом формирования продукта, который делится на процесс с одной и несколькими подачами.
Количество циклов подачи зависит от процесса (например, холодный валок не должен превышать допустимую максимальную скорость деформации) и ограничений оборудования (таких как условия предотвращения проскальзывания и условия мощности).
Определенная степень перемотки должна быть добавлена, когда пружинение холодного валка является значительным.
Продольное смещение конца цилиндра требуется менее 1,5 мм.
Процесс прокатки листа показан на рисунке ниже.
Коррекция круглости
Цель коррекции круглости — сделать кривизну всей окружности как можно более равномерной для улучшения качества продукта.
Как правило, шаги следующие:
(1) Подача
В соответствии с опытом или расчетами ролик можно отрегулировать до максимально правильного положения кривизны.